
金属箔付高熱伝導接着シート、又は、金属板付高熱伝導接着シートの接着された半導体モジュールの製造方法
【課題】硬化反応の進行が抑制された樹脂組成物と、熱伝導性、耐熱性などに優れ、しかも、接着作業性の良好な熱伝導性シート、金属箔付高熱伝導接着シート、ならびに、金属板付高熱伝導接着シートなどの提供を課題としている。
【解決手段】エポキシ樹脂と無機フィラーとを含み、前記エポキシ樹脂を熱硬化させるべく硬化促進剤がさらに含有されている樹脂組成物であって、前記無機フィラーには、三酸化ホウ素成分を含む無機フィラーが用いられており、しかも、前記硬化促進剤として、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする樹脂組成物などを提供する。
【解決手段】エポキシ樹脂と無機フィラーとを含み、前記エポキシ樹脂を熱硬化させるべく硬化促進剤がさらに含有されている樹脂組成物であって、前記無機フィラーには、三酸化ホウ素成分を含む無機フィラーが用いられており、しかも、前記硬化促進剤として、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする樹脂組成物などを提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、無機フィラーとエポキシ樹脂とを含む樹脂組成物、無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられた熱伝導シート、無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられた高熱伝導性樹脂層と、金属箔が用いられた金属箔層とが積層されてシート状に形成されており、加熱条件下において前記高熱伝導性樹脂層側を被着体に当接させることにより前記高熱伝導性樹脂層を熱硬化させて被着体に接着させて用いられる金属箔付高熱伝導接着シート、ならびに、無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられた高熱伝導性樹脂層と、金属板が用いられた金属板層とが積層されてシート状に形成されており、加熱条件下において前記高熱伝導性樹脂層側を被着体に当接させることにより前記高熱伝導性樹脂層を熱硬化させて被着体に接着させて用いられる金属板付高熱伝導接着シートに関する。
【背景技術】
【0002】
従来、ベース樹脂と無機フィラーとを含む樹脂組成物でシート状に形成された熱伝導シートや、ベース樹脂と無機フィラーとを含む樹脂組成物により形成された高熱伝導性樹脂層と、金属箔が用いられて形成された金属箔層とが積層されてシート状に形成された金属箔付高熱伝導接着シート、あるいは、高熱伝導性樹脂層と金属板層とが積層されてシート状に形成された金属板付高熱伝導接着シートなどが電子部品用途などに用いられている。
例えば、特許文献1には、半導体チップのボンディング面と反対側の面に高熱伝導性樹脂層を接着させて金属箔付高熱伝導接着シートが用いられることが記載されている。
【0003】
この熱伝導シートは、通常、一方を発熱部材などの被着体に接着させ、他方を放熱器などに接着させて用いられ、発熱部材側から放熱器側にすばやく熱を伝達すべく無機フィラーが樹脂成分に対して高充填された樹脂組成物によりシート状に形成されている。
また、金属箔付高熱伝導接着シートは、通常、この高熱伝導性樹脂層の表面を発熱部材などの被着体に接着させて用いられ、高熱伝導性樹脂層は、通常、発熱部材側から金属箔層側にすばやく熱を伝達すべく無機フィラーが樹脂成分に対して高充填された樹脂組成物により形成されている。
【0004】
また、この熱伝導シートや金属箔付高熱伝導接着シートの高熱伝導性樹脂層の形成には、無機物の中でも特に熱伝導性に優れている窒化ホウ素が用いられた窒化ホウ素フィラーを含む樹脂組成物が用いられたりしている。
また、高熱伝導性樹脂層には、高温下においても接着力を維持させること、ならびに、優れた耐熱性が求められていることから、この樹脂組成物の樹脂成分にはエポキシ樹脂などの熱硬化性樹脂が用いられたりしている。
【0005】
この高熱伝導性樹脂層の形成にエポキシ樹脂などの熱硬化性樹脂が用いられる場合においては、通常、エポキシ樹脂と無機フィラーとエポキシ樹脂の硬化促進剤などが、一旦、溶媒に溶解され、これらが溶解された溶液が金属箔層を形成する金属箔に塗布された後に、加熱炉などに導入されて前記溶媒が乾燥されて金属箔付高熱伝導接着シートが形成されたりしている。
この溶媒を乾燥させた後の状態は、通常、エポキシ樹脂の硬化がわずかに進行した、一般にBステージ状態と呼ばれる状態になっている。
その後、この金属箔付高熱伝導接着シートが加熱条件下において高熱伝導性樹脂層側が被着体に当接されてこの高熱伝導性樹脂層のエポキシ樹脂がさらに硬化され、被着体に接着されている。
【0006】
したがって、金属箔付高熱伝導接着シートの作製時などにおいて硬化反応が進行しすぎた場合には、その後の被着体への接着が困難となり接着作業性が低下してしまうおそれを有する。
このように、金属箔付高熱伝導接着シートにおいては、その高熱伝導性樹脂層が、熱伝導性および耐熱性に優れており、しかも、良好な接着作業性となるように高熱伝導性樹脂層が形成されていることが求められている。
しかし、従来、エポキシ樹脂を含む樹脂組成物の熱硬化の挙動については、十分な検討がなされておらず、硬化反応の進行を抑制させる方法についても確立されてはいない。したがって、従来の熱伝導シートや、金属箔付高熱伝導接着シートあるいは金属板付高熱伝導接着シートなどにおいては、その要望を満足するものが得られていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平11−186473号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、硬化反応の進行が抑制された樹脂組成物と、熱伝導性、耐熱性などに優れ、しかも、接着作業性の良好な熱伝導シート、金属箔付高熱伝導接着シート、ならびに、金属板付高熱伝導接着シートの提供を課題としている。
【課題を解決するための手段】
【0009】
本発明者らは、窒化ホウ素フィラーとエポキシ樹脂とを用いた樹脂組成物に着目して上記課題について鋭意検討を行った結果、無機フィラーとして窒化ホウ素が用いられる場合においては、この窒化ホウ素に含まれている不純物成分である三酸化ホウ素が、エポキシ樹脂の硬化促進剤に対して影響を与えていることを見出した。
また、所定の硬化促進剤以外では、三酸化ホウ素存在下において、三酸化ホウ素が存在しない場合に比べてエポキシ樹脂に対する硬化促進性能が高められてしまい、金属箔付高熱伝導接着シートが被着体に接着される前にエポキシ樹脂の硬化反応を大きく進行させてしまうおそれがあることを見出し本発明の完成にいたったのである。
【0010】
すなわち、本発明は、前記課題を解決すべく、エポキシ樹脂と無機フィラーとを含み、前記エポキシ樹脂を熱硬化させるべく硬化促進剤がさらに含有されている樹脂組成物であって、前記無機フィラーには、三酸化ホウ素成分を含む無機フィラーが用いられており、しかも、前記硬化促進剤として、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする樹脂組成物を提供する。
【0011】
また、本発明は、三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む樹脂組成物でシート状に形成されており、加熱条件下において被着体に当接させることにより前記エポキシ樹脂を熱硬化させて被着体に接着させるべく、前記樹脂組成物には硬化促進剤が含有されており、しかも、前記硬化促進剤には、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする熱伝導シートを提供する。
【0012】
また、本発明は、三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられた高熱伝導性樹脂層と、金属箔が用いられた金属箔層とが積層されてシート状に形成されており、加熱条件下において前記高熱伝導性樹脂層の表面を被着体に当接させることにより前記エポキシ樹脂を熱硬化させて前記高熱伝導性樹脂層を被着体に接着させるべく、前記樹脂組成物には硬化促進剤が含有されており、しかも、前記硬化促進剤には、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする金属箔付高熱伝導接着シートを提供する。
【0013】
さらに、本発明は、三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられた高熱伝導性樹脂層と、金属板が用いられた金属板層とが積層されてシート状に形成されており、加熱条件下において前記高熱伝導性樹脂層の表面を被着体に当接させることにより前記エポキシ樹脂を熱硬化させて前記高熱伝導性樹脂層を被着体に接着させるべく、前記樹脂組成物には硬化促進剤が含有されており、しかも、前記硬化促進剤には、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする金属板付高熱伝導接着シートを提供する。
【発明の効果】
【0014】
本発明によれば、本発明によれば、エポキシ樹脂の硬化促進剤として、三酸化ホウ素成分の存在によってエポキシ樹脂の硬化反応を抑制させ得る第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることから、樹脂組成物の硬化反応が進行することを抑制させ得る。
すなわち、硬化反応が進行しすぎて、その後の作業性が低下することを抑制させ得る。
また、高熱伝導性樹脂層の形成に用いられている樹脂組成物中にエポキシ樹脂と無機フィラーとが含まれていることから、金属箔付高熱伝導接着シートや金属板付高熱伝導接着シートの高熱伝導性樹脂層を熱伝導性および耐熱性に優れたものとさせ得る。
しかも、三酸化ホウ素が存在しない場合に比べて三酸化ホウ素が存在する場合にエポキシ樹脂に対する硬化促進性能が高められて、金属箔付高熱伝導接着シートが被着体に接着される前にエポキシ樹脂の硬化反応を大きく進行させるという現象を発生させ難い、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上の硬化促進剤が、三酸化ホウ素成分が含まれている無機フィラーと、エポキシ樹脂とともに樹脂組成物中に含まれていることから、熱伝導性シートや、金属箔付高熱伝導接着シート、あるいは、金属板付高熱伝導接着シートの作製時などにおいてエポキシ樹脂の硬化が大きく進行し、熱伝導性シートや金属箔付高熱伝導接着シートなどが被着体に接着される前にその接着性が低下されることを抑制させ得る。
すなわち、本発明によれば、硬化反応の進行が抑制された樹脂組成物を提供し得る。
また、熱伝導性、耐熱性などに優れ、しかも、接着作業性の良好な熱伝導性シート、金属箔付高熱伝導接着シート、ならびに、金属板付高熱伝導接着シートを提供し得る。
【図面の簡単な説明】
【0015】
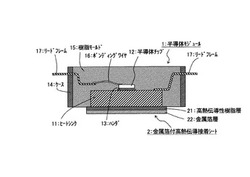
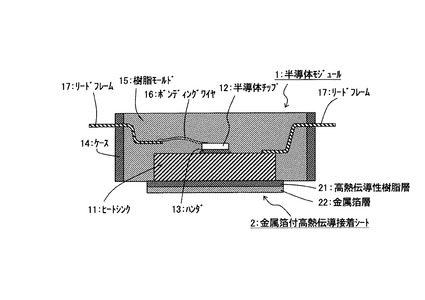
【図1】金属箔付高熱伝導接着シートの使用方法を示す断面図。
【発明を実施するための形態】
【0016】
以下に、本発明の好ましい実施の形態について、図1を参照しつつ説明する。
本実施形態における金属箔付高熱伝導接着シートは、金属箔層と高熱伝導性樹脂層との積層構造を有し、シート状に形成されている。
この図1では、半導体モジュールのヒートシンクに前記高熱伝導性樹脂層が接着されて使用される場合を例示している。
【0017】
この金属箔付高熱伝導接着シートの金属箔層については、通常、50〜300μmの厚さの金属箔を用いて形成することができ、この金属箔としては、銅、アルミニウム、ニッケル、鉄などの純金属や合金が用いられたものをあげることができる。
また、このような金属箔としては、各種メッキが施されたものや、あるいは、複数種類の金属が積層されているクラッド箔なども用いることができる。
【0018】
また、この金属箔層の金属箔は、高熱伝導性樹脂層との接着力を向上させるべく、高熱伝導性樹脂層との界面側が表面粗化されていることが好ましい。
この表面粗化については、金属箔の表面をサンドブラスト処理や酸化処理するなどして施すことができる。
なお、電解金属箔を用いる場合においては、そのマット面(粗化面)を高熱伝導性樹脂層との積層界面として利用することができ、サンドブラスト処理や酸化処理などの特段の処理を必要としない点において好適である。
【0019】
なお、この金属箔層の形成に用いる電解金属箔としては、比較的安価であり、耐腐蝕性にも優れ、高い熱伝導性を有する点において、電解銅箔を用いることが好ましい。
さらに、この電解銅箔には、マット面にジンケート処理が施されているものを用いることが好ましい。
【0020】
前記高熱伝導性樹脂層は、三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられて形成されている。
【0021】
この三酸化ホウ素成分を含む無機フィラーとしては、窒化ホウ素フィラーが例示でき、一般に市販の窒化ホウ素フィラーには、通常、三酸化ホウ素成分が0.01〜数%含有されている。
この窒化ホウ素フィラーとしては、通常、鱗片形状を有する平均粒子径1〜20μmのものを用いることができる。この平均粒子径については、レーザー回折法によるD50値を測定することにより求めることができる。
なお、高熱伝導性樹脂層の形成に用いられる樹脂組成物には、この窒化ホウ素フィラーに加えて、アルミナフィラー、窒化アルミニウムフィラー、窒化ケイ素フィラー、炭化ケイ素フィラー、二酸化ケイ素フィラー、ダイヤモンドフィラーなどを併用することができる。
【0022】
前記エポキシ樹脂としては、特に限定されるものではないが、常温固体のものが好ましい。この常温固体のエポキシが好ましいのは、常温液体状のエポキシ樹脂を用いた場合には、金属箔付高熱伝導接着シートを被着体に接着すべく加熱条件下において高熱伝導性樹脂層側を被着体に当接させた場合に、エポキシ樹脂の粘度が低下しすぎて、金属箔付高熱伝導接着シートの端縁部から外にエポキシ樹脂が大きく滲み出してしまうおそれがあるためである。
このエポキシ樹脂の滲み出しが激しい場合には、例えば、金属箔層の背面側など本来金属部分が露出しているべき個所にエポキシ樹脂被膜を形成させてしまうおそれがある。
【0023】
一方で、被着体への接着時にある程度の粘度低下が生じないと被着体と高熱伝導性樹脂層側との間に空隙などが生じやすく被着体側から金属箔層側への熱伝導性を低下させるおそれもある。
樹脂組成物に適度な流れ性を付与して、これらの問題をより確実に抑制させ得る点において、このエポキシ樹脂としては、エポキシ当量450〜2000g/eqの常温固体のビスフェノールA型エポキシ樹脂と、エポキシ当量160〜220g/eqの多官能の常温固体で87℃から93℃の間に軟化点を有するノボラック型エポキシ樹脂とが(ビスフェノールA型エポキシ樹脂/ノボラック型エポキシ樹脂)=40/60〜60/40となる重量比率で混合されているものを用いることが好ましい。
なお、このエポキシ当量は、JIS K 7236により求めることができる。
【0024】
また、高熱伝導性樹脂層の形成に用いられる樹脂組成物には、このエポキシ樹脂が用いられた樹脂組成物を改質すべく、エポキシ樹脂以外に、フェノール樹脂、アクリル樹脂、ポリアミド樹脂などの樹脂を本発明の効果を損ねない範囲において添加することができる。
【0025】
また、高熱伝導性樹脂層の形成に用いられる樹脂組成物には、このエポキシ樹脂の硬化促進剤として、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上がさらに含まれる。
【0026】
この、第二級アミン系硬化促進剤としては、例えば、ジメチルアミン、ジエチルアミン、ジプロピルアミン、ジブチルアミン、ジヘキシルアミン、ジオクチルアミン、ジエタノールアミン、モルホリン、ピペリジン、2,6−ジメチルピペリジン、2,2,6,6−テトラメチルピペリジン、ピペラジン、ピロリジン、N−メチルベンジルアミンなどがあげられる。これらはカルボン酸、フェノール性水酸基を有する化合物、スルホン酸、酸性リン酸エステル、ホスホン酸、無機酸などとの塩でもよい。
【0027】
この、第三級アミン系硬化促進剤としては、トリエチルアミン、トリメチルアミン、N-ベンジルジメチルアミン、α−メチルベンジルジメチルアミン、2−(ジメチルアミノメチル)フェノール、2,4,6−トリス(ジメチルアミノメチル)フェノール、テトラメチルブチルグアニジン、トリブチルアミン、芳香族アミンであるピリジンなどがあげられる。これらはカルボン酸、フェノール性水酸基を有する化合物、スルホン酸、酸性リン酸エステル、ホスホン酸、無機酸などとの塩でもよい。
【0028】
イミダゾール系硬化促進剤は、例えば、2−メチルイミダゾール、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、1,2−ジメチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニルイミダゾール、2−フェニル−4−メチルイミダゾール、1−ベンジル−2−フェニルイミダゾール、1−ベンジル−2−メチルイミダゾール、1−シアノエチル−2−メチルイミダゾール、1−シアノエチル−2−エチル−4−メチルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、2,4−ジアミノ−6−(2−メチルイミダゾリルエチル)−1,3,5−トリアジン、2,4−ジアミノ−6−(2−ウンデシルイミダゾリルエチル)−1,3,5−トリアジン、2,4−ジアミノ−6−(2−エチル−4−メチルイミダゾリルエチル)−1,3,5−トリアジン、2−フェニル−4,5−ジヒドロキシメチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾールなどがあげられる。
【0029】
なかでも、2,4,6−トリス(ジメチルアミノメチル)フェノール、2−ウンデシルイミダゾールが好ましい。
【0030】
なお、本発明の効果を損なわない範囲において、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤以外の硬化促進剤を併用して用いることもできる。
【0031】
また、これらの硬化促進剤とともに、エポキシ樹脂に用いられる一般的な硬化剤を用いることができる。
なかでも、エポキシ樹脂が、上記に示したようなビスフェノールA型エポキシ樹脂とノボラック型エポキシ樹脂とが重量で40/60〜60/40の割合で混合されている場合においては、4,4’−ジアミノジフェニルスルホンが好適である。
【0032】
また、高熱伝導性樹脂層の形成に用いられる樹脂組成物には、本発明の効果を損なわない範囲において、老化防止剤、酸化防止剤、安定剤、分散助剤、消泡剤、難燃剤、増粘剤、顔料などといった各種配合剤を適宜加えることができる。
【0033】
なお、図1に示すヒートシンクのような、電荷が加えられる被着体に用いられる場合においては、上記材料が用いられてなる樹脂組成物により高熱伝導性樹脂層が、例えば、1×1010Ω・cm以上の体積抵抗率となるように形成されることが好ましく、1×1013Ω・cm以上の体積抵抗率に形成されることがさらに好ましい。
【0034】
次いで、これらの材料により金属箔付高熱伝導接着シートを製造する製造方法について説明する。
【0035】
まず、金属箔層上に樹脂組成物による高熱伝導性樹脂層を形成させるために、この樹脂組成物を液状化させた塗工液を作製する。
この塗工液の作製方法については、一般的な、樹脂溶液の作製方法を採用することができ、例えば、エポキシ樹脂、硬化促進剤などを一旦溶媒などに溶解させたエポキシ樹脂溶液にミキサーなどにより窒化ホウ素フィラーを分散させる方法などを採用することができる。
【0036】
次いで、例えば、電解銅箔のマット面上に上記のように作製した塗工液を乾燥後の厚さ、すなわち、高熱伝導性樹脂層の形成厚さが所定厚さとなるように、コーティングマシーンなどによりコーティングし、乾燥炉を通過させるなどして乾燥を実施して、金属箔層上に高熱伝導性樹脂層を積層させて金属箔付高熱伝導接着シートを製造することができる。
【0037】
さらに、このようにして製造された金属箔付高熱伝導接着シートの使用方法について説明する。
図1では、半導体モジュールのヒートシンクに対して高熱伝導性樹脂層が接着されて用いられる場合を示している。
このように半導体モジュールのヒートシンクに対して高熱伝導性樹脂層を接着させるには、例えば、加熱状態の熱板上に高熱伝導性樹脂層を表向きにして載置して高熱伝導性樹脂層を熱板の熱により軟化させ、半導体モジュールのヒートシンク露出面をこの軟化状態の高熱伝導性樹脂層表面に押圧して高熱伝導性樹脂層のエポキシ樹脂が硬化するまで保持して、半導体モジュールに対する金属箔付高熱伝導接着シートの接着を完了させる方法があげられる。
【0038】
また、あるいは、半導体モジュールが、加熱溶融されたモールド樹脂が注型されて一体成型されているものであれば、この半導体モジュールのモールド樹脂の注型時に同時に金属箔付高熱伝導接着シートの接着を実施させることもできる。
例えば、リードフレームが固定されたケース内に、ハンダ付けされた半導体チップを搭載したヒートシンクを配置し、この半導体チップとリードフレームとをワイヤーボンドにより電気的に接続させた半製品を用いて、注型用金型内に金属箔付高熱伝導接着シートを高熱伝導性樹脂層を表向きにしてセットし、この金属箔付高熱伝導接着シート上にヒートシンクが位置するようにして前記半製品を載置して、半製品のケース内に加熱溶融されたモールド樹脂を注入することにより、このモールド樹脂の熱で、あるいは注型用金型を加熱して高熱伝導性樹脂層を軟化させてヒートシンクに接着硬化させる方法、すなわち、半導体モジュールの製造と同時に金属箔付高熱伝導接着シートの接着を実施させる方法などがあげられる。
【0039】
なお、このとき高熱伝導性樹脂層を形成する樹脂組成物には、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が、三酸化ホウ素成分を含む窒化ホウ素フィラーと、エポキシ樹脂とともに含有されていることから、これら以外の、例えば、三フッ化ホウ素系硬化促進剤の硬化促進剤が用いられる場合などに比べて硬化反応の進行を抑制させることができる。
【0040】
この窒化ホウ素フィラーに含まれている三酸化ホウ素成分は、エポキシ樹脂の硬化反応に影響を与える。例えば、硬化促進剤の種類によっては、硬化促進作用が加勢されてしまい、例えば、金属箔付高熱伝導接着シート製造時に樹脂組成物が加熱されたりした場合に短時間にエポキシ樹脂の硬化反応が進行して、後の被着体への接着が困難になってしまうものもある。
【0041】
しかし、本発明においては、上記に説明したように三酸化ホウ素成分の存在によって硬化促進性能が高められるおそれが低い、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が高熱伝導性樹脂層を形成する樹脂組成物に用いられている。この第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上は、むしろ三酸化ホウ素成分の存在によって硬化促進性能が抑制されることから、被着体への接着前の金属箔付高熱伝導接着シートの接着性をより確実に保持させ得る。
すなわち、金属箔付高熱伝導接着シートの接着作業性を良好なものとさせ得る。
したがって、本実施形態の金属箔付高熱伝導接着シートにおいては、窒化ホウ素を樹脂組成物中により多く含有させて、金属箔付高熱伝導接着シートの接着作業性の向上と、高熱伝導性樹脂層の熱伝導率の向上とを同時に図り得るという優れた効果を奏する。
例えば、0.01〜0.5%程度に三酸化ホウ素成分が含まれている窒化ホウ素フィラーを用いる場合であればこれらの硬化促進剤とともに高熱伝導性樹脂層中に重量で、通常、体積で25%以上の割合で充填させることで、優れた接着作業性を有する金属箔付高熱伝導接着シートとすることができ、50%以上の割合で充填させることで、接着作業性とともに熱伝導性に優れた金属箔付高熱伝導接着シートとすることができる。また、重量で65%以上の割合で充填させることで、さらに優れた熱伝導性と接着作業性を有する金属箔付高熱伝導接着シートとすることができる。
【0042】
なお、このような効果については、窒化ホウ素フィラーを用いた場合のみならず、三酸化ホウ素成分を含む無機フィラーが用いられる場合に共通して得られるものである。
【0043】
本実施形態においては、硬化反応の進行を抑制させて、作業性を向上させることが特に求められており、本発明の効果をより顕著に発揮させ得る点から、本発明の樹脂組成物を、金属箔付高熱伝導接着シートの高熱伝導性樹脂層の形成に用いる場合を例に説明したが、本発明の樹脂組成物の用途は、金属箔付高熱伝導接着シートに限定されるものではない。
【0044】
例えば、金属箔に代えて、300μmを超える厚さを有する金属板、例えば、数mm厚さのアルミニウム板や銅板などといった金属板層に高熱伝導性樹脂層が積層された金属板付高熱伝導接着シートなどにも本発明にかかる樹脂組成物を採用し得る。
【0045】
また、本発明の樹脂組成物の用途は、この金属箔層や金属板層などの金属層と高熱伝導性樹脂層とが積層された金属層付高熱伝導接着シートに限定されるものでもなく、例えば、高熱伝導性樹脂層を単層あるいは複数積層させてシート状となした熱伝導性シートなどにも本発明の樹脂組成物を採用し得る。
すなわち、上記に例示の金属箔付高熱伝導接着シートの製造方法における電解銅箔に代えて、例えば、表面離型処理されたポリエチレンテレフタレート(PET)フィルムを用い、三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む塗工液をこのPETフィルムにコーティングして乾燥を実施してPETフィルム上にシート状物を形成させて熱伝導シートを作製することができる。
また、このようにして形成されたシート状物を複数積層一体化させて厚みの厚い熱伝導シートを形成させることもできる。
さらに、本発明は、樹脂組成物の使用態様を、コーティングによるシート状物の形成に限定するものでもなく注型金型などを用いた成形加工などにも使用し得る。
【実施例】
【0046】
次に実施例を挙げて本発明をさらに詳しく説明するが、本発明はこれらに限定されるものではない。
(実施例1〜4、比較例1〜8)
(配合:樹脂組成物の作製)
表1に示す材料を表1に示す割合で溶剤に溶解させた樹脂組成物を作製した。
【0047】
【表1】

【0048】
(評価)
(ゲルタイムの測定)
得られた樹脂組成物を約1cm3、140℃に加熱された熱盤上に滴下し、この滴下された樹脂組成物をステンレス製スパチュラの先端で熱盤上に輪を描くように数秒に1回の割合で攪拌し、攪拌後にスパチュラの先端を熱盤表面から約1cm高さに持ち上げて樹脂組成物の糸引き状況を目視にて観察した。
このスパチュラの先端を持ち上げた際に糸引きを生じないか、あるいは、糸引きが生じてもすぐに切れてしまう状況となるまでに要する時間をゲルタイムとして測定した。
結果を、表2に示す。
【0049】
【表2】
【0050】
この表2からも第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤は、三酸化ホウ素成分存在下において、三フッ化ホウ素系硬化促進剤のようにエポキシ樹脂の硬化促進性能が高められて接着性が低下されるという問題が生じ難いことがわかる。
【技術分野】
【0001】
本発明は、無機フィラーとエポキシ樹脂とを含む樹脂組成物、無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられた熱伝導シート、無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられた高熱伝導性樹脂層と、金属箔が用いられた金属箔層とが積層されてシート状に形成されており、加熱条件下において前記高熱伝導性樹脂層側を被着体に当接させることにより前記高熱伝導性樹脂層を熱硬化させて被着体に接着させて用いられる金属箔付高熱伝導接着シート、ならびに、無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられた高熱伝導性樹脂層と、金属板が用いられた金属板層とが積層されてシート状に形成されており、加熱条件下において前記高熱伝導性樹脂層側を被着体に当接させることにより前記高熱伝導性樹脂層を熱硬化させて被着体に接着させて用いられる金属板付高熱伝導接着シートに関する。
【背景技術】
【0002】
従来、ベース樹脂と無機フィラーとを含む樹脂組成物でシート状に形成された熱伝導シートや、ベース樹脂と無機フィラーとを含む樹脂組成物により形成された高熱伝導性樹脂層と、金属箔が用いられて形成された金属箔層とが積層されてシート状に形成された金属箔付高熱伝導接着シート、あるいは、高熱伝導性樹脂層と金属板層とが積層されてシート状に形成された金属板付高熱伝導接着シートなどが電子部品用途などに用いられている。
例えば、特許文献1には、半導体チップのボンディング面と反対側の面に高熱伝導性樹脂層を接着させて金属箔付高熱伝導接着シートが用いられることが記載されている。
【0003】
この熱伝導シートは、通常、一方を発熱部材などの被着体に接着させ、他方を放熱器などに接着させて用いられ、発熱部材側から放熱器側にすばやく熱を伝達すべく無機フィラーが樹脂成分に対して高充填された樹脂組成物によりシート状に形成されている。
また、金属箔付高熱伝導接着シートは、通常、この高熱伝導性樹脂層の表面を発熱部材などの被着体に接着させて用いられ、高熱伝導性樹脂層は、通常、発熱部材側から金属箔層側にすばやく熱を伝達すべく無機フィラーが樹脂成分に対して高充填された樹脂組成物により形成されている。
【0004】
また、この熱伝導シートや金属箔付高熱伝導接着シートの高熱伝導性樹脂層の形成には、無機物の中でも特に熱伝導性に優れている窒化ホウ素が用いられた窒化ホウ素フィラーを含む樹脂組成物が用いられたりしている。
また、高熱伝導性樹脂層には、高温下においても接着力を維持させること、ならびに、優れた耐熱性が求められていることから、この樹脂組成物の樹脂成分にはエポキシ樹脂などの熱硬化性樹脂が用いられたりしている。
【0005】
この高熱伝導性樹脂層の形成にエポキシ樹脂などの熱硬化性樹脂が用いられる場合においては、通常、エポキシ樹脂と無機フィラーとエポキシ樹脂の硬化促進剤などが、一旦、溶媒に溶解され、これらが溶解された溶液が金属箔層を形成する金属箔に塗布された後に、加熱炉などに導入されて前記溶媒が乾燥されて金属箔付高熱伝導接着シートが形成されたりしている。
この溶媒を乾燥させた後の状態は、通常、エポキシ樹脂の硬化がわずかに進行した、一般にBステージ状態と呼ばれる状態になっている。
その後、この金属箔付高熱伝導接着シートが加熱条件下において高熱伝導性樹脂層側が被着体に当接されてこの高熱伝導性樹脂層のエポキシ樹脂がさらに硬化され、被着体に接着されている。
【0006】
したがって、金属箔付高熱伝導接着シートの作製時などにおいて硬化反応が進行しすぎた場合には、その後の被着体への接着が困難となり接着作業性が低下してしまうおそれを有する。
このように、金属箔付高熱伝導接着シートにおいては、その高熱伝導性樹脂層が、熱伝導性および耐熱性に優れており、しかも、良好な接着作業性となるように高熱伝導性樹脂層が形成されていることが求められている。
しかし、従来、エポキシ樹脂を含む樹脂組成物の熱硬化の挙動については、十分な検討がなされておらず、硬化反応の進行を抑制させる方法についても確立されてはいない。したがって、従来の熱伝導シートや、金属箔付高熱伝導接着シートあるいは金属板付高熱伝導接着シートなどにおいては、その要望を満足するものが得られていない。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平11−186473号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
本発明は、硬化反応の進行が抑制された樹脂組成物と、熱伝導性、耐熱性などに優れ、しかも、接着作業性の良好な熱伝導シート、金属箔付高熱伝導接着シート、ならびに、金属板付高熱伝導接着シートの提供を課題としている。
【課題を解決するための手段】
【0009】
本発明者らは、窒化ホウ素フィラーとエポキシ樹脂とを用いた樹脂組成物に着目して上記課題について鋭意検討を行った結果、無機フィラーとして窒化ホウ素が用いられる場合においては、この窒化ホウ素に含まれている不純物成分である三酸化ホウ素が、エポキシ樹脂の硬化促進剤に対して影響を与えていることを見出した。
また、所定の硬化促進剤以外では、三酸化ホウ素存在下において、三酸化ホウ素が存在しない場合に比べてエポキシ樹脂に対する硬化促進性能が高められてしまい、金属箔付高熱伝導接着シートが被着体に接着される前にエポキシ樹脂の硬化反応を大きく進行させてしまうおそれがあることを見出し本発明の完成にいたったのである。
【0010】
すなわち、本発明は、前記課題を解決すべく、エポキシ樹脂と無機フィラーとを含み、前記エポキシ樹脂を熱硬化させるべく硬化促進剤がさらに含有されている樹脂組成物であって、前記無機フィラーには、三酸化ホウ素成分を含む無機フィラーが用いられており、しかも、前記硬化促進剤として、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする樹脂組成物を提供する。
【0011】
また、本発明は、三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む樹脂組成物でシート状に形成されており、加熱条件下において被着体に当接させることにより前記エポキシ樹脂を熱硬化させて被着体に接着させるべく、前記樹脂組成物には硬化促進剤が含有されており、しかも、前記硬化促進剤には、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする熱伝導シートを提供する。
【0012】
また、本発明は、三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられた高熱伝導性樹脂層と、金属箔が用いられた金属箔層とが積層されてシート状に形成されており、加熱条件下において前記高熱伝導性樹脂層の表面を被着体に当接させることにより前記エポキシ樹脂を熱硬化させて前記高熱伝導性樹脂層を被着体に接着させるべく、前記樹脂組成物には硬化促進剤が含有されており、しかも、前記硬化促進剤には、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする金属箔付高熱伝導接着シートを提供する。
【0013】
さらに、本発明は、三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられた高熱伝導性樹脂層と、金属板が用いられた金属板層とが積層されてシート状に形成されており、加熱条件下において前記高熱伝導性樹脂層の表面を被着体に当接させることにより前記エポキシ樹脂を熱硬化させて前記高熱伝導性樹脂層を被着体に接着させるべく、前記樹脂組成物には硬化促進剤が含有されており、しかも、前記硬化促進剤には、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする金属板付高熱伝導接着シートを提供する。
【発明の効果】
【0014】
本発明によれば、本発明によれば、エポキシ樹脂の硬化促進剤として、三酸化ホウ素成分の存在によってエポキシ樹脂の硬化反応を抑制させ得る第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることから、樹脂組成物の硬化反応が進行することを抑制させ得る。
すなわち、硬化反応が進行しすぎて、その後の作業性が低下することを抑制させ得る。
また、高熱伝導性樹脂層の形成に用いられている樹脂組成物中にエポキシ樹脂と無機フィラーとが含まれていることから、金属箔付高熱伝導接着シートや金属板付高熱伝導接着シートの高熱伝導性樹脂層を熱伝導性および耐熱性に優れたものとさせ得る。
しかも、三酸化ホウ素が存在しない場合に比べて三酸化ホウ素が存在する場合にエポキシ樹脂に対する硬化促進性能が高められて、金属箔付高熱伝導接着シートが被着体に接着される前にエポキシ樹脂の硬化反応を大きく進行させるという現象を発生させ難い、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上の硬化促進剤が、三酸化ホウ素成分が含まれている無機フィラーと、エポキシ樹脂とともに樹脂組成物中に含まれていることから、熱伝導性シートや、金属箔付高熱伝導接着シート、あるいは、金属板付高熱伝導接着シートの作製時などにおいてエポキシ樹脂の硬化が大きく進行し、熱伝導性シートや金属箔付高熱伝導接着シートなどが被着体に接着される前にその接着性が低下されることを抑制させ得る。
すなわち、本発明によれば、硬化反応の進行が抑制された樹脂組成物を提供し得る。
また、熱伝導性、耐熱性などに優れ、しかも、接着作業性の良好な熱伝導性シート、金属箔付高熱伝導接着シート、ならびに、金属板付高熱伝導接着シートを提供し得る。
【図面の簡単な説明】
【0015】
【図1】金属箔付高熱伝導接着シートの使用方法を示す断面図。
【発明を実施するための形態】
【0016】
以下に、本発明の好ましい実施の形態について、図1を参照しつつ説明する。
本実施形態における金属箔付高熱伝導接着シートは、金属箔層と高熱伝導性樹脂層との積層構造を有し、シート状に形成されている。
この図1では、半導体モジュールのヒートシンクに前記高熱伝導性樹脂層が接着されて使用される場合を例示している。
【0017】
この金属箔付高熱伝導接着シートの金属箔層については、通常、50〜300μmの厚さの金属箔を用いて形成することができ、この金属箔としては、銅、アルミニウム、ニッケル、鉄などの純金属や合金が用いられたものをあげることができる。
また、このような金属箔としては、各種メッキが施されたものや、あるいは、複数種類の金属が積層されているクラッド箔なども用いることができる。
【0018】
また、この金属箔層の金属箔は、高熱伝導性樹脂層との接着力を向上させるべく、高熱伝導性樹脂層との界面側が表面粗化されていることが好ましい。
この表面粗化については、金属箔の表面をサンドブラスト処理や酸化処理するなどして施すことができる。
なお、電解金属箔を用いる場合においては、そのマット面(粗化面)を高熱伝導性樹脂層との積層界面として利用することができ、サンドブラスト処理や酸化処理などの特段の処理を必要としない点において好適である。
【0019】
なお、この金属箔層の形成に用いる電解金属箔としては、比較的安価であり、耐腐蝕性にも優れ、高い熱伝導性を有する点において、電解銅箔を用いることが好ましい。
さらに、この電解銅箔には、マット面にジンケート処理が施されているものを用いることが好ましい。
【0020】
前記高熱伝導性樹脂層は、三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられて形成されている。
【0021】
この三酸化ホウ素成分を含む無機フィラーとしては、窒化ホウ素フィラーが例示でき、一般に市販の窒化ホウ素フィラーには、通常、三酸化ホウ素成分が0.01〜数%含有されている。
この窒化ホウ素フィラーとしては、通常、鱗片形状を有する平均粒子径1〜20μmのものを用いることができる。この平均粒子径については、レーザー回折法によるD50値を測定することにより求めることができる。
なお、高熱伝導性樹脂層の形成に用いられる樹脂組成物には、この窒化ホウ素フィラーに加えて、アルミナフィラー、窒化アルミニウムフィラー、窒化ケイ素フィラー、炭化ケイ素フィラー、二酸化ケイ素フィラー、ダイヤモンドフィラーなどを併用することができる。
【0022】
前記エポキシ樹脂としては、特に限定されるものではないが、常温固体のものが好ましい。この常温固体のエポキシが好ましいのは、常温液体状のエポキシ樹脂を用いた場合には、金属箔付高熱伝導接着シートを被着体に接着すべく加熱条件下において高熱伝導性樹脂層側を被着体に当接させた場合に、エポキシ樹脂の粘度が低下しすぎて、金属箔付高熱伝導接着シートの端縁部から外にエポキシ樹脂が大きく滲み出してしまうおそれがあるためである。
このエポキシ樹脂の滲み出しが激しい場合には、例えば、金属箔層の背面側など本来金属部分が露出しているべき個所にエポキシ樹脂被膜を形成させてしまうおそれがある。
【0023】
一方で、被着体への接着時にある程度の粘度低下が生じないと被着体と高熱伝導性樹脂層側との間に空隙などが生じやすく被着体側から金属箔層側への熱伝導性を低下させるおそれもある。
樹脂組成物に適度な流れ性を付与して、これらの問題をより確実に抑制させ得る点において、このエポキシ樹脂としては、エポキシ当量450〜2000g/eqの常温固体のビスフェノールA型エポキシ樹脂と、エポキシ当量160〜220g/eqの多官能の常温固体で87℃から93℃の間に軟化点を有するノボラック型エポキシ樹脂とが(ビスフェノールA型エポキシ樹脂/ノボラック型エポキシ樹脂)=40/60〜60/40となる重量比率で混合されているものを用いることが好ましい。
なお、このエポキシ当量は、JIS K 7236により求めることができる。
【0024】
また、高熱伝導性樹脂層の形成に用いられる樹脂組成物には、このエポキシ樹脂が用いられた樹脂組成物を改質すべく、エポキシ樹脂以外に、フェノール樹脂、アクリル樹脂、ポリアミド樹脂などの樹脂を本発明の効果を損ねない範囲において添加することができる。
【0025】
また、高熱伝導性樹脂層の形成に用いられる樹脂組成物には、このエポキシ樹脂の硬化促進剤として、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上がさらに含まれる。
【0026】
この、第二級アミン系硬化促進剤としては、例えば、ジメチルアミン、ジエチルアミン、ジプロピルアミン、ジブチルアミン、ジヘキシルアミン、ジオクチルアミン、ジエタノールアミン、モルホリン、ピペリジン、2,6−ジメチルピペリジン、2,2,6,6−テトラメチルピペリジン、ピペラジン、ピロリジン、N−メチルベンジルアミンなどがあげられる。これらはカルボン酸、フェノール性水酸基を有する化合物、スルホン酸、酸性リン酸エステル、ホスホン酸、無機酸などとの塩でもよい。
【0027】
この、第三級アミン系硬化促進剤としては、トリエチルアミン、トリメチルアミン、N-ベンジルジメチルアミン、α−メチルベンジルジメチルアミン、2−(ジメチルアミノメチル)フェノール、2,4,6−トリス(ジメチルアミノメチル)フェノール、テトラメチルブチルグアニジン、トリブチルアミン、芳香族アミンであるピリジンなどがあげられる。これらはカルボン酸、フェノール性水酸基を有する化合物、スルホン酸、酸性リン酸エステル、ホスホン酸、無機酸などとの塩でもよい。
【0028】
イミダゾール系硬化促進剤は、例えば、2−メチルイミダゾール、2−ウンデシルイミダゾール、2−ヘプタデシルイミダゾール、1,2−ジメチルイミダゾール、2−エチル−4−メチルイミダゾール、2−フェニルイミダゾール、2−フェニル−4−メチルイミダゾール、1−ベンジル−2−フェニルイミダゾール、1−ベンジル−2−メチルイミダゾール、1−シアノエチル−2−メチルイミダゾール、1−シアノエチル−2−エチル−4−メチルイミダゾール、1−シアノエチル−2−ウンデシルイミダゾール、1−シアノエチル−2−フェニルイミダゾール、2,4−ジアミノ−6−(2−メチルイミダゾリルエチル)−1,3,5−トリアジン、2,4−ジアミノ−6−(2−ウンデシルイミダゾリルエチル)−1,3,5−トリアジン、2,4−ジアミノ−6−(2−エチル−4−メチルイミダゾリルエチル)−1,3,5−トリアジン、2−フェニル−4,5−ジヒドロキシメチルイミダゾール、2−フェニル−4−メチル−5−ヒドロキシメチルイミダゾールなどがあげられる。
【0029】
なかでも、2,4,6−トリス(ジメチルアミノメチル)フェノール、2−ウンデシルイミダゾールが好ましい。
【0030】
なお、本発明の効果を損なわない範囲において、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤以外の硬化促進剤を併用して用いることもできる。
【0031】
また、これらの硬化促進剤とともに、エポキシ樹脂に用いられる一般的な硬化剤を用いることができる。
なかでも、エポキシ樹脂が、上記に示したようなビスフェノールA型エポキシ樹脂とノボラック型エポキシ樹脂とが重量で40/60〜60/40の割合で混合されている場合においては、4,4’−ジアミノジフェニルスルホンが好適である。
【0032】
また、高熱伝導性樹脂層の形成に用いられる樹脂組成物には、本発明の効果を損なわない範囲において、老化防止剤、酸化防止剤、安定剤、分散助剤、消泡剤、難燃剤、増粘剤、顔料などといった各種配合剤を適宜加えることができる。
【0033】
なお、図1に示すヒートシンクのような、電荷が加えられる被着体に用いられる場合においては、上記材料が用いられてなる樹脂組成物により高熱伝導性樹脂層が、例えば、1×1010Ω・cm以上の体積抵抗率となるように形成されることが好ましく、1×1013Ω・cm以上の体積抵抗率に形成されることがさらに好ましい。
【0034】
次いで、これらの材料により金属箔付高熱伝導接着シートを製造する製造方法について説明する。
【0035】
まず、金属箔層上に樹脂組成物による高熱伝導性樹脂層を形成させるために、この樹脂組成物を液状化させた塗工液を作製する。
この塗工液の作製方法については、一般的な、樹脂溶液の作製方法を採用することができ、例えば、エポキシ樹脂、硬化促進剤などを一旦溶媒などに溶解させたエポキシ樹脂溶液にミキサーなどにより窒化ホウ素フィラーを分散させる方法などを採用することができる。
【0036】
次いで、例えば、電解銅箔のマット面上に上記のように作製した塗工液を乾燥後の厚さ、すなわち、高熱伝導性樹脂層の形成厚さが所定厚さとなるように、コーティングマシーンなどによりコーティングし、乾燥炉を通過させるなどして乾燥を実施して、金属箔層上に高熱伝導性樹脂層を積層させて金属箔付高熱伝導接着シートを製造することができる。
【0037】
さらに、このようにして製造された金属箔付高熱伝導接着シートの使用方法について説明する。
図1では、半導体モジュールのヒートシンクに対して高熱伝導性樹脂層が接着されて用いられる場合を示している。
このように半導体モジュールのヒートシンクに対して高熱伝導性樹脂層を接着させるには、例えば、加熱状態の熱板上に高熱伝導性樹脂層を表向きにして載置して高熱伝導性樹脂層を熱板の熱により軟化させ、半導体モジュールのヒートシンク露出面をこの軟化状態の高熱伝導性樹脂層表面に押圧して高熱伝導性樹脂層のエポキシ樹脂が硬化するまで保持して、半導体モジュールに対する金属箔付高熱伝導接着シートの接着を完了させる方法があげられる。
【0038】
また、あるいは、半導体モジュールが、加熱溶融されたモールド樹脂が注型されて一体成型されているものであれば、この半導体モジュールのモールド樹脂の注型時に同時に金属箔付高熱伝導接着シートの接着を実施させることもできる。
例えば、リードフレームが固定されたケース内に、ハンダ付けされた半導体チップを搭載したヒートシンクを配置し、この半導体チップとリードフレームとをワイヤーボンドにより電気的に接続させた半製品を用いて、注型用金型内に金属箔付高熱伝導接着シートを高熱伝導性樹脂層を表向きにしてセットし、この金属箔付高熱伝導接着シート上にヒートシンクが位置するようにして前記半製品を載置して、半製品のケース内に加熱溶融されたモールド樹脂を注入することにより、このモールド樹脂の熱で、あるいは注型用金型を加熱して高熱伝導性樹脂層を軟化させてヒートシンクに接着硬化させる方法、すなわち、半導体モジュールの製造と同時に金属箔付高熱伝導接着シートの接着を実施させる方法などがあげられる。
【0039】
なお、このとき高熱伝導性樹脂層を形成する樹脂組成物には、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が、三酸化ホウ素成分を含む窒化ホウ素フィラーと、エポキシ樹脂とともに含有されていることから、これら以外の、例えば、三フッ化ホウ素系硬化促進剤の硬化促進剤が用いられる場合などに比べて硬化反応の進行を抑制させることができる。
【0040】
この窒化ホウ素フィラーに含まれている三酸化ホウ素成分は、エポキシ樹脂の硬化反応に影響を与える。例えば、硬化促進剤の種類によっては、硬化促進作用が加勢されてしまい、例えば、金属箔付高熱伝導接着シート製造時に樹脂組成物が加熱されたりした場合に短時間にエポキシ樹脂の硬化反応が進行して、後の被着体への接着が困難になってしまうものもある。
【0041】
しかし、本発明においては、上記に説明したように三酸化ホウ素成分の存在によって硬化促進性能が高められるおそれが低い、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が高熱伝導性樹脂層を形成する樹脂組成物に用いられている。この第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上は、むしろ三酸化ホウ素成分の存在によって硬化促進性能が抑制されることから、被着体への接着前の金属箔付高熱伝導接着シートの接着性をより確実に保持させ得る。
すなわち、金属箔付高熱伝導接着シートの接着作業性を良好なものとさせ得る。
したがって、本実施形態の金属箔付高熱伝導接着シートにおいては、窒化ホウ素を樹脂組成物中により多く含有させて、金属箔付高熱伝導接着シートの接着作業性の向上と、高熱伝導性樹脂層の熱伝導率の向上とを同時に図り得るという優れた効果を奏する。
例えば、0.01〜0.5%程度に三酸化ホウ素成分が含まれている窒化ホウ素フィラーを用いる場合であればこれらの硬化促進剤とともに高熱伝導性樹脂層中に重量で、通常、体積で25%以上の割合で充填させることで、優れた接着作業性を有する金属箔付高熱伝導接着シートとすることができ、50%以上の割合で充填させることで、接着作業性とともに熱伝導性に優れた金属箔付高熱伝導接着シートとすることができる。また、重量で65%以上の割合で充填させることで、さらに優れた熱伝導性と接着作業性を有する金属箔付高熱伝導接着シートとすることができる。
【0042】
なお、このような効果については、窒化ホウ素フィラーを用いた場合のみならず、三酸化ホウ素成分を含む無機フィラーが用いられる場合に共通して得られるものである。
【0043】
本実施形態においては、硬化反応の進行を抑制させて、作業性を向上させることが特に求められており、本発明の効果をより顕著に発揮させ得る点から、本発明の樹脂組成物を、金属箔付高熱伝導接着シートの高熱伝導性樹脂層の形成に用いる場合を例に説明したが、本発明の樹脂組成物の用途は、金属箔付高熱伝導接着シートに限定されるものではない。
【0044】
例えば、金属箔に代えて、300μmを超える厚さを有する金属板、例えば、数mm厚さのアルミニウム板や銅板などといった金属板層に高熱伝導性樹脂層が積層された金属板付高熱伝導接着シートなどにも本発明にかかる樹脂組成物を採用し得る。
【0045】
また、本発明の樹脂組成物の用途は、この金属箔層や金属板層などの金属層と高熱伝導性樹脂層とが積層された金属層付高熱伝導接着シートに限定されるものでもなく、例えば、高熱伝導性樹脂層を単層あるいは複数積層させてシート状となした熱伝導性シートなどにも本発明の樹脂組成物を採用し得る。
すなわち、上記に例示の金属箔付高熱伝導接着シートの製造方法における電解銅箔に代えて、例えば、表面離型処理されたポリエチレンテレフタレート(PET)フィルムを用い、三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む塗工液をこのPETフィルムにコーティングして乾燥を実施してPETフィルム上にシート状物を形成させて熱伝導シートを作製することができる。
また、このようにして形成されたシート状物を複数積層一体化させて厚みの厚い熱伝導シートを形成させることもできる。
さらに、本発明は、樹脂組成物の使用態様を、コーティングによるシート状物の形成に限定するものでもなく注型金型などを用いた成形加工などにも使用し得る。
【実施例】
【0046】
次に実施例を挙げて本発明をさらに詳しく説明するが、本発明はこれらに限定されるものではない。
(実施例1〜4、比較例1〜8)
(配合:樹脂組成物の作製)
表1に示す材料を表1に示す割合で溶剤に溶解させた樹脂組成物を作製した。
【0047】
【表1】
【0048】
(評価)
(ゲルタイムの測定)
得られた樹脂組成物を約1cm3、140℃に加熱された熱盤上に滴下し、この滴下された樹脂組成物をステンレス製スパチュラの先端で熱盤上に輪を描くように数秒に1回の割合で攪拌し、攪拌後にスパチュラの先端を熱盤表面から約1cm高さに持ち上げて樹脂組成物の糸引き状況を目視にて観察した。
このスパチュラの先端を持ち上げた際に糸引きを生じないか、あるいは、糸引きが生じてもすぐに切れてしまう状況となるまでに要する時間をゲルタイムとして測定した。
結果を、表2に示す。
【0049】
【表2】
【0050】
この表2からも第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤は、三酸化ホウ素成分存在下において、三フッ化ホウ素系硬化促進剤のようにエポキシ樹脂の硬化促進性能が高められて接着性が低下されるという問題が生じ難いことがわかる。
【特許請求の範囲】
【請求項1】
エポキシ樹脂と無機フィラーとを含み、前記エポキシ樹脂を熱硬化させるべく硬化促進剤がさらに含有されている樹脂組成物であって、
前記無機フィラーには、三酸化ホウ素成分を含む無機フィラーが用いられており、しかも、前記硬化促進剤として、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする樹脂組成物。
【請求項2】
前記硬化促進剤として、2,4,6−トリス(ジメチルアミノメチル)フェノールおよび2−ウンデシルイミダゾールの少なくとも一方が用いられている請求項1記載の樹脂組成物。
【請求項3】
前記無機フィラーが、三酸化ホウ素成分を含む窒化ホウ素粒子であり、該窒化ホウ素粒子が25体積%以上含有されている請求項1または2記載の樹脂組成物。
【請求項4】
三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む樹脂組成物でシート状に形成されており、加熱条件下において被着体に当接させることにより前記エポキシ樹脂を熱硬化させて被着体に接着させるべく、前記樹脂組成物には硬化促進剤が含有されており、しかも、前記硬化促進剤には、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする熱伝導シート。
【請求項5】
三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられた高熱伝導性樹脂層と、金属箔が用いられた金属箔層とが積層されてシート状に形成されており、加熱条件下において前記高熱伝導性樹脂層の表面を被着体に当接させることにより前記エポキシ樹脂を熱硬化させて前記高熱伝導性樹脂層を被着体に接着させるべく、前記樹脂組成物には硬化促進剤が含有されており、しかも、前記硬化促進剤には、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする金属箔付高熱伝導接着シート。
【請求項6】
前記硬化促進剤として、2,4,6−トリス(ジメチルアミノメチル)フェノールおよび2−ウンデシルイミダゾールの少なくとも一方が用いられている請求項5記載の金属箔付高熱伝導接着シート。
【請求項7】
三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられた高熱伝導性樹脂層と、金属板が用いられた金属板層とが積層されてシート状に形成されており、加熱条件下において前記高熱伝導性樹脂層の表面を被着体に当接させることにより前記エポキシ樹脂を熱硬化させて前記高熱伝導性樹脂層を被着体に接着させるべく、前記樹脂組成物には硬化促進剤が含有されており、しかも、前記硬化促進剤には、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする金属板付高熱伝導接着シート。
【請求項8】
前記硬化促進剤として、2,4,6−トリス(ジメチルアミノメチル)フェノールおよび2−ウンデシルイミダゾールの少なくとも一方が用いられている請求項7記載の金属板付高熱伝導接着シート。
【請求項1】
エポキシ樹脂と無機フィラーとを含み、前記エポキシ樹脂を熱硬化させるべく硬化促進剤がさらに含有されている樹脂組成物であって、
前記無機フィラーには、三酸化ホウ素成分を含む無機フィラーが用いられており、しかも、前記硬化促進剤として、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする樹脂組成物。
【請求項2】
前記硬化促進剤として、2,4,6−トリス(ジメチルアミノメチル)フェノールおよび2−ウンデシルイミダゾールの少なくとも一方が用いられている請求項1記載の樹脂組成物。
【請求項3】
前記無機フィラーが、三酸化ホウ素成分を含む窒化ホウ素粒子であり、該窒化ホウ素粒子が25体積%以上含有されている請求項1または2記載の樹脂組成物。
【請求項4】
三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む樹脂組成物でシート状に形成されており、加熱条件下において被着体に当接させることにより前記エポキシ樹脂を熱硬化させて被着体に接着させるべく、前記樹脂組成物には硬化促進剤が含有されており、しかも、前記硬化促進剤には、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする熱伝導シート。
【請求項5】
三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられた高熱伝導性樹脂層と、金属箔が用いられた金属箔層とが積層されてシート状に形成されており、加熱条件下において前記高熱伝導性樹脂層の表面を被着体に当接させることにより前記エポキシ樹脂を熱硬化させて前記高熱伝導性樹脂層を被着体に接着させるべく、前記樹脂組成物には硬化促進剤が含有されており、しかも、前記硬化促進剤には、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする金属箔付高熱伝導接着シート。
【請求項6】
前記硬化促進剤として、2,4,6−トリス(ジメチルアミノメチル)フェノールおよび2−ウンデシルイミダゾールの少なくとも一方が用いられている請求項5記載の金属箔付高熱伝導接着シート。
【請求項7】
三酸化ホウ素成分を含む無機フィラーとエポキシ樹脂とを含む樹脂組成物が用いられた高熱伝導性樹脂層と、金属板が用いられた金属板層とが積層されてシート状に形成されており、加熱条件下において前記高熱伝導性樹脂層の表面を被着体に当接させることにより前記エポキシ樹脂を熱硬化させて前記高熱伝導性樹脂層を被着体に接着させるべく、前記樹脂組成物には硬化促進剤が含有されており、しかも、前記硬化促進剤には、第二級アミン系硬化促進剤、第三級アミン系硬化促進剤およびイミダゾール系硬化促進剤からなる群より選ばれる一種以上が用いられていることを特徴とする金属板付高熱伝導接着シート。
【請求項8】
前記硬化促進剤として、2,4,6−トリス(ジメチルアミノメチル)フェノールおよび2−ウンデシルイミダゾールの少なくとも一方が用いられている請求項7記載の金属板付高熱伝導接着シート。
【図1】

【公開番号】特開2012−111960(P2012−111960A)
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願番号】特願2012−39393(P2012−39393)
【出願日】平成24年2月24日(2012.2.24)
【分割の表示】特願2007−172589(P2007−172589)の分割
【原出願日】平成19年6月29日(2007.6.29)
【出願人】(000190611)日東シンコー株式会社 (104)
【Fターム(参考)】
【公開日】平成24年6月14日(2012.6.14)
【国際特許分類】
【出願日】平成24年2月24日(2012.2.24)
【分割の表示】特願2007−172589(P2007−172589)の分割
【原出願日】平成19年6月29日(2007.6.29)
【出願人】(000190611)日東シンコー株式会社 (104)
【Fターム(参考)】
[ Back to top ]