
金属箔層を有する粘着テープ
【課題】
高温での使用下においてもテープの収縮・伸びを防止することができ、且つ、高温での使用下においても被着体からのテープの浮き・剥がれを防止することができる高温化におけるシール剤、或いは保温材を固定する粘着テープとして耐熱性を有し、かつ手切れ性の良好な金属箔付粘着テープを提供。
【解決手段】
熱可塑性樹脂を一軸延伸して得られた線条体を交差して形成した布状体の両面に、熱可塑性樹脂のフィルムを積層して積層シートを形成し、積層シートの一方の面に接着剤を介して金属箔を貼着し、他方の面に粘着剤層を形成してなることを特徴とする金属箔層を有する粘着テープ。
高温での使用下においてもテープの収縮・伸びを防止することができ、且つ、高温での使用下においても被着体からのテープの浮き・剥がれを防止することができる高温化におけるシール剤、或いは保温材を固定する粘着テープとして耐熱性を有し、かつ手切れ性の良好な金属箔付粘着テープを提供。
【解決手段】
熱可塑性樹脂を一軸延伸して得られた線条体を交差して形成した布状体の両面に、熱可塑性樹脂のフィルムを積層して積層シートを形成し、積層シートの一方の面に接着剤を介して金属箔を貼着し、他方の面に粘着剤層を形成してなることを特徴とする金属箔層を有する粘着テープ。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属箔層を有する粘着テープに関する。さらに詳しくは耐熱性を有し、かつ手切れ性の良好な金属箔層を有する粘着テープに関する。
【背景技術】
【0002】
配管を保温するグラスウールなどの保温材を固定する粘着テープやシステムキッチンの各ユニット間の隙間をシールする粘着テープは剛性が必要なことから金属箔層を有する粘着テープが使用され、これらの金属箔層を有する粘着テープには次の特性を備えることが要求されている。
【0003】
(1)被着体(鋼管、アルミ箔、ステンレス板、人造大理石等)に対して強い粘着力を示すこと。
(2)被着体同士がテープの裂けによって離間しない粘着テープの機械的強度を有すること。
(3)ロール状に重ね巻きされた粘着テープを、ロール巻きから剥離して使用するときに剥離が容易であること、及び、粘着剤が粘着テープの背面側に付着して内面側から剥離しないこと。
(4)ロール状に重ね巻きされた粘着テープを、ロール巻きから引き剥がし、引出して使用するとき、積層された金属箔が剥離しないこと。
(5)水等の浸入によって金属箔が剥離しないこと。
(6)手切れ性が良好であること。
(7)配管を保温する保温材を固定する粘着テープは耐熱性を有すること。
(8)配管を保温する保温材を固定する粘着テープは輻射による熱の損失を軽減すること。
【0004】
かかる要求性能を満たすために種々の粘着テープが提案されている。特許文献1には、低密度ポリエチレン/織布/低密度ポリエチレン/アルミ箔からなる基材を使用した粘着テープであって、アルミ箔の表面にAC剤を塗布した後、150〜300℃の温度で低密度ポリエチレンをフィルム上に溶融押出し、フィルムの接合面をオゾン処理した後アルミ箔に積層すると共に、低密度ポリエチレンフィルムのオゾン処理されていない外面の水の接触角を85度以上の粘着テープとすることが開示されている。しかし、このテープは、使用環境が90℃を超えると織布が収縮し、被着体から粘着テープの浮き又は剥がれが発生する。
【0005】
特許文献2には、感圧接着剤層/積層基材層/アルミ箔からなり、感圧接着剤のTgが0℃以上であるアクリル系粘着剤とする積層粘着テープが開示されている。しかし、このテープは低温環境で使用することを目的とし、使用環境が90℃を超えると積層基材層が収縮し、被着体から粘着テープの浮き又は剥がれが発生する。
【0006】
特許文献3には、感圧接着剤層/基材層/金属箔層からなり、基材層と金属箔層とが接着層を介して積層され、接着層がメタロセン触媒を用いてエチレンと炭素数が3〜12のα−オレフィンとを共重合して得られた密度が0.910g/cm3以下、MFRが1〜100g/10分、DSC測定による全融解熱量(△Hm)に対する100℃までの融解熱量(△Hm100)の割合が70%以上である直鎖状エチレン・α−オレフィン共重合体を接着成分の粘着テープとすることが開示されている。しかし、使用環境が90℃を越えると基材層が収縮し、被着体から粘着テープの浮き又は剥がれが発生する。
【0007】
特許文献4には、感圧接着剤/樹脂フィルム/金属箔層からなり、樹脂フィルムが未延伸のエンボス加工されたポリオレフィンフィルムとする積層テープが開示されている。しかし、金属箔層に樹脂フィルムが積層されただけの粘着テープであるため、機械的強度が低いという問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平5−9443号公報
【特許文献2】特開平9−118862号公報
【特許文献3】特開2003−183603号公報
【特許文献4】特開平10−17832号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は前記(1)から(8)までの要求性能を満たす金属箔層を有する粘着テープの提供を目的とするが、特に被着体が130℃程度の高温であっても収縮及び伸びが生じず、かつ被着体の温度が130℃の高温であっても被着体からの浮き又は剥がれが生じない金属箔層を有する粘着テープの提供を目的とする。
【課題を解決するための手段】
【0010】
上記の目的を達成するために、請求項1に記載の発明は、耐熱性を有する熱可塑性樹脂を一軸延伸して得られた線条体を交差して形成した布状体の両面に、耐熱性を有する熱可塑性樹脂性のフィルムを積層して積層シートを形成し、積層シートの一方の面に接着剤を介して金属箔を貼着し、他方の面に粘着剤層を形成したものである。このように構成すると、接着剤層及び接着材層と対向する金属箔層のいずれの面も平滑となる。
【0011】
請求項2に記載の発明は、請求項1の構成において、布状体を形成する線条体と熱可塑性樹脂のフィルムが、共にプロピレン系重合体からなるものである。このように構成すると、積層シートの高温環境下での収縮及び伸びを小さくすることができ、かつ、高温環境下における機械的強度維持を図ることができるなどの耐熱性が向上する。
【0012】
請求項3に記載の発明は、請求項1又は請求項2において、布状体が、テープ状線条体を織成することによって得られたものである。このように構成すると、粘着テープの機械的な強度が向上する。
【0013】
請求項4に記載の発明は、請求項1又は請求項2において、布状体が、テープ線条体を一方向に並列し、その上に他のテープ線条体を交差するように配列し、その交点を結合することによって得られた交差結合布とするものである。このように構成すると、粘着テープの機械的な強度が向上する。
【0014】
請求項5に記載の発明は、請求項1又は請求項2において、布状体が、テープ状線条体の織成布又は交差結合布からなり、経糸の繊度が50〜250dt、緯糸の繊度が200〜400dtで、経糸の繊度が緯糸の繊度より低く、経糸の打ち込み本数が緯糸の打ち込み本数より多くなるように形成されているものである。このように構成すると、経糸方向の強度が緯糸方向の強度より小さくなり、手切れ性が良好となる。
【発明の効果】
【0015】
本発明によれば、粘着テープに要求される前記(1)から(8)までの性能を満たすものである。特に、130℃の高温での使用下においてもテープの収縮・伸びを防止することができ、且つ、130℃における高温での使用下においても被着体からのテープの浮き・剥がれを防止することができる。したがって高温化におけるシール剤、或いは保温材を固定する粘着テープとしての利用が可能である。
【図面の簡単な説明】
【0016】
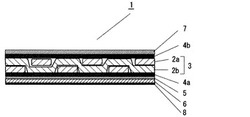
【図1】本発明の金属箔層を有する粘着テープの例を示す縦断面図
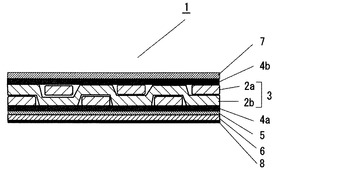
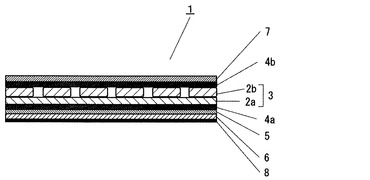
【図2】本発明の金属箔層を有する粘着テープの他の実施例を示す縦断面図
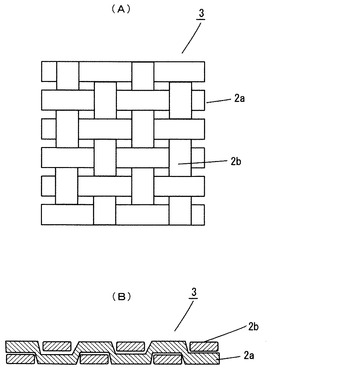
【図3】本発明の金属箔層を有する粘着テープに使用される布状体(A)は平面図、(B)は縦断面図
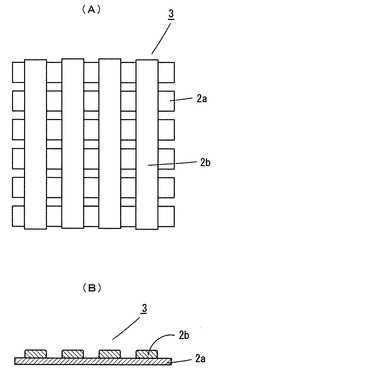
【図4】本発明の金属箔層を有する粘着テープに使用される他の布状体(A)は平面図、(B)は縦断面図
【発明を実施するための形態】
【0017】
本発明の金属箔層を有する粘着テープ1は、図1、図2に示すように、一軸延伸して得られた線条体2a、2bを交差せしめて形成した布状体3に、プロピレン系重合体のフィルム4a、4bを積層して一方の面に接着剤層5を介して金属箔層6を形成し、他方の面に、粘着剤層7が形成される。
【0018】
本発明において布状体3とは、線条体2からなる可撓性のシート状体を総称するものとし、熱可塑性樹脂製の一軸延伸された線条体2を、織布又は編布とし、又は、交差結合布(ソフ)として使用することができる。
【0019】
線条体2としては、テープ、ヤーン、スプリットヤーン、モノフィラメント、短繊維、長繊維、スパン糸等として用いることができ、これら線条体2は必要に応じて撚糸される。中でも、テープ、ヤーン等の扁平な線条体が好ましい。
【0020】
線条体2としては、ポリプロピレン、エチレン・プロピレンブロック共重合体等のオレフィン系重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66等のポリアミド、ポリアクリル樹脂、塩化ビニリデン樹脂等を用いることができる。なかでも、耐熱性からはプロピレン系重合体が望ましい。
【0021】
さらに、布状体3を形成する熱可塑性樹脂には、無機充填材を添加することができる。無機充填材の種類としては、熱可塑性樹脂添加材として自体公知の無機充填材を使用することができ、例えば、タルク、クレー、マイカ、炭酸カルシウム、硫酸バリウム、ウオラストナイト、ゼオライト、水酸化アルミニウム、水酸化マグネシウム、珪酸カルシウム等を使用することができる。
【0022】
無機充填材を配合することによって難燃性と手切れ性を向上することができ、無機充填材の配合量は、1〜40重量%、好ましくは3〜30重量%である。
【0023】
布状体3を形成する熱可塑性樹脂には、目的に応じて各種の添加剤を添加することができる。
【0024】
具体的には、フェノール系、有機ホスファイト系、ホスナイトなどの有機リン系、チオエーテル系等の酸化防止剤;ヒンダードアミン系等の光安定剤;ベンゾフェノン系、ベンゾトリアゾール系、ベンゾエート系等の紫外線吸収剤;ノニオン系、カチオン系、アニオン系等の帯電防止剤;ビスアミド系、ワックス系、有機金属塩系等の分散剤;アミド系、ワックス系、有機金属塩系、エステル系等の滑剤;含臭素有機系、メラミン系、リン酸系、リン酸エステル系、三酸化アンチモン、水酸化マグネシウム、赤リン等の難燃剤;有機顔料;無機顔料;金属イオン系などの無機、有機抗菌剤等が挙げられる。
【0025】
上記の複合樹脂、充填剤あるいは添加剤は、適宜組み合わせて、布状体の材料組成物を製造する工程で配合される。添加剤の配合は、従来の公知の二軸スクリュー押出機、バンバリーミキサー、ニーダー、ミキシングロール等の混練装置を用いて所定割合に混合して、これを溶融混練して調製してもよいし、高濃度のいわゆるマスターバッチを作製し、これを希釈して使用するようにしてもよい。
【0026】
線条体2の形状は目的に応じて任意に選定することができるが、テープ状線条体を用いるときは、一般的には、75〜1000dt、糸幅が0.3〜10mmの範囲が望ましい。こうして得られたテープ状の線条体2には、縦方向に多数の小さな切れ目を入れてスプリットヤーンとすることもできる。スプリットヤーンとすることによって風合い、手触りを改良することができる。特に、テープ状線条体2としては、経糸として繊度が50〜250dt、好ましくは60〜150dt、糸幅が0.4mm〜2.0mm、好ましくは0.5〜1.0mmの範囲が適する。また、緯糸としては、繊度が200〜400dt、好ましくは220〜310dtが適当であり、糸幅が0.7mm〜2.5mm、好ましくは1.0〜1.5mmが望ましい。
【0027】
得られたテープ状の線条体2は、図3に示すように平織とし、又は、綾織、斜文織、畦織、二重織等に織製し、あるいは、図4に示すように、多数の線条体2aを並列し、その上に交差するように線条体2bを並列して交点を結合して交差結合布とした布状体3を用いることができ、織布としたときは図1に示す構造の金属箔層を有する粘着シート1が得られ、交差結合布としたときは図2に示す構造の金属箔層を有する粘着シート1が得られる。
【0028】
布状体3の両面に積層される熱可塑性樹脂層4a、4bを構成する熱可塑性樹脂はポリプロピレン、エチレン・プロピレンブロック共重合体等のオレフィン系重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66等のポリアミド、ポリアクリル樹脂、塩化ビニリデン樹脂等を用いることができるが、耐熱性及び布状体に熱可塑性樹脂フィルムを積層成形する観点から布状体3を構成する熱可塑性樹脂と同一のプロピレン系重合体が望ましい。
【0029】
布状体3に熱可塑性樹脂層4a、4bを成形する手段としては、布状体3に熱可塑性樹脂フィルムをドライラミネート法や熱ラミネート法を用いて複層化する手段や、布状体3の表面に積層フィルムとなる熱可塑性樹脂をコーティングする方法、布状体3に熱可塑性樹脂を押出ラミネートする方法、などの公知の手段から適宜選択して用いればよいが、成形の容易さやコスト面から布状体3に熱可塑性樹脂を押出ラミネートすることにより布状体3とその両面に熱可塑性樹脂層4a、4bとからなる積層体を一段で得る方法が望ましい。
【0030】
金属箔層6を形成する金属としては薄膜状に加工されるものであれば制限されるものではないが、一般には、アルミニウム、錫、鉛、銅、真鍮、青銅、鉄、ステンレススチール等の箔を用いることができる。適度な剛性を保持させる観点からはアルミニウムが好ましい。
【0031】
金属箔の厚さは目的に応じて任意に選定することができるが、ピンホール発生の防止、強度、金属箔の加工性、取扱性、手切れ性の観点から、厚さは5〜70μm、好ましくは5〜50μm、特に好ましくは6〜30μmの範囲である。
【0032】
金属箔は布状体3の両面に形成された熱可塑性樹脂層の一方の外面に接着剤を介して接合され、他方の外面には粘着剤層が形成される。金属箔層6と熱可塑性樹脂層4aを接合するのに用いられる接着剤は公知の接着剤でよく、アクリル系接着剤、ゴム系接着剤、ウレタン系の接着剤を用いることができる。
【0033】
本発明の粘着剤層7に用いられる粘着剤としては、粘着テープ用の粘着剤として一般的に用いられるものでよく、例えば、アクリル樹脂系粘着剤、天然ゴムや合成ゴム等のゴム系粘着剤、スチレン−ブタジエン−スチレンブロック共重合体やスチレン−イソプレン−スチレンブロック共重合体並びにこれらの水素添加物等のブロック共重合体系粘着剤、エチレン−酢酸ビニル共重合体系粘着剤、ポリビニルエーテル樹脂系粘着剤、シリコーン樹脂系粘着剤等が挙げられるが、なかでも耐久性や耐候性に優れ、取り扱い時の汚れも少ないアクリル樹脂系粘着剤が好適に用いられる。これらの粘着剤は、単独で用いられてもよいし、2種類以上が併用されてもよい。
【0034】
これらの粘着剤の形態は、特に限定されるものではなく、例えば、溶液型粘着剤、エマルジョン型粘着剤、ホットメルト型粘着剤、反応型粘着剤、光重合可能なモノマー型粘着剤等のいずれの形態であってもよい。
【0035】
また、これらの粘着剤には、本発明の目的を阻害しない範囲で、必要に応じて、ポリイソシアネート系化合物やアジリジン系化合物、金属キレート系化合物等の架橋剤や、粘着性付与剤、カップリング剤、充填剤、軟化剤、可塑剤、界面活性剤、酸化防止剤(老化防止剤)、熱安定剤、光安定剤、紫外線吸収剤、着色剤、消泡剤、難燃剤、帯電防止剤等の各種添加剤の1種もしくは2種以上が添加されていてもよい。
【0036】
また、熱可塑性樹脂層4bに形成される粘着剤層7は、特に限定されるものではないが、その厚みが10μm〜0.5mmであることが好ましい。粘着剤層7の厚みが10μm未満であると、粘着テープ1の粗面接着性や凹凸追従性が不十分となることがあり、逆に粘着剤層7の厚みが0.5mmを超えると、粘着性や接着力はもはやそれ以上向上しないにもかかわらず、コスト高となることがある。
【0037】
アクリル樹脂系粘着剤についてさらに詳細に述べれば、アクリル樹脂系粘着剤としては、カルボキシル基含有単量体、あるいは、(メタ)アクリル酸アルキルエステル単量体を重合させて得られるアクリル系ポリマーが用いられる。
【0038】
アルキル基は炭素数が4〜12程度が望ましく、具体的には、n−ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、n−オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、イソノニル(メタ)アクリレート等が挙げられるが、特に、n−ブチルアクリレートと2−エチルヘキシルアクリレートが好適である。
【0039】
カルボキシル基含有単量体としては、アクリル酸、メタクリル酸、クロトン酸、イタコン酸等のモノカルボン酸;フマル酸、マレイン酸等のジカルボン酸やこれらのモノエステル等が挙げられる。これらのカルボキシル基含有ラジカル重合性単量体のうち、アクリル酸、メタクリル酸が好適に用いられる。カルボキシル基含有重合性単量体は、単量体全体の1〜20重量%程度が望ましい。
【0040】
本発明で使用されるアクリル樹脂系粘着剤には、ガラス転移温度や極性等を調整する目的で少量の改質成分単量体が共重合されていてもよい。このような単量体としては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、アクリルアミド、酢酸ビニル、スチレン、アクリロニトリル、ビニルピロリドン等が例示できる。
【0041】
アクリル系ポリマーには、分子内にカルボキシル基と反応する官能基を2個以上有する多官能性化合物、または多官能性化合物及び分子内に前記官能基を1個有する単官能性化合物を配合することができる。この種の官能基含有化合物としては、例えば、イソシアネート基含有化合物、エポキシ基(或いはグリシジル基)含有化合物、アジリジニル基含有化合物、金属錯体、メラミン系化合物等が例示できる。
【0042】
また、粘着剤組成中に少量の可塑剤を配合することが特に有効である。配合される可塑剤の種類は限定されるものではなく、例えば、脂肪族多価カルボン酸のエステル、芳香族多価カルボン酸のエステル、リン酸エステル等の低分子可塑剤やポリエステルのような高分子可塑剤等が例示できるが、脂肪族2塩基酸のエステルが特に有効であり、中でもアジピン酸ジエステルが最も好適である。その配合量は0.05〜4重量%が好ましい。
【0043】
粘着剤中にはベンゾトリアゾール系化合物を添加することが望ましい。ベンゾトリアゾール系化合物は、金属腐蝕を防止する作用が知られており、これを配合することで金属腐蝕による変色をより効果的に防止することが可能となる。ベンゾトリアゾール系化合物は有効量が添加されればよく、およそ0.01〜5重量%程度が有効量である。
【0044】
粘着剤は、通常、適宜の有機溶剤に溶解された上で、熱可塑性樹脂層4b上に塗工した後乾燥され、或いは、離型処理が施された工程紙上に塗工後乾燥されたものが支持体上に転写されて、熱可塑性樹脂層4bに粘着剤層7が積層された粘着シート1とされる。塗工手段や乾燥方法に制限はなく、公知のものが採用できる。
【0045】
また、粘着剤層7が積層される面の反対面であって、ロール状に巻き取ったときの粘着剤層表面が接触する金属箔層6の外面には、巻き戻す際の剥離力(展開力ともいう)を軽くするために、離型処理を施すことができる。また、離型処理を施した離型紙を貼付することができる。離型処理としては、必要により硬化反応を伴うシリコーン系離型剤、フッ素系離型剤、長鎖アルキルグラフトポリマー系離型剤の塗布等を挙げることができる。
【実施例】
【0046】
以下、本発明を実施例により説明する。なお、現在、市場に流通する現行品を比較例として対比を行った。
【0047】
1.試験サンプルの作成
<実施例1>
(a)幅0.85mmで繊度110dtのポリプロピレンのフラットヤーンを経糸として、1インチ当たり29本、幅1.2mmで繊度300dtのポリプロピレンのフラットヤーンを緯糸として、1インチ当たり16本の割合で平織したポリプロピレンのフラットヤーン織布を得た。
(b)ポリプロピレンのフラットヤーンの織布の両面にフラットヤーン織布と同一の材料を押出ラミネートにより約30μmのポリプロピレン樹脂層を形成した。
(c)次いで、前記ポリプロピレン樹脂層の一方の面にポリウレタン系接着剤を介して7μmのアルミ箔を接合してアルミ箔層を有する積層体からなる実施例1を得た。
<実施例2>
実施例1における7μmのアルミ箔を20μmのアルミ箔として、アルミ箔層を有する積層体からなる実施例2を得た。
<実施例3>
(a)実施例1の積層体のアルミ箔層と対向するポリプロピレン層の外面に、アクリル系粘着剤を塗布厚み(固形分基準)35μmとなるように塗布した。
(b)また、積層体のアルミ箔の表面に長鎖アルキル系離型剤を塗布して、実施例3の金属箔層を有する粘着テープを得た。
<実施例4>
実施例2の積層体に実施例3と同様の処理により、粘着剤を塗布厚み(固形分基準)35μmとなるように塗布し、また、積層体のアルミ箔の表面に長鎖アルキル系離型剤を塗布して、実施例4の金属箔層を有する粘着テープを得た。
【0048】
<比較例1>
(a)幅0.85mmで繊度115dtの高密度ポリエチレンのフラットヤーンを経糸として、1インチ当たり29本、幅1.2mmで繊度310dtの高密度ポリエチレンのフラットヤーンを緯糸として、1インチ当たり16本の割合で平織した高密度ポリエチレンのフラットヤーンの織布を得た。
(b)高密度ポリエチレンのフラットヤーンの織布の一方の面に押出ラミネートにより20μmの低密度ポリエチレンの層を形成し、他方の面に7μmのアルミ箔をメタロセン触媒を用いて重合したエチレン・1−ヘキセン共重合体を含有する物質を接着成分として溶融押出して接合した。
(c)次いで、アルミ箔層にポリウレタン系の接着剤を塗布し、乾燥後、押出ラミネートにより20μmの低密度ポリエチレンの層を形成し比較例1を得た。
<比較例2>
(d)比較例1の織布にアルミ箔層が接合された面と対向する面に形成された低密度ポリエチレン層の外面側に、アクリル系粘着剤を塗布厚み(固形分基準)40μmとなるように塗布して、比較例2の金属箔層を有する粘着テープを得た。
【0049】
2.金属箔層を有する積層体の加熱収縮の評価の試験
(1)試験方法
実施例1及び比較例1をオーブン内で80℃、90℃、100℃、110℃、120℃、130℃、140℃、150℃の各温度で、24時間放置した後の縦方向及び横方向の熱収縮率を測定した。その結果を表1に示す。
【0050】
(2)試験結果
(a)実施例1の積層体は加熱温度の上昇に伴って、熱収縮率が漸増し、140℃を超えて150℃となると、横方向及び縦方向ともに急激に増加した。
(b)比較例1の積層体も加熱温度の上昇に伴って、熱収縮率が増加した。そして、120℃を超えると測定不可となった。
【表1】

【0051】
3.金属箔層を有する積層体の耐熱試験
(1)試験方法
実施例1、実施例2及び比較例1を夫々80℃、100℃、120℃、140℃のオーブン内に2時間放置した。その後、引張強度、引張伸度及び外観について試験前の状態と比較評価を行った。なお試験方法は以下の規定に準拠して行った。
(a)引張強度試験:JIS−L1096準拠
(b)引張伸度試験:JIS−L1096準拠
(c)外観試験:目視によって、○:変化なし、△:やや変化、×:不良
【0052】
(2)試験結果
(a)引張強度及び引張伸度
試験結果を表2に示す。その結果、実施例1は120℃まで変化は見られず、140℃で積層体の収縮により、引張伸度が上昇している。実施例2は試験を行った140℃までの温度では引張強度及び引張伸度とも変化は見られなかった。比較例1は100℃で伸度が上昇し、120℃で引張強度が低下した。
(b)外観
試験結果を表2に示す。実施例1は100℃を超えると積層体の収縮による若干の凹凸が発生し、140℃では凹凸が顕著になった。実施例2は試験を行った140℃まで大きな変化はなく良好である。比較例1は100℃で積層体の収縮による凹凸が発生し、120℃で大きく変形した。
【0053】
【表2】
【0054】
4.金属箔層を有する粘着テープの耐熱試験
(1)試験方法
実施例3、実施例4及び比較例2をアルミ製の円筒体に貼り付け、夫々120℃、130℃、140℃、150℃、160℃のオーブン内に24時間放置し、その後、目視によって外観を評価した。
(2)試験結果
(a)実施例3では、120℃でクロス目跡が発生し、150℃で粘着テープ端部の浮きが発生し、更に温度が高くなるとテープ全体が収縮し、粘着剤の変色が見られた。
(b)実施例4では130℃で若干クロス目跡が発生し、160℃で粘着テープ端部の浮きが発生した。
(c)比較例2の現行品では、120℃で粘着テープ端部の浮きが発生し、130℃で被着体であるアルミ製の円筒体から粘着テープの剥がれが発生した。
(d)以上の結果から、本発明の実施例3及び実施例4は130℃の環境下で使用でき、比較例2は100℃までの環境下で使用が可能であることが確認された。
【表3】
【符号の説明】
【0055】
1 金属箔層を有する粘着テープ
2a 線状体
2b 線状体
3 布状体
4a 熱可塑性樹脂層
4b 熱可塑性樹脂層
5 接着剤層
6 金属箔層
7 粘着剤層
8 剥離剤層
【技術分野】
【0001】
本発明は、金属箔層を有する粘着テープに関する。さらに詳しくは耐熱性を有し、かつ手切れ性の良好な金属箔層を有する粘着テープに関する。
【背景技術】
【0002】
配管を保温するグラスウールなどの保温材を固定する粘着テープやシステムキッチンの各ユニット間の隙間をシールする粘着テープは剛性が必要なことから金属箔層を有する粘着テープが使用され、これらの金属箔層を有する粘着テープには次の特性を備えることが要求されている。
【0003】
(1)被着体(鋼管、アルミ箔、ステンレス板、人造大理石等)に対して強い粘着力を示すこと。
(2)被着体同士がテープの裂けによって離間しない粘着テープの機械的強度を有すること。
(3)ロール状に重ね巻きされた粘着テープを、ロール巻きから剥離して使用するときに剥離が容易であること、及び、粘着剤が粘着テープの背面側に付着して内面側から剥離しないこと。
(4)ロール状に重ね巻きされた粘着テープを、ロール巻きから引き剥がし、引出して使用するとき、積層された金属箔が剥離しないこと。
(5)水等の浸入によって金属箔が剥離しないこと。
(6)手切れ性が良好であること。
(7)配管を保温する保温材を固定する粘着テープは耐熱性を有すること。
(8)配管を保温する保温材を固定する粘着テープは輻射による熱の損失を軽減すること。
【0004】
かかる要求性能を満たすために種々の粘着テープが提案されている。特許文献1には、低密度ポリエチレン/織布/低密度ポリエチレン/アルミ箔からなる基材を使用した粘着テープであって、アルミ箔の表面にAC剤を塗布した後、150〜300℃の温度で低密度ポリエチレンをフィルム上に溶融押出し、フィルムの接合面をオゾン処理した後アルミ箔に積層すると共に、低密度ポリエチレンフィルムのオゾン処理されていない外面の水の接触角を85度以上の粘着テープとすることが開示されている。しかし、このテープは、使用環境が90℃を超えると織布が収縮し、被着体から粘着テープの浮き又は剥がれが発生する。
【0005】
特許文献2には、感圧接着剤層/積層基材層/アルミ箔からなり、感圧接着剤のTgが0℃以上であるアクリル系粘着剤とする積層粘着テープが開示されている。しかし、このテープは低温環境で使用することを目的とし、使用環境が90℃を超えると積層基材層が収縮し、被着体から粘着テープの浮き又は剥がれが発生する。
【0006】
特許文献3には、感圧接着剤層/基材層/金属箔層からなり、基材層と金属箔層とが接着層を介して積層され、接着層がメタロセン触媒を用いてエチレンと炭素数が3〜12のα−オレフィンとを共重合して得られた密度が0.910g/cm3以下、MFRが1〜100g/10分、DSC測定による全融解熱量(△Hm)に対する100℃までの融解熱量(△Hm100)の割合が70%以上である直鎖状エチレン・α−オレフィン共重合体を接着成分の粘着テープとすることが開示されている。しかし、使用環境が90℃を越えると基材層が収縮し、被着体から粘着テープの浮き又は剥がれが発生する。
【0007】
特許文献4には、感圧接着剤/樹脂フィルム/金属箔層からなり、樹脂フィルムが未延伸のエンボス加工されたポリオレフィンフィルムとする積層テープが開示されている。しかし、金属箔層に樹脂フィルムが積層されただけの粘着テープであるため、機械的強度が低いという問題があった。
【先行技術文献】
【特許文献】
【0008】
【特許文献1】特開平5−9443号公報
【特許文献2】特開平9−118862号公報
【特許文献3】特開2003−183603号公報
【特許文献4】特開平10−17832号公報
【発明の概要】
【発明が解決しようとする課題】
【0009】
本発明は前記(1)から(8)までの要求性能を満たす金属箔層を有する粘着テープの提供を目的とするが、特に被着体が130℃程度の高温であっても収縮及び伸びが生じず、かつ被着体の温度が130℃の高温であっても被着体からの浮き又は剥がれが生じない金属箔層を有する粘着テープの提供を目的とする。
【課題を解決するための手段】
【0010】
上記の目的を達成するために、請求項1に記載の発明は、耐熱性を有する熱可塑性樹脂を一軸延伸して得られた線条体を交差して形成した布状体の両面に、耐熱性を有する熱可塑性樹脂性のフィルムを積層して積層シートを形成し、積層シートの一方の面に接着剤を介して金属箔を貼着し、他方の面に粘着剤層を形成したものである。このように構成すると、接着剤層及び接着材層と対向する金属箔層のいずれの面も平滑となる。
【0011】
請求項2に記載の発明は、請求項1の構成において、布状体を形成する線条体と熱可塑性樹脂のフィルムが、共にプロピレン系重合体からなるものである。このように構成すると、積層シートの高温環境下での収縮及び伸びを小さくすることができ、かつ、高温環境下における機械的強度維持を図ることができるなどの耐熱性が向上する。
【0012】
請求項3に記載の発明は、請求項1又は請求項2において、布状体が、テープ状線条体を織成することによって得られたものである。このように構成すると、粘着テープの機械的な強度が向上する。
【0013】
請求項4に記載の発明は、請求項1又は請求項2において、布状体が、テープ線条体を一方向に並列し、その上に他のテープ線条体を交差するように配列し、その交点を結合することによって得られた交差結合布とするものである。このように構成すると、粘着テープの機械的な強度が向上する。
【0014】
請求項5に記載の発明は、請求項1又は請求項2において、布状体が、テープ状線条体の織成布又は交差結合布からなり、経糸の繊度が50〜250dt、緯糸の繊度が200〜400dtで、経糸の繊度が緯糸の繊度より低く、経糸の打ち込み本数が緯糸の打ち込み本数より多くなるように形成されているものである。このように構成すると、経糸方向の強度が緯糸方向の強度より小さくなり、手切れ性が良好となる。
【発明の効果】
【0015】
本発明によれば、粘着テープに要求される前記(1)から(8)までの性能を満たすものである。特に、130℃の高温での使用下においてもテープの収縮・伸びを防止することができ、且つ、130℃における高温での使用下においても被着体からのテープの浮き・剥がれを防止することができる。したがって高温化におけるシール剤、或いは保温材を固定する粘着テープとしての利用が可能である。
【図面の簡単な説明】
【0016】
【図1】本発明の金属箔層を有する粘着テープの例を示す縦断面図
【図2】本発明の金属箔層を有する粘着テープの他の実施例を示す縦断面図
【図3】本発明の金属箔層を有する粘着テープに使用される布状体(A)は平面図、(B)は縦断面図
【図4】本発明の金属箔層を有する粘着テープに使用される他の布状体(A)は平面図、(B)は縦断面図
【発明を実施するための形態】
【0017】
本発明の金属箔層を有する粘着テープ1は、図1、図2に示すように、一軸延伸して得られた線条体2a、2bを交差せしめて形成した布状体3に、プロピレン系重合体のフィルム4a、4bを積層して一方の面に接着剤層5を介して金属箔層6を形成し、他方の面に、粘着剤層7が形成される。
【0018】
本発明において布状体3とは、線条体2からなる可撓性のシート状体を総称するものとし、熱可塑性樹脂製の一軸延伸された線条体2を、織布又は編布とし、又は、交差結合布(ソフ)として使用することができる。
【0019】
線条体2としては、テープ、ヤーン、スプリットヤーン、モノフィラメント、短繊維、長繊維、スパン糸等として用いることができ、これら線条体2は必要に応じて撚糸される。中でも、テープ、ヤーン等の扁平な線条体が好ましい。
【0020】
線条体2としては、ポリプロピレン、エチレン・プロピレンブロック共重合体等のオレフィン系重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66等のポリアミド、ポリアクリル樹脂、塩化ビニリデン樹脂等を用いることができる。なかでも、耐熱性からはプロピレン系重合体が望ましい。
【0021】
さらに、布状体3を形成する熱可塑性樹脂には、無機充填材を添加することができる。無機充填材の種類としては、熱可塑性樹脂添加材として自体公知の無機充填材を使用することができ、例えば、タルク、クレー、マイカ、炭酸カルシウム、硫酸バリウム、ウオラストナイト、ゼオライト、水酸化アルミニウム、水酸化マグネシウム、珪酸カルシウム等を使用することができる。
【0022】
無機充填材を配合することによって難燃性と手切れ性を向上することができ、無機充填材の配合量は、1〜40重量%、好ましくは3〜30重量%である。
【0023】
布状体3を形成する熱可塑性樹脂には、目的に応じて各種の添加剤を添加することができる。
【0024】
具体的には、フェノール系、有機ホスファイト系、ホスナイトなどの有機リン系、チオエーテル系等の酸化防止剤;ヒンダードアミン系等の光安定剤;ベンゾフェノン系、ベンゾトリアゾール系、ベンゾエート系等の紫外線吸収剤;ノニオン系、カチオン系、アニオン系等の帯電防止剤;ビスアミド系、ワックス系、有機金属塩系等の分散剤;アミド系、ワックス系、有機金属塩系、エステル系等の滑剤;含臭素有機系、メラミン系、リン酸系、リン酸エステル系、三酸化アンチモン、水酸化マグネシウム、赤リン等の難燃剤;有機顔料;無機顔料;金属イオン系などの無機、有機抗菌剤等が挙げられる。
【0025】
上記の複合樹脂、充填剤あるいは添加剤は、適宜組み合わせて、布状体の材料組成物を製造する工程で配合される。添加剤の配合は、従来の公知の二軸スクリュー押出機、バンバリーミキサー、ニーダー、ミキシングロール等の混練装置を用いて所定割合に混合して、これを溶融混練して調製してもよいし、高濃度のいわゆるマスターバッチを作製し、これを希釈して使用するようにしてもよい。
【0026】
線条体2の形状は目的に応じて任意に選定することができるが、テープ状線条体を用いるときは、一般的には、75〜1000dt、糸幅が0.3〜10mmの範囲が望ましい。こうして得られたテープ状の線条体2には、縦方向に多数の小さな切れ目を入れてスプリットヤーンとすることもできる。スプリットヤーンとすることによって風合い、手触りを改良することができる。特に、テープ状線条体2としては、経糸として繊度が50〜250dt、好ましくは60〜150dt、糸幅が0.4mm〜2.0mm、好ましくは0.5〜1.0mmの範囲が適する。また、緯糸としては、繊度が200〜400dt、好ましくは220〜310dtが適当であり、糸幅が0.7mm〜2.5mm、好ましくは1.0〜1.5mmが望ましい。
【0027】
得られたテープ状の線条体2は、図3に示すように平織とし、又は、綾織、斜文織、畦織、二重織等に織製し、あるいは、図4に示すように、多数の線条体2aを並列し、その上に交差するように線条体2bを並列して交点を結合して交差結合布とした布状体3を用いることができ、織布としたときは図1に示す構造の金属箔層を有する粘着シート1が得られ、交差結合布としたときは図2に示す構造の金属箔層を有する粘着シート1が得られる。
【0028】
布状体3の両面に積層される熱可塑性樹脂層4a、4bを構成する熱可塑性樹脂はポリプロピレン、エチレン・プロピレンブロック共重合体等のオレフィン系重合体、ポリエチレンテレフタレート、ポリブチレンテレフタレート等のポリエステル、ナイロン6、ナイロン66等のポリアミド、ポリアクリル樹脂、塩化ビニリデン樹脂等を用いることができるが、耐熱性及び布状体に熱可塑性樹脂フィルムを積層成形する観点から布状体3を構成する熱可塑性樹脂と同一のプロピレン系重合体が望ましい。
【0029】
布状体3に熱可塑性樹脂層4a、4bを成形する手段としては、布状体3に熱可塑性樹脂フィルムをドライラミネート法や熱ラミネート法を用いて複層化する手段や、布状体3の表面に積層フィルムとなる熱可塑性樹脂をコーティングする方法、布状体3に熱可塑性樹脂を押出ラミネートする方法、などの公知の手段から適宜選択して用いればよいが、成形の容易さやコスト面から布状体3に熱可塑性樹脂を押出ラミネートすることにより布状体3とその両面に熱可塑性樹脂層4a、4bとからなる積層体を一段で得る方法が望ましい。
【0030】
金属箔層6を形成する金属としては薄膜状に加工されるものであれば制限されるものではないが、一般には、アルミニウム、錫、鉛、銅、真鍮、青銅、鉄、ステンレススチール等の箔を用いることができる。適度な剛性を保持させる観点からはアルミニウムが好ましい。
【0031】
金属箔の厚さは目的に応じて任意に選定することができるが、ピンホール発生の防止、強度、金属箔の加工性、取扱性、手切れ性の観点から、厚さは5〜70μm、好ましくは5〜50μm、特に好ましくは6〜30μmの範囲である。
【0032】
金属箔は布状体3の両面に形成された熱可塑性樹脂層の一方の外面に接着剤を介して接合され、他方の外面には粘着剤層が形成される。金属箔層6と熱可塑性樹脂層4aを接合するのに用いられる接着剤は公知の接着剤でよく、アクリル系接着剤、ゴム系接着剤、ウレタン系の接着剤を用いることができる。
【0033】
本発明の粘着剤層7に用いられる粘着剤としては、粘着テープ用の粘着剤として一般的に用いられるものでよく、例えば、アクリル樹脂系粘着剤、天然ゴムや合成ゴム等のゴム系粘着剤、スチレン−ブタジエン−スチレンブロック共重合体やスチレン−イソプレン−スチレンブロック共重合体並びにこれらの水素添加物等のブロック共重合体系粘着剤、エチレン−酢酸ビニル共重合体系粘着剤、ポリビニルエーテル樹脂系粘着剤、シリコーン樹脂系粘着剤等が挙げられるが、なかでも耐久性や耐候性に優れ、取り扱い時の汚れも少ないアクリル樹脂系粘着剤が好適に用いられる。これらの粘着剤は、単独で用いられてもよいし、2種類以上が併用されてもよい。
【0034】
これらの粘着剤の形態は、特に限定されるものではなく、例えば、溶液型粘着剤、エマルジョン型粘着剤、ホットメルト型粘着剤、反応型粘着剤、光重合可能なモノマー型粘着剤等のいずれの形態であってもよい。
【0035】
また、これらの粘着剤には、本発明の目的を阻害しない範囲で、必要に応じて、ポリイソシアネート系化合物やアジリジン系化合物、金属キレート系化合物等の架橋剤や、粘着性付与剤、カップリング剤、充填剤、軟化剤、可塑剤、界面活性剤、酸化防止剤(老化防止剤)、熱安定剤、光安定剤、紫外線吸収剤、着色剤、消泡剤、難燃剤、帯電防止剤等の各種添加剤の1種もしくは2種以上が添加されていてもよい。
【0036】
また、熱可塑性樹脂層4bに形成される粘着剤層7は、特に限定されるものではないが、その厚みが10μm〜0.5mmであることが好ましい。粘着剤層7の厚みが10μm未満であると、粘着テープ1の粗面接着性や凹凸追従性が不十分となることがあり、逆に粘着剤層7の厚みが0.5mmを超えると、粘着性や接着力はもはやそれ以上向上しないにもかかわらず、コスト高となることがある。
【0037】
アクリル樹脂系粘着剤についてさらに詳細に述べれば、アクリル樹脂系粘着剤としては、カルボキシル基含有単量体、あるいは、(メタ)アクリル酸アルキルエステル単量体を重合させて得られるアクリル系ポリマーが用いられる。
【0038】
アルキル基は炭素数が4〜12程度が望ましく、具体的には、n−ブチル(メタ)アクリレート、イソブチル(メタ)アクリレート、n−オクチル(メタ)アクリレート、イソオクチル(メタ)アクリレート、2−エチルヘキシル(メタ)アクリレート、イソノニル(メタ)アクリレート等が挙げられるが、特に、n−ブチルアクリレートと2−エチルヘキシルアクリレートが好適である。
【0039】
カルボキシル基含有単量体としては、アクリル酸、メタクリル酸、クロトン酸、イタコン酸等のモノカルボン酸;フマル酸、マレイン酸等のジカルボン酸やこれらのモノエステル等が挙げられる。これらのカルボキシル基含有ラジカル重合性単量体のうち、アクリル酸、メタクリル酸が好適に用いられる。カルボキシル基含有重合性単量体は、単量体全体の1〜20重量%程度が望ましい。
【0040】
本発明で使用されるアクリル樹脂系粘着剤には、ガラス転移温度や極性等を調整する目的で少量の改質成分単量体が共重合されていてもよい。このような単量体としては、メチル(メタ)アクリレート、エチル(メタ)アクリレート、アクリルアミド、酢酸ビニル、スチレン、アクリロニトリル、ビニルピロリドン等が例示できる。
【0041】
アクリル系ポリマーには、分子内にカルボキシル基と反応する官能基を2個以上有する多官能性化合物、または多官能性化合物及び分子内に前記官能基を1個有する単官能性化合物を配合することができる。この種の官能基含有化合物としては、例えば、イソシアネート基含有化合物、エポキシ基(或いはグリシジル基)含有化合物、アジリジニル基含有化合物、金属錯体、メラミン系化合物等が例示できる。
【0042】
また、粘着剤組成中に少量の可塑剤を配合することが特に有効である。配合される可塑剤の種類は限定されるものではなく、例えば、脂肪族多価カルボン酸のエステル、芳香族多価カルボン酸のエステル、リン酸エステル等の低分子可塑剤やポリエステルのような高分子可塑剤等が例示できるが、脂肪族2塩基酸のエステルが特に有効であり、中でもアジピン酸ジエステルが最も好適である。その配合量は0.05〜4重量%が好ましい。
【0043】
粘着剤中にはベンゾトリアゾール系化合物を添加することが望ましい。ベンゾトリアゾール系化合物は、金属腐蝕を防止する作用が知られており、これを配合することで金属腐蝕による変色をより効果的に防止することが可能となる。ベンゾトリアゾール系化合物は有効量が添加されればよく、およそ0.01〜5重量%程度が有効量である。
【0044】
粘着剤は、通常、適宜の有機溶剤に溶解された上で、熱可塑性樹脂層4b上に塗工した後乾燥され、或いは、離型処理が施された工程紙上に塗工後乾燥されたものが支持体上に転写されて、熱可塑性樹脂層4bに粘着剤層7が積層された粘着シート1とされる。塗工手段や乾燥方法に制限はなく、公知のものが採用できる。
【0045】
また、粘着剤層7が積層される面の反対面であって、ロール状に巻き取ったときの粘着剤層表面が接触する金属箔層6の外面には、巻き戻す際の剥離力(展開力ともいう)を軽くするために、離型処理を施すことができる。また、離型処理を施した離型紙を貼付することができる。離型処理としては、必要により硬化反応を伴うシリコーン系離型剤、フッ素系離型剤、長鎖アルキルグラフトポリマー系離型剤の塗布等を挙げることができる。
【実施例】
【0046】
以下、本発明を実施例により説明する。なお、現在、市場に流通する現行品を比較例として対比を行った。
【0047】
1.試験サンプルの作成
<実施例1>
(a)幅0.85mmで繊度110dtのポリプロピレンのフラットヤーンを経糸として、1インチ当たり29本、幅1.2mmで繊度300dtのポリプロピレンのフラットヤーンを緯糸として、1インチ当たり16本の割合で平織したポリプロピレンのフラットヤーン織布を得た。
(b)ポリプロピレンのフラットヤーンの織布の両面にフラットヤーン織布と同一の材料を押出ラミネートにより約30μmのポリプロピレン樹脂層を形成した。
(c)次いで、前記ポリプロピレン樹脂層の一方の面にポリウレタン系接着剤を介して7μmのアルミ箔を接合してアルミ箔層を有する積層体からなる実施例1を得た。
<実施例2>
実施例1における7μmのアルミ箔を20μmのアルミ箔として、アルミ箔層を有する積層体からなる実施例2を得た。
<実施例3>
(a)実施例1の積層体のアルミ箔層と対向するポリプロピレン層の外面に、アクリル系粘着剤を塗布厚み(固形分基準)35μmとなるように塗布した。
(b)また、積層体のアルミ箔の表面に長鎖アルキル系離型剤を塗布して、実施例3の金属箔層を有する粘着テープを得た。
<実施例4>
実施例2の積層体に実施例3と同様の処理により、粘着剤を塗布厚み(固形分基準)35μmとなるように塗布し、また、積層体のアルミ箔の表面に長鎖アルキル系離型剤を塗布して、実施例4の金属箔層を有する粘着テープを得た。
【0048】
<比較例1>
(a)幅0.85mmで繊度115dtの高密度ポリエチレンのフラットヤーンを経糸として、1インチ当たり29本、幅1.2mmで繊度310dtの高密度ポリエチレンのフラットヤーンを緯糸として、1インチ当たり16本の割合で平織した高密度ポリエチレンのフラットヤーンの織布を得た。
(b)高密度ポリエチレンのフラットヤーンの織布の一方の面に押出ラミネートにより20μmの低密度ポリエチレンの層を形成し、他方の面に7μmのアルミ箔をメタロセン触媒を用いて重合したエチレン・1−ヘキセン共重合体を含有する物質を接着成分として溶融押出して接合した。
(c)次いで、アルミ箔層にポリウレタン系の接着剤を塗布し、乾燥後、押出ラミネートにより20μmの低密度ポリエチレンの層を形成し比較例1を得た。
<比較例2>
(d)比較例1の織布にアルミ箔層が接合された面と対向する面に形成された低密度ポリエチレン層の外面側に、アクリル系粘着剤を塗布厚み(固形分基準)40μmとなるように塗布して、比較例2の金属箔層を有する粘着テープを得た。
【0049】
2.金属箔層を有する積層体の加熱収縮の評価の試験
(1)試験方法
実施例1及び比較例1をオーブン内で80℃、90℃、100℃、110℃、120℃、130℃、140℃、150℃の各温度で、24時間放置した後の縦方向及び横方向の熱収縮率を測定した。その結果を表1に示す。
【0050】
(2)試験結果
(a)実施例1の積層体は加熱温度の上昇に伴って、熱収縮率が漸増し、140℃を超えて150℃となると、横方向及び縦方向ともに急激に増加した。
(b)比較例1の積層体も加熱温度の上昇に伴って、熱収縮率が増加した。そして、120℃を超えると測定不可となった。
【表1】
【0051】
3.金属箔層を有する積層体の耐熱試験
(1)試験方法
実施例1、実施例2及び比較例1を夫々80℃、100℃、120℃、140℃のオーブン内に2時間放置した。その後、引張強度、引張伸度及び外観について試験前の状態と比較評価を行った。なお試験方法は以下の規定に準拠して行った。
(a)引張強度試験:JIS−L1096準拠
(b)引張伸度試験:JIS−L1096準拠
(c)外観試験:目視によって、○:変化なし、△:やや変化、×:不良
【0052】
(2)試験結果
(a)引張強度及び引張伸度
試験結果を表2に示す。その結果、実施例1は120℃まで変化は見られず、140℃で積層体の収縮により、引張伸度が上昇している。実施例2は試験を行った140℃までの温度では引張強度及び引張伸度とも変化は見られなかった。比較例1は100℃で伸度が上昇し、120℃で引張強度が低下した。
(b)外観
試験結果を表2に示す。実施例1は100℃を超えると積層体の収縮による若干の凹凸が発生し、140℃では凹凸が顕著になった。実施例2は試験を行った140℃まで大きな変化はなく良好である。比較例1は100℃で積層体の収縮による凹凸が発生し、120℃で大きく変形した。
【0053】
【表2】
【0054】
4.金属箔層を有する粘着テープの耐熱試験
(1)試験方法
実施例3、実施例4及び比較例2をアルミ製の円筒体に貼り付け、夫々120℃、130℃、140℃、150℃、160℃のオーブン内に24時間放置し、その後、目視によって外観を評価した。
(2)試験結果
(a)実施例3では、120℃でクロス目跡が発生し、150℃で粘着テープ端部の浮きが発生し、更に温度が高くなるとテープ全体が収縮し、粘着剤の変色が見られた。
(b)実施例4では130℃で若干クロス目跡が発生し、160℃で粘着テープ端部の浮きが発生した。
(c)比較例2の現行品では、120℃で粘着テープ端部の浮きが発生し、130℃で被着体であるアルミ製の円筒体から粘着テープの剥がれが発生した。
(d)以上の結果から、本発明の実施例3及び実施例4は130℃の環境下で使用でき、比較例2は100℃までの環境下で使用が可能であることが確認された。
【表3】
【符号の説明】
【0055】
1 金属箔層を有する粘着テープ
2a 線状体
2b 線状体
3 布状体
4a 熱可塑性樹脂層
4b 熱可塑性樹脂層
5 接着剤層
6 金属箔層
7 粘着剤層
8 剥離剤層
【特許請求の範囲】
【請求項1】
耐熱性を有する熱可塑性樹脂を一軸延伸して得られた線条体を交差して形成した布状体の両面に、耐熱性を有する熱可塑性樹脂のフィルムを積層して積層シートを形成し、積層シートの一方の面に接着剤を介して金属箔を貼着し、他方の面に粘着剤層を形成してなることを特徴とする金属箔層を有する粘着テープ。
【請求項2】
布状体を形成する線条体と熱可塑性樹脂のフィルムが、共にプロピレン系重合体からなる請求項1に記載の金属箔層を有する粘着テープ。
【請求項3】
布状体が、テープ状線条体を織成、又は、編成することによって得られたものである請求項1又は2に記載の金属箔層を有する粘着テープ。
【請求項4】
布状体が、テープ状線条体を一方向に並列し、その上に他のテープ状線条体を交差するように配列し、その交点を結合することによって得られた交差結合布である請求項1又は2に記載の金属箔層を有する粘着テープ。
【請求項5】
布状体が、テープ状線条体の織成布又は交差結合布からなり、経糸の繊度が50〜250dt、緯糸の繊度が200〜400dtで、経糸の繊度が緯糸の繊度より低く、経糸の打ち込み本数が緯糸の打ち込み本数より多くなるように形成されている請求項1又は2に記載の金属箔層を有する粘着テープ。
【請求項1】
耐熱性を有する熱可塑性樹脂を一軸延伸して得られた線条体を交差して形成した布状体の両面に、耐熱性を有する熱可塑性樹脂のフィルムを積層して積層シートを形成し、積層シートの一方の面に接着剤を介して金属箔を貼着し、他方の面に粘着剤層を形成してなることを特徴とする金属箔層を有する粘着テープ。
【請求項2】
布状体を形成する線条体と熱可塑性樹脂のフィルムが、共にプロピレン系重合体からなる請求項1に記載の金属箔層を有する粘着テープ。
【請求項3】
布状体が、テープ状線条体を織成、又は、編成することによって得られたものである請求項1又は2に記載の金属箔層を有する粘着テープ。
【請求項4】
布状体が、テープ状線条体を一方向に並列し、その上に他のテープ状線条体を交差するように配列し、その交点を結合することによって得られた交差結合布である請求項1又は2に記載の金属箔層を有する粘着テープ。
【請求項5】
布状体が、テープ状線条体の織成布又は交差結合布からなり、経糸の繊度が50〜250dt、緯糸の繊度が200〜400dtで、経糸の繊度が緯糸の繊度より低く、経糸の打ち込み本数が緯糸の打ち込み本数より多くなるように形成されている請求項1又は2に記載の金属箔層を有する粘着テープ。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2011−46840(P2011−46840A)
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願番号】特願2009−196824(P2009−196824)
【出願日】平成21年8月27日(2009.8.27)
【出願人】(390019264)ダイヤテックス株式会社 (53)
【Fターム(参考)】
【公開日】平成23年3月10日(2011.3.10)
【国際特許分類】
【出願日】平成21年8月27日(2009.8.27)
【出願人】(390019264)ダイヤテックス株式会社 (53)
【Fターム(参考)】
[ Back to top ]