
金属箔積層体の製造方法
【課題】絶縁基材の両側に一対の金属箔が貼着された金属箔積層体において、その密着性を十分に高める。
【解決手段】絶縁基材2を一対の金属箔3A、3Bおよび一対の金属プレート10A、10Bで順に挟み込んで加熱加圧することにより、金属箔積層体を製造する。このとき、各金属プレート10A、10Bに対する絶縁基材2の面積比を0.75〜0.95とする。これにより、金属箔積層体のサイズが大きくても、金属箔積層体の密着性を十分に高めることができる。
【解決手段】絶縁基材2を一対の金属箔3A、3Bおよび一対の金属プレート10A、10Bで順に挟み込んで加熱加圧することにより、金属箔積層体を製造する。このとき、各金属プレート10A、10Bに対する絶縁基材2の面積比を0.75〜0.95とする。これにより、金属箔積層体のサイズが大きくても、金属箔積層体の密着性を十分に高めることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、主にプリント配線板用の材料として使用される金属箔積層体の製造方法に関するものである。
【背景技術】
【0002】
電子機器の多機能化は、年々加速度的に発展している。かかる多機能化のために、これまで進められている半導体パッケージの改良に加え、電子部品を実装するプリント配線板においても、より高性能なものが求められるようになってきている。例えば、電子機器の小型化・軽量化の要求に応えるべく、プリント配線板の高密度化の必要性が高まっている。これに伴い、配線基板の多層化、配線ピッチの狭幅化、バイアホール(ビアホール)の微細化が進められている。
【0003】
従来、このプリント配線板に用いられる材料である金属箔積層体は、フェノール樹脂、エポキシ樹脂、液晶ポリエステルなどの熱硬化性樹脂からなる絶縁基材の両側に、一対の銅箔などの金属箔が導電性部材として貼着された構成を有している。
【0004】
このような金属箔積層体を製造する際には、例えば特許文献1に開示されているように、絶縁基材を一対の金属箔および一対の金属プレートで順に挟み込み、熱プレス装置の上下一対の熱盤を用いて加熱加圧していた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−263577号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1で提案された技術によれば、金属プレートに対する絶縁基材の面積比(絶縁基材の面積を金属プレートの面積で除した値)が0.5〜0.6程度と小さい。そのため、特に金属箔積層体のサイズが大きいと、金属箔積層体の密着性が必ずしも十分でなく、金属箔が絶縁基材から剥がれやすくなる場合があった。
【0007】
そこで、本発明は、このような事情に鑑み、金属箔積層体のサイズが大きくても、金属箔積層体の密着性を十分に高めることが可能な金属箔積層体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
かかる目的を達成するため、本発明者は、絶縁基材を一対の金属箔および一対の金属プレートで順に挟み込んで加熱加圧する際に、金属プレートに対する絶縁基材の面積比が金属箔積層体の密着性を高める上で重要であることを見出し、本発明を完成するに至った。
【0009】
すなわち、請求項1に記載の発明は、絶縁基材を一対の金属箔および一対の金属プレートで順に挟み込んで加熱加圧することにより、前記絶縁基材の両側に前記一対の金属箔が貼着された金属箔積層体を製造する金属箔積層体の製造方法であって、前記各金属プレートに対する前記絶縁基材の面積比が、0.75〜0.95である金属箔積層体の製造方法としたことを特徴とする。
【0010】
また、請求項2に記載の発明は、請求項1に記載の構成に加え、前記絶縁基材は、無機繊維または炭素繊維に熱可塑性樹脂が含浸されたプリプレグであることを特徴とする。
【0011】
また、請求項3に記載の発明は、請求項2に記載の構成に加え、熱可塑性樹脂は、流動開始温度が250℃以上の液晶ポリエステルであることを特徴とする。
【0012】
また、請求項4に記載の発明は、請求項3に記載の構成に加え、前記液晶ポリエステルとして、以下の式(1)、(2)および(3)で示される構造単位を有し、全構造単位の合計含有量に対して、式(1)で示される構造単位の含有量が30〜45モル%、式(2)で示される構造単位の含有量が27.5〜35モル%、式(3)で示される構造単位の含有量が27.5〜35モル%の液晶ポリエステルを用いることを特徴とする。
(1)−O−Ar1 −CO−
(2)−CO−Ar2 −CO−
(3)−X−Ar3 −Y−
(式中、Ar1 は、フェニレン基またはナフチレン基を表し、Ar2 は、フェニレン基、ナフチレン基または下記式(4)で表される基を表し、Ar3 は、フェニレン基または下記式(4)で表される基を表し、XおよびYは、それぞれ独立に、OまたはNHを表す。Ar1 、Ar2 またはAr3 で表される前記基にある水素原子は、それぞれ独立に、ハロゲン原子、アルキル基またはアリール基で置換されていてもよい。)
(4)−Ar11−Z−Ar12−
(式中、Ar11およびAr12は、それぞれ独立に、フェニレン基またはナフチレン基を表し、Zは、O、COまたはSO2 を表す。)
【0013】
さらに、請求項5に記載の発明は、請求項4に記載の構成に加え、前記式(3)で示される構造単位のXおよびYの少なくとも一方がNHであることを特徴とする。
【発明の効果】
【0014】
本発明によれば、金属プレートに対する絶縁基材の面積比が特定の範囲内に限定されているため、金属箔積層体のサイズが大きくても、金属箔積層体の密着性を十分に高めることが可能となる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施の形態1に係る金属箔積層体を示す図であって、(a)はその斜視図、(b)はその断面図である。
【図2】同実施の形態1に係る金属箔積層体の製造方法を示す断面図である。
【図3】同実施の形態1に係る熱プレス装置の概略構成図である。
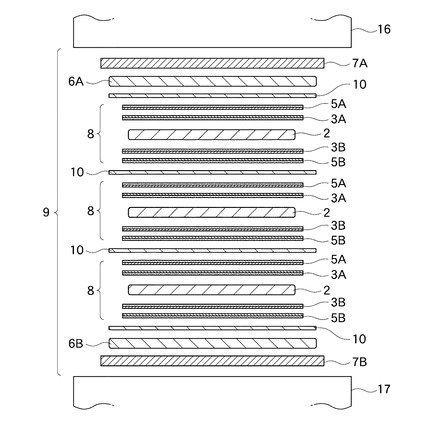
【図4】本発明の実施の形態2に係る金属箔積層体の製造方法を示す断面図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態について説明する。
[発明の実施の形態1]
【0017】
図1乃至図3には、本発明の実施の形態1を示す。この実施の形態1では、1段構成、つまり1回の熱プレスで1個の金属箔積層体を製造する場合について説明する。なお、図2においては、わかりやすさを重視して、各構成部材を互いに離して図示している。
【0018】
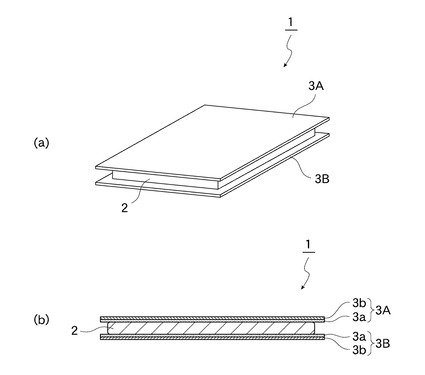
この実施の形態1に係る金属箔積層体1は、図1に示すように、正方形板状の樹脂含浸基材2を有しており、樹脂含浸基材2の上下両面にはそれぞれ、正方形シート状の銅箔3(3A、3B)が一体に貼着されている。ここで、各銅箔3は、図1(b)に示すように、マット面3aおよびシャイン面3bからなる2層構造を備えており、マット面3a側で樹脂含浸基材2と接触している。また、各銅箔3のサイズ(正方形の一辺)は、樹脂含浸基材2のサイズよりやや大きくなっている。なお、表面平滑性の良好な金属箔積層体1を得るためには、各銅箔3の厚さは、18μm以上100μm以下であることが、入手しやすくて取り扱いやすい点で望ましい。
【0019】
ここで、樹脂含浸基材2は、耐熱性および電気特性に優れた液晶ポリエステルが無機繊維(好ましくは、ガラスクロス)または炭素繊維に含浸されたプリプレグである。この液晶ポリエステルとは、溶融時に光学異方性を示し、450℃以下の温度で異方性溶融体を形成するという特性を有するポリエステルである。本発明に使用する液晶ポリエステルとしては、下記式(1)で示される構造単位(以下、「式(1)構造単位」という)と、下記式(2)で示される構造単位(以下、「式(2)構造単位」という)と、下記式(3)で示される構造単位(以下、「式(3)構造単位」という)とを有し、全構造単位の合計含有量(液晶ポリエステルを構成する各構造単位の質量を各構造単位の式量で割ることにより、各構造単位の含有量を物質量相当量(モル)として求め、それらを合計した値)に対して、式(1)構造単位の含有量が30〜45モル%、式(2)構造単位の含有量が27.5〜35モル%、式(3)構造単位の含有量が27.5〜35モル%のものが好ましい。
(1)−O−Ar1 −CO−
(2)−CO−Ar2 −CO−
(3)−X−Ar3 −Y−
(式中、Ar1 は、フェニレン基またはナフチレン基を表し、Ar2 は、フェニレン基、ナフチレン基または下記式(4)で表される基を表し、Ar3 は、フェニレン基または下記式(4)で表される基を表し、XおよびYは、それぞれ独立に、OまたはNHを表す。Ar1 、Ar2 またはAr3 で表される前記基にある水素原子は、それぞれ独立に、ハロゲン原子、アルキル基またはアリール基で置換されていてもよい。)
(4)−Ar11−Z−Ar12−
(式中、Ar11およびAr12は、それぞれ独立に、フェニレン基またはナフチレン基を表し、Zは、O、COまたはSO2 を表す。)
【0020】
式(1)構造単位は、芳香族ヒドロキシカルボン酸由来の構造単位であり、この芳香族ヒドロキシカルボン酸としては、例えば、p−ヒドロキシ安息香酸、m−ヒドロキシ安息香酸、2−ヒドロキシ−6−ナフトエ酸、2−ヒドロキシ−3−ナフトエ酸、1−ヒドロキシ−4−ナフトエ酸などが挙げられる。
【0021】
式(2)構造単位は、芳香族ジカルボン酸由来の構造単位であり、この芳香族ジカルボン酸としては、例えば、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、ジフェニルエーテル−4,4’−ジカルボン酸、ジフェニルスルホン−4,4’−ジカルボン酸、ジフェニルケトン−4,4’−ジカルボン酸等が挙げられる。
【0022】
式(3)構造単位は、芳香族ジオール、フェノール性ヒドロキシル基(フェノール性水酸基)を有する芳香族アミンまたは芳香族ジアミンに由来する構造単位である。この芳香族ジオールとしては、例えば、ハイドロキノン、レゾルシン、2,2−ビス(4−ヒドロキシ−3,5−ジメチルフェニル)プロパン、ビス(4−ヒドロキシフェニル)エーテル、ビス−(4−ヒドロキシフェニル)ケトン、ビス−(4−ヒドロキシフェニル)スルホン等が挙げられる。
【0023】
また、このフェノール性ヒドロキシル基を有する芳香族アミンとしては、4−アミノフェノール(p−アミノフェノール)、3−アミノフェノール(m−アミノフェノール)などが挙げられ、この芳香族ジアミンとしては、1,4−フェニレンジアミン、1,3−フェニレンジアミン等が挙げられる。
【0024】
本発明に用いる液晶ポリエステルは溶媒可溶性であり、かかる溶媒可溶性とは、温度50℃において、1質量%以上の濃度で溶媒(溶剤)に溶解することを意味する。この場合の溶媒とは、後述する液状組成物の調製に用いる好適な溶媒の何れか1種であり、詳細は後述する。
【0025】
このような溶媒可溶性を有する液晶ポリエステルとしては、前記式(3)構造単位として、フェノール性ヒドロキシル基を有する芳香族アミンに由来する構造単位および/または芳香族ジアミンに由来する構造単位を含むものが好ましい。すなわち、式(3)構造単位として、XおよびYの少なくとも一方がNHである構造単位(式(3’)で示される構造単位、以下、「式(3’)構造単位」という)を含むと、後述する好適な溶媒(非プロトン性極性溶媒)に対する溶媒可溶性に優れる傾向があるため好ましい。特に、実質的に全ての式(3)構造単位が式(3’)構造単位であることが好ましい。また、この式(3’)構造単位は、液晶ポリエステルの溶媒溶解性を十分にすることに加えて、液晶ポリエステルの低吸水性が増す点でも有利である。
(3’)−X−Ar3 −NH−
(式中、Ar3 およびXは、前記と同義である。)
【0026】
式(3)構造単位は全構造単位の合計に対して、30〜32.5モル%の範囲で含むと一層好ましく、こうすることにより、溶媒可溶性は一層良好になる。このように、式(3’)構造単位を式(3)構造単位として有する液晶ポリエステルは、溶媒に対する溶解性、低吸水性という点に加えて、後述する液状組成物を用いた樹脂含浸基材2の製造が一層容易になるという利点もある。
【0027】
式(1)構造単位は全構造単位の合計に対して、30〜45モル%の範囲で含むと好ましく、35〜40モル%の範囲で含むと一層好ましい。このようなモル分率で式(1)構造単位を含む液晶ポリエステルは、液晶性を十分維持しながらも、溶媒に対する溶解性がより優れる傾向にある。さらに、式(1)構造単位を誘導する芳香族ヒドロキシカルボン酸の入手性も併せて考慮すると、この芳香族ヒドロキシカルボン酸としては、p−ヒドロキシ安息香酸および/または2−ヒドロキシ−6−ナフトエ酸が好適である。
【0028】
式(2)構造単位は全構造単位の合計に対して、27.5〜35モル%の範囲で含むと好ましく、30〜32.5モル%の範囲で含むと一層好ましい。このようなモル分率で式(2)構造単位を含む液晶ポリエステルは、液晶性を十分維持しながらも、溶媒に対する溶解性がより優れる傾向にある。さらに、式(2)構造単位を誘導する芳香族ジカルボン酸の入手性も併せて考慮すると、この芳香族ジカルボン酸としては、テレフタル酸、イソフタル酸および2,6−ナフタレンジカルボン酸からなる群より選ばれる少なくも1種であると好ましい。
【0029】
また、得られる液晶エステルがより高度の液晶性を発現する点では、式(2)構造単位と式(3)構造単位とのモル分率は、[式(2)構造単位]/[式(3)構造単位]で表して、0.9/1〜1/0.9の範囲が好適である。
【0030】
次に、液晶ポリエステルの製造方法について簡単に説明する。
【0031】
この液晶ポリエステルは、種々公知の方法により製造可能である。好適な液晶ポリエステル、つまり式(1)構造単位、式(2)構造単位および式(3)構造単位からなる液晶ポリエステルを製造する場合、これら構造単位を誘導するモノマーをエステル形成性・アミド形成性誘導体に転換した後、重合させて液晶ポリエステルを製造する方法が操作が簡便であるため好ましい。
【0032】
このエステル形成性・アミド形成性誘導体について、例を挙げて説明する。
【0033】
芳香族ヒドロキシカルボン酸や芳香族ジカルボン酸のように、カルボキシル基を有するモノマーのエステル形成性・アミド形成性誘導体としては、当該カルボキシル基が、ポリエステルやポリアミドを生成する反応を促進するように、酸塩化物、酸無水物などの反応活性の高い基になっているものや、当該カルボキシル基が、エステル交換・アミド交換反応によりポリエステルやポリアミドを生成するようにアルコール類やエチレングリコールなどとエステルを形成しているもの等が挙げられる。
【0034】
芳香族ヒドロキシカルボン酸や芳香族ジオール等のように、フェノール性ヒドロキシル基を有するモノマーのエステル形成性・アミド形成性誘導体としては、エステル交換反応によりポリエステルやポリアミドを生成するように、フェノール性ヒドロキシル基がカルボン酸類とエステルを形成しているもの等が挙げられる。
【0035】
また、芳香族ジアミンのように、アミノ基を有するモノマーのアミド形成性誘導体としては、例えば、アミド交換反応によりポリアミドを生成するように、アミノ基がカルボン酸類とアミドを形成しているもの等が挙げられる。
【0036】
これらの中でも液晶ポリエステルをより簡便に製造するうえでは、芳香族ヒドロキシカルボン酸と、芳香族ジオール、フェノール性ヒドロキシル基を有する芳香族アミン、芳香族ジアミンといったフェノール性ヒドロキシル基および/またはアミノ基を有するモノマーとを脂肪酸無水物でアシル化してエステル形成性・アミド形成性誘導体(アシル化物)とした後、このアシル化物のアシル基と、カルボキシル基を有するモノマーのカルボキシル基とがエステル交換・アミド交換を生じるようにして重合させ、液晶ポリエステルを製造する方法が特に好ましい。
【0037】
このような液晶ポリエステルの製造方法は、例えば、特開2002−220444号公報または特開2002−146003号公報に開示されている。
【0038】
アシル化においては、フェノール性ヒドロキシル基とアミノ基との合計に対して、脂肪酸無水物の添加量が1〜1.2倍当量であることが好ましく、1.05〜1.1倍当量であると一層好ましい。脂肪酸無水物の添加量が1倍当量未満では、重合時にアシル化物や原料モノマーが昇華して反応系が閉塞しやすい傾向があり、また、1.2倍当量を超える場合には、得られる液晶ポリエステルの着色が著しくなる傾向がある。
【0039】
アシル化は、130〜180℃で5分〜10時間反応させることが好ましく、140〜160℃で10分〜3時間反応させることがより好ましい。
【0040】
アシル化に使用される脂肪酸無水物は、価格と取扱性の観点から、無水酢酸、無水プロピオン酸、無水酪酸、無水イソ酪酸またはこれらから選ばれる2種以上の混合物が好ましく、特に好ましくは、無水酢酸である。
【0041】
アシル化に続く重合は、130〜400℃で0.1〜50℃/分の割合で昇温しながら行うことが好ましく、150〜350℃で0.3〜5℃/分の割合で昇温しながら行うことがより好ましい。
【0042】
また、重合においては、アシル化物のアシル基がカルボキシル基の0.8〜1.2倍当量であることが好ましい。
【0043】
アシル化および/または重合の際には、ル・シャトリエ‐ブラウンの法則(平衡移動の原理)により、平衡を移動させるため、副生する脂肪酸や未反応の脂肪酸無水物は蒸発させる等して系外へ留去することが好ましい。
【0044】
なお、アシル化や重合においては触媒の存在下に行ってもよい。この触媒としては、従来からポリエステルの重合用触媒として公知のものを使用することができ、例えば、酢酸マグネシウム、酢酸第一錫、テトラブチルチタネート、酢酸鉛、酢酸ナトリウム、酢酸カリウム、三酸化アンチモン等の金属塩触媒、N,N−ジメチルアミノピリジン、N−メチルイミダゾール等の有機化合物触媒を挙げることができる。
【0045】
これらの触媒の中でも、N,N−ジメチルアミノピリジン、N−メチルイミダゾール等の窒素原子を2個以上含む複素環状化合物が好ましく使用される(特開2002−146003号公報参照)。
【0046】
この触媒は、通常モノマーの投入時に一緒に投入され、アシル化後も除去することは必ずしも必要ではなく、この触媒を除去しない場合には、アシル化からそのまま重合に移行することができる。
【0047】
このような重合で得られた液晶ポリエステルはそのまま、本発明に用いることができるが、耐熱性や液晶性という特性の更なる向上のためには、より高分子量化させることが好ましく、かかる高分子量化には固相重合を行うことが好ましい。この固相重合に係る一連の操作を説明する。前記の重合で得られた比較的低分子量の液晶ポリエステルを取り出し、粉砕してパウダー状またはフレーク状にする。続いて、粉砕後の液晶ポリエステルを、例えば、窒素などの不活性ガスの雰囲気下、20〜350℃で、1〜30時間固相状態で加熱処理する。このような操作により、固相重合を実施することができる。この固相重合は、攪拌しながら行ってもよく、攪拌することなく静置した状態で行ってもよい。なお、後述する好適な流動開始温度の液晶ポリエステルを得るという観点から、この固相重合の好適条件を詳述すると、反応温度として210℃を越えることが好ましく、より一層好ましくは、220〜350℃の範囲である。また、反応時間は、1〜10時間から選択されることが好ましい。
【0048】
本発明に用いる液晶ポリエステルは、流動開始温度が250℃以上であると、樹脂含浸基材2上に形成される導体層と絶縁層(樹脂含浸基材2)との間に一層高度な密着性が得られる点で好ましい。なお、ここでいう流動開始温度とは、フローテスターによる溶融粘度の評価において、9.8MPaの圧力下で液晶ポリエステルの溶融粘度が4800Pa・s以下になる温度をいう。なお、この流動開始温度は、液晶ポリエステルの分子量の目安として当業者には周知のものである(例えば、小出直之編「液晶ポリマー−合成・成形・応用−」第95〜105頁、シーエムシー、1987年6月5日発行を参照)。
【0049】
この液晶ポリエステルの流動開始温度は、250℃以上300℃以下であることが一層好ましい。流動開始温度が300℃以下であれば、液晶ポリエステルの溶媒に対する溶解性がより良好になることに加えて、後述する液状組成物を得たとき、その粘度が著増しないので、この液状組成物の取扱性が良好となる傾向がある。かかる観点から、流動開始温度が260℃以上290℃以下の液晶ポリエステルがさらに好ましい。なお、液晶ポリエステルの流動開始温度をこのような好適な範囲に制御するには、前記固相重合の重合条件を適宜最適化すればよい。
【0050】
なお、樹脂含浸基材2は、液晶ポリエステルおよび溶媒を含む液状組成物(特に、溶媒に液晶ポリエステルを溶解させた液状組成物)を無機繊維(好ましくは、ガラスクロス)または炭素繊維に含浸させた後、溶媒を乾燥除去することで得られるものが特に好ましい。溶媒除去後の樹脂含浸基材2に対する液晶ポリエステルの付着量としては、得られる樹脂含浸基材2の質量を基にして、30〜80質量%であることが好ましく、40〜70質量%であることがより好ましい。
【0051】
本発明に用いる液晶ポリエステルとして、上述した好適な液晶ポリエステル、特に、前述の式(3’)構造単位を含む液晶ポリエステルを用いた場合、この液晶ポリエステルはハロゲン原子を含まない非プロトン性溶媒に対して十分な溶解性を発現する。
【0052】
ここで、ハロゲン原子を含まない非プロトン性溶媒とは、例えば、ジエチルエーテル、テトラヒドロフラン、1,4−ジオキサン等のエーテル系溶媒;アセトン、シクロヘキサノン等のケトン系溶媒;酢酸エチル等のエステル系溶媒;γ−ブチロラクトン等のラクトン系溶媒;エチレンカーボネート、プロピレンカーボネート等のカーボネート系溶媒;トリエチルアミン、ピリジン等のアミン系溶媒;アセトニトリル、サクシノニトリル等のニトリル系溶媒;N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、テトラメチル尿素、N−メチルピロリドン等のアミド系溶媒;ニトロメタン、ニトロベンゼン等のニトロ系溶媒;ジメチルスルホキシド、スルホラン等の硫黄系溶媒、ヘキサメチルリン酸アミド、トリn−ブチルリン酸などのリン系溶媒が挙げられる。なお、上述した液晶ポリエステルの溶媒可溶性とは、これらから選ばれる少なくとも1つの非プロトン性溶媒に可溶であることを指すものである。
【0053】
液晶ポリエステルの溶媒可溶性をより一層良好にして、液状組成物が得られやすい点では、例示した溶媒の中でも、双極子モーメントが3以上5以下の非プロトン性極性溶媒を用いることが好ましい。具体的にいえば、アミド系溶媒、ラクトン系溶媒が好ましく、N,N−ジメチルホルムアミド(DMF)、N,N−ジメチルアセトアミド(DMAc)、N−メチルピロリドン(NMP)を用いることがより好ましい。さらに、前記溶媒が、1気圧における沸点が180℃以下の揮発性の高い溶媒であると、前記シートに液状組成物を含浸させた後、除去しやすいという利点もある。この観点からは、DMF、DMAcが特に好ましい。また、このようなアミド系溶媒の使用は、樹脂含浸基材2の製造時に、厚さむら等が生じ難くなるため、この樹脂含浸基材2上に導体層を形成しやすいという利点もある。
【0054】
前記液状組成物に、前記のような非プロトン性溶媒を用いた場合、この非プロトン性溶媒100質量部に対して、液晶ポリエステルを20〜50質量部、好ましくは22〜40質量部溶解させると好ましい。この液状組成物に対する液晶ポリエステルの含有量がこのような範囲にあると、樹脂含浸基材2を製造する際に、前記シートに液状組成物を含浸させる効率が良好になり、含浸後の溶媒を乾燥除去する際に、厚さむら等が生じるという不都合も起こり難い傾向がある。
【0055】
また、前記液状組成物には、本発明の目的を損なわない範囲で、ポリプロピレン、ポリアミド、ポリエステル、ポリフェニレンスルフィド、ポリエーテルケトン、ポリカーボネート、ポリエーテルスルホン、ポリフェニルエーテルおよびその変性物、ポリエーテルイミド等の熱可塑性樹脂;グリシジルメタクリレートとポリエチレンの共重合体に代表されるエラストマー;フェノール樹脂、エポキシ樹脂、ポリイミド樹脂、シアネート樹脂などの熱硬化性樹脂等、液晶ポリエステル以外の樹脂を1種または2種以上を添加してもよい。ただし、このような他の樹脂を用いる場合においても、これら他の樹脂も、この液状組成物に使用する溶媒に可溶であることが好ましい。
【0056】
さらに、この液状組成物には、本発明の効果を損なわない範囲であれば、寸法安定性、熱電導性、電気特性の改善等を目的として、シリカ、アルミナ、酸化チタン、チタン酸バリウム、チタン酸ストロンチウム、水酸化アルミニウム、炭酸カルシウム等の無機フィラー;硬化エポキシ樹脂、架橋ベンゾグアナミン樹脂、架橋アクリルポリマー等の有機フィラー;シランカップリング剤、酸化防止剤、紫外線吸収剤など各種の添加剤が1種または2種以上添加されていてもよい。
【0057】
また、この液状組成物は、必要に応じて、フィルター等を用いたろ過処理により、溶液中に含まれる微細な異物を除去してもよい。
【0058】
さらに、この液状組成物は、必要に応じて、脱泡処理を行っても構わない。
【0059】
本発明に用いる液晶ポリエステルを含浸する基材は無機繊維および/または炭素繊維からなるものである。ここで、無機繊維としては、ガラスに代表されるセラミック繊維であり、ガラス繊維、アルミナ系繊維、ケイ素含有セラミック系繊維等が挙げられる。これらの中でも、機械強度が大きくて入手性が良好であることから、主としてガラス繊維からなるシート、すなわちガラスクロスが好ましい。
【0060】
前記ガラスクロスとしては、含アルカリガラス繊維、無アルカリガラス繊維、低誘電ガラス繊維からなるものが好ましい。また、ガラスクロスを構成する繊維として、その一部にガラス以外のセラミックからなるセラミック繊維または炭素繊維を混入していてもよい。また、ガラスクロスを構成する繊維は、アミノシラン系カップリング剤、エポキシシラン系カップリング剤、チタネート系カップリング剤などのカップリング剤で表面処理されていてもよい。
【0061】
これらの繊維からなるガラスクロスを製造する方法としては、ガラスクロスを形成する繊維を水中に分散し、必要に応じてアクリル樹脂などの糊剤を添加して、抄紙機にて抄造後、乾燥させることで不織布を得る方法や、公知の織成機を用いる方法を挙げることができる。
【0062】
繊維の織り方としては、平織り、朱子織り、綾織り、ななこ織り等が利用できる。織り密度としては、10〜100本/25mmであり、ガラスクロスの単位面積当たりの質量としては10〜300g/m2 のものが好ましく使用される。前記ガラスクロスの厚さとしては、通常、10〜200μm程度であり、10〜180μmのものがさらに好ましく使用される。
【0063】
また、市場から容易に入手できるガラスクロスを用いることも可能である。このようなガラスクロスとしては、電子部品の絶縁含浸基材として種々のものが市販されており、旭シュエーベル(株)、日東紡績(株)、有沢製作所(株)等から入手することができる。なお、市販のガラスクロスにおいて、好適な厚さのものは、IPC呼称で1035、1078、2116、7628のものが挙げられる。
【0064】
なお、無機繊維として好適なガラスクロスに液状組成物を含浸させるには、典型的には、この液状組成物を仕込んだ浸漬槽を準備し、この浸漬層にガラスクロスを浸漬することで実施することができる。ここで、用いた液状組成物の液晶ポリエステルの含有量、浸漬槽に浸漬する時間、液状組成物が含浸されたガラスクロスを引き上げる速度を適宜最適化すれば、上述した好適な液晶ポリエステルの付着量は容易に制御することができる。
【0065】
このようにして、液状組成物を含浸させたガラスクロスは、溶媒を除去することで樹脂含浸基材2を製造することができる。溶媒を除去する方法は特に限定されないが、操作が簡便である点で、溶媒の蒸発により行うことが好ましく、加熱、減圧、通風またはこれらを組み合わせた方法が用いられる。また、樹脂含浸基材2の製造には、溶媒を除去した後、さらに加熱処理を行ってもよい。このような加熱処理によると、溶媒除去後の樹脂含浸基材2に含まれる液晶ポリエステルをさらに高分子量化することができる。この加熱処理に係る処理条件としては、例えば、窒素などの不活性ガスの雰囲気下、240〜330℃で、1〜30時間加熱処理するという方法を挙げることができる。なお、より良好な耐熱性を有する金属箔積層体を得るという観点からは、この加熱処理の処理条件として、その加熱温度が250℃を越えるようにすることが好ましく、より一層好ましくは加熱温度が260〜320℃の範囲である。この加熱処理の処理時間は1〜10時間から選択されることが、生産性の点で好ましい。
【0066】
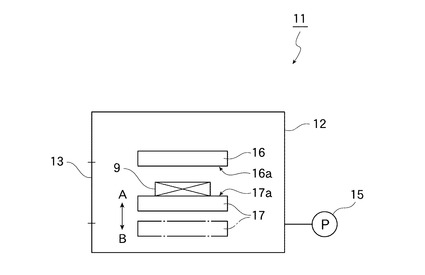
ところで、以上ような金属箔積層体1を製造するための熱プレス装置11は、図3に示すように、直方体状のチャンバー12を有しており、チャンバー12の側面(図3左側面)には扉13が開閉自在に取り付けられている。また、チャンバー12には真空ポンプ15が、チャンバー12内を所定の圧力(好ましくは、2kPa以下の圧力)まで減圧しうるように接続されている。さらに、チャンバー12内には、上下一対の熱盤(上熱盤16および下熱盤17)が互いに対向する形で設置されている。ここで、上熱盤16はチャンバー12に対して昇降しないように固定されており、下熱盤17は上熱盤16に対して矢印A、B方向に昇降自在に設けられている。なお、上熱盤16の下面には加圧面16aが形成されており、下熱盤17の上面には加圧面17aが形成されている。
【0067】
そして、この熱プレス装置11を用いて金属箔積層体1を製造する際には、次の手順による。
【0068】
なお、後述する第1積層体作製工程では、図2に示すように、上下一対の正方形シート状のスペーサー銅箔5(5A、5B)が用いられる。ここで、各スペーサー銅箔5は、マット面5aおよびシャイン面5bからなる2層構造を備えている。
【0069】
また、後述する第2積層体作製工程では、上下一対の正方形板状のSUSプレート10(10A、10B)、上下一対の正方形板状のSUS板6(6A、6B)および上下一対の正方形板状のアラミドクッション7(7A、7B)が用いられる。ここで、各SUSプレート10としては、樹脂含浸基材2より少し大きいサイズのものを採用する。すなわち、SUSプレート10に対する樹脂含浸基材2の面積比が、0.75〜0.95(好ましくは、0.85〜0.95)の範囲内に収まるようにする。この面積比が0.75未満だと、後述する第2積層体加熱加圧工程において、上熱盤16および下熱盤17からの圧力が樹脂含浸基材2に適正に伝わらないため、樹脂含浸基材2と各銅箔3との密着が不十分となる恐れがある。逆に、この面積比が0.95を超えると、後述する第2積層体加熱加圧工程において、樹脂含浸基材2と各銅箔3との密着性に問題は生じないものの、樹脂含浸基材2の周縁部から樹脂が流れ出し、SUSプレート10Bやアラミドクッション7B、下熱盤17を汚す不都合がある。
【0070】
まず、第1積層体作製工程で、図2に示すように、樹脂含浸基材2を一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bで順に挟み込んだ第1積層体8を作製する。
【0071】
それには、まず、樹脂含浸基材2を2枚の銅箔3A、3Bで挟み込む。このとき、各銅箔3のマット面3aを内側(樹脂含浸基材2側)に向ける。次いで、これらの銅箔3A、3Bを2枚のスペーサー銅箔5A、5Bで挟み込む。このとき、各スペーサー銅箔5のシャイン面5bを内側(銅箔3側)に向ける。すると、樹脂含浸基材2、一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bからなる第1積層体8が得られる。
【0072】
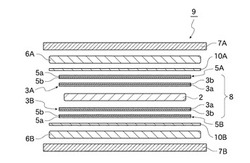
こうして第1積層体8が得られたところで、第2積層体作製工程に移行し、図2に示すように、第1積層体8を一対のSUSプレート10A、10B、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bで順に挟み込んだ第2積層体9を作製する。
【0073】
それには、第1積層体8を2枚のSUSプレート10A、10Bで挟み込み、これらのSUSプレート10A、10Bを2枚のSUS板6A、6Bで挟み込んだ後、これらのSUS板6A、6Bを2枚のアラミドクッション7A、7Bで挟み込む。すると、第1積層体8、一対のSUSプレート10A、10B、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bからなる第2積層体9が得られる。
【0074】
このとき、アラミドクッション7はハンドリング性に優れるため、第2積層体9の作製作業を容易かつ迅速に実施することができる。
【0075】
こうして第2積層体9が得られたところで、第2積層体加熱加圧工程に移行し、上熱盤16および下熱盤17で第2積層体9をその積層方向(図2上下方向)に加熱加圧する。
【0076】
すなわち、図3に示すように、まず、扉13を開け、下熱盤17の加圧面17a上に第2積層体9を載置する。次いで、扉13を閉め、真空ポンプ15を駆動することにより、チャンバー12内を所定の圧力まで減圧する。この状態で、下熱盤17を矢印A方向に適宜上昇させることにより、上熱盤16と下熱盤17との間に第2積層体9を軽く挟んで固定する。次に、上熱盤16および下熱盤17を昇温させる。そして、所定の温度まで上昇したところで、下熱盤17をさらに矢印A方向に上昇させることにより、上熱盤16と下熱盤17との間で第2積層体9を加熱加圧する。すると、上熱盤16と下熱盤17との間に金属箔積層体1が形成される。
【0077】
このとき、各SUSプレート10のサイズは、上述したとおり、樹脂含浸基材2のサイズより少し大きい(具体的には、SUSプレート10に対する樹脂含浸基材2の面積比が0.75〜0.95となっている)。そのため、たとえ金属箔積層体1のサイズが大きくても、金属箔積層体1の密着性を十分に高めることができる。しかも、第1積層体8においては、各銅箔3のマット面3aが樹脂含浸基材2に接触しているので、アンカー効果により、一対の銅箔3A、3Bは樹脂含浸基材2に強固に固定される。したがって、金属箔積層体1が形成された後に、各銅箔3が樹脂含浸基材2から剥がれる事態の発生を大幅に抑制することが可能となり、金属箔積層体1としての製品価値を高めることができる。
【0078】
なお、この第2積層体加熱加圧工程における加熱加圧処理の条件は、得られる積層体が良好な表面平滑性を発現するようにして、処理温度や処理圧力を適宜最適化することが好ましい。この処理温度は、熱プレスに使用する樹脂含浸基材2を製造する際に使用した加熱処理の温度条件を基点とすることができる。具体的には、樹脂含浸基材2を製造する際に使用した加熱処理に係る温度条件の最高温度をTmax[℃]とするとき、このTmaxを越える温度で熱プレスすることが好ましく、Tmax+5[℃]以上の温度で熱プレスすることがより好ましい。この熱プレスに係る温度の上限は、用いる樹脂含浸基材2に含有される液晶ポリエステルの分解温度を下回るように選択されるが、好ましくは、この分解温度を30℃以上下回るようにするのがよい。なお、ここでいう分解温度は、熱重量分析などの公知の手段で求められるものである。また、この熱プレスの処理時間は10分〜5時間、プレス圧力は1〜30MPaから選択されることが好ましい。
【0079】
そして、この加圧状態のまま所定の時間が経過したところで、第2積層体9の加圧状態を維持したまま、上熱盤16および下熱盤17を降温させる。その後、所定の温度まで下降したところで、下熱盤17を矢印B方向に適宜下降させることにより、上熱盤16と下熱盤17との間に第2積層体9が軽く挟まれた状態とする。次いで、チャンバー12内の減圧状態を解放し、下熱盤17をさらに矢印B方向に下降させることにより、第2積層体9を上熱盤16の加圧面16aから離隔させる。最後に、扉13を開け、第2積層体9をチャンバー12内から取り出す。
【0080】
こうして第2積層体9が取り出されたところで、この第2積層体9から金属箔積層体1を分離する。このとき、各銅箔3のシャイン面3bと各スペーサー銅箔5のシャイン面5bとが接触しているので、各銅箔3から各スペーサー銅箔5を容易に剥離することができる。
【0081】
ここで、金属箔積層体1の製造手順が終了し、金属箔積層体1が得られる。
[発明の実施の形態2]
【0082】
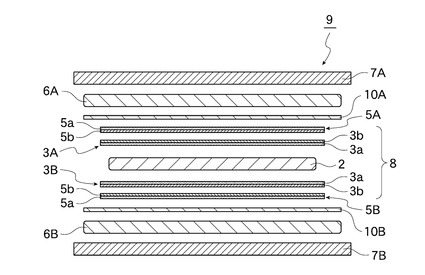
図4には、本発明の実施の形態2を示す。この実施の形態2では、3段構成、つまり1回の熱プレスで3個の金属箔積層体を製造する場合について説明する。なお、図4においては、わかりやすさを重視して、各構成部材を互いに離して図示している。
【0083】
この実施の形態2に係る金属箔積層体1および熱プレス装置11は、上述した実施の形態1と同様の構成を有している。
【0084】
そして、この熱プレス装置11を用いて金属箔積層体1を製造する際には、上述した実施の形態1における金属箔積層体1の製造手順に準じて、以下に述べるとおり、3個の金属箔積層体1を同時に製造する。
【0085】
まず、第1積層体作製工程で、上述した実施の形態1と同様にして、図4に示すように、樹脂含浸基材2を一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bで順に挟み込んだ第1積層体8を3個作製する。
【0086】
次に、第2積層体作製工程に移行し、図4に示すように、これら3個の第1積層体8をその積層方向(図4上下方向)に4枚のSUSプレート10を介して重ね、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bで順に挟み込んだ第2積層体9を作製する。ここで、各SUSプレート10としては、上述した実施の形態1と同様、樹脂含浸基材2より少し大きいサイズのもの(SUSプレート10に対する樹脂含浸基材2の面積比が、0.75〜0.95(好ましくは、0.85〜0.95)の範囲内に収まるもの)を採用する。
【0087】
最後に、第2積層体加熱加圧工程に移行し、上述した実施の形態1と同様にして、図4に示すように、上熱盤16および下熱盤17で第2積層体9をその積層方向(図4上下方向)に加熱加圧する。すると、上熱盤16と下熱盤17との間に3個の金属箔積層体1が同時に形成される。
【0088】
このとき、各SUSプレート10のサイズは、上述したとおり、樹脂含浸基材2のサイズより少し大きい(具体的には、SUSプレート10に対する樹脂含浸基材2の面積比が0.75〜0.95となっている)。そのため、たとえ3個の金属箔積層体1のサイズが大きくても、各金属箔積層体1の密着性を十分に高めることができる。しかも、各第1積層体8においては、各銅箔3のマット面3aが樹脂含浸基材2に接触しているので、アンカー効果により、一対の銅箔3A、3Bは樹脂含浸基材2に強固に固定される。したがって、3個の金属箔積層体1が形成された後に、各銅箔3が樹脂含浸基材2から剥がれる事態の発生を大幅に抑制することが可能となり、金属箔積層体1としての製品価値を高めることができる。
【0089】
そして、上述した実施の形態1と同様にして、第2積層体9をチャンバー12内から取り出し、この第2積層体9から3個の金属箔積層体1を分離する。このとき、各銅箔3のシャイン面3bと各スペーサー銅箔5のシャイン面5bとが接触しているので、各銅箔3から各スペーサー銅箔5を容易に剥離することができる。
【0090】
ここで、金属箔積層体1の製造手順が終了し、3個の金属箔積層体1が得られる。
[発明のその他の実施の形態]
【0091】
なお、上述した実施の形態1、2では、絶縁基材として樹脂含浸基材2を用いる場合について説明したが、樹脂含浸基材2以外の絶縁基材(例えば、液晶ポリエステルフィルム、ポリイミドフィルム等の樹脂フィルム)を代用または併用することもできる。
【0092】
また、上述した実施の形態1、2では、金属箔として銅箔3を用いる場合について説明したが、銅箔3以外の金属箔(例えば、SUS箔、金箔、銀箔、ニッケル箔、アルミニウム箔など)を代用または併用することもできる。
【0093】
また、上述した実施の形態1、2では、金属プレートとしてSUSプレート10を用いる場合について説明したが、SUSプレート10以外の金属プレート(例えば、アルミニウムプレートなど)を代用または併用することもできる。
【0094】
また、上述した実施の形態1、2では、樹脂含浸基材2において、無機繊維または炭素繊維に含浸される樹脂として液晶ポリエステルを用いる場合について説明したが、液晶ポリエステル以外の樹脂(例えば、ポリイミド、エポキシなどの熱硬化性樹脂)を代用または併用することもできる。
【0095】
また、上述した実施の形態1、2では、樹脂含浸基材2、銅箔3、スペーサー銅箔5、SUSプレート10、SUS板6およびアラミドクッション7の形状が正方形板状または正方形シート状である場合について説明した。しかし、これらの部材の形状は、正方形板状または正方形シート状に限るわけではなく、例えば、長方形板状または長方形シート状であっても構わない。
【0096】
また、上述した実施の形態1、2では、第1積層体作製工程で、樹脂含浸基材2を一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bで順に挟み込んだ第1積層体8を作製する場合について説明した。しかし、一対のスペーサー銅箔5A、5Bを省いて、樹脂含浸基材2を一対の銅箔3A、3Bのみで挟み込んだ第1積層体8を作製するようにしてもよい。
【0097】
また、上述した実施の形態1、2では、第2積層体作製工程で、第1積層体8を一対のSUSプレート10A、10B、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bで順に挟み込んだ第2積層体9を作製する場合について説明した。しかし、一対のSUS板6A、6Bや一対のアラミドクッション7A、7Bを省いて、第1積層体8を一対のSUSプレート10A、10Bのみで挟み込んだ第2積層体9を作製するようにしても構わない。
【0098】
さらに、上述した実施の形態2では、3段構成について説明したが、一般に複数段構成(例えば、2段構成、5段構成など)とすることも可能である。
【実施例】
【0099】
以下、本発明の実施例について説明する。なお、本発明は実施例に限定されるものではない。
<樹脂含浸基材の作製>
【0100】
攪拌装置、トルクメータ、窒素ガス導入管、温度計および還流冷却器を備えた反応器に、2−ヒドロキシ−6−ナフトエ酸1976g(10.5モル)、4−ヒドロキシアセトアニリド1474g(9.75モル)、イソフタル酸1620g(9.75モル)および無水酢酸2374g(23.25モル)を仕込んだ。反応器内を十分に窒素ガスで置換した後、窒素ガス気流下で15分かけて150℃まで昇温し、その温度(150℃)を保持して3時間還流させた。
【0101】
その後、留出する副生酢酸および未反応の無水酢酸を留去しながら、170分かけて300℃まで昇温し、トルクの上昇が認められる時点を反応終了時点とみなし、内容物を取り出した。この内容物を室温まで冷却し、粉砕機で粉砕した後、比較的低分子量の液晶ポリエステルの粉末を得た。こうして得られた粉末について、(株)島津製作所製のフローテスター「CFT−500型」により流動開始温度を測定したところ、235℃であった。この液晶ポリエステル粉末を窒素雰囲気において223℃3時間で加熱処理することにより、固相重合を行った。固相重合後の液晶ポリエステルの流動開始温度は270℃であった。
【0102】
こうして得られた液晶ポリエステル2200gをN,N−ジメチルアセトアミド(DMAc)7800gに加え、100℃で2時間加熱して液状組成物を得た。この液状組成物の溶液粘度は320cPであった。なお、この溶融粘度は、東機産業(株)製のB型粘度計「TVL−20型」(ローターNo.21、回転速度5rpm)を用いて、測定温度23℃で測定した値である。
【0103】
こうして得られた液状組成物をガラスクロス((株)有沢製作所製のガラスクロス、厚さ45μm、IPC名称1078)に含浸して樹脂含浸基材を作製し、この樹脂含浸基材を熱風式乾燥機により設定温度160℃で乾燥した後、窒素雰囲気下290℃で3時間加熱処理を行うことにより、樹脂含浸基材中の液晶ポリエステルを高分子量化した。その結果、熱処理済みの樹脂含浸基材が得られた。
<実施例1>
【0104】
上述した熱処理済みの樹脂含浸基材を用いて、下からアラミドクッション((株)イチカワテクノファブリクス製のアラミドクッション、厚さ3mm、縦520mm、横520mm)、SUS板(SUS304、厚さ5mm、縦500mm、横500mm)、SUSプレート(SUS304、厚さ1mm、縦500mm、横500mm)、スペーサー銅箔(三井金属鉱業(株)製の「3EC−VLP」、厚さ18μm)、金属箔積層体を構成する銅箔(三井金属鉱業(株)製の「3EC−VLP」、厚さ18μm、縦453mm、横453mm)、金属箔積層体を構成する樹脂含浸基材(液晶ポリエステルをガラスクロスに含浸したプリプレグ、厚さ70μm、縦433mm、横433mm)、金属箔積層体を構成する銅箔(三井金属鉱業(株)製の「3EC−VLP」、厚さ18μm、縦453mm、横453mm)、スペーサー銅箔(三井金属鉱業(株)製の「3EC−VLP」、厚さ18μm)、SUSプレート(SUS304、厚さ1mm、縦500mm、横500mm)、SUS板(SUS304、厚さ5mm、縦500mm、横500mm)、アラミドクッション((株)イチカワテクノファブリクス製のアラミドクッション、厚さ3mm、縦520mm、横520mm)という順に積層した。そして、高温真空プレス機(北川精機(株)製の「KVHC−PRESS」、縦300mm、横300mm)を用いて、これを温度340℃、圧力(樹脂含浸基材に対する面圧)5MPaの条件にて30分間にわたって熱プレスして一体化させることにより、金属箔積層体を製造した。
<実施例2>
【0105】
樹脂含浸基材のサイズを480mm□(縦480mm、横480mm)とするとともに、これに合わせて銅箔のサイズを500mm□(縦500mm、横500mm)としたことを除き、上述した実施例1と同様にして、金属箔積層体を製造した。この金属箔積層体では、SUSプレートに対する銅箔の面積比が0.92となる。
<比較例1>
【0106】
樹脂含浸基材のサイズを250mm□(縦250mm、横250mm)とするとともに、これに合わせて銅箔のサイズを270mm□(縦270mm、横270mm)としたことを除き、上述した実施例1と同様にして、金属箔積層体を製造した。この金属箔積層体では、SUSプレートに対する銅箔の面積比が0.25となる。
<比較例2>
【0107】
樹脂含浸基材のサイズを353mm□(縦353mm、横353mm)とするとともに、これに合わせて銅箔のサイズを373mm□(縦373mm、横373mm)としたことを除き、上述した実施例1と同様にして、金属箔積層体を製造した。この金属箔積層体では、SUSプレートに対する銅箔の面積比が0.5となる。
<金属箔積層体の密着性の評価>
【0108】
これらの実施例1、実施例2および比較例1、比較例2についてそれぞれ、金属箔積層体の密着性を評価すべく、金属箔積層体のピール強度(単位:N/cm)を測定した。すなわち、金属箔積層体を幅10mmの短冊状に切り出して10個の試験片を作成し、それぞれの試験片について、樹脂含浸基材を固定した状態で、樹脂含浸基材に対して90°の方向に銅箔を50mm/分の剥離速度で引き剥がすことにより、金属箔積層体のピール強度(90°ピール強度)を測定した後、10個の試験片の平均値を算出した。その結果をまとめて表1に示す。
【表1】

【0109】
表1から明らかなように、比較例1、2では、それぞれ、SUSプレートに対する銅箔の面積比が0.25、0.5と小さいため、ピール強度が7.3N/cm、9.4N/cmにとどまった。これに対して、実施例1、2では、それぞれ、SUSプレートに対する銅箔の面積比が0.75、0.92と大きいため、ピール強度が10.1N/cm、11.3N/cmと増大した。
【産業上の利用可能性】
【0110】
本発明は、プリント配線板用の材料として使用される金属箔積層体、とりわけ大判の金属箔積層体の製造に適している。
【符号の説明】
【0111】
1……金属箔積層体
2……樹脂含浸基材(絶縁基材)
3、3A、3B……銅箔(金属箔)
3a……マット面
3b……シャイン面
5、5A、5B……スペーサー銅箔
5a……マット面
5b……シャイン面
6、6A、6B……SUS板
7、7A、7B……アラミドクッション
8……第1積層体
9……第2積層体
10、10A、10B……SUSプレート(金属プレート)
11……熱プレス装置
12……チャンバー
13……扉
15……真空ポンプ
16……上熱盤
16a……加圧面
17……下熱盤
17a……加圧面
【技術分野】
【0001】
本発明は、主にプリント配線板用の材料として使用される金属箔積層体の製造方法に関するものである。
【背景技術】
【0002】
電子機器の多機能化は、年々加速度的に発展している。かかる多機能化のために、これまで進められている半導体パッケージの改良に加え、電子部品を実装するプリント配線板においても、より高性能なものが求められるようになってきている。例えば、電子機器の小型化・軽量化の要求に応えるべく、プリント配線板の高密度化の必要性が高まっている。これに伴い、配線基板の多層化、配線ピッチの狭幅化、バイアホール(ビアホール)の微細化が進められている。
【0003】
従来、このプリント配線板に用いられる材料である金属箔積層体は、フェノール樹脂、エポキシ樹脂、液晶ポリエステルなどの熱硬化性樹脂からなる絶縁基材の両側に、一対の銅箔などの金属箔が導電性部材として貼着された構成を有している。
【0004】
このような金属箔積層体を製造する際には、例えば特許文献1に開示されているように、絶縁基材を一対の金属箔および一対の金属プレートで順に挟み込み、熱プレス装置の上下一対の熱盤を用いて加熱加圧していた。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−263577号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかしながら、特許文献1で提案された技術によれば、金属プレートに対する絶縁基材の面積比(絶縁基材の面積を金属プレートの面積で除した値)が0.5〜0.6程度と小さい。そのため、特に金属箔積層体のサイズが大きいと、金属箔積層体の密着性が必ずしも十分でなく、金属箔が絶縁基材から剥がれやすくなる場合があった。
【0007】
そこで、本発明は、このような事情に鑑み、金属箔積層体のサイズが大きくても、金属箔積層体の密着性を十分に高めることが可能な金属箔積層体の製造方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
かかる目的を達成するため、本発明者は、絶縁基材を一対の金属箔および一対の金属プレートで順に挟み込んで加熱加圧する際に、金属プレートに対する絶縁基材の面積比が金属箔積層体の密着性を高める上で重要であることを見出し、本発明を完成するに至った。
【0009】
すなわち、請求項1に記載の発明は、絶縁基材を一対の金属箔および一対の金属プレートで順に挟み込んで加熱加圧することにより、前記絶縁基材の両側に前記一対の金属箔が貼着された金属箔積層体を製造する金属箔積層体の製造方法であって、前記各金属プレートに対する前記絶縁基材の面積比が、0.75〜0.95である金属箔積層体の製造方法としたことを特徴とする。
【0010】
また、請求項2に記載の発明は、請求項1に記載の構成に加え、前記絶縁基材は、無機繊維または炭素繊維に熱可塑性樹脂が含浸されたプリプレグであることを特徴とする。
【0011】
また、請求項3に記載の発明は、請求項2に記載の構成に加え、熱可塑性樹脂は、流動開始温度が250℃以上の液晶ポリエステルであることを特徴とする。
【0012】
また、請求項4に記載の発明は、請求項3に記載の構成に加え、前記液晶ポリエステルとして、以下の式(1)、(2)および(3)で示される構造単位を有し、全構造単位の合計含有量に対して、式(1)で示される構造単位の含有量が30〜45モル%、式(2)で示される構造単位の含有量が27.5〜35モル%、式(3)で示される構造単位の含有量が27.5〜35モル%の液晶ポリエステルを用いることを特徴とする。
(1)−O−Ar1 −CO−
(2)−CO−Ar2 −CO−
(3)−X−Ar3 −Y−
(式中、Ar1 は、フェニレン基またはナフチレン基を表し、Ar2 は、フェニレン基、ナフチレン基または下記式(4)で表される基を表し、Ar3 は、フェニレン基または下記式(4)で表される基を表し、XおよびYは、それぞれ独立に、OまたはNHを表す。Ar1 、Ar2 またはAr3 で表される前記基にある水素原子は、それぞれ独立に、ハロゲン原子、アルキル基またはアリール基で置換されていてもよい。)
(4)−Ar11−Z−Ar12−
(式中、Ar11およびAr12は、それぞれ独立に、フェニレン基またはナフチレン基を表し、Zは、O、COまたはSO2 を表す。)
【0013】
さらに、請求項5に記載の発明は、請求項4に記載の構成に加え、前記式(3)で示される構造単位のXおよびYの少なくとも一方がNHであることを特徴とする。
【発明の効果】
【0014】
本発明によれば、金属プレートに対する絶縁基材の面積比が特定の範囲内に限定されているため、金属箔積層体のサイズが大きくても、金属箔積層体の密着性を十分に高めることが可能となる。
【図面の簡単な説明】
【0015】
【図1】本発明の実施の形態1に係る金属箔積層体を示す図であって、(a)はその斜視図、(b)はその断面図である。
【図2】同実施の形態1に係る金属箔積層体の製造方法を示す断面図である。
【図3】同実施の形態1に係る熱プレス装置の概略構成図である。
【図4】本発明の実施の形態2に係る金属箔積層体の製造方法を示す断面図である。
【発明を実施するための形態】
【0016】
以下、本発明の実施の形態について説明する。
[発明の実施の形態1]
【0017】
図1乃至図3には、本発明の実施の形態1を示す。この実施の形態1では、1段構成、つまり1回の熱プレスで1個の金属箔積層体を製造する場合について説明する。なお、図2においては、わかりやすさを重視して、各構成部材を互いに離して図示している。
【0018】
この実施の形態1に係る金属箔積層体1は、図1に示すように、正方形板状の樹脂含浸基材2を有しており、樹脂含浸基材2の上下両面にはそれぞれ、正方形シート状の銅箔3(3A、3B)が一体に貼着されている。ここで、各銅箔3は、図1(b)に示すように、マット面3aおよびシャイン面3bからなる2層構造を備えており、マット面3a側で樹脂含浸基材2と接触している。また、各銅箔3のサイズ(正方形の一辺)は、樹脂含浸基材2のサイズよりやや大きくなっている。なお、表面平滑性の良好な金属箔積層体1を得るためには、各銅箔3の厚さは、18μm以上100μm以下であることが、入手しやすくて取り扱いやすい点で望ましい。
【0019】
ここで、樹脂含浸基材2は、耐熱性および電気特性に優れた液晶ポリエステルが無機繊維(好ましくは、ガラスクロス)または炭素繊維に含浸されたプリプレグである。この液晶ポリエステルとは、溶融時に光学異方性を示し、450℃以下の温度で異方性溶融体を形成するという特性を有するポリエステルである。本発明に使用する液晶ポリエステルとしては、下記式(1)で示される構造単位(以下、「式(1)構造単位」という)と、下記式(2)で示される構造単位(以下、「式(2)構造単位」という)と、下記式(3)で示される構造単位(以下、「式(3)構造単位」という)とを有し、全構造単位の合計含有量(液晶ポリエステルを構成する各構造単位の質量を各構造単位の式量で割ることにより、各構造単位の含有量を物質量相当量(モル)として求め、それらを合計した値)に対して、式(1)構造単位の含有量が30〜45モル%、式(2)構造単位の含有量が27.5〜35モル%、式(3)構造単位の含有量が27.5〜35モル%のものが好ましい。
(1)−O−Ar1 −CO−
(2)−CO−Ar2 −CO−
(3)−X−Ar3 −Y−
(式中、Ar1 は、フェニレン基またはナフチレン基を表し、Ar2 は、フェニレン基、ナフチレン基または下記式(4)で表される基を表し、Ar3 は、フェニレン基または下記式(4)で表される基を表し、XおよびYは、それぞれ独立に、OまたはNHを表す。Ar1 、Ar2 またはAr3 で表される前記基にある水素原子は、それぞれ独立に、ハロゲン原子、アルキル基またはアリール基で置換されていてもよい。)
(4)−Ar11−Z−Ar12−
(式中、Ar11およびAr12は、それぞれ独立に、フェニレン基またはナフチレン基を表し、Zは、O、COまたはSO2 を表す。)
【0020】
式(1)構造単位は、芳香族ヒドロキシカルボン酸由来の構造単位であり、この芳香族ヒドロキシカルボン酸としては、例えば、p−ヒドロキシ安息香酸、m−ヒドロキシ安息香酸、2−ヒドロキシ−6−ナフトエ酸、2−ヒドロキシ−3−ナフトエ酸、1−ヒドロキシ−4−ナフトエ酸などが挙げられる。
【0021】
式(2)構造単位は、芳香族ジカルボン酸由来の構造単位であり、この芳香族ジカルボン酸としては、例えば、テレフタル酸、イソフタル酸、2,6−ナフタレンジカルボン酸、1,5−ナフタレンジカルボン酸、ジフェニルエーテル−4,4’−ジカルボン酸、ジフェニルスルホン−4,4’−ジカルボン酸、ジフェニルケトン−4,4’−ジカルボン酸等が挙げられる。
【0022】
式(3)構造単位は、芳香族ジオール、フェノール性ヒドロキシル基(フェノール性水酸基)を有する芳香族アミンまたは芳香族ジアミンに由来する構造単位である。この芳香族ジオールとしては、例えば、ハイドロキノン、レゾルシン、2,2−ビス(4−ヒドロキシ−3,5−ジメチルフェニル)プロパン、ビス(4−ヒドロキシフェニル)エーテル、ビス−(4−ヒドロキシフェニル)ケトン、ビス−(4−ヒドロキシフェニル)スルホン等が挙げられる。
【0023】
また、このフェノール性ヒドロキシル基を有する芳香族アミンとしては、4−アミノフェノール(p−アミノフェノール)、3−アミノフェノール(m−アミノフェノール)などが挙げられ、この芳香族ジアミンとしては、1,4−フェニレンジアミン、1,3−フェニレンジアミン等が挙げられる。
【0024】
本発明に用いる液晶ポリエステルは溶媒可溶性であり、かかる溶媒可溶性とは、温度50℃において、1質量%以上の濃度で溶媒(溶剤)に溶解することを意味する。この場合の溶媒とは、後述する液状組成物の調製に用いる好適な溶媒の何れか1種であり、詳細は後述する。
【0025】
このような溶媒可溶性を有する液晶ポリエステルとしては、前記式(3)構造単位として、フェノール性ヒドロキシル基を有する芳香族アミンに由来する構造単位および/または芳香族ジアミンに由来する構造単位を含むものが好ましい。すなわち、式(3)構造単位として、XおよびYの少なくとも一方がNHである構造単位(式(3’)で示される構造単位、以下、「式(3’)構造単位」という)を含むと、後述する好適な溶媒(非プロトン性極性溶媒)に対する溶媒可溶性に優れる傾向があるため好ましい。特に、実質的に全ての式(3)構造単位が式(3’)構造単位であることが好ましい。また、この式(3’)構造単位は、液晶ポリエステルの溶媒溶解性を十分にすることに加えて、液晶ポリエステルの低吸水性が増す点でも有利である。
(3’)−X−Ar3 −NH−
(式中、Ar3 およびXは、前記と同義である。)
【0026】
式(3)構造単位は全構造単位の合計に対して、30〜32.5モル%の範囲で含むと一層好ましく、こうすることにより、溶媒可溶性は一層良好になる。このように、式(3’)構造単位を式(3)構造単位として有する液晶ポリエステルは、溶媒に対する溶解性、低吸水性という点に加えて、後述する液状組成物を用いた樹脂含浸基材2の製造が一層容易になるという利点もある。
【0027】
式(1)構造単位は全構造単位の合計に対して、30〜45モル%の範囲で含むと好ましく、35〜40モル%の範囲で含むと一層好ましい。このようなモル分率で式(1)構造単位を含む液晶ポリエステルは、液晶性を十分維持しながらも、溶媒に対する溶解性がより優れる傾向にある。さらに、式(1)構造単位を誘導する芳香族ヒドロキシカルボン酸の入手性も併せて考慮すると、この芳香族ヒドロキシカルボン酸としては、p−ヒドロキシ安息香酸および/または2−ヒドロキシ−6−ナフトエ酸が好適である。
【0028】
式(2)構造単位は全構造単位の合計に対して、27.5〜35モル%の範囲で含むと好ましく、30〜32.5モル%の範囲で含むと一層好ましい。このようなモル分率で式(2)構造単位を含む液晶ポリエステルは、液晶性を十分維持しながらも、溶媒に対する溶解性がより優れる傾向にある。さらに、式(2)構造単位を誘導する芳香族ジカルボン酸の入手性も併せて考慮すると、この芳香族ジカルボン酸としては、テレフタル酸、イソフタル酸および2,6−ナフタレンジカルボン酸からなる群より選ばれる少なくも1種であると好ましい。
【0029】
また、得られる液晶エステルがより高度の液晶性を発現する点では、式(2)構造単位と式(3)構造単位とのモル分率は、[式(2)構造単位]/[式(3)構造単位]で表して、0.9/1〜1/0.9の範囲が好適である。
【0030】
次に、液晶ポリエステルの製造方法について簡単に説明する。
【0031】
この液晶ポリエステルは、種々公知の方法により製造可能である。好適な液晶ポリエステル、つまり式(1)構造単位、式(2)構造単位および式(3)構造単位からなる液晶ポリエステルを製造する場合、これら構造単位を誘導するモノマーをエステル形成性・アミド形成性誘導体に転換した後、重合させて液晶ポリエステルを製造する方法が操作が簡便であるため好ましい。
【0032】
このエステル形成性・アミド形成性誘導体について、例を挙げて説明する。
【0033】
芳香族ヒドロキシカルボン酸や芳香族ジカルボン酸のように、カルボキシル基を有するモノマーのエステル形成性・アミド形成性誘導体としては、当該カルボキシル基が、ポリエステルやポリアミドを生成する反応を促進するように、酸塩化物、酸無水物などの反応活性の高い基になっているものや、当該カルボキシル基が、エステル交換・アミド交換反応によりポリエステルやポリアミドを生成するようにアルコール類やエチレングリコールなどとエステルを形成しているもの等が挙げられる。
【0034】
芳香族ヒドロキシカルボン酸や芳香族ジオール等のように、フェノール性ヒドロキシル基を有するモノマーのエステル形成性・アミド形成性誘導体としては、エステル交換反応によりポリエステルやポリアミドを生成するように、フェノール性ヒドロキシル基がカルボン酸類とエステルを形成しているもの等が挙げられる。
【0035】
また、芳香族ジアミンのように、アミノ基を有するモノマーのアミド形成性誘導体としては、例えば、アミド交換反応によりポリアミドを生成するように、アミノ基がカルボン酸類とアミドを形成しているもの等が挙げられる。
【0036】
これらの中でも液晶ポリエステルをより簡便に製造するうえでは、芳香族ヒドロキシカルボン酸と、芳香族ジオール、フェノール性ヒドロキシル基を有する芳香族アミン、芳香族ジアミンといったフェノール性ヒドロキシル基および/またはアミノ基を有するモノマーとを脂肪酸無水物でアシル化してエステル形成性・アミド形成性誘導体(アシル化物)とした後、このアシル化物のアシル基と、カルボキシル基を有するモノマーのカルボキシル基とがエステル交換・アミド交換を生じるようにして重合させ、液晶ポリエステルを製造する方法が特に好ましい。
【0037】
このような液晶ポリエステルの製造方法は、例えば、特開2002−220444号公報または特開2002−146003号公報に開示されている。
【0038】
アシル化においては、フェノール性ヒドロキシル基とアミノ基との合計に対して、脂肪酸無水物の添加量が1〜1.2倍当量であることが好ましく、1.05〜1.1倍当量であると一層好ましい。脂肪酸無水物の添加量が1倍当量未満では、重合時にアシル化物や原料モノマーが昇華して反応系が閉塞しやすい傾向があり、また、1.2倍当量を超える場合には、得られる液晶ポリエステルの着色が著しくなる傾向がある。
【0039】
アシル化は、130〜180℃で5分〜10時間反応させることが好ましく、140〜160℃で10分〜3時間反応させることがより好ましい。
【0040】
アシル化に使用される脂肪酸無水物は、価格と取扱性の観点から、無水酢酸、無水プロピオン酸、無水酪酸、無水イソ酪酸またはこれらから選ばれる2種以上の混合物が好ましく、特に好ましくは、無水酢酸である。
【0041】
アシル化に続く重合は、130〜400℃で0.1〜50℃/分の割合で昇温しながら行うことが好ましく、150〜350℃で0.3〜5℃/分の割合で昇温しながら行うことがより好ましい。
【0042】
また、重合においては、アシル化物のアシル基がカルボキシル基の0.8〜1.2倍当量であることが好ましい。
【0043】
アシル化および/または重合の際には、ル・シャトリエ‐ブラウンの法則(平衡移動の原理)により、平衡を移動させるため、副生する脂肪酸や未反応の脂肪酸無水物は蒸発させる等して系外へ留去することが好ましい。
【0044】
なお、アシル化や重合においては触媒の存在下に行ってもよい。この触媒としては、従来からポリエステルの重合用触媒として公知のものを使用することができ、例えば、酢酸マグネシウム、酢酸第一錫、テトラブチルチタネート、酢酸鉛、酢酸ナトリウム、酢酸カリウム、三酸化アンチモン等の金属塩触媒、N,N−ジメチルアミノピリジン、N−メチルイミダゾール等の有機化合物触媒を挙げることができる。
【0045】
これらの触媒の中でも、N,N−ジメチルアミノピリジン、N−メチルイミダゾール等の窒素原子を2個以上含む複素環状化合物が好ましく使用される(特開2002−146003号公報参照)。
【0046】
この触媒は、通常モノマーの投入時に一緒に投入され、アシル化後も除去することは必ずしも必要ではなく、この触媒を除去しない場合には、アシル化からそのまま重合に移行することができる。
【0047】
このような重合で得られた液晶ポリエステルはそのまま、本発明に用いることができるが、耐熱性や液晶性という特性の更なる向上のためには、より高分子量化させることが好ましく、かかる高分子量化には固相重合を行うことが好ましい。この固相重合に係る一連の操作を説明する。前記の重合で得られた比較的低分子量の液晶ポリエステルを取り出し、粉砕してパウダー状またはフレーク状にする。続いて、粉砕後の液晶ポリエステルを、例えば、窒素などの不活性ガスの雰囲気下、20〜350℃で、1〜30時間固相状態で加熱処理する。このような操作により、固相重合を実施することができる。この固相重合は、攪拌しながら行ってもよく、攪拌することなく静置した状態で行ってもよい。なお、後述する好適な流動開始温度の液晶ポリエステルを得るという観点から、この固相重合の好適条件を詳述すると、反応温度として210℃を越えることが好ましく、より一層好ましくは、220〜350℃の範囲である。また、反応時間は、1〜10時間から選択されることが好ましい。
【0048】
本発明に用いる液晶ポリエステルは、流動開始温度が250℃以上であると、樹脂含浸基材2上に形成される導体層と絶縁層(樹脂含浸基材2)との間に一層高度な密着性が得られる点で好ましい。なお、ここでいう流動開始温度とは、フローテスターによる溶融粘度の評価において、9.8MPaの圧力下で液晶ポリエステルの溶融粘度が4800Pa・s以下になる温度をいう。なお、この流動開始温度は、液晶ポリエステルの分子量の目安として当業者には周知のものである(例えば、小出直之編「液晶ポリマー−合成・成形・応用−」第95〜105頁、シーエムシー、1987年6月5日発行を参照)。
【0049】
この液晶ポリエステルの流動開始温度は、250℃以上300℃以下であることが一層好ましい。流動開始温度が300℃以下であれば、液晶ポリエステルの溶媒に対する溶解性がより良好になることに加えて、後述する液状組成物を得たとき、その粘度が著増しないので、この液状組成物の取扱性が良好となる傾向がある。かかる観点から、流動開始温度が260℃以上290℃以下の液晶ポリエステルがさらに好ましい。なお、液晶ポリエステルの流動開始温度をこのような好適な範囲に制御するには、前記固相重合の重合条件を適宜最適化すればよい。
【0050】
なお、樹脂含浸基材2は、液晶ポリエステルおよび溶媒を含む液状組成物(特に、溶媒に液晶ポリエステルを溶解させた液状組成物)を無機繊維(好ましくは、ガラスクロス)または炭素繊維に含浸させた後、溶媒を乾燥除去することで得られるものが特に好ましい。溶媒除去後の樹脂含浸基材2に対する液晶ポリエステルの付着量としては、得られる樹脂含浸基材2の質量を基にして、30〜80質量%であることが好ましく、40〜70質量%であることがより好ましい。
【0051】
本発明に用いる液晶ポリエステルとして、上述した好適な液晶ポリエステル、特に、前述の式(3’)構造単位を含む液晶ポリエステルを用いた場合、この液晶ポリエステルはハロゲン原子を含まない非プロトン性溶媒に対して十分な溶解性を発現する。
【0052】
ここで、ハロゲン原子を含まない非プロトン性溶媒とは、例えば、ジエチルエーテル、テトラヒドロフラン、1,4−ジオキサン等のエーテル系溶媒;アセトン、シクロヘキサノン等のケトン系溶媒;酢酸エチル等のエステル系溶媒;γ−ブチロラクトン等のラクトン系溶媒;エチレンカーボネート、プロピレンカーボネート等のカーボネート系溶媒;トリエチルアミン、ピリジン等のアミン系溶媒;アセトニトリル、サクシノニトリル等のニトリル系溶媒;N,N−ジメチルホルムアミド、N,N−ジメチルアセトアミド、テトラメチル尿素、N−メチルピロリドン等のアミド系溶媒;ニトロメタン、ニトロベンゼン等のニトロ系溶媒;ジメチルスルホキシド、スルホラン等の硫黄系溶媒、ヘキサメチルリン酸アミド、トリn−ブチルリン酸などのリン系溶媒が挙げられる。なお、上述した液晶ポリエステルの溶媒可溶性とは、これらから選ばれる少なくとも1つの非プロトン性溶媒に可溶であることを指すものである。
【0053】
液晶ポリエステルの溶媒可溶性をより一層良好にして、液状組成物が得られやすい点では、例示した溶媒の中でも、双極子モーメントが3以上5以下の非プロトン性極性溶媒を用いることが好ましい。具体的にいえば、アミド系溶媒、ラクトン系溶媒が好ましく、N,N−ジメチルホルムアミド(DMF)、N,N−ジメチルアセトアミド(DMAc)、N−メチルピロリドン(NMP)を用いることがより好ましい。さらに、前記溶媒が、1気圧における沸点が180℃以下の揮発性の高い溶媒であると、前記シートに液状組成物を含浸させた後、除去しやすいという利点もある。この観点からは、DMF、DMAcが特に好ましい。また、このようなアミド系溶媒の使用は、樹脂含浸基材2の製造時に、厚さむら等が生じ難くなるため、この樹脂含浸基材2上に導体層を形成しやすいという利点もある。
【0054】
前記液状組成物に、前記のような非プロトン性溶媒を用いた場合、この非プロトン性溶媒100質量部に対して、液晶ポリエステルを20〜50質量部、好ましくは22〜40質量部溶解させると好ましい。この液状組成物に対する液晶ポリエステルの含有量がこのような範囲にあると、樹脂含浸基材2を製造する際に、前記シートに液状組成物を含浸させる効率が良好になり、含浸後の溶媒を乾燥除去する際に、厚さむら等が生じるという不都合も起こり難い傾向がある。
【0055】
また、前記液状組成物には、本発明の目的を損なわない範囲で、ポリプロピレン、ポリアミド、ポリエステル、ポリフェニレンスルフィド、ポリエーテルケトン、ポリカーボネート、ポリエーテルスルホン、ポリフェニルエーテルおよびその変性物、ポリエーテルイミド等の熱可塑性樹脂;グリシジルメタクリレートとポリエチレンの共重合体に代表されるエラストマー;フェノール樹脂、エポキシ樹脂、ポリイミド樹脂、シアネート樹脂などの熱硬化性樹脂等、液晶ポリエステル以外の樹脂を1種または2種以上を添加してもよい。ただし、このような他の樹脂を用いる場合においても、これら他の樹脂も、この液状組成物に使用する溶媒に可溶であることが好ましい。
【0056】
さらに、この液状組成物には、本発明の効果を損なわない範囲であれば、寸法安定性、熱電導性、電気特性の改善等を目的として、シリカ、アルミナ、酸化チタン、チタン酸バリウム、チタン酸ストロンチウム、水酸化アルミニウム、炭酸カルシウム等の無機フィラー;硬化エポキシ樹脂、架橋ベンゾグアナミン樹脂、架橋アクリルポリマー等の有機フィラー;シランカップリング剤、酸化防止剤、紫外線吸収剤など各種の添加剤が1種または2種以上添加されていてもよい。
【0057】
また、この液状組成物は、必要に応じて、フィルター等を用いたろ過処理により、溶液中に含まれる微細な異物を除去してもよい。
【0058】
さらに、この液状組成物は、必要に応じて、脱泡処理を行っても構わない。
【0059】
本発明に用いる液晶ポリエステルを含浸する基材は無機繊維および/または炭素繊維からなるものである。ここで、無機繊維としては、ガラスに代表されるセラミック繊維であり、ガラス繊維、アルミナ系繊維、ケイ素含有セラミック系繊維等が挙げられる。これらの中でも、機械強度が大きくて入手性が良好であることから、主としてガラス繊維からなるシート、すなわちガラスクロスが好ましい。
【0060】
前記ガラスクロスとしては、含アルカリガラス繊維、無アルカリガラス繊維、低誘電ガラス繊維からなるものが好ましい。また、ガラスクロスを構成する繊維として、その一部にガラス以外のセラミックからなるセラミック繊維または炭素繊維を混入していてもよい。また、ガラスクロスを構成する繊維は、アミノシラン系カップリング剤、エポキシシラン系カップリング剤、チタネート系カップリング剤などのカップリング剤で表面処理されていてもよい。
【0061】
これらの繊維からなるガラスクロスを製造する方法としては、ガラスクロスを形成する繊維を水中に分散し、必要に応じてアクリル樹脂などの糊剤を添加して、抄紙機にて抄造後、乾燥させることで不織布を得る方法や、公知の織成機を用いる方法を挙げることができる。
【0062】
繊維の織り方としては、平織り、朱子織り、綾織り、ななこ織り等が利用できる。織り密度としては、10〜100本/25mmであり、ガラスクロスの単位面積当たりの質量としては10〜300g/m2 のものが好ましく使用される。前記ガラスクロスの厚さとしては、通常、10〜200μm程度であり、10〜180μmのものがさらに好ましく使用される。
【0063】
また、市場から容易に入手できるガラスクロスを用いることも可能である。このようなガラスクロスとしては、電子部品の絶縁含浸基材として種々のものが市販されており、旭シュエーベル(株)、日東紡績(株)、有沢製作所(株)等から入手することができる。なお、市販のガラスクロスにおいて、好適な厚さのものは、IPC呼称で1035、1078、2116、7628のものが挙げられる。
【0064】
なお、無機繊維として好適なガラスクロスに液状組成物を含浸させるには、典型的には、この液状組成物を仕込んだ浸漬槽を準備し、この浸漬層にガラスクロスを浸漬することで実施することができる。ここで、用いた液状組成物の液晶ポリエステルの含有量、浸漬槽に浸漬する時間、液状組成物が含浸されたガラスクロスを引き上げる速度を適宜最適化すれば、上述した好適な液晶ポリエステルの付着量は容易に制御することができる。
【0065】
このようにして、液状組成物を含浸させたガラスクロスは、溶媒を除去することで樹脂含浸基材2を製造することができる。溶媒を除去する方法は特に限定されないが、操作が簡便である点で、溶媒の蒸発により行うことが好ましく、加熱、減圧、通風またはこれらを組み合わせた方法が用いられる。また、樹脂含浸基材2の製造には、溶媒を除去した後、さらに加熱処理を行ってもよい。このような加熱処理によると、溶媒除去後の樹脂含浸基材2に含まれる液晶ポリエステルをさらに高分子量化することができる。この加熱処理に係る処理条件としては、例えば、窒素などの不活性ガスの雰囲気下、240〜330℃で、1〜30時間加熱処理するという方法を挙げることができる。なお、より良好な耐熱性を有する金属箔積層体を得るという観点からは、この加熱処理の処理条件として、その加熱温度が250℃を越えるようにすることが好ましく、より一層好ましくは加熱温度が260〜320℃の範囲である。この加熱処理の処理時間は1〜10時間から選択されることが、生産性の点で好ましい。
【0066】
ところで、以上ような金属箔積層体1を製造するための熱プレス装置11は、図3に示すように、直方体状のチャンバー12を有しており、チャンバー12の側面(図3左側面)には扉13が開閉自在に取り付けられている。また、チャンバー12には真空ポンプ15が、チャンバー12内を所定の圧力(好ましくは、2kPa以下の圧力)まで減圧しうるように接続されている。さらに、チャンバー12内には、上下一対の熱盤(上熱盤16および下熱盤17)が互いに対向する形で設置されている。ここで、上熱盤16はチャンバー12に対して昇降しないように固定されており、下熱盤17は上熱盤16に対して矢印A、B方向に昇降自在に設けられている。なお、上熱盤16の下面には加圧面16aが形成されており、下熱盤17の上面には加圧面17aが形成されている。
【0067】
そして、この熱プレス装置11を用いて金属箔積層体1を製造する際には、次の手順による。
【0068】
なお、後述する第1積層体作製工程では、図2に示すように、上下一対の正方形シート状のスペーサー銅箔5(5A、5B)が用いられる。ここで、各スペーサー銅箔5は、マット面5aおよびシャイン面5bからなる2層構造を備えている。
【0069】
また、後述する第2積層体作製工程では、上下一対の正方形板状のSUSプレート10(10A、10B)、上下一対の正方形板状のSUS板6(6A、6B)および上下一対の正方形板状のアラミドクッション7(7A、7B)が用いられる。ここで、各SUSプレート10としては、樹脂含浸基材2より少し大きいサイズのものを採用する。すなわち、SUSプレート10に対する樹脂含浸基材2の面積比が、0.75〜0.95(好ましくは、0.85〜0.95)の範囲内に収まるようにする。この面積比が0.75未満だと、後述する第2積層体加熱加圧工程において、上熱盤16および下熱盤17からの圧力が樹脂含浸基材2に適正に伝わらないため、樹脂含浸基材2と各銅箔3との密着が不十分となる恐れがある。逆に、この面積比が0.95を超えると、後述する第2積層体加熱加圧工程において、樹脂含浸基材2と各銅箔3との密着性に問題は生じないものの、樹脂含浸基材2の周縁部から樹脂が流れ出し、SUSプレート10Bやアラミドクッション7B、下熱盤17を汚す不都合がある。
【0070】
まず、第1積層体作製工程で、図2に示すように、樹脂含浸基材2を一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bで順に挟み込んだ第1積層体8を作製する。
【0071】
それには、まず、樹脂含浸基材2を2枚の銅箔3A、3Bで挟み込む。このとき、各銅箔3のマット面3aを内側(樹脂含浸基材2側)に向ける。次いで、これらの銅箔3A、3Bを2枚のスペーサー銅箔5A、5Bで挟み込む。このとき、各スペーサー銅箔5のシャイン面5bを内側(銅箔3側)に向ける。すると、樹脂含浸基材2、一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bからなる第1積層体8が得られる。
【0072】
こうして第1積層体8が得られたところで、第2積層体作製工程に移行し、図2に示すように、第1積層体8を一対のSUSプレート10A、10B、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bで順に挟み込んだ第2積層体9を作製する。
【0073】
それには、第1積層体8を2枚のSUSプレート10A、10Bで挟み込み、これらのSUSプレート10A、10Bを2枚のSUS板6A、6Bで挟み込んだ後、これらのSUS板6A、6Bを2枚のアラミドクッション7A、7Bで挟み込む。すると、第1積層体8、一対のSUSプレート10A、10B、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bからなる第2積層体9が得られる。
【0074】
このとき、アラミドクッション7はハンドリング性に優れるため、第2積層体9の作製作業を容易かつ迅速に実施することができる。
【0075】
こうして第2積層体9が得られたところで、第2積層体加熱加圧工程に移行し、上熱盤16および下熱盤17で第2積層体9をその積層方向(図2上下方向)に加熱加圧する。
【0076】
すなわち、図3に示すように、まず、扉13を開け、下熱盤17の加圧面17a上に第2積層体9を載置する。次いで、扉13を閉め、真空ポンプ15を駆動することにより、チャンバー12内を所定の圧力まで減圧する。この状態で、下熱盤17を矢印A方向に適宜上昇させることにより、上熱盤16と下熱盤17との間に第2積層体9を軽く挟んで固定する。次に、上熱盤16および下熱盤17を昇温させる。そして、所定の温度まで上昇したところで、下熱盤17をさらに矢印A方向に上昇させることにより、上熱盤16と下熱盤17との間で第2積層体9を加熱加圧する。すると、上熱盤16と下熱盤17との間に金属箔積層体1が形成される。
【0077】
このとき、各SUSプレート10のサイズは、上述したとおり、樹脂含浸基材2のサイズより少し大きい(具体的には、SUSプレート10に対する樹脂含浸基材2の面積比が0.75〜0.95となっている)。そのため、たとえ金属箔積層体1のサイズが大きくても、金属箔積層体1の密着性を十分に高めることができる。しかも、第1積層体8においては、各銅箔3のマット面3aが樹脂含浸基材2に接触しているので、アンカー効果により、一対の銅箔3A、3Bは樹脂含浸基材2に強固に固定される。したがって、金属箔積層体1が形成された後に、各銅箔3が樹脂含浸基材2から剥がれる事態の発生を大幅に抑制することが可能となり、金属箔積層体1としての製品価値を高めることができる。
【0078】
なお、この第2積層体加熱加圧工程における加熱加圧処理の条件は、得られる積層体が良好な表面平滑性を発現するようにして、処理温度や処理圧力を適宜最適化することが好ましい。この処理温度は、熱プレスに使用する樹脂含浸基材2を製造する際に使用した加熱処理の温度条件を基点とすることができる。具体的には、樹脂含浸基材2を製造する際に使用した加熱処理に係る温度条件の最高温度をTmax[℃]とするとき、このTmaxを越える温度で熱プレスすることが好ましく、Tmax+5[℃]以上の温度で熱プレスすることがより好ましい。この熱プレスに係る温度の上限は、用いる樹脂含浸基材2に含有される液晶ポリエステルの分解温度を下回るように選択されるが、好ましくは、この分解温度を30℃以上下回るようにするのがよい。なお、ここでいう分解温度は、熱重量分析などの公知の手段で求められるものである。また、この熱プレスの処理時間は10分〜5時間、プレス圧力は1〜30MPaから選択されることが好ましい。
【0079】
そして、この加圧状態のまま所定の時間が経過したところで、第2積層体9の加圧状態を維持したまま、上熱盤16および下熱盤17を降温させる。その後、所定の温度まで下降したところで、下熱盤17を矢印B方向に適宜下降させることにより、上熱盤16と下熱盤17との間に第2積層体9が軽く挟まれた状態とする。次いで、チャンバー12内の減圧状態を解放し、下熱盤17をさらに矢印B方向に下降させることにより、第2積層体9を上熱盤16の加圧面16aから離隔させる。最後に、扉13を開け、第2積層体9をチャンバー12内から取り出す。
【0080】
こうして第2積層体9が取り出されたところで、この第2積層体9から金属箔積層体1を分離する。このとき、各銅箔3のシャイン面3bと各スペーサー銅箔5のシャイン面5bとが接触しているので、各銅箔3から各スペーサー銅箔5を容易に剥離することができる。
【0081】
ここで、金属箔積層体1の製造手順が終了し、金属箔積層体1が得られる。
[発明の実施の形態2]
【0082】
図4には、本発明の実施の形態2を示す。この実施の形態2では、3段構成、つまり1回の熱プレスで3個の金属箔積層体を製造する場合について説明する。なお、図4においては、わかりやすさを重視して、各構成部材を互いに離して図示している。
【0083】
この実施の形態2に係る金属箔積層体1および熱プレス装置11は、上述した実施の形態1と同様の構成を有している。
【0084】
そして、この熱プレス装置11を用いて金属箔積層体1を製造する際には、上述した実施の形態1における金属箔積層体1の製造手順に準じて、以下に述べるとおり、3個の金属箔積層体1を同時に製造する。
【0085】
まず、第1積層体作製工程で、上述した実施の形態1と同様にして、図4に示すように、樹脂含浸基材2を一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bで順に挟み込んだ第1積層体8を3個作製する。
【0086】
次に、第2積層体作製工程に移行し、図4に示すように、これら3個の第1積層体8をその積層方向(図4上下方向)に4枚のSUSプレート10を介して重ね、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bで順に挟み込んだ第2積層体9を作製する。ここで、各SUSプレート10としては、上述した実施の形態1と同様、樹脂含浸基材2より少し大きいサイズのもの(SUSプレート10に対する樹脂含浸基材2の面積比が、0.75〜0.95(好ましくは、0.85〜0.95)の範囲内に収まるもの)を採用する。
【0087】
最後に、第2積層体加熱加圧工程に移行し、上述した実施の形態1と同様にして、図4に示すように、上熱盤16および下熱盤17で第2積層体9をその積層方向(図4上下方向)に加熱加圧する。すると、上熱盤16と下熱盤17との間に3個の金属箔積層体1が同時に形成される。
【0088】
このとき、各SUSプレート10のサイズは、上述したとおり、樹脂含浸基材2のサイズより少し大きい(具体的には、SUSプレート10に対する樹脂含浸基材2の面積比が0.75〜0.95となっている)。そのため、たとえ3個の金属箔積層体1のサイズが大きくても、各金属箔積層体1の密着性を十分に高めることができる。しかも、各第1積層体8においては、各銅箔3のマット面3aが樹脂含浸基材2に接触しているので、アンカー効果により、一対の銅箔3A、3Bは樹脂含浸基材2に強固に固定される。したがって、3個の金属箔積層体1が形成された後に、各銅箔3が樹脂含浸基材2から剥がれる事態の発生を大幅に抑制することが可能となり、金属箔積層体1としての製品価値を高めることができる。
【0089】
そして、上述した実施の形態1と同様にして、第2積層体9をチャンバー12内から取り出し、この第2積層体9から3個の金属箔積層体1を分離する。このとき、各銅箔3のシャイン面3bと各スペーサー銅箔5のシャイン面5bとが接触しているので、各銅箔3から各スペーサー銅箔5を容易に剥離することができる。
【0090】
ここで、金属箔積層体1の製造手順が終了し、3個の金属箔積層体1が得られる。
[発明のその他の実施の形態]
【0091】
なお、上述した実施の形態1、2では、絶縁基材として樹脂含浸基材2を用いる場合について説明したが、樹脂含浸基材2以外の絶縁基材(例えば、液晶ポリエステルフィルム、ポリイミドフィルム等の樹脂フィルム)を代用または併用することもできる。
【0092】
また、上述した実施の形態1、2では、金属箔として銅箔3を用いる場合について説明したが、銅箔3以外の金属箔(例えば、SUS箔、金箔、銀箔、ニッケル箔、アルミニウム箔など)を代用または併用することもできる。
【0093】
また、上述した実施の形態1、2では、金属プレートとしてSUSプレート10を用いる場合について説明したが、SUSプレート10以外の金属プレート(例えば、アルミニウムプレートなど)を代用または併用することもできる。
【0094】
また、上述した実施の形態1、2では、樹脂含浸基材2において、無機繊維または炭素繊維に含浸される樹脂として液晶ポリエステルを用いる場合について説明したが、液晶ポリエステル以外の樹脂(例えば、ポリイミド、エポキシなどの熱硬化性樹脂)を代用または併用することもできる。
【0095】
また、上述した実施の形態1、2では、樹脂含浸基材2、銅箔3、スペーサー銅箔5、SUSプレート10、SUS板6およびアラミドクッション7の形状が正方形板状または正方形シート状である場合について説明した。しかし、これらの部材の形状は、正方形板状または正方形シート状に限るわけではなく、例えば、長方形板状または長方形シート状であっても構わない。
【0096】
また、上述した実施の形態1、2では、第1積層体作製工程で、樹脂含浸基材2を一対の銅箔3A、3Bおよび一対のスペーサー銅箔5A、5Bで順に挟み込んだ第1積層体8を作製する場合について説明した。しかし、一対のスペーサー銅箔5A、5Bを省いて、樹脂含浸基材2を一対の銅箔3A、3Bのみで挟み込んだ第1積層体8を作製するようにしてもよい。
【0097】
また、上述した実施の形態1、2では、第2積層体作製工程で、第1積層体8を一対のSUSプレート10A、10B、一対のSUS板6A、6Bおよび一対のアラミドクッション7A、7Bで順に挟み込んだ第2積層体9を作製する場合について説明した。しかし、一対のSUS板6A、6Bや一対のアラミドクッション7A、7Bを省いて、第1積層体8を一対のSUSプレート10A、10Bのみで挟み込んだ第2積層体9を作製するようにしても構わない。
【0098】
さらに、上述した実施の形態2では、3段構成について説明したが、一般に複数段構成(例えば、2段構成、5段構成など)とすることも可能である。
【実施例】
【0099】
以下、本発明の実施例について説明する。なお、本発明は実施例に限定されるものではない。
<樹脂含浸基材の作製>
【0100】
攪拌装置、トルクメータ、窒素ガス導入管、温度計および還流冷却器を備えた反応器に、2−ヒドロキシ−6−ナフトエ酸1976g(10.5モル)、4−ヒドロキシアセトアニリド1474g(9.75モル)、イソフタル酸1620g(9.75モル)および無水酢酸2374g(23.25モル)を仕込んだ。反応器内を十分に窒素ガスで置換した後、窒素ガス気流下で15分かけて150℃まで昇温し、その温度(150℃)を保持して3時間還流させた。
【0101】
その後、留出する副生酢酸および未反応の無水酢酸を留去しながら、170分かけて300℃まで昇温し、トルクの上昇が認められる時点を反応終了時点とみなし、内容物を取り出した。この内容物を室温まで冷却し、粉砕機で粉砕した後、比較的低分子量の液晶ポリエステルの粉末を得た。こうして得られた粉末について、(株)島津製作所製のフローテスター「CFT−500型」により流動開始温度を測定したところ、235℃であった。この液晶ポリエステル粉末を窒素雰囲気において223℃3時間で加熱処理することにより、固相重合を行った。固相重合後の液晶ポリエステルの流動開始温度は270℃であった。
【0102】
こうして得られた液晶ポリエステル2200gをN,N−ジメチルアセトアミド(DMAc)7800gに加え、100℃で2時間加熱して液状組成物を得た。この液状組成物の溶液粘度は320cPであった。なお、この溶融粘度は、東機産業(株)製のB型粘度計「TVL−20型」(ローターNo.21、回転速度5rpm)を用いて、測定温度23℃で測定した値である。
【0103】
こうして得られた液状組成物をガラスクロス((株)有沢製作所製のガラスクロス、厚さ45μm、IPC名称1078)に含浸して樹脂含浸基材を作製し、この樹脂含浸基材を熱風式乾燥機により設定温度160℃で乾燥した後、窒素雰囲気下290℃で3時間加熱処理を行うことにより、樹脂含浸基材中の液晶ポリエステルを高分子量化した。その結果、熱処理済みの樹脂含浸基材が得られた。
<実施例1>
【0104】
上述した熱処理済みの樹脂含浸基材を用いて、下からアラミドクッション((株)イチカワテクノファブリクス製のアラミドクッション、厚さ3mm、縦520mm、横520mm)、SUS板(SUS304、厚さ5mm、縦500mm、横500mm)、SUSプレート(SUS304、厚さ1mm、縦500mm、横500mm)、スペーサー銅箔(三井金属鉱業(株)製の「3EC−VLP」、厚さ18μm)、金属箔積層体を構成する銅箔(三井金属鉱業(株)製の「3EC−VLP」、厚さ18μm、縦453mm、横453mm)、金属箔積層体を構成する樹脂含浸基材(液晶ポリエステルをガラスクロスに含浸したプリプレグ、厚さ70μm、縦433mm、横433mm)、金属箔積層体を構成する銅箔(三井金属鉱業(株)製の「3EC−VLP」、厚さ18μm、縦453mm、横453mm)、スペーサー銅箔(三井金属鉱業(株)製の「3EC−VLP」、厚さ18μm)、SUSプレート(SUS304、厚さ1mm、縦500mm、横500mm)、SUS板(SUS304、厚さ5mm、縦500mm、横500mm)、アラミドクッション((株)イチカワテクノファブリクス製のアラミドクッション、厚さ3mm、縦520mm、横520mm)という順に積層した。そして、高温真空プレス機(北川精機(株)製の「KVHC−PRESS」、縦300mm、横300mm)を用いて、これを温度340℃、圧力(樹脂含浸基材に対する面圧)5MPaの条件にて30分間にわたって熱プレスして一体化させることにより、金属箔積層体を製造した。
<実施例2>
【0105】
樹脂含浸基材のサイズを480mm□(縦480mm、横480mm)とするとともに、これに合わせて銅箔のサイズを500mm□(縦500mm、横500mm)としたことを除き、上述した実施例1と同様にして、金属箔積層体を製造した。この金属箔積層体では、SUSプレートに対する銅箔の面積比が0.92となる。
<比較例1>
【0106】
樹脂含浸基材のサイズを250mm□(縦250mm、横250mm)とするとともに、これに合わせて銅箔のサイズを270mm□(縦270mm、横270mm)としたことを除き、上述した実施例1と同様にして、金属箔積層体を製造した。この金属箔積層体では、SUSプレートに対する銅箔の面積比が0.25となる。
<比較例2>
【0107】
樹脂含浸基材のサイズを353mm□(縦353mm、横353mm)とするとともに、これに合わせて銅箔のサイズを373mm□(縦373mm、横373mm)としたことを除き、上述した実施例1と同様にして、金属箔積層体を製造した。この金属箔積層体では、SUSプレートに対する銅箔の面積比が0.5となる。
<金属箔積層体の密着性の評価>
【0108】
これらの実施例1、実施例2および比較例1、比較例2についてそれぞれ、金属箔積層体の密着性を評価すべく、金属箔積層体のピール強度(単位:N/cm)を測定した。すなわち、金属箔積層体を幅10mmの短冊状に切り出して10個の試験片を作成し、それぞれの試験片について、樹脂含浸基材を固定した状態で、樹脂含浸基材に対して90°の方向に銅箔を50mm/分の剥離速度で引き剥がすことにより、金属箔積層体のピール強度(90°ピール強度)を測定した後、10個の試験片の平均値を算出した。その結果をまとめて表1に示す。
【表1】
【0109】
表1から明らかなように、比較例1、2では、それぞれ、SUSプレートに対する銅箔の面積比が0.25、0.5と小さいため、ピール強度が7.3N/cm、9.4N/cmにとどまった。これに対して、実施例1、2では、それぞれ、SUSプレートに対する銅箔の面積比が0.75、0.92と大きいため、ピール強度が10.1N/cm、11.3N/cmと増大した。
【産業上の利用可能性】
【0110】
本発明は、プリント配線板用の材料として使用される金属箔積層体、とりわけ大判の金属箔積層体の製造に適している。
【符号の説明】
【0111】
1……金属箔積層体
2……樹脂含浸基材(絶縁基材)
3、3A、3B……銅箔(金属箔)
3a……マット面
3b……シャイン面
5、5A、5B……スペーサー銅箔
5a……マット面
5b……シャイン面
6、6A、6B……SUS板
7、7A、7B……アラミドクッション
8……第1積層体
9……第2積層体
10、10A、10B……SUSプレート(金属プレート)
11……熱プレス装置
12……チャンバー
13……扉
15……真空ポンプ
16……上熱盤
16a……加圧面
17……下熱盤
17a……加圧面
【特許請求の範囲】
【請求項1】
絶縁基材を一対の金属箔および一対の金属プレートで順に挟み込んで加熱加圧することにより、前記絶縁基材の両側に前記一対の金属箔が貼着された金属箔積層体を製造する金属箔積層体の製造方法であって、
前記各金属プレートに対する前記絶縁基材の面積比が、0.75〜0.95であることを特徴とする金属箔積層体の製造方法。
【請求項2】
前記絶縁基材は、無機繊維または炭素繊維に熱可塑性樹脂が含浸されたプリプレグであることを特徴とする請求項1に記載の金属箔積層体の製造方法。
【請求項3】
熱可塑性樹脂は、流動開始温度が250℃以上の液晶ポリエステルであることを特徴とする請求項2に記載の金属箔積層体の製造方法。
【請求項4】
前記液晶ポリエステルとして、
以下の式(1)、(2)および(3)で示される構造単位を有し、全構造単位の合計含有量に対して、式(1)で示される構造単位の含有量が30〜45モル%、式(2)で示される構造単位の含有量が27.5〜35モル%、式(3)で示される構造単位の含有量が27.5〜35モル%の液晶ポリエステルを用いることを特徴とする請求項3に記載の金属箔積層体の製造方法。
(1)−O−Ar1 −CO−
(2)−CO−Ar2 −CO−
(3)−X−Ar3 −Y−
(式中、Ar1 は、フェニレン基またはナフチレン基を表し、Ar2 は、フェニレン基、ナフチレン基または下記式(4)で表される基を表し、Ar3 は、フェニレン基または下記式(4)で表される基を表し、XおよびYは、それぞれ独立に、OまたはNHを表す。Ar1 、Ar2 またはAr3 で表される前記基にある水素原子は、それぞれ独立に、ハロゲン原子、アルキル基またはアリール基で置換されていてもよい。)
(4)−Ar11−Z−Ar12−
(式中、Ar11およびAr12は、それぞれ独立に、フェニレン基またはナフチレン基を表し、Zは、O、COまたはSO2 を表す。)
【請求項5】
前記式(3)で示される構造単位のXおよびYの少なくとも一方がNHであることを特徴とする請求項4に記載の金属箔積層体の製造方法。
【請求項1】
絶縁基材を一対の金属箔および一対の金属プレートで順に挟み込んで加熱加圧することにより、前記絶縁基材の両側に前記一対の金属箔が貼着された金属箔積層体を製造する金属箔積層体の製造方法であって、
前記各金属プレートに対する前記絶縁基材の面積比が、0.75〜0.95であることを特徴とする金属箔積層体の製造方法。
【請求項2】
前記絶縁基材は、無機繊維または炭素繊維に熱可塑性樹脂が含浸されたプリプレグであることを特徴とする請求項1に記載の金属箔積層体の製造方法。
【請求項3】
熱可塑性樹脂は、流動開始温度が250℃以上の液晶ポリエステルであることを特徴とする請求項2に記載の金属箔積層体の製造方法。
【請求項4】
前記液晶ポリエステルとして、
以下の式(1)、(2)および(3)で示される構造単位を有し、全構造単位の合計含有量に対して、式(1)で示される構造単位の含有量が30〜45モル%、式(2)で示される構造単位の含有量が27.5〜35モル%、式(3)で示される構造単位の含有量が27.5〜35モル%の液晶ポリエステルを用いることを特徴とする請求項3に記載の金属箔積層体の製造方法。
(1)−O−Ar1 −CO−
(2)−CO−Ar2 −CO−
(3)−X−Ar3 −Y−
(式中、Ar1 は、フェニレン基またはナフチレン基を表し、Ar2 は、フェニレン基、ナフチレン基または下記式(4)で表される基を表し、Ar3 は、フェニレン基または下記式(4)で表される基を表し、XおよびYは、それぞれ独立に、OまたはNHを表す。Ar1 、Ar2 またはAr3 で表される前記基にある水素原子は、それぞれ独立に、ハロゲン原子、アルキル基またはアリール基で置換されていてもよい。)
(4)−Ar11−Z−Ar12−
(式中、Ar11およびAr12は、それぞれ独立に、フェニレン基またはナフチレン基を表し、Zは、O、COまたはSO2 を表す。)
【請求項5】
前記式(3)で示される構造単位のXおよびYの少なくとも一方がNHであることを特徴とする請求項4に記載の金属箔積層体の製造方法。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2012−16914(P2012−16914A)
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願番号】特願2010−156363(P2010−156363)
【出願日】平成22年7月9日(2010.7.9)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
【公開日】平成24年1月26日(2012.1.26)
【国際特許分類】
【出願日】平成22年7月9日(2010.7.9)
【出願人】(000002093)住友化学株式会社 (8,981)
【Fターム(参考)】
[ Back to top ]