
金属管の引抜方法及び引抜装置
【課題】引抜時の管の内面に確実に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法を提供する。
【解決手段】金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通すことで引抜加工する金属管の引抜方法において、前記プラグ11のベアリング部17を通過する前の素管2の内面に潤滑油Lを付着させる時に、該素管2の内面における上半分の領域の少なくとも一部に潤滑油Lを付着させると共に該素管2の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする。
【解決手段】金属製素管2を、外面を成形するダイス10と内面を成形するプラグ11との間に通すことで引抜加工する金属管の引抜方法において、前記プラグ11のベアリング部17を通過する前の素管2の内面に潤滑油Lを付着させる時に、該素管2の内面における上半分の領域の少なくとも一部に潤滑油Lを付着させると共に該素管2の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば複写機、レーザービームプリンタ、ファクシミリ等の電子写真装置におけるOPC感光ドラム用基体として好適に用いられる、寸法精度に優れた引抜管を製造できる金属管の引抜方法及び引抜装置に関する。
【0002】
なお、本明細書の記載において、引抜方法及び引抜装置における「後方」とは引抜管に対して素管側の方向を表し、「前方」とは素管に対して引抜管側の方向を表す。
【背景技術】
【0003】
近年、複写機、レーザービームプリンタ、ファクシミリ等の電子写真装置におけるOPC感光ドラム用基体として、大量生産に適した無切削管が多用されるようになっている。無切削管の一つに、アルミニウム押出素管を引抜加工したED管があり、複数の製品管を1回の引抜きで生産できる点で大量生産に向いており、市場拡大に伴う大量消費に応える製法として注目されている。
【0004】
このED管は、まずアルミニウム製のビレットを押出してアルミニウム押出素管を得、該押出素管を所定長さに切断した後、ダイスとプラグによる1パスまたは2パス以上の引抜加工を行って、所定形状(外径、内径、肉厚)に規定されたアルミニウム管を得た後、切断、端部の面取り加工、洗浄を行い、寸法と外観を検査することによって製造されている。
【0005】
かかる感光ドラム用基体用アルミニウム管の引抜加工においては、高度の表面平滑性と寸法精度、とりわけ管のフレ精度を得るための引抜装置が提案されている(特許文献1、2)。また、寸法精度を高めるために2パス以上の連続引抜を行うこともある。
【0006】
特許文献1に記載の引抜用金型は、高度の表面平滑性を達成するために、ダイスのアプローチ角とベアリング長さを規定したものである。また、特許文献2に記載の引き抜き加工機は、引抜中に内面成形用のプラグを支持するロッド棒が撓まないように支持する構造を有している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特公平4−13044号公報
【特許文献2】特開平9−29324号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上述したように多くの工程を経て製作されるED管は、素管を押出す際のビレット成分、押出素管の外径、肉厚、硬度等の多くのバラツキ要素を含んでいるため、寸法精度や表面品質を高めることは容易ではなかった。
【0009】
そもそも、押出管の寸法精度を向上させるために引抜くことは公知であり、多くの製品製造において引抜加工が行われている。この場合、管の焼付きを防止するための潤滑油の供給は、管の内面に対しては傾けた管内に予め潤滑油を流し込んでおき、外面に対しては予め潤滑油を塗布しておく方法、或いは引抜加工中に潤滑油を随時流下させる方法が採用されていた。
【0010】
しかしながら、感光ドラム基体用のED管のように長い素管を高速で2パス以上の連続引抜きをする場合には、管の内面に予め潤滑油を流入させておくことは困難である。このため、プラグに潤滑油を塗布して素管内に挿入し、そのまま引抜かざるを得なかった。かかる引抜方法では、外面は随時潤滑油を供給できるのに対し、内面は引抜途中で潤滑油が不足して焼付きが発生することがあった。即ち、素管の内面に付着された潤滑油は、プラグ近傍位置においては引抜加工熱により油温度が上昇して、粘度が低下するので、その自重により素管の内面の下側領域に滞留しやすく、素管の内面の上側領域は潤滑油が枯渇しやすく、これにより焼付が生じることがあった。焼付きが発生するとキズが発生するだけでなく、加工熱によって寸法精度を低下させる原因となる。潤滑油切れは、素管の長さが長いほど、また引抜速度が速いほど生じやすいため、長い素管を高速で引抜いてED管の生産性を高めるには内面の焼付きを克服することが課題となっている。
【0011】
本発明は、かかる技術的背景に鑑みてなされたものであって、引抜時の管の内面に確実に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法及び引抜装置を提供することを目的とする。
【課題を解決するための手段】
【0012】
前記目的を達成するために、本発明は以下の手段を提供する。
【0013】
[1]金属製素管を、外面を成形するダイスと内面を成形するプラグとの間に通すことで引抜加工する金属管の引抜方法において、
前記プラグのベアリング部を通過する前の素管の内面に潤滑油を付着させる時に、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする金属管の引抜方法。
【0014】
[2]前記プラグを支持する中空のロッドの下半分の領域に吐出口が設けられ、該吐出口にロッドの外周面から突出するノズルが設けられ、該ノズルの先端が略上方に向けて開口し、前記ロッド内に潤滑油を供給して前記ノズルの先端開口部から潤滑油を吐出させることによって、前記素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする前項1に記載の金属管の引抜方法。
【0015】
[3]引抜方向における前記ノズルの先端開口部と前記プラグのベアリング部との距離が20cm以下である前項2に記載の金属管の引抜方法。
【0016】
[4]前記素管の内部に前記プラグ及び中空のロッドを挿入し始める時から、該素管を前記ダイスに挿通してセットするまでの間において、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする前項1〜3のいずれか1項に記載の金属管の引抜方法。
【0017】
[5]前記素管の内部に前記プラグ及び中空のロッドを挿入する挿入作業中において、前記プラグ内に潤滑油を供給して該プラグの先端部に設けた吐出口から潤滑油を吐出させることによって、
前記素管を前記ダイスに挿通してセットするまでの間に、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする前項1〜3のいずれか1項に記載の金属管の引抜方法。
【0018】
[6]金属製素管を、外面を成形するダイスと内面を成形するプラグとの間に通すことで引抜加工する引抜装置において、
前記プラグを支持する中空のロッドの下半分の領域に吐出口が設けられ、該吐出口にロッドの外周面から突出するノズルが設けられ、該ノズルの先端が略上方に向けて開口していることを特徴とする金属管の引抜装置。
【0019】
[7]金属製素管を、外面を成形するダイスと内面を成形するプラグとの間に通すことで引抜加工する引抜装置において、
前記プラグにおけるベアリング部より後方側の外周面の上半分の領域にのみ吐出口が設けられ、該吐出口は、前記プラグを支持する中空のロッドの該中空部と連通していることを特徴とする金属管の引抜装置。
【発明の効果】
【0020】
[1]の発明では、プラグのベアリング部を通過する前の素管の内面に潤滑油を付着させる時に、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うものであり、プラグのベアリング部通過前の素管内面の上半分の領域に付着させた潤滑油の一部は、付着後に素管がプラグのベアリング部に移動するまでにその自重により素管の内面の下側領域に移動して滞留付着する一方、プラグのベアリング部通過前の素管内面の上半分の領域に潤滑油を付着させる(随時供給する)ので、引抜加工時の素管内面の上半分領域における潤滑油の枯渇(潤滑油切れ状態)を防止することができ、引抜の際の焼付を防止することができる。即ち、本引抜方法によれば、焼付のない引抜管を製造することができる。
【0021】
なお、前記「選択的付着」は、プラグのベアリング部通過前の素管の内面に潤滑油を付着させた時の付着量の関係を規定したものであって、例えば潤滑油が上半分の領域に付着した後において経時的にその自重等により他の領域(下半分の領域)に移動する量は考慮しない(付着した後の潤滑剤の移動量は無視する)ものとする。
【0022】
[2]の発明では、プラグを支持する中空のロッドの下半分の領域に吐出口が設けられ、該吐出口にロッドの外周面から突出するノズルが設けられ、該ノズルの先端が略上方に向けて開口し、この先端開口部から潤滑油を吐出させるので、プラグのベアリング部通過前の素管の内面に潤滑油を付着させる時に、該素管の内面における上半分の領域の少なくとも一部に潤滑油を十分に付着させることができて、引抜加工時の素管内面の上半分領域における潤滑油の枯渇(潤滑油切れ)を十分に防止できるので、引抜の際の焼付を十分に防止することができる。
【0023】
[3]の発明では、引抜方向におけるノズルの先端開口部とプラグのベアリング部との距離が20cm以下であるから、潤滑油の塗布位置(素管の内面の上半分領域への)からプラグのベアリング部までの距離が短く、引抜加工時の素管内面の上半分領域における潤滑油の枯渇(潤滑油切れ)を十分に防止できるので、引抜の際の焼付を十分に防止することができる。
【0024】
[4]の発明では、素管の内部にプラグ及び中空のロッドを挿入し始める時から、該素管をダイスに挿通してセットするまでの間において、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うので、素管内にプラグ及びロッドを挿入する際の抵抗を緩和する効果を得ることができ、かつ引抜の際の焼付を防止することができる。
【0025】
[5]の発明では、素管の内部にプラグ及び中空のロッドを挿入する挿入作業中において、プラグ内に潤滑油を供給して該プラグの先端部に設けた吐出口から潤滑油を吐出させることによって、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うので、引抜加工時には引抜の開始位置(先端位置)から素管内面の全周にわたって潤滑油を十分に付着せしめた状態にすることができ、引抜き始め箇所(先端部)の焼付も十分に防止できる。
【0026】
[6]の発明(引抜装置)では、プラグ下半分の領域に吐出口が設けられ、該吐出口にロッドの外周面から突出するノズルが設けられ、該ノズルの先端が略上方に向けて開口しているから、この先端開口部から潤滑油を吐出させることにより、プラグ通過前の素管の内面における上半分の領域の少なくとも一部に潤滑油を十分に付着させることができて、引抜の際の焼付を防止することができる。
【0027】
[7]の発明(引抜装置)では、プラグにおけるベアリング部より後方側の外周面の上半分の領域にのみ吐出口が設けられ、該吐出口は、プラグを支持する中空のロッドの該中空部と連通しているから、この吐出口から潤滑油を吐出させることにより、プラグ通過前の素管の内面における上半分の領域の少なくとも一部に潤滑油を十分に付着させることができて、引抜の際の焼付を防止できる。
【図面の簡単な説明】
【0028】
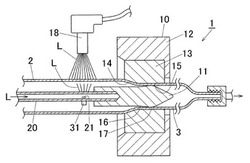
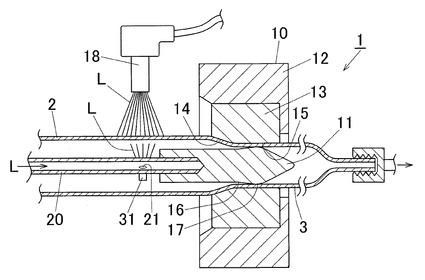
【図1】本発明の引抜方法を実施するための引抜装置の一実施形態を示す縦断面図である。
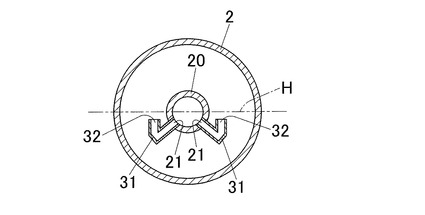
【図2】図1の装置におけるロッド及び素管の断面図である。
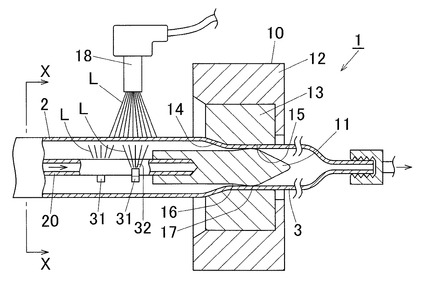
【図3】本発明の引抜方法を実施するための引抜装置の他の実施形態を示す縦断面図である。
【図4】図3におけるX−X線の断面図である。
【図5】更に他の実施形態に係る引抜装置におけるロッド及び素管の断面図である。
【図6】引抜装置のさらに他の実施形態を示す断面図である。
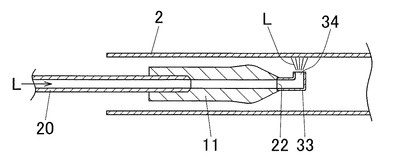
【図7】素管の内部にプラグ及びロッドを挿入する挿入作業中においてロッドの吐出口から潤滑油を吐出させている状態を示す断面図である。
【図8】素管の内部にプラグ及びロッドを挿入する挿入作業中においてプラグの先端開口部から潤滑油を吐出させている状態を示す断面図である。
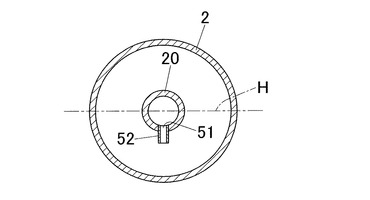
【図9】比較例1で使用した引抜装置におけるロッド及び素管の断面図である。
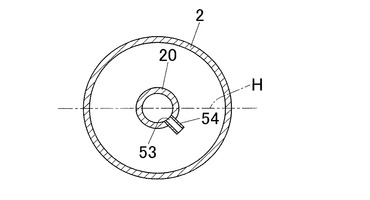
【図10】比較例2で使用した引抜装置におけるロッド及び素管の断面図である。
【発明を実施するための形態】
【0029】
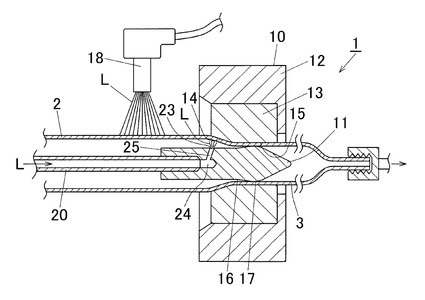
図1は、本発明の金属管の引抜方法を実施するための引抜装置1の一例を示す縦断面図である。この引抜装置1は、引抜用工具と、金属製素管2の外面及び内面に潤滑油を供給する潤滑油供給部とを備えている。本発明の引抜方法及び引抜装置1は、金属製素管2を水平方向に引抜いて引抜加工するものである。
【0030】
前記引抜用工具は、引抜ダイス10とプラグ11とから構成されている。前記ダイス10は、ダイスケース12内に嵌合されたダイス本体13を備え、前記ダイス本体13は、中央のダイス孔の内周面にアプローチ部14とこれの前方側に続くベアリング部15とを有している。
【0031】
前記プラグ11は、中空管からなるロッド20の先端に取り付けられて支持されている。前記プラグ11は、外周面にアプローチ部16とこれの前方側に続くベアリング部17とを有している。
【0032】
金属製素管2をダイス10とプラグ11との間に通して水平方向に引き抜くことにより、管の外面がダイス本体13のベアリング部15によって成形されるとともに、管の内面がプラグ11のベアリング部17によって成形され、引抜管3が製作される。
【0033】
外面用潤滑油供給部として、ダイス10の後方の上部位置に供給管18が先端を下方に向けて配置されている。図示しないタンクから供給される潤滑油Lは、供給管18の先端から素管2に向かって吐出され、素管2の外面の上部に付着した潤滑油Lは外面を伝って素管2の外面の全周に供給され、過剰な潤滑油Lは流れ落ちる。そして、素管2の外面に潤滑油Lが付着した状態で、素管2がダイス10とプラグ11との間に通されることによって引抜加工が行われる。
【0034】
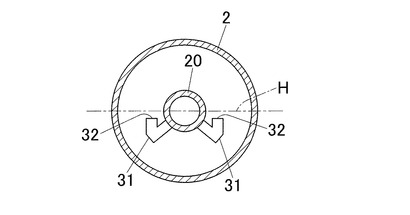
内面用潤滑油供給部として、プラグ11を支持する中空のロッド20の下半分の領域に一対の吐出口21が設けられ(図2参照)、各吐出口21にロッド20の外周面から突出するノズル31がそれぞれ接続され、該ノズル31の先端が略上方に向けて開口して先端開口部32が形成されている。前記吐出口21に接続されたノズル31は、前記ロッド20の外周面から斜め下方に向けて延ばされたのち折曲されて(湾曲されていてもよい)略上方に向けてさらに延ばされてその先端に略上方に向けて開口した先端開口部32が設けられている(図2参照)。前記ロッド20の中空部(中空内部空間)は、潤滑油Lの供給路として利用される(図1参照)。本実施形態では、図2に示すように、ロッド20の下半分の領域における左斜め下方に一方の吐出口21が設けられ、ロッド20の下半分の領域における右斜め下方に他方の吐出口21が設けられ、各吐出口21にそれぞれ前記ノズル31が接続固定されている。図示しないタンクからロッド20の中空部にその後方から供給される潤滑油Lは、吐出口21を介してノズル31の先端開口部32から吐出され、素管2の内面の上半分の領域の少なくとも一部に付着し、その後、素管2の内面を伝って周方向に拡がる。
【0035】
このようにして素管2の外面と内面に潤滑油Lを供給して素管2を水平方向に引抜くことによって、引抜管3が製作される。
【0036】
しかして、プラグ11のベアリング部17を通過する前の素管2の内面に潤滑油Lを付着させる時に、ノズル31の先端開口部32から上方に向けて潤滑油Lを吐出させることによって、素管2の内面における上半分の領域(図2で素管の内面における一点鎖線Hより上側の領域)の少なくとも一部に潤滑油Lを付着させると共に素管2の内面における下半分の領域(図2で素管の内面における一点鎖線Hより下側の領域)には潤滑油を付着させない選択的付着を行う。
【0037】
プラグ11のベアリング部17を通過する前の素管2の内面に対し上記選択的付着を行うことにより、素管2内面の上半分の領域に付着させた潤滑油Lの一部は、付着後にはその自重により素管2の内面の下側領域に移動して滞留付着する一方、プラグ11のベアリング部通過前の素管2内面の上半分の領域には継続して潤滑油Lを付着させる(随時供給する)ので、引抜加工時の素管内面の上半分領域における潤滑油の枯渇(潤滑油切れ状態)を防止できて、即ち素管2の内面の全周にわたって潤滑油Lを付着せしめた状態で引抜加工を行う(ダイス10のベアリング部15とプラグ11のベアリング部17との間に通して引抜加工する)ことができて、引抜の際の焼付を防止することができる。
【0038】
前記引抜装置1において複数本の素管2を順次引き抜く場合、引抜加工と素管内面への潤滑油供給は下記(i)〜(vi)を繰り返して行う。
(i)ロッド20内に潤滑油Lを供給してノズル31の先端開口部32から吐出することにより、素管2の内面に潤滑油Lを供給しながら引抜きを行う
(ii)素管2の引抜きが完了した後、潤滑油Lの供給を停止する
(iii)引抜管3を引抜装置1から取り出して、次の素管を引抜装置1にセットする
(iv)潤滑油Lの供給を再開する
(v)潤滑油Lの吐出量が安定するまで供給する
(vi)(i)に戻る。
【0039】
本実施形態では、図2に示すように、前記ノズル31の先端開口部32が、素管2の中心を通る水平線Hより低い位置にあるから、素管2内面の上半分領域への吐出距離及び拡散域を増大させることができ、これにより素管2内面の上半分領域においてより広範囲にわたって潤滑油を付着させることができるので、引抜の際の焼付をより効果的に防止することができる。
【0040】
勿論、図5に示すように、前記ノズル31の先端開口部32が、素管2の中心を通る水平線Hより高い位置にある構成を採用して引抜加工を行ってもよい。ただ、引抜の際の焼付をより十分に防止できる点で、ノズル31の先端開口部32が素管2の中心を通る水平線Hより低い位置にある構成を採用して引抜加工を行うのが好ましい。
【0041】
また、上記実施形態では、一対の吐出口のうち一方の吐出口21と他方の吐出口21は、引抜方向において同位置に設けられているが(図1、2参照)、特にこのような構成に限定されるものではなく、例えば図3、4に示すように、一方の吐出口21と他方の吐出口21は、引抜方向において異なる位置に設けられていてもよい。即ち、図3、4に示す引抜装置1では、ロッド20の下半分の領域における左斜め下方に設けられた一方の吐出口に接続されたノズル31の先端開口部32の引抜方向における位置と、ロッド20の下半分の領域における右斜め下方に設けられた他方の吐出口に接続されたノズル31の先端開口部32の引抜方向における位置とが異なっている。
【0042】
また、上述した選択的付着を行うに際し、即ちプラグ11のベアリング部17を通過する前の素管2の内面に対し上記選択的付着を行うに際し、図6に示す構成の引抜装置1を用いてもよい。
【0043】
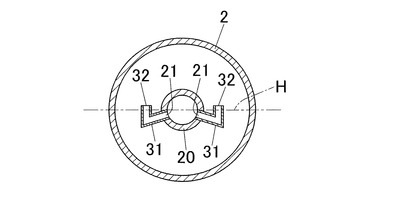
図6に示す構成の引抜装置1では、ロッド20の中空部に連通する第1流路24がプラグ11の内部にその軸線方向に沿って形成され、プラグ11におけるベアリング部17より後方側の外周面の頂点に吐出口23が設けられ、該吐出口23が、略上下方向に延びる第2流路25を介して前記第1流路24と連通している。なお、この引抜装置1では、ロッド20に吐出口は形成されていない。しかして、プラグ11のベアリング部17を通過する前の素管2の内面に潤滑油Lを付着させる時に、プラグ11の頂点の吐出口23から上方に向けて潤滑油Lを吐出させることによって、選択的付着(素管2の内面における上半分の領域の少なくとも一部に潤滑油Lを付着させると共に該素管2の内面における下半分の領域には潤滑油を付着させない選択的付着)を実施する。これにより、前記実施形態と同様に、引抜加工時の素管内面の上半分領域における潤滑油の枯渇(潤滑油切れ状態)を防止できて、即ち素管2の内面の全周にわたって潤滑油Lを付着せしめた状態で引抜加工を行う(ダイス10のベアリング部15とプラグ11のベアリング部17との間に通して引抜加工する)ことができて、引抜の際の焼付を防止することができる。
【0044】
上記引抜装置1(図1〜5)において、引抜方向におけるノズル31の先端開口部32とプラグ11のベアリング部17との距離は20cm以下に設定されているのが好ましい。また、図6の引抜装置1において、引抜方向におけるプラグ11の吐出口23とプラグ11のベアリング部17との距離は20cm以下に設定されているのが好ましい。このような範囲に設定されていることで、潤滑油Lの塗布位置(素管の内面の上半分領域への)からプラグ11のベアリング部17までの距離が短いので、引抜加工時の素管内面の上半分領域における潤滑油の枯渇(潤滑油切れ)を十分に防止できて、引抜の際の焼付を十分に防止できる。
【0045】
なお、プラグ11のベアリング部17を通過する前の素管2の内面に対し上記選択的付着を行うに際し、該選択的付着の時期は、上記実施形態(図1〜6)のように素管2をダイス10に挿通セットした後であってもよいし、或いは素管2をダイス10に挿通セットする前であってもよい。
【0046】
素管2をダイス10に挿通セットする前に上記選択的付着を行うものとして次のような例を挙げることができる。まず、図7に示す例では、素管2の内部にプラグ11及び中空のロッド20を挿入する挿入作業中において、ロッド20の頂部に設けられた吐出口21から潤滑油Lを吐出させることによって、素管2をダイス10に挿通セットする前の段階において既に、前記選択的付着(素管2の内面における上半分の領域の少なくとも一部に潤滑油Lを付着させると共に該素管2の内面における下半分の領域には潤滑油を付着させない選択的付着)を実施するものである。
【0047】
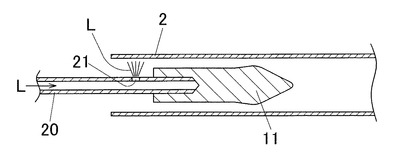
また、図8では、プラグ11の先端部に、ロッド20の中空部と連通する吐出口22が形成され、該吐出口22にプラグの先端から前方に突出するノズル33が設けられ、該ノズル33の先端が略上方に向けて開口し先端開口部34が形成されている。この図8に示す例では、素管2の内部にプラグ11及び中空のロッド20を挿入する挿入作業中において、ロッド20の中空部を介してプラグ11内に潤滑油Lを供給して該プラグ11の先端部に取り付けたノズル33の先端開口部34から略上方に向けて潤滑油Lを吐出させることによって、素管2をダイス10に挿通セットする前の段階において既に、前記選択的付着(素管2の内面における上半分の領域の少なくとも一部に潤滑油Lを付着させると共に該素管2の内面における下半分の領域には潤滑油を付着させない選択的付着)を実施するものである。
【0048】
本発明では、引抜対象の素管2の長さを限定するものではないが、短い素管に対しては従来のように引抜前に潤滑油をプラグに塗布しておくことでも内面の潤滑性を確保できるので、長い素管を引抜く場合に顕著な効果を奏するものであり、長い素管の引抜きに適している。具体的には、2m以上、特に2.5m以上の素管に対して顕著な効果が得られるものである。
【0049】
本発明において、引抜対象の金属製素管2の素材(金属種)は、特に限定されず、例えば、アルミニウム、鉄、銅、或いはこれらの合金等が挙げられる。本発明は、長い素管を引抜く場合に顕著な効果が得られることから、感光ドラム基体用アルミニウム管の製造に適している。
【実施例】
【0050】
次に、本発明の具体的実施例について説明するが、本発明はこれら実施例のものに特に限定されるものではない。
【0051】
<実施例1>
図1、2に示す構成を備えた引抜装置1を用いて金属製素管2の引抜加工を行った。アルミニウム合金(Mn:1.12質量%、Si:0.11質量%、Fe:0.39質量%、Cu:0.16質量%、Zn:0.01質量%、Mg:0.02質量%を含み、残部アルミニウムおよび不可避不純物)からなるビレットを、押出温度520℃、押出速度5m/分の条件で押出し、外径32mm、肉厚1.5mmの円筒管を得、これを2.2mに切断したものを前記金属製素管2として用いた。
【0052】
前記引抜装置1において、ダイス10のアプローチ部14のアプローチ角は15°であり、ダイス10のベアリング部15のベアリング長さは15mmであり、プラグ11のアプローチ部16のアプローチ角は7°であり、プラグ11のベアリング部17のベアリング長さは2mmである。
【0053】
引抜装置1の供給管18の先端から潤滑油Lを素管2の外面に向かって吐出させると、素管2の外面の上部に付着した潤滑油Lは外面を伝って素管2の外面の全周に供給され、過剰な潤滑油Lは流れ落ちる。
【0054】
また、素管2の内面に潤滑油Lを付着させる時には潤滑油Lの選択的付着を行った。即ち、プラグ11のベアリング部17を通過する前の素管2の内面に潤滑油Lを付着させる時に、ノズル31の先端開口部32から上方に向けて潤滑油Lを吐出させることによって、素管2の内面における上半分の領域の少なくとも一部に潤滑油Lを付着させると共に素管2の内面における下半分の領域には潤滑油を付着させない選択的付着を行った。素管2内面の上半分の領域に付着させた潤滑油Lの一部は、付着後にはその自重により素管2の内面の下側領域に移動して滞留付着するが、プラグ11のベアリング部通過前の素管2内面の上半分の領域には継続して潤滑油を付着させる(随時供給する)ようにして、引抜加工を行った。
【0055】
上記のような態様で素管2の外面及び内面に潤滑油Lを供給しながら、引抜速度30m/分、外径減少率16%、断面積減少率32%で引抜加工を行って、引抜管3を得た。なお、外面用及び内面用潤滑油Lとして、共栄油化株式会社製「ストロールES150」(粘度:1.4×10-4m2/s)を用いた。
【0056】
得られた引抜管3を、引抜装置1から搬送コンベアに移載して室温まで放冷し、長さ260mmに切断した。
【0057】
<実施例2>
引抜装置として、図1、2に示す引抜装置において一対の(2個の)ノズルのうち一方のノズル31のみが設けられた構成(図2で左側の吐出口21と左側のノズル31のみが設けられていて右側の吐出口と右側のノズルが設けられていない構成)の引抜装置を用いた以外は、実施例1と同様にして長さ260mmの引抜管3を得た。
【0058】
<実施例3>
引抜装置として、図3、4に示す構成を備えた引抜装置1(ノズル31は2個設けられているが、互いに引抜方向の位置が相違している構成)を用いた以外は、実施例1と同様にして長さ260mmの引抜管3を得た。
【0059】
<比較例1>
引抜装置として、図9に示すようにロッド20の底部に吐出口51と該吐出口51に接続されたノズル52が設けられた構成を備えた引抜装置を用いた以外は、実施例1と同様にして長さ260mmの引抜管3を得た。
【0060】
<比較例2>
引抜装置として、図10に示すようにロッド20の斜め下方位置に吐出口53と該吐出口53に接続されたノズル54が設けられた構成を備えた引抜装置を用いた以外は、実施例1と同様にして長さ260mmの引抜管3を得た。
【0061】
【表1】

【0062】
上記のようにして得られた引抜管3における焼付発生の有無、状態を調べ、下記判定基準に基づいて焼付防止性を評価した。これらの評価結果を表1に示す。
(判定基準)
「○」…焼付が全く発生しなかった
「×」…引抜管の内面の上半分の領域に焼付が発生した
「××」…引抜管の内面の上半分の領域に焼付が発生している上に内面の下半分の領域の上部側の一部にも焼付が発生した。
【0063】
表から明らかなように、本発明の引抜方法によれば、焼付が発生していない引抜管を製造することができる。
【産業上の利用可能性】
【0064】
本発明に係る金属管の引抜方法は、複数本の金属製素管の連続引抜加工において素管の内面に確実に潤滑油を付着させることができるので、感光ドラム基体用アルミニウム管の量産に適している。
【符号の説明】
【0065】
1…引抜装置
2…金属製素管
3…引抜管
10…ダイス
11…プラグ
20…ロッド
21…吐出口(ロッドの吐出口)
23…吐出口(プラグの吐出口)
31…ノズル
32…先端開口部
H…素管の中心を通る水平面
L…潤滑油
【技術分野】
【0001】
本発明は、例えば複写機、レーザービームプリンタ、ファクシミリ等の電子写真装置におけるOPC感光ドラム用基体として好適に用いられる、寸法精度に優れた引抜管を製造できる金属管の引抜方法及び引抜装置に関する。
【0002】
なお、本明細書の記載において、引抜方法及び引抜装置における「後方」とは引抜管に対して素管側の方向を表し、「前方」とは素管に対して引抜管側の方向を表す。
【背景技術】
【0003】
近年、複写機、レーザービームプリンタ、ファクシミリ等の電子写真装置におけるOPC感光ドラム用基体として、大量生産に適した無切削管が多用されるようになっている。無切削管の一つに、アルミニウム押出素管を引抜加工したED管があり、複数の製品管を1回の引抜きで生産できる点で大量生産に向いており、市場拡大に伴う大量消費に応える製法として注目されている。
【0004】
このED管は、まずアルミニウム製のビレットを押出してアルミニウム押出素管を得、該押出素管を所定長さに切断した後、ダイスとプラグによる1パスまたは2パス以上の引抜加工を行って、所定形状(外径、内径、肉厚)に規定されたアルミニウム管を得た後、切断、端部の面取り加工、洗浄を行い、寸法と外観を検査することによって製造されている。
【0005】
かかる感光ドラム用基体用アルミニウム管の引抜加工においては、高度の表面平滑性と寸法精度、とりわけ管のフレ精度を得るための引抜装置が提案されている(特許文献1、2)。また、寸法精度を高めるために2パス以上の連続引抜を行うこともある。
【0006】
特許文献1に記載の引抜用金型は、高度の表面平滑性を達成するために、ダイスのアプローチ角とベアリング長さを規定したものである。また、特許文献2に記載の引き抜き加工機は、引抜中に内面成形用のプラグを支持するロッド棒が撓まないように支持する構造を有している。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特公平4−13044号公報
【特許文献2】特開平9−29324号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
しかしながら、上述したように多くの工程を経て製作されるED管は、素管を押出す際のビレット成分、押出素管の外径、肉厚、硬度等の多くのバラツキ要素を含んでいるため、寸法精度や表面品質を高めることは容易ではなかった。
【0009】
そもそも、押出管の寸法精度を向上させるために引抜くことは公知であり、多くの製品製造において引抜加工が行われている。この場合、管の焼付きを防止するための潤滑油の供給は、管の内面に対しては傾けた管内に予め潤滑油を流し込んでおき、外面に対しては予め潤滑油を塗布しておく方法、或いは引抜加工中に潤滑油を随時流下させる方法が採用されていた。
【0010】
しかしながら、感光ドラム基体用のED管のように長い素管を高速で2パス以上の連続引抜きをする場合には、管の内面に予め潤滑油を流入させておくことは困難である。このため、プラグに潤滑油を塗布して素管内に挿入し、そのまま引抜かざるを得なかった。かかる引抜方法では、外面は随時潤滑油を供給できるのに対し、内面は引抜途中で潤滑油が不足して焼付きが発生することがあった。即ち、素管の内面に付着された潤滑油は、プラグ近傍位置においては引抜加工熱により油温度が上昇して、粘度が低下するので、その自重により素管の内面の下側領域に滞留しやすく、素管の内面の上側領域は潤滑油が枯渇しやすく、これにより焼付が生じることがあった。焼付きが発生するとキズが発生するだけでなく、加工熱によって寸法精度を低下させる原因となる。潤滑油切れは、素管の長さが長いほど、また引抜速度が速いほど生じやすいため、長い素管を高速で引抜いてED管の生産性を高めるには内面の焼付きを克服することが課題となっている。
【0011】
本発明は、かかる技術的背景に鑑みてなされたものであって、引抜時の管の内面に確実に潤滑油を付着できて焼付を防止することのできる金属管の引抜方法及び引抜装置を提供することを目的とする。
【課題を解決するための手段】
【0012】
前記目的を達成するために、本発明は以下の手段を提供する。
【0013】
[1]金属製素管を、外面を成形するダイスと内面を成形するプラグとの間に通すことで引抜加工する金属管の引抜方法において、
前記プラグのベアリング部を通過する前の素管の内面に潤滑油を付着させる時に、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする金属管の引抜方法。
【0014】
[2]前記プラグを支持する中空のロッドの下半分の領域に吐出口が設けられ、該吐出口にロッドの外周面から突出するノズルが設けられ、該ノズルの先端が略上方に向けて開口し、前記ロッド内に潤滑油を供給して前記ノズルの先端開口部から潤滑油を吐出させることによって、前記素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする前項1に記載の金属管の引抜方法。
【0015】
[3]引抜方向における前記ノズルの先端開口部と前記プラグのベアリング部との距離が20cm以下である前項2に記載の金属管の引抜方法。
【0016】
[4]前記素管の内部に前記プラグ及び中空のロッドを挿入し始める時から、該素管を前記ダイスに挿通してセットするまでの間において、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする前項1〜3のいずれか1項に記載の金属管の引抜方法。
【0017】
[5]前記素管の内部に前記プラグ及び中空のロッドを挿入する挿入作業中において、前記プラグ内に潤滑油を供給して該プラグの先端部に設けた吐出口から潤滑油を吐出させることによって、
前記素管を前記ダイスに挿通してセットするまでの間に、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする前項1〜3のいずれか1項に記載の金属管の引抜方法。
【0018】
[6]金属製素管を、外面を成形するダイスと内面を成形するプラグとの間に通すことで引抜加工する引抜装置において、
前記プラグを支持する中空のロッドの下半分の領域に吐出口が設けられ、該吐出口にロッドの外周面から突出するノズルが設けられ、該ノズルの先端が略上方に向けて開口していることを特徴とする金属管の引抜装置。
【0019】
[7]金属製素管を、外面を成形するダイスと内面を成形するプラグとの間に通すことで引抜加工する引抜装置において、
前記プラグにおけるベアリング部より後方側の外周面の上半分の領域にのみ吐出口が設けられ、該吐出口は、前記プラグを支持する中空のロッドの該中空部と連通していることを特徴とする金属管の引抜装置。
【発明の効果】
【0020】
[1]の発明では、プラグのベアリング部を通過する前の素管の内面に潤滑油を付着させる時に、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うものであり、プラグのベアリング部通過前の素管内面の上半分の領域に付着させた潤滑油の一部は、付着後に素管がプラグのベアリング部に移動するまでにその自重により素管の内面の下側領域に移動して滞留付着する一方、プラグのベアリング部通過前の素管内面の上半分の領域に潤滑油を付着させる(随時供給する)ので、引抜加工時の素管内面の上半分領域における潤滑油の枯渇(潤滑油切れ状態)を防止することができ、引抜の際の焼付を防止することができる。即ち、本引抜方法によれば、焼付のない引抜管を製造することができる。
【0021】
なお、前記「選択的付着」は、プラグのベアリング部通過前の素管の内面に潤滑油を付着させた時の付着量の関係を規定したものであって、例えば潤滑油が上半分の領域に付着した後において経時的にその自重等により他の領域(下半分の領域)に移動する量は考慮しない(付着した後の潤滑剤の移動量は無視する)ものとする。
【0022】
[2]の発明では、プラグを支持する中空のロッドの下半分の領域に吐出口が設けられ、該吐出口にロッドの外周面から突出するノズルが設けられ、該ノズルの先端が略上方に向けて開口し、この先端開口部から潤滑油を吐出させるので、プラグのベアリング部通過前の素管の内面に潤滑油を付着させる時に、該素管の内面における上半分の領域の少なくとも一部に潤滑油を十分に付着させることができて、引抜加工時の素管内面の上半分領域における潤滑油の枯渇(潤滑油切れ)を十分に防止できるので、引抜の際の焼付を十分に防止することができる。
【0023】
[3]の発明では、引抜方向におけるノズルの先端開口部とプラグのベアリング部との距離が20cm以下であるから、潤滑油の塗布位置(素管の内面の上半分領域への)からプラグのベアリング部までの距離が短く、引抜加工時の素管内面の上半分領域における潤滑油の枯渇(潤滑油切れ)を十分に防止できるので、引抜の際の焼付を十分に防止することができる。
【0024】
[4]の発明では、素管の内部にプラグ及び中空のロッドを挿入し始める時から、該素管をダイスに挿通してセットするまでの間において、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うので、素管内にプラグ及びロッドを挿入する際の抵抗を緩和する効果を得ることができ、かつ引抜の際の焼付を防止することができる。
【0025】
[5]の発明では、素管の内部にプラグ及び中空のロッドを挿入する挿入作業中において、プラグ内に潤滑油を供給して該プラグの先端部に設けた吐出口から潤滑油を吐出させることによって、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うので、引抜加工時には引抜の開始位置(先端位置)から素管内面の全周にわたって潤滑油を十分に付着せしめた状態にすることができ、引抜き始め箇所(先端部)の焼付も十分に防止できる。
【0026】
[6]の発明(引抜装置)では、プラグ下半分の領域に吐出口が設けられ、該吐出口にロッドの外周面から突出するノズルが設けられ、該ノズルの先端が略上方に向けて開口しているから、この先端開口部から潤滑油を吐出させることにより、プラグ通過前の素管の内面における上半分の領域の少なくとも一部に潤滑油を十分に付着させることができて、引抜の際の焼付を防止することができる。
【0027】
[7]の発明(引抜装置)では、プラグにおけるベアリング部より後方側の外周面の上半分の領域にのみ吐出口が設けられ、該吐出口は、プラグを支持する中空のロッドの該中空部と連通しているから、この吐出口から潤滑油を吐出させることにより、プラグ通過前の素管の内面における上半分の領域の少なくとも一部に潤滑油を十分に付着させることができて、引抜の際の焼付を防止できる。
【図面の簡単な説明】
【0028】
【図1】本発明の引抜方法を実施するための引抜装置の一実施形態を示す縦断面図である。
【図2】図1の装置におけるロッド及び素管の断面図である。
【図3】本発明の引抜方法を実施するための引抜装置の他の実施形態を示す縦断面図である。
【図4】図3におけるX−X線の断面図である。
【図5】更に他の実施形態に係る引抜装置におけるロッド及び素管の断面図である。
【図6】引抜装置のさらに他の実施形態を示す断面図である。
【図7】素管の内部にプラグ及びロッドを挿入する挿入作業中においてロッドの吐出口から潤滑油を吐出させている状態を示す断面図である。
【図8】素管の内部にプラグ及びロッドを挿入する挿入作業中においてプラグの先端開口部から潤滑油を吐出させている状態を示す断面図である。
【図9】比較例1で使用した引抜装置におけるロッド及び素管の断面図である。
【図10】比較例2で使用した引抜装置におけるロッド及び素管の断面図である。
【発明を実施するための形態】
【0029】
図1は、本発明の金属管の引抜方法を実施するための引抜装置1の一例を示す縦断面図である。この引抜装置1は、引抜用工具と、金属製素管2の外面及び内面に潤滑油を供給する潤滑油供給部とを備えている。本発明の引抜方法及び引抜装置1は、金属製素管2を水平方向に引抜いて引抜加工するものである。
【0030】
前記引抜用工具は、引抜ダイス10とプラグ11とから構成されている。前記ダイス10は、ダイスケース12内に嵌合されたダイス本体13を備え、前記ダイス本体13は、中央のダイス孔の内周面にアプローチ部14とこれの前方側に続くベアリング部15とを有している。
【0031】
前記プラグ11は、中空管からなるロッド20の先端に取り付けられて支持されている。前記プラグ11は、外周面にアプローチ部16とこれの前方側に続くベアリング部17とを有している。
【0032】
金属製素管2をダイス10とプラグ11との間に通して水平方向に引き抜くことにより、管の外面がダイス本体13のベアリング部15によって成形されるとともに、管の内面がプラグ11のベアリング部17によって成形され、引抜管3が製作される。
【0033】
外面用潤滑油供給部として、ダイス10の後方の上部位置に供給管18が先端を下方に向けて配置されている。図示しないタンクから供給される潤滑油Lは、供給管18の先端から素管2に向かって吐出され、素管2の外面の上部に付着した潤滑油Lは外面を伝って素管2の外面の全周に供給され、過剰な潤滑油Lは流れ落ちる。そして、素管2の外面に潤滑油Lが付着した状態で、素管2がダイス10とプラグ11との間に通されることによって引抜加工が行われる。
【0034】
内面用潤滑油供給部として、プラグ11を支持する中空のロッド20の下半分の領域に一対の吐出口21が設けられ(図2参照)、各吐出口21にロッド20の外周面から突出するノズル31がそれぞれ接続され、該ノズル31の先端が略上方に向けて開口して先端開口部32が形成されている。前記吐出口21に接続されたノズル31は、前記ロッド20の外周面から斜め下方に向けて延ばされたのち折曲されて(湾曲されていてもよい)略上方に向けてさらに延ばされてその先端に略上方に向けて開口した先端開口部32が設けられている(図2参照)。前記ロッド20の中空部(中空内部空間)は、潤滑油Lの供給路として利用される(図1参照)。本実施形態では、図2に示すように、ロッド20の下半分の領域における左斜め下方に一方の吐出口21が設けられ、ロッド20の下半分の領域における右斜め下方に他方の吐出口21が設けられ、各吐出口21にそれぞれ前記ノズル31が接続固定されている。図示しないタンクからロッド20の中空部にその後方から供給される潤滑油Lは、吐出口21を介してノズル31の先端開口部32から吐出され、素管2の内面の上半分の領域の少なくとも一部に付着し、その後、素管2の内面を伝って周方向に拡がる。
【0035】
このようにして素管2の外面と内面に潤滑油Lを供給して素管2を水平方向に引抜くことによって、引抜管3が製作される。
【0036】
しかして、プラグ11のベアリング部17を通過する前の素管2の内面に潤滑油Lを付着させる時に、ノズル31の先端開口部32から上方に向けて潤滑油Lを吐出させることによって、素管2の内面における上半分の領域(図2で素管の内面における一点鎖線Hより上側の領域)の少なくとも一部に潤滑油Lを付着させると共に素管2の内面における下半分の領域(図2で素管の内面における一点鎖線Hより下側の領域)には潤滑油を付着させない選択的付着を行う。
【0037】
プラグ11のベアリング部17を通過する前の素管2の内面に対し上記選択的付着を行うことにより、素管2内面の上半分の領域に付着させた潤滑油Lの一部は、付着後にはその自重により素管2の内面の下側領域に移動して滞留付着する一方、プラグ11のベアリング部通過前の素管2内面の上半分の領域には継続して潤滑油Lを付着させる(随時供給する)ので、引抜加工時の素管内面の上半分領域における潤滑油の枯渇(潤滑油切れ状態)を防止できて、即ち素管2の内面の全周にわたって潤滑油Lを付着せしめた状態で引抜加工を行う(ダイス10のベアリング部15とプラグ11のベアリング部17との間に通して引抜加工する)ことができて、引抜の際の焼付を防止することができる。
【0038】
前記引抜装置1において複数本の素管2を順次引き抜く場合、引抜加工と素管内面への潤滑油供給は下記(i)〜(vi)を繰り返して行う。
(i)ロッド20内に潤滑油Lを供給してノズル31の先端開口部32から吐出することにより、素管2の内面に潤滑油Lを供給しながら引抜きを行う
(ii)素管2の引抜きが完了した後、潤滑油Lの供給を停止する
(iii)引抜管3を引抜装置1から取り出して、次の素管を引抜装置1にセットする
(iv)潤滑油Lの供給を再開する
(v)潤滑油Lの吐出量が安定するまで供給する
(vi)(i)に戻る。
【0039】
本実施形態では、図2に示すように、前記ノズル31の先端開口部32が、素管2の中心を通る水平線Hより低い位置にあるから、素管2内面の上半分領域への吐出距離及び拡散域を増大させることができ、これにより素管2内面の上半分領域においてより広範囲にわたって潤滑油を付着させることができるので、引抜の際の焼付をより効果的に防止することができる。
【0040】
勿論、図5に示すように、前記ノズル31の先端開口部32が、素管2の中心を通る水平線Hより高い位置にある構成を採用して引抜加工を行ってもよい。ただ、引抜の際の焼付をより十分に防止できる点で、ノズル31の先端開口部32が素管2の中心を通る水平線Hより低い位置にある構成を採用して引抜加工を行うのが好ましい。
【0041】
また、上記実施形態では、一対の吐出口のうち一方の吐出口21と他方の吐出口21は、引抜方向において同位置に設けられているが(図1、2参照)、特にこのような構成に限定されるものではなく、例えば図3、4に示すように、一方の吐出口21と他方の吐出口21は、引抜方向において異なる位置に設けられていてもよい。即ち、図3、4に示す引抜装置1では、ロッド20の下半分の領域における左斜め下方に設けられた一方の吐出口に接続されたノズル31の先端開口部32の引抜方向における位置と、ロッド20の下半分の領域における右斜め下方に設けられた他方の吐出口に接続されたノズル31の先端開口部32の引抜方向における位置とが異なっている。
【0042】
また、上述した選択的付着を行うに際し、即ちプラグ11のベアリング部17を通過する前の素管2の内面に対し上記選択的付着を行うに際し、図6に示す構成の引抜装置1を用いてもよい。
【0043】
図6に示す構成の引抜装置1では、ロッド20の中空部に連通する第1流路24がプラグ11の内部にその軸線方向に沿って形成され、プラグ11におけるベアリング部17より後方側の外周面の頂点に吐出口23が設けられ、該吐出口23が、略上下方向に延びる第2流路25を介して前記第1流路24と連通している。なお、この引抜装置1では、ロッド20に吐出口は形成されていない。しかして、プラグ11のベアリング部17を通過する前の素管2の内面に潤滑油Lを付着させる時に、プラグ11の頂点の吐出口23から上方に向けて潤滑油Lを吐出させることによって、選択的付着(素管2の内面における上半分の領域の少なくとも一部に潤滑油Lを付着させると共に該素管2の内面における下半分の領域には潤滑油を付着させない選択的付着)を実施する。これにより、前記実施形態と同様に、引抜加工時の素管内面の上半分領域における潤滑油の枯渇(潤滑油切れ状態)を防止できて、即ち素管2の内面の全周にわたって潤滑油Lを付着せしめた状態で引抜加工を行う(ダイス10のベアリング部15とプラグ11のベアリング部17との間に通して引抜加工する)ことができて、引抜の際の焼付を防止することができる。
【0044】
上記引抜装置1(図1〜5)において、引抜方向におけるノズル31の先端開口部32とプラグ11のベアリング部17との距離は20cm以下に設定されているのが好ましい。また、図6の引抜装置1において、引抜方向におけるプラグ11の吐出口23とプラグ11のベアリング部17との距離は20cm以下に設定されているのが好ましい。このような範囲に設定されていることで、潤滑油Lの塗布位置(素管の内面の上半分領域への)からプラグ11のベアリング部17までの距離が短いので、引抜加工時の素管内面の上半分領域における潤滑油の枯渇(潤滑油切れ)を十分に防止できて、引抜の際の焼付を十分に防止できる。
【0045】
なお、プラグ11のベアリング部17を通過する前の素管2の内面に対し上記選択的付着を行うに際し、該選択的付着の時期は、上記実施形態(図1〜6)のように素管2をダイス10に挿通セットした後であってもよいし、或いは素管2をダイス10に挿通セットする前であってもよい。
【0046】
素管2をダイス10に挿通セットする前に上記選択的付着を行うものとして次のような例を挙げることができる。まず、図7に示す例では、素管2の内部にプラグ11及び中空のロッド20を挿入する挿入作業中において、ロッド20の頂部に設けられた吐出口21から潤滑油Lを吐出させることによって、素管2をダイス10に挿通セットする前の段階において既に、前記選択的付着(素管2の内面における上半分の領域の少なくとも一部に潤滑油Lを付着させると共に該素管2の内面における下半分の領域には潤滑油を付着させない選択的付着)を実施するものである。
【0047】
また、図8では、プラグ11の先端部に、ロッド20の中空部と連通する吐出口22が形成され、該吐出口22にプラグの先端から前方に突出するノズル33が設けられ、該ノズル33の先端が略上方に向けて開口し先端開口部34が形成されている。この図8に示す例では、素管2の内部にプラグ11及び中空のロッド20を挿入する挿入作業中において、ロッド20の中空部を介してプラグ11内に潤滑油Lを供給して該プラグ11の先端部に取り付けたノズル33の先端開口部34から略上方に向けて潤滑油Lを吐出させることによって、素管2をダイス10に挿通セットする前の段階において既に、前記選択的付着(素管2の内面における上半分の領域の少なくとも一部に潤滑油Lを付着させると共に該素管2の内面における下半分の領域には潤滑油を付着させない選択的付着)を実施するものである。
【0048】
本発明では、引抜対象の素管2の長さを限定するものではないが、短い素管に対しては従来のように引抜前に潤滑油をプラグに塗布しておくことでも内面の潤滑性を確保できるので、長い素管を引抜く場合に顕著な効果を奏するものであり、長い素管の引抜きに適している。具体的には、2m以上、特に2.5m以上の素管に対して顕著な効果が得られるものである。
【0049】
本発明において、引抜対象の金属製素管2の素材(金属種)は、特に限定されず、例えば、アルミニウム、鉄、銅、或いはこれらの合金等が挙げられる。本発明は、長い素管を引抜く場合に顕著な効果が得られることから、感光ドラム基体用アルミニウム管の製造に適している。
【実施例】
【0050】
次に、本発明の具体的実施例について説明するが、本発明はこれら実施例のものに特に限定されるものではない。
【0051】
<実施例1>
図1、2に示す構成を備えた引抜装置1を用いて金属製素管2の引抜加工を行った。アルミニウム合金(Mn:1.12質量%、Si:0.11質量%、Fe:0.39質量%、Cu:0.16質量%、Zn:0.01質量%、Mg:0.02質量%を含み、残部アルミニウムおよび不可避不純物)からなるビレットを、押出温度520℃、押出速度5m/分の条件で押出し、外径32mm、肉厚1.5mmの円筒管を得、これを2.2mに切断したものを前記金属製素管2として用いた。
【0052】
前記引抜装置1において、ダイス10のアプローチ部14のアプローチ角は15°であり、ダイス10のベアリング部15のベアリング長さは15mmであり、プラグ11のアプローチ部16のアプローチ角は7°であり、プラグ11のベアリング部17のベアリング長さは2mmである。
【0053】
引抜装置1の供給管18の先端から潤滑油Lを素管2の外面に向かって吐出させると、素管2の外面の上部に付着した潤滑油Lは外面を伝って素管2の外面の全周に供給され、過剰な潤滑油Lは流れ落ちる。
【0054】
また、素管2の内面に潤滑油Lを付着させる時には潤滑油Lの選択的付着を行った。即ち、プラグ11のベアリング部17を通過する前の素管2の内面に潤滑油Lを付着させる時に、ノズル31の先端開口部32から上方に向けて潤滑油Lを吐出させることによって、素管2の内面における上半分の領域の少なくとも一部に潤滑油Lを付着させると共に素管2の内面における下半分の領域には潤滑油を付着させない選択的付着を行った。素管2内面の上半分の領域に付着させた潤滑油Lの一部は、付着後にはその自重により素管2の内面の下側領域に移動して滞留付着するが、プラグ11のベアリング部通過前の素管2内面の上半分の領域には継続して潤滑油を付着させる(随時供給する)ようにして、引抜加工を行った。
【0055】
上記のような態様で素管2の外面及び内面に潤滑油Lを供給しながら、引抜速度30m/分、外径減少率16%、断面積減少率32%で引抜加工を行って、引抜管3を得た。なお、外面用及び内面用潤滑油Lとして、共栄油化株式会社製「ストロールES150」(粘度:1.4×10-4m2/s)を用いた。
【0056】
得られた引抜管3を、引抜装置1から搬送コンベアに移載して室温まで放冷し、長さ260mmに切断した。
【0057】
<実施例2>
引抜装置として、図1、2に示す引抜装置において一対の(2個の)ノズルのうち一方のノズル31のみが設けられた構成(図2で左側の吐出口21と左側のノズル31のみが設けられていて右側の吐出口と右側のノズルが設けられていない構成)の引抜装置を用いた以外は、実施例1と同様にして長さ260mmの引抜管3を得た。
【0058】
<実施例3>
引抜装置として、図3、4に示す構成を備えた引抜装置1(ノズル31は2個設けられているが、互いに引抜方向の位置が相違している構成)を用いた以外は、実施例1と同様にして長さ260mmの引抜管3を得た。
【0059】
<比較例1>
引抜装置として、図9に示すようにロッド20の底部に吐出口51と該吐出口51に接続されたノズル52が設けられた構成を備えた引抜装置を用いた以外は、実施例1と同様にして長さ260mmの引抜管3を得た。
【0060】
<比較例2>
引抜装置として、図10に示すようにロッド20の斜め下方位置に吐出口53と該吐出口53に接続されたノズル54が設けられた構成を備えた引抜装置を用いた以外は、実施例1と同様にして長さ260mmの引抜管3を得た。
【0061】
【表1】
【0062】
上記のようにして得られた引抜管3における焼付発生の有無、状態を調べ、下記判定基準に基づいて焼付防止性を評価した。これらの評価結果を表1に示す。
(判定基準)
「○」…焼付が全く発生しなかった
「×」…引抜管の内面の上半分の領域に焼付が発生した
「××」…引抜管の内面の上半分の領域に焼付が発生している上に内面の下半分の領域の上部側の一部にも焼付が発生した。
【0063】
表から明らかなように、本発明の引抜方法によれば、焼付が発生していない引抜管を製造することができる。
【産業上の利用可能性】
【0064】
本発明に係る金属管の引抜方法は、複数本の金属製素管の連続引抜加工において素管の内面に確実に潤滑油を付着させることができるので、感光ドラム基体用アルミニウム管の量産に適している。
【符号の説明】
【0065】
1…引抜装置
2…金属製素管
3…引抜管
10…ダイス
11…プラグ
20…ロッド
21…吐出口(ロッドの吐出口)
23…吐出口(プラグの吐出口)
31…ノズル
32…先端開口部
H…素管の中心を通る水平面
L…潤滑油
【特許請求の範囲】
【請求項1】
金属製素管を、外面を成形するダイスと内面を成形するプラグとの間に通すことで引抜加工する金属管の引抜方法において、
前記プラグのベアリング部を通過する前の素管の内面に潤滑油を付着させる時に、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする金属管の引抜方法。
【請求項2】
前記プラグを支持する中空のロッドの下半分の領域に吐出口が設けられ、該吐出口にロッドの外周面から突出するノズルが設けられ、該ノズルの先端が略上方に向けて開口し、前記ロッド内に潤滑油を供給して前記ノズルの先端開口部から潤滑油を吐出させることによって、前記素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする請求項1に記載の金属管の引抜方法。
【請求項3】
引抜方向における前記ノズルの先端開口部と前記プラグのベアリング部との距離が20cm以下である請求項2に記載の金属管の引抜方法。
【請求項4】
前記素管の内部に前記プラグ及び中空のロッドを挿入し始める時から、該素管を前記ダイスに挿通してセットするまでの間において、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする請求項1〜3のいずれか1項に記載の金属管の引抜方法。
【請求項5】
前記素管の内部に前記プラグ及び中空のロッドを挿入する挿入作業中において、前記プラグ内に潤滑油を供給して該プラグの先端部に設けた吐出口から潤滑油を吐出させることによって、
前記素管を前記ダイスに挿通してセットするまでの間に、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする請求項1〜3のいずれか1項に記載の金属管の引抜方法。
【請求項6】
金属製素管を、外面を成形するダイスと内面を成形するプラグとの間に通すことで引抜加工する引抜装置において、
前記プラグを支持する中空のロッドの下半分の領域に吐出口が設けられ、該吐出口にロッドの外周面から突出するノズルが設けられ、該ノズルの先端が略上方に向けて開口していることを特徴とする金属管の引抜装置。
【請求項7】
金属製素管を、外面を成形するダイスと内面を成形するプラグとの間に通すことで引抜加工する引抜装置において、
前記プラグにおけるベアリング部より後方側の外周面の上半分の領域にのみ吐出口が設けられ、該吐出口は、前記プラグを支持する中空のロッドの該中空部と連通していることを特徴とする金属管の引抜装置。
【請求項1】
金属製素管を、外面を成形するダイスと内面を成形するプラグとの間に通すことで引抜加工する金属管の引抜方法において、
前記プラグのベアリング部を通過する前の素管の内面に潤滑油を付着させる時に、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする金属管の引抜方法。
【請求項2】
前記プラグを支持する中空のロッドの下半分の領域に吐出口が設けられ、該吐出口にロッドの外周面から突出するノズルが設けられ、該ノズルの先端が略上方に向けて開口し、前記ロッド内に潤滑油を供給して前記ノズルの先端開口部から潤滑油を吐出させることによって、前記素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする請求項1に記載の金属管の引抜方法。
【請求項3】
引抜方向における前記ノズルの先端開口部と前記プラグのベアリング部との距離が20cm以下である請求項2に記載の金属管の引抜方法。
【請求項4】
前記素管の内部に前記プラグ及び中空のロッドを挿入し始める時から、該素管を前記ダイスに挿通してセットするまでの間において、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする請求項1〜3のいずれか1項に記載の金属管の引抜方法。
【請求項5】
前記素管の内部に前記プラグ及び中空のロッドを挿入する挿入作業中において、前記プラグ内に潤滑油を供給して該プラグの先端部に設けた吐出口から潤滑油を吐出させることによって、
前記素管を前記ダイスに挿通してセットするまでの間に、該素管の内面における上半分の領域の少なくとも一部に潤滑油を付着させると共に該素管の内面における下半分の領域には潤滑油を付着させない選択的付着を行うことを特徴とする請求項1〜3のいずれか1項に記載の金属管の引抜方法。
【請求項6】
金属製素管を、外面を成形するダイスと内面を成形するプラグとの間に通すことで引抜加工する引抜装置において、
前記プラグを支持する中空のロッドの下半分の領域に吐出口が設けられ、該吐出口にロッドの外周面から突出するノズルが設けられ、該ノズルの先端が略上方に向けて開口していることを特徴とする金属管の引抜装置。
【請求項7】
金属製素管を、外面を成形するダイスと内面を成形するプラグとの間に通すことで引抜加工する引抜装置において、
前記プラグにおけるベアリング部より後方側の外周面の上半分の領域にのみ吐出口が設けられ、該吐出口は、前記プラグを支持する中空のロッドの該中空部と連通していることを特徴とする金属管の引抜装置。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2012−166205(P2012−166205A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2011−27068(P2011−27068)
【出願日】平成23年2月10日(2011.2.10)
【出願人】(000002004)昭和電工株式会社 (3,251)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成23年2月10日(2011.2.10)
【出願人】(000002004)昭和電工株式会社 (3,251)
【Fターム(参考)】
[ Back to top ]