
金属粒子の製造方法

【課題】タガント粒子として用いられる、耐久性が高く、意匠性に優れた金属粒子が得られる製造方法を提供する。
【解決手段】このような金属粒子の製造方法の一例は、表面に凹凸形状9を有する基材7上に、アルカリ可溶性金属を含む金属製犠牲層11を形成する犠牲層形成工程と、前記金属製犠牲層上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層13を形成するレジスト層形成工程と、電気メッキにより、前記金属製犠牲層上であって、前記レジスト層以外の個所に、アルカリ不溶性金属層15を形成するアルカリ不溶性金属層形成工程と、アルカリ性の現像液により、前記金属製犠牲層及び前記レジスト層を除去し、前記アルカリ不溶性金属層を前記基材から剥離する剥離工程と、を具備することを特徴とする金属粒子1a,1bの製造方法である。
【解決手段】このような金属粒子の製造方法の一例は、表面に凹凸形状9を有する基材7上に、アルカリ可溶性金属を含む金属製犠牲層11を形成する犠牲層形成工程と、前記金属製犠牲層上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層13を形成するレジスト層形成工程と、電気メッキにより、前記金属製犠牲層上であって、前記レジスト層以外の個所に、アルカリ不溶性金属層15を形成するアルカリ不溶性金属層形成工程と、アルカリ性の現像液により、前記金属製犠牲層及び前記レジスト層を除去し、前記アルカリ不溶性金属層を前記基材から剥離する剥離工程と、を具備することを特徴とする金属粒子1a,1bの製造方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、クレジットカード、キャッシュカード、IDカード、会員証などのカード類、紙幣、株券、商品券、宝くじ券、手形、小切手、入場券などの有価証券・金券類、各種証明書、高額商品の下げ札などに付与し、いわゆるタガントとして用いられる偽造防止用の粒子などに関する。
【背景技術】
【0002】
従来、有価証券類など、偽造を防止することが必要とされる物品において、タガント(taggant、なお、タゲント(taggent)とも呼ばれる)と呼ばれる偽造防止用の添加物が用いられてきた。タガントとしては、高度に偽造が困難であることだけでなく、真贋判定を容易にかつ迅速に実施できること、安価であることが求められている。
【0003】
このようなタガント粒子として、光学的な拡大装置を用いて観察可能に構成され、かつ模様化がなされた微小マーカーが開示されている。この微小マーカーは、集積回路の技術分野におけるリソグラフィーの手法によって形成されたものであるか、または他のマイクロ・マシニングの技術分野の手法によって形成されたものであって、図形、ロゴ、個人的な署名、日付、言葉等の、そのデザインの内容に基づき情報をもったものとして認識されるように構成されたものである(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−230512号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来のタガント粒子としては、樹脂製のものが一般的であり、機械的強度が低く、物品への付与時に破損して識別できなくなるという、耐久性が低いという問題点があった。また、樹脂からなるタガント粒子では、金属光沢を必要とする用途において、意匠性が低いという問題点があった。
【課題を解決するための手段】
【0006】
本発明は、前述した問題点に鑑みてなされたもので、その目的とすることは、タガント粒子として用いられる、耐久性が高く、意匠性に優れた金属粒子が得られる製造方法を提供することである。
【0007】
前述した目的を達成するために、以下の発明を提供する。
(1)表面に凹凸形状を有する基材上に、アルカリ可溶性金属を含む金属製犠牲層を形成する犠牲層形成工程と、前記金属製犠牲層上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層を形成するレジスト層形成工程と、電気メッキにより、前記金属製犠牲層上であって、前記レジスト層以外の個所に、アルカリ不溶性金属層を形成するアルカリ不溶性金属層形成工程と、アルカリ性の現像液により、前記金属製犠牲層及び前記レジスト層を除去し、前記アルカリ不溶性金属層を前記基材から剥離する剥離工程と、を具備することを特徴とする金属粒子の製造方法。
(2)前記犠牲層形成工程において、前記基材が、樹脂層を有する基材であり、前記凹凸形状が樹脂層の表面に形成されていることを特徴とする(1)に記載の金属粒子の製造方法。
(3)前記犠牲層形成工程において、前記基材が、表面に凹凸形状を有し、アルカリ不溶性の金属を含むことを特徴とする(1)に記載の金属粒子の製造方法。
(4)基材上の、アルカリ可溶性樹脂を含む犠牲層の表面に、凹凸形状を形成する凹凸形状形成工程と、前記犠牲層上に、金属凹凸層を形成する金属凹凸層形成工程と、前記金属凹凸層上に、金属層を形成する金属層形成工程と、前記金属層上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層を形成するレジスト層形成工程と、前記金属凹凸層及び前記金属層をエッチングし、金属粒子を形成する金属粒子形成工程と、アルカリ性の現像液により、前記犠牲層及び前記レジスト層を除去し、前記金属粒子を基材より剥離する剥離工程と、を具備することを特徴とする金属粒子の製造方法。
【発明の効果】
【0008】
本発明により、タガント粒子として用いられる、耐久性が高く、意匠性に優れた金属粒子が得られる製造方法を提供することができる。
【図面の簡単な説明】
【0009】
【図1】(a)、(b)本発明にかかる金属粒子1a、1bを示す斜視図。
【図2】(a)〜(f)本発明にかかる金属粒子1a、1bの製造方法の第1の実施形態を示す図。
【図3】(a)、(b)金属粒子の製造に用いられる基材7の他の例を示す図。
【図4】(a)〜(h)本発明にかかる金属粒子の製造方法の第2の実施形態を示す図。
【図5】(a)本発明にかかる有価証券41を示す平面図、(b)(a)でのA−A’断面を示す断面図。
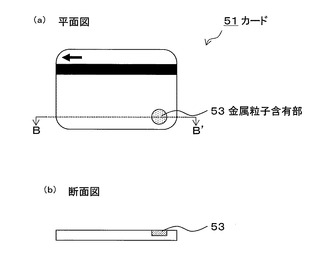
【図6】(a)本発明にかかるカード51を示す平面図、(b)(a)でのB−B’断面を示す断面図。
【発明を実施するための形態】
【0010】
以下図面に基づいて、本発明の実施形態を詳細に説明する。
【0011】
(金属粒子の構成)
図1(a)、(b)は、本発明にかかる金属粒子1a、1bを示す図である。図1(a)に示す金属粒子1aは、金属製であり、平板状の基体5上に、拡大して観察することで識別可能な凹凸形状として、文字を表示する回折格子またはホログラムの識別部3aが形成されている。識別部3aの回折格子またはホログラムは、基体5の上に、光の干渉縞を深さ1μm以下の微細な凹凸加工で記録して立体画像を再現するものである。基体5の形状も拡大して観察することで識別可能であり、形状は円板に限られるものではなく、楕円形や多角形、星型など、様々な形状が使用できる。また、基体上に設けられる識別部3aとしては、文字以外にも、様々な図形、数字、記号のほか、花やデザインなどを施すことができる。すなわち、基体5の輪郭や基体5に施された形状、模様もしくは色彩等の意匠を含む識別部3aを拡大して観察することで識別可能である。
【0012】
なお、形状が識別可能であるとは、人為的な形状が形成されており、意図せずに自然に形成される形状から区別できることを意味する。そのため、金属粒子1aを付与した物品を偽造する場合、物品の外形等の偽造ができても、金属粒子1aの偽造までは困難であるので、真正の物品と偽造された物品とを判別できる。また、形状が識別可能であるため、真正の物品同士でも、付与する金属粒子1aの形状を変更することで、製造時期や用途などを判別可能である。
【0013】
金属粒子1aは、製造時にアルカリ性の現像液により影響を受けない、アルカリ不溶性金属で構成されている。アルカリ不溶性金属としては特に限定されないが、製造時に電気めっきにより成膜することが好ましいため、ニッケル、クロム、鉄、コバルト、金、銀、銅、白金族などが用いられることが好ましい。特に、微細な凹凸形状を再現するために電気めっきの特性が優れ、安価に用いることができるニッケルが用いられることが好ましい。
【0014】
また、金属粒子1aは、2種以上の金属層が積層されていても良い。
【0015】
金属粒子1aの厚さは、1μm以上、25μm以下であることが好ましい。厚さが薄すぎると、強度が保てず、取り扱いの際に金属粒子が破損してしまう。一方、厚さが厚すぎると、製造時の金属の厚膜の形成が困難になるほか、樹脂や分散媒への分散性が悪く、取り扱い時に不便である。
【0016】
金属粒子1aのサイズは、10〜300μmであることが好ましい。小さすぎると、ルーペなどの簡易な拡大器具を使用して金属粒子1を観察することができず、顕微鏡などのより複雑な装置を使用しないと、真贋判定ができなくなる。また、大きすぎると、拡大器具を使用せずとも肉眼により金属粒子1の特徴を認識可能となり、偽造防止効果が低下する。ここで、サイズとは、金属粒子を平面視した際の、最長の長さであり、例えば形状が四角形であればその対角線の長さであり、形状が楕円であればその長軸の長さである。
また、図1での「DNP」の文字は、裸眼では認識できず、ルーペなどを用いて認識できる程度の大きさである。
【0017】
(金属粒子の効果)
本発明の金属粒子1aは、金属製であるので、機械的強度に優れ、優れた耐久性を持つうえ、金属光沢を持ち、意匠性に優れる。
【0018】
本発明の金属粒子1aは、製造が困難なホログラムや回折格子などの凹凸形状を表面に有するため、偽造防止効果が向上する。
【0019】
本発明の金属粒子1aを物品に付与すると、肉眼では微小金属粒子の特徴が把握できず、偽造防止技術が施されていることが確認できないため、目視で確認できる偽造防止技術と比べて、より高い偽造防止効果を発揮することができる。
【0020】
本発明の金属粒子1aが、複数種類の金属から構成されている場合、金属粒子1aは、外形などの光学的に観察できる特徴以外に、複数種類の金属から構成されるという、他の分析手段を用いなければ解析できない特徴を有することとなり、フォレンジックである。フォレンジックとは分析機器により真贋判定を行うことを示す。オバート(五感による真贋判定)、コバート(簡易器具による真贋判定)に対し、分析機器を必要とすることから、高い偽造防止効果が得られる。つまり、金属粒子1aが、複数種類の金属から構成されている場合、仮に金属粒子1aの形状や識別部などの特徴を複製することができたとしても、通常は金属粒子1aが積層した金属を含むことまでは分からないため、一層の金属からなる金属粒子を形成すると考えられる。そのため、金属粒子を分析し、一層の金属からなると分かる場合には、偽造品を見破ることができる。
【0021】
(金属粒子の用途)
金属粒子1aを水溶性バインダーなどの分散媒に分散すると、偽造防止用インクが得られる。このような偽造防止用インクを用いて、シルク・スクリーン印刷などで印刷することで簡便に物品に金属粒子を付与することができる。
【0022】
金属粒子1aを紫外線硬化型樹脂などに分散し、乾燥または硬化することで、偽造防止用シートが得られる。金属粒子1aが分散した紫外線硬化型樹脂をフィルムなどの物品上に塗布し、紫外線を照射し、硬化させることで、物品に、金属粒子が付与されたシートを形成することができる。また、金属粒子1aを、押出成型機や射出成型機中にてPVC、PP、ABS、AES、PS等と混合させ、押出成型や射出成型をすることで、金属粒子が含まれた樹脂成型品が得られる。その結果、金属粒子が付与され、偽造防止技術が盛り込まれたシート、カード等の各種樹脂成型品が得られる。
【0023】
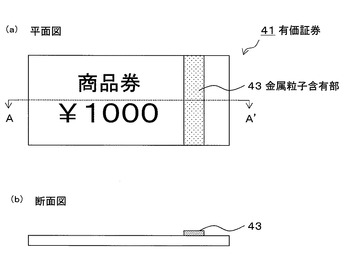
また、有価証券またはカードに、金属粒子1aを含むインクで印刷することや、金属粒子が含まれたシートを貼付するか、塗布により形成することで、金属粒子が付与された有価証券、カードが得られる。例えば、図5に示すように、有価証券41は、帯状の金属粒子含有部43を形成する。金属粒子含有部43は、金属粒子を含むインクを帯状に印刷して形成することや、金属粒子が含まれた帯状のシートを貼付するか、塗布により形成することで得られる。また、図6に示すように、カード51は、斑状の金属粒子含有部53を形成する。金属粒子含有部53は、金属粒子を含むインクを斑状に印刷して形成することや、金属粒子が含まれた斑状のシートを貼付するか、塗布により形成することで得られる。なお、ATMなどの機械で取り扱いやすくするため、金属粒子含有部53が、カードの面より飛び出さないように、カード51の凹部に形成されている。なお、有価証券には、紙幣、株券、商品券、宝くじ券、手形、小切手、入場券が含まれ、カードには、クレジットカード、キャッシュカード、IDカード、会員証が含まれる。
【0024】
(金属粒子の他の例)
図1(b)に示す金属粒子1bは、平板状の基体上に立体的な文字の識別部3bが形成されている。図1(b)では、円板上に厚みのある文字が形成されているが、基材の形状も円板に限られるものではなく、楕円形や多角形、星型など、様々な形状が使用できる。また、基材上に設けられる形状としては、文字以外にも、様々な図形、数字、記号のほか、立体的な花やデザインなどを施すことができる。また、識別部3bの立体的な構造は、立体的に観察されるために、深さが1μm以上であることが好ましい。
【0025】
金属粒子1bの構成は、識別部が異なる点を除いて同様である。金属粒子1bの効果、用途は、金属粒子1aと同様である。
【0026】
なお、金属粒子1bの厚さ(基体5のみの厚さではなく、識別部3bの厚さも含む厚さ)は、2μm以上であることが好ましく、25μm以下であることが好ましい。厚さが薄すぎると、強度が保てず、取り扱いの際に金属粒子が破損しやすいうえ、金属粒子に形成された三次元構造が、立体的に観察されない。一方、厚さが厚すぎると、製造時の金属の厚膜の形成が困難になるほか、樹脂や分散媒への分散性が悪く、取り扱い時に不便である。
【0027】
(金属粒子の製造方法の第1の実施の形態)
次に、本発明にかかる金属粒子1a、1bの製造方法について説明する。なお、回折格子またはホログラムの識別部3aを有する金属粒子1aと、立体的形状の識別部3bを有する金属粒子1bは、凹凸形状9の形状が異なるのみで、同様の製造方法により製造可能である。
【0028】
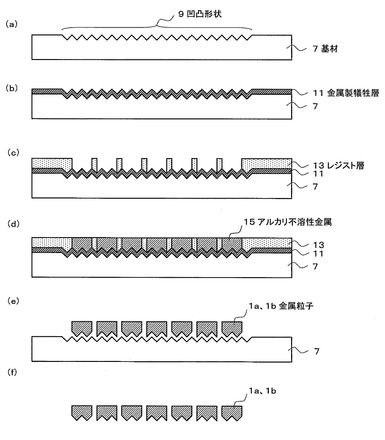
図2(a)は、基材の表面に凹凸形状を形成する工程を示す。
図2(b)は、犠牲層形成工程を示す。犠牲層形成工程とは、表面に凹凸形状を有する基材上に、アルカリ可溶性金属を含む金属製犠牲層を形成する工程である。
図2(c)は、レジスト層形成工程を示す。レジスト層形成工程とは、金属製犠牲層上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層を形成する工程である。
図2(d)は、アルカリ不溶性金属層形成工程をしめす。アルカリ不溶性金属層形成工程とは、電気メッキにより、前記金属製犠牲層上であって、前記レジスト層以外の個所に、アルカリ不溶性金属層を形成する工程である。
図2(e)は、剥離工程を示す。剥離工程とは、アルカリ性の現像液により、前記金属製犠牲層及び前記レジスト層を除去し、前記アルカリ不溶性金属層を前記基材から剥離する工程である。
図2(f)は、基材から剥離し、個片化した金属粒子を示す。
【0029】
まず、図2(a)に示すように、表面に凹凸形状9を有する基材7を用意する。基材7としては、表面に凹凸形状9を有する限り、特に限定されないが、平坦な基材上に所定のパターンを有するマスクを形成し、エッチングすることにより得ることができる。なお、凹凸形状9は、識別部3aまたは3bの形状に対応した鋳型となる形状であるが、図2〜4では簡略化して図示している。特に、識別部3aのようなホログラムを形成する場合は、表面に、光の干渉縞を記録した微細な凹凸の鋳型または逆型となる形状を有する凹凸形状9を形成する。
【0030】
基材7は特に限定されるものではなく、フォトリソグラフィーに一般的に用いられる基材を使用することができる。例えば、ホウケイ酸ガラス、アルミノホウケイ酸ガラス、無アルカリガラス、石英ガラス、合成石英ガラス、ソーダライムガラス、ホワイトサファイアなどの可撓性のない透明なリジット材、あるいは、透明樹脂フィルム、光学用樹脂フィルムなどの可撓性を有する透明なフレキシブル材を用いることができる。前記フレキシブル材としては、ポリメチルメタクリレート等のアクリル、ポリアミド、ポリアセタール、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリエチレンナフタレート、トリアセチルセルロース、シンジオタクティック・ポリスチレン、ポリフェニレンサルファイド、ポリエーテルケトン、ポリエーテルエーテルケトン、フッ素樹脂、ポリエーテルニトリル、ポリカーボネート、変性ポリフェニレンエーテル、ポリシクロヘキセン、ポリノルボルネン系樹脂、ポリサルホン、ポリエーテルサルホン、ポリアリレート、ポリアミドイミド、ポリエーテルイミド、熱可塑性ポリイミド等からなるものを挙げることができるが、一般的なプラスチックからなるものも使用可能である。
【0031】
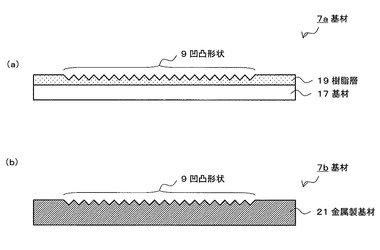
また、基材7として、例えば、図3(a)に示すような、平坦な基材17の上に凹凸形状9を有する樹脂層19を形成した基材7aや、図3(b)に示すような、凹凸形状9を有する金属製基材21からなる基材7bを用いることができる。
【0032】
基材7aは、基材17上に紫外線硬化型樹脂を塗布した後、凹凸形状を有する他の型材を押し付けた状態で紫外線を照射して樹脂を硬化させ、凹凸形状9を有する樹脂層19を得ることで形成される。
【0033】
基材7bは、平坦な金属製基材21の上に、所定のパターンを有するマスクを形成し、エッチングすることで凹凸形状9を形成することができる。
【0034】
その後、図2(b)に示すように、凹凸形状9の上に、アルカリ可溶性金属を含む金属製犠牲層11を形成する。犠牲層とは、最終的に除去することを前提に形成した層であり、部分的に膜を形成したり、あるいは二つの膜を分離する場合によく用いられる。アルカリ可溶性金属としては、アルミニウム、亜鉛、シリコン、鉛、スズよりなる群から選ばれた少なくとも1種のアルカリ可溶性金属を用いることができるが、成膜の容易性などからアルミニウムを用いることが好ましい。金属製犠牲層11の成膜方法は、スパッタリングや真空蒸着など、公知の成膜方法を使用できる。また、金属製犠牲層11の厚さは、特に限定されないが、製膜の容易性、低コスト、剥離の確実性を満たすため、10〜100nm程度であることが好ましい。特に、凹凸形状のより確実な転写のため、金属製犠牲層11の厚さは、凹凸形状9の凹凸の深さよりも、薄いことが好ましい。
【0035】
その後、図2(c)に示すように、金属製犠牲層11の上に所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層13を形成する。レジスト層13のパターンは、金属粒子1a、1bの形状の鋳型となるパターンである。アルカリ可溶性樹脂としては、特に限定されないが、一般的に用いられるフォトレジスト用アルカリ可溶性樹脂を用いることができる。
【0036】
この、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層13を形成する工程は、所望のレジスト層が得られる限り限定されないが、以下の3つの方法が考えられる。
【0037】
第1の方法は、フォトリソグラフィーを用いてレジスト層をパターニングする方法である。本方法は、ポジ型またはネガ型の感光性樹脂組成物を全面に塗布してレジスト層を形成する工程と、前記レジスト層を、所定のパターンを有するマスクを介して露光する工程と、前記レジスト層を、現像する工程と、を具備する。
【0038】
また、マスクを介して露光する代わりに、デジタルマイクロミラーデバイスを用いて、マスクを介さずに露光をしても良い。デジタルマイクロミラーデバイス(デジタルミラーデバイス、DMDとも呼ばれる)とは、個別に駆動できる多数の微小鏡面(マイクロミラー)を平面に配列した素子である。各ミラーを個別に駆動することにより、表示画素ごとに光の投射を制御することができるため、マスクを用いずに所定のパターンで露光することができる。
【0039】
第2の方法は、直接描画によるレジスト層をパターニングする方法である。本方法は、感光性樹脂組成物を全面に塗布してレジスト層を形成する工程と、前記レジスト層を、レーザーまたは電子線による直接描画により所定のパターンで露光する工程と、前記レジスト層を、現像する工程と、を具備する。
【0040】
第3の方法は、印刷技術を用いて所定のパターンを有するレジスト層を直接形成する方法である。具体的には、レジスト材料をシルク・スクリーン印刷などで印刷する工程を含むことを特徴とする。印刷技法には通常の凹版印刷や孔版印刷の技法が用いられる。
【0041】
その後、図2(d)に示すように、電気メッキにより、金属製犠牲層11上であって、レジスト層13以外の個所に、アルカリ不溶性金属15を選択的に形成する。この際、複数種類のアルカリ不溶性金属を積層しても良い。
【0042】
その後、図2(e)に示すように、基材7などをアルカリ性の現像液に浸し、アルカリ可溶性金属を含む金属製犠牲層11と、アルカリ可溶性樹脂を含むレジスト層13を溶解し、アルカリ不溶性金属15を含む金属粒子1a、1bを基材5より剥離する。この現像液は、レジスト層13をパターニングする際に用いられる現像液よりも濃度が高い現像液である。
【0043】
その結果、図2(f)に示すとおり、個片化した金属粒子1a、1bが得られる。
【0044】
本発明の製造方法によると、表面に凹凸を有する金属粒子1a、1bが得られる。
【0045】
また、本発明の製造方法によると、表面に基材7の凹凸形状9を破壊せずに金属粒子1a、1bを基材7から剥離することができるため、一度凹凸形状9を作製すると、基材7を繰返し使用でき、低コストで金属粒子1a、1bを製造することができる。
【0046】
(金属粒子の製造方法の第2の実施の形態)
次に、本発明にかかる金属粒子1a、1bの製造方法の第2の実施の形態について説明する。
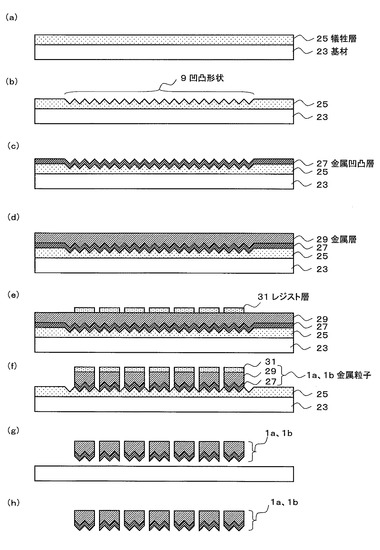
図4(a)は、基材上にアルカリ可溶性樹脂を含む犠牲層を形成する工程を示す。
図4(b)は、凹凸形状形成工程を示す。凹凸形状形成工程とは、基材上の、アルカリ可溶性樹脂を含む犠牲層の表面に、凹凸形状を形成する工程である。
図4(c)は、金属凹凸層形成工程を示す。金属凹凸層形成工程とは、犠牲層上に、金属凹凸層を形成する工程である。
図4(d)は、金属層形成工程を示す。金属層形成工程とは、金属凹凸層上に、金属層を形成する工程である。
図4(e)は、レジスト層形成工程を示す。レジスト層形成工程とは、金属層上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層を形成する工程である。
図4(f)は、金属粒子形成工程を示す。金属粒子形成工程は、金属凹凸層及び金属層をエッチングし、金属粒子を形成する工程である。
図4(g)は、剥離工程を示す。剥離工程とは、アルカリ性の現像液により、犠牲層及びレジスト層を除去し、金属粒子を基材より剥離する工程である。
図4(h)は、基材から剥離した金属粒子を示す。
【0047】
まず、図4(a)に示すように、基材23の上に、アルカリ可溶性樹脂を含む犠牲層25を形成する。犠牲層25は、アルカリ可溶性樹脂の塗布などにより形成される。
【0048】
その後、図4(b)に示すように、犠牲層25に凹凸形状9を形成する。この凹凸形状9は、マスクまたは階調マスクを介したフォトリソグラフィー、デジタルマイクロミラーデバイスを用いたフォトリソグラフィー、レーザーでの直接描画によるフォトリソグラフィーなどにより形成される。
【0049】
その後、図4(c)に示すように、犠牲層25の上に、金属凹凸層27を形成する。金属凹凸層27は、スパッタリングや蒸着などにより形成される。金属凹凸層27は、アルカリ不溶性金属を含むことが好ましく、金、銀、銅、クロム、チタンを用いることがより好ましい。
【0050】
その後、図4(d)に示すように、金属凹凸層27を形成した後に、金属層29を形成する。金属層29は、比較的厚い膜を形成する必要があるので、電気めっきにより形成されることが好ましい。なお、単一の金属により構成される金属粒子を得るためには、図4(c)の工程を省略し、金属層29を犠牲層25の上に無電解メッキ等の手法を用いることにより直接形成する。金属層29は、アルカリ不溶性金属を含むことが好ましく、ニッケルからなることがより好ましい。
【0051】
その後、図4(e)に示すように、金属層29の上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層31を形成する。このレジスト層31の形成は、前述のレジスト層13と同様の方法により形成可能である。
【0052】
その後、図4(f)に示すように、レジスト層31をマスクとして用い、金属凹凸層27と金属層29をエッチングする。このとき、金属凹凸層27と金属層29を構成する金属に応じて、ウェットエッチング、ドライエッチングなどを適宜用いることができる。
【0053】
その後、図4(g)に示すように、アルカリ性の現像液などにより、犠牲層25とレジスト層31を溶解させ、金属粒子1a、1bを基材23より剥離する。
【0054】
その結果、図4(h)に示すとおり、個片化した金属粒子1a、1bが得られる。
【0055】
本発明の製造方法によると、表面に凹凸を有する金属粒子1a、1bが得られる。
【0056】
本発明の製造方法により、二種以上の金属が積層した金属粒子1a、1bを得ることができる。
【実施例】
【0057】
以下、本発明について実施例を用いて具体的に説明する。
【0058】
[実施例1]
支持体フィルムとして、厚み16μmのポリエステル樹脂フィルム(東レ社製、ルミラー)を用いた。支持体フィルム上にアクリレート系紫外線硬化型樹脂(三菱化学社製、「ユピマーLZ−065S」を塗布し、加熱乾燥することにより厚み2μmの塗膜を形成した。
その後、ホログラム用の回折格子パターンの微小凹凸が表面に加工されたエンボスロールを、紫外線を照射することにより半硬化させた前述の紫外線硬化型樹脂に加圧密着させ、剥離した後に、更に紫外線を照射することにより、紫外線硬化型樹脂の表面に、凹凸形状として、ホログラム用の回折格子パターンを形成した。
さらに、前述の紫外線硬化型樹脂の表面に、金属製犠牲層としてアルミニウムを40nmの厚さで真空蒸着した。
さらに、ネガ型フォトレジスト(東京応化製アクリル系レジストPMER−N)を塗布し、70℃で30分乾燥加熱処理し、厚さ10μmの均一なレジスト膜を得た。その後、所望のパターンを露光できるようにしたフォトマスクを介して、平行紫外光照射装置により365nmの紫外線を250mJ/cm2の露光量で露光し、アルカリ現像液(水酸化ナトリウムを主成分とした水溶液:濃度1wt%)にて現像して、金属粒子の輪郭を形成する所望のパターンのレジスト層を形成した。
さらに、ニッケルの電気めっきを行い、レジスト層がない部分であるアルミニウム層が表面に出ている部分のみのニッケル層を形成した。
さらに、アルカリ現像液(水酸化ナトリウムを主成分とした水溶液:濃度10wt%)にて現像し、レジスト層と犠牲層を溶解させた。
このとき、現像液中に、表面に回折格子パターンが刻まれたニッケルの粒子を得た。
この現像液を水に置換することにより、ニッケルの粒子水分散液を得た。
【0059】
この金属粒子の水分散体を、水溶性紫外線硬化型樹脂(荒川化学社製AQ−9)と混合させ、偽造防止用インクを製造した。このとき、インク1Lあたり6500万個の金属粒子が入るように調整した。この偽造防止用インクを、180メッシュ版を用いたシルク・スクリーン印刷にて、商品券に印刷した。印刷された偽造防止用インクは、肉眼では金属粒子の形状は把握できなかったが、100倍のルーペを用いて拡大すると、金属粒子を識別できた。金属粒子の大きさが100μmであり、厚さは7μmであった。
【0060】
[実施例2]
支持体フィルムとして、厚み16μmのポリエステル樹脂フィルム(東レ社製、ルミラー)を用いた。支持体フィルム上に犠牲層として、ネガ型のドライフィルムレジスト(東京応化工業社製ORDYL PR、厚さ20μm)を用いて成膜した。
その後、回折格子パターンが刻まれたフォトマスクを介して、平行紫外光照射装置により露光し、アルカリ現像液(水酸化ナトリウムを主成分とした水溶液:濃度1wt%)にて現像することにより、犠牲層の表面に凹凸形状として、ホログラム用の回折格子パターンを形成した。
さらに、前述の犠牲層の表面に、金属凹凸層としてクロムを40nmの厚さで真空蒸着した。
さらに、前述の金属凹凸層の上に厚さ10μmのニッケル層を電気めっきにより形成した。
さらに、ネガ型フォトレジスト(東京応化製アクリル系レジストPMER−N)を塗布し、70℃で30分乾燥加熱処理し、厚さ10μmの均一なレジスト膜を得た。その後、所望のパターンを露光できるようにしたフォトマスクを介して、平行紫外光照射装置により365nmの紫外線を250mJ/cm2の露光量で露光し、アルカリ現像液(水酸化ナトリウムを主成分とした水溶液:濃度1wt%)にて現像して、金属粒子の輪郭を形成する所望のパターンのレジスト層を形成し、130℃にて乾燥させた。
その後、エッチング液(硝酸:リン酸:酢酸:水=7:10:10:3)に浸し、レジスト層をマスクとしてニッケル層とクロム層をエッチングした。
さらに、アルカリ現像液(水酸化ナトリウムを主成分とした水溶液:濃度5wt%)にて現像し、レジスト層と犠牲層を溶解させた。
このとき、現像液中に、表面に回折格子が刻まれたニッケルとクロムが積層してなる金属粒子を得た。
この現像液を水に置換することにより、金属粒子水分散液を得た。
【0061】
この金属粒子の水分散体を、水溶性紫外線硬化型樹脂(荒川化学社製AQ−9)と混合させ、偽造防止用インクを製造した。このとき、インク1Lあたり6500万個の金属粒子が入るように調整した。この偽造防止用インクを、180メッシュ版を用いたシルク・スクリーン印刷にて、商品券に印刷した。印刷された偽造防止用インクは、肉眼では金属粒子の形状は把握できなかったが、100倍のルーペを用いて拡大すると、金属粒子を識別できた。金属粒子の大きさが100μmであり、厚さは10μmであった。
【0062】
以上、添付図面を参照しながら、本発明の好適な実施形態について説明したが、本発明は係る例に限定されない。当業者であれば、本願で開示した技術的思想の範疇内において、各種の変更例または修正例に想到しえることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【符号の説明】
【0063】
1a、1b………金属粒子
3a、3b………識別部
5………基体
7、7a、7b………基材
9………凹凸形状
11………金属製犠牲層
13……レジスト層
15………アルカリ不溶性金属
17………基材
19………樹脂層
21………金属製基材
23………基材
25………犠牲層
27………金属凹凸層
29………金属層
31………レジスト層
41………有価証券
43………金属粒子含有部
51………カード
53………金属粒子含有部
【技術分野】
【0001】
本発明は、クレジットカード、キャッシュカード、IDカード、会員証などのカード類、紙幣、株券、商品券、宝くじ券、手形、小切手、入場券などの有価証券・金券類、各種証明書、高額商品の下げ札などに付与し、いわゆるタガントとして用いられる偽造防止用の粒子などに関する。
【背景技術】
【0002】
従来、有価証券類など、偽造を防止することが必要とされる物品において、タガント(taggant、なお、タゲント(taggent)とも呼ばれる)と呼ばれる偽造防止用の添加物が用いられてきた。タガントとしては、高度に偽造が困難であることだけでなく、真贋判定を容易にかつ迅速に実施できること、安価であることが求められている。
【0003】
このようなタガント粒子として、光学的な拡大装置を用いて観察可能に構成され、かつ模様化がなされた微小マーカーが開示されている。この微小マーカーは、集積回路の技術分野におけるリソグラフィーの手法によって形成されたものであるか、または他のマイクロ・マシニングの技術分野の手法によって形成されたものであって、図形、ロゴ、個人的な署名、日付、言葉等の、そのデザインの内容に基づき情報をもったものとして認識されるように構成されたものである(特許文献1参照)。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2002−230512号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来のタガント粒子としては、樹脂製のものが一般的であり、機械的強度が低く、物品への付与時に破損して識別できなくなるという、耐久性が低いという問題点があった。また、樹脂からなるタガント粒子では、金属光沢を必要とする用途において、意匠性が低いという問題点があった。
【課題を解決するための手段】
【0006】
本発明は、前述した問題点に鑑みてなされたもので、その目的とすることは、タガント粒子として用いられる、耐久性が高く、意匠性に優れた金属粒子が得られる製造方法を提供することである。
【0007】
前述した目的を達成するために、以下の発明を提供する。
(1)表面に凹凸形状を有する基材上に、アルカリ可溶性金属を含む金属製犠牲層を形成する犠牲層形成工程と、前記金属製犠牲層上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層を形成するレジスト層形成工程と、電気メッキにより、前記金属製犠牲層上であって、前記レジスト層以外の個所に、アルカリ不溶性金属層を形成するアルカリ不溶性金属層形成工程と、アルカリ性の現像液により、前記金属製犠牲層及び前記レジスト層を除去し、前記アルカリ不溶性金属層を前記基材から剥離する剥離工程と、を具備することを特徴とする金属粒子の製造方法。
(2)前記犠牲層形成工程において、前記基材が、樹脂層を有する基材であり、前記凹凸形状が樹脂層の表面に形成されていることを特徴とする(1)に記載の金属粒子の製造方法。
(3)前記犠牲層形成工程において、前記基材が、表面に凹凸形状を有し、アルカリ不溶性の金属を含むことを特徴とする(1)に記載の金属粒子の製造方法。
(4)基材上の、アルカリ可溶性樹脂を含む犠牲層の表面に、凹凸形状を形成する凹凸形状形成工程と、前記犠牲層上に、金属凹凸層を形成する金属凹凸層形成工程と、前記金属凹凸層上に、金属層を形成する金属層形成工程と、前記金属層上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層を形成するレジスト層形成工程と、前記金属凹凸層及び前記金属層をエッチングし、金属粒子を形成する金属粒子形成工程と、アルカリ性の現像液により、前記犠牲層及び前記レジスト層を除去し、前記金属粒子を基材より剥離する剥離工程と、を具備することを特徴とする金属粒子の製造方法。
【発明の効果】
【0008】
本発明により、タガント粒子として用いられる、耐久性が高く、意匠性に優れた金属粒子が得られる製造方法を提供することができる。
【図面の簡単な説明】
【0009】
【図1】(a)、(b)本発明にかかる金属粒子1a、1bを示す斜視図。
【図2】(a)〜(f)本発明にかかる金属粒子1a、1bの製造方法の第1の実施形態を示す図。
【図3】(a)、(b)金属粒子の製造に用いられる基材7の他の例を示す図。
【図4】(a)〜(h)本発明にかかる金属粒子の製造方法の第2の実施形態を示す図。
【図5】(a)本発明にかかる有価証券41を示す平面図、(b)(a)でのA−A’断面を示す断面図。
【図6】(a)本発明にかかるカード51を示す平面図、(b)(a)でのB−B’断面を示す断面図。
【発明を実施するための形態】
【0010】
以下図面に基づいて、本発明の実施形態を詳細に説明する。
【0011】
(金属粒子の構成)
図1(a)、(b)は、本発明にかかる金属粒子1a、1bを示す図である。図1(a)に示す金属粒子1aは、金属製であり、平板状の基体5上に、拡大して観察することで識別可能な凹凸形状として、文字を表示する回折格子またはホログラムの識別部3aが形成されている。識別部3aの回折格子またはホログラムは、基体5の上に、光の干渉縞を深さ1μm以下の微細な凹凸加工で記録して立体画像を再現するものである。基体5の形状も拡大して観察することで識別可能であり、形状は円板に限られるものではなく、楕円形や多角形、星型など、様々な形状が使用できる。また、基体上に設けられる識別部3aとしては、文字以外にも、様々な図形、数字、記号のほか、花やデザインなどを施すことができる。すなわち、基体5の輪郭や基体5に施された形状、模様もしくは色彩等の意匠を含む識別部3aを拡大して観察することで識別可能である。
【0012】
なお、形状が識別可能であるとは、人為的な形状が形成されており、意図せずに自然に形成される形状から区別できることを意味する。そのため、金属粒子1aを付与した物品を偽造する場合、物品の外形等の偽造ができても、金属粒子1aの偽造までは困難であるので、真正の物品と偽造された物品とを判別できる。また、形状が識別可能であるため、真正の物品同士でも、付与する金属粒子1aの形状を変更することで、製造時期や用途などを判別可能である。
【0013】
金属粒子1aは、製造時にアルカリ性の現像液により影響を受けない、アルカリ不溶性金属で構成されている。アルカリ不溶性金属としては特に限定されないが、製造時に電気めっきにより成膜することが好ましいため、ニッケル、クロム、鉄、コバルト、金、銀、銅、白金族などが用いられることが好ましい。特に、微細な凹凸形状を再現するために電気めっきの特性が優れ、安価に用いることができるニッケルが用いられることが好ましい。
【0014】
また、金属粒子1aは、2種以上の金属層が積層されていても良い。
【0015】
金属粒子1aの厚さは、1μm以上、25μm以下であることが好ましい。厚さが薄すぎると、強度が保てず、取り扱いの際に金属粒子が破損してしまう。一方、厚さが厚すぎると、製造時の金属の厚膜の形成が困難になるほか、樹脂や分散媒への分散性が悪く、取り扱い時に不便である。
【0016】
金属粒子1aのサイズは、10〜300μmであることが好ましい。小さすぎると、ルーペなどの簡易な拡大器具を使用して金属粒子1を観察することができず、顕微鏡などのより複雑な装置を使用しないと、真贋判定ができなくなる。また、大きすぎると、拡大器具を使用せずとも肉眼により金属粒子1の特徴を認識可能となり、偽造防止効果が低下する。ここで、サイズとは、金属粒子を平面視した際の、最長の長さであり、例えば形状が四角形であればその対角線の長さであり、形状が楕円であればその長軸の長さである。
また、図1での「DNP」の文字は、裸眼では認識できず、ルーペなどを用いて認識できる程度の大きさである。
【0017】
(金属粒子の効果)
本発明の金属粒子1aは、金属製であるので、機械的強度に優れ、優れた耐久性を持つうえ、金属光沢を持ち、意匠性に優れる。
【0018】
本発明の金属粒子1aは、製造が困難なホログラムや回折格子などの凹凸形状を表面に有するため、偽造防止効果が向上する。
【0019】
本発明の金属粒子1aを物品に付与すると、肉眼では微小金属粒子の特徴が把握できず、偽造防止技術が施されていることが確認できないため、目視で確認できる偽造防止技術と比べて、より高い偽造防止効果を発揮することができる。
【0020】
本発明の金属粒子1aが、複数種類の金属から構成されている場合、金属粒子1aは、外形などの光学的に観察できる特徴以外に、複数種類の金属から構成されるという、他の分析手段を用いなければ解析できない特徴を有することとなり、フォレンジックである。フォレンジックとは分析機器により真贋判定を行うことを示す。オバート(五感による真贋判定)、コバート(簡易器具による真贋判定)に対し、分析機器を必要とすることから、高い偽造防止効果が得られる。つまり、金属粒子1aが、複数種類の金属から構成されている場合、仮に金属粒子1aの形状や識別部などの特徴を複製することができたとしても、通常は金属粒子1aが積層した金属を含むことまでは分からないため、一層の金属からなる金属粒子を形成すると考えられる。そのため、金属粒子を分析し、一層の金属からなると分かる場合には、偽造品を見破ることができる。
【0021】
(金属粒子の用途)
金属粒子1aを水溶性バインダーなどの分散媒に分散すると、偽造防止用インクが得られる。このような偽造防止用インクを用いて、シルク・スクリーン印刷などで印刷することで簡便に物品に金属粒子を付与することができる。
【0022】
金属粒子1aを紫外線硬化型樹脂などに分散し、乾燥または硬化することで、偽造防止用シートが得られる。金属粒子1aが分散した紫外線硬化型樹脂をフィルムなどの物品上に塗布し、紫外線を照射し、硬化させることで、物品に、金属粒子が付与されたシートを形成することができる。また、金属粒子1aを、押出成型機や射出成型機中にてPVC、PP、ABS、AES、PS等と混合させ、押出成型や射出成型をすることで、金属粒子が含まれた樹脂成型品が得られる。その結果、金属粒子が付与され、偽造防止技術が盛り込まれたシート、カード等の各種樹脂成型品が得られる。
【0023】
また、有価証券またはカードに、金属粒子1aを含むインクで印刷することや、金属粒子が含まれたシートを貼付するか、塗布により形成することで、金属粒子が付与された有価証券、カードが得られる。例えば、図5に示すように、有価証券41は、帯状の金属粒子含有部43を形成する。金属粒子含有部43は、金属粒子を含むインクを帯状に印刷して形成することや、金属粒子が含まれた帯状のシートを貼付するか、塗布により形成することで得られる。また、図6に示すように、カード51は、斑状の金属粒子含有部53を形成する。金属粒子含有部53は、金属粒子を含むインクを斑状に印刷して形成することや、金属粒子が含まれた斑状のシートを貼付するか、塗布により形成することで得られる。なお、ATMなどの機械で取り扱いやすくするため、金属粒子含有部53が、カードの面より飛び出さないように、カード51の凹部に形成されている。なお、有価証券には、紙幣、株券、商品券、宝くじ券、手形、小切手、入場券が含まれ、カードには、クレジットカード、キャッシュカード、IDカード、会員証が含まれる。
【0024】
(金属粒子の他の例)
図1(b)に示す金属粒子1bは、平板状の基体上に立体的な文字の識別部3bが形成されている。図1(b)では、円板上に厚みのある文字が形成されているが、基材の形状も円板に限られるものではなく、楕円形や多角形、星型など、様々な形状が使用できる。また、基材上に設けられる形状としては、文字以外にも、様々な図形、数字、記号のほか、立体的な花やデザインなどを施すことができる。また、識別部3bの立体的な構造は、立体的に観察されるために、深さが1μm以上であることが好ましい。
【0025】
金属粒子1bの構成は、識別部が異なる点を除いて同様である。金属粒子1bの効果、用途は、金属粒子1aと同様である。
【0026】
なお、金属粒子1bの厚さ(基体5のみの厚さではなく、識別部3bの厚さも含む厚さ)は、2μm以上であることが好ましく、25μm以下であることが好ましい。厚さが薄すぎると、強度が保てず、取り扱いの際に金属粒子が破損しやすいうえ、金属粒子に形成された三次元構造が、立体的に観察されない。一方、厚さが厚すぎると、製造時の金属の厚膜の形成が困難になるほか、樹脂や分散媒への分散性が悪く、取り扱い時に不便である。
【0027】
(金属粒子の製造方法の第1の実施の形態)
次に、本発明にかかる金属粒子1a、1bの製造方法について説明する。なお、回折格子またはホログラムの識別部3aを有する金属粒子1aと、立体的形状の識別部3bを有する金属粒子1bは、凹凸形状9の形状が異なるのみで、同様の製造方法により製造可能である。
【0028】
図2(a)は、基材の表面に凹凸形状を形成する工程を示す。
図2(b)は、犠牲層形成工程を示す。犠牲層形成工程とは、表面に凹凸形状を有する基材上に、アルカリ可溶性金属を含む金属製犠牲層を形成する工程である。
図2(c)は、レジスト層形成工程を示す。レジスト層形成工程とは、金属製犠牲層上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層を形成する工程である。
図2(d)は、アルカリ不溶性金属層形成工程をしめす。アルカリ不溶性金属層形成工程とは、電気メッキにより、前記金属製犠牲層上であって、前記レジスト層以外の個所に、アルカリ不溶性金属層を形成する工程である。
図2(e)は、剥離工程を示す。剥離工程とは、アルカリ性の現像液により、前記金属製犠牲層及び前記レジスト層を除去し、前記アルカリ不溶性金属層を前記基材から剥離する工程である。
図2(f)は、基材から剥離し、個片化した金属粒子を示す。
【0029】
まず、図2(a)に示すように、表面に凹凸形状9を有する基材7を用意する。基材7としては、表面に凹凸形状9を有する限り、特に限定されないが、平坦な基材上に所定のパターンを有するマスクを形成し、エッチングすることにより得ることができる。なお、凹凸形状9は、識別部3aまたは3bの形状に対応した鋳型となる形状であるが、図2〜4では簡略化して図示している。特に、識別部3aのようなホログラムを形成する場合は、表面に、光の干渉縞を記録した微細な凹凸の鋳型または逆型となる形状を有する凹凸形状9を形成する。
【0030】
基材7は特に限定されるものではなく、フォトリソグラフィーに一般的に用いられる基材を使用することができる。例えば、ホウケイ酸ガラス、アルミノホウケイ酸ガラス、無アルカリガラス、石英ガラス、合成石英ガラス、ソーダライムガラス、ホワイトサファイアなどの可撓性のない透明なリジット材、あるいは、透明樹脂フィルム、光学用樹脂フィルムなどの可撓性を有する透明なフレキシブル材を用いることができる。前記フレキシブル材としては、ポリメチルメタクリレート等のアクリル、ポリアミド、ポリアセタール、ポリブチレンテレフタレート、ポリエチレンテレフタレート、ポリエチレンナフタレート、トリアセチルセルロース、シンジオタクティック・ポリスチレン、ポリフェニレンサルファイド、ポリエーテルケトン、ポリエーテルエーテルケトン、フッ素樹脂、ポリエーテルニトリル、ポリカーボネート、変性ポリフェニレンエーテル、ポリシクロヘキセン、ポリノルボルネン系樹脂、ポリサルホン、ポリエーテルサルホン、ポリアリレート、ポリアミドイミド、ポリエーテルイミド、熱可塑性ポリイミド等からなるものを挙げることができるが、一般的なプラスチックからなるものも使用可能である。
【0031】
また、基材7として、例えば、図3(a)に示すような、平坦な基材17の上に凹凸形状9を有する樹脂層19を形成した基材7aや、図3(b)に示すような、凹凸形状9を有する金属製基材21からなる基材7bを用いることができる。
【0032】
基材7aは、基材17上に紫外線硬化型樹脂を塗布した後、凹凸形状を有する他の型材を押し付けた状態で紫外線を照射して樹脂を硬化させ、凹凸形状9を有する樹脂層19を得ることで形成される。
【0033】
基材7bは、平坦な金属製基材21の上に、所定のパターンを有するマスクを形成し、エッチングすることで凹凸形状9を形成することができる。
【0034】
その後、図2(b)に示すように、凹凸形状9の上に、アルカリ可溶性金属を含む金属製犠牲層11を形成する。犠牲層とは、最終的に除去することを前提に形成した層であり、部分的に膜を形成したり、あるいは二つの膜を分離する場合によく用いられる。アルカリ可溶性金属としては、アルミニウム、亜鉛、シリコン、鉛、スズよりなる群から選ばれた少なくとも1種のアルカリ可溶性金属を用いることができるが、成膜の容易性などからアルミニウムを用いることが好ましい。金属製犠牲層11の成膜方法は、スパッタリングや真空蒸着など、公知の成膜方法を使用できる。また、金属製犠牲層11の厚さは、特に限定されないが、製膜の容易性、低コスト、剥離の確実性を満たすため、10〜100nm程度であることが好ましい。特に、凹凸形状のより確実な転写のため、金属製犠牲層11の厚さは、凹凸形状9の凹凸の深さよりも、薄いことが好ましい。
【0035】
その後、図2(c)に示すように、金属製犠牲層11の上に所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層13を形成する。レジスト層13のパターンは、金属粒子1a、1bの形状の鋳型となるパターンである。アルカリ可溶性樹脂としては、特に限定されないが、一般的に用いられるフォトレジスト用アルカリ可溶性樹脂を用いることができる。
【0036】
この、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層13を形成する工程は、所望のレジスト層が得られる限り限定されないが、以下の3つの方法が考えられる。
【0037】
第1の方法は、フォトリソグラフィーを用いてレジスト層をパターニングする方法である。本方法は、ポジ型またはネガ型の感光性樹脂組成物を全面に塗布してレジスト層を形成する工程と、前記レジスト層を、所定のパターンを有するマスクを介して露光する工程と、前記レジスト層を、現像する工程と、を具備する。
【0038】
また、マスクを介して露光する代わりに、デジタルマイクロミラーデバイスを用いて、マスクを介さずに露光をしても良い。デジタルマイクロミラーデバイス(デジタルミラーデバイス、DMDとも呼ばれる)とは、個別に駆動できる多数の微小鏡面(マイクロミラー)を平面に配列した素子である。各ミラーを個別に駆動することにより、表示画素ごとに光の投射を制御することができるため、マスクを用いずに所定のパターンで露光することができる。
【0039】
第2の方法は、直接描画によるレジスト層をパターニングする方法である。本方法は、感光性樹脂組成物を全面に塗布してレジスト層を形成する工程と、前記レジスト層を、レーザーまたは電子線による直接描画により所定のパターンで露光する工程と、前記レジスト層を、現像する工程と、を具備する。
【0040】
第3の方法は、印刷技術を用いて所定のパターンを有するレジスト層を直接形成する方法である。具体的には、レジスト材料をシルク・スクリーン印刷などで印刷する工程を含むことを特徴とする。印刷技法には通常の凹版印刷や孔版印刷の技法が用いられる。
【0041】
その後、図2(d)に示すように、電気メッキにより、金属製犠牲層11上であって、レジスト層13以外の個所に、アルカリ不溶性金属15を選択的に形成する。この際、複数種類のアルカリ不溶性金属を積層しても良い。
【0042】
その後、図2(e)に示すように、基材7などをアルカリ性の現像液に浸し、アルカリ可溶性金属を含む金属製犠牲層11と、アルカリ可溶性樹脂を含むレジスト層13を溶解し、アルカリ不溶性金属15を含む金属粒子1a、1bを基材5より剥離する。この現像液は、レジスト層13をパターニングする際に用いられる現像液よりも濃度が高い現像液である。
【0043】
その結果、図2(f)に示すとおり、個片化した金属粒子1a、1bが得られる。
【0044】
本発明の製造方法によると、表面に凹凸を有する金属粒子1a、1bが得られる。
【0045】
また、本発明の製造方法によると、表面に基材7の凹凸形状9を破壊せずに金属粒子1a、1bを基材7から剥離することができるため、一度凹凸形状9を作製すると、基材7を繰返し使用でき、低コストで金属粒子1a、1bを製造することができる。
【0046】
(金属粒子の製造方法の第2の実施の形態)
次に、本発明にかかる金属粒子1a、1bの製造方法の第2の実施の形態について説明する。
図4(a)は、基材上にアルカリ可溶性樹脂を含む犠牲層を形成する工程を示す。
図4(b)は、凹凸形状形成工程を示す。凹凸形状形成工程とは、基材上の、アルカリ可溶性樹脂を含む犠牲層の表面に、凹凸形状を形成する工程である。
図4(c)は、金属凹凸層形成工程を示す。金属凹凸層形成工程とは、犠牲層上に、金属凹凸層を形成する工程である。
図4(d)は、金属層形成工程を示す。金属層形成工程とは、金属凹凸層上に、金属層を形成する工程である。
図4(e)は、レジスト層形成工程を示す。レジスト層形成工程とは、金属層上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層を形成する工程である。
図4(f)は、金属粒子形成工程を示す。金属粒子形成工程は、金属凹凸層及び金属層をエッチングし、金属粒子を形成する工程である。
図4(g)は、剥離工程を示す。剥離工程とは、アルカリ性の現像液により、犠牲層及びレジスト層を除去し、金属粒子を基材より剥離する工程である。
図4(h)は、基材から剥離した金属粒子を示す。
【0047】
まず、図4(a)に示すように、基材23の上に、アルカリ可溶性樹脂を含む犠牲層25を形成する。犠牲層25は、アルカリ可溶性樹脂の塗布などにより形成される。
【0048】
その後、図4(b)に示すように、犠牲層25に凹凸形状9を形成する。この凹凸形状9は、マスクまたは階調マスクを介したフォトリソグラフィー、デジタルマイクロミラーデバイスを用いたフォトリソグラフィー、レーザーでの直接描画によるフォトリソグラフィーなどにより形成される。
【0049】
その後、図4(c)に示すように、犠牲層25の上に、金属凹凸層27を形成する。金属凹凸層27は、スパッタリングや蒸着などにより形成される。金属凹凸層27は、アルカリ不溶性金属を含むことが好ましく、金、銀、銅、クロム、チタンを用いることがより好ましい。
【0050】
その後、図4(d)に示すように、金属凹凸層27を形成した後に、金属層29を形成する。金属層29は、比較的厚い膜を形成する必要があるので、電気めっきにより形成されることが好ましい。なお、単一の金属により構成される金属粒子を得るためには、図4(c)の工程を省略し、金属層29を犠牲層25の上に無電解メッキ等の手法を用いることにより直接形成する。金属層29は、アルカリ不溶性金属を含むことが好ましく、ニッケルからなることがより好ましい。
【0051】
その後、図4(e)に示すように、金属層29の上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層31を形成する。このレジスト層31の形成は、前述のレジスト層13と同様の方法により形成可能である。
【0052】
その後、図4(f)に示すように、レジスト層31をマスクとして用い、金属凹凸層27と金属層29をエッチングする。このとき、金属凹凸層27と金属層29を構成する金属に応じて、ウェットエッチング、ドライエッチングなどを適宜用いることができる。
【0053】
その後、図4(g)に示すように、アルカリ性の現像液などにより、犠牲層25とレジスト層31を溶解させ、金属粒子1a、1bを基材23より剥離する。
【0054】
その結果、図4(h)に示すとおり、個片化した金属粒子1a、1bが得られる。
【0055】
本発明の製造方法によると、表面に凹凸を有する金属粒子1a、1bが得られる。
【0056】
本発明の製造方法により、二種以上の金属が積層した金属粒子1a、1bを得ることができる。
【実施例】
【0057】
以下、本発明について実施例を用いて具体的に説明する。
【0058】
[実施例1]
支持体フィルムとして、厚み16μmのポリエステル樹脂フィルム(東レ社製、ルミラー)を用いた。支持体フィルム上にアクリレート系紫外線硬化型樹脂(三菱化学社製、「ユピマーLZ−065S」を塗布し、加熱乾燥することにより厚み2μmの塗膜を形成した。
その後、ホログラム用の回折格子パターンの微小凹凸が表面に加工されたエンボスロールを、紫外線を照射することにより半硬化させた前述の紫外線硬化型樹脂に加圧密着させ、剥離した後に、更に紫外線を照射することにより、紫外線硬化型樹脂の表面に、凹凸形状として、ホログラム用の回折格子パターンを形成した。
さらに、前述の紫外線硬化型樹脂の表面に、金属製犠牲層としてアルミニウムを40nmの厚さで真空蒸着した。
さらに、ネガ型フォトレジスト(東京応化製アクリル系レジストPMER−N)を塗布し、70℃で30分乾燥加熱処理し、厚さ10μmの均一なレジスト膜を得た。その後、所望のパターンを露光できるようにしたフォトマスクを介して、平行紫外光照射装置により365nmの紫外線を250mJ/cm2の露光量で露光し、アルカリ現像液(水酸化ナトリウムを主成分とした水溶液:濃度1wt%)にて現像して、金属粒子の輪郭を形成する所望のパターンのレジスト層を形成した。
さらに、ニッケルの電気めっきを行い、レジスト層がない部分であるアルミニウム層が表面に出ている部分のみのニッケル層を形成した。
さらに、アルカリ現像液(水酸化ナトリウムを主成分とした水溶液:濃度10wt%)にて現像し、レジスト層と犠牲層を溶解させた。
このとき、現像液中に、表面に回折格子パターンが刻まれたニッケルの粒子を得た。
この現像液を水に置換することにより、ニッケルの粒子水分散液を得た。
【0059】
この金属粒子の水分散体を、水溶性紫外線硬化型樹脂(荒川化学社製AQ−9)と混合させ、偽造防止用インクを製造した。このとき、インク1Lあたり6500万個の金属粒子が入るように調整した。この偽造防止用インクを、180メッシュ版を用いたシルク・スクリーン印刷にて、商品券に印刷した。印刷された偽造防止用インクは、肉眼では金属粒子の形状は把握できなかったが、100倍のルーペを用いて拡大すると、金属粒子を識別できた。金属粒子の大きさが100μmであり、厚さは7μmであった。
【0060】
[実施例2]
支持体フィルムとして、厚み16μmのポリエステル樹脂フィルム(東レ社製、ルミラー)を用いた。支持体フィルム上に犠牲層として、ネガ型のドライフィルムレジスト(東京応化工業社製ORDYL PR、厚さ20μm)を用いて成膜した。
その後、回折格子パターンが刻まれたフォトマスクを介して、平行紫外光照射装置により露光し、アルカリ現像液(水酸化ナトリウムを主成分とした水溶液:濃度1wt%)にて現像することにより、犠牲層の表面に凹凸形状として、ホログラム用の回折格子パターンを形成した。
さらに、前述の犠牲層の表面に、金属凹凸層としてクロムを40nmの厚さで真空蒸着した。
さらに、前述の金属凹凸層の上に厚さ10μmのニッケル層を電気めっきにより形成した。
さらに、ネガ型フォトレジスト(東京応化製アクリル系レジストPMER−N)を塗布し、70℃で30分乾燥加熱処理し、厚さ10μmの均一なレジスト膜を得た。その後、所望のパターンを露光できるようにしたフォトマスクを介して、平行紫外光照射装置により365nmの紫外線を250mJ/cm2の露光量で露光し、アルカリ現像液(水酸化ナトリウムを主成分とした水溶液:濃度1wt%)にて現像して、金属粒子の輪郭を形成する所望のパターンのレジスト層を形成し、130℃にて乾燥させた。
その後、エッチング液(硝酸:リン酸:酢酸:水=7:10:10:3)に浸し、レジスト層をマスクとしてニッケル層とクロム層をエッチングした。
さらに、アルカリ現像液(水酸化ナトリウムを主成分とした水溶液:濃度5wt%)にて現像し、レジスト層と犠牲層を溶解させた。
このとき、現像液中に、表面に回折格子が刻まれたニッケルとクロムが積層してなる金属粒子を得た。
この現像液を水に置換することにより、金属粒子水分散液を得た。
【0061】
この金属粒子の水分散体を、水溶性紫外線硬化型樹脂(荒川化学社製AQ−9)と混合させ、偽造防止用インクを製造した。このとき、インク1Lあたり6500万個の金属粒子が入るように調整した。この偽造防止用インクを、180メッシュ版を用いたシルク・スクリーン印刷にて、商品券に印刷した。印刷された偽造防止用インクは、肉眼では金属粒子の形状は把握できなかったが、100倍のルーペを用いて拡大すると、金属粒子を識別できた。金属粒子の大きさが100μmであり、厚さは10μmであった。
【0062】
以上、添付図面を参照しながら、本発明の好適な実施形態について説明したが、本発明は係る例に限定されない。当業者であれば、本願で開示した技術的思想の範疇内において、各種の変更例または修正例に想到しえることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【符号の説明】
【0063】
1a、1b………金属粒子
3a、3b………識別部
5………基体
7、7a、7b………基材
9………凹凸形状
11………金属製犠牲層
13……レジスト層
15………アルカリ不溶性金属
17………基材
19………樹脂層
21………金属製基材
23………基材
25………犠牲層
27………金属凹凸層
29………金属層
31………レジスト層
41………有価証券
43………金属粒子含有部
51………カード
53………金属粒子含有部
【特許請求の範囲】
【請求項1】
表面に凹凸形状を有する基材上に、アルカリ可溶性金属を含む金属製犠牲層を形成する犠牲層形成工程と、
前記金属製犠牲層上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層を形成するレジスト層形成工程と、
電気メッキにより、前記金属製犠牲層上であって、前記レジスト層以外の個所に、アルカリ不溶性金属層を形成するアルカリ不溶性金属層形成工程と、
アルカリ性の現像液により、前記金属製犠牲層及び前記レジスト層を除去し、前記アルカリ不溶性金属層を前記基材から剥離する剥離工程と、
を具備することを特徴とする金属粒子の製造方法。
【請求項2】
前記犠牲層形成工程において、
前記基材が、樹脂層を有する基材であり、
前記凹凸形状が樹脂層の表面に形成されていることを特徴とする請求項1に記載の金属粒子の製造方法。
【請求項3】
前記犠牲層形成工程において、
前記基材が、表面に凹凸形状を有し、アルカリ不溶性の金属を含むことを特徴とする請求項1に記載の金属粒子の製造方法。
【請求項4】
基材上の、アルカリ可溶性樹脂を含む犠牲層の表面に、凹凸形状を形成する凹凸形状形成工程と、
前記犠牲層上に、金属凹凸層を形成する金属凹凸層形成工程と、
前記金属凹凸層上に、金属層を形成する金属層形成工程と、
前記金属層上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層を形成するレジスト層形成工程と、
前記金属凹凸層及び前記金属層をエッチングし、金属粒子を形成する金属粒子形成工程と、
アルカリ性の現像液により、前記犠牲層及び前記レジスト層を除去し、前記金属粒子を基材より剥離する剥離工程と、
を具備することを特徴とする金属粒子の製造方法。
【請求項1】
表面に凹凸形状を有する基材上に、アルカリ可溶性金属を含む金属製犠牲層を形成する犠牲層形成工程と、
前記金属製犠牲層上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層を形成するレジスト層形成工程と、
電気メッキにより、前記金属製犠牲層上であって、前記レジスト層以外の個所に、アルカリ不溶性金属層を形成するアルカリ不溶性金属層形成工程と、
アルカリ性の現像液により、前記金属製犠牲層及び前記レジスト層を除去し、前記アルカリ不溶性金属層を前記基材から剥離する剥離工程と、
を具備することを特徴とする金属粒子の製造方法。
【請求項2】
前記犠牲層形成工程において、
前記基材が、樹脂層を有する基材であり、
前記凹凸形状が樹脂層の表面に形成されていることを特徴とする請求項1に記載の金属粒子の製造方法。
【請求項3】
前記犠牲層形成工程において、
前記基材が、表面に凹凸形状を有し、アルカリ不溶性の金属を含むことを特徴とする請求項1に記載の金属粒子の製造方法。
【請求項4】
基材上の、アルカリ可溶性樹脂を含む犠牲層の表面に、凹凸形状を形成する凹凸形状形成工程と、
前記犠牲層上に、金属凹凸層を形成する金属凹凸層形成工程と、
前記金属凹凸層上に、金属層を形成する金属層形成工程と、
前記金属層上に、所定のパターンを有するアルカリ可溶性樹脂を含むレジスト層を形成するレジスト層形成工程と、
前記金属凹凸層及び前記金属層をエッチングし、金属粒子を形成する金属粒子形成工程と、
アルカリ性の現像液により、前記犠牲層及び前記レジスト層を除去し、前記金属粒子を基材より剥離する剥離工程と、
を具備することを特徴とする金属粒子の製造方法。
【図1】



【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2012−251176(P2012−251176A)
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願番号】特願2011−122150(P2011−122150)
【出願日】平成23年5月31日(2011.5.31)
【公序良俗違反の表示】
特許法第64条第2項第4号の規定により図面の一部または全部を不掲載とする。
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
【公開日】平成24年12月20日(2012.12.20)
【国際特許分類】
【出願日】平成23年5月31日(2011.5.31)
【公序良俗違反の表示】
特許法第64条第2項第4号の規定により図面の一部または全部を不掲載とする。
【出願人】(000002897)大日本印刷株式会社 (14,506)
【Fターム(参考)】
[ Back to top ]