
金属膜の孔部閉塞方法及びこの方法により孔部が塞がれた金属膜
【課題】薄い金属膜に生じた孔部であっても容易に塞ぐことができる金属膜の孔部閉塞方法、及びこの方法によって孔部が塞がれた金属膜を提供する。
【解決手段】第1金属元素(チタン等)を含有する金属粉末及び金属化合物粉末(金属酸化物粉末等)のうちの少なくとも一方の分散質及び分散媒(エタノール等)を含有する分散体を、第2金属元素(チタン等)を含有する金属膜の孔部及びその周縁に供給して塗膜を形成する塗膜形成工程と、塗膜を加熱し(レーザ照射等による)、分散質を溶融させ、その後、固化させて、孔部を塞ぐ孔部閉塞工程と、を備える金属膜の孔部閉塞方法、及びこの方法により、孔部に分散質の硬化体が充填され、孔部が塞がれている金属膜。
【解決手段】第1金属元素(チタン等)を含有する金属粉末及び金属化合物粉末(金属酸化物粉末等)のうちの少なくとも一方の分散質及び分散媒(エタノール等)を含有する分散体を、第2金属元素(チタン等)を含有する金属膜の孔部及びその周縁に供給して塗膜を形成する塗膜形成工程と、塗膜を加熱し(レーザ照射等による)、分散質を溶融させ、その後、固化させて、孔部を塞ぐ孔部閉塞工程と、を備える金属膜の孔部閉塞方法、及びこの方法により、孔部に分散質の硬化体が充填され、孔部が塞がれている金属膜。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属膜の孔部閉塞方法及びこの方法により孔部が塞がれた金属膜に関する。更に詳しくは、本発明は、薄い金属膜であっても、生じた孔部を容易に、且つ確実に塞ぐことができる金属膜の孔部閉塞方法、及びこの孔部閉塞方法によって孔部が塞がれた金属膜に関する。
【背景技術】
【0002】
金属成形体の欠損部の補修などは、従来、溶接によりなされている。例えば、レーザ溶接により、耐摩耗や耐食性のある溶接金属を母材表面に盛り上げたり、消耗した部分や足りない部分の表面に溶接金属を盛り上げて補修する方法が知られている(例えば、特許文献1参照。)。また、プラズマ粉末溶接又はレーザ粉末溶接により、耐摩耗性に優れ、且つ高品質で高能率な肉盛溶接をすることも知られている(例えば、特許文献2参照。)。
【0003】
更に、上記の溶接方法等の従来の一般的な溶接方法として、(1)母材そのものを溶融させて接合する溶かし込み溶接、(2)母材と同種又は類似の材質の溶接棒を溶融させ、溶接部に供給して接合する方法、(3)母材の被溶接部に母材と同種又は類似の材質の粉体を撒布し、飛散防止のためテープ、接着剤等で固定した後、レーザを照射し、粉末を溶融させて接合する粉体溶接、及び(4)プラズマ溶射により、母材と同種又は類似の材質の粉体を、母材の被溶接部に向けて噴射し、接合するプラズマ溶射法等が知られている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平7−51871号公報
【特許文献2】特開平1−166897号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記の特許文献1、2に記載されているように、従来の一般的な方法により溶接可能な金属成形体等であれば、孔部が生じた場合、何ら問題なく修復等をすることができる。しかし、薄い金属膜、例えば、厚さが100μm程度以下の金属膜である場合は、上記(1)の溶かし込み溶接では、母材の肉量不足で孔部を塞ぐことができない、上記(2)の溶接棒を用いた方法では、溶接棒を溶融させるための熱で母材そのものが溶融し過ぎる、上記(3)の粉体溶接では、粉体の固定に用いたテープ等が不純物として孔埋め部に混入し、また、粉体を均等に撒布することができず、溶接むらが生じる、及び上記(4)のプラズマ溶射法では、溶射範囲が広いため母材の熱歪みが大きく、溶射状態を確認することができないため溶接むらが生じる、などの問題がある。
【0006】
上記のように、一般的な方法では孔部の補修が容易ではない薄い金属膜の一例として、燃料電池に用いられるセパレータが挙げられる。このセパレータには、多くの凸部及び/又は溝部が形成され、凸部間の空間及び/又は溝部が、燃料ガス又は酸化剤ガスの流路となり、燃料電池スタックとしたときに隣り合うセパレータ間の空間が冷却水等の冷媒の流路となることが多いが、薄い金属膜である場合、多くの凸部及び/又は溝部を形成するのは容易ではない。
【0007】
更に、セパレータは可能な限り薄層であることが好ましいため、より薄い金属膜が用いられる傾向があり、成形壁もより薄くなり、特に成形壁の角部等にピンホールが生じることがある。そして、このようなピンホールは、上記の一般的な溶接方法では、上記の理由により塞ぐことは容易ではない。
【0008】
そこで、セパレータに生じたピンホールの修復方法を種々検討した結果、ピンホール及びその周縁に、好ましくは母材と同種又は類似の材質の粉末を撒布し、この粉末を溶融させ、その後、固化させて、ピンホールを塞ぐ方法がよいことが見出された。しかし、上記のように、粉末の飛散を防止するためテープ等を用いた場合は、テープ等が不純物として孔埋め部に混入することになる。そのため、テープ等を用いずに粉末の飛散を防止する方法を検討したところ、粉末を、修復作業時に速やかに揮散してしまう分散媒に分散させた分散体を用いることにより、粉末の飛散が防止されるとともに、ピンホールを容易に、且つ確実に塞ぎ得ることが見出された。
本発明は、このような知見に基づいてなされたものである。
【課題を解決するための手段】
【0009】
本発明は以下のとおりである。
1.第1金属元素を含有する金属粉末及び第1金属元素を含有する金属化合物粉末のうちの少なくとも一方の分散質及び分散媒を含有する分散体を、第2金属元素を含有する金属膜の孔部及び上記孔部の周縁に供給して塗膜を形成する塗膜形成工程と、
上記塗膜を加熱し、上記分散質を溶融させ、その後、固化させて、上記孔部を塞ぐ孔部閉塞工程と、を備えることを特徴とする金属膜の孔部閉塞方法。
2.上記第1金属元素と上記第2金属元素とが同一金属元素である上記1.に記載の金属膜の孔部閉塞方法。
3.上記加熱がレーザによりなされる上記1.又は2.に記載の金属膜の孔部閉塞方法。
4.上記1.乃至3.のうちのいずれか1項に記載の金属膜の孔部閉塞方法により孔部が塞がれた金属膜であって、
上記孔部に上記分散質が充填されていることを特徴とする金属膜。
【発明の効果】
【0010】
本発明の金属膜の孔部閉塞方法は、金属化合物粉末等の分散質を含有する分散体を、孔部及びその周縁に供給して塗膜を形成する工程と、この塗膜を加熱し、分散質を溶融させ、その後、固化させて、孔部を塞ぐ工程とを備える。そのため、テープ等により固定しなくても金属化合物粉末等が飛散することがないとともに、熱容量の小さい粉末は容易に溶融するため、母材を過度に加熱し、溶融させることなく、孔部を容易に、且つ確実に閉塞させることができる。
また、第1金属元素と第2金属元素とが同一金属元素である場合は、溶融した分散質を金属膜の孔部及びその周縁により強固に接合させることができ、孔部をより確実に閉塞させることができる。
更に、加熱がレーザによりなされる場合は、分散質を容易に溶融させることができるとともに、所要の狭い範囲のみを加熱することができるため、加熱を必要としない部分まで加熱されることが抑えられる。
本発明の金属膜は、本発明の孔部閉塞方法によって孔部が閉塞されているため、孔部がより確実に閉塞され、且つ孔部の周縁の母材が溶融し過ぎることもなく、強度等の低下も抑えられる。
【図面の簡単な説明】
【0011】
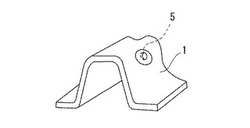
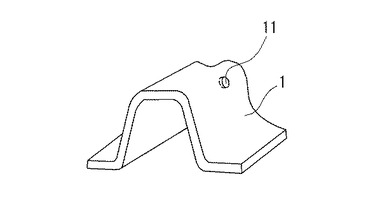
【図1】金属膜が成形されてなる成形体の成形壁のうちの特に角部にピンホールが生じている様子を表す模式図である。
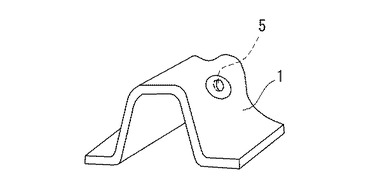
【図2】図1の成形体のピンホールが、溶融後、固化した分散質によって閉塞された様子を表す模式図である。
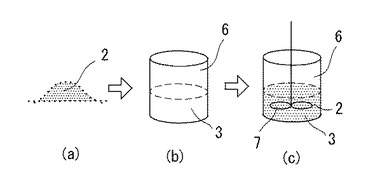
【図3】(a)は分散質の粉末、(b)は容器に入れられた分散媒、(c)は容器に分散質の粉末を投入し、攪拌して、分散体を調製している様子、の模式的な説明図である。
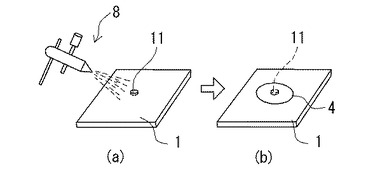
【図4】(a)はエアブラシを用いて分散体を金属膜に生じた孔部及びその周縁に向けて噴射し、供給している様子、(b)は金属膜の孔部及びその周縁に形成された塗膜、を表す模式的な説明図である。
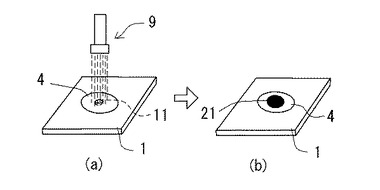
【図5】(a)は塗膜にレーザが照射されている様子、(b)は孔部及びその周縁の塗膜に含有される分散質が溶融した後、固化して孔部が閉塞された様子、を表す説明図である。
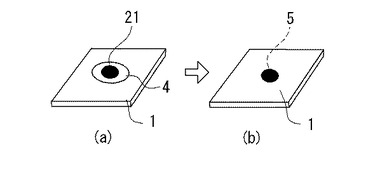
【図6】(a)は孔部及びその周縁の塗膜に含有される分散質が溶融した後、固化して孔部が閉塞された様子、(b)は残存した塗膜が除去され、溶融した部分により孔部が閉塞された様子、を表す説明図である。
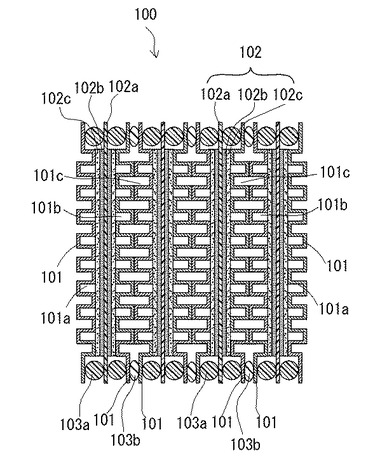
【図7】電解質膜電極接合体の両面に金属膜を用いて成形されたセパレータが配設された単セルが、複数個積層されてなる高分子固体電解質形燃料電池スタックの断面の模式図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態を図面を参照しながら説明する。
ここで示される事項は例示的なもの及び本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
【0013】
[1]金属膜の孔部閉塞方法
本発明の金属膜の孔部閉塞方法は、第1金属元素を含有する単体粉末、第1金属元素を含有する合金粉末及び第1金属元素を含有する金属化合物粉末のうちの少なくとも1種の分散質及び分散媒を含有する分散体を、第2金属元素を含有する金属膜の孔部及びその周縁に供給して塗膜を形成する塗膜形成工程と、この塗膜を加熱し、分散質を溶融させ、その後、固化させて、孔部を塞ぐ孔部閉塞工程と、を備える。
【0014】
上記「塗膜形成工程」では、分散体が金属膜の孔部(図1参照)及びその周縁に供給され、塗膜が形成される。
上記「第1金属元素」は特に限定されず、種々の金属元素とすることができる。また、上記「分散質」としては、第1金属元素を含有する上記「金属粉末」、及び上記「金属化合物粉末」のうちの少なくとも1種を用いることができる。金属粉末は、単体粉末でもよく、合金粉末でもよい。また、金属化合物粉末も特に限定されず、金属の酸化物、炭化物、窒化物、ハロゲン化物等の粉末が挙げられる。金属粉末及び金属化合物粉末は、それぞれ1種のみ用いてもよく、2種以上を併用することもできる。更に、金属粉末と金属化合物粉末とを併用することもできる。
【0015】
第1金属元素は、金属膜に含有される第2金属元素と同一金属元素であることが好ましい。例えば、金属膜を用いた成形体が燃料電池に用いられるセパレータであり、このセパレータが第2金属元素としてチタン元素を含有する場合、第1金属元素もチタン元素であることが好ましく、分散質としては、チタン単体粉末、チタン合金粉末及び二酸化チタン粉末のうちの少なくとも1種を用いることが好ましい。
【0016】
分散質に含有される第1金属元素と、金属膜に含有される第2金属元素とが、同一金属元素である場合、分散質に含有される金属元素の合計を100mol%とした場合に、第1金属元素は95mol%以上、特に99mol%以上であることが好ましい(100mol%であることが特に好ましい。)。また、金属膜に含有される金属元素の合計を100mol%とした場合に、第2金属元素は95mol%以上、特に99mol%以上であることが好ましい(100mol%であることが特に好ましい。)。このように、分散質及び金属膜に含有される同一金属元素がともに95mol%以上であれば、分散質が溶融し、その後、固化してなる硬化体と金属膜(母材)とを強固に密着させることができ、孔部をより確実に閉塞させることができる。
【0017】
また、分散質として、金属粉末(単体粉末及び合金粉末)と金属化合物粉末とを併用する場合、単体、合金、金属化合物の各々の融点は大差がないことが好ましい。融点に大差がなければ、種類の異なる分散質を容易に、且つ一体に溶融させることができ、作業し易いとともに、より均質な孔埋め部を形成することができる。
【0018】
金属粉末及び金属化合物粉末の各々の平均粒径も特に限定されないが、0.1〜10μmであることが好ましく、0.1〜5μm、特に0.2〜3μm、更に0.3〜1.5μmであることがより好ましい。平均粒径が0.1〜10μm、特に0.2〜3μmであれば、それぞれの粉末粒子の熱容量が小さいため、少量の熱で容易に溶融させることができるとともに、速やかに溶融する多くの粉末粒子からの伝熱で、孔部の周縁の母材の溶融が促進され、孔部を容易に、且つ確実に閉塞させることができる。また、粉末粒子が速やかに溶融するため、過剰な加熱を必要とせず、母材が過度に加熱され、溶融することも抑えられる。
【0019】
更に、それぞれの粉末の平均粒径が上記の範囲内であれば、凝集することなく、分散媒により均一に分散させることができ、より均質な分散体を調製することができる。また、金属粉末と金属化合物粉末とを併用する場合は、それぞれの粉末の平均粒径は大差のないことが好ましく、全ての粉末の平均粒径が上記の範囲内であることがより好ましい。
尚、各々の粉末の平均粒径は、レーザ回折式粒度分布測定装置及び走査電子顕微鏡による観察等の方法により測定することができ、本発明ではレーザ回折式粒度分布測定装置により測定された値である。
【0020】
上記「分散体」は、分散質と分散媒とを含有する。上記「分散媒」は特に限定されず、分散質が分散し、分散体が形成されればよく、各種の有機媒体及び水等を用いることができる。また、分散媒は、レーザの照射等による分散質の溶融前に速やかに揮散してしまう媒体であることが好ましい。このように揮散し易い媒体であれば、媒体の揮散に多くのエネルギーを必要としないとともに、分散質をより容易に溶融させることができ、より均質な孔埋め部を形成することができる。揮散し易い媒体は特に限定されないが、例えば、メチルアルコール(沸点;64.7℃)、エチルアルコール(沸点;78.4℃)、イソプロピルアルコール(沸点;82.4℃)、アセトン(沸点;56.5℃)、メチルエチルケトン(沸点;79.5℃)及びアセトニトリル(沸点;82.0℃)等の水より低沸点の各種の有機媒体が挙げられる。
【0021】
分散体における分散質の含有量も特に限定されず、分散質及び分散媒のそれぞれの種類等にもよるが、分散体を100質量%とした場合に、分散質は10〜50質量%、特に15〜45質量%、更に20〜40質量%とすることができる。分散質の含有量が10質量%未満、即ち、分散媒が多量であるときは、所要厚さの塗膜を形成することができない場合がある。一方、分散質の含有量が50質量%を超えると、分散質と分散媒との組み合わせによっては、均質な分散体とならないことがあり、エアブラシ等を用いて噴射させ、供給することも容易ではなく、均質な塗膜を形成することができない場合がある。
【0022】
上記「塗膜」は、分散体が金属膜の孔部及びその周縁に供給されて形成されるが、この「周縁」は特に限定されず、孔部の開口端縁から500μm以内、特に300μm以内であればよく、この範囲を超えて分散体を供給し、塗膜を形成してもよいが、特にその必要はない。また、「周縁」に供給とは、「少なくとも周縁」に供給するという意味であり、孔部が微小であるため、周縁の所要範囲にのみ供給することが容易でない場合は、分散体をより広範囲に供給し、より広範囲に塗膜を形成してもよい。更に、供給された分散体は孔部に充填されるとともに、金属膜の表面のうちの少なくとも孔部の周縁に塗布され、塗膜が形成されるが、「塗膜」は、これら全体を意味するものとする。
【0023】
また、金属膜の表面における塗膜の厚さも特に限定されず、分散体における分散質の質量割合、及び分散質の平均粒径等にもよるが、1〜50μm、特に5〜30μmとすることができる。塗膜の厚さが1〜50μmであれば、分散体が孔部に十分に流入して充填され、孔部をより確実に閉塞させることができるとともに、塗膜の加熱による分散質の溶融も容易であり、孔部をより効率よく塞ぐことができる。
【0024】
塗膜形成工程において、分散体を金属膜の孔部及びその周縁に供給する方法は特に限定されず、空気等の気体の圧力によって各種スラリー等をノズルから噴出させ、供給するときに用いられるエアブラシ等の塗布機器を使用することができる。更に、分散質は微細な粉末であるが、分散媒に分散した状態で塗膜が形成されるため、分散質を固定するための特段の手段を必要とせず、分散媒が除去され、分散質が溶融、固化して形成される硬化体(この硬化体によって孔部が閉塞され、孔部の周縁に硬化体からなる皮膜が形成される。)に異物が混入することもない。
【0025】
また、上記「第2金属元素」は特に限定されず、金属膜を用いた成形体の用途、所要物性等により、種々の金属元素とすることができる。更に、上記「金属膜」を用いた成形体としては、用途に応じた各種の形状の成形体があり、上記のように、燃料電池に用いられるセパレータ等が挙げられる。これらの成形体のうちで、上記セパレータには、優れた導電性及びガスシール性等が要求される。更に、燃料電池スタックとしたときに、スタックの小型化、軽量化も必要である。そのため、薄く、且つ十分な強度等を有するセパレータであることが好ましく、ステンレス鋼(第2金属元素として鉄元素が含有される。)、チタン、及びチタン合金(第2金属元素としてチタン元素が含有される。)等の金属を用いてなるセパレータが用いられることが多い。
【0026】
金属膜を用いた成形体、特に上記セパレータのように、薄い金属膜に微細、且つ複雑な成形加工が施された成形体では、金属膜に上記「孔部」が生じることがある。孔部は成形体の平面部では生じることが少ないかもしれないが、角部等では平面部と比べて成形壁が薄くなることもあり、孔部が生じる可能性が高くなる傾向がある。この孔部は何らかの方法で閉塞させる必要があるが、金属膜が厚膜であれば、上記の一般的な溶接方法により、容易に閉塞させることができる。しかし、上記セパレータのように、厚さが150μm以下、特に10〜100μmと薄い場合は、上記の一般的な溶接方法では、母材の溶融を最小限に止めるとともに、孔部を確実に塞ぐことは容易ではない。
【0027】
一方、本発明の金属膜の孔部閉塞方法によれば、金属粉末及び/又は金属化合物粉末を使用し、且つこの粉末を分散媒に分散させた分散体を用いることにより、上記セパレータのように薄い金属膜であっても、母材を過度に溶融させることなく、容易に、且つ確実に生じた孔部を閉塞させることができる。
【0028】
上記「孔部閉塞工程」では、塗膜が加熱され、分散質が溶融し、その後、固化して、孔部が閉塞される(図2参照)。
上記「加熱」は、分散質を溶融させることができればよく、加熱方法は特に限定されないが、閉塞すべき孔部は径小であり、分散質を溶融させるべき領域は微小面積であるため、可能な限り、所要領域のみが加熱され、その他の部分は加熱されない加熱方法であることが好ましい。このような加熱方法としては、例えば、高出力で狭小範囲を加熱することができるレーザの照射及び誘導加熱等が挙げられる。レーザの場合、出力の調整も容易であり、スポット径も150μm以下、特に30〜120μmとすることができ、孔部及びその周縁の狭小範囲の加熱が容易であるとともに、分散質を速やかに溶融させることができ、孔部を確実に閉塞させることができる。
【0029】
孔部閉塞工程では、溶融し、その後、固化した分散質により金属膜の孔部が閉塞されるため、上記のように、分散質に含有される第1金属元素と、金属膜に含有される第2金属元素とは、同一金属元素であることが好ましい。この同一金属元素が、分散質及び金属膜に上記の割合で含有されておれば、分散質が溶融し、その後、固化してなる硬化体と、金属膜(母材)とを強固に密着させることができ、孔部をより確実に閉塞させることができる。
【0030】
加熱により所要領域の分散質が溶融し、その後、溶融した分散質が固化して硬化体となり、内部に充填された硬化体により孔部が閉塞されるとともに、金属膜の表面のうちの孔部の周縁に硬化体からなる皮膜が形成される。このようにして孔部が閉塞されるが、加熱されず、又は十分に加熱されず、分散媒が残存する塗膜、又は分散媒は揮散したものの、溶融せず、そのまま残存する分散質は、通常、除去される。加熱されず、又は十分に加熱されず、分散質が溶融しなかった部分は、分散媒の種類、加熱箇所からの距離等により、溶融しなかった分散質からなる、又は溶融しなかった分散質と残存する分散媒とからなるが、これらは水と界面活性剤との混合液等により擦り洗いする方法などにより、容易に除去することができる。
【0031】
[2]孔部が閉塞された金属膜
本発明の金属膜は、本発明の金属膜の孔部閉塞方法により孔部が塞がれた金属膜であって、孔部に分散質が充填されている。より具体的には、孔部に流入した分散体に含有されていた分散質が溶融し、その後、固化してなる硬化体が孔部に充填されている。
金属膜としては、上記のように、燃料電池に用いられるセパレータ等が挙げられ、微細、且つ複雑な成形加工が施されることで、角部等に孔部が生じることがあり、この孔部が、本発明の金属膜の孔部閉塞方法により確実に塞がれている。
尚、この孔部が閉塞された金属膜において、各々の要件については、孔部閉塞方法における上記のそれぞれの記載をそのまま適用することができる。
【0032】
[3]燃料電池
本発明の金属膜の孔部閉塞方法は、燃料電池のセパレータ等の薄い金属膜に生じた孔部の閉塞において特に有用であり、以下、燃料電池の一例として高分子固体電解質形燃料電池の概要を説明する。
【0033】
図7は、高分子固体電解質形燃料電池の一例の模式的な断面図である。この高分子固体電解質形燃料電池100は、高分子固体電解質層102aと、その両面に積層された触媒層102bと、各々の触媒層102bの表面に積層されたガス拡散層102cとを有する電解質膜電極接合体102の両面にセパレータ101が配設されてなる単セルを備え、複数の単セルが積層されてなるスタック構造を有する。また、この燃料電池スタックでは、複数の単セルが積層されてなる積層体の両端面に、集電層、絶縁層及びエンドプレート等が順次配設され、且つ全体がタイロッドで締め付けられ、タイロッドの端部に螺合されたナットにより一体に固定されている。
【0034】
また、電解質膜電極接合体102を構成する一方の側のガス拡散層102cの表面と、このガス拡散層102cに積層されたセパレータ101の内表面とにより形成される空間が、燃料ガスを流通させるための燃料ガス流路101aとなり、他方の側のガス拡散層102cの表面と、このガス拡散層102cに積層されたセパレータ101の内表面とにより形成される空間が、酸化剤ガスを流通させるための酸化剤ガス流路101bとなる。
【0035】
上記のような構成の燃料電池スタックでは、燃料ガスは、燃料ガス導入口より導入されて燃料ガス流路101aを流通し、ガス拡散層102cにより拡散され、触媒層102b及び高分子固体電解質層102aと接触して発電に供され、残部は燃料ガス排出口より排出される。一方、酸化剤ガスは、酸化剤ガス導入口より導入されて酸化剤ガス流路101bを流通し、ガス拡散層102cにより拡散され、触媒層102b及び高分子固体電解質層102aと接触して発電に供され、残部は酸化剤ガス排出口より排出される。また、燃料電池スタックは、運転にともなって発熱するため冷却する必要があり、冷媒、通常は冷却水が流通する冷却水流路101cが設けられる。
【0036】
冷却水流路101cは、別部材を用いて設けてもよいが、特にその必要はない。例えば、互いに隣り合う単セルのうちの一方が有する燃料ガス流路101aを形成するセパレータ101と、他方が有する酸化剤ガス流路101bを形成するセパレータ101との間の空間を冷却水流路101cとして利用することができる。
【0037】
更に、固体高分子電解質層102a及びセパレータ101は、各々の両端部が、触媒層102b及びガス拡散層102cより外方に突出しており、固体高分子電解質層102aの突出部と、セパレータ101の突出部との間には、燃料ガス及び酸化剤ガスの漏出を防止するためのガスシール材103aが介装されている。また、隣り合うセパレータ101のそれぞれの突出部の間には、冷却水の漏出を防止するための冷却水シール材103bが介装されている。
【実施例】
【0038】
以下、実施例により本発明を具体的に説明する。
実施例1
二酸化チタン粉末2[分散質(ホルベイン社製、商品名「チタニウムホワイト」、平均粒径;0.5μm)][図3(a)参照]を、ビーカー6に入れられた無水エタノール3(分散媒)[図3(b)参照]に、30質量%濃度となるように配合し、攪拌翼7により攪拌して、分散体を調製した[図3(c)参照]。一方、縦20mm、横20mm、厚さ50μmであり、中心部に直径5μmの貫通孔11が設けられたチタン金属膜1[図4(a)参照]を準備した。
【0039】
その後、エアブラシ8(ノズル径;0.2mm、エアコンプレッサの圧力;0.1MPa)により、チタン金属膜1の一面側の略全面に分散体を吹き付け、分散体を貫通孔11の内部に流入させるとともに、チタン金属膜1の表面における平均厚さが10μmである塗膜4を形成した[図4(b)参照]。この塗膜4を目視により観察したところ、塗布むら等はなく、分散体が均等に塗布されていることが確認された。
【0040】
次いで、レーザ照射機9により、スポット径が100μmのレーザ光を、2Jの出力で、塗膜4の貫通孔11を中心とする部分に照射し[図5(a)参照]、分散媒を揮散させるとともに、二酸化チタン粉末2を溶融させ、その後、自然冷却で雰囲気温度(室温;25〜30℃)にまで降温させ、貫通孔11に硬化体21(二酸化チタン)が充填され、且つチタン金属膜1の表面のうちの貫通孔11を中心とする直径300μmの範囲[孔部(貫通孔11)の開口端縁から147.5μmの範囲が孔部の周縁になる。]に、厚さ10μmの硬化体からなる皮膜21が形成されたチタン金属膜1を得た[図5(b)参照]。次いで、溶融しなかった二酸化チタン粉末、及び残存する無水エタノール[図6(a)の塗膜4参照]を、水と界面活性剤との混合液により擦り洗いして除去し、孔埋め部5を有するチタン金属膜1を得た[図6(b)参照]。
【0041】
尚、本発明では、上記の実施例の記載に限られず、本発明の範囲内で種々変更した実施例とすることができる。例えば、二酸化チタン粉末に代えてチタン粉末及びチタン合金粉末等を用いることもできる。この場合、平均粒径が数μm程度以下のチタン粉末、チタン合金粉末等を用いて、実施例1の場合と同程度の厚さの燃料電池用セパレータに生じた、実施例1の場合と同程度の直径の貫通孔を閉塞させることができる。
【0042】
また、前述の記載は単に説明を目的とするものでしかなく、本発明を限定するものと解釈されるものではない。本発明を典型的な実施態様を挙げて説明したが、本発明の記述及び図示において使用された文言は、限定的な文言ではなく、説明的および例示的なものであると理解される。ここで詳述したように、その態様において本発明の範囲又は精神から逸脱することなく、添付の特許請求の範囲内で変更が可能である。ここでは、本発明の詳述に特定の構造、材料及び実施態様を参照したが、本発明をここにおける開示事項に限定することを意図するものではなく、寧ろ、本発明は添付の特許請求の範囲内における、機能的に同等の構造、方法、使用の全てに及ぶものとする。
【産業上の利用可能性】
【0043】
本発明は、金属膜を用いた広範な製品分野で利用することができ、特に燃料電池に用いられるセパレータのような、薄い金属膜を用いてなる成形体の分野において有用である。
【符号の説明】
【0044】
1;金属膜(チタン金属膜)、11;孔部(ピンホール)、2;分散質の粉末、21;硬化体(硬化体からなる皮膜も含む。)、3;分散媒、4;塗膜、5;孔埋め部、6;容器、7;攪拌翼、8;エアブラシ、9−;レーザ照射機、100;高分子固体電解質形燃料電池スタック、101;セパレータ、101a;燃料ガス流路、101b;酸化剤ガス流路、101c;冷却水流路、102;電解質電極接合体、102a;高分子固体電解質層、102b;触媒層、102c;ガス拡散層、103a;ガスシール材、103b;冷却水シール材。
【技術分野】
【0001】
本発明は、金属膜の孔部閉塞方法及びこの方法により孔部が塞がれた金属膜に関する。更に詳しくは、本発明は、薄い金属膜であっても、生じた孔部を容易に、且つ確実に塞ぐことができる金属膜の孔部閉塞方法、及びこの孔部閉塞方法によって孔部が塞がれた金属膜に関する。
【背景技術】
【0002】
金属成形体の欠損部の補修などは、従来、溶接によりなされている。例えば、レーザ溶接により、耐摩耗や耐食性のある溶接金属を母材表面に盛り上げたり、消耗した部分や足りない部分の表面に溶接金属を盛り上げて補修する方法が知られている(例えば、特許文献1参照。)。また、プラズマ粉末溶接又はレーザ粉末溶接により、耐摩耗性に優れ、且つ高品質で高能率な肉盛溶接をすることも知られている(例えば、特許文献2参照。)。
【0003】
更に、上記の溶接方法等の従来の一般的な溶接方法として、(1)母材そのものを溶融させて接合する溶かし込み溶接、(2)母材と同種又は類似の材質の溶接棒を溶融させ、溶接部に供給して接合する方法、(3)母材の被溶接部に母材と同種又は類似の材質の粉体を撒布し、飛散防止のためテープ、接着剤等で固定した後、レーザを照射し、粉末を溶融させて接合する粉体溶接、及び(4)プラズマ溶射により、母材と同種又は類似の材質の粉体を、母材の被溶接部に向けて噴射し、接合するプラズマ溶射法等が知られている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平7−51871号公報
【特許文献2】特開平1−166897号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
上記の特許文献1、2に記載されているように、従来の一般的な方法により溶接可能な金属成形体等であれば、孔部が生じた場合、何ら問題なく修復等をすることができる。しかし、薄い金属膜、例えば、厚さが100μm程度以下の金属膜である場合は、上記(1)の溶かし込み溶接では、母材の肉量不足で孔部を塞ぐことができない、上記(2)の溶接棒を用いた方法では、溶接棒を溶融させるための熱で母材そのものが溶融し過ぎる、上記(3)の粉体溶接では、粉体の固定に用いたテープ等が不純物として孔埋め部に混入し、また、粉体を均等に撒布することができず、溶接むらが生じる、及び上記(4)のプラズマ溶射法では、溶射範囲が広いため母材の熱歪みが大きく、溶射状態を確認することができないため溶接むらが生じる、などの問題がある。
【0006】
上記のように、一般的な方法では孔部の補修が容易ではない薄い金属膜の一例として、燃料電池に用いられるセパレータが挙げられる。このセパレータには、多くの凸部及び/又は溝部が形成され、凸部間の空間及び/又は溝部が、燃料ガス又は酸化剤ガスの流路となり、燃料電池スタックとしたときに隣り合うセパレータ間の空間が冷却水等の冷媒の流路となることが多いが、薄い金属膜である場合、多くの凸部及び/又は溝部を形成するのは容易ではない。
【0007】
更に、セパレータは可能な限り薄層であることが好ましいため、より薄い金属膜が用いられる傾向があり、成形壁もより薄くなり、特に成形壁の角部等にピンホールが生じることがある。そして、このようなピンホールは、上記の一般的な溶接方法では、上記の理由により塞ぐことは容易ではない。
【0008】
そこで、セパレータに生じたピンホールの修復方法を種々検討した結果、ピンホール及びその周縁に、好ましくは母材と同種又は類似の材質の粉末を撒布し、この粉末を溶融させ、その後、固化させて、ピンホールを塞ぐ方法がよいことが見出された。しかし、上記のように、粉末の飛散を防止するためテープ等を用いた場合は、テープ等が不純物として孔埋め部に混入することになる。そのため、テープ等を用いずに粉末の飛散を防止する方法を検討したところ、粉末を、修復作業時に速やかに揮散してしまう分散媒に分散させた分散体を用いることにより、粉末の飛散が防止されるとともに、ピンホールを容易に、且つ確実に塞ぎ得ることが見出された。
本発明は、このような知見に基づいてなされたものである。
【課題を解決するための手段】
【0009】
本発明は以下のとおりである。
1.第1金属元素を含有する金属粉末及び第1金属元素を含有する金属化合物粉末のうちの少なくとも一方の分散質及び分散媒を含有する分散体を、第2金属元素を含有する金属膜の孔部及び上記孔部の周縁に供給して塗膜を形成する塗膜形成工程と、
上記塗膜を加熱し、上記分散質を溶融させ、その後、固化させて、上記孔部を塞ぐ孔部閉塞工程と、を備えることを特徴とする金属膜の孔部閉塞方法。
2.上記第1金属元素と上記第2金属元素とが同一金属元素である上記1.に記載の金属膜の孔部閉塞方法。
3.上記加熱がレーザによりなされる上記1.又は2.に記載の金属膜の孔部閉塞方法。
4.上記1.乃至3.のうちのいずれか1項に記載の金属膜の孔部閉塞方法により孔部が塞がれた金属膜であって、
上記孔部に上記分散質が充填されていることを特徴とする金属膜。
【発明の効果】
【0010】
本発明の金属膜の孔部閉塞方法は、金属化合物粉末等の分散質を含有する分散体を、孔部及びその周縁に供給して塗膜を形成する工程と、この塗膜を加熱し、分散質を溶融させ、その後、固化させて、孔部を塞ぐ工程とを備える。そのため、テープ等により固定しなくても金属化合物粉末等が飛散することがないとともに、熱容量の小さい粉末は容易に溶融するため、母材を過度に加熱し、溶融させることなく、孔部を容易に、且つ確実に閉塞させることができる。
また、第1金属元素と第2金属元素とが同一金属元素である場合は、溶融した分散質を金属膜の孔部及びその周縁により強固に接合させることができ、孔部をより確実に閉塞させることができる。
更に、加熱がレーザによりなされる場合は、分散質を容易に溶融させることができるとともに、所要の狭い範囲のみを加熱することができるため、加熱を必要としない部分まで加熱されることが抑えられる。
本発明の金属膜は、本発明の孔部閉塞方法によって孔部が閉塞されているため、孔部がより確実に閉塞され、且つ孔部の周縁の母材が溶融し過ぎることもなく、強度等の低下も抑えられる。
【図面の簡単な説明】
【0011】
【図1】金属膜が成形されてなる成形体の成形壁のうちの特に角部にピンホールが生じている様子を表す模式図である。
【図2】図1の成形体のピンホールが、溶融後、固化した分散質によって閉塞された様子を表す模式図である。
【図3】(a)は分散質の粉末、(b)は容器に入れられた分散媒、(c)は容器に分散質の粉末を投入し、攪拌して、分散体を調製している様子、の模式的な説明図である。
【図4】(a)はエアブラシを用いて分散体を金属膜に生じた孔部及びその周縁に向けて噴射し、供給している様子、(b)は金属膜の孔部及びその周縁に形成された塗膜、を表す模式的な説明図である。
【図5】(a)は塗膜にレーザが照射されている様子、(b)は孔部及びその周縁の塗膜に含有される分散質が溶融した後、固化して孔部が閉塞された様子、を表す説明図である。
【図6】(a)は孔部及びその周縁の塗膜に含有される分散質が溶融した後、固化して孔部が閉塞された様子、(b)は残存した塗膜が除去され、溶融した部分により孔部が閉塞された様子、を表す説明図である。
【図7】電解質膜電極接合体の両面に金属膜を用いて成形されたセパレータが配設された単セルが、複数個積層されてなる高分子固体電解質形燃料電池スタックの断面の模式図である。
【発明を実施するための形態】
【0012】
以下、本発明の実施の形態を図面を参照しながら説明する。
ここで示される事項は例示的なもの及び本発明の実施形態を例示的に説明するためのものであり、本発明の原理と概念的な特徴とを最も有効に且つ難なく理解できる説明であると思われるものを提供する目的で述べたものである。この点で、本発明の根本的な理解のために必要である程度以上に本発明の構造的な詳細を示すことを意図してはおらず、図面と合わせた説明によって本発明の幾つかの形態が実際にどのように具現化されるかを当業者に明らかにするものである。
【0013】
[1]金属膜の孔部閉塞方法
本発明の金属膜の孔部閉塞方法は、第1金属元素を含有する単体粉末、第1金属元素を含有する合金粉末及び第1金属元素を含有する金属化合物粉末のうちの少なくとも1種の分散質及び分散媒を含有する分散体を、第2金属元素を含有する金属膜の孔部及びその周縁に供給して塗膜を形成する塗膜形成工程と、この塗膜を加熱し、分散質を溶融させ、その後、固化させて、孔部を塞ぐ孔部閉塞工程と、を備える。
【0014】
上記「塗膜形成工程」では、分散体が金属膜の孔部(図1参照)及びその周縁に供給され、塗膜が形成される。
上記「第1金属元素」は特に限定されず、種々の金属元素とすることができる。また、上記「分散質」としては、第1金属元素を含有する上記「金属粉末」、及び上記「金属化合物粉末」のうちの少なくとも1種を用いることができる。金属粉末は、単体粉末でもよく、合金粉末でもよい。また、金属化合物粉末も特に限定されず、金属の酸化物、炭化物、窒化物、ハロゲン化物等の粉末が挙げられる。金属粉末及び金属化合物粉末は、それぞれ1種のみ用いてもよく、2種以上を併用することもできる。更に、金属粉末と金属化合物粉末とを併用することもできる。
【0015】
第1金属元素は、金属膜に含有される第2金属元素と同一金属元素であることが好ましい。例えば、金属膜を用いた成形体が燃料電池に用いられるセパレータであり、このセパレータが第2金属元素としてチタン元素を含有する場合、第1金属元素もチタン元素であることが好ましく、分散質としては、チタン単体粉末、チタン合金粉末及び二酸化チタン粉末のうちの少なくとも1種を用いることが好ましい。
【0016】
分散質に含有される第1金属元素と、金属膜に含有される第2金属元素とが、同一金属元素である場合、分散質に含有される金属元素の合計を100mol%とした場合に、第1金属元素は95mol%以上、特に99mol%以上であることが好ましい(100mol%であることが特に好ましい。)。また、金属膜に含有される金属元素の合計を100mol%とした場合に、第2金属元素は95mol%以上、特に99mol%以上であることが好ましい(100mol%であることが特に好ましい。)。このように、分散質及び金属膜に含有される同一金属元素がともに95mol%以上であれば、分散質が溶融し、その後、固化してなる硬化体と金属膜(母材)とを強固に密着させることができ、孔部をより確実に閉塞させることができる。
【0017】
また、分散質として、金属粉末(単体粉末及び合金粉末)と金属化合物粉末とを併用する場合、単体、合金、金属化合物の各々の融点は大差がないことが好ましい。融点に大差がなければ、種類の異なる分散質を容易に、且つ一体に溶融させることができ、作業し易いとともに、より均質な孔埋め部を形成することができる。
【0018】
金属粉末及び金属化合物粉末の各々の平均粒径も特に限定されないが、0.1〜10μmであることが好ましく、0.1〜5μm、特に0.2〜3μm、更に0.3〜1.5μmであることがより好ましい。平均粒径が0.1〜10μm、特に0.2〜3μmであれば、それぞれの粉末粒子の熱容量が小さいため、少量の熱で容易に溶融させることができるとともに、速やかに溶融する多くの粉末粒子からの伝熱で、孔部の周縁の母材の溶融が促進され、孔部を容易に、且つ確実に閉塞させることができる。また、粉末粒子が速やかに溶融するため、過剰な加熱を必要とせず、母材が過度に加熱され、溶融することも抑えられる。
【0019】
更に、それぞれの粉末の平均粒径が上記の範囲内であれば、凝集することなく、分散媒により均一に分散させることができ、より均質な分散体を調製することができる。また、金属粉末と金属化合物粉末とを併用する場合は、それぞれの粉末の平均粒径は大差のないことが好ましく、全ての粉末の平均粒径が上記の範囲内であることがより好ましい。
尚、各々の粉末の平均粒径は、レーザ回折式粒度分布測定装置及び走査電子顕微鏡による観察等の方法により測定することができ、本発明ではレーザ回折式粒度分布測定装置により測定された値である。
【0020】
上記「分散体」は、分散質と分散媒とを含有する。上記「分散媒」は特に限定されず、分散質が分散し、分散体が形成されればよく、各種の有機媒体及び水等を用いることができる。また、分散媒は、レーザの照射等による分散質の溶融前に速やかに揮散してしまう媒体であることが好ましい。このように揮散し易い媒体であれば、媒体の揮散に多くのエネルギーを必要としないとともに、分散質をより容易に溶融させることができ、より均質な孔埋め部を形成することができる。揮散し易い媒体は特に限定されないが、例えば、メチルアルコール(沸点;64.7℃)、エチルアルコール(沸点;78.4℃)、イソプロピルアルコール(沸点;82.4℃)、アセトン(沸点;56.5℃)、メチルエチルケトン(沸点;79.5℃)及びアセトニトリル(沸点;82.0℃)等の水より低沸点の各種の有機媒体が挙げられる。
【0021】
分散体における分散質の含有量も特に限定されず、分散質及び分散媒のそれぞれの種類等にもよるが、分散体を100質量%とした場合に、分散質は10〜50質量%、特に15〜45質量%、更に20〜40質量%とすることができる。分散質の含有量が10質量%未満、即ち、分散媒が多量であるときは、所要厚さの塗膜を形成することができない場合がある。一方、分散質の含有量が50質量%を超えると、分散質と分散媒との組み合わせによっては、均質な分散体とならないことがあり、エアブラシ等を用いて噴射させ、供給することも容易ではなく、均質な塗膜を形成することができない場合がある。
【0022】
上記「塗膜」は、分散体が金属膜の孔部及びその周縁に供給されて形成されるが、この「周縁」は特に限定されず、孔部の開口端縁から500μm以内、特に300μm以内であればよく、この範囲を超えて分散体を供給し、塗膜を形成してもよいが、特にその必要はない。また、「周縁」に供給とは、「少なくとも周縁」に供給するという意味であり、孔部が微小であるため、周縁の所要範囲にのみ供給することが容易でない場合は、分散体をより広範囲に供給し、より広範囲に塗膜を形成してもよい。更に、供給された分散体は孔部に充填されるとともに、金属膜の表面のうちの少なくとも孔部の周縁に塗布され、塗膜が形成されるが、「塗膜」は、これら全体を意味するものとする。
【0023】
また、金属膜の表面における塗膜の厚さも特に限定されず、分散体における分散質の質量割合、及び分散質の平均粒径等にもよるが、1〜50μm、特に5〜30μmとすることができる。塗膜の厚さが1〜50μmであれば、分散体が孔部に十分に流入して充填され、孔部をより確実に閉塞させることができるとともに、塗膜の加熱による分散質の溶融も容易であり、孔部をより効率よく塞ぐことができる。
【0024】
塗膜形成工程において、分散体を金属膜の孔部及びその周縁に供給する方法は特に限定されず、空気等の気体の圧力によって各種スラリー等をノズルから噴出させ、供給するときに用いられるエアブラシ等の塗布機器を使用することができる。更に、分散質は微細な粉末であるが、分散媒に分散した状態で塗膜が形成されるため、分散質を固定するための特段の手段を必要とせず、分散媒が除去され、分散質が溶融、固化して形成される硬化体(この硬化体によって孔部が閉塞され、孔部の周縁に硬化体からなる皮膜が形成される。)に異物が混入することもない。
【0025】
また、上記「第2金属元素」は特に限定されず、金属膜を用いた成形体の用途、所要物性等により、種々の金属元素とすることができる。更に、上記「金属膜」を用いた成形体としては、用途に応じた各種の形状の成形体があり、上記のように、燃料電池に用いられるセパレータ等が挙げられる。これらの成形体のうちで、上記セパレータには、優れた導電性及びガスシール性等が要求される。更に、燃料電池スタックとしたときに、スタックの小型化、軽量化も必要である。そのため、薄く、且つ十分な強度等を有するセパレータであることが好ましく、ステンレス鋼(第2金属元素として鉄元素が含有される。)、チタン、及びチタン合金(第2金属元素としてチタン元素が含有される。)等の金属を用いてなるセパレータが用いられることが多い。
【0026】
金属膜を用いた成形体、特に上記セパレータのように、薄い金属膜に微細、且つ複雑な成形加工が施された成形体では、金属膜に上記「孔部」が生じることがある。孔部は成形体の平面部では生じることが少ないかもしれないが、角部等では平面部と比べて成形壁が薄くなることもあり、孔部が生じる可能性が高くなる傾向がある。この孔部は何らかの方法で閉塞させる必要があるが、金属膜が厚膜であれば、上記の一般的な溶接方法により、容易に閉塞させることができる。しかし、上記セパレータのように、厚さが150μm以下、特に10〜100μmと薄い場合は、上記の一般的な溶接方法では、母材の溶融を最小限に止めるとともに、孔部を確実に塞ぐことは容易ではない。
【0027】
一方、本発明の金属膜の孔部閉塞方法によれば、金属粉末及び/又は金属化合物粉末を使用し、且つこの粉末を分散媒に分散させた分散体を用いることにより、上記セパレータのように薄い金属膜であっても、母材を過度に溶融させることなく、容易に、且つ確実に生じた孔部を閉塞させることができる。
【0028】
上記「孔部閉塞工程」では、塗膜が加熱され、分散質が溶融し、その後、固化して、孔部が閉塞される(図2参照)。
上記「加熱」は、分散質を溶融させることができればよく、加熱方法は特に限定されないが、閉塞すべき孔部は径小であり、分散質を溶融させるべき領域は微小面積であるため、可能な限り、所要領域のみが加熱され、その他の部分は加熱されない加熱方法であることが好ましい。このような加熱方法としては、例えば、高出力で狭小範囲を加熱することができるレーザの照射及び誘導加熱等が挙げられる。レーザの場合、出力の調整も容易であり、スポット径も150μm以下、特に30〜120μmとすることができ、孔部及びその周縁の狭小範囲の加熱が容易であるとともに、分散質を速やかに溶融させることができ、孔部を確実に閉塞させることができる。
【0029】
孔部閉塞工程では、溶融し、その後、固化した分散質により金属膜の孔部が閉塞されるため、上記のように、分散質に含有される第1金属元素と、金属膜に含有される第2金属元素とは、同一金属元素であることが好ましい。この同一金属元素が、分散質及び金属膜に上記の割合で含有されておれば、分散質が溶融し、その後、固化してなる硬化体と、金属膜(母材)とを強固に密着させることができ、孔部をより確実に閉塞させることができる。
【0030】
加熱により所要領域の分散質が溶融し、その後、溶融した分散質が固化して硬化体となり、内部に充填された硬化体により孔部が閉塞されるとともに、金属膜の表面のうちの孔部の周縁に硬化体からなる皮膜が形成される。このようにして孔部が閉塞されるが、加熱されず、又は十分に加熱されず、分散媒が残存する塗膜、又は分散媒は揮散したものの、溶融せず、そのまま残存する分散質は、通常、除去される。加熱されず、又は十分に加熱されず、分散質が溶融しなかった部分は、分散媒の種類、加熱箇所からの距離等により、溶融しなかった分散質からなる、又は溶融しなかった分散質と残存する分散媒とからなるが、これらは水と界面活性剤との混合液等により擦り洗いする方法などにより、容易に除去することができる。
【0031】
[2]孔部が閉塞された金属膜
本発明の金属膜は、本発明の金属膜の孔部閉塞方法により孔部が塞がれた金属膜であって、孔部に分散質が充填されている。より具体的には、孔部に流入した分散体に含有されていた分散質が溶融し、その後、固化してなる硬化体が孔部に充填されている。
金属膜としては、上記のように、燃料電池に用いられるセパレータ等が挙げられ、微細、且つ複雑な成形加工が施されることで、角部等に孔部が生じることがあり、この孔部が、本発明の金属膜の孔部閉塞方法により確実に塞がれている。
尚、この孔部が閉塞された金属膜において、各々の要件については、孔部閉塞方法における上記のそれぞれの記載をそのまま適用することができる。
【0032】
[3]燃料電池
本発明の金属膜の孔部閉塞方法は、燃料電池のセパレータ等の薄い金属膜に生じた孔部の閉塞において特に有用であり、以下、燃料電池の一例として高分子固体電解質形燃料電池の概要を説明する。
【0033】
図7は、高分子固体電解質形燃料電池の一例の模式的な断面図である。この高分子固体電解質形燃料電池100は、高分子固体電解質層102aと、その両面に積層された触媒層102bと、各々の触媒層102bの表面に積層されたガス拡散層102cとを有する電解質膜電極接合体102の両面にセパレータ101が配設されてなる単セルを備え、複数の単セルが積層されてなるスタック構造を有する。また、この燃料電池スタックでは、複数の単セルが積層されてなる積層体の両端面に、集電層、絶縁層及びエンドプレート等が順次配設され、且つ全体がタイロッドで締め付けられ、タイロッドの端部に螺合されたナットにより一体に固定されている。
【0034】
また、電解質膜電極接合体102を構成する一方の側のガス拡散層102cの表面と、このガス拡散層102cに積層されたセパレータ101の内表面とにより形成される空間が、燃料ガスを流通させるための燃料ガス流路101aとなり、他方の側のガス拡散層102cの表面と、このガス拡散層102cに積層されたセパレータ101の内表面とにより形成される空間が、酸化剤ガスを流通させるための酸化剤ガス流路101bとなる。
【0035】
上記のような構成の燃料電池スタックでは、燃料ガスは、燃料ガス導入口より導入されて燃料ガス流路101aを流通し、ガス拡散層102cにより拡散され、触媒層102b及び高分子固体電解質層102aと接触して発電に供され、残部は燃料ガス排出口より排出される。一方、酸化剤ガスは、酸化剤ガス導入口より導入されて酸化剤ガス流路101bを流通し、ガス拡散層102cにより拡散され、触媒層102b及び高分子固体電解質層102aと接触して発電に供され、残部は酸化剤ガス排出口より排出される。また、燃料電池スタックは、運転にともなって発熱するため冷却する必要があり、冷媒、通常は冷却水が流通する冷却水流路101cが設けられる。
【0036】
冷却水流路101cは、別部材を用いて設けてもよいが、特にその必要はない。例えば、互いに隣り合う単セルのうちの一方が有する燃料ガス流路101aを形成するセパレータ101と、他方が有する酸化剤ガス流路101bを形成するセパレータ101との間の空間を冷却水流路101cとして利用することができる。
【0037】
更に、固体高分子電解質層102a及びセパレータ101は、各々の両端部が、触媒層102b及びガス拡散層102cより外方に突出しており、固体高分子電解質層102aの突出部と、セパレータ101の突出部との間には、燃料ガス及び酸化剤ガスの漏出を防止するためのガスシール材103aが介装されている。また、隣り合うセパレータ101のそれぞれの突出部の間には、冷却水の漏出を防止するための冷却水シール材103bが介装されている。
【実施例】
【0038】
以下、実施例により本発明を具体的に説明する。
実施例1
二酸化チタン粉末2[分散質(ホルベイン社製、商品名「チタニウムホワイト」、平均粒径;0.5μm)][図3(a)参照]を、ビーカー6に入れられた無水エタノール3(分散媒)[図3(b)参照]に、30質量%濃度となるように配合し、攪拌翼7により攪拌して、分散体を調製した[図3(c)参照]。一方、縦20mm、横20mm、厚さ50μmであり、中心部に直径5μmの貫通孔11が設けられたチタン金属膜1[図4(a)参照]を準備した。
【0039】
その後、エアブラシ8(ノズル径;0.2mm、エアコンプレッサの圧力;0.1MPa)により、チタン金属膜1の一面側の略全面に分散体を吹き付け、分散体を貫通孔11の内部に流入させるとともに、チタン金属膜1の表面における平均厚さが10μmである塗膜4を形成した[図4(b)参照]。この塗膜4を目視により観察したところ、塗布むら等はなく、分散体が均等に塗布されていることが確認された。
【0040】
次いで、レーザ照射機9により、スポット径が100μmのレーザ光を、2Jの出力で、塗膜4の貫通孔11を中心とする部分に照射し[図5(a)参照]、分散媒を揮散させるとともに、二酸化チタン粉末2を溶融させ、その後、自然冷却で雰囲気温度(室温;25〜30℃)にまで降温させ、貫通孔11に硬化体21(二酸化チタン)が充填され、且つチタン金属膜1の表面のうちの貫通孔11を中心とする直径300μmの範囲[孔部(貫通孔11)の開口端縁から147.5μmの範囲が孔部の周縁になる。]に、厚さ10μmの硬化体からなる皮膜21が形成されたチタン金属膜1を得た[図5(b)参照]。次いで、溶融しなかった二酸化チタン粉末、及び残存する無水エタノール[図6(a)の塗膜4参照]を、水と界面活性剤との混合液により擦り洗いして除去し、孔埋め部5を有するチタン金属膜1を得た[図6(b)参照]。
【0041】
尚、本発明では、上記の実施例の記載に限られず、本発明の範囲内で種々変更した実施例とすることができる。例えば、二酸化チタン粉末に代えてチタン粉末及びチタン合金粉末等を用いることもできる。この場合、平均粒径が数μm程度以下のチタン粉末、チタン合金粉末等を用いて、実施例1の場合と同程度の厚さの燃料電池用セパレータに生じた、実施例1の場合と同程度の直径の貫通孔を閉塞させることができる。
【0042】
また、前述の記載は単に説明を目的とするものでしかなく、本発明を限定するものと解釈されるものではない。本発明を典型的な実施態様を挙げて説明したが、本発明の記述及び図示において使用された文言は、限定的な文言ではなく、説明的および例示的なものであると理解される。ここで詳述したように、その態様において本発明の範囲又は精神から逸脱することなく、添付の特許請求の範囲内で変更が可能である。ここでは、本発明の詳述に特定の構造、材料及び実施態様を参照したが、本発明をここにおける開示事項に限定することを意図するものではなく、寧ろ、本発明は添付の特許請求の範囲内における、機能的に同等の構造、方法、使用の全てに及ぶものとする。
【産業上の利用可能性】
【0043】
本発明は、金属膜を用いた広範な製品分野で利用することができ、特に燃料電池に用いられるセパレータのような、薄い金属膜を用いてなる成形体の分野において有用である。
【符号の説明】
【0044】
1;金属膜(チタン金属膜)、11;孔部(ピンホール)、2;分散質の粉末、21;硬化体(硬化体からなる皮膜も含む。)、3;分散媒、4;塗膜、5;孔埋め部、6;容器、7;攪拌翼、8;エアブラシ、9−;レーザ照射機、100;高分子固体電解質形燃料電池スタック、101;セパレータ、101a;燃料ガス流路、101b;酸化剤ガス流路、101c;冷却水流路、102;電解質電極接合体、102a;高分子固体電解質層、102b;触媒層、102c;ガス拡散層、103a;ガスシール材、103b;冷却水シール材。
【特許請求の範囲】
【請求項1】
第1金属元素を含有する金属粉末及び第1金属元素を含有する金属化合物粉末のうちの少なくとも一方の分散質及び分散媒を含有する分散体を、第2金属元素を含有する金属膜の孔部及び前記孔部の周縁に供給して塗膜を形成する塗膜形成工程と、
前記塗膜を加熱し、前記分散質を溶融させ、その後、固化させて、前記孔部を塞ぐ孔部閉塞工程と、を備えることを特徴とする金属膜の孔部閉塞方法。
【請求項2】
前記第1金属元素と前記第2金属元素とが同一金属元素である請求項1に記載の金属膜の孔部閉塞方法。
【請求項3】
前記加熱がレーザによりなされる請求項1又は2に記載の金属膜の孔部閉塞方法。
【請求項4】
請求項1乃至3のうちのいずれか1項に記載の金属膜の孔部閉塞方法により孔部が塞がれた金属膜であって、
前記孔部に前記分散質が充填されていることを特徴とする金属膜。
【請求項1】
第1金属元素を含有する金属粉末及び第1金属元素を含有する金属化合物粉末のうちの少なくとも一方の分散質及び分散媒を含有する分散体を、第2金属元素を含有する金属膜の孔部及び前記孔部の周縁に供給して塗膜を形成する塗膜形成工程と、
前記塗膜を加熱し、前記分散質を溶融させ、その後、固化させて、前記孔部を塞ぐ孔部閉塞工程と、を備えることを特徴とする金属膜の孔部閉塞方法。
【請求項2】
前記第1金属元素と前記第2金属元素とが同一金属元素である請求項1に記載の金属膜の孔部閉塞方法。
【請求項3】
前記加熱がレーザによりなされる請求項1又は2に記載の金属膜の孔部閉塞方法。
【請求項4】
請求項1乃至3のうちのいずれか1項に記載の金属膜の孔部閉塞方法により孔部が塞がれた金属膜であって、
前記孔部に前記分散質が充填されていることを特徴とする金属膜。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2012−41616(P2012−41616A)
【公開日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願番号】特願2010−185353(P2010−185353)
【出願日】平成22年8月20日(2010.8.20)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
【公開日】平成24年3月1日(2012.3.1)
【国際特許分類】
【出願日】平成22年8月20日(2010.8.20)
【出願人】(000241500)トヨタ紡織株式会社 (2,945)
【Fターム(参考)】
[ Back to top ]