
金属表面処理方法および該方法により得られる金属表面処理体
【課題】本発明は、鋼表面に錆を発生させず安価な防錆性機械部品を提供することを目的とする。
【解決手段】本発明は、鋼表面に鉄よりイオン化傾向の大きい金属層を形成し、その金属表面にTi(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x、y、z、lおよびmは整数)で表わされるリン酸チタニウム系化合物またはその縮合体を有効成分とする処理層を設けることを特徴とする金属表面処理方法を提供する。
【解決手段】本発明は、鋼表面に鉄よりイオン化傾向の大きい金属層を形成し、その金属表面にTi(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x、y、z、lおよびmは整数)で表わされるリン酸チタニウム系化合物またはその縮合体を有効成分とする処理層を設けることを特徴とする金属表面処理方法を提供する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属表面の防錆性、亜鉛及び亜鉛合金めっき上に六価クロムフリーである防錆被膜を形成するための処理、および三価クロメート皮膜の形成方法に関すものである。
【背景技術】
【0002】
従来、鋼表面の防錆処置としては、電着カチオンや電気亜鉛メッキの上にクロメート処理が施されているのが一般的である。ところが、従来の表面処理には、環境負荷物質である鉛や六価クロムが含有しているという問題点があった。鉛や六価クロムは発癌性物質としてその使用が規制され、ELV指令では2007年7月より使用禁止になっている。
【0003】
前述の防錆技術は、亜鉛又は亜鉛合金からなる皮膜を形成させ、さらに上記皮膜の表面に環境に有害なクロメート皮膜を形成させることにより、その犠牲防食作用で亜鉛の溶出を6価クロム化合物によって防ぐ技術である。
【0004】
また、鋼より貴なる金属としてニッケルめっき等のめっき処理を行ったり、SUS440C、SUS630等のステンレス鋼板を用いた機械部品が知られている。
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記ステンレス鋼、非鉄材料を用いた機械部品はコストの面で問題があり、使用箇所が限定される。これに対し、ニッケルめっき等のめっき処理を行った機械部品は、コスト面の問題は有していないが、上記ニッケルめっきの処理を行った軸受は、ニッケルめっきにピンホールが生じやすいため、その部分から腐食が生じやすい。
【0006】
一方、電解処理による表面処理は、鋼部材中に水素を吸蔵しやすく遅れ破壊などの強度低下の問題点が発生する。さらに、鋼表面に亜鉛めっきを施した防錆処理やカチオン塗装は、環境負荷物質である鉛や六価クロムを削除すると、錆等が発生しやすくなり機械部品の機能が阻害される。
【0007】
そこで、この発明の課題は、鋼表面に錆を発生させず安価な防錆性機械部品を提供することにある。
【課題を解決するための手段】
【0008】
この発明は、鋼表面に鉄よりイオン化傾向の大きい金属層を形成し、その金属表面にTi(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x、y、z、lおよびmは整数)で表わされるリン酸チタニウム系化合物またはその縮合体を有効成分とする処理層を設けることを特徴とする金属表面処理方法が、上記の課題を解決することができる。
【0009】
防錆性の水準を上げるには、前記Ti(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x、y、z、lおよびmは整数)で表わされるリン酸チタニウム系化合物またはその縮合体を有効成分とする前記処理層を、クロム酸化物からなる層と共に形成することが有効である。
【0010】
特に、クロム酸化物からなる層を形成し、その金属表面にTi(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)mで表わされるリン酸チタニウム系化合物またはその縮合体を有効成分とする前記処理層を設けることが有効である。
【0011】
前記リン酸チタニウム化合物が、四塩化チタンを水もしくは炭素数1〜4のアルコール、または、それらの混合溶液と反応させたのち、さらにリン酸と反応させて得られる化合物を有効成分とすることが可能である。
【0012】
これらは水溶性液体として前述の鉄よりイオン化傾向の大きい金属表面、またはクロム酸化物表面に塗布乾燥させて防錆処理を施すことが可能であり、水溶性ポリマーに溶解させて表面に塗膜を形成させることも可能である。
【0013】
鉄よりイオン化傾向の大きい金属表面は、亜鉛やバナジウムなどをメッキで作製することができる。
【0014】
さらに、本発明は、上述した方法により得られる金属表面処理体を提供できる。
【発明の効果】
【0015】
この発明によれば、発癌性物質である6価クロムを含有することなく、亜鉛めっきにクロム酸化化合物(III)を形成することができ、リン酸チタニアの不働態化効果によってプーリーの防錆力を維持することができる。
【発明を実施するための最良の形態】
【0016】
本発明において好適な実施形態における、鉄よりイオン化傾向の大きい金属層としての亜鉛メッキの表面に、クロム酸化物からなる層を形成する方法は、従来のクロメートと異なり6価クロムを含有せず、3価のクロム酸化物のみを使用する。
【0017】
従来のクロメート被膜は、以下の反応で形成される。
Zn+2H→Zn2++H2・・・・・・・・・・・・・・・・・・・・・・(1)
2Cr6++2Zn+H2→2Cr3++2Zn2++2H+・・・・・・・・(2)
Cr3++3(OH)-⇔Cr(OH)3(Cr6+共析:有害物質)・・・・(3)
【0018】
また、3価のクロム酸化物の生成は6価クロムイオンを含まないため、以下の(4)(5)のみの反応となる。
Zn+2H→Zn2++H2・・・・・・・・・・・・・・・・・・・・・・(4)
Cr3++3(OH)-⇔Cr(OH)3・・・・(5)
クロムの水酸化物はそのイオンの性質から配意する水の数によってモノ,ジ,トリ水酸化物を生成するため、Cr(OH)3は水和酸化物の構造であるため以下のような水酸化物の構造となる。
[Cr(H2O)5OH]3+・+1H+
[Cr(H2O)4OH]3+・+2H+
[Cr(H2O)3OH]3++3H+
【0019】
これに対し、リン酸チタニア化合物溶液を塗布または、噴霧し、乾燥した対象物皮表面に空気中の酸素と水が接触することで、表面反応が起こり3価オゾンと2価の酸素を生成する。
【0020】
この酸素は不安定で3価と2価の間を酸化還元反応する。酸素の還元により生成したO-2は、酸化反応中間体に付加して過酸化物を形成し、過酸化水素を経てより強力な酸化力を有する水酸化ラジカル(・OH)になることで表面不働態化する効果が強い。
【0021】
これらの水酸化物の水酸基―OHが架橋して2量体や三量体を形成する。ここにシリカコロイドが存在するとCr(OH)3・の生成速度が速く架橋を促進させる効果も期待できる。
【0022】
(作用)
この発明によると、有害な6価クロムを使用したクロメート代替処理となる亜鉛防錆技術が、6価クロムを未使用となるため、環境に対して影響が少なくなる。
【0023】
以下、この発明の好適な実施の形態を、添付図面に基づいて説明する。
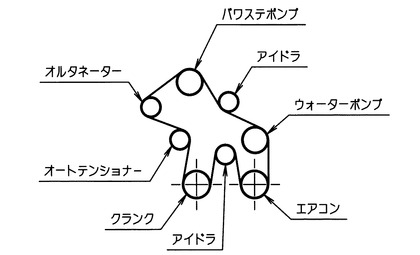
本発明に係る方法の対象となる機械部品は、図1に示すエンジンの駆動力で作用するパワステポンプ、アイドラ、ウォータポンプ、エアコン、オルタネター、あるいはこれらを結合するベルトに張力を与えるオートテンショナーの軸受に勘合されるプーリーを事例とした。
【0024】
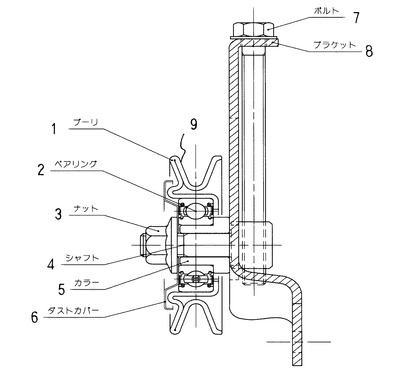
プーリーの勘合例を図2に示す。プーリー1は、ベアリング(軸受)2を勘合し、シャフト4とナット3でブラケット8に固定される。固定に際しては、カラー5とダストカバー6が同時にシャフト4とナット3でブラケット8に固定される。ブラケット8はボルト7によってエンジンルーム内の勘合部位に固定され、図1に示す配置にベルトによってエンジン駆動力が伝達できる機械要素を形成する。
【0025】
このプーリー1の表面11に皮膜層9として形成した。皮膜層9は、プーリ−1の全面に形成される。これはプーリー1の防錆目的とベアリング2を錆の発生から防止する目的がある。実施形態として軸受を勘合するプーリー1を提示したが、特にこれらに限定されるものではない。
【0026】
上記プーリー1の表面11は鋼板よりプレス成形された鋼表面でも、研削、研磨加工された鋼表面のいずれでも良い。
【0027】
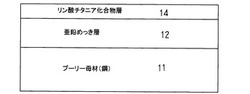
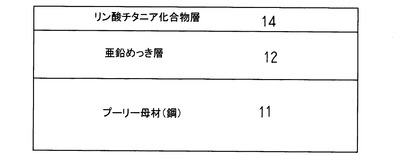
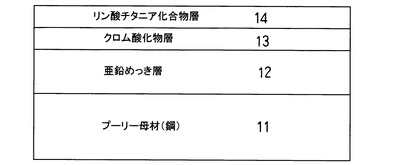
また、上記鋼表面は、図3に示すように、プーリー母材11の表面に亜鉛皮膜12が形成され、その皮膜12の表面にクロム酸化物層13が形成されることで構成されていてもかまわない。
【0028】
亜鉛皮膜12を施す場合は、亜鉛又は亜鉛合金からなる皮膜であり、亜鉛合金としては、錫−亜鉛、鉄−亜鉛、ニッケル−亜鉛等があげられる。皮膜を形成する方法としては、めっきによる方法が好ましい。
【0029】
プーリー母材11を亜鉛めっきする方法は、まず、プーリーを導電性ラックで支持し、水洗、酸洗、脱脂処理等の前処理を行う。そして、陽極に亜鉛金属板を用い、所定量のシアン化亜鉛、シアン化ナトリウム、水酸化ナトリウム、酸化亜鉛を溶解させためっき浴に上記プーリー母材11を浸して陰極につなぐ。次に、電気を通すことにより、亜鉛めっきを行う。亜鉛めっきを行ったあと電極を外し、1%硝酸液に浸して、亜鉛めっき表面を活性化させる。
【0030】
上記の製法で鋼表面もしくは亜鉛又は亜鉛合金からなる皮膜表面にリン酸チタニアを噴霧し、完全硬化した対象物皮表面に空気中の酸素と水が接触することで、表面反応が起こり、3三価オゾンと2価の酸素を生成する。この酸素は不安定で、3価と2価の間を酸化還元反応する。酸素の還元により生成した酸化反応中間体に付加して過酸化物を形成し、過酸化水素を経てより強固な水酸化ラジカル(・OH)になることで表面に不働態化層を形成する。この不働態化層は1μm以下の均一な膜厚を有している。
【0031】
前記リン酸チタニウム系化合物としては、たとえば、Ti(OH)(H2PO4)2(OR)、Ti(OH)(PO4)、Ti(OH)2(H2PO4)(OR)、Ti(OH)(HPO4)(OR)、Ti(OH)(HPO4)(H2PO4)、Ti(OH)2(H2PO4)2、Ti(OH)3(H2PO4)、Ti(OH)3(OR)などがある。
【0032】
以上、本発明を好適な実施形態に基づいて説明したが、本発明の趣旨を逸脱しない限り、適宜他の変更形態とすることができることは言うまでもない。
【0033】
以下、実施例及び比較例を挙げて本発明を更に具体的に説明するが、これらの実施例により、本発明が制約されるものではない。
【実施例1】
【0034】
プーリー母材11(鋼)をラックにつるし、水洗、酸洗、及び脱脂処理を行った。上記処理を行ったプーリー母材11を、ジンケート亜鉛めっき浴に浸し、電気を通して亜鉛めっき層12を形成した。図3に処理層の構成図を示す。
【0035】
リン酸チタニアの水溶液を以下の手順で作製して浸漬処理で不働態化層14を形成した。
Ti(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x、y、z、lおよびmは整数)を含有する水溶液に浸漬した。前記水溶液は、以下の手法で作製することができる。例えば、四塩化チタンをアルコールと反応させた。アルコールに代わるものは水でも良い。その組成は、とくに制限はないが、水とアルコールの何れでもよく、またはその混合水溶液でも可能である。
【0036】
四塩化チタンの添加量は、15vol%とし、反応温度は25℃であった。四塩化チタンの添加量としては、10〜30vol%であればよく、反応温度は溶液が液体を保たれれば良い。
【0037】
生成された水溶液のpHは、酸性であって5以下である。これらにリン酸を添加して、前記リン酸チタニウム系化合物14を作製した。
【0038】
前記反応溶液は、水またはアルコールなどの溶媒で20倍に希釈した。10倍未満では、リン酸を少量加えただけでも白濁する傾向がある。白濁液は、抗菌などの活性効果は高いが、使用対象製品が変色したり、表面に白色粉末が現出したりするが、不働態化層の形成には問題はない。
【0039】
リン酸の添加量は、体積比で、前記反応溶液100部に対して、8〜500部であればよく、酸性状態であればよい。
【0040】
本発明は、対象製品を浸漬する方法で適用できる。
【0041】
このようにして、図3に記載のプーリーを製造した。皮膜層9の厚みは、亜鉛皮膜(12)が5〜13μm、リン酸チタニアの反応層(14)が0.7μm程度であった。
【実施例2】
【0042】
図4に示すように、実施例1と同様にプーリー母材11を実施例1と同様な工程で亜鉛めっき方法による亜鉛めっき層12、及び黄白色クロム酸化物(III)層13を形成してプーリーを作製した。皮膜層9の厚みは、実施例1と同様である。このときの亜鉛めっき浴はジンケート、塩浴およびシアン浴であり、黄白色クロム酸化物(III)13は、日本表面化学社製TRYNER−175、奥野製薬工業社製ESコート、ディップソール(株)社製ZT−44
1SRで3種類形成した。
【0043】
このプーリーを前述のTi(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)mを含有する反応液に浸漬した。浸漬後、大気中に取だし70℃で30分乾燥させてリン酸チタニア化合物層14を形成した。
【0044】
本発明において、クロム酸化物からなる層を形成する際の有効な試薬としては、以下に示すものなどが挙げられる。
荏原ユージライト(株)社製:トライバレントプロセス100,200,300,400,500
ディップソール(株)社製:ZT−441SR,444Y,444A,B,C(3液タイプ)
日本表面科学(株)社製:トライナープロセスTR−173,174,175,170
ユケン工業社製:メタスプロセスYFE,YFA
(株)ムラタ社製(SurTec社製):クロマイティング法 SurTec680必要に応じ555,555S
カニングジャパン社製:トライパスELVブルー,トライパスウルトラブルー,トライパスブルー,トライパスXL,クロマックELV
奥野製薬工業(株)製:ESコート606,ESコート701,ESコート,ESコート30,ESコートブラック
アトテック・ジャパン(株)製:エコトライ,エコトリブルー・ウルトラ
メルテックス社製:スプレンだ−ブリー
(株)タイホー社製 ユニクロ920,パワーコート903,パワーコート903Y,パワーコート910
(株)三原産業 ラスタ-M-200,ラスタ-M-100,ラスタ-MY-200,ラスタ-M-300,ラスタ-M-400
【0045】
耐食性試験は、プーリーに軸受を勘合し、JIS Z 2371に準拠する塩水噴霧試験でプーリー外周面に発生するさびの有無で評価した。このときの試験時間は36時間と96時間である。
【0046】
また、比較例1としてプーリーの表面に亜鉛又は亜鉛合金からなる皮膜を形成した犠牲防食のみの表面、ならびに上記皮膜の表面に6価クロム含有クロメート皮膜を形成させたプーリーを作成した。なお、この表面には有害な6価クロムが40mg/m2以上含有されている。
【0047】
表1に各実施例の効果を示す。
【0048】
供試体となるプーリーに、ジンケート、シアン、塩浴の各めっき浴から電気亜鉛めっきを施した比較例1は、塩水噴霧開始後36時間で全面に白色の亜鉛酸化物が発生した。
【0049】
それに対し、実施例1に示す電気亜鉛めっきの表層をリン酸チタニア水溶液に浸漬させた供試体は塩水噴霧36時間開始後36時間でも亜鉛酸化物の白色さびは発生しなかった。
【0050】
さらに、防錆処理として市販3価クロム酸化物を電気亜鉛めっきの表層に施し、リン酸チタニアを再表面に形成した供試体は実施例2に示すように96時間まで亜鉛酸化物の白色さびは発生しなかった。
【0051】
有害な6価クロムが40mg/m2以上含有されている比較例2の供試体であるプーリーは、36時間では亜鉛酸化物の発生は確認されないものの、試験経過後96時間では全面に白色の亜鉛酸化物が発生した。
【0052】
【表1】

【産業上の利用可能性】
【0053】
この発明は、発癌性物質である6価クロムを含有することなく、亜鉛めっきにクロム酸化化合物(III)を形成することができ、リン酸チタニアの不働態化効果によってプーリーの防錆力を維持することができる点で、産業上利用可能性を有する。
【図面の簡単な説明】
【0054】
【図1】本発明に係る方法の対象となる機械部品としての駆動用伝達プーリーの使用図。
【図2】本発明に係る方法の対象となる機械部品としてのプーリーの構成断面図。
【図3】本発明に係る、亜鉛めっき層及びリン酸チタニア化合物層を含む金属表面処理体の概要断面図。
【図4】本発明に係る、亜鉛めっき層、クロム酸化物層及びリン酸チタニア化合物層を含む金属表面処理体の概要断面図。
【技術分野】
【0001】
本発明は、金属表面の防錆性、亜鉛及び亜鉛合金めっき上に六価クロムフリーである防錆被膜を形成するための処理、および三価クロメート皮膜の形成方法に関すものである。
【背景技術】
【0002】
従来、鋼表面の防錆処置としては、電着カチオンや電気亜鉛メッキの上にクロメート処理が施されているのが一般的である。ところが、従来の表面処理には、環境負荷物質である鉛や六価クロムが含有しているという問題点があった。鉛や六価クロムは発癌性物質としてその使用が規制され、ELV指令では2007年7月より使用禁止になっている。
【0003】
前述の防錆技術は、亜鉛又は亜鉛合金からなる皮膜を形成させ、さらに上記皮膜の表面に環境に有害なクロメート皮膜を形成させることにより、その犠牲防食作用で亜鉛の溶出を6価クロム化合物によって防ぐ技術である。
【0004】
また、鋼より貴なる金属としてニッケルめっき等のめっき処理を行ったり、SUS440C、SUS630等のステンレス鋼板を用いた機械部品が知られている。
【発明の開示】
【発明が解決しようとする課題】
【0005】
しかしながら、上記ステンレス鋼、非鉄材料を用いた機械部品はコストの面で問題があり、使用箇所が限定される。これに対し、ニッケルめっき等のめっき処理を行った機械部品は、コスト面の問題は有していないが、上記ニッケルめっきの処理を行った軸受は、ニッケルめっきにピンホールが生じやすいため、その部分から腐食が生じやすい。
【0006】
一方、電解処理による表面処理は、鋼部材中に水素を吸蔵しやすく遅れ破壊などの強度低下の問題点が発生する。さらに、鋼表面に亜鉛めっきを施した防錆処理やカチオン塗装は、環境負荷物質である鉛や六価クロムを削除すると、錆等が発生しやすくなり機械部品の機能が阻害される。
【0007】
そこで、この発明の課題は、鋼表面に錆を発生させず安価な防錆性機械部品を提供することにある。
【課題を解決するための手段】
【0008】
この発明は、鋼表面に鉄よりイオン化傾向の大きい金属層を形成し、その金属表面にTi(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x、y、z、lおよびmは整数)で表わされるリン酸チタニウム系化合物またはその縮合体を有効成分とする処理層を設けることを特徴とする金属表面処理方法が、上記の課題を解決することができる。
【0009】
防錆性の水準を上げるには、前記Ti(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x、y、z、lおよびmは整数)で表わされるリン酸チタニウム系化合物またはその縮合体を有効成分とする前記処理層を、クロム酸化物からなる層と共に形成することが有効である。
【0010】
特に、クロム酸化物からなる層を形成し、その金属表面にTi(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)mで表わされるリン酸チタニウム系化合物またはその縮合体を有効成分とする前記処理層を設けることが有効である。
【0011】
前記リン酸チタニウム化合物が、四塩化チタンを水もしくは炭素数1〜4のアルコール、または、それらの混合溶液と反応させたのち、さらにリン酸と反応させて得られる化合物を有効成分とすることが可能である。
【0012】
これらは水溶性液体として前述の鉄よりイオン化傾向の大きい金属表面、またはクロム酸化物表面に塗布乾燥させて防錆処理を施すことが可能であり、水溶性ポリマーに溶解させて表面に塗膜を形成させることも可能である。
【0013】
鉄よりイオン化傾向の大きい金属表面は、亜鉛やバナジウムなどをメッキで作製することができる。
【0014】
さらに、本発明は、上述した方法により得られる金属表面処理体を提供できる。
【発明の効果】
【0015】
この発明によれば、発癌性物質である6価クロムを含有することなく、亜鉛めっきにクロム酸化化合物(III)を形成することができ、リン酸チタニアの不働態化効果によってプーリーの防錆力を維持することができる。
【発明を実施するための最良の形態】
【0016】
本発明において好適な実施形態における、鉄よりイオン化傾向の大きい金属層としての亜鉛メッキの表面に、クロム酸化物からなる層を形成する方法は、従来のクロメートと異なり6価クロムを含有せず、3価のクロム酸化物のみを使用する。
【0017】
従来のクロメート被膜は、以下の反応で形成される。
Zn+2H→Zn2++H2・・・・・・・・・・・・・・・・・・・・・・(1)
2Cr6++2Zn+H2→2Cr3++2Zn2++2H+・・・・・・・・(2)
Cr3++3(OH)-⇔Cr(OH)3(Cr6+共析:有害物質)・・・・(3)
【0018】
また、3価のクロム酸化物の生成は6価クロムイオンを含まないため、以下の(4)(5)のみの反応となる。
Zn+2H→Zn2++H2・・・・・・・・・・・・・・・・・・・・・・(4)
Cr3++3(OH)-⇔Cr(OH)3・・・・(5)
クロムの水酸化物はそのイオンの性質から配意する水の数によってモノ,ジ,トリ水酸化物を生成するため、Cr(OH)3は水和酸化物の構造であるため以下のような水酸化物の構造となる。
[Cr(H2O)5OH]3+・+1H+
[Cr(H2O)4OH]3+・+2H+
[Cr(H2O)3OH]3++3H+
【0019】
これに対し、リン酸チタニア化合物溶液を塗布または、噴霧し、乾燥した対象物皮表面に空気中の酸素と水が接触することで、表面反応が起こり3価オゾンと2価の酸素を生成する。
【0020】
この酸素は不安定で3価と2価の間を酸化還元反応する。酸素の還元により生成したO-2は、酸化反応中間体に付加して過酸化物を形成し、過酸化水素を経てより強力な酸化力を有する水酸化ラジカル(・OH)になることで表面不働態化する効果が強い。
【0021】
これらの水酸化物の水酸基―OHが架橋して2量体や三量体を形成する。ここにシリカコロイドが存在するとCr(OH)3・の生成速度が速く架橋を促進させる効果も期待できる。
【0022】
(作用)
この発明によると、有害な6価クロムを使用したクロメート代替処理となる亜鉛防錆技術が、6価クロムを未使用となるため、環境に対して影響が少なくなる。
【0023】
以下、この発明の好適な実施の形態を、添付図面に基づいて説明する。
本発明に係る方法の対象となる機械部品は、図1に示すエンジンの駆動力で作用するパワステポンプ、アイドラ、ウォータポンプ、エアコン、オルタネター、あるいはこれらを結合するベルトに張力を与えるオートテンショナーの軸受に勘合されるプーリーを事例とした。
【0024】
プーリーの勘合例を図2に示す。プーリー1は、ベアリング(軸受)2を勘合し、シャフト4とナット3でブラケット8に固定される。固定に際しては、カラー5とダストカバー6が同時にシャフト4とナット3でブラケット8に固定される。ブラケット8はボルト7によってエンジンルーム内の勘合部位に固定され、図1に示す配置にベルトによってエンジン駆動力が伝達できる機械要素を形成する。
【0025】
このプーリー1の表面11に皮膜層9として形成した。皮膜層9は、プーリ−1の全面に形成される。これはプーリー1の防錆目的とベアリング2を錆の発生から防止する目的がある。実施形態として軸受を勘合するプーリー1を提示したが、特にこれらに限定されるものではない。
【0026】
上記プーリー1の表面11は鋼板よりプレス成形された鋼表面でも、研削、研磨加工された鋼表面のいずれでも良い。
【0027】
また、上記鋼表面は、図3に示すように、プーリー母材11の表面に亜鉛皮膜12が形成され、その皮膜12の表面にクロム酸化物層13が形成されることで構成されていてもかまわない。
【0028】
亜鉛皮膜12を施す場合は、亜鉛又は亜鉛合金からなる皮膜であり、亜鉛合金としては、錫−亜鉛、鉄−亜鉛、ニッケル−亜鉛等があげられる。皮膜を形成する方法としては、めっきによる方法が好ましい。
【0029】
プーリー母材11を亜鉛めっきする方法は、まず、プーリーを導電性ラックで支持し、水洗、酸洗、脱脂処理等の前処理を行う。そして、陽極に亜鉛金属板を用い、所定量のシアン化亜鉛、シアン化ナトリウム、水酸化ナトリウム、酸化亜鉛を溶解させためっき浴に上記プーリー母材11を浸して陰極につなぐ。次に、電気を通すことにより、亜鉛めっきを行う。亜鉛めっきを行ったあと電極を外し、1%硝酸液に浸して、亜鉛めっき表面を活性化させる。
【0030】
上記の製法で鋼表面もしくは亜鉛又は亜鉛合金からなる皮膜表面にリン酸チタニアを噴霧し、完全硬化した対象物皮表面に空気中の酸素と水が接触することで、表面反応が起こり、3三価オゾンと2価の酸素を生成する。この酸素は不安定で、3価と2価の間を酸化還元反応する。酸素の還元により生成した酸化反応中間体に付加して過酸化物を形成し、過酸化水素を経てより強固な水酸化ラジカル(・OH)になることで表面に不働態化層を形成する。この不働態化層は1μm以下の均一な膜厚を有している。
【0031】
前記リン酸チタニウム系化合物としては、たとえば、Ti(OH)(H2PO4)2(OR)、Ti(OH)(PO4)、Ti(OH)2(H2PO4)(OR)、Ti(OH)(HPO4)(OR)、Ti(OH)(HPO4)(H2PO4)、Ti(OH)2(H2PO4)2、Ti(OH)3(H2PO4)、Ti(OH)3(OR)などがある。
【0032】
以上、本発明を好適な実施形態に基づいて説明したが、本発明の趣旨を逸脱しない限り、適宜他の変更形態とすることができることは言うまでもない。
【0033】
以下、実施例及び比較例を挙げて本発明を更に具体的に説明するが、これらの実施例により、本発明が制約されるものではない。
【実施例1】
【0034】
プーリー母材11(鋼)をラックにつるし、水洗、酸洗、及び脱脂処理を行った。上記処理を行ったプーリー母材11を、ジンケート亜鉛めっき浴に浸し、電気を通して亜鉛めっき層12を形成した。図3に処理層の構成図を示す。
【0035】
リン酸チタニアの水溶液を以下の手順で作製して浸漬処理で不働態化層14を形成した。
Ti(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x、y、z、lおよびmは整数)を含有する水溶液に浸漬した。前記水溶液は、以下の手法で作製することができる。例えば、四塩化チタンをアルコールと反応させた。アルコールに代わるものは水でも良い。その組成は、とくに制限はないが、水とアルコールの何れでもよく、またはその混合水溶液でも可能である。
【0036】
四塩化チタンの添加量は、15vol%とし、反応温度は25℃であった。四塩化チタンの添加量としては、10〜30vol%であればよく、反応温度は溶液が液体を保たれれば良い。
【0037】
生成された水溶液のpHは、酸性であって5以下である。これらにリン酸を添加して、前記リン酸チタニウム系化合物14を作製した。
【0038】
前記反応溶液は、水またはアルコールなどの溶媒で20倍に希釈した。10倍未満では、リン酸を少量加えただけでも白濁する傾向がある。白濁液は、抗菌などの活性効果は高いが、使用対象製品が変色したり、表面に白色粉末が現出したりするが、不働態化層の形成には問題はない。
【0039】
リン酸の添加量は、体積比で、前記反応溶液100部に対して、8〜500部であればよく、酸性状態であればよい。
【0040】
本発明は、対象製品を浸漬する方法で適用できる。
【0041】
このようにして、図3に記載のプーリーを製造した。皮膜層9の厚みは、亜鉛皮膜(12)が5〜13μm、リン酸チタニアの反応層(14)が0.7μm程度であった。
【実施例2】
【0042】
図4に示すように、実施例1と同様にプーリー母材11を実施例1と同様な工程で亜鉛めっき方法による亜鉛めっき層12、及び黄白色クロム酸化物(III)層13を形成してプーリーを作製した。皮膜層9の厚みは、実施例1と同様である。このときの亜鉛めっき浴はジンケート、塩浴およびシアン浴であり、黄白色クロム酸化物(III)13は、日本表面化学社製TRYNER−175、奥野製薬工業社製ESコート、ディップソール(株)社製ZT−44
1SRで3種類形成した。
【0043】
このプーリーを前述のTi(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)mを含有する反応液に浸漬した。浸漬後、大気中に取だし70℃で30分乾燥させてリン酸チタニア化合物層14を形成した。
【0044】
本発明において、クロム酸化物からなる層を形成する際の有効な試薬としては、以下に示すものなどが挙げられる。
荏原ユージライト(株)社製:トライバレントプロセス100,200,300,400,500
ディップソール(株)社製:ZT−441SR,444Y,444A,B,C(3液タイプ)
日本表面科学(株)社製:トライナープロセスTR−173,174,175,170
ユケン工業社製:メタスプロセスYFE,YFA
(株)ムラタ社製(SurTec社製):クロマイティング法 SurTec680必要に応じ555,555S
カニングジャパン社製:トライパスELVブルー,トライパスウルトラブルー,トライパスブルー,トライパスXL,クロマックELV
奥野製薬工業(株)製:ESコート606,ESコート701,ESコート,ESコート30,ESコートブラック
アトテック・ジャパン(株)製:エコトライ,エコトリブルー・ウルトラ
メルテックス社製:スプレンだ−ブリー
(株)タイホー社製 ユニクロ920,パワーコート903,パワーコート903Y,パワーコート910
(株)三原産業 ラスタ-M-200,ラスタ-M-100,ラスタ-MY-200,ラスタ-M-300,ラスタ-M-400
【0045】
耐食性試験は、プーリーに軸受を勘合し、JIS Z 2371に準拠する塩水噴霧試験でプーリー外周面に発生するさびの有無で評価した。このときの試験時間は36時間と96時間である。
【0046】
また、比較例1としてプーリーの表面に亜鉛又は亜鉛合金からなる皮膜を形成した犠牲防食のみの表面、ならびに上記皮膜の表面に6価クロム含有クロメート皮膜を形成させたプーリーを作成した。なお、この表面には有害な6価クロムが40mg/m2以上含有されている。
【0047】
表1に各実施例の効果を示す。
【0048】
供試体となるプーリーに、ジンケート、シアン、塩浴の各めっき浴から電気亜鉛めっきを施した比較例1は、塩水噴霧開始後36時間で全面に白色の亜鉛酸化物が発生した。
【0049】
それに対し、実施例1に示す電気亜鉛めっきの表層をリン酸チタニア水溶液に浸漬させた供試体は塩水噴霧36時間開始後36時間でも亜鉛酸化物の白色さびは発生しなかった。
【0050】
さらに、防錆処理として市販3価クロム酸化物を電気亜鉛めっきの表層に施し、リン酸チタニアを再表面に形成した供試体は実施例2に示すように96時間まで亜鉛酸化物の白色さびは発生しなかった。
【0051】
有害な6価クロムが40mg/m2以上含有されている比較例2の供試体であるプーリーは、36時間では亜鉛酸化物の発生は確認されないものの、試験経過後96時間では全面に白色の亜鉛酸化物が発生した。
【0052】
【表1】
【産業上の利用可能性】
【0053】
この発明は、発癌性物質である6価クロムを含有することなく、亜鉛めっきにクロム酸化化合物(III)を形成することができ、リン酸チタニアの不働態化効果によってプーリーの防錆力を維持することができる点で、産業上利用可能性を有する。
【図面の簡単な説明】
【0054】
【図1】本発明に係る方法の対象となる機械部品としての駆動用伝達プーリーの使用図。
【図2】本発明に係る方法の対象となる機械部品としてのプーリーの構成断面図。
【図3】本発明に係る、亜鉛めっき層及びリン酸チタニア化合物層を含む金属表面処理体の概要断面図。
【図4】本発明に係る、亜鉛めっき層、クロム酸化物層及びリン酸チタニア化合物層を含む金属表面処理体の概要断面図。
【特許請求の範囲】
【請求項1】
鋼表面に鉄よりイオン化傾向の大きい金属層を形成し、その金属表面にTi(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x、y、z、lおよびmは整数)で表わされるリン酸チタニウム系化合物またはその縮合体を有効成分とする処理層を設けることを特徴とする金属表面処理方法。
【請求項2】
前記Ti(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x、y、z、lおよびmは整数)で表わされるリン酸チタニウム系化合物またはその縮合体を有効成分とする前記処理層を、クロム酸化物からなる層と共に形成する、請求項1記載の金属表面処理方法。
【請求項3】
前記リン酸チタニウム化合物が、四塩化チタンを水もしくは炭素数1〜4のアルコール、または、それらの混合溶液と反応させたのち、さらにリン酸と反応させて得られる化合物を有効成分とする、請求項1又は2記載の金属表面処理方法。
【請求項4】
請求項1〜3の何れかに記載の方法により得られる金属表面処理体。
【請求項1】
鋼表面に鉄よりイオン化傾向の大きい金属層を形成し、その金属表面にTi(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x、y、z、lおよびmは整数)で表わされるリン酸チタニウム系化合物またはその縮合体を有効成分とする処理層を設けることを特徴とする金属表面処理方法。
【請求項2】
前記Ti(OH)x(PO4)y(HPO4)z(H2PO4)l(OR)m(Rは炭素数1〜4のアルキル基、x、y、z、lおよびmは整数)で表わされるリン酸チタニウム系化合物またはその縮合体を有効成分とする前記処理層を、クロム酸化物からなる層と共に形成する、請求項1記載の金属表面処理方法。
【請求項3】
前記リン酸チタニウム化合物が、四塩化チタンを水もしくは炭素数1〜4のアルコール、または、それらの混合溶液と反応させたのち、さらにリン酸と反応させて得られる化合物を有効成分とする、請求項1又は2記載の金属表面処理方法。
【請求項4】
請求項1〜3の何れかに記載の方法により得られる金属表面処理体。
【図1】

【図2】
【図3】
【図4】
【図2】
【図3】
【図4】
【公開番号】特開2008−19472(P2008−19472A)
【公開日】平成20年1月31日(2008.1.31)
【国際特許分類】
【出願番号】特願2006−191380(P2006−191380)
【出願日】平成18年7月12日(2006.7.12)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
【公開日】平成20年1月31日(2008.1.31)
【国際特許分類】
【出願日】平成18年7月12日(2006.7.12)
【出願人】(000004204)日本精工株式会社 (8,378)
【Fターム(参考)】
[ Back to top ]