
金属表面処理方法及び表面処理鋼板
【課題】金属表面処理方法及びこの方法により形成される表面処理鋼板において、表面の凹凸の大きな鋼板に対してクロメートフリー表面処理を施した場合であっても、塗りムラの発生を抑制するとともに、塗膜厚みを増大させないようにしつつ十分な耐食性を確保する。
【解決手段】本発明の金属表面処理方法は、Raで1μm以上10μm以下の表面粗度を有する亜鉛めっき鋼板の表面に、シランカップリング剤及び界面活性剤を少なくとも含有する水系金属表面処理剤を塗布した後に乾燥させることにより、亜鉛めっき鋼板の表面に皮膜を形成する際に、水系金属表面処理剤を粒径が10μm以上30μm以下の液体粒子とした後に、亜鉛めっき鋼板に向けて液体粒子を吹き付けるとともに、亜鉛めっき鋼板の表面に対する液体粒子の濡れ角を90度以下とする。
【解決手段】本発明の金属表面処理方法は、Raで1μm以上10μm以下の表面粗度を有する亜鉛めっき鋼板の表面に、シランカップリング剤及び界面活性剤を少なくとも含有する水系金属表面処理剤を塗布した後に乾燥させることにより、亜鉛めっき鋼板の表面に皮膜を形成する際に、水系金属表面処理剤を粒径が10μm以上30μm以下の液体粒子とした後に、亜鉛めっき鋼板に向けて液体粒子を吹き付けるとともに、亜鉛めっき鋼板の表面に対する液体粒子の濡れ角を90度以下とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属表面処理方法及び表面処理鋼板に関し、特に、合金化溶融亜鉛めっき鋼板等の表面粗度の大きな鋼板に対して、クロムフリー表面処理を施す方法及びクロメートフリー表面処理が施された表面処理鋼板に関する。
【背景技術】
【0002】
金属材料表面への密着性に優れ、金属材料表面に耐食性、耐熱性、耐指紋性、塗装性等の特性を付与する技術として、クロム酸、重クロム酸またはそれらの塩を主成分として含有する処理液を用いて、金属材料表面に表面処理を施すクロメート処理が、従来から広く行われている。
【0003】
一方、近年、クロメート処理は環境負荷が大きい等の理由で、クロム酸等のクロメートを用いないクロメートフリー処理の開発が活発に行われている。このようなクロメートフリー処理としては、リン酸塩処理を施す方法、シランカップリング剤による処理を施す方法、有機樹脂皮膜処理を施す方法などがある(例えば、特許文献1を参照)。
【0004】
ここで、従来、鋼板等の金属材料表面にクロメート処理を施す場合には、ロールコータ塗布、表面処理液中への金属材料の浸漬塗布(所謂どぶづけ)、スプレー塗布等により行われていた。
【0005】
【特許文献1】特開2007−51365号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、クロメート処理と同様に、合金化溶融亜鉛めっき鋼板等の表面の凹凸が大きな鋼板に対して、ロールコータ塗布、浸漬塗布、通常のスプレー塗布等によりクロメートフリー処理を行うと、耐食性が低下したり、塗りムラが発生したり、塗膜厚みが増大したりする、という問題があった。
【0007】
具体的には、ロールコータ塗布は、余剰の表面処理液の量をなるべく減らして塗りムラの発生を抑えるという点では好適である。しかし、ロールコータ塗布の場合は、例えば電気めっき鋼板程度の十分な耐食性を持たせるために、鋼板表面の凸部における塗膜厚みを確保しようとすると、凹部の塗膜の厚みが大きくなりすぎるため、コストの増大や加工性の低下等の問題が生じる。逆に、コストの増大や加工性の低下等を抑えるために、塗膜の厚みを薄くすると、耐食性の低下の問題が生じる。
【0008】
さらに、ロールコータ塗布を合金化溶融亜鉛めっき鋼板等の凹凸の大きな鋼板表面への塗布に使用すると、表面の大きな凹凸のためにロールの磨耗が生じ、これに対する対策が必要になる、という問題もある。
【0009】
また、浸漬塗布の場合も、ロールコータ塗布の場合と同様に、耐食性と塗膜厚みの増大のみならず、塗膜の塗りムラの発生の問題が生じる。
【0010】
一方、従来のスプレー塗布の場合には、塗膜に塗りムラが発生しやすい。また、スプレー塗布の後にリンガーロール等で余剰の処理液を除去しようとすると、ロールコータ塗布の場合と同様に、耐食性と塗膜厚みの増大の問題が生じる。
【0011】
そこで、本発明は、このような問題に鑑みてなされたもので、金属表面処理方法及びこの方法により形成される表面処理鋼板において、表面の凹凸の大きな鋼板に対してクロメートフリー表面処理を施した場合であっても、塗りムラの発生を抑制するとともに、塗膜厚みを増大させないようにしつつ十分な耐食性を確保することを目的とする。
【課題を解決するための手段】
【0012】
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、水系の表面処理剤を粒径の小さな液体粒子の形状にして鋼板に付着させることで、表面処理剤が鋼板表面の凹凸に沿って均一に付着し、塗りムラの発生を抑制できることを見出した。本発明者らは、さらに追究した結果、鋼板表面に表面処理剤を均一に付着させるためには、鋼板に対する液体粒子の濡れ角が90度以下になると、塗りムラが発生しにくくなることを見出した。本発明者らは、以上のような知見に基づいて、本発明を完成するに至った。
【0013】
すなわち、本発明のある観点によれば、Raで1μm以上10μm以下の表面粗度を有する亜鉛めっき鋼板の表面に、シランカップリング剤及び界面活性剤を少なくとも含有する水系金属表面処理剤を塗布した後に乾燥させることにより、前記亜鉛めっき鋼板の表面に皮膜を形成する金属表面処理方法において、前記水系金属表面処理剤を粒径が10μm以上30μm以下の液体粒子とした後に、前記亜鉛めっき鋼板に向けて前記液体粒子を吹き付け、前記亜鉛めっき鋼板の表面に対する前記液体粒子の濡れ角を90度以下とする金属表面処理方法が提供される。
【0014】
このような構成を有することにより、本発明の金属表面処理方法によれば、合金化溶融亜鉛めっき鋼板等の凹凸の大きな鋼板の表面に対してクロメートフリー処理を行った場合でも、塗膜の塗りムラの発生を抑制するとともに、塗膜が十分な耐食性を有することができる。
【0015】
前記金属表面処理方法において、前記水系金属表面処理剤は、pHが3〜6であることが好ましい。
【0016】
また、前記金属表面処理方法において、前記界面活性剤は、ノニオン界面活性剤またはカチオン界面活性剤であり、前記界面活性剤の含有量は、前記水系金属表面処理剤100質量部に対して、0.001質量部以上5質量部以下であることが好ましい。界面活性剤の種類や界面活性剤の含有量を前記のように規定することにより、液体粒子の濡れ角を90度以下とすることができる。
【0017】
このとき、前記水系金属表面処理剤は、さらに亜鉛を100ppm以上500ppm以下含有することが好ましい。
【0018】
また、前記金属表面処理方法において、前記液体粒子の粒径を、前記皮膜の乾燥後の平均膜厚に応じて調整してもよい。具体的には、例えば、皮膜の乾燥後の平均膜厚が比較的大きな場合には、液体粒子の粒径を比較的大きなものに調整し、逆に、皮膜の乾燥後の平均膜厚が比較的小さな場合には、液体粒子の粒径を比較的小さなものに調整することなどにより、塗りムラ発生の抑制効果をさらに向上させることができる。
【0019】
また、前記金属表面処理方法において、前記亜鉛めっき鋼板の表面と50mm以上離隔した位置から、前記液体粒子を吹き付けることが好ましい。
【0020】
また、前記金属表面処理方法において、前記液体粒子が前記亜鉛めっき鋼板に接触する時の速度を0.1m/s以上5m/s以下とすることが好ましい。
【0021】
また、前記金属表面処理方法において、前記水系金属表面処理剤の塗布を、気体と液体とを混合して外部へ吐出する気液混合スプレーを用いて行ってもよい。
【0022】
このとき、前記気液混合スプレーにおける前記水系金属表面処理剤の吐出口の断面積は、3mm2以上であることが好ましい。
【0023】
また、前記気液混合スプレーは、前記水系金属表面処理剤の吐出口を含む当該吐出口近傍にフッ化物によるコーティングが施されていてもよい。
【0024】
また、本発明の他の観点によれば、Raで1μm以上10μm以下の表面粗度を有する亜鉛めっき鋼板の表面に、前述した金属表面処理方法により形成された皮膜を有し、前記皮膜は、乾燥後の平均膜厚Tが0.1μm以上2μm以下であり、前記皮膜の厚みの標準偏差σは、下記式(I)を満足する表面処理鋼板が提供される。
σ≦0.21T+0.78 ・・・(I)
【発明の効果】
【0025】
本発明によれば、金属表面処理方法及びこの方法により形成される表面処理鋼板において、水系金属表面処理剤を微細な液体粒子にして塗布し、かつ、当該液体粒子の濡れ角を調整することにより、表面の凹凸の大きな鋼板に対してクロメートフリー表面処理を施した場合であっても、鋼板表面の凹凸に沿って均一な厚みの皮膜を形成することができ、塗りムラの発生を抑制できるとともに、塗膜厚みを増大させないようにしつつ十分な耐食性を確保することができる。
【発明を実施するための最良の形態】
【0026】
以下に添付図面を参照しながら、本発明の好適な実施の形態について詳細に説明する。なお、本明細書及び図面において、実質的に同一の機能構成を有する構成要素については、同一の符号を付することにより重複説明を省略する。
【0027】
<クロメートフリー処理の場合に塗りムラ等が生じやすい理由>
まず、本発明の内容について詳細に説明する前に、その前提として、クロメート処理を施す場合には、表面の凹凸の大きな合金化溶融亜鉛めっき鋼板であっても塗りムラの発生、耐食性の低下、塗膜厚みの増大等の問題が生じない一方で、クロメートフリー処理の場合は、前記各問題が生じる理由について、本発明者らが検討した結果について説明する。
【0028】
クロメート処理の場合は、クロム酸等のクロメートは強酸であるため、亜鉛めっき鋼板表面の亜鉛がクロメートに溶解する。しかし、クロメートと亜鉛との反応(クロメートによる亜鉛の溶解)により、亜鉛めっき鋼板上にクロメートと反応しない(クロメートに溶解しない)不動態皮膜が形成される。これにより、亜鉛めっき鋼板表面の亜鉛は、不動態皮膜により保護されるため、クロメートは、それ以上亜鉛を溶解させることができなくなり、必要以上の亜鉛を溶解せずに、クロメートと亜鉛との反応が停止する。このように、クロメート皮膜の場合は、不動態膜の形成によりクロメートと亜鉛とが必要以上に反応することが防止されるため、浸漬塗布や従来のスプレー塗布を使用して合金化溶融亜鉛めっき鋼板等の表面の凹凸の大きな鋼板に処理を施しても、塗りムラが発生しにくい。
【0029】
一方、クロメートフリー処理の場合は、浸漬塗布や従来のスプレー塗布では塗りムラが発生しやすい。本発明者らがこの理由を検討した結果、次のような知見が得られた。クロメートフリー処理に使用する表面処理剤には、表面処理剤と反応しない(表面処理剤に溶解しない)不動態皮膜が形成されるのが、クロメートと比べて遅い。そのため、クロメートフリーの表面処理剤を長時間亜鉛めっき鋼板に接触させていると、不動態皮膜が形成される前に亜鉛の溶解反応が進み、形成されたクロメートフリー皮膜層の上に不安定な層(剥離しやすい層)が積層される傾向にある。この不安定な層が部分的に剥離すると、表面処理剤と亜鉛との反応にムラが生じて塗りムラが発生しやすい、ということが判った。
【0030】
さらに、前述のように、クロメートフリーの表面処理剤を使用する場合には、不動態皮膜が形成される前に亜鉛の溶解反応が進むため、過剰の亜鉛が溶出し、皮膜が膨潤したり、表面処理剤中にスラッジが大量に発生したりする場合がある、ということも判った。
【0031】
すなわち、クロメートフリーの表面処理剤(水溶液)は、一度水を蒸発させて固形分だけを取り出しても再度水に溶解することができる。一方、クロメートフリーの表面処理剤(水溶液)は、亜鉛と反応すると、亜鉛に溶解させることができない生成物(不動態皮膜)を形成する。しかし、クロメートフリー処理の場合は、この不動態皮膜の形成がクロメート処理の場合よりも遅く、そのことが、クロメート皮膜と比べて、過剰な亜鉛の溶解を抑制しにくい原因であることが判った。
【0032】
<塗りムラの発生等を抑制するための表面処理方法の検討>
以上の知見を基に、本発明者らは、過剰な亜鉛の溶解を抑制することにより、塗りムラの発生等を抑制するための表面処理方法の検討を行った。具体的には、本発明者らは、まず、従来のスプレー塗布の場合には、亜鉛と表面処理剤との反応により皮膜を形成するための必要量以上に表面処理剤を付着させた後に、余分な処理剤を除去するために、亜鉛と表面処理剤との反応が過剰に進んでしまうと考えた(この場合、鋼板表面に点状や線状の塗りムラの発生が認められる。)。従って、本発明者らは、予め必要最低限の量の表面処理剤を亜鉛めっき鋼板表面に付着させる方法が有効であると考えた。このように予め必要最低限の量の表面処理剤を付着させる方法としては、例えば、ロールコータを用いた塗布が考えられる。しかし、ロールコータ塗布の場合は、平滑なロール表面に厚みが均一な皮膜(クロメートフリー皮膜)を形成し、この皮膜を鋼板表面に転写する。そのため、合金化溶融亜鉛めっき鋼板等の表面の凹凸が大きな鋼板上にクロメートフリー皮膜を形成する場合には、鋼板表面の凹凸に応じて皮膜の膜厚にバラつきが生じてしまう(凹部の膜厚が厚くなり、凸部の膜厚が薄くなる)。すなわち、ロールコータ塗布の場合には、ロールの表面と鋼板の表面の凸部とが接触することになるので、この凸部の面が基準になり、クロメートフリー皮膜の表面になる。この場合、鋼板表面の凹部には、表面処理剤が圧入され、充填されるので、厚みが不均一な皮膜が形成されてしまう。また、従来のスプレー塗布の場合には、液体粒子の粒径が数百μmから数mmと大きく、例えば、乾燥後の膜厚で0.1μm〜2μmの厚みの皮膜を鋼板上に形成するためには、表面処理剤中の固形分量をかなり少なくする必要があるので、表面処理剤と鋼板表面の亜鉛との反応が著しく遅れ、表面処理剤が流れ出してしまうことから、塗りムラが発生しやすい。なお、静電塗装という技術もあるが、この技術を水系塗料に用いることは困難である。
【0033】
そこで、本発明者らは、クロメートフリーの表面処理剤を微細な液体粒子の形状にして鋼板表面に付着させることで、合金化溶融亜鉛めっき鋼板等の表面の凹凸が大きな鋼板上にクロメートフリー表面処理剤を塗布した場合でも、表面処理剤を鋼板表面の凹凸に沿って均一に付着させることができ、これにより塗りムラの発生を抑制できることを見出した。このような微細な液体粒子をスプレー塗布する場合、鋼板表面の凹部の面が基準となり表面処理剤が接触し、ロールコータ塗布の場合のように凹部に表面処理剤が圧入されることがないので、鋼板表面の凹凸に沿って均一な皮膜を形成しやすくなる。このような皮膜は、従来のロールコータ塗布、浸漬塗布、スプレー塗布等によっては形成することができないものである。
【0034】
また、本発明者らは、さらに追究した結果、凹凸の大きな表面を有する鋼板上に、クロメートフリー表面処理剤を均一に付着させるためには、鋼板に対する液体粒子の濡れ角を90度以下にすることにより、鋼板と鋼板に付着した液体粒子の表面との距離をほぼ一定にできるため、塗りムラが発生しにくくなることを見出した。
【0035】
<本発明に係る金属表面処理方法について>
すなわち、本発明に係る金属表面処理方法は、表面の凹凸の大きな亜鉛めっき鋼板の表面に、クロメートフリーの水系金属表面処理剤を塗布した後に乾燥させることにより、亜鉛めっき鋼板の表面にクロメートフリーの皮膜を形成する方法である。本発明の金属表面処理方法では、水系金属表面処理剤を塗布する際、水系金属表面処理剤を微細な(粒径が10μm以上30μm以下の)液体粒子とした後に、亜鉛めっき鋼板表面に向けて液体粒子を吹き付け、亜鉛めっき鋼板上に液体粒子を付着させる。このとき、亜鉛めっき鋼板の表面に対する液体粒子の濡れ角を所定範囲(90度以下)に調整することにより、表面処理剤を亜鉛めっき鋼板表面の凹凸に沿って均一な厚みを有する皮膜を形成することができる。
【0036】
(亜鉛めっき鋼板について)
本発明で使用する亜鉛めっき鋼板としては、Raで1μm以上10μm以下の表面粗度を有するものを使用し、例えば、合金化溶融亜鉛めっき鋼板等が挙げられる。ここで、Raは、表面粗さ測定器(例えば、(株)小坂研究所製)などを用いて測定することができる。
【0037】
また、亜鉛めっき鋼板の通板時の温度は、塗布する際に、表面処理剤と亜鉛との反応を促進するという観点から、60℃〜90℃とすることが好ましい。60℃未満では、膜厚が2μm程度では、液体粒子内に反応しない部分が残ることが有る。一方、90℃超では、膜厚が0.1μm程度の領域で、反応する前に乾燥する恐れがある。この亜鉛めっき鋼板の温度は、例えば、表面処理剤を塗布するスプレーの前面に熱風ブロアなどを設置して調整することができる。
【0038】
(水系金属表面処理剤について)
本発明の水系金属表面処理剤は、少なくともシランカップリング剤及び界面活性剤が、溶媒としての水中に含有されている水溶液であり、さらに、リン酸、バナジウム化合物、フルオロ化合物などを必要に応じて含んでいてもよい。
【0039】
シランカップリング剤の一般式は、R−Si(OR’)3で表される(ここで、Rは官能基で、アミノプロピル基、グリシドキシ基、メタクリロキシ基、N−フェニルアミノプロピル基、メルカト基、ビニル基等であり、R’は、メチル基またはエチル基である。このシランカップリング剤は、下記式に示すように、水と接すると加水分解してシラノール基を生成する。
R−Si(OR’)3+3H2O → R−Si(OH)3+3R’OH
また、シラノール基は自己縮合によって高分子化すると同時に、金属表面の水酸基と酸塩基反応で化学結合する。一方、官能基Rは、塗料成分と化学結合又は架橋して強固に結合する。このようなシランカップリング剤としては、例えば、3−アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシラン、3−グリシドキシプロピルトリメトキシシランなどを使用することができる。
【0040】
界面活性剤としては、ノニオン界面活性剤またはカチオン界面活性剤を使用でき、具体的には、例えば、ポリエチレンオキサイド、ポリプロピレンオキサイド付加物やアセチレングリコール化合物などが挙げられる。また、界面活性剤の含有量は、水系金属表面処理剤100質量部に対して、0.001質量部以上5質量部以下であることが好ましい。界面活性剤の種類や界面活性剤の含有量を前記のように規定することにより、液体粒子の濡れ角を90度以下とすることができる。
【0041】
本発明において、水系金属表面処理剤のpHは3〜6程度(弱酸性)であることが好ましい。処理剤のpHを前記範囲にすることにより、本発明の水系金属表面処理剤が鋼板表面の亜鉛めっき層と反応性を有し、弱酸性の水系金属表面処理剤が亜鉛めっき層を溶解させ、当該処理剤中に亜鉛を濃化させることでクロメートフリー皮膜を形成する。ただし、亜鉛は両性金属であるので、表面処理剤のpHを酸やアルカリ(亜鉛は両性金属なのでpHを酸性側かアルカリ性側にすることにより水溶性となる)にしたり、過剰のアンモニアを併用(アンミン錯体を生成して亜鉛が水溶性となる)したりして用いても良い。pH調整剤としては、例えば、酢酸、乳酸、フッ化水素酸、アンモニウム塩、アミン類等を使用することができる。
【0042】
また、水系金属表面処理剤中に、さらに亜鉛を100ppm以上500ppm以下含有させることが好ましい。このように、水系金属表面処理剤中に亜鉛を微量含有させることにより、液体粒子の濡れ角を調整しやすくなる。この場合、亜鉛の含有量が100ppm未満であると、濡れ角を調整しやすくなる効果が得られず、500ppmを超えると、水系金属表面処理剤中のシランカップリング剤と亜鉛とが反応して、処理剤が変質するため好ましくない。
【0043】
本発明では、亜鉛めっき鋼板表面に吹き付ける液体粒子の粒径を、10μm以上30μm以下としている。この液体粒子の大きさ(粒径)は、乾燥後のクロメートフリー皮膜の平均膜厚の目標値、金属表面処理剤中の不揮発成分の割合、鋼板に衝突する金属表面処理剤の液体粒子の単位時間及び単位面積当たりの個数等に応じて定める。具体的には、例えば、乾燥後の平均膜厚が0.1μm〜2μmのクロメートフリー皮膜を形成させる際には、金属表面処理剤中の不揮発成分が10%程度の場合を例に挙げると、乾燥後の平均膜厚が0.1μm〜0.5μm程度の場合には、液体粒子の粒径を10μm±5μm程度、乾燥後の平均膜厚が0.5μm超〜1.5μm程度の場合には、液体粒子の粒径を20μm±10μm程度、乾燥後の平均膜厚が1.5μm超〜2μm程度の場合には、液体粒子の粒径を30μm±10μm程度と調整すればよい。なお、液体粒子の大きさ(平均粒径)は、ノズルのタイプと、圧力及び流量との関係より、実験で求めることができる。
【0044】
このように、合金化溶融亜鉛めっき鋼板のような凹凸が大きい鋼板表面にクロメートフリー皮膜を形成させる際には、乾燥後の平均膜厚に応じて液体粒子の径を調整すると、金属表面処理剤を乾燥させた後に、鋼板表面の凹凸に沿って均一な厚みの皮膜を形成することができる。すなわち、本発明の金属表面処理方法においては、液体粒子の粒径をクロメートフリー皮膜の乾燥後の平均膜厚に応じて調整してもよい。具体的には、例えば、皮膜の乾燥後の平均膜厚が比較的大きな場合には、液体粒子の粒径を比較的大きなものに調整し、逆に、皮膜の乾燥後の平均膜厚が比較的小さな場合には、液体粒子の粒径を比較的小さなものに調整することなどにより、塗りムラ発生の抑制効果をさらに向上させることができる。
【0045】
これは、前記のように、皮膜の乾燥後の膜厚が薄い場合に液体粒子の粒径を小さくすることにより、鋼板表面と反応しない領域が液体粒子内にできなくなるため、塗りムラが発生しにくくなるものと考えられる。逆に、皮膜の乾燥後の膜厚が薄い場合に液体粒子の粒径を大きくすると、鋼板表面と反応しない領域が液体粒子内にできてしまうため、塗りムラが発生しやすくなるものと考えられる。
【0046】
一方、皮膜の乾燥後の膜厚が薄い場合に液体粒子の粒径を小さくすると、金属表面処理剤の塗装効率が悪くなる場合がある。このような場合には、液体粒子の存在密度を高くするように(液体粒子間の距離が近くなるように)操作すると、液体粒子同士が凝集しやすくなり、その結果、液体粒子の粒子径が大きくなるため、塗装効率を改善することができる。
【0047】
以上のようにして水系金属表面処理剤を表面の凹凸の大きな亜鉛めっき鋼板上に塗布すると、鋼板表面の凹凸に沿って均一な膜を形成して、乾燥後の皮膜の膜厚を最小限に抑えることができる。
【0048】
ただし、液体粒子の粒径の調整方法は、前述したような皮膜の乾燥後の膜厚に応じた液体粒子の粒径の調整方法に限られず、乾燥後のクロメートフリー皮膜の平均膜厚の目標値、金属表面処理剤中の不揮発成分の割合、鋼板に衝突する金属表面処理剤の液体粒子の単位時間及び単位面積当たりの個数等に応じて適宜定めることができる。
【0049】
本発明においては、液体粒子が鋼板に衝突した際の鋼板に対する液体粒子の濡れ角を90度以下としている。これは、本発明者の検討の結果、凹凸の大きな表面を有する鋼板上に、クロメートフリー表面処理剤を均一に付着させるためには、鋼板に対する液体粒子の濡れ角を90度以下にすることにより、鋼板と鋼板に付着した液体粒子の表面との距離をほぼ一定にできるため、塗りムラが発生しにくくなるという知見が得られたためである。
【0050】
また、鋼板に対する液体粒子の濡れ角は60度以下であることが好ましい。この場合には、鋼板の処理面(塗装面)が地面に対して略垂直の場合に、鋼板両面の塗装面で塗りムラを減少させる効果を有することが、本発明者らにより確認されている。さらに、鋼板に対する液体粒子の濡れ角が30度以下であると、塗装面が地面に対して水平な場合に、下面側の塗装面においても、点状や線状の塗りムラを減少させる効果を有することが、本発明者らにより確認されている。
【0051】
一方、鋼板に対する液体粒子の濡れ角が90度を超えると、液体粒子の一部が鋼板と接触している(例えば、液体粒子の中央部側の面が鋼板表面と接触し、液体粒子の端部側の面が鋼板表面と離隔している)状態になる。従って、表面処理剤と亜鉛めっき鋼板表面の亜鉛との反応による皮膜の形成が、液体粒子と鋼板とが接触している部分のみに限られるので、皮膜が鋼板表面に不均一に形成され、塗りムラが発生することとなる。また、鋼板を地面に対して垂直方向に通板している領域で表面処理剤の塗布を行うと、表面処理剤が下方に垂れることもあり、鋼板に対する液体粒子の濡れ角が90度を超える状態では、線状の塗りムラが顕著になることもある。
【0052】
また、鋼板に対する液体粒子の濡れ角を調整するためには、例えば、濡れ角が小さくなるような界面活性剤を選択して、表面処理剤中に所定量添加すればよい。具体的には、前述の通りである。さらに、表面処理剤中に予め亜鉛を微量含有させておくと濡れ角を調整しやすくなることも前述の通りである。
【0053】
ここで、鋼板に対する液体粒子の濡れ角は、例えば、地面に対して水平に載置した亜鉛めっき鋼板上に、表面処理剤の液滴を滴下して、真横から液滴の状態を観察することにより測定することができる。
【0054】
なお、表面処理剤の表面張力を40mN/m以下にする(望ましくは20mN/m未満)にすると、本発明の亜鉛めっき鋼板とノズルとの間隔が50mm以上の場合には、微細粒子化した表面処理剤が再凝集し難いので、好ましい。
【0055】
(水系金属表面処理剤の塗布方法について)
以上、本発明の金属表面処理方法に用いる水系金属表面処理剤について詳細に説明したが、続いて、このような水系金属表面処理剤の具体的な塗布方法について説明する。
【0056】
本発明においては、亜鉛めっき鋼板の表面と50mm以上、好ましくは200mm以上離隔した位置から、水系金属表面処理剤を微粒子化した液体粒子をスプレーにより吹き付けることが好ましい。これは、鋼板は張力変動があると、その厚み方向(スプレーのノズル方向)に容易に振動するため、スプレーのノズルを損壊しないように、ノズルを鋼板に近接して設置することはできないためである。
【0057】
ただし、ノズルと鋼板との間隔を広げ過ぎると、塗りムラが発生しやすい傾向となる。これは、ノズルと鋼板との間隔が広がることで、鋼板に衝突する液体粒子に速度の低いものが含まれてくるので、鋼板に対する液体粒子の濡れ角が90度超と大きい場合には、鋼板と液体粒子と接触状態が悪い割合が多くなるためである。従って、鋼板とノズルとの間隔を50mm以上にする場合には、濡れ角を90度以下とすることが特に望まれる。
【0058】
また、本発明においては、水系金属表面処理剤を微粒子化した液体粒子が亜鉛めっき鋼板に接触する時の速度を0.1m/s以上5m/s以下とすることが好ましい。液体粒子の速度が5m/sを超えると、水系金属表面処理剤が鋼板表面に衝突して液体粒子が広がる際に、鋼板と液体粒子との間に空気を残存させる確率が大きくなるので、乾燥の際に発泡が起きるおそれがある。このような観点から、液体粒子の速度が1m/s以下であると、鋼板と液体粒子との間の空気の巻き込みがほとんど起こらないため、さらに好ましい。一方、液体粒子の速度が0.1m/s未満であると、液体粒子の速度が変動したときに、液体粒子が鋼板に付着できない場合があるため、好ましくない。なお、液体粒子の流速は、スプレー等から液体粒子を吐出する際の気体(エアー等)の圧力を調整することにより制御可能である。
【0059】
なお、本発明者らが予備実験として行った水を用いた水系金属表面処理剤の液体粒子の塗布実験では、前記のような速度範囲では、液体粒子(すなわち、本実験では水滴)は
合金化溶融亜鉛めっき鋼板表面にまばらに付着し、均一には付着しないことがわかった。この際、水の表面張力は50〜70mN/m程度であった。この理由は、合金化溶融亜鉛めっき鋼板表面に凹凸がある場合には、鋼板表面に水粒子が衝突する実効の速度は、測定した水粒子が鋼板表面に垂直に衝突する速度より、例えば、10%〜50%程度とかなり小さいために、10〜30μmの水粒子が鋼板表面から弾かれたものと考えられる。一般的に、内圧の変化(P−P’)は表面張力σに比例して、粒子の半径rに反比例するので(P−P’=2σ/r)、小さい液体粒子の方が鋼板表面から弾かれやすいと考えられる。また、表面張力に内圧変化は比例するだけなので、表面張力を変えても鋼板への付着の影響は小さいと考えられる。一方、鋼板表面に対する液体粒子の濡れ角が90度以下と小さい場合には、液体粒子が鋼板に一旦接触すると、濡れ角を小さくすることでエネルギーを最小化するので、鋼板表面から弾かれることはなく、液体粒子が鋼板に塗布されるものと考えられる。
【0060】
ここで、例えば、特開2006−341144号公報、特開2004−906号公報、特開2004−122705号公報等には、インクを微細な粒子として紙上へ塗布する技術が開示されている。しかし、これらの技術は、紙上への塗布であるので、このまま鋼板上への塗布に適用することはできない。これは、インクジェットの場合には、粒子の吐出速度が早いため、同じ速度で表面処理剤を鋼板上に塗布すると、空気の巻き込みが起こり、塗りムラが生じてしまうためである。
【0061】
また、本発明の金属表面処理方法においては、水系金属表面処理剤として、シランカップリング剤、界面活性剤、シリカ、水溶性の有機樹脂、及び溶媒としての水を含む水性ベースの液体使用しているため、水系金属表面処理剤の塗布を、気体と液体とを混合して外部へ吐出する気液混合スプレーを用いることが好ましい。
【0062】
このとき、表面処理剤が金属との反応性を有することから、気液混合スプレーにおける水系金属表面処理剤の吐出口の断面積は、3mm2以上であることが好ましい。
【0063】
さらに、気液混合スプレーのノズルの材質によっては濡れ角が小さくなると微細な液体粒子が生成しにくくなる場合は、ノズル吐出口を含む先端部の材質を濡れ角が90度以上確保できる材質、例えば、フッ化物によるコーティングが施すことが好ましい。
【0064】
<本発明に係る表面処理鋼板について>
以上、本発明に係る金属表面処理方法について詳細に説明したが、以下に、前述したような金属表面処理方法による処理後の表面処理鋼板について説明する。
【0065】
本発明に係る表面処理鋼板は、Raで1μm以上10μm以下の表面粗度を有する亜鉛めっき鋼板の表面に、前述した金属表面処理方法により形成されたクロメートフリー皮膜を有する。本発明の表面処理鋼板では、形成されたクロメートフリー皮膜は、乾燥後の平均膜厚Tが0.1μm以上2μm以下であり、皮膜厚みの標準偏差σは、下記式(I)を満足する。
σ≦0.21T+0.78 (μm) ・・・(I)
【0066】
(膜厚の測定方法について)
ここで、皮膜の乾燥後の平均膜厚Tは、例えば、鋼板の断面試料を作成し、高分解能の走査型電子顕微鏡(SEM)を用いて厚みを10点程度測定した結果の平均値として求めることができる。また、皮膜厚みの標準偏差σは、平均膜厚Tと同様にして10点程度測定した結果を用いて標準偏差を算出して求めることができる。
【0067】
また、膜厚の他の測定方法としては、例えば、皮膜中の成分が既知の場合には、蛍光X線を用いた測定を行い、例えば、SiやPなどの特定成分の量と乾燥後の表面処理剤の重量との関係を予め求めておく。そして、この関係に基づいて検量線を作成した後に、蛍光X線を用いた測定で、鋼板表面に存在するSiやPなどの特定成分の量を測定し、付着重量を求める。この重量を蛍光X線の測定領域(この場合には35mm径)の面積で除することで、単位面積当たりの付着重量が求められる。さらに、乾燥後の表面処理剤の体積と重量との関係から予め比重を求めておくことで、単位面積当たりの付着重量を膜厚に換算することができる。
【0068】
(膜厚の標準偏差と平均膜厚との関係について)
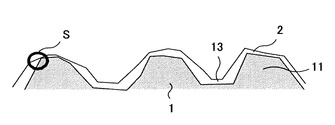
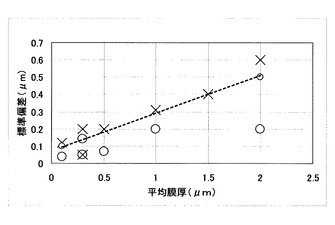
続いて、図1及び図2を参照しながら、膜厚の標準偏差σと平均膜厚Tとの関係(式(I))について詳細に説明する。なお、図1は、表面の凹凸の大きな鋼板上にクロメートフリー表面処理を施すことにより形成された皮膜の状態の一例を示す説明図である。また、図2は、本発明に係る表面処理鋼板膜厚における標準偏差σと平均膜厚Tとの関係の一例を示すグラフである。
【0069】
図1に示すように、亜鉛めっき鋼板1上にクロメートフリー表面処理を施すことにより、皮膜2が形成された表面処理鋼板においては、一般に、表面の凸部11の膜厚が限界値以下になると、その部分から腐食が発生する(図1の丸で囲んだ部分Sを参照)。また、皮膜2の膜厚にバラつきが有ると、腐食の限界値以下になる部分が生じる場合がある。
【0070】
一方、膜厚の薄い分の厚みTthinは、膜厚のバラつきを考慮すると、以下の式(II)で表される。
T−α×σ = Tthin ・・・(II)
【0071】
従って、この厚みTthinが腐食発生の限界値Tlimit以下になると、腐食が発生する。すなわち、以下の式(III)が成立する。
T−α×σ < Tlimit ・・・(III)
【0072】
逆に、以下の式(III)’が成立すれば、腐食が発生しない。
T−α×σ ≧ Tlimit ・・・(III)’
【0073】
本発明者らは、JIS Z2371に準拠して塩水噴霧試験(SST)を72時間実施した結果、前記式(III)及び(III)’におけるα=0.21、腐食発生の限界値の厚みTlimit=0.078μmとすると、平均膜厚Tと膜厚の標準偏差σとが、図2に示すように関係になることを見出した。なお、図2における「○」は、錆発生が全面積の10%以上であった場合の例を示し、「×」は、錆発生が全面積の10%未満であった場合の例を示している。その結果、十分な耐食性を確保するための膜厚の標準偏差σと平均膜厚Tとの関係が前記式(I)になることが判った。
【0074】
さらに、本発明者らは、特に表面の凹凸が大きい合金化溶融亜鉛めっき鋼板では、膜厚の小さい範囲(2μm以下)では、従来の塗布方法では、前記式(I)の関係を実現することができず、本発明に係る微細な液体粒子を用いた塗布方法で、前記式(I)の関係を満足できることを見出した。
【0075】
以上説明したような本発明に係る金属表面処理方法及び表面処理鋼板によれば、塗りムラはわずかに観察される場合があるものの、従来のロールコータ塗布、浸漬塗布、従来のスプレー塗布等に比べて、顕著に塗りムラを改善することができる。具体的には、後述する実施例に示すように、鋼板表面の単位面積当たりの付着量(g/m2)を75%程度減少させても、同等の耐食性が得られることが確認された。
【0076】
また、本発明のように、クロメートフリー表面処理剤を微細な液体粒子の形状にして鋼板に付着させる方法の優れている点は、主に以下の3点である。
(1)合金化溶融亜鉛めっき鋼板等の場合には、表面の凹凸がRaで1μm〜10μm程度と大きいが、この場合でも、凹部、凸部ともに同程度の厚みで皮膜が形成されるように、表面処理剤を塗布することができる。すなわち、本発明によれば、従来の塗布法では実現できなかった、鋼板表面の凹部でも凸部でも膜厚が均一であるクロメートフリー皮膜を形成することができる。
(2)鋼板に付着しない微細な液体粒子状の表面処理剤は、亜鉛との反応をしないまま回収されるので、浸漬塗布や従来のスプレー塗布などで見られた、回収液内における亜鉛濃度の増加が見られない。
(3)微細な液体粒子状の表面処理剤を付着させた後は、放置して乾燥させることで、クロメートフリー皮膜を形成することができる。また、表面処理剤の塗布後にリンガーロール等で膜厚を均一化する必要がないので、塗りムラが生じない。
【実施例】
【0077】
次に、実施例を用いて本発明をさらに具体的に説明する。
【0078】
本実施例では、まず、亜鉛めっき鋼板として、下記の表1に示すような鋼板表面の凹凸及びRaを有し、Feを8質量%〜12質量%程度含む合金化溶融亜鉛めっき鋼板を使用した。
【0079】
また、水系金属表面処理剤としては、3−グリシドキシプロピルトリメトキシシランと、3−グリシドキシプロピルトリエトキシシランを2:1に混合した有機ケイ素化合物と、数%のZrフルオロ化合物、リン酸、オキシ硫酸バナジウム、界面活性剤としてのポリエチレンオキサイドを含む薬液を表1に示す不揮発成分割合として含む様に調整したものを薬剤Aとして用いた。
【0080】
また、水系金属表面処理剤は、亜鉛との反応を促進させる(成膜速度を早める)ために、pHが3〜6となるように酢酸を用いて調整した。
【0081】
また、濡れ角は、酢酸濃度と、ポリエチレンオキサイド及びエタノールの添加量を調整することにより、下記表1に示した濡れ角となるように調整した。また、比較例として、ポリエチレンオキサイド及びエタノールの添加量を調整することにより、濡れ角が100程度の表面処理剤も調製した(比較例2,4)。
【0082】
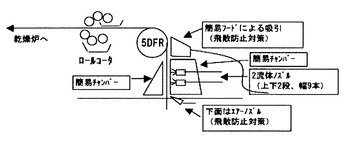
前述のようにして調製した表面処理剤を図3に示すような塗布装置を用いて亜鉛めっき鋼板の表面に塗布した。図3に示すように、表面処理剤を塗布する際における通板方向を地面に対して垂直方向とし、表面処理剤の塗布には複数の2流体ノズルを使用した。具体的には、本実施例では、垂直方向(通板方向)に2段、水平方向(鋼板の幅方向)に9本の2流体ノズルを設置した。2流体ノズルの下方には、処理剤の飛散防止のためのエアノズルを設置し、2流体ノズルの上方には、処理剤の飛散防止のためのフードを設置して、飛散した処理剤を吸引した。なお、本実施例では鋼板の片面に表面処理剤の塗布を行ったが、鋼板の両面に塗布することも可能である。また、入り側の鋼板の温度は、表面処理剤の反応を促進するという観点から、60℃〜90℃となるように制御した。この温度は、ノズルの前面に熱風ブロアを設置して調整した。
【0083】
液体粒子の粒径は、2流体ノズルを用いて、空気の圧力(1〜3kg/cm2)と液体の量(5〜10L/hr)を調整することにより、10μm〜30μmとなるように制御した。鋼板とノズル口との距離は、鋼板が張力変動によりその厚み方向に振動することを考慮して、ノズルを損壊しないように200mmとした。また、ノズル口の断面積も、鋼板とノズル口との距離(200mm)や表面処理剤とノズルとの反応を考慮して、5mm2(1mm×5mm)とした。さらに、ノズル口と表面処理剤との反応を抑制するために、ノズル先端部にテフロン(登録商標)加工を施した。なお、ノズルからの表面処理剤の塗布量は、不揮発成分の量が10%程度であるとして、所定の塗膜ができるように調整した。
【0084】
以上のようにして表面処理剤を鋼板表面に塗布した後に自然乾燥させて、鋼板上にクロメートフリー皮膜を形成し、皮膜形成後の鋼板について、液体粒子の鋼板表面への衝突速度(m/s)、乾燥前の平均膜厚(μm)、乾燥後の平均膜厚(μm)、膜厚のばらつき(μm)、式(I)の計算値を、前述した方法によって測定または算出した。さらに、この鋼板について、耐食性を評価するために、JIS Z2371に準拠して塩水噴霧試験(SST)を72時間及び120時間実施し、錆発生面積が全体の10%未満の場合を合格とした。また、鋼板の表面の外観について、塗りムラの発生の有無を観察し、塗りムラが発生した場合を○、わずかに塗りムラが発生した場合を△、塗りムラがほとんど発生しなかった場合を×と評価した。その結果を下記表1に示す。
【0085】
【表1】

【0086】
表1に示すように、膜厚のばらつきが増加すると、SSTでの錆発生の面積が増加することがわかった。これは、膜厚の薄い部分が生じて、この部分の耐食性が悪化したと考えられる。特に、膜厚が0.5μm以上では、120時間のSSTで錆発生の面積が増加することがわかった。また、表面処理剤と鋼板との濡れ角が大きなもの(比較例2、4、8)については、塗りムラが発生(あるいはわずかに発生)することがわかった。
【0087】
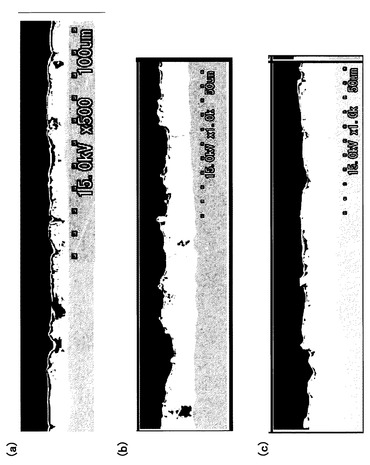
図4に、ロールコータ塗布によりクロメートフリー皮膜が形成された表面処理鋼板((a))、本発明の微細な液体粒子を用いたスプレー塗布によりクロメートフリー皮膜が形成された表面処理鋼板((b)及び(c))の走査型電子顕微鏡(SEM)写真の一例を示す。図4では、最も下方の層が鋼板、その直上の層が亜鉛めっき層、その上の黒い部分がクロメートフリー皮膜層を示している。図4に示すように、従来のローラコータ塗布の場合は、亜鉛めっき層表面の凸部が基準になって皮膜が形成され、凹部に表面処理剤が圧入された結果、皮膜の厚みに大きなバラつきがあることがわかる(凹部の厚みが大きく、凸部の厚みが小さい)。一方、本発明の微細な液体粒子を用いたスプレー塗布によれば、亜鉛めっき層表面の凹凸に沿って、均一な厚みの皮膜を形成できることがわかる。
【0088】
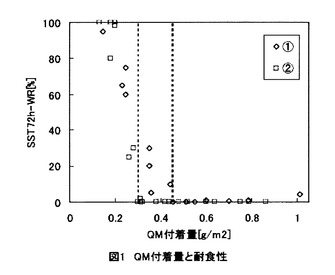
また、図5に、皮膜の付着量(QM付着量)とSSTを72時間実施した後の錆発生面積率(SST72h−WR)との関係を示した。図5中、◇はロールコータの塗布の場合、□は本発明の微細な液体粒子を用いたスプレー塗布の場合を示している。図5に示すように、式(I)以下の膜厚のバラつきで表面処理剤を塗布すると、平均付着量3g/m2でSST72時間の耐食性が確保できた。しかし、式(I)を満たさないロール塗布方法では、平均付着量4g/m2でSST72時間の耐食性が確保できた。従って、表面処理剤の使用量を25%削減することが出来た。また、表面の凹凸の大きい鋼板に塗装する際には、ロール磨耗対策の工夫がいるロールコータ塗布と比較すると、微細な液体粒子を用いるスプレー塗布はロール交換の手間も無く簡便である。
【0089】
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明はかかる例に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【図面の簡単な説明】
【0090】
【図1】表面の凹凸の大きな鋼板上にクロメートフリー表面処理を施すことにより形成された皮膜の状態の一例を示す説明図である。
【図2】本発明に係る表面処理鋼板膜厚における標準偏差σと平均膜厚Tとの関係の一例を示すグラフである。
【図3】本発明の実施例で使用した表面処理剤の塗布装置の構成を示す模式図である。
【図4】ロールコータ塗布によりクロメートフリー皮膜が形成された表面処理鋼板((a))、本発明の微細な液体粒子を用いたスプレー塗布によりクロメートフリー皮膜が形成された表面処理鋼板((b)及び(c))の一例を示す走査型電子顕微鏡(SEM)写真である。
【図5】皮膜の付着量(QM付着量)とSSTを72時間実施した後の錆発生面積率(SST72h−WR)との関係を示すグラフである。
【符号の説明】
【0091】
1 亜鉛めっき鋼板
2 クロメートフリー皮膜
11 凸部
13 凹部
【技術分野】
【0001】
本発明は、金属表面処理方法及び表面処理鋼板に関し、特に、合金化溶融亜鉛めっき鋼板等の表面粗度の大きな鋼板に対して、クロムフリー表面処理を施す方法及びクロメートフリー表面処理が施された表面処理鋼板に関する。
【背景技術】
【0002】
金属材料表面への密着性に優れ、金属材料表面に耐食性、耐熱性、耐指紋性、塗装性等の特性を付与する技術として、クロム酸、重クロム酸またはそれらの塩を主成分として含有する処理液を用いて、金属材料表面に表面処理を施すクロメート処理が、従来から広く行われている。
【0003】
一方、近年、クロメート処理は環境負荷が大きい等の理由で、クロム酸等のクロメートを用いないクロメートフリー処理の開発が活発に行われている。このようなクロメートフリー処理としては、リン酸塩処理を施す方法、シランカップリング剤による処理を施す方法、有機樹脂皮膜処理を施す方法などがある(例えば、特許文献1を参照)。
【0004】
ここで、従来、鋼板等の金属材料表面にクロメート処理を施す場合には、ロールコータ塗布、表面処理液中への金属材料の浸漬塗布(所謂どぶづけ)、スプレー塗布等により行われていた。
【0005】
【特許文献1】特開2007−51365号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
しかしながら、クロメート処理と同様に、合金化溶融亜鉛めっき鋼板等の表面の凹凸が大きな鋼板に対して、ロールコータ塗布、浸漬塗布、通常のスプレー塗布等によりクロメートフリー処理を行うと、耐食性が低下したり、塗りムラが発生したり、塗膜厚みが増大したりする、という問題があった。
【0007】
具体的には、ロールコータ塗布は、余剰の表面処理液の量をなるべく減らして塗りムラの発生を抑えるという点では好適である。しかし、ロールコータ塗布の場合は、例えば電気めっき鋼板程度の十分な耐食性を持たせるために、鋼板表面の凸部における塗膜厚みを確保しようとすると、凹部の塗膜の厚みが大きくなりすぎるため、コストの増大や加工性の低下等の問題が生じる。逆に、コストの増大や加工性の低下等を抑えるために、塗膜の厚みを薄くすると、耐食性の低下の問題が生じる。
【0008】
さらに、ロールコータ塗布を合金化溶融亜鉛めっき鋼板等の凹凸の大きな鋼板表面への塗布に使用すると、表面の大きな凹凸のためにロールの磨耗が生じ、これに対する対策が必要になる、という問題もある。
【0009】
また、浸漬塗布の場合も、ロールコータ塗布の場合と同様に、耐食性と塗膜厚みの増大のみならず、塗膜の塗りムラの発生の問題が生じる。
【0010】
一方、従来のスプレー塗布の場合には、塗膜に塗りムラが発生しやすい。また、スプレー塗布の後にリンガーロール等で余剰の処理液を除去しようとすると、ロールコータ塗布の場合と同様に、耐食性と塗膜厚みの増大の問題が生じる。
【0011】
そこで、本発明は、このような問題に鑑みてなされたもので、金属表面処理方法及びこの方法により形成される表面処理鋼板において、表面の凹凸の大きな鋼板に対してクロメートフリー表面処理を施した場合であっても、塗りムラの発生を抑制するとともに、塗膜厚みを増大させないようにしつつ十分な耐食性を確保することを目的とする。
【課題を解決するための手段】
【0012】
本発明者らは、上記課題を解決するために鋭意研究を重ねた結果、水系の表面処理剤を粒径の小さな液体粒子の形状にして鋼板に付着させることで、表面処理剤が鋼板表面の凹凸に沿って均一に付着し、塗りムラの発生を抑制できることを見出した。本発明者らは、さらに追究した結果、鋼板表面に表面処理剤を均一に付着させるためには、鋼板に対する液体粒子の濡れ角が90度以下になると、塗りムラが発生しにくくなることを見出した。本発明者らは、以上のような知見に基づいて、本発明を完成するに至った。
【0013】
すなわち、本発明のある観点によれば、Raで1μm以上10μm以下の表面粗度を有する亜鉛めっき鋼板の表面に、シランカップリング剤及び界面活性剤を少なくとも含有する水系金属表面処理剤を塗布した後に乾燥させることにより、前記亜鉛めっき鋼板の表面に皮膜を形成する金属表面処理方法において、前記水系金属表面処理剤を粒径が10μm以上30μm以下の液体粒子とした後に、前記亜鉛めっき鋼板に向けて前記液体粒子を吹き付け、前記亜鉛めっき鋼板の表面に対する前記液体粒子の濡れ角を90度以下とする金属表面処理方法が提供される。
【0014】
このような構成を有することにより、本発明の金属表面処理方法によれば、合金化溶融亜鉛めっき鋼板等の凹凸の大きな鋼板の表面に対してクロメートフリー処理を行った場合でも、塗膜の塗りムラの発生を抑制するとともに、塗膜が十分な耐食性を有することができる。
【0015】
前記金属表面処理方法において、前記水系金属表面処理剤は、pHが3〜6であることが好ましい。
【0016】
また、前記金属表面処理方法において、前記界面活性剤は、ノニオン界面活性剤またはカチオン界面活性剤であり、前記界面活性剤の含有量は、前記水系金属表面処理剤100質量部に対して、0.001質量部以上5質量部以下であることが好ましい。界面活性剤の種類や界面活性剤の含有量を前記のように規定することにより、液体粒子の濡れ角を90度以下とすることができる。
【0017】
このとき、前記水系金属表面処理剤は、さらに亜鉛を100ppm以上500ppm以下含有することが好ましい。
【0018】
また、前記金属表面処理方法において、前記液体粒子の粒径を、前記皮膜の乾燥後の平均膜厚に応じて調整してもよい。具体的には、例えば、皮膜の乾燥後の平均膜厚が比較的大きな場合には、液体粒子の粒径を比較的大きなものに調整し、逆に、皮膜の乾燥後の平均膜厚が比較的小さな場合には、液体粒子の粒径を比較的小さなものに調整することなどにより、塗りムラ発生の抑制効果をさらに向上させることができる。
【0019】
また、前記金属表面処理方法において、前記亜鉛めっき鋼板の表面と50mm以上離隔した位置から、前記液体粒子を吹き付けることが好ましい。
【0020】
また、前記金属表面処理方法において、前記液体粒子が前記亜鉛めっき鋼板に接触する時の速度を0.1m/s以上5m/s以下とすることが好ましい。
【0021】
また、前記金属表面処理方法において、前記水系金属表面処理剤の塗布を、気体と液体とを混合して外部へ吐出する気液混合スプレーを用いて行ってもよい。
【0022】
このとき、前記気液混合スプレーにおける前記水系金属表面処理剤の吐出口の断面積は、3mm2以上であることが好ましい。
【0023】
また、前記気液混合スプレーは、前記水系金属表面処理剤の吐出口を含む当該吐出口近傍にフッ化物によるコーティングが施されていてもよい。
【0024】
また、本発明の他の観点によれば、Raで1μm以上10μm以下の表面粗度を有する亜鉛めっき鋼板の表面に、前述した金属表面処理方法により形成された皮膜を有し、前記皮膜は、乾燥後の平均膜厚Tが0.1μm以上2μm以下であり、前記皮膜の厚みの標準偏差σは、下記式(I)を満足する表面処理鋼板が提供される。
σ≦0.21T+0.78 ・・・(I)
【発明の効果】
【0025】
本発明によれば、金属表面処理方法及びこの方法により形成される表面処理鋼板において、水系金属表面処理剤を微細な液体粒子にして塗布し、かつ、当該液体粒子の濡れ角を調整することにより、表面の凹凸の大きな鋼板に対してクロメートフリー表面処理を施した場合であっても、鋼板表面の凹凸に沿って均一な厚みの皮膜を形成することができ、塗りムラの発生を抑制できるとともに、塗膜厚みを増大させないようにしつつ十分な耐食性を確保することができる。
【発明を実施するための最良の形態】
【0026】
以下に添付図面を参照しながら、本発明の好適な実施の形態について詳細に説明する。なお、本明細書及び図面において、実質的に同一の機能構成を有する構成要素については、同一の符号を付することにより重複説明を省略する。
【0027】
<クロメートフリー処理の場合に塗りムラ等が生じやすい理由>
まず、本発明の内容について詳細に説明する前に、その前提として、クロメート処理を施す場合には、表面の凹凸の大きな合金化溶融亜鉛めっき鋼板であっても塗りムラの発生、耐食性の低下、塗膜厚みの増大等の問題が生じない一方で、クロメートフリー処理の場合は、前記各問題が生じる理由について、本発明者らが検討した結果について説明する。
【0028】
クロメート処理の場合は、クロム酸等のクロメートは強酸であるため、亜鉛めっき鋼板表面の亜鉛がクロメートに溶解する。しかし、クロメートと亜鉛との反応(クロメートによる亜鉛の溶解)により、亜鉛めっき鋼板上にクロメートと反応しない(クロメートに溶解しない)不動態皮膜が形成される。これにより、亜鉛めっき鋼板表面の亜鉛は、不動態皮膜により保護されるため、クロメートは、それ以上亜鉛を溶解させることができなくなり、必要以上の亜鉛を溶解せずに、クロメートと亜鉛との反応が停止する。このように、クロメート皮膜の場合は、不動態膜の形成によりクロメートと亜鉛とが必要以上に反応することが防止されるため、浸漬塗布や従来のスプレー塗布を使用して合金化溶融亜鉛めっき鋼板等の表面の凹凸の大きな鋼板に処理を施しても、塗りムラが発生しにくい。
【0029】
一方、クロメートフリー処理の場合は、浸漬塗布や従来のスプレー塗布では塗りムラが発生しやすい。本発明者らがこの理由を検討した結果、次のような知見が得られた。クロメートフリー処理に使用する表面処理剤には、表面処理剤と反応しない(表面処理剤に溶解しない)不動態皮膜が形成されるのが、クロメートと比べて遅い。そのため、クロメートフリーの表面処理剤を長時間亜鉛めっき鋼板に接触させていると、不動態皮膜が形成される前に亜鉛の溶解反応が進み、形成されたクロメートフリー皮膜層の上に不安定な層(剥離しやすい層)が積層される傾向にある。この不安定な層が部分的に剥離すると、表面処理剤と亜鉛との反応にムラが生じて塗りムラが発生しやすい、ということが判った。
【0030】
さらに、前述のように、クロメートフリーの表面処理剤を使用する場合には、不動態皮膜が形成される前に亜鉛の溶解反応が進むため、過剰の亜鉛が溶出し、皮膜が膨潤したり、表面処理剤中にスラッジが大量に発生したりする場合がある、ということも判った。
【0031】
すなわち、クロメートフリーの表面処理剤(水溶液)は、一度水を蒸発させて固形分だけを取り出しても再度水に溶解することができる。一方、クロメートフリーの表面処理剤(水溶液)は、亜鉛と反応すると、亜鉛に溶解させることができない生成物(不動態皮膜)を形成する。しかし、クロメートフリー処理の場合は、この不動態皮膜の形成がクロメート処理の場合よりも遅く、そのことが、クロメート皮膜と比べて、過剰な亜鉛の溶解を抑制しにくい原因であることが判った。
【0032】
<塗りムラの発生等を抑制するための表面処理方法の検討>
以上の知見を基に、本発明者らは、過剰な亜鉛の溶解を抑制することにより、塗りムラの発生等を抑制するための表面処理方法の検討を行った。具体的には、本発明者らは、まず、従来のスプレー塗布の場合には、亜鉛と表面処理剤との反応により皮膜を形成するための必要量以上に表面処理剤を付着させた後に、余分な処理剤を除去するために、亜鉛と表面処理剤との反応が過剰に進んでしまうと考えた(この場合、鋼板表面に点状や線状の塗りムラの発生が認められる。)。従って、本発明者らは、予め必要最低限の量の表面処理剤を亜鉛めっき鋼板表面に付着させる方法が有効であると考えた。このように予め必要最低限の量の表面処理剤を付着させる方法としては、例えば、ロールコータを用いた塗布が考えられる。しかし、ロールコータ塗布の場合は、平滑なロール表面に厚みが均一な皮膜(クロメートフリー皮膜)を形成し、この皮膜を鋼板表面に転写する。そのため、合金化溶融亜鉛めっき鋼板等の表面の凹凸が大きな鋼板上にクロメートフリー皮膜を形成する場合には、鋼板表面の凹凸に応じて皮膜の膜厚にバラつきが生じてしまう(凹部の膜厚が厚くなり、凸部の膜厚が薄くなる)。すなわち、ロールコータ塗布の場合には、ロールの表面と鋼板の表面の凸部とが接触することになるので、この凸部の面が基準になり、クロメートフリー皮膜の表面になる。この場合、鋼板表面の凹部には、表面処理剤が圧入され、充填されるので、厚みが不均一な皮膜が形成されてしまう。また、従来のスプレー塗布の場合には、液体粒子の粒径が数百μmから数mmと大きく、例えば、乾燥後の膜厚で0.1μm〜2μmの厚みの皮膜を鋼板上に形成するためには、表面処理剤中の固形分量をかなり少なくする必要があるので、表面処理剤と鋼板表面の亜鉛との反応が著しく遅れ、表面処理剤が流れ出してしまうことから、塗りムラが発生しやすい。なお、静電塗装という技術もあるが、この技術を水系塗料に用いることは困難である。
【0033】
そこで、本発明者らは、クロメートフリーの表面処理剤を微細な液体粒子の形状にして鋼板表面に付着させることで、合金化溶融亜鉛めっき鋼板等の表面の凹凸が大きな鋼板上にクロメートフリー表面処理剤を塗布した場合でも、表面処理剤を鋼板表面の凹凸に沿って均一に付着させることができ、これにより塗りムラの発生を抑制できることを見出した。このような微細な液体粒子をスプレー塗布する場合、鋼板表面の凹部の面が基準となり表面処理剤が接触し、ロールコータ塗布の場合のように凹部に表面処理剤が圧入されることがないので、鋼板表面の凹凸に沿って均一な皮膜を形成しやすくなる。このような皮膜は、従来のロールコータ塗布、浸漬塗布、スプレー塗布等によっては形成することができないものである。
【0034】
また、本発明者らは、さらに追究した結果、凹凸の大きな表面を有する鋼板上に、クロメートフリー表面処理剤を均一に付着させるためには、鋼板に対する液体粒子の濡れ角を90度以下にすることにより、鋼板と鋼板に付着した液体粒子の表面との距離をほぼ一定にできるため、塗りムラが発生しにくくなることを見出した。
【0035】
<本発明に係る金属表面処理方法について>
すなわち、本発明に係る金属表面処理方法は、表面の凹凸の大きな亜鉛めっき鋼板の表面に、クロメートフリーの水系金属表面処理剤を塗布した後に乾燥させることにより、亜鉛めっき鋼板の表面にクロメートフリーの皮膜を形成する方法である。本発明の金属表面処理方法では、水系金属表面処理剤を塗布する際、水系金属表面処理剤を微細な(粒径が10μm以上30μm以下の)液体粒子とした後に、亜鉛めっき鋼板表面に向けて液体粒子を吹き付け、亜鉛めっき鋼板上に液体粒子を付着させる。このとき、亜鉛めっき鋼板の表面に対する液体粒子の濡れ角を所定範囲(90度以下)に調整することにより、表面処理剤を亜鉛めっき鋼板表面の凹凸に沿って均一な厚みを有する皮膜を形成することができる。
【0036】
(亜鉛めっき鋼板について)
本発明で使用する亜鉛めっき鋼板としては、Raで1μm以上10μm以下の表面粗度を有するものを使用し、例えば、合金化溶融亜鉛めっき鋼板等が挙げられる。ここで、Raは、表面粗さ測定器(例えば、(株)小坂研究所製)などを用いて測定することができる。
【0037】
また、亜鉛めっき鋼板の通板時の温度は、塗布する際に、表面処理剤と亜鉛との反応を促進するという観点から、60℃〜90℃とすることが好ましい。60℃未満では、膜厚が2μm程度では、液体粒子内に反応しない部分が残ることが有る。一方、90℃超では、膜厚が0.1μm程度の領域で、反応する前に乾燥する恐れがある。この亜鉛めっき鋼板の温度は、例えば、表面処理剤を塗布するスプレーの前面に熱風ブロアなどを設置して調整することができる。
【0038】
(水系金属表面処理剤について)
本発明の水系金属表面処理剤は、少なくともシランカップリング剤及び界面活性剤が、溶媒としての水中に含有されている水溶液であり、さらに、リン酸、バナジウム化合物、フルオロ化合物などを必要に応じて含んでいてもよい。
【0039】
シランカップリング剤の一般式は、R−Si(OR’)3で表される(ここで、Rは官能基で、アミノプロピル基、グリシドキシ基、メタクリロキシ基、N−フェニルアミノプロピル基、メルカト基、ビニル基等であり、R’は、メチル基またはエチル基である。このシランカップリング剤は、下記式に示すように、水と接すると加水分解してシラノール基を生成する。
R−Si(OR’)3+3H2O → R−Si(OH)3+3R’OH
また、シラノール基は自己縮合によって高分子化すると同時に、金属表面の水酸基と酸塩基反応で化学結合する。一方、官能基Rは、塗料成分と化学結合又は架橋して強固に結合する。このようなシランカップリング剤としては、例えば、3−アミノプロピルトリエトキシシラン、3−アミノプロピルトリメトキシシラン、3−グリシドキシプロピルトリメトキシシランなどを使用することができる。
【0040】
界面活性剤としては、ノニオン界面活性剤またはカチオン界面活性剤を使用でき、具体的には、例えば、ポリエチレンオキサイド、ポリプロピレンオキサイド付加物やアセチレングリコール化合物などが挙げられる。また、界面活性剤の含有量は、水系金属表面処理剤100質量部に対して、0.001質量部以上5質量部以下であることが好ましい。界面活性剤の種類や界面活性剤の含有量を前記のように規定することにより、液体粒子の濡れ角を90度以下とすることができる。
【0041】
本発明において、水系金属表面処理剤のpHは3〜6程度(弱酸性)であることが好ましい。処理剤のpHを前記範囲にすることにより、本発明の水系金属表面処理剤が鋼板表面の亜鉛めっき層と反応性を有し、弱酸性の水系金属表面処理剤が亜鉛めっき層を溶解させ、当該処理剤中に亜鉛を濃化させることでクロメートフリー皮膜を形成する。ただし、亜鉛は両性金属であるので、表面処理剤のpHを酸やアルカリ(亜鉛は両性金属なのでpHを酸性側かアルカリ性側にすることにより水溶性となる)にしたり、過剰のアンモニアを併用(アンミン錯体を生成して亜鉛が水溶性となる)したりして用いても良い。pH調整剤としては、例えば、酢酸、乳酸、フッ化水素酸、アンモニウム塩、アミン類等を使用することができる。
【0042】
また、水系金属表面処理剤中に、さらに亜鉛を100ppm以上500ppm以下含有させることが好ましい。このように、水系金属表面処理剤中に亜鉛を微量含有させることにより、液体粒子の濡れ角を調整しやすくなる。この場合、亜鉛の含有量が100ppm未満であると、濡れ角を調整しやすくなる効果が得られず、500ppmを超えると、水系金属表面処理剤中のシランカップリング剤と亜鉛とが反応して、処理剤が変質するため好ましくない。
【0043】
本発明では、亜鉛めっき鋼板表面に吹き付ける液体粒子の粒径を、10μm以上30μm以下としている。この液体粒子の大きさ(粒径)は、乾燥後のクロメートフリー皮膜の平均膜厚の目標値、金属表面処理剤中の不揮発成分の割合、鋼板に衝突する金属表面処理剤の液体粒子の単位時間及び単位面積当たりの個数等に応じて定める。具体的には、例えば、乾燥後の平均膜厚が0.1μm〜2μmのクロメートフリー皮膜を形成させる際には、金属表面処理剤中の不揮発成分が10%程度の場合を例に挙げると、乾燥後の平均膜厚が0.1μm〜0.5μm程度の場合には、液体粒子の粒径を10μm±5μm程度、乾燥後の平均膜厚が0.5μm超〜1.5μm程度の場合には、液体粒子の粒径を20μm±10μm程度、乾燥後の平均膜厚が1.5μm超〜2μm程度の場合には、液体粒子の粒径を30μm±10μm程度と調整すればよい。なお、液体粒子の大きさ(平均粒径)は、ノズルのタイプと、圧力及び流量との関係より、実験で求めることができる。
【0044】
このように、合金化溶融亜鉛めっき鋼板のような凹凸が大きい鋼板表面にクロメートフリー皮膜を形成させる際には、乾燥後の平均膜厚に応じて液体粒子の径を調整すると、金属表面処理剤を乾燥させた後に、鋼板表面の凹凸に沿って均一な厚みの皮膜を形成することができる。すなわち、本発明の金属表面処理方法においては、液体粒子の粒径をクロメートフリー皮膜の乾燥後の平均膜厚に応じて調整してもよい。具体的には、例えば、皮膜の乾燥後の平均膜厚が比較的大きな場合には、液体粒子の粒径を比較的大きなものに調整し、逆に、皮膜の乾燥後の平均膜厚が比較的小さな場合には、液体粒子の粒径を比較的小さなものに調整することなどにより、塗りムラ発生の抑制効果をさらに向上させることができる。
【0045】
これは、前記のように、皮膜の乾燥後の膜厚が薄い場合に液体粒子の粒径を小さくすることにより、鋼板表面と反応しない領域が液体粒子内にできなくなるため、塗りムラが発生しにくくなるものと考えられる。逆に、皮膜の乾燥後の膜厚が薄い場合に液体粒子の粒径を大きくすると、鋼板表面と反応しない領域が液体粒子内にできてしまうため、塗りムラが発生しやすくなるものと考えられる。
【0046】
一方、皮膜の乾燥後の膜厚が薄い場合に液体粒子の粒径を小さくすると、金属表面処理剤の塗装効率が悪くなる場合がある。このような場合には、液体粒子の存在密度を高くするように(液体粒子間の距離が近くなるように)操作すると、液体粒子同士が凝集しやすくなり、その結果、液体粒子の粒子径が大きくなるため、塗装効率を改善することができる。
【0047】
以上のようにして水系金属表面処理剤を表面の凹凸の大きな亜鉛めっき鋼板上に塗布すると、鋼板表面の凹凸に沿って均一な膜を形成して、乾燥後の皮膜の膜厚を最小限に抑えることができる。
【0048】
ただし、液体粒子の粒径の調整方法は、前述したような皮膜の乾燥後の膜厚に応じた液体粒子の粒径の調整方法に限られず、乾燥後のクロメートフリー皮膜の平均膜厚の目標値、金属表面処理剤中の不揮発成分の割合、鋼板に衝突する金属表面処理剤の液体粒子の単位時間及び単位面積当たりの個数等に応じて適宜定めることができる。
【0049】
本発明においては、液体粒子が鋼板に衝突した際の鋼板に対する液体粒子の濡れ角を90度以下としている。これは、本発明者の検討の結果、凹凸の大きな表面を有する鋼板上に、クロメートフリー表面処理剤を均一に付着させるためには、鋼板に対する液体粒子の濡れ角を90度以下にすることにより、鋼板と鋼板に付着した液体粒子の表面との距離をほぼ一定にできるため、塗りムラが発生しにくくなるという知見が得られたためである。
【0050】
また、鋼板に対する液体粒子の濡れ角は60度以下であることが好ましい。この場合には、鋼板の処理面(塗装面)が地面に対して略垂直の場合に、鋼板両面の塗装面で塗りムラを減少させる効果を有することが、本発明者らにより確認されている。さらに、鋼板に対する液体粒子の濡れ角が30度以下であると、塗装面が地面に対して水平な場合に、下面側の塗装面においても、点状や線状の塗りムラを減少させる効果を有することが、本発明者らにより確認されている。
【0051】
一方、鋼板に対する液体粒子の濡れ角が90度を超えると、液体粒子の一部が鋼板と接触している(例えば、液体粒子の中央部側の面が鋼板表面と接触し、液体粒子の端部側の面が鋼板表面と離隔している)状態になる。従って、表面処理剤と亜鉛めっき鋼板表面の亜鉛との反応による皮膜の形成が、液体粒子と鋼板とが接触している部分のみに限られるので、皮膜が鋼板表面に不均一に形成され、塗りムラが発生することとなる。また、鋼板を地面に対して垂直方向に通板している領域で表面処理剤の塗布を行うと、表面処理剤が下方に垂れることもあり、鋼板に対する液体粒子の濡れ角が90度を超える状態では、線状の塗りムラが顕著になることもある。
【0052】
また、鋼板に対する液体粒子の濡れ角を調整するためには、例えば、濡れ角が小さくなるような界面活性剤を選択して、表面処理剤中に所定量添加すればよい。具体的には、前述の通りである。さらに、表面処理剤中に予め亜鉛を微量含有させておくと濡れ角を調整しやすくなることも前述の通りである。
【0053】
ここで、鋼板に対する液体粒子の濡れ角は、例えば、地面に対して水平に載置した亜鉛めっき鋼板上に、表面処理剤の液滴を滴下して、真横から液滴の状態を観察することにより測定することができる。
【0054】
なお、表面処理剤の表面張力を40mN/m以下にする(望ましくは20mN/m未満)にすると、本発明の亜鉛めっき鋼板とノズルとの間隔が50mm以上の場合には、微細粒子化した表面処理剤が再凝集し難いので、好ましい。
【0055】
(水系金属表面処理剤の塗布方法について)
以上、本発明の金属表面処理方法に用いる水系金属表面処理剤について詳細に説明したが、続いて、このような水系金属表面処理剤の具体的な塗布方法について説明する。
【0056】
本発明においては、亜鉛めっき鋼板の表面と50mm以上、好ましくは200mm以上離隔した位置から、水系金属表面処理剤を微粒子化した液体粒子をスプレーにより吹き付けることが好ましい。これは、鋼板は張力変動があると、その厚み方向(スプレーのノズル方向)に容易に振動するため、スプレーのノズルを損壊しないように、ノズルを鋼板に近接して設置することはできないためである。
【0057】
ただし、ノズルと鋼板との間隔を広げ過ぎると、塗りムラが発生しやすい傾向となる。これは、ノズルと鋼板との間隔が広がることで、鋼板に衝突する液体粒子に速度の低いものが含まれてくるので、鋼板に対する液体粒子の濡れ角が90度超と大きい場合には、鋼板と液体粒子と接触状態が悪い割合が多くなるためである。従って、鋼板とノズルとの間隔を50mm以上にする場合には、濡れ角を90度以下とすることが特に望まれる。
【0058】
また、本発明においては、水系金属表面処理剤を微粒子化した液体粒子が亜鉛めっき鋼板に接触する時の速度を0.1m/s以上5m/s以下とすることが好ましい。液体粒子の速度が5m/sを超えると、水系金属表面処理剤が鋼板表面に衝突して液体粒子が広がる際に、鋼板と液体粒子との間に空気を残存させる確率が大きくなるので、乾燥の際に発泡が起きるおそれがある。このような観点から、液体粒子の速度が1m/s以下であると、鋼板と液体粒子との間の空気の巻き込みがほとんど起こらないため、さらに好ましい。一方、液体粒子の速度が0.1m/s未満であると、液体粒子の速度が変動したときに、液体粒子が鋼板に付着できない場合があるため、好ましくない。なお、液体粒子の流速は、スプレー等から液体粒子を吐出する際の気体(エアー等)の圧力を調整することにより制御可能である。
【0059】
なお、本発明者らが予備実験として行った水を用いた水系金属表面処理剤の液体粒子の塗布実験では、前記のような速度範囲では、液体粒子(すなわち、本実験では水滴)は
合金化溶融亜鉛めっき鋼板表面にまばらに付着し、均一には付着しないことがわかった。この際、水の表面張力は50〜70mN/m程度であった。この理由は、合金化溶融亜鉛めっき鋼板表面に凹凸がある場合には、鋼板表面に水粒子が衝突する実効の速度は、測定した水粒子が鋼板表面に垂直に衝突する速度より、例えば、10%〜50%程度とかなり小さいために、10〜30μmの水粒子が鋼板表面から弾かれたものと考えられる。一般的に、内圧の変化(P−P’)は表面張力σに比例して、粒子の半径rに反比例するので(P−P’=2σ/r)、小さい液体粒子の方が鋼板表面から弾かれやすいと考えられる。また、表面張力に内圧変化は比例するだけなので、表面張力を変えても鋼板への付着の影響は小さいと考えられる。一方、鋼板表面に対する液体粒子の濡れ角が90度以下と小さい場合には、液体粒子が鋼板に一旦接触すると、濡れ角を小さくすることでエネルギーを最小化するので、鋼板表面から弾かれることはなく、液体粒子が鋼板に塗布されるものと考えられる。
【0060】
ここで、例えば、特開2006−341144号公報、特開2004−906号公報、特開2004−122705号公報等には、インクを微細な粒子として紙上へ塗布する技術が開示されている。しかし、これらの技術は、紙上への塗布であるので、このまま鋼板上への塗布に適用することはできない。これは、インクジェットの場合には、粒子の吐出速度が早いため、同じ速度で表面処理剤を鋼板上に塗布すると、空気の巻き込みが起こり、塗りムラが生じてしまうためである。
【0061】
また、本発明の金属表面処理方法においては、水系金属表面処理剤として、シランカップリング剤、界面活性剤、シリカ、水溶性の有機樹脂、及び溶媒としての水を含む水性ベースの液体使用しているため、水系金属表面処理剤の塗布を、気体と液体とを混合して外部へ吐出する気液混合スプレーを用いることが好ましい。
【0062】
このとき、表面処理剤が金属との反応性を有することから、気液混合スプレーにおける水系金属表面処理剤の吐出口の断面積は、3mm2以上であることが好ましい。
【0063】
さらに、気液混合スプレーのノズルの材質によっては濡れ角が小さくなると微細な液体粒子が生成しにくくなる場合は、ノズル吐出口を含む先端部の材質を濡れ角が90度以上確保できる材質、例えば、フッ化物によるコーティングが施すことが好ましい。
【0064】
<本発明に係る表面処理鋼板について>
以上、本発明に係る金属表面処理方法について詳細に説明したが、以下に、前述したような金属表面処理方法による処理後の表面処理鋼板について説明する。
【0065】
本発明に係る表面処理鋼板は、Raで1μm以上10μm以下の表面粗度を有する亜鉛めっき鋼板の表面に、前述した金属表面処理方法により形成されたクロメートフリー皮膜を有する。本発明の表面処理鋼板では、形成されたクロメートフリー皮膜は、乾燥後の平均膜厚Tが0.1μm以上2μm以下であり、皮膜厚みの標準偏差σは、下記式(I)を満足する。
σ≦0.21T+0.78 (μm) ・・・(I)
【0066】
(膜厚の測定方法について)
ここで、皮膜の乾燥後の平均膜厚Tは、例えば、鋼板の断面試料を作成し、高分解能の走査型電子顕微鏡(SEM)を用いて厚みを10点程度測定した結果の平均値として求めることができる。また、皮膜厚みの標準偏差σは、平均膜厚Tと同様にして10点程度測定した結果を用いて標準偏差を算出して求めることができる。
【0067】
また、膜厚の他の測定方法としては、例えば、皮膜中の成分が既知の場合には、蛍光X線を用いた測定を行い、例えば、SiやPなどの特定成分の量と乾燥後の表面処理剤の重量との関係を予め求めておく。そして、この関係に基づいて検量線を作成した後に、蛍光X線を用いた測定で、鋼板表面に存在するSiやPなどの特定成分の量を測定し、付着重量を求める。この重量を蛍光X線の測定領域(この場合には35mm径)の面積で除することで、単位面積当たりの付着重量が求められる。さらに、乾燥後の表面処理剤の体積と重量との関係から予め比重を求めておくことで、単位面積当たりの付着重量を膜厚に換算することができる。
【0068】
(膜厚の標準偏差と平均膜厚との関係について)
続いて、図1及び図2を参照しながら、膜厚の標準偏差σと平均膜厚Tとの関係(式(I))について詳細に説明する。なお、図1は、表面の凹凸の大きな鋼板上にクロメートフリー表面処理を施すことにより形成された皮膜の状態の一例を示す説明図である。また、図2は、本発明に係る表面処理鋼板膜厚における標準偏差σと平均膜厚Tとの関係の一例を示すグラフである。
【0069】
図1に示すように、亜鉛めっき鋼板1上にクロメートフリー表面処理を施すことにより、皮膜2が形成された表面処理鋼板においては、一般に、表面の凸部11の膜厚が限界値以下になると、その部分から腐食が発生する(図1の丸で囲んだ部分Sを参照)。また、皮膜2の膜厚にバラつきが有ると、腐食の限界値以下になる部分が生じる場合がある。
【0070】
一方、膜厚の薄い分の厚みTthinは、膜厚のバラつきを考慮すると、以下の式(II)で表される。
T−α×σ = Tthin ・・・(II)
【0071】
従って、この厚みTthinが腐食発生の限界値Tlimit以下になると、腐食が発生する。すなわち、以下の式(III)が成立する。
T−α×σ < Tlimit ・・・(III)
【0072】
逆に、以下の式(III)’が成立すれば、腐食が発生しない。
T−α×σ ≧ Tlimit ・・・(III)’
【0073】
本発明者らは、JIS Z2371に準拠して塩水噴霧試験(SST)を72時間実施した結果、前記式(III)及び(III)’におけるα=0.21、腐食発生の限界値の厚みTlimit=0.078μmとすると、平均膜厚Tと膜厚の標準偏差σとが、図2に示すように関係になることを見出した。なお、図2における「○」は、錆発生が全面積の10%以上であった場合の例を示し、「×」は、錆発生が全面積の10%未満であった場合の例を示している。その結果、十分な耐食性を確保するための膜厚の標準偏差σと平均膜厚Tとの関係が前記式(I)になることが判った。
【0074】
さらに、本発明者らは、特に表面の凹凸が大きい合金化溶融亜鉛めっき鋼板では、膜厚の小さい範囲(2μm以下)では、従来の塗布方法では、前記式(I)の関係を実現することができず、本発明に係る微細な液体粒子を用いた塗布方法で、前記式(I)の関係を満足できることを見出した。
【0075】
以上説明したような本発明に係る金属表面処理方法及び表面処理鋼板によれば、塗りムラはわずかに観察される場合があるものの、従来のロールコータ塗布、浸漬塗布、従来のスプレー塗布等に比べて、顕著に塗りムラを改善することができる。具体的には、後述する実施例に示すように、鋼板表面の単位面積当たりの付着量(g/m2)を75%程度減少させても、同等の耐食性が得られることが確認された。
【0076】
また、本発明のように、クロメートフリー表面処理剤を微細な液体粒子の形状にして鋼板に付着させる方法の優れている点は、主に以下の3点である。
(1)合金化溶融亜鉛めっき鋼板等の場合には、表面の凹凸がRaで1μm〜10μm程度と大きいが、この場合でも、凹部、凸部ともに同程度の厚みで皮膜が形成されるように、表面処理剤を塗布することができる。すなわち、本発明によれば、従来の塗布法では実現できなかった、鋼板表面の凹部でも凸部でも膜厚が均一であるクロメートフリー皮膜を形成することができる。
(2)鋼板に付着しない微細な液体粒子状の表面処理剤は、亜鉛との反応をしないまま回収されるので、浸漬塗布や従来のスプレー塗布などで見られた、回収液内における亜鉛濃度の増加が見られない。
(3)微細な液体粒子状の表面処理剤を付着させた後は、放置して乾燥させることで、クロメートフリー皮膜を形成することができる。また、表面処理剤の塗布後にリンガーロール等で膜厚を均一化する必要がないので、塗りムラが生じない。
【実施例】
【0077】
次に、実施例を用いて本発明をさらに具体的に説明する。
【0078】
本実施例では、まず、亜鉛めっき鋼板として、下記の表1に示すような鋼板表面の凹凸及びRaを有し、Feを8質量%〜12質量%程度含む合金化溶融亜鉛めっき鋼板を使用した。
【0079】
また、水系金属表面処理剤としては、3−グリシドキシプロピルトリメトキシシランと、3−グリシドキシプロピルトリエトキシシランを2:1に混合した有機ケイ素化合物と、数%のZrフルオロ化合物、リン酸、オキシ硫酸バナジウム、界面活性剤としてのポリエチレンオキサイドを含む薬液を表1に示す不揮発成分割合として含む様に調整したものを薬剤Aとして用いた。
【0080】
また、水系金属表面処理剤は、亜鉛との反応を促進させる(成膜速度を早める)ために、pHが3〜6となるように酢酸を用いて調整した。
【0081】
また、濡れ角は、酢酸濃度と、ポリエチレンオキサイド及びエタノールの添加量を調整することにより、下記表1に示した濡れ角となるように調整した。また、比較例として、ポリエチレンオキサイド及びエタノールの添加量を調整することにより、濡れ角が100程度の表面処理剤も調製した(比較例2,4)。
【0082】
前述のようにして調製した表面処理剤を図3に示すような塗布装置を用いて亜鉛めっき鋼板の表面に塗布した。図3に示すように、表面処理剤を塗布する際における通板方向を地面に対して垂直方向とし、表面処理剤の塗布には複数の2流体ノズルを使用した。具体的には、本実施例では、垂直方向(通板方向)に2段、水平方向(鋼板の幅方向)に9本の2流体ノズルを設置した。2流体ノズルの下方には、処理剤の飛散防止のためのエアノズルを設置し、2流体ノズルの上方には、処理剤の飛散防止のためのフードを設置して、飛散した処理剤を吸引した。なお、本実施例では鋼板の片面に表面処理剤の塗布を行ったが、鋼板の両面に塗布することも可能である。また、入り側の鋼板の温度は、表面処理剤の反応を促進するという観点から、60℃〜90℃となるように制御した。この温度は、ノズルの前面に熱風ブロアを設置して調整した。
【0083】
液体粒子の粒径は、2流体ノズルを用いて、空気の圧力(1〜3kg/cm2)と液体の量(5〜10L/hr)を調整することにより、10μm〜30μmとなるように制御した。鋼板とノズル口との距離は、鋼板が張力変動によりその厚み方向に振動することを考慮して、ノズルを損壊しないように200mmとした。また、ノズル口の断面積も、鋼板とノズル口との距離(200mm)や表面処理剤とノズルとの反応を考慮して、5mm2(1mm×5mm)とした。さらに、ノズル口と表面処理剤との反応を抑制するために、ノズル先端部にテフロン(登録商標)加工を施した。なお、ノズルからの表面処理剤の塗布量は、不揮発成分の量が10%程度であるとして、所定の塗膜ができるように調整した。
【0084】
以上のようにして表面処理剤を鋼板表面に塗布した後に自然乾燥させて、鋼板上にクロメートフリー皮膜を形成し、皮膜形成後の鋼板について、液体粒子の鋼板表面への衝突速度(m/s)、乾燥前の平均膜厚(μm)、乾燥後の平均膜厚(μm)、膜厚のばらつき(μm)、式(I)の計算値を、前述した方法によって測定または算出した。さらに、この鋼板について、耐食性を評価するために、JIS Z2371に準拠して塩水噴霧試験(SST)を72時間及び120時間実施し、錆発生面積が全体の10%未満の場合を合格とした。また、鋼板の表面の外観について、塗りムラの発生の有無を観察し、塗りムラが発生した場合を○、わずかに塗りムラが発生した場合を△、塗りムラがほとんど発生しなかった場合を×と評価した。その結果を下記表1に示す。
【0085】
【表1】
【0086】
表1に示すように、膜厚のばらつきが増加すると、SSTでの錆発生の面積が増加することがわかった。これは、膜厚の薄い部分が生じて、この部分の耐食性が悪化したと考えられる。特に、膜厚が0.5μm以上では、120時間のSSTで錆発生の面積が増加することがわかった。また、表面処理剤と鋼板との濡れ角が大きなもの(比較例2、4、8)については、塗りムラが発生(あるいはわずかに発生)することがわかった。
【0087】
図4に、ロールコータ塗布によりクロメートフリー皮膜が形成された表面処理鋼板((a))、本発明の微細な液体粒子を用いたスプレー塗布によりクロメートフリー皮膜が形成された表面処理鋼板((b)及び(c))の走査型電子顕微鏡(SEM)写真の一例を示す。図4では、最も下方の層が鋼板、その直上の層が亜鉛めっき層、その上の黒い部分がクロメートフリー皮膜層を示している。図4に示すように、従来のローラコータ塗布の場合は、亜鉛めっき層表面の凸部が基準になって皮膜が形成され、凹部に表面処理剤が圧入された結果、皮膜の厚みに大きなバラつきがあることがわかる(凹部の厚みが大きく、凸部の厚みが小さい)。一方、本発明の微細な液体粒子を用いたスプレー塗布によれば、亜鉛めっき層表面の凹凸に沿って、均一な厚みの皮膜を形成できることがわかる。
【0088】
また、図5に、皮膜の付着量(QM付着量)とSSTを72時間実施した後の錆発生面積率(SST72h−WR)との関係を示した。図5中、◇はロールコータの塗布の場合、□は本発明の微細な液体粒子を用いたスプレー塗布の場合を示している。図5に示すように、式(I)以下の膜厚のバラつきで表面処理剤を塗布すると、平均付着量3g/m2でSST72時間の耐食性が確保できた。しかし、式(I)を満たさないロール塗布方法では、平均付着量4g/m2でSST72時間の耐食性が確保できた。従って、表面処理剤の使用量を25%削減することが出来た。また、表面の凹凸の大きい鋼板に塗装する際には、ロール磨耗対策の工夫がいるロールコータ塗布と比較すると、微細な液体粒子を用いるスプレー塗布はロール交換の手間も無く簡便である。
【0089】
以上、添付図面を参照しながら本発明の好適な実施形態について説明したが、本発明はかかる例に限定されないことは言うまでもない。当業者であれば、特許請求の範囲に記載された範疇内において、各種の変更例または修正例に想到し得ることは明らかであり、それらについても当然に本発明の技術的範囲に属するものと了解される。
【図面の簡単な説明】
【0090】
【図1】表面の凹凸の大きな鋼板上にクロメートフリー表面処理を施すことにより形成された皮膜の状態の一例を示す説明図である。
【図2】本発明に係る表面処理鋼板膜厚における標準偏差σと平均膜厚Tとの関係の一例を示すグラフである。
【図3】本発明の実施例で使用した表面処理剤の塗布装置の構成を示す模式図である。
【図4】ロールコータ塗布によりクロメートフリー皮膜が形成された表面処理鋼板((a))、本発明の微細な液体粒子を用いたスプレー塗布によりクロメートフリー皮膜が形成された表面処理鋼板((b)及び(c))の一例を示す走査型電子顕微鏡(SEM)写真である。
【図5】皮膜の付着量(QM付着量)とSSTを72時間実施した後の錆発生面積率(SST72h−WR)との関係を示すグラフである。
【符号の説明】
【0091】
1 亜鉛めっき鋼板
2 クロメートフリー皮膜
11 凸部
13 凹部
【特許請求の範囲】
【請求項1】
Raで1μm以上10μm以下の表面粗度を有する亜鉛めっき鋼板の表面に、シランカップリング剤及び界面活性剤を少なくとも含有する水系金属表面処理剤を塗布した後に乾燥させることにより、前記亜鉛めっき鋼板の表面に皮膜を形成する金属表面処理方法において、
前記水系金属表面処理剤を粒径が10μm以上30μm以下の液体粒子とした後に、前記亜鉛めっき鋼板に向けて前記液体粒子を吹き付け、
前記亜鉛めっき鋼板の表面に対する前記液体粒子の濡れ角を90度以下とすることを特徴とする、金属表面処理方法。
【請求項2】
前記水系金属表面処理剤は、pHが3〜6であることを特徴とする、請求項1に記載の金属表面処理方法。
【請求項3】
前記界面活性剤は、ノニオン界面活性剤またはカチオン界面活性剤であり、
前記界面活性剤の含有量は、前記水系金属表面処理剤100質量部に対して、0.001質量部以上5質量部以下であることを特徴とする、請求項2に記載の金属表面処理方法。
【請求項4】
前記水系金属表面処理剤は、さらに亜鉛を100ppm以上500ppm以下含有することを特徴とする、請求項3に記載の金属表面処理方法。
【請求項5】
前記液体粒子の粒径を、前記皮膜の乾燥後の平均膜厚に応じて調整することを特徴とする、請求項1〜4のいずれかに記載の金属表面処理方法。
【請求項6】
前記亜鉛めっき鋼板の表面と50mm以上離隔した位置から、前記液体粒子を吹き付けることを特徴とする、請求項1〜5のいずれかに記載の金属表面処理方法。
【請求項7】
前記液体粒子が前記亜鉛めっき鋼板に接触する時の速度を0.1m/s以上5m/s以下とすることを特徴とする、請求項1〜6のいずれかに記載の金属表面処理方法。
【請求項8】
前記水系金属表面処理剤の塗布を、気体と液体とを混合して外部へ吐出する気液混合スプレーを用いて行うことを特徴とする、請求項1〜7のいずれかに記載の金属表面処理方法。
【請求項9】
前記気液混合スプレーにおける前記水系金属表面処理剤の吐出口の断面積は、3mm2以上であることを特徴とする、請求項8に記載の金属表面処理方法。
【請求項10】
前記気液混合スプレーは、前記水系金属表面処理剤の吐出口を含む当該吐出口近傍にフッ化物によるコーティングが施されていることを特徴とする、請求項8または9に記載の金属表面処理方法。
【請求項11】
Raで1μm以上10μm以下の表面粗度を有する亜鉛めっき鋼板の表面に、請求項1〜10のいずれかに記載の金属表面処理方法により形成された皮膜を有し、
前記皮膜は、乾燥後の平均膜厚Tが0.1μm以上2μm以下であり、
前記皮膜の厚みの標準偏差σは、下記式(I)を満足することを特徴とする、表面処理鋼板。
σ≦0.21T+0.78 ・・・(I)
【請求項1】
Raで1μm以上10μm以下の表面粗度を有する亜鉛めっき鋼板の表面に、シランカップリング剤及び界面活性剤を少なくとも含有する水系金属表面処理剤を塗布した後に乾燥させることにより、前記亜鉛めっき鋼板の表面に皮膜を形成する金属表面処理方法において、
前記水系金属表面処理剤を粒径が10μm以上30μm以下の液体粒子とした後に、前記亜鉛めっき鋼板に向けて前記液体粒子を吹き付け、
前記亜鉛めっき鋼板の表面に対する前記液体粒子の濡れ角を90度以下とすることを特徴とする、金属表面処理方法。
【請求項2】
前記水系金属表面処理剤は、pHが3〜6であることを特徴とする、請求項1に記載の金属表面処理方法。
【請求項3】
前記界面活性剤は、ノニオン界面活性剤またはカチオン界面活性剤であり、
前記界面活性剤の含有量は、前記水系金属表面処理剤100質量部に対して、0.001質量部以上5質量部以下であることを特徴とする、請求項2に記載の金属表面処理方法。
【請求項4】
前記水系金属表面処理剤は、さらに亜鉛を100ppm以上500ppm以下含有することを特徴とする、請求項3に記載の金属表面処理方法。
【請求項5】
前記液体粒子の粒径を、前記皮膜の乾燥後の平均膜厚に応じて調整することを特徴とする、請求項1〜4のいずれかに記載の金属表面処理方法。
【請求項6】
前記亜鉛めっき鋼板の表面と50mm以上離隔した位置から、前記液体粒子を吹き付けることを特徴とする、請求項1〜5のいずれかに記載の金属表面処理方法。
【請求項7】
前記液体粒子が前記亜鉛めっき鋼板に接触する時の速度を0.1m/s以上5m/s以下とすることを特徴とする、請求項1〜6のいずれかに記載の金属表面処理方法。
【請求項8】
前記水系金属表面処理剤の塗布を、気体と液体とを混合して外部へ吐出する気液混合スプレーを用いて行うことを特徴とする、請求項1〜7のいずれかに記載の金属表面処理方法。
【請求項9】
前記気液混合スプレーにおける前記水系金属表面処理剤の吐出口の断面積は、3mm2以上であることを特徴とする、請求項8に記載の金属表面処理方法。
【請求項10】
前記気液混合スプレーは、前記水系金属表面処理剤の吐出口を含む当該吐出口近傍にフッ化物によるコーティングが施されていることを特徴とする、請求項8または9に記載の金属表面処理方法。
【請求項11】
Raで1μm以上10μm以下の表面粗度を有する亜鉛めっき鋼板の表面に、請求項1〜10のいずれかに記載の金属表面処理方法により形成された皮膜を有し、
前記皮膜は、乾燥後の平均膜厚Tが0.1μm以上2μm以下であり、
前記皮膜の厚みの標準偏差σは、下記式(I)を満足することを特徴とする、表面処理鋼板。
σ≦0.21T+0.78 ・・・(I)
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2009−293062(P2009−293062A)
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願番号】特願2008−145749(P2008−145749)
【出願日】平成20年6月3日(2008.6.3)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
【公開日】平成21年12月17日(2009.12.17)
【国際特許分類】
【出願日】平成20年6月3日(2008.6.3)
【出願人】(000006655)新日本製鐵株式会社 (6,474)
【Fターム(参考)】
[ Back to top ]