
金属製のケーシング部分並びに該ケーシング部分を製造する方法
【課題】簡単なケーシング部分及びケーシング部分を製造するための簡単な方法を提供する。
【解決手段】本発明に係るケーシング部分(1)は、1つの底壁(2)と、複数の側壁(3)と、1つのフランジ(4)とを有していて、槽形に形成されている。ケーシング部分(1)が高温にさらされたとしても、ケーシング部分(1)は、槽形の構成によりその初期形状を維持する。
【解決手段】本発明に係るケーシング部分(1)は、1つの底壁(2)と、複数の側壁(3)と、1つのフランジ(4)とを有していて、槽形に形成されている。ケーシング部分(1)が高温にさらされたとしても、ケーシング部分(1)は、槽形の構成によりその初期形状を維持する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属製のケーシング部分であって、複数の貫通する切欠を有しており、各切欠内にはガラス充填物が配置されており、各ガラス充填物は前記切欠を気密にシールしていて、かつ、切欠とガラス充填物とを貫通して延びているコンタクトピンを取り囲んでおり、該コンタクトピンの両端部はガラス充填物と切欠の外側に突出している形式の金属製のケーシング部分、並びに該金属製のケーシング部分を製造する方法に関する。
【背景技術】
【0002】
DE19640466B4号特許明細書により、該明細書中では金属製の支持体部分と記載されたこのようなケーシング部分が公知である。この公知のケーシング部分は、実装面に取り付けられた電子構成素子及び/又は回路支持体、特にハイブリッド回路を有している。その接続部は、実装面から、ガラス貫通ガイド内で溶着された複数の接続ピンを介して、支持体部分の前記実装面の反対側にまで貫通案内されている。この支持体部分は、気密にシールされたケーシングのケーシング底部プレートを形成している。このような形式のケーシングは例えば、自動車のオートマチック伝動装置内側に装着可能であり、そこに内蔵された電子制御装置はギアを選択し、連結を制御する。接続ピンをガラス内に封入する際には、接続ピンを収容する部分は著しく加熱される。この場合、接続ピンを収容する部分は変形することがある。従って接続ピンは、金属製で貫通孔を有した少なくとも1つのピン条片に沿って配置される。このピン条片は、熱膨張係数が僅かな高価な合金から製造されている。このような合金は、コバール又はインバーと言われる。このようなピン条片は、安価な特殊鋼から製造されている支持体部分に装着可能である。支持体部分とピン条片とは1つのケーシング底面を形成しており、従ってケーシング底面は複数の部分から形成されている。
【0003】
DE2647623C3によれば、単極又は多極の電気的な貫通孔を製造する方法が公知である。ベースは管状の1つの側壁と1つの底面を有している。この底面は複数の貫通孔を有しており、この貫通孔によって貫通ワイヤがガイドされている。ベースは内部からケーシング内へ装着され、ケーシングに溶接される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】独国特許出願公開第19640466B4号明細書
【特許文献2】独国特許出願公開第2647623C3号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、簡単なケーシング部分及びケーシング部分を製造するための簡単な方法を提供することである。
【課題を解決するための手段】
【0006】
この課題は、独立請求項の特徴を有する構成により解決される。
【0007】
本発明によれば、ケーシング部分が、1つの底壁と複数の側壁と1つのフランジとを有していて、槽形に形成されている。ケーシング部分が高温にさらされたとしても、ケーシング部分は槽形の形状により、初期形状を維持する。ケーシング部分は一体的に形成されていて、安価な鋼から、有利には安価な特殊鋼から製造することができる。
【0008】
単純に、それぞれ2つの隣接する側壁は、互いに直角をなしている。これにより、ねじれ剛性的な構造が得られ、このような構造は高温のもとでも変形しない。
【0009】
有利にはコンタクトピンはフランジに配置されている。槽底平面に対して垂直に延びるコンタクトピンは、槽底平面に対して間隔をおいて位置している。ケーシングから外に突出するコンタクトピンは、ケーシングの中空凹部内に保護されて位置している。ケーシング部分の底壁は、熱導出性を良好にするために、オートマチック伝動装置の一部に直接、大面積で接するように載置可能である。
【0010】
単純に、フランジには管状の溝が設けられている。ケーシングカバーの縁部がこの溝内に装着可能であって、ケーシングカバーはケーシング部分に溶接可能である。
【0011】
簡単に、フランジは少なくとも1つの別の貫通する切欠を有している。この切欠は、ケーシング部分若しくはケーシングをオートマチック伝動装置内部に固定するために働く。
【0012】
単純に、フランジには、貫通する切欠を有した少なくとも1つの舌片が配置されている。別の構成によれば、フランジに、オートマチック伝動装置の形状を考慮した舌片が一体成形されているので、ケーシング部分をオートマチック伝動装置に取り付けることができる。
【0013】
有利には舌片は、貫通する切欠を有した少なくとも1つの舌片部分を有しており、該舌片部分は、底壁と同一平面に位置している。オートマチック伝動装置内部に固定した後は、舌片部分も底壁も、1つの平らなオートマチック伝動装置部分の上に載置されている。ケーシングは安定的かつ、剛性的に、かつ熱を導出するようにオートマチック伝動装置の部分に保持されている。
【0014】
有利にはフランジは、2つの段部を有した段状に形成されている。第1の段部は、貫通するコンタクトピン切欠とコンタクトピンとを有している。第2の段部は、プレートとして形成可能なケーシングカバーの固定のために働く。
【0015】
単純には、コンタクトピンは特殊鋼から製造されている。これによりコンタクトピンは酸化しない。ニッケル鉄化合物が適している。この特殊鋼コンタクトピンには、ハイブリッド回路の接続個所に接続するための細いワイヤを良好に取り付けることができる。接続ワイヤの取り付けはボンディングとも記載されている。
【0016】
1つの底壁と複数の側壁と1つのフランジとを備えた槽形に形成された金属製のケーシング部分を製造する方法は、以下の方法ステップを有している。即ち、金属製のケーシング部分を深絞りし、金属製のケーシング部分の切欠において、コンタクトピンをガラス内に封入する。有利には、フランジに配置された切欠において、コンタクトピンをガラス内に封入する。
【0017】
有利には、鋼の熱膨張係数は、ガラスの熱膨張係数よりも大きいので、冷却の際に、ガラス内への圧縮封入が生じる。換言すれば鋼がガラスを圧力下で取り囲む。
【図面の簡単な説明】
【0018】
【図1A】フランジを備えた槽形に形成されたケーシング部分を示す平面図である。
【図1B】フランジを備えた槽形に形成されたケーシング部分を示す側方断面図である。
【図2A】フランジと舌片とを有した槽形に形成された第2のケーシング部分を示す平面図である。
【図2B】フランジと舌片とを有した槽形に形成された第2のケーシング部分を示す側方断面図である。
【図3】段状に形成されたフランジを有した槽形に形成された第3のケーシング部分を示す側方断面図である。
【発明を実施するための形態】
【0019】
本発明をより良く理解するために、以下に実施例を図面につき詳しく説明する。
【0020】
異なる図面において、類似の又は同じエレメントは同一の符号で示す。
【0021】
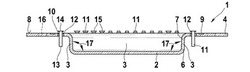
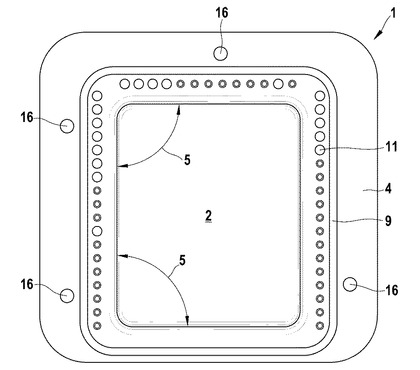
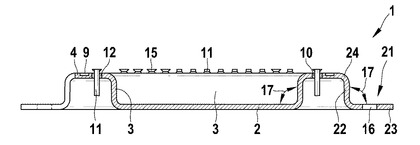
図1A及び図1Bには、槽形に形成されたケーシング部分1が示されていて、このケーシング部分1は、1つの底壁2と、4つの側壁3と、1つのフランジ4とを有している。底壁2は矩形に成形されていて、それぞれ2つの隣接する側壁3は互いに直角5を成している。ケーシング底壁2とフランジ4とは平行な平面に配置されていて、側壁3の互いに反対側の端部6,7に配置されている。底壁2と側壁3とフランジ4とは1つのワークから深絞り成形されているので一体に形成されている。フランジ4は、端面8に環状溝9を有していて、この溝9内にはケーシングカバーを装着することができ、槽形に形成されたケーシング部分1に溶接することができる。溝9と側壁3との間にはフランジ4を貫通する切欠10が配置されていて、この切欠10にはコンタクトピン11を挿入することができる。コンタクトピン11はガラス充填物12によって取り囲まれており、ケーシング部分1のフランジ4を貫通して延びていて、端部13,14は、ガラス充填物12及びフランジ4の外に突出している。製造中はコンタクトピン11は自由に切欠10内に支承されている。ケーシング部分1とコンタクトピン11との間の各中間室に、ガラスペレット(ガラスビーズとも記載する)を置く。ケーシング部分1とコンタクトピン11とガラスビーズとを加熱し、各ガラスビーズを、1つのガラス充填物12と成るように溶融若しくは焼結する。各コンタクトピン11は、ケーシング部分1に対して電気的に絶縁されるように、ケーシング部分1においてガラス充填物12によって取り囲まれて支承されている。溶融過程により、各ガラス充填物12と各コンタクトピン11との間及び各ガラス充填物12とケーシング部分1との間に気密なシールが得られる。この溶融過程はガラス内への封入とも定義する。コンタクトピン11は底壁平面に対して垂直に立っていて、底壁平面に対して間隔を置いて位置している。拡大された頭部15を有するコンタクトピン11は、2つの接続ワイヤを頭部15に取り付けるために役立ち、これにより、大きな電流量を移送することができ、又は1つの電子回路の2つの異なる個所に達することができる。接続ワイヤの取り付けはボンドワイヤのボンディングとも記載する。フランジ4の第2の貫通する切欠16は、ケーシング部分1とケーシングカバーとから成るケーシングを、自動車のオートマチック伝動装置の内側に固定するために使用される。ケーシングカバーはケーシング蓋とも記載する。金属製のケーシング部分1は、槽形状を得るために深絞りされている。側壁3と底壁2とは互いに、90°よりも僅かに大きい角度17を成している。角度17は90°〜94°である。
【0022】
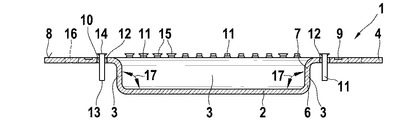
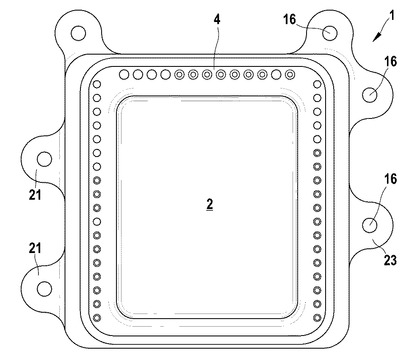
図2A及び図2Bは、槽形に形成された第2のケーシング部分1が示されている。第2のケーシング部分1は、1つの底壁2と、4つの側壁3と、1つのフランジ4と、5つの舌片21とを有している。底壁2と側壁3とフランジ4と5つの舌片21とは1つのワークから深絞り成形されているので一体に形成されている。ケーシング部分1と一体に形成された舌片21はフランジ4に設けられている。各舌片21は、ケーシング部分1とケーシングカバーとから成るケーシングを自動車のオートマチック伝動装置の内側に固定するための少なくとも1つの貫通する切欠16を有している。舌片21は、2つの舌片部分22,23を有しており、これらの舌片部分22,23は互いに90°よりも僅かに大きい角度17を成している。第1の舌片部分22は湾曲部24によって、第2の舌片部分23が底壁2と同じ平面に位置するように、フランジ4に配置されている。オートマチック伝動装置の内側に固定した後は、舌片部分23及び底壁2は平らなオートマチック伝動装置部分の上に載置され、固定され、冷却保持される。
【0023】
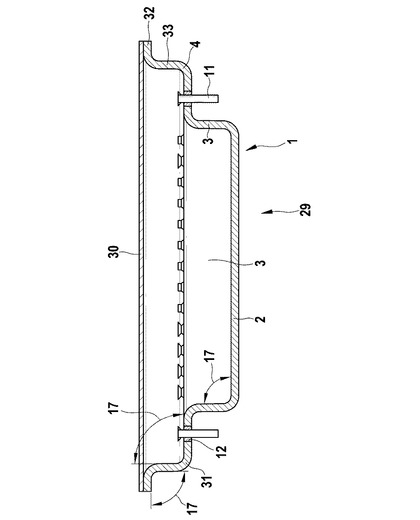
図3には、第3の槽形に形成されたケーシング部分1とケーシングカバー30とを有する気密にシールされたケーシング29が示されている。第3の槽形に形成されたケーシング部分1は、1つの底壁2と、4つの側壁3と、段状に形成された1つのフランジ4とを有している。段状に形成されたフランジ4は2つの段部31,32と1つの中間部分33とを有している。底壁2と段部31,32とは平行な平面に位置している。ケーシング部分1の各側の側壁3と中間部分33とは平行な平面に位置している。中間部分33と段部31とは、互いに90°よりも僅かに大きい角度17を成している。第1の段部31は、貫通するコンタクトピン切欠10を有している。第1の段部31にはコンタクトピン11が配置されている。第2の段部32は、プレートとして形成された第2のケーシングカバー30を固定するために働く。
【0024】
ケーシング部分は、互いに隣接しているそれぞれ2つの側壁(3)が互いに直角(5)を成していてもよい。
【0025】
コンタクトピン(11)は、フランジ(4)に配置されていてもよい。
【0026】
フランジ(4)は、環状の溝(9)を有していてもよい。
【0027】
フランジ(4)は、少なくとも1つの第2の貫通する切欠(16)を有していてもよい。
【0028】
フランジ(4)に、貫通する切欠(16)を有した少なくとも1つの舌片(21)が配置されていてもよい。
【0029】
舌片(21)は、貫通する切欠(16)を有した少なくとも1つの舌片部分(23)を有していてもよい。
【0030】
フランジ(4)は、2つの段部(31,32)を有していてもよい。
【0031】
コンタクトピン(11)は、特殊鋼から製造されていてもよい。
【0032】
1つの底壁(2)と、複数の側壁(3)と、1つのフランジ(4)とを有した、槽形に形成された金属製のケーシング部分(1)を製造する方法は、金属製のケーシング部分(1)を深絞り成形する方法ステップと、金属製のケーシング部分(1)に設けられた切欠において、コンタクトピンをガラス内に封入する方法ステップと、を有していてもよい。
【技術分野】
【0001】
本発明は、金属製のケーシング部分であって、複数の貫通する切欠を有しており、各切欠内にはガラス充填物が配置されており、各ガラス充填物は前記切欠を気密にシールしていて、かつ、切欠とガラス充填物とを貫通して延びているコンタクトピンを取り囲んでおり、該コンタクトピンの両端部はガラス充填物と切欠の外側に突出している形式の金属製のケーシング部分、並びに該金属製のケーシング部分を製造する方法に関する。
【背景技術】
【0002】
DE19640466B4号特許明細書により、該明細書中では金属製の支持体部分と記載されたこのようなケーシング部分が公知である。この公知のケーシング部分は、実装面に取り付けられた電子構成素子及び/又は回路支持体、特にハイブリッド回路を有している。その接続部は、実装面から、ガラス貫通ガイド内で溶着された複数の接続ピンを介して、支持体部分の前記実装面の反対側にまで貫通案内されている。この支持体部分は、気密にシールされたケーシングのケーシング底部プレートを形成している。このような形式のケーシングは例えば、自動車のオートマチック伝動装置内側に装着可能であり、そこに内蔵された電子制御装置はギアを選択し、連結を制御する。接続ピンをガラス内に封入する際には、接続ピンを収容する部分は著しく加熱される。この場合、接続ピンを収容する部分は変形することがある。従って接続ピンは、金属製で貫通孔を有した少なくとも1つのピン条片に沿って配置される。このピン条片は、熱膨張係数が僅かな高価な合金から製造されている。このような合金は、コバール又はインバーと言われる。このようなピン条片は、安価な特殊鋼から製造されている支持体部分に装着可能である。支持体部分とピン条片とは1つのケーシング底面を形成しており、従ってケーシング底面は複数の部分から形成されている。
【0003】
DE2647623C3によれば、単極又は多極の電気的な貫通孔を製造する方法が公知である。ベースは管状の1つの側壁と1つの底面を有している。この底面は複数の貫通孔を有しており、この貫通孔によって貫通ワイヤがガイドされている。ベースは内部からケーシング内へ装着され、ケーシングに溶接される。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】独国特許出願公開第19640466B4号明細書
【特許文献2】独国特許出願公開第2647623C3号明細書
【発明の概要】
【発明が解決しようとする課題】
【0005】
本発明の課題は、簡単なケーシング部分及びケーシング部分を製造するための簡単な方法を提供することである。
【課題を解決するための手段】
【0006】
この課題は、独立請求項の特徴を有する構成により解決される。
【0007】
本発明によれば、ケーシング部分が、1つの底壁と複数の側壁と1つのフランジとを有していて、槽形に形成されている。ケーシング部分が高温にさらされたとしても、ケーシング部分は槽形の形状により、初期形状を維持する。ケーシング部分は一体的に形成されていて、安価な鋼から、有利には安価な特殊鋼から製造することができる。
【0008】
単純に、それぞれ2つの隣接する側壁は、互いに直角をなしている。これにより、ねじれ剛性的な構造が得られ、このような構造は高温のもとでも変形しない。
【0009】
有利にはコンタクトピンはフランジに配置されている。槽底平面に対して垂直に延びるコンタクトピンは、槽底平面に対して間隔をおいて位置している。ケーシングから外に突出するコンタクトピンは、ケーシングの中空凹部内に保護されて位置している。ケーシング部分の底壁は、熱導出性を良好にするために、オートマチック伝動装置の一部に直接、大面積で接するように載置可能である。
【0010】
単純に、フランジには管状の溝が設けられている。ケーシングカバーの縁部がこの溝内に装着可能であって、ケーシングカバーはケーシング部分に溶接可能である。
【0011】
簡単に、フランジは少なくとも1つの別の貫通する切欠を有している。この切欠は、ケーシング部分若しくはケーシングをオートマチック伝動装置内部に固定するために働く。
【0012】
単純に、フランジには、貫通する切欠を有した少なくとも1つの舌片が配置されている。別の構成によれば、フランジに、オートマチック伝動装置の形状を考慮した舌片が一体成形されているので、ケーシング部分をオートマチック伝動装置に取り付けることができる。
【0013】
有利には舌片は、貫通する切欠を有した少なくとも1つの舌片部分を有しており、該舌片部分は、底壁と同一平面に位置している。オートマチック伝動装置内部に固定した後は、舌片部分も底壁も、1つの平らなオートマチック伝動装置部分の上に載置されている。ケーシングは安定的かつ、剛性的に、かつ熱を導出するようにオートマチック伝動装置の部分に保持されている。
【0014】
有利にはフランジは、2つの段部を有した段状に形成されている。第1の段部は、貫通するコンタクトピン切欠とコンタクトピンとを有している。第2の段部は、プレートとして形成可能なケーシングカバーの固定のために働く。
【0015】
単純には、コンタクトピンは特殊鋼から製造されている。これによりコンタクトピンは酸化しない。ニッケル鉄化合物が適している。この特殊鋼コンタクトピンには、ハイブリッド回路の接続個所に接続するための細いワイヤを良好に取り付けることができる。接続ワイヤの取り付けはボンディングとも記載されている。
【0016】
1つの底壁と複数の側壁と1つのフランジとを備えた槽形に形成された金属製のケーシング部分を製造する方法は、以下の方法ステップを有している。即ち、金属製のケーシング部分を深絞りし、金属製のケーシング部分の切欠において、コンタクトピンをガラス内に封入する。有利には、フランジに配置された切欠において、コンタクトピンをガラス内に封入する。
【0017】
有利には、鋼の熱膨張係数は、ガラスの熱膨張係数よりも大きいので、冷却の際に、ガラス内への圧縮封入が生じる。換言すれば鋼がガラスを圧力下で取り囲む。
【図面の簡単な説明】
【0018】
【図1A】フランジを備えた槽形に形成されたケーシング部分を示す平面図である。
【図1B】フランジを備えた槽形に形成されたケーシング部分を示す側方断面図である。
【図2A】フランジと舌片とを有した槽形に形成された第2のケーシング部分を示す平面図である。
【図2B】フランジと舌片とを有した槽形に形成された第2のケーシング部分を示す側方断面図である。
【図3】段状に形成されたフランジを有した槽形に形成された第3のケーシング部分を示す側方断面図である。
【発明を実施するための形態】
【0019】
本発明をより良く理解するために、以下に実施例を図面につき詳しく説明する。
【0020】
異なる図面において、類似の又は同じエレメントは同一の符号で示す。
【0021】
図1A及び図1Bには、槽形に形成されたケーシング部分1が示されていて、このケーシング部分1は、1つの底壁2と、4つの側壁3と、1つのフランジ4とを有している。底壁2は矩形に成形されていて、それぞれ2つの隣接する側壁3は互いに直角5を成している。ケーシング底壁2とフランジ4とは平行な平面に配置されていて、側壁3の互いに反対側の端部6,7に配置されている。底壁2と側壁3とフランジ4とは1つのワークから深絞り成形されているので一体に形成されている。フランジ4は、端面8に環状溝9を有していて、この溝9内にはケーシングカバーを装着することができ、槽形に形成されたケーシング部分1に溶接することができる。溝9と側壁3との間にはフランジ4を貫通する切欠10が配置されていて、この切欠10にはコンタクトピン11を挿入することができる。コンタクトピン11はガラス充填物12によって取り囲まれており、ケーシング部分1のフランジ4を貫通して延びていて、端部13,14は、ガラス充填物12及びフランジ4の外に突出している。製造中はコンタクトピン11は自由に切欠10内に支承されている。ケーシング部分1とコンタクトピン11との間の各中間室に、ガラスペレット(ガラスビーズとも記載する)を置く。ケーシング部分1とコンタクトピン11とガラスビーズとを加熱し、各ガラスビーズを、1つのガラス充填物12と成るように溶融若しくは焼結する。各コンタクトピン11は、ケーシング部分1に対して電気的に絶縁されるように、ケーシング部分1においてガラス充填物12によって取り囲まれて支承されている。溶融過程により、各ガラス充填物12と各コンタクトピン11との間及び各ガラス充填物12とケーシング部分1との間に気密なシールが得られる。この溶融過程はガラス内への封入とも定義する。コンタクトピン11は底壁平面に対して垂直に立っていて、底壁平面に対して間隔を置いて位置している。拡大された頭部15を有するコンタクトピン11は、2つの接続ワイヤを頭部15に取り付けるために役立ち、これにより、大きな電流量を移送することができ、又は1つの電子回路の2つの異なる個所に達することができる。接続ワイヤの取り付けはボンドワイヤのボンディングとも記載する。フランジ4の第2の貫通する切欠16は、ケーシング部分1とケーシングカバーとから成るケーシングを、自動車のオートマチック伝動装置の内側に固定するために使用される。ケーシングカバーはケーシング蓋とも記載する。金属製のケーシング部分1は、槽形状を得るために深絞りされている。側壁3と底壁2とは互いに、90°よりも僅かに大きい角度17を成している。角度17は90°〜94°である。
【0022】
図2A及び図2Bは、槽形に形成された第2のケーシング部分1が示されている。第2のケーシング部分1は、1つの底壁2と、4つの側壁3と、1つのフランジ4と、5つの舌片21とを有している。底壁2と側壁3とフランジ4と5つの舌片21とは1つのワークから深絞り成形されているので一体に形成されている。ケーシング部分1と一体に形成された舌片21はフランジ4に設けられている。各舌片21は、ケーシング部分1とケーシングカバーとから成るケーシングを自動車のオートマチック伝動装置の内側に固定するための少なくとも1つの貫通する切欠16を有している。舌片21は、2つの舌片部分22,23を有しており、これらの舌片部分22,23は互いに90°よりも僅かに大きい角度17を成している。第1の舌片部分22は湾曲部24によって、第2の舌片部分23が底壁2と同じ平面に位置するように、フランジ4に配置されている。オートマチック伝動装置の内側に固定した後は、舌片部分23及び底壁2は平らなオートマチック伝動装置部分の上に載置され、固定され、冷却保持される。
【0023】
図3には、第3の槽形に形成されたケーシング部分1とケーシングカバー30とを有する気密にシールされたケーシング29が示されている。第3の槽形に形成されたケーシング部分1は、1つの底壁2と、4つの側壁3と、段状に形成された1つのフランジ4とを有している。段状に形成されたフランジ4は2つの段部31,32と1つの中間部分33とを有している。底壁2と段部31,32とは平行な平面に位置している。ケーシング部分1の各側の側壁3と中間部分33とは平行な平面に位置している。中間部分33と段部31とは、互いに90°よりも僅かに大きい角度17を成している。第1の段部31は、貫通するコンタクトピン切欠10を有している。第1の段部31にはコンタクトピン11が配置されている。第2の段部32は、プレートとして形成された第2のケーシングカバー30を固定するために働く。
【0024】
ケーシング部分は、互いに隣接しているそれぞれ2つの側壁(3)が互いに直角(5)を成していてもよい。
【0025】
コンタクトピン(11)は、フランジ(4)に配置されていてもよい。
【0026】
フランジ(4)は、環状の溝(9)を有していてもよい。
【0027】
フランジ(4)は、少なくとも1つの第2の貫通する切欠(16)を有していてもよい。
【0028】
フランジ(4)に、貫通する切欠(16)を有した少なくとも1つの舌片(21)が配置されていてもよい。
【0029】
舌片(21)は、貫通する切欠(16)を有した少なくとも1つの舌片部分(23)を有していてもよい。
【0030】
フランジ(4)は、2つの段部(31,32)を有していてもよい。
【0031】
コンタクトピン(11)は、特殊鋼から製造されていてもよい。
【0032】
1つの底壁(2)と、複数の側壁(3)と、1つのフランジ(4)とを有した、槽形に形成された金属製のケーシング部分(1)を製造する方法は、金属製のケーシング部分(1)を深絞り成形する方法ステップと、金属製のケーシング部分(1)に設けられた切欠において、コンタクトピンをガラス内に封入する方法ステップと、を有していてもよい。
【特許請求の範囲】
【請求項1】
金属製のケーシング部分(1)であって、複数の貫通する切欠(10)を有しており、各切欠(10)内にはガラス充填物(12)が配置されており、各ガラス充填物(12)は前記切欠(10)を気密にシールしていて、かつ、切欠(10)とガラス充填物(12)とを貫通して延びているコンタクトピン(11)を取り囲んでおり、該コンタクトピン(11)の両端部(13,14)はガラス充填物(12)と切欠(10)の外側に突出している形式のものにおいて、
前記ケーシング部分(1)が、1つの底壁(2)と、複数の側壁(3)と、1つのフランジ(4)とを有していて、槽形に形成されていることを特徴とする、金属製のケーシング部分。
【請求項1】
金属製のケーシング部分(1)であって、複数の貫通する切欠(10)を有しており、各切欠(10)内にはガラス充填物(12)が配置されており、各ガラス充填物(12)は前記切欠(10)を気密にシールしていて、かつ、切欠(10)とガラス充填物(12)とを貫通して延びているコンタクトピン(11)を取り囲んでおり、該コンタクトピン(11)の両端部(13,14)はガラス充填物(12)と切欠(10)の外側に突出している形式のものにおいて、
前記ケーシング部分(1)が、1つの底壁(2)と、複数の側壁(3)と、1つのフランジ(4)とを有していて、槽形に形成されていることを特徴とする、金属製のケーシング部分。
【図1A】


【図1B】
【図2A】
【図2B】
【図3】
【図1B】
【図2A】
【図2B】
【図3】
【公開番号】特開2013−102166(P2013−102166A)
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願番号】特願2012−269034(P2012−269034)
【出願日】平成24年12月10日(2012.12.10)
【分割の表示】特願2010−545372(P2010−545372)の分割
【原出願日】平成20年12月29日(2008.12.29)
【出願人】(390023711)ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング (2,908)
【氏名又は名称原語表記】ROBERT BOSCH GMBH
【住所又は居所原語表記】Stuttgart, Germany
【Fターム(参考)】
【公開日】平成25年5月23日(2013.5.23)
【国際特許分類】
【出願日】平成24年12月10日(2012.12.10)
【分割の表示】特願2010−545372(P2010−545372)の分割
【原出願日】平成20年12月29日(2008.12.29)
【出願人】(390023711)ローベルト ボツシユ ゲゼルシヤフト ミツト ベシユレンクテル ハフツング (2,908)
【氏名又は名称原語表記】ROBERT BOSCH GMBH
【住所又は居所原語表記】Stuttgart, Germany
【Fターム(参考)】
[ Back to top ]