
金属製の建築用板及び金属製の建築用板の製造方法
【課題】耐火性能及び防水性能を向上させた金属製の建築用板及びその製造方法を提供する。
【解決手段】この課題を解決するために、金属製の建築用板は、矩形状の本体5の外周辺7から裏面側に四つの側面部10を延設すると共に、前記側面部10の端部を連続部26を介して一体とし、前記側面部10に前記本体5の全周を囲む突条部16を設けたものとした。
【解決手段】この課題を解決するために、金属製の建築用板は、矩形状の本体5の外周辺7から裏面側に四つの側面部10を延設すると共に、前記側面部10の端部を連続部26を介して一体とし、前記側面部10に前記本体5の全周を囲む突条部16を設けたものとした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属製の建築用板及びその製造方法、殊に、サンドイッチパネル等の表面板に好適に用いられる金属製の建築用板及びその製造方法に関するものである。
【背景技術】
【0002】
従来から、建物等の構造物の壁はALCや押出成型セメント板、サイディング材等の窯業系材料や、金属製のサンドイッチパネル等で構成されている。該サンドイッチパネルは、石膏ボードやロックウール等の芯材を、表裏各一枚の金属製の表面板で挟んで構成されている。そして、表面板は、パネルの外装面や内装面を表面に有した本体と、本体に略直交し且つ本体の外周から裏面側に延設された側面部と、を有している(例えば、特許文献1等参照)。
【0003】
このような表面板は本体の上下端或いは左右端に側面部が延設されており、側面部は芯材の上下或いは左右の端面を夫々個別に覆い、該端面から本体表面に付着した水分や火災時の火炎がサンドイッチパネルの内部(芯材)に侵入することを防止している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−64496号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の表面板では、各側面部の端部が突き合わされる角部において、互いの端部を当接しただけであり、該端部の当接部位から水分や火炎が建築用板の裏面側(サンドイッチパネルの芯材側)に侵入するという問題がある。
【0006】
そこで、この事情に鑑み、防火性能及び防水性能を向上させた金属製の建築用板及びその製造方法を提供することを課題とした。
【課題を解決するための手段】
【0007】
この課題を解決するために、本発明の金属製の建築用板は、矩形状の本体5の外周辺7から裏面側に四つの側面部10を延設すると共に、前記側面部10の端部を連続部26を介して一体とし、前記側面部10に前記本体5の全周を囲む突条部16を設けたことを特徴としている。このような特徴を有することで、建築用板の裏面側への水分や火災時の火炎等の侵入を抑制することができる。
【0008】
また、本発明の金属製の建築用板の製造方法は、前述の金属製の建築用板を製造する方法であって、金属板30の四隅31を切り欠いて前記本体5となる部位の外周に四つの区画部33を形成するプレカット工程と、前記区画部33に前記突条部16を形成する突条成形工程と、前記区画部33を前記本体5の裏面側に屈曲させて前記側面部10を形成する側面曲げ工程と、前記金属板30に絞り加工を行い前記連続部26を形成する絞り工程と、からなることを特徴としている。このような特徴を有することで、側面部10の端部を一体にした連続部26を容易に形成して、建築用板を製造することができる。
【0009】
このような製造方法として、前記区画部33を屈曲させる側面曲げ工程と前記絞り工程を並行して行うことで、絞り工程での皺等の不具合の発生を抑制して連続部26を形成することができる。
【0010】
更に、このような製造方法として、前記区画部33のうち、平行に並ぶ一方の対をなす区画部33を屈曲させる第1側面曲げ工程をロール成形加工で行い、他方の対をなす区画部33を屈曲させる第2側面曲げ工程をプレス成形加工で行い、前記第1側面曲げ工程後に、前記第2側面曲げ工程と前記絞り工程を並行して行うことで、絞り工程での皺や疵や反り等の不具合の発生をより抑制することができる。
【0011】
また更に、このような製造方法として、前記絞り工程が、前記連続部26となる部位の前記一方の対をなす区画部33側の部分に第1曲面を形成する第1加工処理工程と、前記連続部26となる部位の他方の対をなす区画部33側の部分に前記第1曲面と対をなす第2曲面を形成する第2加工処理工程と、前記第1加工処理工程及び前記第2加工処理工程後に、前記第1曲面及び前記第2曲面に絞り加工を行う第3加工処理工程と、を有することで、プレス成形加工後の第1部分とロール成形加工後の第2部分を略同形に整えた後、絞り加工を行うため、絞り工程での皺等の不具合の発生をより抑制することができる。
【発明の効果】
【0012】
このように、側面部に突条部を設けると共に、両側面部の端部を連続部を介して一体化したことで、突条部や連続部を備えていないものに比べて耐火性能及び防水性能を向上できて、本建築用板をサンドイッチパネルの表面板に好適に利用することができる。
【図面の簡単な説明】
【0013】
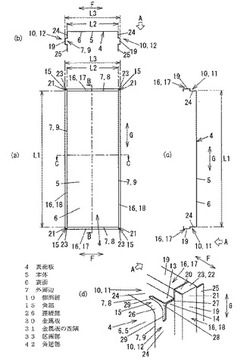
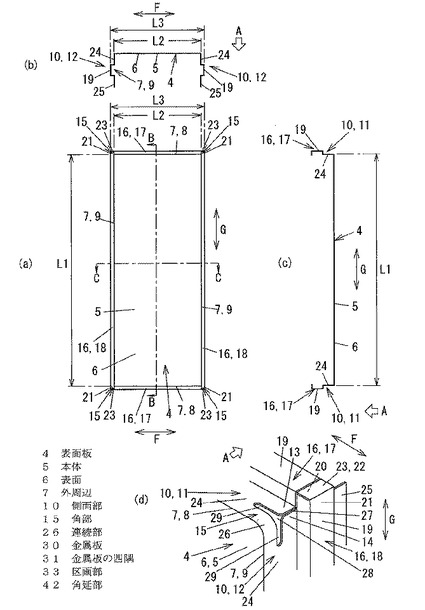
【図1】本発明の金属製の建築用板の実施形態の一例の(a)平面図と(b)C−C断面図と(c)B−B断面図と(d)角部の斜視図である。
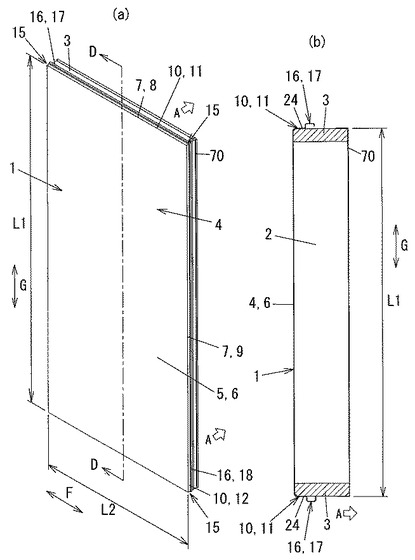
【図2】同上の建築用板を表面板に用いたサンドイッチパネルの(a)斜視図と(b)D−D断面図である。
【図3】同上の本体表面の断面図である。
【図4】同上の本体表面に凹凸を有した例の本体表面の断面図であり、(a)が波形のものであり、(b)がエンボス加工を施したものである。
【図5】同上の変形例の角部の斜視図である。
【図6】同上の他例の角部の斜視図である。
【図7】図1の建築用板の製造工程の一例のフローチャートである。
【図8】第1工程後の金属板の(a)全体の平面図と(b)切り欠いた部位の周辺を拡大した平面図である。
【図9】第2工程後の角部の斜視図である。
【図10】第3工程の第1加工処理後の角部の(a)突条部を省略した平面図と(b)斜視図である。
【図11】第2加工処理後の角部の(a)突条部を省略した平面図と(b)斜視図である。
【図12】第3加工処理後の角部の(a)突条部を省略した平面図と(b)斜視図である。
【図13】製造方法の変形例の第4工程後の角部の(a)平面図と(b)斜視図である。
【発明を実施するための形態】
【0014】
以下、実施形態の一例を図面に基づいて説明する。
【0015】
本実施形態における金属製の建築用板は、例えば、図1や図2に示すように、構造物の壁等を形成するサンドイッチパネル1の外装面や内装面を形成する表面板4として用いられている。該サンドイッチパネル1は、外装面と内装面の一方の面を形成する一方の表面板4と他方の面を形成する他方の表面板70の間に、ロックウールやグラスウール或いは発泡合成樹脂等の芯材2や石膏ボードや木材等の補強材3を介在させて構成されている。以下、芯材2や補強材3をサンドイッチパネル1の内部とし、表面板4の外装面と内装面のいずれかになる面を夫々表面6とし、該表面板4の表面6の反対側の面である芯材2等の内部側を向く面を夫々裏面とする。
【0016】
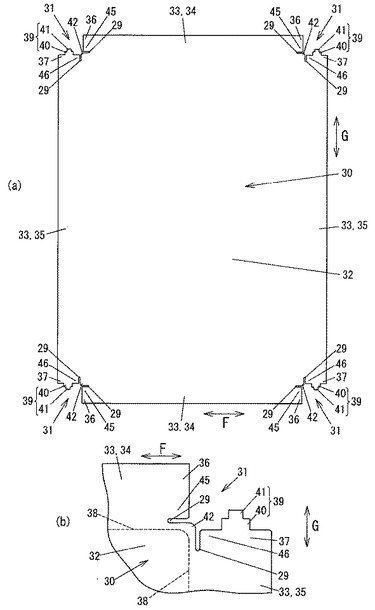
本例の建築用板である表面板4は、図1に示すように、一方の板面が表面6となる略長方形状の本体5と、本体5の各外周辺7から夫々裏面側に延設された四つの側面部10と、からなり、側面部10は本体5の板面に対して略直交して板面を有している。そして、本体5は長辺の寸法L1が約300mm〜10000mm程度であり、短辺の寸法L2が約280mm〜1180mm(働き幅L3:約300mm〜1200mm)程度である。なお、本例では長辺の寸法L1が約800mmで短辺の寸法L2が約580mm(働き幅L3が約600mm)となっているが、これら例示の数値のみには限らない。
【0017】
以下、各側面部10を本体5から延設した方向を延設方向Aとすると共に、側面部10の延設方向Aの寸法を幅寸法とし、各側面部10の幅寸法に夫々直交する長辺方向G或いは短辺方向Fの寸法を辺寸法とする。そして、本体5の長い側の外周辺7(長方形の長辺9)から延設された側面部10を長側面部12とし、短い側の外周辺7(長方形の短辺8)から延設された側面部10を短側面部11として区別するが、特に区別しない際には単に、側面部10とする。
【0018】
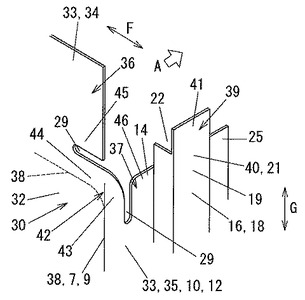
側面部10は夫々パネル内部から離れる向きに突出した突条部16が突設されている。突条部16は本体5から延設方向Aに所定の距離(所定の幅寸法)離れた位置に、略同じ幅寸法で且つ略同形状で各側面部10から突出している。そして、突条部16は夫々突設された側面部10の辺寸法の略全体に亘って形成されており、各突条部16は略同形のパネル内部側に開口した断面コ字状となっている。なお、以下の説明において、長側面部12に設けられた突条部16を長突条部18とし、短側面部11に設けられた突条部16を短突条部17として区別するが、特に区別しない際には単に、突条部16とする。
【0019】
詳しくは、上記突条部16のうち、短突条部17は、短辺方向Fに視て断面コ字状で短辺方向Fに沿って長い突部となっており、短辺方向Fの寸法は短側面部11の辺寸法と略同寸となっている。そして、短突条部17はコ字の平行した二辺の端部で形成される開口がパネル内部側を向いており、残りの一辺が短側面部11から突出した先端側に位置している。そのため、短突条部17は突出先端が短側面部11と略平行な端面19となっている。更に、短突条部17は短辺方向Fの両端に夫々端部開口20を有している。
【0020】
一方、長突条部18は、長辺方向Gに視て断面コ字状で長辺方向Gに沿って長い突部となっている。そして、長突条部18はコ字の平行した二辺の端部で形成される開口がパネル内部側を向いており、残りの一辺が長側面部12から突出した先端側に位置している。そのため、長突条部18は突出先端が長側面部12と略平行な端面19となっている。更に、長突条部18は長辺方向Gの端部に、長突条部18と同形のコ字状で長側面部12より長辺方向Gに突出した突端部21を備えており、長辺方向Gの寸法が長側面部12の辺寸法より長くなっている。
【0021】
該突端部21は長辺方向Gの先端に矩形状の閉塞片23を備えており、閉塞片23は突端部21の上記先端から短突条部17側に曲げられており、突端部21は夫々長辺方向Gの端部開口22が閉塞片23によって閉塞されている。そして、突端部21の長辺方向Gに沿った二辺と、閉塞片23の短突条部17を向く一辺は、短突条部17の短辺方向Fのコ字状に並ぶ端辺に、夫々一辺ずつ当接されている。
【0022】
そのため、各突条部16はコ字の開口がパネルの内部側に位置すると共に、短突条部17の各端部開口20が長突条部18の突端部21及び閉塞片23によって閉塞されており、いずれの突条部16も開口がパネルの外側に露出しない形状となっている。すなわち、突条部16は四つの側面部10に沿って本体5の全周に亘って設けられており、建築用板は、本体5より一回り大きい長方形の枠状に突条を、本体5から所定の距離離れた位置に備えたものとなっている。
【0023】
また、長側面部12は、長突条部18によって、本体5の長辺9と長突条部18の間の面である前部24と、長突条部18より延設方向Aの先端側(背向した他方の表面板70側)の面である後部25と、に区画されている。
【0024】
なお、本例では、長側面部12が前部24と後部25を備え、短側面部11が前部24のみを備えた構成となっているが、長側面部12が後部25を備えず短側面部11が前部24と後部25を備えるものや、両側面部10とも後部25を備えない或いは両側面部10とも後部25を備えるもの等であってもよい。
【0025】
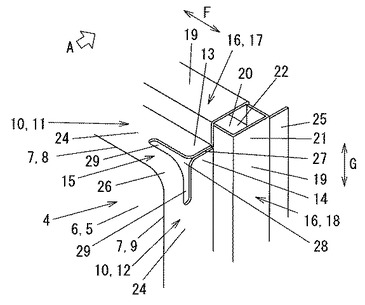
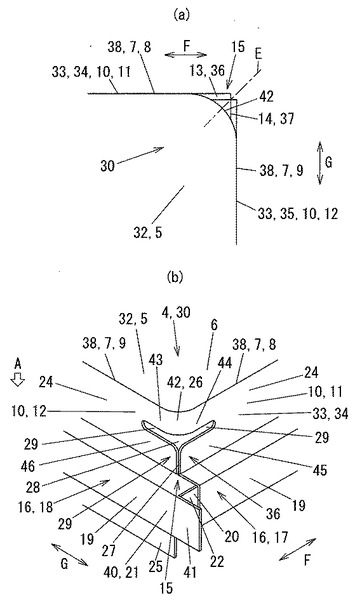
また、本体5は各角が夫々円弧状となっている。そのため、側面部10の前部24側における側面部10の辺方向の端部どうしが突き合わされる角部15は、両側面部10を本体5の角に沿って一体に連続させた連続部26と、両端部を略直角に当接させた当接部27と、連続部26と当接部27を分割するスリット部28と、からなっている。
【0026】
スリット部28は延設方向Aにおいて、連続部26と当接部27の間に位置しており、夫々側面部10の端部から中央側に向けてU字状に切り欠いた切欠き部29からなり、切欠き部29の開口が互いに付き合わされて連通している。詳しくは、長側面部12の切欠き部29は短辺方向Fに板面を貫通すると共に、長側面部12の長辺方向Gの端部14から長辺方向Gに沿って辺寸法の中点側に向けて所定の寸法で略U字状に切り欠かれている。そして、短側面部11の切欠き部29は長辺方向Gに板面を貫通すると共に、短側面部11の短辺方向Fの端部13から短辺方向Fに沿って辺寸法の中点側に向けて所定の寸法で略U字状に切り欠かれている。更に、該切欠き部29からなるスリット部28は、パネル内部側からシート状の止水材(特に図示しない)が取り付けられており、スリット部28のパネル内部側への開口が封止されている。なお、切欠き部29はU字状に限らず、コ字状のものや、楔状のもの等であってもよく、ましてや各切欠き部29の形状が短側面部11側と長側面部12側で夫々異なるものであってもよい。もちろん、シート状の止水材に限らず、シーリング材等のシール部材でスリット部28を封止したものであればよい。
【0027】
また、連続部26は略均一な幅寸法を有する板状で且つ短側面部11と長側面部12を滑らかな曲線で繋いだ円弧状の曲面となっており、短側面部11の端部13と長側面部12の端部14を区別できない一体で連続させたものとなっている。
【0028】
一方、スリット部28によって連続部26から分割された当接部27は、短側面部11の端部13と長側面部12の端部14を互いにL字状に突き合わせて形成されている。そのため、当接部27は、区別のない一体の連続部26と異なり、二つの部材を突き合わせて組み合わせた構成となっている。詳しくは、L字の一方の辺が短側面部11の端部13で構成されており、他方の辺が長側面部12の端部14で構成されており、一方の側面部10のパネル内部側の板面に他方の側面部10の辺方向の先端(端辺)が略直交して当接されている。なお、当接部27は、二つの部材を接触させて組み合わせたものが好ましい。
【0029】
また、側面部10の前部24はシーリング材等のシール部材(特に図示しない)が取り付けられるシール部となっており、シール部材を配置することで、表面6側から内部やサンドイッチパネル1の他方の表面側(背向した他方の表面板70側)への浸水を防止することができる。
【0030】
このように、二側面部10の突き合わされた端部に一体に繋がった連続部26を形成したことで、角部15の側面部10と本体5の延設部位からパネル内部への浸水を抑制することができる。そのため、シーリング材等の追加部材の付け忘れや充填不足等の取付不備や経年劣化を生じて角部15の本体5側の部位が外部に露出しても、連続部26によって裏面側への浸水を抑制でき、防水性能及び防水性能の耐久性を向上させることができる。
【0031】
また、建築用板をサンドイッチパネル1の表面板4に用いることで、シーリング材の切れ等でシール部を水が越えた際に、枠状に設けた突条部16で表面側に水を返すことができて、サンドイッチパネル1の防水性能を向上させることができる。そして、火災時等では、突条部16がサンドイッチパネル1の他方の表面側への火災時の火炎等の進行を抑制する抑制部となり、突条部16を備えないサンドイッチパネルに比べて、火災に対する耐久性能(耐火性能)を向上することができる。そして、角部15が二側面部10の端部を一体化して連続させた連続部26を備えるため、火災時の火炎等が角部15からパネル内部に侵入し難くできて、連続部26を備えていないサンドイッチパネルに比べて、角部15の耐火性能も向上することができる。そのため、本建築用板を表面板4に用いることでサンドイッチパネル1を耐火パネルとして良好に用いることができる。
【0032】
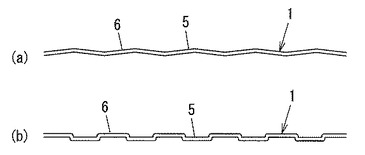
また、本体5の表面6は、図3に示すように、凹凸の無い平滑面に形成されたものが好ましいが、図4(a)に示すように断面略波形に成形されたものや、図4(b)に示すようにエンボス加工を施したもの等の表面に凹凸を有したものであってもよい。
【0033】
なお、図5に示すように、長突条部18が突端部21に閉塞片23を備えないものであってもよい。このものでは、突端部21の端部開口22に内部側からシート状の止水材等(特に図示しない)を取り付けて、突端部21の端部開口22を封止してシールすることが好ましい。更に、閉塞片23を備えない突端部21を長突条部18に設けて閉塞片23を短突条部17に設けたものや、突端部21を短突条部17に設けたもの等であってもよい。ましてや、突端部21を短突条部17と長突条部18で二分割して、両突条部16に夫々設けた部位を組み合わせて突端部21を構成したもの等であってもよい。また、本体5の角を、図6に示すように、略直角形状として連続部26が当接部27と略同形の平面視L字形状のものとしてもよい。
【0034】
以下、上記建築用板の製造方法を説明する。なお、該製造方法で製造する建築用板の各部の説明において、前述した内容と重複する説明は省略する。
【0035】
本製造方法は、帯状或いは略矩形状の金属板30を材料として用いて、本体5となる矩形部32の外周に、突条部16を設けた側面部10を形成すると共に、側面部10間に端部を一体にした連続部26を形成して、建築用板を製造する方法である。そして、該製造方法における加工は、大きく分けて、金属板30の四隅31を切り欠いて四つの区画部33を形成するプレカット加工と、向かい合う2対の区画部33に夫々突条部16を形成する突条成形加工と、区画部33を屈曲させて側面部10を形成する側面曲げ加工と、角部15となる部分を絞り連続部26を形成する絞り加工と、当接部27の形状調整等の後処理を行う仕上げ加工と、の五つの加工を有している。
【0036】
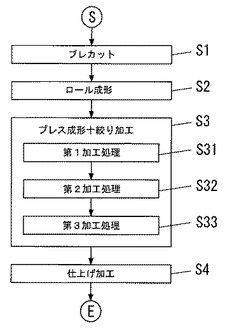
本例では、図7に示すように、プレカット加工を行う第1工程S1と、長突条部18成形加工と長側面部12曲げ加工を行う第2工程S2と、短突条部17成形加工と短側面部11曲げ加工と絞り加工を行う第3工程S3と、仕上げ加工を行う第4工程S4と、の工程で製造している。なお、金属板30は絞り加工等に対する加工優位性から鉄板や鋼板等の鉄系の金属板が好ましいが、皺や疵や反り等の不具合の発生を抑制して各加工を行える材料特性を有するものであれば、アルミニウムやマグネシウムやチタン或いはそれらを主成分とする合金等の鉄より比重の軽い軽金属系の金属板であってもよい。
【0037】
第1工程S1は、プレス加工装置で打ち抜く等で金属板30の四隅31を略同様の所定形状に切り欠く工程となっている。そして、該加工によって金属板30は、外周が四つの区画部33に区画されると共に、切り欠かれた四隅31に、スリット部28となる二つの切欠き部29と、連続部26となる角延部42と、突端部21及び閉塞片23となる凸部39と、が形成される。更に、本例では、四隅31のうち、二箇所を所定形状に切り欠いた後、金属板30を板面に沿った平面上で略180度回転させる等で向きを変え、残りの二箇所を所定形状に切り欠いて、四隅31を所定形状に加工している。もちろん、四隅31を同時に切り欠いたり、向きを変えずに二箇所ずつ切り欠いたり、或いは一箇所ずつ切り欠いたりして、四隅31を所定形状に加工してもよい。
【0038】
詳しくは、該加工後の金属板30が、図8に示すように、切り欠かれた四隅31より中央側が建築用板(表面板4)の本体5となる長方形状の矩形部32となっており、矩形部32の四つの辺(本体5の外周辺7)から外側の各部位が夫々区画部33となっている。そして、四つの区画部33は、矩形部32の平行で対をなす二長辺9の夫々外側に位置する二つの長辺延部35と、矩形部32の平行で対をなす二短辺8の夫々外側に位置する二つの短辺延部34と、に分けられ、長辺延部35の長辺方向Gの各端部37と短辺延部34の短辺方向Fの各端部36の間は角延部42を除き夫々分断されている。以下、長辺延部35と短辺延部34を区別しない際には区画部33とする。
【0039】
そして、角延部42は矩形部32と一体で矩形部32の各角から外周に延設された円弧状の部位であり、角延部42は長辺延部35の端部37と短辺延部34の端部36を一体に繋いでいる。更に、切欠き部29は、建築用板完成時に夫々U字状の切欠き部29となって、スリット部28を構成する部位であり、角延部42の外周に位置している。そのため、各区画部33の端部は、他の区画部33の端部と一体で連続された角延部42と、建築用板完成時に突条部16と側面部10の後部25と当接部27のL字の各一辺となる部位と、に分割されている。
【0040】
また、長辺延部35の端部37には幅寸法の略中央から長辺延部35と一体で凸部39が長辺方向Gに突出している。該凸部39は、長辺方向Gに最も突出した中央部41と、長辺延部35の端部37と中央部41の間に位置し中央部41より幅広の帯状部40と、からなり、帯状部40は建築用板完成時に突端部21となる部位である。そして、中央部41は帯状部40の幅寸法の略中央から突出しており、建築用板完成時に閉塞片23となる部位である。
【0041】
第2工程S2は、長辺延部35にロール成形加工を行って、コ字状の長突条部18を長辺延部35に形成すると共に、長辺延部35を矩形部32に対して略直角に屈曲させて長側面部12を形成する工程である。
【0042】
詳しくは、ロール加工装置がローラを二輪以上有するローラ組を少なくとも二つ備えている。そして、一方のローラ組の間に長辺延部35を長辺方向Gに沿って流すことで、長辺延部35の長辺9から所定の距離離れた部分が屈曲されて、長辺方向Gに視て長辺延部35から外周側に凸となるコ字状の長突条部18が形成される。
【0043】
該長突条部18形成後、長辺延部35を、長突条部18を形成したローラと異なる他方のローラ組の間に長辺方向Gに沿って流すことで、長辺延部35と矩形部32の境界である長辺9上を長側面部12側の屈曲部38として、長辺延部35を矩形部32から略直角に折り曲げられる。
【0044】
そして、凸部39は、長突条部18形成時に、帯状部40が長突条部18と略同形のコ字状に曲げられており、帯状部40は長突条部18の端部37から長辺方向Gに突出した突端部21となる。このとき、中央部41は長辺方向Gに沿って平面を有した状態を保っており、突端部21は長辺方向Gの端部開口22が開いている。
【0045】
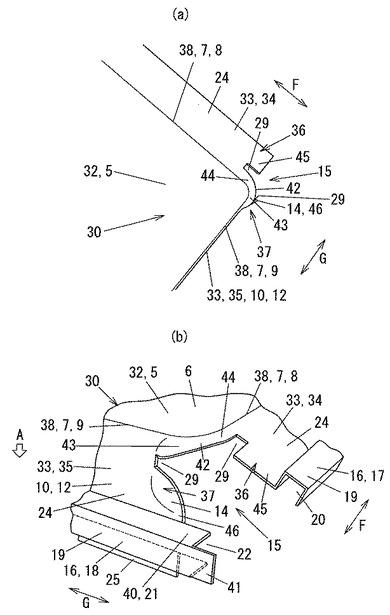
そのため、金属板30は、図9に示すように、長辺9に沿った屈曲部38が形成されると共に、各長辺9の延設方向Aに長側面部12及び突端部21が形成される。そして、角延部42は矩形部32の長辺9の外周側に位置する長側面部12側の部分43がローラによって長側面部12と略面一の平面状に加工されている。
【0046】
このように、該工程で長突条部18と長側面部12が形成されるため、長辺延部35は、長突条部18によって、長側面部12の前部24となる部位と、長側面部12の後部25となる部位と、に区画される。更に、前述の前部24のうち、切欠き部29と長突条部18の間に位置する部位が、当接部27のL字の一方の辺を構成する長辺延部35側の当接用の端部46となる。
【0047】
なお、対をなす二つの長辺延部35を加工するにあたって、各長辺延部35のローラ組を短辺方向Fに対をなして設置して、両長辺延部35の加工を同時に行い、製造時間を短縮することが好ましいが、一方ずつ順に加工を行ってもよい。もちろん、該工程において、長突条部18の形成と長側面部12の形成のいずれを先に行うかの順序は特に限定しない。
【0048】
第3工程S3は、プレス加工装置を用いて、プレス加工と曲げ加工と絞り加工を行い、短突条部17と、短側面部11と、連続部26を並行して形成する工程である。そして、該工程は、絞り加工による皺等の不具合の発生を抑えるため、第1加工処理S31と、第2加工処理S32と、第3加工処理S33と、からなる三段階のプレス加工処理で構成されている。
【0049】
詳しくは、短突条部17が第1加工処理S31時に形成され、短側面部11が各加工処理時に段階的に角度を変えて短辺延部34を本体5に対して折り曲げて形成され、連続部26は第1加工処理S31及び第2加工処理S32で角延部42の形状を調整した後第3加工処理S33で深絞り加工を行い形成されている。すなわち、第1加工処理S31及び第2加工処理S32が上記深絞り加工の準備加工処理となっており、短側面部11及び連続部26は三段階の加工処理を経て形成されている。
【0050】
なお、本例では、一方の短辺延部34に第1加工処理S31から第3加工処理S33までを行った後、金属板30を本体5の表面6に沿った平面上で略180度回転させて、未加工である他方の短辺延部34に第1加工処理S31から第3加工処理S33を行って、各短辺延部34を短側面部11に成形しているが、以下、一方の短辺延部34の加工処理のみ説明し、略同様の説明となる他方の短辺延部34の加工の説明は省略する。
【0051】
第1加工処理S31は、短辺延部34の矩形部32との境界から所定の距離離れた位置にプレス加工を行い、図10に示すように、短辺延部34に、短辺方向Fに視て短辺延部34からコ字状に突出した短突条部17を形成している。そして、短突条部17の形成によって、短辺延部34の分断部に短側面部11の前部24となる部位が規定されて、分断部の前部24となる部位の端部における切欠き部29と短突条部17の間の部位が、当接部27のL字の他方の辺を構成する短辺延部34側の当接用の端部45となる。
【0052】
更に、短辺延部34と矩形部32の境界である短辺8上を短側面部11側の屈曲部38として、短辺延部34を矩形部32から所定の第1角度に折り曲げている。該第1角度は、例えば、未加工の位置(矩形部32と略面一の状態)から約30度〜45度程度屈曲させた角度となっている。また、該第1加工処理S31において、角延部42は、第2工程S2での長側面部12と略面一となっている長側面部12側の部分43が外周側(未加工時の位置)に向けて曲げ戻されており、該部分43が長側面部12から円弧状に膨らんだ曲面形状に拡径されている。
【0053】
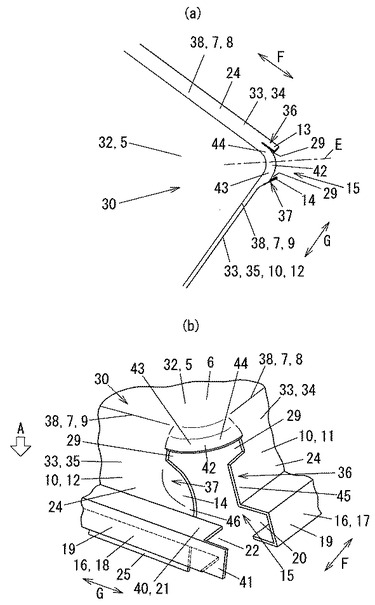
第2加工処理S32は、短辺延部34を矩形部32に対して所定の第2角度となるまで屈曲部38で更に折り曲げており、該第2角度は、第1角度より深く且つ直角より浅い角度であり、例えば、約60度程度となっている。
【0054】
そして、該第2加工処理S32において、角延部42は、延設方向Aに浅く絞られて、第3加工処理S33の深絞り時に皺等の不具合の発生を抑制した中間形状に調整されている。該中間形状は、図11に示すように、短辺延部34側の部位44を曲面形状とした部分43の形状と略同形の曲面に成形されている。
【0055】
すなわち、第2加工処理S32後の角延部42は、矩形部32の角の円弧の中心から該円弧の周方向の寸法の中点を通るラジアル方向に沿った仮想線Eを基準に、角延部42(部分43,44)の形状が平面視略線対称の形状に調整されている。
【0056】
第3加工処理S33は、本体の角の曲率半径を調整すると共に、線対称に調整した角延部42(部分43,44)に深絞り加工を行い、延設方向Aに曲面を有した円弧状の連続部26を角部15に形成している。そして、該加工処理では、第1加工処理S31時に外方に曲げた長側面部12側の当接用の端部46の面を、長側面部12の外面に沿って並ぶように短側面部11側に曲げている。
【0057】
そのため、該第3加工処理S33後の角部15は、図12に示すように、長側面部12の端部37と短側面部11の端部36を一体に連続させた連続部26と、当接用の端部45,46を略直角に当接して突き合わせた当接部27と、各区画部33の端部を夫々延設方向Aにおいて連続部26と当接部27に分割するスリット部28と、を有した形状に成形されている。
【0058】
第4工程S4は、凸部39の中央部41に曲げ加工を行って閉塞片23を形成して、長突条部18(突端部21)の端部開口22を閉塞する等の後処理を行う仕上げ工程であり、各側面部10及び各突条部16の形成完了後に行う仕上げ加工を行う工程である。なお、仕上げ工程は、以下に例示する構成に限らず、第1〜第3工程S3の内容に応じて、工程の有無や内容を適宜決定するものである。
【0059】
本例では、帯状部40の延設方向Aの中央と略面一で並ぶ中央部41に曲げ加工を行い、中央部41で長突条部18(突端部21)の端部開口22を閉塞させて、閉塞片23を形成している。詳しくは、中央部41を中央部41と帯状部40の境界で短側面部11側に屈曲させて、端部開口22を形成する帯状部40の各端辺に中央部41の平面を当接させている。
【0060】
このように、角延部42を設けると共に、角延部42に絞り加工を行ったことで、突き合わされた二側面部10の端部を一体にした連続部26を容易に形成できて、角部15に連続部26を備えた建築用板を容易に製造することができる。そして、側面曲げ工程に伴って絞り工程を行い、連続部26と側面部10を同時或いは並行して形成したことで、絞り加工による皺等の不具合の発生を抑制できて、良好な表面6及び側面を有した建築用板を製造することができる。
【0061】
更に、切欠き部29で角延部42を当接用の端部45,46から分割したことで、連続部26形成時に絞り加工用の金型等と端部45,46の干渉を軽減できると共に、絞り加工時に角延部42に生じる負荷(応力)が端部45,46に加わり難くできる。そのため、絞り加工前に形成した突条部16が、絞り加工時に折れ曲り等の形状変形や割れ等の破損が生じることを抑制できて、連続部26及び突条部16を良好に所望の形状に成形して、建築用板を製造することができる。
【0062】
そして、長側面部12をロール成形加工によって形成したことで、長辺延部35の辺寸法以上のサイズとなる長側面部12形成用の金型及びプレス加工装置を廃止できて、装置コストを低減することができる。更に、絞り工程を第1加工処理S31と第2加工処理S32と第3加工処理S33からなる工程としたことで、角延部42は、プレス成形加工後の短辺延部34側の部分44とロール成形加工後の長辺延部35側の部分43を略同形の線対称で対をなす形状に整えた後、深絞り加工を行うことができる。
【0063】
そのため、絞り工程での皺等の不具合の発生をより抑制することができる。なお、側面曲げ工程及び絞り工程の前或いは後に突条形成工程を行う等の突条部16を形成する突条形成工程を、側面部10を形成する側面曲げ工程から独立した作業工程として、建築用板を製造してもよい。
【0064】
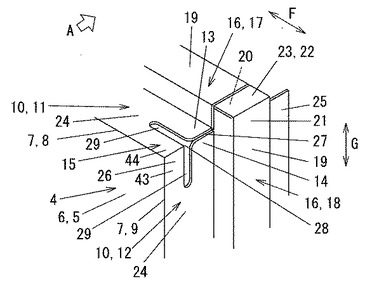
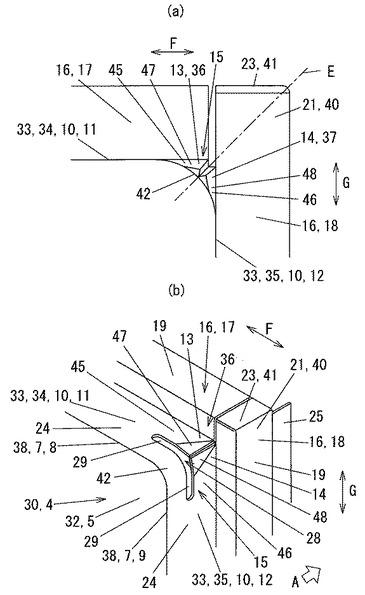
また、図13に示す変形例では、第4工程S4で、各当接部27に絞り加工を行って、各当接用の端部45,46のスリット部28側に、連続部26側に向かう程内部側に位置する傾斜面47,48を形成している。該絞り加工後の当接部27は、スリット部28側が平面視で連続部26と略同寸或いは若干大径で且つ同心の円弧形状となっており、突条部16側が平面視で互いの端部45,46を略直交して当接した略L字状となっている。
【0065】
すなわち、当接部27はスリット部28側に角が無く、延設方向Aに向かって、円弧形状から直角形状に滑らかに連続して変化した形状となっている。そのため、シール部に充填したシール部材が当接部27の角で疵や破損等を生じることを抑制できて、シール部材を確実に且つ安定して充填できて、取付不備の発生を低減すると共に、シール部の取付不備による防水性能の低下を抑制することができる。
【0066】
なお、前述した各例における各部の寸法値や角度は、単なる好ましい数値の例示にすぎず、各部の寸法値や角度は、サンドイッチパネルの寸法や用途或いは製造装置の性能や工順等に応じて適宜設定すればよく、例示の数値に限らない。
【符号の説明】
【0067】
5 本体
6 表面
7 外周辺
10 側面部(短側面部,長側面部)
13 端部(短側面部)
14 端部(長側面部)
15 角部
16 突条部
26 連続部
30 金属板
31 四隅
33 区画部(短辺延部,長辺延部)
36 端部(短辺延部)
37 端部(長辺延部)
42 角延部
F 延設方向
【技術分野】
【0001】
本発明は、金属製の建築用板及びその製造方法、殊に、サンドイッチパネル等の表面板に好適に用いられる金属製の建築用板及びその製造方法に関するものである。
【背景技術】
【0002】
従来から、建物等の構造物の壁はALCや押出成型セメント板、サイディング材等の窯業系材料や、金属製のサンドイッチパネル等で構成されている。該サンドイッチパネルは、石膏ボードやロックウール等の芯材を、表裏各一枚の金属製の表面板で挟んで構成されている。そして、表面板は、パネルの外装面や内装面を表面に有した本体と、本体に略直交し且つ本体の外周から裏面側に延設された側面部と、を有している(例えば、特許文献1等参照)。
【0003】
このような表面板は本体の上下端或いは左右端に側面部が延設されており、側面部は芯材の上下或いは左右の端面を夫々個別に覆い、該端面から本体表面に付着した水分や火災時の火炎がサンドイッチパネルの内部(芯材)に侵入することを防止している。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−64496号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の表面板では、各側面部の端部が突き合わされる角部において、互いの端部を当接しただけであり、該端部の当接部位から水分や火炎が建築用板の裏面側(サンドイッチパネルの芯材側)に侵入するという問題がある。
【0006】
そこで、この事情に鑑み、防火性能及び防水性能を向上させた金属製の建築用板及びその製造方法を提供することを課題とした。
【課題を解決するための手段】
【0007】
この課題を解決するために、本発明の金属製の建築用板は、矩形状の本体5の外周辺7から裏面側に四つの側面部10を延設すると共に、前記側面部10の端部を連続部26を介して一体とし、前記側面部10に前記本体5の全周を囲む突条部16を設けたことを特徴としている。このような特徴を有することで、建築用板の裏面側への水分や火災時の火炎等の侵入を抑制することができる。
【0008】
また、本発明の金属製の建築用板の製造方法は、前述の金属製の建築用板を製造する方法であって、金属板30の四隅31を切り欠いて前記本体5となる部位の外周に四つの区画部33を形成するプレカット工程と、前記区画部33に前記突条部16を形成する突条成形工程と、前記区画部33を前記本体5の裏面側に屈曲させて前記側面部10を形成する側面曲げ工程と、前記金属板30に絞り加工を行い前記連続部26を形成する絞り工程と、からなることを特徴としている。このような特徴を有することで、側面部10の端部を一体にした連続部26を容易に形成して、建築用板を製造することができる。
【0009】
このような製造方法として、前記区画部33を屈曲させる側面曲げ工程と前記絞り工程を並行して行うことで、絞り工程での皺等の不具合の発生を抑制して連続部26を形成することができる。
【0010】
更に、このような製造方法として、前記区画部33のうち、平行に並ぶ一方の対をなす区画部33を屈曲させる第1側面曲げ工程をロール成形加工で行い、他方の対をなす区画部33を屈曲させる第2側面曲げ工程をプレス成形加工で行い、前記第1側面曲げ工程後に、前記第2側面曲げ工程と前記絞り工程を並行して行うことで、絞り工程での皺や疵や反り等の不具合の発生をより抑制することができる。
【0011】
また更に、このような製造方法として、前記絞り工程が、前記連続部26となる部位の前記一方の対をなす区画部33側の部分に第1曲面を形成する第1加工処理工程と、前記連続部26となる部位の他方の対をなす区画部33側の部分に前記第1曲面と対をなす第2曲面を形成する第2加工処理工程と、前記第1加工処理工程及び前記第2加工処理工程後に、前記第1曲面及び前記第2曲面に絞り加工を行う第3加工処理工程と、を有することで、プレス成形加工後の第1部分とロール成形加工後の第2部分を略同形に整えた後、絞り加工を行うため、絞り工程での皺等の不具合の発生をより抑制することができる。
【発明の効果】
【0012】
このように、側面部に突条部を設けると共に、両側面部の端部を連続部を介して一体化したことで、突条部や連続部を備えていないものに比べて耐火性能及び防水性能を向上できて、本建築用板をサンドイッチパネルの表面板に好適に利用することができる。
【図面の簡単な説明】
【0013】
【図1】本発明の金属製の建築用板の実施形態の一例の(a)平面図と(b)C−C断面図と(c)B−B断面図と(d)角部の斜視図である。
【図2】同上の建築用板を表面板に用いたサンドイッチパネルの(a)斜視図と(b)D−D断面図である。
【図3】同上の本体表面の断面図である。
【図4】同上の本体表面に凹凸を有した例の本体表面の断面図であり、(a)が波形のものであり、(b)がエンボス加工を施したものである。
【図5】同上の変形例の角部の斜視図である。
【図6】同上の他例の角部の斜視図である。
【図7】図1の建築用板の製造工程の一例のフローチャートである。
【図8】第1工程後の金属板の(a)全体の平面図と(b)切り欠いた部位の周辺を拡大した平面図である。
【図9】第2工程後の角部の斜視図である。
【図10】第3工程の第1加工処理後の角部の(a)突条部を省略した平面図と(b)斜視図である。
【図11】第2加工処理後の角部の(a)突条部を省略した平面図と(b)斜視図である。
【図12】第3加工処理後の角部の(a)突条部を省略した平面図と(b)斜視図である。
【図13】製造方法の変形例の第4工程後の角部の(a)平面図と(b)斜視図である。
【発明を実施するための形態】
【0014】
以下、実施形態の一例を図面に基づいて説明する。
【0015】
本実施形態における金属製の建築用板は、例えば、図1や図2に示すように、構造物の壁等を形成するサンドイッチパネル1の外装面や内装面を形成する表面板4として用いられている。該サンドイッチパネル1は、外装面と内装面の一方の面を形成する一方の表面板4と他方の面を形成する他方の表面板70の間に、ロックウールやグラスウール或いは発泡合成樹脂等の芯材2や石膏ボードや木材等の補強材3を介在させて構成されている。以下、芯材2や補強材3をサンドイッチパネル1の内部とし、表面板4の外装面と内装面のいずれかになる面を夫々表面6とし、該表面板4の表面6の反対側の面である芯材2等の内部側を向く面を夫々裏面とする。
【0016】
本例の建築用板である表面板4は、図1に示すように、一方の板面が表面6となる略長方形状の本体5と、本体5の各外周辺7から夫々裏面側に延設された四つの側面部10と、からなり、側面部10は本体5の板面に対して略直交して板面を有している。そして、本体5は長辺の寸法L1が約300mm〜10000mm程度であり、短辺の寸法L2が約280mm〜1180mm(働き幅L3:約300mm〜1200mm)程度である。なお、本例では長辺の寸法L1が約800mmで短辺の寸法L2が約580mm(働き幅L3が約600mm)となっているが、これら例示の数値のみには限らない。
【0017】
以下、各側面部10を本体5から延設した方向を延設方向Aとすると共に、側面部10の延設方向Aの寸法を幅寸法とし、各側面部10の幅寸法に夫々直交する長辺方向G或いは短辺方向Fの寸法を辺寸法とする。そして、本体5の長い側の外周辺7(長方形の長辺9)から延設された側面部10を長側面部12とし、短い側の外周辺7(長方形の短辺8)から延設された側面部10を短側面部11として区別するが、特に区別しない際には単に、側面部10とする。
【0018】
側面部10は夫々パネル内部から離れる向きに突出した突条部16が突設されている。突条部16は本体5から延設方向Aに所定の距離(所定の幅寸法)離れた位置に、略同じ幅寸法で且つ略同形状で各側面部10から突出している。そして、突条部16は夫々突設された側面部10の辺寸法の略全体に亘って形成されており、各突条部16は略同形のパネル内部側に開口した断面コ字状となっている。なお、以下の説明において、長側面部12に設けられた突条部16を長突条部18とし、短側面部11に設けられた突条部16を短突条部17として区別するが、特に区別しない際には単に、突条部16とする。
【0019】
詳しくは、上記突条部16のうち、短突条部17は、短辺方向Fに視て断面コ字状で短辺方向Fに沿って長い突部となっており、短辺方向Fの寸法は短側面部11の辺寸法と略同寸となっている。そして、短突条部17はコ字の平行した二辺の端部で形成される開口がパネル内部側を向いており、残りの一辺が短側面部11から突出した先端側に位置している。そのため、短突条部17は突出先端が短側面部11と略平行な端面19となっている。更に、短突条部17は短辺方向Fの両端に夫々端部開口20を有している。
【0020】
一方、長突条部18は、長辺方向Gに視て断面コ字状で長辺方向Gに沿って長い突部となっている。そして、長突条部18はコ字の平行した二辺の端部で形成される開口がパネル内部側を向いており、残りの一辺が長側面部12から突出した先端側に位置している。そのため、長突条部18は突出先端が長側面部12と略平行な端面19となっている。更に、長突条部18は長辺方向Gの端部に、長突条部18と同形のコ字状で長側面部12より長辺方向Gに突出した突端部21を備えており、長辺方向Gの寸法が長側面部12の辺寸法より長くなっている。
【0021】
該突端部21は長辺方向Gの先端に矩形状の閉塞片23を備えており、閉塞片23は突端部21の上記先端から短突条部17側に曲げられており、突端部21は夫々長辺方向Gの端部開口22が閉塞片23によって閉塞されている。そして、突端部21の長辺方向Gに沿った二辺と、閉塞片23の短突条部17を向く一辺は、短突条部17の短辺方向Fのコ字状に並ぶ端辺に、夫々一辺ずつ当接されている。
【0022】
そのため、各突条部16はコ字の開口がパネルの内部側に位置すると共に、短突条部17の各端部開口20が長突条部18の突端部21及び閉塞片23によって閉塞されており、いずれの突条部16も開口がパネルの外側に露出しない形状となっている。すなわち、突条部16は四つの側面部10に沿って本体5の全周に亘って設けられており、建築用板は、本体5より一回り大きい長方形の枠状に突条を、本体5から所定の距離離れた位置に備えたものとなっている。
【0023】
また、長側面部12は、長突条部18によって、本体5の長辺9と長突条部18の間の面である前部24と、長突条部18より延設方向Aの先端側(背向した他方の表面板70側)の面である後部25と、に区画されている。
【0024】
なお、本例では、長側面部12が前部24と後部25を備え、短側面部11が前部24のみを備えた構成となっているが、長側面部12が後部25を備えず短側面部11が前部24と後部25を備えるものや、両側面部10とも後部25を備えない或いは両側面部10とも後部25を備えるもの等であってもよい。
【0025】
また、本体5は各角が夫々円弧状となっている。そのため、側面部10の前部24側における側面部10の辺方向の端部どうしが突き合わされる角部15は、両側面部10を本体5の角に沿って一体に連続させた連続部26と、両端部を略直角に当接させた当接部27と、連続部26と当接部27を分割するスリット部28と、からなっている。
【0026】
スリット部28は延設方向Aにおいて、連続部26と当接部27の間に位置しており、夫々側面部10の端部から中央側に向けてU字状に切り欠いた切欠き部29からなり、切欠き部29の開口が互いに付き合わされて連通している。詳しくは、長側面部12の切欠き部29は短辺方向Fに板面を貫通すると共に、長側面部12の長辺方向Gの端部14から長辺方向Gに沿って辺寸法の中点側に向けて所定の寸法で略U字状に切り欠かれている。そして、短側面部11の切欠き部29は長辺方向Gに板面を貫通すると共に、短側面部11の短辺方向Fの端部13から短辺方向Fに沿って辺寸法の中点側に向けて所定の寸法で略U字状に切り欠かれている。更に、該切欠き部29からなるスリット部28は、パネル内部側からシート状の止水材(特に図示しない)が取り付けられており、スリット部28のパネル内部側への開口が封止されている。なお、切欠き部29はU字状に限らず、コ字状のものや、楔状のもの等であってもよく、ましてや各切欠き部29の形状が短側面部11側と長側面部12側で夫々異なるものであってもよい。もちろん、シート状の止水材に限らず、シーリング材等のシール部材でスリット部28を封止したものであればよい。
【0027】
また、連続部26は略均一な幅寸法を有する板状で且つ短側面部11と長側面部12を滑らかな曲線で繋いだ円弧状の曲面となっており、短側面部11の端部13と長側面部12の端部14を区別できない一体で連続させたものとなっている。
【0028】
一方、スリット部28によって連続部26から分割された当接部27は、短側面部11の端部13と長側面部12の端部14を互いにL字状に突き合わせて形成されている。そのため、当接部27は、区別のない一体の連続部26と異なり、二つの部材を突き合わせて組み合わせた構成となっている。詳しくは、L字の一方の辺が短側面部11の端部13で構成されており、他方の辺が長側面部12の端部14で構成されており、一方の側面部10のパネル内部側の板面に他方の側面部10の辺方向の先端(端辺)が略直交して当接されている。なお、当接部27は、二つの部材を接触させて組み合わせたものが好ましい。
【0029】
また、側面部10の前部24はシーリング材等のシール部材(特に図示しない)が取り付けられるシール部となっており、シール部材を配置することで、表面6側から内部やサンドイッチパネル1の他方の表面側(背向した他方の表面板70側)への浸水を防止することができる。
【0030】
このように、二側面部10の突き合わされた端部に一体に繋がった連続部26を形成したことで、角部15の側面部10と本体5の延設部位からパネル内部への浸水を抑制することができる。そのため、シーリング材等の追加部材の付け忘れや充填不足等の取付不備や経年劣化を生じて角部15の本体5側の部位が外部に露出しても、連続部26によって裏面側への浸水を抑制でき、防水性能及び防水性能の耐久性を向上させることができる。
【0031】
また、建築用板をサンドイッチパネル1の表面板4に用いることで、シーリング材の切れ等でシール部を水が越えた際に、枠状に設けた突条部16で表面側に水を返すことができて、サンドイッチパネル1の防水性能を向上させることができる。そして、火災時等では、突条部16がサンドイッチパネル1の他方の表面側への火災時の火炎等の進行を抑制する抑制部となり、突条部16を備えないサンドイッチパネルに比べて、火災に対する耐久性能(耐火性能)を向上することができる。そして、角部15が二側面部10の端部を一体化して連続させた連続部26を備えるため、火災時の火炎等が角部15からパネル内部に侵入し難くできて、連続部26を備えていないサンドイッチパネルに比べて、角部15の耐火性能も向上することができる。そのため、本建築用板を表面板4に用いることでサンドイッチパネル1を耐火パネルとして良好に用いることができる。
【0032】
また、本体5の表面6は、図3に示すように、凹凸の無い平滑面に形成されたものが好ましいが、図4(a)に示すように断面略波形に成形されたものや、図4(b)に示すようにエンボス加工を施したもの等の表面に凹凸を有したものであってもよい。
【0033】
なお、図5に示すように、長突条部18が突端部21に閉塞片23を備えないものであってもよい。このものでは、突端部21の端部開口22に内部側からシート状の止水材等(特に図示しない)を取り付けて、突端部21の端部開口22を封止してシールすることが好ましい。更に、閉塞片23を備えない突端部21を長突条部18に設けて閉塞片23を短突条部17に設けたものや、突端部21を短突条部17に設けたもの等であってもよい。ましてや、突端部21を短突条部17と長突条部18で二分割して、両突条部16に夫々設けた部位を組み合わせて突端部21を構成したもの等であってもよい。また、本体5の角を、図6に示すように、略直角形状として連続部26が当接部27と略同形の平面視L字形状のものとしてもよい。
【0034】
以下、上記建築用板の製造方法を説明する。なお、該製造方法で製造する建築用板の各部の説明において、前述した内容と重複する説明は省略する。
【0035】
本製造方法は、帯状或いは略矩形状の金属板30を材料として用いて、本体5となる矩形部32の外周に、突条部16を設けた側面部10を形成すると共に、側面部10間に端部を一体にした連続部26を形成して、建築用板を製造する方法である。そして、該製造方法における加工は、大きく分けて、金属板30の四隅31を切り欠いて四つの区画部33を形成するプレカット加工と、向かい合う2対の区画部33に夫々突条部16を形成する突条成形加工と、区画部33を屈曲させて側面部10を形成する側面曲げ加工と、角部15となる部分を絞り連続部26を形成する絞り加工と、当接部27の形状調整等の後処理を行う仕上げ加工と、の五つの加工を有している。
【0036】
本例では、図7に示すように、プレカット加工を行う第1工程S1と、長突条部18成形加工と長側面部12曲げ加工を行う第2工程S2と、短突条部17成形加工と短側面部11曲げ加工と絞り加工を行う第3工程S3と、仕上げ加工を行う第4工程S4と、の工程で製造している。なお、金属板30は絞り加工等に対する加工優位性から鉄板や鋼板等の鉄系の金属板が好ましいが、皺や疵や反り等の不具合の発生を抑制して各加工を行える材料特性を有するものであれば、アルミニウムやマグネシウムやチタン或いはそれらを主成分とする合金等の鉄より比重の軽い軽金属系の金属板であってもよい。
【0037】
第1工程S1は、プレス加工装置で打ち抜く等で金属板30の四隅31を略同様の所定形状に切り欠く工程となっている。そして、該加工によって金属板30は、外周が四つの区画部33に区画されると共に、切り欠かれた四隅31に、スリット部28となる二つの切欠き部29と、連続部26となる角延部42と、突端部21及び閉塞片23となる凸部39と、が形成される。更に、本例では、四隅31のうち、二箇所を所定形状に切り欠いた後、金属板30を板面に沿った平面上で略180度回転させる等で向きを変え、残りの二箇所を所定形状に切り欠いて、四隅31を所定形状に加工している。もちろん、四隅31を同時に切り欠いたり、向きを変えずに二箇所ずつ切り欠いたり、或いは一箇所ずつ切り欠いたりして、四隅31を所定形状に加工してもよい。
【0038】
詳しくは、該加工後の金属板30が、図8に示すように、切り欠かれた四隅31より中央側が建築用板(表面板4)の本体5となる長方形状の矩形部32となっており、矩形部32の四つの辺(本体5の外周辺7)から外側の各部位が夫々区画部33となっている。そして、四つの区画部33は、矩形部32の平行で対をなす二長辺9の夫々外側に位置する二つの長辺延部35と、矩形部32の平行で対をなす二短辺8の夫々外側に位置する二つの短辺延部34と、に分けられ、長辺延部35の長辺方向Gの各端部37と短辺延部34の短辺方向Fの各端部36の間は角延部42を除き夫々分断されている。以下、長辺延部35と短辺延部34を区別しない際には区画部33とする。
【0039】
そして、角延部42は矩形部32と一体で矩形部32の各角から外周に延設された円弧状の部位であり、角延部42は長辺延部35の端部37と短辺延部34の端部36を一体に繋いでいる。更に、切欠き部29は、建築用板完成時に夫々U字状の切欠き部29となって、スリット部28を構成する部位であり、角延部42の外周に位置している。そのため、各区画部33の端部は、他の区画部33の端部と一体で連続された角延部42と、建築用板完成時に突条部16と側面部10の後部25と当接部27のL字の各一辺となる部位と、に分割されている。
【0040】
また、長辺延部35の端部37には幅寸法の略中央から長辺延部35と一体で凸部39が長辺方向Gに突出している。該凸部39は、長辺方向Gに最も突出した中央部41と、長辺延部35の端部37と中央部41の間に位置し中央部41より幅広の帯状部40と、からなり、帯状部40は建築用板完成時に突端部21となる部位である。そして、中央部41は帯状部40の幅寸法の略中央から突出しており、建築用板完成時に閉塞片23となる部位である。
【0041】
第2工程S2は、長辺延部35にロール成形加工を行って、コ字状の長突条部18を長辺延部35に形成すると共に、長辺延部35を矩形部32に対して略直角に屈曲させて長側面部12を形成する工程である。
【0042】
詳しくは、ロール加工装置がローラを二輪以上有するローラ組を少なくとも二つ備えている。そして、一方のローラ組の間に長辺延部35を長辺方向Gに沿って流すことで、長辺延部35の長辺9から所定の距離離れた部分が屈曲されて、長辺方向Gに視て長辺延部35から外周側に凸となるコ字状の長突条部18が形成される。
【0043】
該長突条部18形成後、長辺延部35を、長突条部18を形成したローラと異なる他方のローラ組の間に長辺方向Gに沿って流すことで、長辺延部35と矩形部32の境界である長辺9上を長側面部12側の屈曲部38として、長辺延部35を矩形部32から略直角に折り曲げられる。
【0044】
そして、凸部39は、長突条部18形成時に、帯状部40が長突条部18と略同形のコ字状に曲げられており、帯状部40は長突条部18の端部37から長辺方向Gに突出した突端部21となる。このとき、中央部41は長辺方向Gに沿って平面を有した状態を保っており、突端部21は長辺方向Gの端部開口22が開いている。
【0045】
そのため、金属板30は、図9に示すように、長辺9に沿った屈曲部38が形成されると共に、各長辺9の延設方向Aに長側面部12及び突端部21が形成される。そして、角延部42は矩形部32の長辺9の外周側に位置する長側面部12側の部分43がローラによって長側面部12と略面一の平面状に加工されている。
【0046】
このように、該工程で長突条部18と長側面部12が形成されるため、長辺延部35は、長突条部18によって、長側面部12の前部24となる部位と、長側面部12の後部25となる部位と、に区画される。更に、前述の前部24のうち、切欠き部29と長突条部18の間に位置する部位が、当接部27のL字の一方の辺を構成する長辺延部35側の当接用の端部46となる。
【0047】
なお、対をなす二つの長辺延部35を加工するにあたって、各長辺延部35のローラ組を短辺方向Fに対をなして設置して、両長辺延部35の加工を同時に行い、製造時間を短縮することが好ましいが、一方ずつ順に加工を行ってもよい。もちろん、該工程において、長突条部18の形成と長側面部12の形成のいずれを先に行うかの順序は特に限定しない。
【0048】
第3工程S3は、プレス加工装置を用いて、プレス加工と曲げ加工と絞り加工を行い、短突条部17と、短側面部11と、連続部26を並行して形成する工程である。そして、該工程は、絞り加工による皺等の不具合の発生を抑えるため、第1加工処理S31と、第2加工処理S32と、第3加工処理S33と、からなる三段階のプレス加工処理で構成されている。
【0049】
詳しくは、短突条部17が第1加工処理S31時に形成され、短側面部11が各加工処理時に段階的に角度を変えて短辺延部34を本体5に対して折り曲げて形成され、連続部26は第1加工処理S31及び第2加工処理S32で角延部42の形状を調整した後第3加工処理S33で深絞り加工を行い形成されている。すなわち、第1加工処理S31及び第2加工処理S32が上記深絞り加工の準備加工処理となっており、短側面部11及び連続部26は三段階の加工処理を経て形成されている。
【0050】
なお、本例では、一方の短辺延部34に第1加工処理S31から第3加工処理S33までを行った後、金属板30を本体5の表面6に沿った平面上で略180度回転させて、未加工である他方の短辺延部34に第1加工処理S31から第3加工処理S33を行って、各短辺延部34を短側面部11に成形しているが、以下、一方の短辺延部34の加工処理のみ説明し、略同様の説明となる他方の短辺延部34の加工の説明は省略する。
【0051】
第1加工処理S31は、短辺延部34の矩形部32との境界から所定の距離離れた位置にプレス加工を行い、図10に示すように、短辺延部34に、短辺方向Fに視て短辺延部34からコ字状に突出した短突条部17を形成している。そして、短突条部17の形成によって、短辺延部34の分断部に短側面部11の前部24となる部位が規定されて、分断部の前部24となる部位の端部における切欠き部29と短突条部17の間の部位が、当接部27のL字の他方の辺を構成する短辺延部34側の当接用の端部45となる。
【0052】
更に、短辺延部34と矩形部32の境界である短辺8上を短側面部11側の屈曲部38として、短辺延部34を矩形部32から所定の第1角度に折り曲げている。該第1角度は、例えば、未加工の位置(矩形部32と略面一の状態)から約30度〜45度程度屈曲させた角度となっている。また、該第1加工処理S31において、角延部42は、第2工程S2での長側面部12と略面一となっている長側面部12側の部分43が外周側(未加工時の位置)に向けて曲げ戻されており、該部分43が長側面部12から円弧状に膨らんだ曲面形状に拡径されている。
【0053】
第2加工処理S32は、短辺延部34を矩形部32に対して所定の第2角度となるまで屈曲部38で更に折り曲げており、該第2角度は、第1角度より深く且つ直角より浅い角度であり、例えば、約60度程度となっている。
【0054】
そして、該第2加工処理S32において、角延部42は、延設方向Aに浅く絞られて、第3加工処理S33の深絞り時に皺等の不具合の発生を抑制した中間形状に調整されている。該中間形状は、図11に示すように、短辺延部34側の部位44を曲面形状とした部分43の形状と略同形の曲面に成形されている。
【0055】
すなわち、第2加工処理S32後の角延部42は、矩形部32の角の円弧の中心から該円弧の周方向の寸法の中点を通るラジアル方向に沿った仮想線Eを基準に、角延部42(部分43,44)の形状が平面視略線対称の形状に調整されている。
【0056】
第3加工処理S33は、本体の角の曲率半径を調整すると共に、線対称に調整した角延部42(部分43,44)に深絞り加工を行い、延設方向Aに曲面を有した円弧状の連続部26を角部15に形成している。そして、該加工処理では、第1加工処理S31時に外方に曲げた長側面部12側の当接用の端部46の面を、長側面部12の外面に沿って並ぶように短側面部11側に曲げている。
【0057】
そのため、該第3加工処理S33後の角部15は、図12に示すように、長側面部12の端部37と短側面部11の端部36を一体に連続させた連続部26と、当接用の端部45,46を略直角に当接して突き合わせた当接部27と、各区画部33の端部を夫々延設方向Aにおいて連続部26と当接部27に分割するスリット部28と、を有した形状に成形されている。
【0058】
第4工程S4は、凸部39の中央部41に曲げ加工を行って閉塞片23を形成して、長突条部18(突端部21)の端部開口22を閉塞する等の後処理を行う仕上げ工程であり、各側面部10及び各突条部16の形成完了後に行う仕上げ加工を行う工程である。なお、仕上げ工程は、以下に例示する構成に限らず、第1〜第3工程S3の内容に応じて、工程の有無や内容を適宜決定するものである。
【0059】
本例では、帯状部40の延設方向Aの中央と略面一で並ぶ中央部41に曲げ加工を行い、中央部41で長突条部18(突端部21)の端部開口22を閉塞させて、閉塞片23を形成している。詳しくは、中央部41を中央部41と帯状部40の境界で短側面部11側に屈曲させて、端部開口22を形成する帯状部40の各端辺に中央部41の平面を当接させている。
【0060】
このように、角延部42を設けると共に、角延部42に絞り加工を行ったことで、突き合わされた二側面部10の端部を一体にした連続部26を容易に形成できて、角部15に連続部26を備えた建築用板を容易に製造することができる。そして、側面曲げ工程に伴って絞り工程を行い、連続部26と側面部10を同時或いは並行して形成したことで、絞り加工による皺等の不具合の発生を抑制できて、良好な表面6及び側面を有した建築用板を製造することができる。
【0061】
更に、切欠き部29で角延部42を当接用の端部45,46から分割したことで、連続部26形成時に絞り加工用の金型等と端部45,46の干渉を軽減できると共に、絞り加工時に角延部42に生じる負荷(応力)が端部45,46に加わり難くできる。そのため、絞り加工前に形成した突条部16が、絞り加工時に折れ曲り等の形状変形や割れ等の破損が生じることを抑制できて、連続部26及び突条部16を良好に所望の形状に成形して、建築用板を製造することができる。
【0062】
そして、長側面部12をロール成形加工によって形成したことで、長辺延部35の辺寸法以上のサイズとなる長側面部12形成用の金型及びプレス加工装置を廃止できて、装置コストを低減することができる。更に、絞り工程を第1加工処理S31と第2加工処理S32と第3加工処理S33からなる工程としたことで、角延部42は、プレス成形加工後の短辺延部34側の部分44とロール成形加工後の長辺延部35側の部分43を略同形の線対称で対をなす形状に整えた後、深絞り加工を行うことができる。
【0063】
そのため、絞り工程での皺等の不具合の発生をより抑制することができる。なお、側面曲げ工程及び絞り工程の前或いは後に突条形成工程を行う等の突条部16を形成する突条形成工程を、側面部10を形成する側面曲げ工程から独立した作業工程として、建築用板を製造してもよい。
【0064】
また、図13に示す変形例では、第4工程S4で、各当接部27に絞り加工を行って、各当接用の端部45,46のスリット部28側に、連続部26側に向かう程内部側に位置する傾斜面47,48を形成している。該絞り加工後の当接部27は、スリット部28側が平面視で連続部26と略同寸或いは若干大径で且つ同心の円弧形状となっており、突条部16側が平面視で互いの端部45,46を略直交して当接した略L字状となっている。
【0065】
すなわち、当接部27はスリット部28側に角が無く、延設方向Aに向かって、円弧形状から直角形状に滑らかに連続して変化した形状となっている。そのため、シール部に充填したシール部材が当接部27の角で疵や破損等を生じることを抑制できて、シール部材を確実に且つ安定して充填できて、取付不備の発生を低減すると共に、シール部の取付不備による防水性能の低下を抑制することができる。
【0066】
なお、前述した各例における各部の寸法値や角度は、単なる好ましい数値の例示にすぎず、各部の寸法値や角度は、サンドイッチパネルの寸法や用途或いは製造装置の性能や工順等に応じて適宜設定すればよく、例示の数値に限らない。
【符号の説明】
【0067】
5 本体
6 表面
7 外周辺
10 側面部(短側面部,長側面部)
13 端部(短側面部)
14 端部(長側面部)
15 角部
16 突条部
26 連続部
30 金属板
31 四隅
33 区画部(短辺延部,長辺延部)
36 端部(短辺延部)
37 端部(長辺延部)
42 角延部
F 延設方向
【特許請求の範囲】
【請求項1】
矩形状の本体の外周辺から裏面側に四つの側面部を延設すると共に、前記側面部の端部を連続部を介して一体とし、前記側面部に前記本体の全周を囲む突条部を設けたことを特徴とする金属製の建築用板。
【請求項2】
請求項1に記載の金属製の建築用板を製造する方法であって、
金属板の四隅を切り欠いて前記本体となる部位の外周に四つの区画部を形成するプレカット工程と、
前記区画部に前記突条部を形成する突条成形工程と、
前記区画部を前記本体の裏面側に屈曲させて前記側面部を形成する側面曲げ工程と、
前記金属板に絞り加工を行い前記連続部を形成する絞り工程と、
を有することを特徴とする金属製の建築用板の製造方法。
【請求項3】
前記区画部を屈曲させる側面曲げ工程と前記絞り工程を並行して行うことを特徴とする請求項2に記載の金属製の建築用板の製造方法。
【請求項4】
前記区画部のうち、平行に並ぶ一方の対をなす区画部を屈曲させる第1側面曲げ工程をロール成形加工で行い、
他方の対をなす区画部を屈曲させる第2側面曲げ工程をプレス成形加工で行い、
前記第1側面曲げ工程後に、前記第2側面曲げ工程と前記絞り工程を並行して行うことを特徴とする請求項3に記載の金属製の建築用板の製造方法。
【請求項5】
前記絞り工程が、
前記連続部となる部位の前記一方の対をなす区画部側の部分に第1曲面を形成する第1加工処理工程と、
前記連続部となる部位の他方の対をなす区画部側の部分に前記第1曲面と対をなす第2曲面を形成する第2加工処理工程と、
前記第1加工処理工程及び前記第2加工処理工程後に、前記第1曲面及び前記第2曲面に絞り加工を行う第3加工処理工程と、
を有することを特徴とする請求項4に記載の金属製の建築用板の製造方法。
【請求項1】
矩形状の本体の外周辺から裏面側に四つの側面部を延設すると共に、前記側面部の端部を連続部を介して一体とし、前記側面部に前記本体の全周を囲む突条部を設けたことを特徴とする金属製の建築用板。
【請求項2】
請求項1に記載の金属製の建築用板を製造する方法であって、
金属板の四隅を切り欠いて前記本体となる部位の外周に四つの区画部を形成するプレカット工程と、
前記区画部に前記突条部を形成する突条成形工程と、
前記区画部を前記本体の裏面側に屈曲させて前記側面部を形成する側面曲げ工程と、
前記金属板に絞り加工を行い前記連続部を形成する絞り工程と、
を有することを特徴とする金属製の建築用板の製造方法。
【請求項3】
前記区画部を屈曲させる側面曲げ工程と前記絞り工程を並行して行うことを特徴とする請求項2に記載の金属製の建築用板の製造方法。
【請求項4】
前記区画部のうち、平行に並ぶ一方の対をなす区画部を屈曲させる第1側面曲げ工程をロール成形加工で行い、
他方の対をなす区画部を屈曲させる第2側面曲げ工程をプレス成形加工で行い、
前記第1側面曲げ工程後に、前記第2側面曲げ工程と前記絞り工程を並行して行うことを特徴とする請求項3に記載の金属製の建築用板の製造方法。
【請求項5】
前記絞り工程が、
前記連続部となる部位の前記一方の対をなす区画部側の部分に第1曲面を形成する第1加工処理工程と、
前記連続部となる部位の他方の対をなす区画部側の部分に前記第1曲面と対をなす第2曲面を形成する第2加工処理工程と、
前記第1加工処理工程及び前記第2加工処理工程後に、前記第1曲面及び前記第2曲面に絞り加工を行う第3加工処理工程と、
を有することを特徴とする請求項4に記載の金属製の建築用板の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2012−92498(P2012−92498A)
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願番号】特願2010−237934(P2010−237934)
【出願日】平成22年10月22日(2010.10.22)
【出願人】(000207436)日鉄住金鋼板株式会社 (178)
【Fターム(参考)】
【公開日】平成24年5月17日(2012.5.17)
【国際特許分類】
【出願日】平成22年10月22日(2010.10.22)
【出願人】(000207436)日鉄住金鋼板株式会社 (178)
【Fターム(参考)】
[ Back to top ]