
金属製ガスケット及びその製造方法
【課題】シリンダボア等のシール対象穴の周縁部に、シール対象穴の全周にわたり、高低が0μmより大きく100μm以下の範囲で周方向に変化する抑揚を設けた構造の金属製ガスケットにおいて、製造に際して、加工1回当たりに要する荷重を少なくでき、また、加工精度を向上できる金属製ガスケット及びその製造方法を提供する。
【解決手段】1枚又は2枚以上の金属構成板10,20を有し、少なくとも1枚の金属構成板10において、シール対象穴2の周囲に、環状の圧力調整部12aを設け、該圧力調整部12aを前記シール対象穴2の周囲方向に凹凸を形成し、該凹凸の高低差を0μmより大きく100μm以下の範囲とする金属製ガスケット1において、前記環状の圧力調整部12aの内周側又は外周側の少なくとも一方に環状の溝部13を設けて構成する。
【解決手段】1枚又は2枚以上の金属構成板10,20を有し、少なくとも1枚の金属構成板10において、シール対象穴2の周囲に、環状の圧力調整部12aを設け、該圧力調整部12aを前記シール対象穴2の周囲方向に凹凸を形成し、該凹凸の高低差を0μmより大きく100μm以下の範囲とする金属製ガスケット1において、前記環状の圧力調整部12aの内周側又は外周側の少なくとも一方に環状の溝部13を設けて構成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、二つの部材の間に挟持してシールを行う金属製ガスケット及びその製造方法に関し、より詳細には、ガスケットを挟む押圧力をシール面圧の発生に効率よく利用できて、優れたシール性能を発揮できる金属製ガスケット及びその製造方法に関する。
【背景技術】
【0002】
エンジンのマニホールドガスケット等の金属製ガスケットは、自動車のエンジンのシリンダブロック(シリンダボディ)と排気管や吸気管等の2つの部材の間に挟まれた状態で、ボルトにより締結され、燃焼ガス等の流体をシールする役割を持っている。
【0003】
最近のエンジンは、従来のエンジンに比べて、小型化、軽量化が進んで、材質が鋳鉄からアルミニウム合金に変わると共に、エンジンの高出力化に伴って、燃焼ガスの圧力は増加の傾向にある。また、一方で、エンジンの軽量化の面から、ガスケットに使用できる金属構成板の枚数も少なくなりつつあり、少ない枚数の金属構成板で高いシール性能を発揮する必要が生じている。
【0004】
一方、金属製ガスケットの一つとして、シリンダ穴周りの面圧を均一にするために、第一プレートと第二プレートのみでガスケット母材を構成し、第一プレートを第二プレート側方向に折り返してシリンダ穴を取り囲む複数個の折り返し部を設けて、この折り返し部内にシリンダ穴4を取り囲むリング状の金属片を収設し、この金属片のシリンダ穴間の部分に部分的なビードを設けた金属積層形ガスケットが提案されている(例えば、特許文献1参照。)。
【0005】
この金属積層形ガスケットでは、金属片の板厚や金属片に部分的に設けたビードによって面圧を調整し、シリンダ穴周りの面圧の均一化を図っている。
【0006】
また、シリンダ穴の周方向において発生する面圧分布を連続的になだらかな分布にするために、複数のシリンダ穴を有し、このシリンダ穴にシール手段を設けた金属基板で構成される補強板入り金属積層形ガスケットにおいて、シリンダ穴周囲の一部分にシール手段に対して面圧補強する面圧補強板を配設すると共に、面圧補強板のシリンダ穴の周方向の端部を連続的な傾斜に形成した金属積層形ガスケットが提案されている(例えば、特許文献2参照。)。
【0007】
この金属積層形ガスケットでは、金属片の面圧補強板の周方向の端部を連続的な傾斜で形成することにより、シリンダ穴の周方向において発生する面圧分布を連続的になだらかな分布としている。
【0008】
しかしながら、これらの金属積層形ガスケットにおいては、面圧調整や面圧補強のための金属片は、金属積層形ガスケットを構成する金属構成板に比較すると著しく小さな部品となるため、単品での加工時、及び、ガスケットへの組み付け時等において取り扱いに注意が必要になり、作業効率が悪化するという問題がある。
【0009】
また、金属加工において、金属の表面に微小高低差を形成することができるコイニング加工が知られており、発明者らは、これらの面圧調整や面圧補強のための金属片の有無による板厚の変化の代わりに、コイニング加工により凹凸を形成した面圧調整部を使用することが有効であると考えた。
【0010】
しかしながら、面圧調整のために微妙な板厚の変化が必要な部分はシール対象穴の周縁部のみであるに対して、コイニング加工では、コイニング部の面積に比例してプレス荷重が増加し、また、コイニング部の面積が大きいと加工精度が悪化するという問題がある。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平9−310761号公報
【特許文献2】特開2005−140303号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、上記の状況を鑑みてなされたものであり、本発明の目的は、シリンダボア等のシール対象穴の周縁部に、シール対象穴の全周にわたり、高低が0μmより大きく100μm以下の範囲で周方向に変化する抑揚を設けた構造の金属製ガスケットにおいて、製造に際して、加工1回当たりに要する荷重を少なくでき、また、加工精度を向上できる金属製ガスケット及びその製造方法を提供することにある。
【課題を解決するための手段】
【0013】
上記の目的を達成するための本発明の金属製ガスケットは、1枚又は2枚以上の金属構成板を有し、少なくとも1枚の金属構成板において、シール対象穴の周囲に、環状の圧力調整部を設け、該圧力調整部を前記シール対象穴の周囲方向に凹凸を形成し、該凹凸の高低差を0μmより大きく100μm以下の範囲とする金属製ガスケットにおいて、前記環状の圧力調整部の内周側又は外周側の少なくとも一方に環状の溝部を設けて構成される。
【0014】
この構成によれば、この金属製ガスケットの製造に際して、圧力調整部に隣接する部分を溝部としているので、圧力調整部の凹凸をコイニング加工等により設ける際に、高度の寸法精度が要求される面積が小さくなり、そのため、加工1回当たりに要する荷重を少なくでき、また、加工精度を向上できる。
【0015】
また、上記の金属製ガスケットにおいて、前記リング状部材を該リング状部材の外側の部材と別体で形成し、前記リング状部材と前記外側の部材と接合して1枚の金属構成板として取り扱えるように構成される。この構成によれば、シール対象穴の周縁部に配置される圧力調整部を有するリング状部材を金属構成板と別体で形成したので、金属構成板を分離して、環状の圧力調整部を持つ部材を単独で、凹凸形成のための加工ができるので、凹凸加工が容易となり、加工精度を向上し易くなる。
【0016】
また、上記の目的を達成するための発明の金属製ガスケットの製造方法は、上記の金属製ガスケットの製造方法において、前記環状の溝部を加工成形した後に、前記環状の圧力調整部をコイニング加工して前記凹凸を形成することを特徴とする方法である。この方法によれば、最初に厚み方向に関しては高度の寸法精度が要求されない溝部を形成してから、高度の寸法精度が要求される圧力調整部をコイニング加工するので、加工面積が小さくなる。その上、圧力調整部の外側の部分に既に凹部が形成されているので、コイニング加工の際の圧力調整部の内周側や外周側の部分の影響を無くすことができる。そのため、面圧調整としての役割を果たす圧力調整部の厚み方向の高低を精度よく加工できるようになる。
【発明の効果】
【0017】
本発明の金属製ガスケット及びその製造方法によれば、シール対象穴の周縁部に配置される環状の圧力調整部に対して、その内周側又は外周側の少なくとも一方に環状の溝部を設けたので、圧力調整部の凹凸をコイニング加工等により設ける際に、高度の寸法精度が要求される面積が小さくなる、そのため、加工1回当たりに要する荷重を少なくでき、また、加工精度を向上できる。
【図面の簡単な説明】
【0018】
【図1】本発明の第1の実施の形態のシリンダヘッドガスケットの構成を示す部分断面図である。
【図2】本発明の第1の実施の形態のシリンダヘッドガスケットの第1金属構成板の構成を示す平面図である。
【図3】本発明の第1の実施の形態のシリンダヘッドガスケットの構成を示す平面図である。
【図4】本発明の第2の実施の形態のシリンダヘッドガスケットの構成を示す部分断面図である。
【図5】本発明の第3の実施の形態のシリンダヘッドガスケットの構成を示す部分断面図である。
【発明を実施するための形態】
【0019】
次に、図面を参照して本発明に係る金属ガスケット及びその製造方法の実施の形態についてシリンダヘッドガスケットを例にして説明する。しかしながら、本発明は、このシリンダヘッドガスケットに限定されず、排気マニホールドガスケット等あるいはエンジンに使用される以外の他の金属ガスケットにも適用できる。なお、図1〜図5は、模式的な説明図であり、構成をより理解し易いように、板厚、シール対象穴の大きさ、折返し部の大きさ等の寸法を実際のものとは異ならせて、誇張して示している。
【0020】
本発明に係る実施の形態の金属製ガスケットは、エンジンのシリンダヘッドとシリンダブロック(シリンダボディ)のエンジン部材の間に挟持されるシリンダヘッドガスケットであって、シリンダボアの高温・高圧の燃焼ガス、及び、冷却水通路や冷却オイル通路等の冷却水やオイル等の流体をシールする。
【0021】
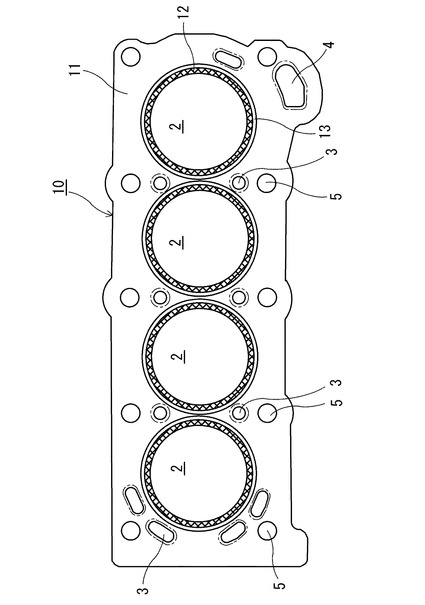
このシリンダヘッドガスケットは、軟鋼板、ステンレス焼鈍材(アニール材)、ステンレス調質材(バネ鋼板)等で形成される金属構成板(金属基板)を複数有して構成される。また、シリンダブロック等のエンジン部材の形状に合わせて製造され、図2及び図3に示すように、シリンダボア用穴(燃焼室用穴)2、冷却水のための水穴(冷却水用穴)3、エンジンオイルの循環のためのオイル穴4、締結ヘッドボルト用のボルト穴5等が形成される。
【0022】
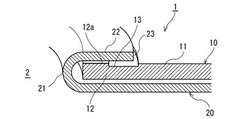
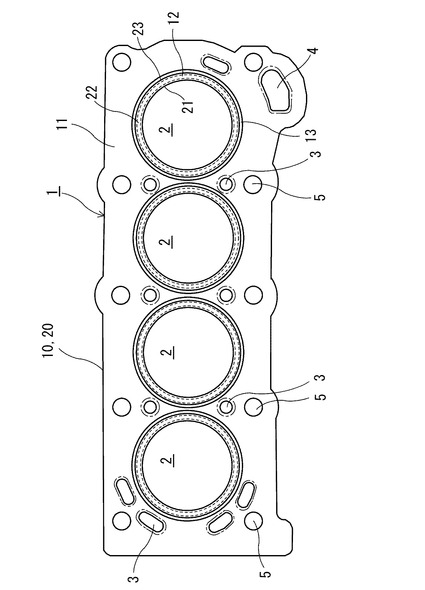
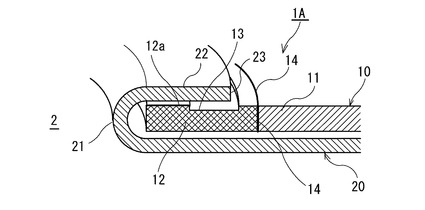
図1〜図3に示すように、本発明に係る第1の実施の形態のシリンダヘッドガスケット1は、第1の金属構成板10と第2の金属構成板20とで構成され、第1金属構成板10は、円環状の面圧調整部12aとその外周側の溝部13を有して形成され、第2金属構成板20は、曲げ部21と折り返し部22とを有している。この第1金属構成板10と第2金属構成板20は、例えばステンレス焼鈍材で形成する。
【0023】
この圧力調整部12aは、第2金属構成板20の折り返し部22と当接する面又は反対の面に、周方向に関して凹凸となるように円環状に設ける。この圧力調整部12aは、溝部13をコイニング加工、エンボス加工、又は、プレス加工等により形成した後、コイニング加工により高低差が0μm〜100μmの範囲となるように形成する。この圧力調整部12aはシール対象穴2の周囲方向の面圧を均一化させるためのものであり、隣のシール対象穴2と隣接する部分では高く、ボルト穴5の近傍の部分では低く形成する。
【0024】
図1に示すように、この圧力調整部12aが第2金属構成板20の折り返し部22の内側に入り、折り返し部22の端部23が、圧力調整部12aの外周側の溝部13の更に外周側になるように配置して、第1金属構成板10を第2金属構成板20に積層する。積層後、第2金属構成板20のシール対象穴2の周縁部をプレス加工などにより折り曲げて、曲げ部21と折り返し部22を形成する。また、このプレス加工時に、必要なビード(図示しない)等を形成する。
【0025】
このシリンダヘッドガスケット1によれば、シリンダボア用穴2の周囲に、コイニング加工等で形成される円環状の圧力調整部12aとその外周側の溝部13とが配置されることになる。この圧力調整部13aは、高低差が0μmより大きく100μm以下の範囲となるような周方向に関して凹凸を有して形成される。言い換えれば、シリンダボア用穴2の周囲に周方向に沿って0μm〜100μmのダイナミックな抑揚が連続的に設けられ、その外周側は溝部13となる。従って、この圧力調整部12aはその周辺部の影響を受けずに、その凹凸により、第2金属構成板20及び折り返し部22と当接する部分で発生する面圧を均等化することができる。
【0026】
従って、上記のシリンダガスケット1及びその製造方法によれば、シール対象穴であるシリンダボア用穴2の周縁部に配置される環状の圧力調整部12aに対して、その周囲を囲む環状の溝部13を設けたので、圧力調整部12aの凹凸をコイニング加工等により設ける際に、高度の寸法精度が要求される面積が小さくなる、そのため、加工1回当たりに要する荷重を少なくでき、また、加工精度を向上できる。
【0027】
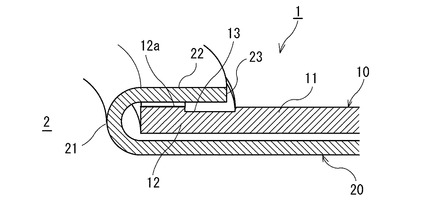
次に、第2の実施の形態のシリンダヘッドガスケット1Aについて説明する。図4に示す、このシリンダヘッドガスケット1Aでは、第1金属構成板10は、円環状の面圧調整部12aを持つリング状部材12と、その外側の部材11を有して形成される。このリング状部材12は、例えばバネ鋼板で形成する。
【0028】
このリング状部材12を、第1金属構成板10の基部部材11とは別体に形成し、別体の状態で、第2金属構成板20の折り返し部22と当接する面又は反対の面に、円環状の圧力調整部12aを周方向に関して凹凸となるように設ける。この圧力調整部12aは、溝部13をコイニング加工、エンボス加工、又は、プレス加工等により形成した後、コイニング加工により高低差が0μm〜100μmの範囲となるようなに形成する。この周方向に関して凹凸となるこの圧力調整部12aは、第1の実施の形態と同様に、シール対象穴2の周囲方向の面圧を均一化させるためのものであり、隣のシール対象穴2と隣接する部分では高く、ボルト穴5の近傍の部分では低く形成する。
【0029】
更に、この凹凸が形成されたリング状部材12を外側の部材11と突合せ溶接やスポット溶接等で接合して1枚の金属構成板10として取り扱えるように構成する。その他の構成および製造方法は第1の実施の形態と同じである。
【0030】
この第2の実施の形態のシリンダガスケット1A及びその製造方法によれば、第1の実施の形態の作用効果に加えて、シリンダボア用穴2の周縁部に配置される圧力調整部12aを有するリング状部材12を第1金属構成板10の外側の部材11と別体で形成したので、外側の部材11を分離して、リング状部材12を単独で、凹凸形成のための加工ができる。そのため、凹凸加工が容易となる。
【0031】
例えば、コイニング加工で凹凸を形成する場合に、加工部位が第1金属構成板10の全体に比べて著しく小さい部材となるので、コイニング加工の型材が小さくて済み、また、取り扱いも容易となるので、作業性が向上する。更に、加工する部材が小さくなるので、コイニング量の自由度が上がり、加工時のチューニングが容易となる。
【0032】
更に、別体としてのリング状部材12を外側の部材11と接合して1枚の第1金属構成板10として取り扱えるようにしているので、他の第2金属構成板20と組み合わせる場合に取り扱う部材の大きさが略同じ大きさとなるため、取り扱いが容易となり、位置決め等も容易となるので、組み付け作業の効率を向上することができる。
【0033】
なお、上記の第1及び第2の実施の形態の説明では、説明を簡略化するために、シリンダボア用穴2のシール手段として、圧力調整部12aと折り返し部22の構成のみとしたが、実際には、折り返し部のみではなく、フルビード、ハーフビード、グロメット、中間板等との組み合わせで、圧力調整部12aを用いることができる。
【0034】
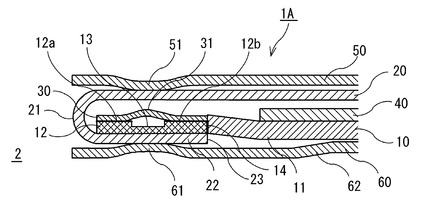
例えば、図5に示す第3の実施の形態のシリンダヘッドガスケット1Bのように、圧力調整部12a、12bにフルビード31が接して圧力調整部12aは圧力調整機能を果たしている。
【0035】
このシリンダヘッドガスケット1Bでは、第1金属構成板10は、円環状の面圧調整部12a、12bと溝部13を持つリング状部材12と、その外側の部材11を有しており、第2金属構成板20は、曲げ部21と折り返し部22とを有している。この溝部13は内周側の面圧調整部12aに対しては外周側に位置し、外周側の面圧調整部12bに対しては内周側に位置することになる。
【0036】
このリング状部材12は、第2の実施の形態と同様に形成される。このリング状部材12が第2金属構成板20の折り返し部22の内側に入り、折り返し部22の端部23が、外周側の圧力調整部12bの外周である接合部14と略同じになるように配置して、第1金属構成板10を第2金属構成板20に積層する。
【0037】
このシリンダヘッドガスケット1Bでは、圧力調整部12a、12bの上にビード31を有するリング状のビード板30を配置する。このビード板30は外側の部材11と接合してした方が取り扱いが容易になるが、溶接などで変形する場合には接合せずに上に置く構成としてもよい。このビード板30は圧力調整部12a、12bと共に第2金属構成板20の折り返し部22と反対側に配置する。
【0038】
このシリンダヘッドガスケット1Bでは、更に中間板40を外側の部材11のハーフビード11aの外周側で、かつ、第2金属構成板20の折り返し部22と反対側に配置する。また、第2金属構成板20にフルビード51の凸部が接するように第3金属構成板50を配置し、更に、第2金属構成板20の折り返し部22にフルビード61の凸部が接するように第4金属構成板60を配置する。また、この第4金属構成板60は、フルビード61の外周側にハーフビード62を有している。
【0039】
そして、第3金属構成板50のフルビード51、ビード板30のフルビード31、第4金属構成板60のフルビード61は、それらの凸部が平面視で略同じに位置になうように、シリンダボア用穴2の周囲を囲んで配置される。また、第4金属構成板62のハーフビード62は中間板40と平面視で重なるように配置される。
【0040】
上記の第2〜第3の実施の形態では、シール対象穴であるシリンダボア用穴2毎にリング状部材12を設けてもよいが、リング状部材が複数のシリンダボア用穴2を有するように構成してもよい。この構成は、シリンダボア用孔2の相互間の距離が短いときに効果的であり、この構成によれば、凹凸を形成するための加工に供する部分であるリング状部材が、シリンダボア用穴2毎のリング状部材12よりも大きくなるが、全体としての部品点数を少なくすることができる。
【産業上の利用可能性】
【0041】
本発明の金属製ガスケット及びその製造方法は、シリンダボア等のシール対象穴の周縁部に、シール対象穴の全周にわたり、高低が0μmより大きく100μm以下の範囲で周方向に変化する圧力調整部を設けた構造の金属ガスケットにおいて、圧力調整部の周囲を囲む環状の溝部を設けたので、加工1回当たりに要する荷重を少なくでき、また、加工精度を向上できる。そのため、内燃機関のシリンダヘッドガスケットやマニホールドガスケット等の金属製ガスケット及びその製造方法として有効に利用できる。
【符号の説明】
【0042】
1、1A、1B シリンダヘッドガスケット(金属製ガスケット)
2 シリンダボア用穴(シール対象穴)
3 水穴
4 オイル穴
5 ボルト穴
10 第1の金属構成板
11 外側の部材
12 リング状部材
12a、12b 面圧調整部
13 溝部
14 接合部
20 第2金属構成板
21 曲がり部
22 折り返し部
23 折り返し部の端部
【技術分野】
【0001】
本発明は、二つの部材の間に挟持してシールを行う金属製ガスケット及びその製造方法に関し、より詳細には、ガスケットを挟む押圧力をシール面圧の発生に効率よく利用できて、優れたシール性能を発揮できる金属製ガスケット及びその製造方法に関する。
【背景技術】
【0002】
エンジンのマニホールドガスケット等の金属製ガスケットは、自動車のエンジンのシリンダブロック(シリンダボディ)と排気管や吸気管等の2つの部材の間に挟まれた状態で、ボルトにより締結され、燃焼ガス等の流体をシールする役割を持っている。
【0003】
最近のエンジンは、従来のエンジンに比べて、小型化、軽量化が進んで、材質が鋳鉄からアルミニウム合金に変わると共に、エンジンの高出力化に伴って、燃焼ガスの圧力は増加の傾向にある。また、一方で、エンジンの軽量化の面から、ガスケットに使用できる金属構成板の枚数も少なくなりつつあり、少ない枚数の金属構成板で高いシール性能を発揮する必要が生じている。
【0004】
一方、金属製ガスケットの一つとして、シリンダ穴周りの面圧を均一にするために、第一プレートと第二プレートのみでガスケット母材を構成し、第一プレートを第二プレート側方向に折り返してシリンダ穴を取り囲む複数個の折り返し部を設けて、この折り返し部内にシリンダ穴4を取り囲むリング状の金属片を収設し、この金属片のシリンダ穴間の部分に部分的なビードを設けた金属積層形ガスケットが提案されている(例えば、特許文献1参照。)。
【0005】
この金属積層形ガスケットでは、金属片の板厚や金属片に部分的に設けたビードによって面圧を調整し、シリンダ穴周りの面圧の均一化を図っている。
【0006】
また、シリンダ穴の周方向において発生する面圧分布を連続的になだらかな分布にするために、複数のシリンダ穴を有し、このシリンダ穴にシール手段を設けた金属基板で構成される補強板入り金属積層形ガスケットにおいて、シリンダ穴周囲の一部分にシール手段に対して面圧補強する面圧補強板を配設すると共に、面圧補強板のシリンダ穴の周方向の端部を連続的な傾斜に形成した金属積層形ガスケットが提案されている(例えば、特許文献2参照。)。
【0007】
この金属積層形ガスケットでは、金属片の面圧補強板の周方向の端部を連続的な傾斜で形成することにより、シリンダ穴の周方向において発生する面圧分布を連続的になだらかな分布としている。
【0008】
しかしながら、これらの金属積層形ガスケットにおいては、面圧調整や面圧補強のための金属片は、金属積層形ガスケットを構成する金属構成板に比較すると著しく小さな部品となるため、単品での加工時、及び、ガスケットへの組み付け時等において取り扱いに注意が必要になり、作業効率が悪化するという問題がある。
【0009】
また、金属加工において、金属の表面に微小高低差を形成することができるコイニング加工が知られており、発明者らは、これらの面圧調整や面圧補強のための金属片の有無による板厚の変化の代わりに、コイニング加工により凹凸を形成した面圧調整部を使用することが有効であると考えた。
【0010】
しかしながら、面圧調整のために微妙な板厚の変化が必要な部分はシール対象穴の周縁部のみであるに対して、コイニング加工では、コイニング部の面積に比例してプレス荷重が増加し、また、コイニング部の面積が大きいと加工精度が悪化するという問題がある。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平9−310761号公報
【特許文献2】特開2005−140303号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、上記の状況を鑑みてなされたものであり、本発明の目的は、シリンダボア等のシール対象穴の周縁部に、シール対象穴の全周にわたり、高低が0μmより大きく100μm以下の範囲で周方向に変化する抑揚を設けた構造の金属製ガスケットにおいて、製造に際して、加工1回当たりに要する荷重を少なくでき、また、加工精度を向上できる金属製ガスケット及びその製造方法を提供することにある。
【課題を解決するための手段】
【0013】
上記の目的を達成するための本発明の金属製ガスケットは、1枚又は2枚以上の金属構成板を有し、少なくとも1枚の金属構成板において、シール対象穴の周囲に、環状の圧力調整部を設け、該圧力調整部を前記シール対象穴の周囲方向に凹凸を形成し、該凹凸の高低差を0μmより大きく100μm以下の範囲とする金属製ガスケットにおいて、前記環状の圧力調整部の内周側又は外周側の少なくとも一方に環状の溝部を設けて構成される。
【0014】
この構成によれば、この金属製ガスケットの製造に際して、圧力調整部に隣接する部分を溝部としているので、圧力調整部の凹凸をコイニング加工等により設ける際に、高度の寸法精度が要求される面積が小さくなり、そのため、加工1回当たりに要する荷重を少なくでき、また、加工精度を向上できる。
【0015】
また、上記の金属製ガスケットにおいて、前記リング状部材を該リング状部材の外側の部材と別体で形成し、前記リング状部材と前記外側の部材と接合して1枚の金属構成板として取り扱えるように構成される。この構成によれば、シール対象穴の周縁部に配置される圧力調整部を有するリング状部材を金属構成板と別体で形成したので、金属構成板を分離して、環状の圧力調整部を持つ部材を単独で、凹凸形成のための加工ができるので、凹凸加工が容易となり、加工精度を向上し易くなる。
【0016】
また、上記の目的を達成するための発明の金属製ガスケットの製造方法は、上記の金属製ガスケットの製造方法において、前記環状の溝部を加工成形した後に、前記環状の圧力調整部をコイニング加工して前記凹凸を形成することを特徴とする方法である。この方法によれば、最初に厚み方向に関しては高度の寸法精度が要求されない溝部を形成してから、高度の寸法精度が要求される圧力調整部をコイニング加工するので、加工面積が小さくなる。その上、圧力調整部の外側の部分に既に凹部が形成されているので、コイニング加工の際の圧力調整部の内周側や外周側の部分の影響を無くすことができる。そのため、面圧調整としての役割を果たす圧力調整部の厚み方向の高低を精度よく加工できるようになる。
【発明の効果】
【0017】
本発明の金属製ガスケット及びその製造方法によれば、シール対象穴の周縁部に配置される環状の圧力調整部に対して、その内周側又は外周側の少なくとも一方に環状の溝部を設けたので、圧力調整部の凹凸をコイニング加工等により設ける際に、高度の寸法精度が要求される面積が小さくなる、そのため、加工1回当たりに要する荷重を少なくでき、また、加工精度を向上できる。
【図面の簡単な説明】
【0018】
【図1】本発明の第1の実施の形態のシリンダヘッドガスケットの構成を示す部分断面図である。
【図2】本発明の第1の実施の形態のシリンダヘッドガスケットの第1金属構成板の構成を示す平面図である。
【図3】本発明の第1の実施の形態のシリンダヘッドガスケットの構成を示す平面図である。
【図4】本発明の第2の実施の形態のシリンダヘッドガスケットの構成を示す部分断面図である。
【図5】本発明の第3の実施の形態のシリンダヘッドガスケットの構成を示す部分断面図である。
【発明を実施するための形態】
【0019】
次に、図面を参照して本発明に係る金属ガスケット及びその製造方法の実施の形態についてシリンダヘッドガスケットを例にして説明する。しかしながら、本発明は、このシリンダヘッドガスケットに限定されず、排気マニホールドガスケット等あるいはエンジンに使用される以外の他の金属ガスケットにも適用できる。なお、図1〜図5は、模式的な説明図であり、構成をより理解し易いように、板厚、シール対象穴の大きさ、折返し部の大きさ等の寸法を実際のものとは異ならせて、誇張して示している。
【0020】
本発明に係る実施の形態の金属製ガスケットは、エンジンのシリンダヘッドとシリンダブロック(シリンダボディ)のエンジン部材の間に挟持されるシリンダヘッドガスケットであって、シリンダボアの高温・高圧の燃焼ガス、及び、冷却水通路や冷却オイル通路等の冷却水やオイル等の流体をシールする。
【0021】
このシリンダヘッドガスケットは、軟鋼板、ステンレス焼鈍材(アニール材)、ステンレス調質材(バネ鋼板)等で形成される金属構成板(金属基板)を複数有して構成される。また、シリンダブロック等のエンジン部材の形状に合わせて製造され、図2及び図3に示すように、シリンダボア用穴(燃焼室用穴)2、冷却水のための水穴(冷却水用穴)3、エンジンオイルの循環のためのオイル穴4、締結ヘッドボルト用のボルト穴5等が形成される。
【0022】
図1〜図3に示すように、本発明に係る第1の実施の形態のシリンダヘッドガスケット1は、第1の金属構成板10と第2の金属構成板20とで構成され、第1金属構成板10は、円環状の面圧調整部12aとその外周側の溝部13を有して形成され、第2金属構成板20は、曲げ部21と折り返し部22とを有している。この第1金属構成板10と第2金属構成板20は、例えばステンレス焼鈍材で形成する。
【0023】
この圧力調整部12aは、第2金属構成板20の折り返し部22と当接する面又は反対の面に、周方向に関して凹凸となるように円環状に設ける。この圧力調整部12aは、溝部13をコイニング加工、エンボス加工、又は、プレス加工等により形成した後、コイニング加工により高低差が0μm〜100μmの範囲となるように形成する。この圧力調整部12aはシール対象穴2の周囲方向の面圧を均一化させるためのものであり、隣のシール対象穴2と隣接する部分では高く、ボルト穴5の近傍の部分では低く形成する。
【0024】
図1に示すように、この圧力調整部12aが第2金属構成板20の折り返し部22の内側に入り、折り返し部22の端部23が、圧力調整部12aの外周側の溝部13の更に外周側になるように配置して、第1金属構成板10を第2金属構成板20に積層する。積層後、第2金属構成板20のシール対象穴2の周縁部をプレス加工などにより折り曲げて、曲げ部21と折り返し部22を形成する。また、このプレス加工時に、必要なビード(図示しない)等を形成する。
【0025】
このシリンダヘッドガスケット1によれば、シリンダボア用穴2の周囲に、コイニング加工等で形成される円環状の圧力調整部12aとその外周側の溝部13とが配置されることになる。この圧力調整部13aは、高低差が0μmより大きく100μm以下の範囲となるような周方向に関して凹凸を有して形成される。言い換えれば、シリンダボア用穴2の周囲に周方向に沿って0μm〜100μmのダイナミックな抑揚が連続的に設けられ、その外周側は溝部13となる。従って、この圧力調整部12aはその周辺部の影響を受けずに、その凹凸により、第2金属構成板20及び折り返し部22と当接する部分で発生する面圧を均等化することができる。
【0026】
従って、上記のシリンダガスケット1及びその製造方法によれば、シール対象穴であるシリンダボア用穴2の周縁部に配置される環状の圧力調整部12aに対して、その周囲を囲む環状の溝部13を設けたので、圧力調整部12aの凹凸をコイニング加工等により設ける際に、高度の寸法精度が要求される面積が小さくなる、そのため、加工1回当たりに要する荷重を少なくでき、また、加工精度を向上できる。
【0027】
次に、第2の実施の形態のシリンダヘッドガスケット1Aについて説明する。図4に示す、このシリンダヘッドガスケット1Aでは、第1金属構成板10は、円環状の面圧調整部12aを持つリング状部材12と、その外側の部材11を有して形成される。このリング状部材12は、例えばバネ鋼板で形成する。
【0028】
このリング状部材12を、第1金属構成板10の基部部材11とは別体に形成し、別体の状態で、第2金属構成板20の折り返し部22と当接する面又は反対の面に、円環状の圧力調整部12aを周方向に関して凹凸となるように設ける。この圧力調整部12aは、溝部13をコイニング加工、エンボス加工、又は、プレス加工等により形成した後、コイニング加工により高低差が0μm〜100μmの範囲となるようなに形成する。この周方向に関して凹凸となるこの圧力調整部12aは、第1の実施の形態と同様に、シール対象穴2の周囲方向の面圧を均一化させるためのものであり、隣のシール対象穴2と隣接する部分では高く、ボルト穴5の近傍の部分では低く形成する。
【0029】
更に、この凹凸が形成されたリング状部材12を外側の部材11と突合せ溶接やスポット溶接等で接合して1枚の金属構成板10として取り扱えるように構成する。その他の構成および製造方法は第1の実施の形態と同じである。
【0030】
この第2の実施の形態のシリンダガスケット1A及びその製造方法によれば、第1の実施の形態の作用効果に加えて、シリンダボア用穴2の周縁部に配置される圧力調整部12aを有するリング状部材12を第1金属構成板10の外側の部材11と別体で形成したので、外側の部材11を分離して、リング状部材12を単独で、凹凸形成のための加工ができる。そのため、凹凸加工が容易となる。
【0031】
例えば、コイニング加工で凹凸を形成する場合に、加工部位が第1金属構成板10の全体に比べて著しく小さい部材となるので、コイニング加工の型材が小さくて済み、また、取り扱いも容易となるので、作業性が向上する。更に、加工する部材が小さくなるので、コイニング量の自由度が上がり、加工時のチューニングが容易となる。
【0032】
更に、別体としてのリング状部材12を外側の部材11と接合して1枚の第1金属構成板10として取り扱えるようにしているので、他の第2金属構成板20と組み合わせる場合に取り扱う部材の大きさが略同じ大きさとなるため、取り扱いが容易となり、位置決め等も容易となるので、組み付け作業の効率を向上することができる。
【0033】
なお、上記の第1及び第2の実施の形態の説明では、説明を簡略化するために、シリンダボア用穴2のシール手段として、圧力調整部12aと折り返し部22の構成のみとしたが、実際には、折り返し部のみではなく、フルビード、ハーフビード、グロメット、中間板等との組み合わせで、圧力調整部12aを用いることができる。
【0034】
例えば、図5に示す第3の実施の形態のシリンダヘッドガスケット1Bのように、圧力調整部12a、12bにフルビード31が接して圧力調整部12aは圧力調整機能を果たしている。
【0035】
このシリンダヘッドガスケット1Bでは、第1金属構成板10は、円環状の面圧調整部12a、12bと溝部13を持つリング状部材12と、その外側の部材11を有しており、第2金属構成板20は、曲げ部21と折り返し部22とを有している。この溝部13は内周側の面圧調整部12aに対しては外周側に位置し、外周側の面圧調整部12bに対しては内周側に位置することになる。
【0036】
このリング状部材12は、第2の実施の形態と同様に形成される。このリング状部材12が第2金属構成板20の折り返し部22の内側に入り、折り返し部22の端部23が、外周側の圧力調整部12bの外周である接合部14と略同じになるように配置して、第1金属構成板10を第2金属構成板20に積層する。
【0037】
このシリンダヘッドガスケット1Bでは、圧力調整部12a、12bの上にビード31を有するリング状のビード板30を配置する。このビード板30は外側の部材11と接合してした方が取り扱いが容易になるが、溶接などで変形する場合には接合せずに上に置く構成としてもよい。このビード板30は圧力調整部12a、12bと共に第2金属構成板20の折り返し部22と反対側に配置する。
【0038】
このシリンダヘッドガスケット1Bでは、更に中間板40を外側の部材11のハーフビード11aの外周側で、かつ、第2金属構成板20の折り返し部22と反対側に配置する。また、第2金属構成板20にフルビード51の凸部が接するように第3金属構成板50を配置し、更に、第2金属構成板20の折り返し部22にフルビード61の凸部が接するように第4金属構成板60を配置する。また、この第4金属構成板60は、フルビード61の外周側にハーフビード62を有している。
【0039】
そして、第3金属構成板50のフルビード51、ビード板30のフルビード31、第4金属構成板60のフルビード61は、それらの凸部が平面視で略同じに位置になうように、シリンダボア用穴2の周囲を囲んで配置される。また、第4金属構成板62のハーフビード62は中間板40と平面視で重なるように配置される。
【0040】
上記の第2〜第3の実施の形態では、シール対象穴であるシリンダボア用穴2毎にリング状部材12を設けてもよいが、リング状部材が複数のシリンダボア用穴2を有するように構成してもよい。この構成は、シリンダボア用孔2の相互間の距離が短いときに効果的であり、この構成によれば、凹凸を形成するための加工に供する部分であるリング状部材が、シリンダボア用穴2毎のリング状部材12よりも大きくなるが、全体としての部品点数を少なくすることができる。
【産業上の利用可能性】
【0041】
本発明の金属製ガスケット及びその製造方法は、シリンダボア等のシール対象穴の周縁部に、シール対象穴の全周にわたり、高低が0μmより大きく100μm以下の範囲で周方向に変化する圧力調整部を設けた構造の金属ガスケットにおいて、圧力調整部の周囲を囲む環状の溝部を設けたので、加工1回当たりに要する荷重を少なくでき、また、加工精度を向上できる。そのため、内燃機関のシリンダヘッドガスケットやマニホールドガスケット等の金属製ガスケット及びその製造方法として有効に利用できる。
【符号の説明】
【0042】
1、1A、1B シリンダヘッドガスケット(金属製ガスケット)
2 シリンダボア用穴(シール対象穴)
3 水穴
4 オイル穴
5 ボルト穴
10 第1の金属構成板
11 外側の部材
12 リング状部材
12a、12b 面圧調整部
13 溝部
14 接合部
20 第2金属構成板
21 曲がり部
22 折り返し部
23 折り返し部の端部
【特許請求の範囲】
【請求項1】
1枚又は2枚以上の金属構成板を有し、少なくとも1枚の金属構成板において、シール対象穴の周囲に、環状の圧力調整部を設け、該圧力調整部を前記シール対象穴の周囲方向に凹凸を形成し、該凹凸の高低差を0μmより大きく100μm以下の範囲とする金属製ガスケットにおいて、前記環状の圧力調整部の内周側又は外周側の少なくとも一方に環状の溝部を設けたことを特徴とする金属製ガスケット。
【請求項2】
前記リング状部材を該リング状部材の外側の部材と別体で形成し、前記リング状部材と前記外側の部材と接合して1枚の金属構成板として取り扱えるように構成したことを特徴とする請求項1記載の金属製ガスケット。
【請求項3】
請求項1又は2記載の金属製ガスケットの製造方法において、前記環状の溝部を加工成形した後に、前記環状の圧力調整部をコイニング加工して前記凹凸を形成することを特徴とする金属製ガスケットの製造方法。
【請求項1】
1枚又は2枚以上の金属構成板を有し、少なくとも1枚の金属構成板において、シール対象穴の周囲に、環状の圧力調整部を設け、該圧力調整部を前記シール対象穴の周囲方向に凹凸を形成し、該凹凸の高低差を0μmより大きく100μm以下の範囲とする金属製ガスケットにおいて、前記環状の圧力調整部の内周側又は外周側の少なくとも一方に環状の溝部を設けたことを特徴とする金属製ガスケット。
【請求項2】
前記リング状部材を該リング状部材の外側の部材と別体で形成し、前記リング状部材と前記外側の部材と接合して1枚の金属構成板として取り扱えるように構成したことを特徴とする請求項1記載の金属製ガスケット。
【請求項3】
請求項1又は2記載の金属製ガスケットの製造方法において、前記環状の溝部を加工成形した後に、前記環状の圧力調整部をコイニング加工して前記凹凸を形成することを特徴とする金属製ガスケットの製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−261470(P2010−261470A)
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願番号】特願2009−110315(P2009−110315)
【出願日】平成21年4月30日(2009.4.30)
【出願人】(000198237)石川ガスケット株式会社 (57)
【Fターム(参考)】
【公開日】平成22年11月18日(2010.11.18)
【国際特許分類】
【出願日】平成21年4月30日(2009.4.30)
【出願人】(000198237)石川ガスケット株式会社 (57)
【Fターム(参考)】
[ Back to top ]