
金属製ガスケット

【課題】副室式ディーゼルエンジン用金属製ガスケットにおいて、シール線切れや面圧不均衡が生じず、長期間使用してもビードクラックが発生しづらい、金属製ガスケットを提供することにある。
【解決手段】副室式ディーゼルエンジン用の金属製ガスケット500であって、燃焼ガスをシールするための第1、第2燃焼ガスシールビード512Aを有し、金属製ガスケット500がシリンダーヘッドと接する側に設けられている第1燃焼ガスシールビード512Aは、ホットプラグの底面とシリンダー孔511とを重ね合わせた形状の外郭を囲繞するように一本の連続したビードラインで形成されており、金属製ガスケット500がシリンダーブロックと接する側に設けられている第2燃焼ガスシールビードは、シリンダー孔511の外郭を囲繞するように一本の連続したビードラインで形成されている、金属製ガスケット500である。
【解決手段】副室式ディーゼルエンジン用の金属製ガスケット500であって、燃焼ガスをシールするための第1、第2燃焼ガスシールビード512Aを有し、金属製ガスケット500がシリンダーヘッドと接する側に設けられている第1燃焼ガスシールビード512Aは、ホットプラグの底面とシリンダー孔511とを重ね合わせた形状の外郭を囲繞するように一本の連続したビードラインで形成されており、金属製ガスケット500がシリンダーブロックと接する側に設けられている第2燃焼ガスシールビードは、シリンダー孔511の外郭を囲繞するように一本の連続したビードラインで形成されている、金属製ガスケット500である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、シリンダーヘッドに副燃焼室を有するディーゼルエンジンに用いられ、シリンダーヘッドとシリンダーブロックとの互いに対向するデッキ面間に挟持されてそれらのデッキ面をシールする、副室式ディーゼルエンジン用の金属製ガスケットに関するものである。
【背景技術】
【0002】
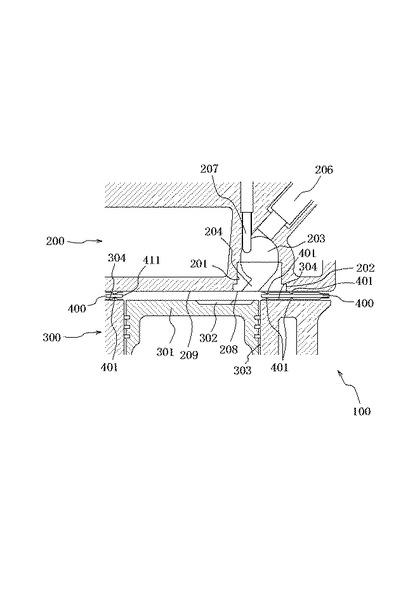
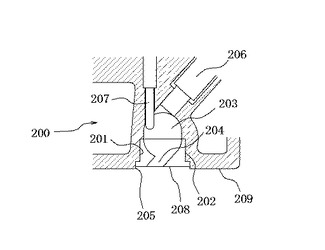
図8に例示するように、副室式ディーゼルエンジン100は、シリンダーヘッド200と、シリンダーブロック300と、シリンダーブロック300のシリンダーボア303内に配置されたピストン301と、シリンダーヘッド200とシリンダーブロック300との互いに対向するデッキ面209、304の間に挟持されてそれらのデッキ面をシールするガスケット400とを有する。そして、シリンダーヘッド200にはキャビティ201が形成されており、そのキャビティ201にはホットプラグ202が嵌め付けられ、ホットプラグ202は副燃焼室203の一部および燃焼ガス噴出孔204(以下、「連絡孔」と称すことがある。)を形成している。また、シリンダーヘッド200に対向するピストン301上には主燃焼室302が設けられており、ホットプラグ202の底面208は、ガスケット400に設けられたシリンダー孔411に対して半分以上がはみ出している。よって、燃焼ガスをシールするためのビード401をガスケット400に設ける場合、ビード401をシリンダー孔411の周囲を囲むように真円に近いラインで通すとビードラインの一部がホットプラグ202を跨ぐように通過することとなる。
【0003】
しかし、ホットプラグ202の底面208とシリンダーヘッド200のデッキ面209との境界部分では、図9、図10に示すように、ホットプラグ202のシリンダーヘッド200への嵌め付け状態によっては凹または凸状の段差205を生じる事がある。また、ホットプラグ202の嵌め付け時には段差205が無くてもエンジン運転時の熱膨張等に起因してホットプラグ202およびシリンダーヘッド200が変形することがある。そのような場合には、図9、10に示すような段差205が後発的に生じるため、その凹または凸状部分を通過するビード401のシール線切れや面圧不均衡を生じることがある。
【0004】
そのような問題を解決するために、図11に示すように、シリンダーブロック側とシリンダーヘッド側との両面に、シリンダー孔411とホットプラグ底面208との双方を囲むような、真円形状と瓢箪形状とを重ね合わせた形状のビード401を有するガスケット400が用いられてきた。また、この様な2本以上のビードが結合する結合部402を有するガスケット400を用いる際には、結合部402にデッキ面間の締め付けによる各ビードの弾性変形が重合してシワ等の複雑変形を生じ、シール線が途切れたり、一部面圧低下が起きたりすることがないよう、図11に示すように結合部402に接近するに従って漸次ビード幅を狭める構成とされていた(例えば、特許文献1参照。)。
【特許文献1】特公平02−006375号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ここで、エンジン運転時には、吸気、圧縮、燃焼および排気工程により生じるシリンダー内圧の変動に起因してシリンダーヘッドの上下微振動が生じるため、シリンダーヘッドとシリンダーブロックとの間の口開き変位(以下、「ヘッドリフト」と称すことがある。)が連続的に発生する。よって、ビードは燃焼ガスのシールを行うだけでなく、ビード自体がヘッドリフトの発生により破壊されない、つまりビードクラックが発生しない必要がある。しかし、ビード幅が狭い部分は疲労強度が低く、少ない口開き変位量でもビードクラックの発生する確率が高くなるため、結合部でビード幅を狭めたガスケットでは長期的なシール性能維持が困難であるという問題があった。そのため、シリンダー孔とホットプラグ底面との双方を囲んで燃焼ガスのシールが可能で、シール線切れや面圧不均衡が生じず、長期間使用してもクラックが発生しない、副室式ディーゼルエンジン用の金属製ガスケットが望まれていた。
【課題を解決するための手段】
【0006】
本発明は、シール線の途切れや面圧の一部低下を生じることなくシリンダー孔とホットプラグ底面との双方を囲んで燃焼ガスのシールが可能であり、かつ、ヘッドリフトによるビードクラックが発生しづらい、副室式ディーゼルエンジン用の金属製ガスケットを提供するものである。
【0007】
すなわち、本発明の副室式ディーゼルエンジン用の金属製ガスケットは、各々シリンダー孔を有する弾性金属板からなる二枚のビード基板と、シリンダー孔を有する少なくとも一枚の中間板とを具え、前記中間板を前記二枚のビード基板で挟むように構成されており、シリンダーブロックと、ホットプラグが嵌め付けられたシリンダーヘッドとの互いに対向するデッキ面間に挟持されてそれらのデッキ面をシールする、副室式ディーゼルエンジン用の金属製ガスケットであって、前記二枚のビード基板のうち、前記シリンダーヘッドと接する側のビード基板は、前記シリンダー孔の周囲に設けられて燃焼ガスをシールする第1燃焼ガスシールビードを有し、前記二枚のビード基板のうち、前記シリンダーブロックと接する側のビード基板は、前記シリンダー孔の周囲に設けられて燃焼ガスをシールする第2燃焼ガスシールビードを有し、前記第1燃焼ガスシールビードは、前記ホットプラグの底面と前記シリンダー孔とを重ね合わせた形状の外郭を囲繞するように一本の連続したビードラインで形成されており、前記第2燃焼ガスシールビードは、前記シリンダー孔の外郭を囲繞するように一本の連続したビードラインで形成されていることを特徴とするものである。
【発明の効果】
【0008】
本発明の副室式ディーゼルエンジン用の金属製ガスケットによれば、第1燃焼ガスシールビードにより、シリンダーヘッド側のシリンダー孔とホットプラグ底面との双方を囲んで燃焼ガスをシールすることができ、また第2燃焼ガスシールビードにより、シリンダーブロック側のシリンダー孔を囲んで燃焼ガスをシールすることができる。さらに、第1、第2燃焼ガスシールビードは一本の連続するビードラインで形成されており、2本以上のビードが結合する結合部を有さないので、デッキ面間の締め付けにより弾性変形が重合してシワ等の複雑変形を生じることがなく、また、複雑変形の発生を回避するためにビード幅を狭める部分を設ける必要もない。よって、シール線切れや面圧不均衡が生じず、長期間使用してもビードクラックが発生しづらい金属製ガスケットを提供することができる。また、第2燃焼ガスシールビードのみをシリンダー孔を囲むビードラインとすることにより、シリンダーヘッド側でシリンダー孔とホットプラグ底面との双方を囲むという目的を達成しつつ、加工が容易で強度の高い円形のビードラインでシリンダーブロック側の燃焼ガスをシールすることができる。
【0009】
ここで、前記二枚のビード基板に、前記第1燃焼ガスシールビードの、前記シリンダーヘッドの前記デッキ面との接触部および前記第2燃焼ガスシールビードの、前記シリンダーブロックの前記デッキ面との接触部のそれぞれの面圧を高めるための補強ビードを、前記第1、第2燃焼ガスシールビートと前記補強ビードとを結合しないように別個に形成すれば、ビードの結合部を生じることなく、シール時の面圧を引き出すことができる。
【0010】
なお、前記補強ビードは、それぞれ、前記第1燃焼ガスシールビードのビードラインで囲まれる領域の内側であって前記第2燃焼ガスシールビードのビードラインと対向する位置に第1補強ビードを、前記第2燃焼ガスシールビードのビードラインで囲まれる領域の外側であって、前記第1燃焼ガスシールビードのビードラインと対向する位置に第2補強ビードを形成できる。これにより、中間板を挟んで第1、第2燃焼ガスシールビードと対向する位置に第1、第2補強ビードが設けられることになるので、シール時の面圧を十分に引き出すことができる。
【0011】
また、前記第1、第2燃焼ガスシールビードおよび前記補強ビードが山形断面形状のフルビードで形成されており、前記二枚のビード基板のうち一方は、前記第1燃焼ガスシールビードおよび前記第1補強ビードと前記ビード基板の端との間に少なくとも1つの片斜面形断面形状のハーフビードを有しており、前記二枚のビード基板の他方は、前記第2燃焼ガスシールビードおよび前記第2補強ビードと前記ビード基板の端との間に少なくとも1つの片斜面形断面形状のハーフビードを有している場合には、ビード基板間に設けられた中間板を、少なくとも前記シリンダー孔の内周面から前記第2燃焼ガスシールビードまでの厚さより、前記ハーフビード側の厚さの方が薄くなるように構成することにより、フルビード側とハーフビード側とで中間板の板厚差による段差が発生するので、より安定したシリンダー孔周辺のシールを得られる。
【0012】
なお、前記シリンダー孔および前記ホットプラグ底面の形状が円形の場合には、前記第1燃焼ガスシールビードを瓢箪形状の一本の連続したビードラインで形成し、前記第2燃焼ガスシールビードを真円形状の一本の連続したビードラインで形成することにより、滑らかな曲線ラインで的確に燃焼ガスをシールすることができる。
【0013】
更に、前記シリンダー孔および前記ホットプラグ底面の形状が円形の場合には、前記第2補強ビードを半円状の一本のビードラインで形成し、前記第1補強ビードを円弧状の一本のビードラインで形成することにより、シリンダー孔周辺の金属製ガスケット両面に形成されたビードラインがほぼ対称となり、第1、第2燃焼ガスシールビードに対向する位置の大部分に補強ビードが具えられることになるので、シール時により高い面圧を均等に引き出すことができるようになる。
【発明を実施するための最良の形態】
【0014】
以下、本発明の実施の形態を実施例によって、図面に基づき詳細に説明する。ここに図1は、本発明にかかる副室式ディーゼルエンジン用の金属製ガスケットの第1実施例をシリンダーヘッド側から見た平面図、図2は、その第1実施例の金属製ガスケットの、図1のA−A線に沿う断面図である。図3は、第1実施例の金属製ガスケットのシリンダーヘッド側ビード基板に設けられている第1燃焼ガスシールビードおよび第1補強ビードの形状を示す拡大平面図であり、図4は、第1実施例の金属製ガスケットのシリンダーブロック側ビード基板に設けられた第2燃焼ガスシールビードおよび第2補強ビードの形状を示す拡大平面図である。
【0015】
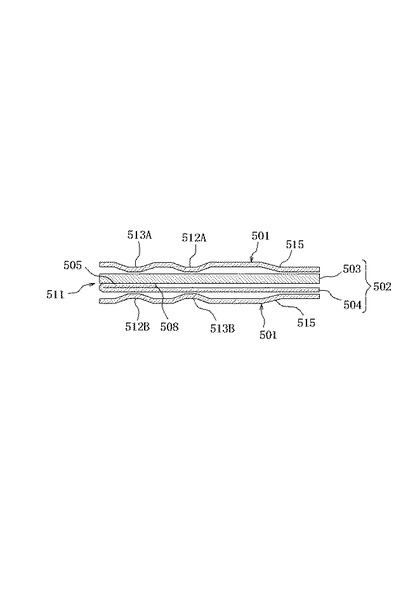
この第1実施例にかかる副室式ディーゼルエンジン用の金属製ガスケット500は、例えば3気筒エンジン用の積層型ガスケットで、例えば図8に示すディーゼル式エンジン100におけるシリンダーヘッド200とシリンダーブロック300との互いに対向するデッキ面209、304の間に挟持されてそれらのデッキ面209、304をシールするため、デッキ面209、304間に装着して使用されるものである。金属製ガスケット500は、図2に示すように、シリンダーヘッド200側すなわち図では上側に位置する第1のビード基板501と、シリンダーブロック300側すなわち図では下側に位置する第2のビード基板501との間に、板厚調整板503とシム板504とよりなる中間板502を具えており、板厚調整板503およびシム板504は二枚のビード基板501間にサンドイッチ状に積層されている。
【0016】
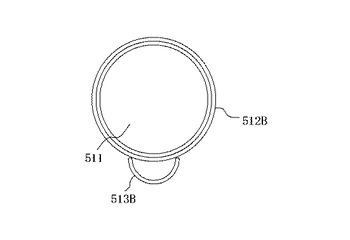
ここで、第1および第2のビード基板501は、各々弾性金属板よりなり、図1にシリンダーヘッド200側のものについて代表で示すように、金属製ガスケット500が組み込まれる内燃機関としてのディーゼルエンジン100の、シリンダーヘッド200を組み付けられるシリンダーブロック300の各シリンダーに対応して形成された3つの真円形状のシリンダー孔511を有する。そして、第1および第2のビード基板501のシリンダー孔511の周辺には、第1、第2燃焼ガスシールビード512A、Bが山形断面形状のフルビードでそれぞれ形成されると共に、第2燃焼ガスシールビード512Bの、シリンダーブロック300のデッキ面304との接触部および第1燃焼ガスシールビード512Aの、シリンダーヘッド200のデッキ面209との接触部のそれぞれの面圧を引き出すための第1、第2補強ビード513A、Bとが、山形断面形状のフルビードでそれぞれ形成されている。ここで、第1燃焼ガスシールビード512Aは、第1のビード基板501に図3に示すような瓢箪形状のビードラインで形成されており、シリンダーヘッド200に設けられたキャビティ201に嵌め付けられて副燃焼室203および連絡孔204を構成するホットプラグ底面208とシリンダー孔511とを合わせた形状を囲繞している。一方、第2燃焼ガスシールビード512Bは、第2のビード基板501に図4に示すような真円形状のビードラインで形成されており、シリンダー孔511を囲繞している。また、補強ビード513A、Bは、燃焼ガスシールビード512A、Bと結合しないように何れも僅かに隙間を開けて形成されており、第1のビード基板501には第1補強ビード513Aが第2燃焼ガスシールビード512Bに対向する位置に円弧状に形成され、第2のビード基板501には第2補強ビード513Bが第1燃焼ガスシールビード512Aに対向する位置に半円状に形成されている。
【0017】
また、第1および第2のビード基板501は、シリンダーブロック300の冷却水ジャケット(図示せず)およびシリンダーヘッド200の冷却水孔(図示せず)に対向して燃焼ガスシールビード512A、Bの外側周辺部に形成された多数の冷却水孔514と、燃焼ガスシールビード512A、Bと冷却水孔514とを全体的に囲繞する位置に形成された片斜面形断面形状のハーフビードである冷却水シールビード515とを有している。また、ビード基板501は、燃焼ガスシールビード512A、Bの外側周辺部であって冷却水シールビード515の内側に、複数の潤滑油孔516および、シリンダーヘッド200をシリンダーブロック300に締め付け固定するためのヘッドボルト(図示せず)を各々挿通される複数のボルト孔518を有しており、潤滑油孔516の周辺には片斜面型断面形状のハーフビードである潤滑油シールビード517が、またボルト孔518の周辺には山形断面形状のフルビードであるボルト孔ビード519が、それぞれ形成されている。更に、ビード基板501の外周部には、ビード基板501と中間板502とをハトメ(図示せず)によって固定するためのハトメ孔520が設けられている。
【0018】
なお、二枚のビード基板501は各々、例えばSUS301の弾性金属材料を打ち抜いた弾性金属板に、各種の孔の打ち抜き加工、ビード加工を行い、弾性金属板表面に耐熱性および耐油性を有する、例えばフッ素ゴム、アクリロニトリルブタジエンゴム(NBR)等のゴム、樹脂等の非金属材料から成る耐熱性被覆材を15〜30μmの厚さでコーティングして作製することができる。
【0019】
中間板502は、金属製ガスケット500の総板厚を調整する板厚調整板503およびシム板504を具える。板厚調整板503には、例えばエンジンの締付規定厚に合う板厚0.4〜1.5mmのSUS材や防錆処理されたショットピーニング材(以下、「SP材」と称すことがある。)を用いることができ、シム板504には、例えば板厚0.15mmのSUS430やSUS304材を用いることができる。
【0020】
シム板504および板厚調整板503には、シリンダー孔511、冷却水孔514、潤滑油孔516、ボルト孔518、ハトメ孔520等を打ち抜き加工して作製することができる。更に、シム板504は、図2に示すようにシリンダー孔511の縁部においてグロメット状態に加工されており、その折り曲げ量、つまりグロメットの鍔505の幅は、第2の(図では下側の)ビード基板501と組合せた際に第2燃焼ガスシールビード512Bのビード幅の中心であるビードセンターが乗ることができる幅とされている。
【0021】
そして、二枚のビード基板501の各ビードが厚さ方向に整列して位置すると共に、互いに逆向きになるように各ビードを各々内向きに突出させて、上から第1のビード基板501、板厚調整板503、シリンダーブロック300側からシリンダーヘッド200側へ折り曲げてグロメット加工したシム板504、第2のビード基板501の順にハトメ孔520のハトメ(図示せず)を利用して互いに結合することにより金属製ガスケット500とした。
【0022】
従ってこの第1実施例の副室式ディーゼルエンジン用の金属製ガスケット500によれば、シリンダーヘッド200とシリンダーブロック300との間に金属製ガスケット500を介在させてボルト(図示せず)で締め付け固定することにより、シリンダーブロック300側のシリンダー孔511を真円形状のビード512Bで囲繞して燃焼ガスをシールすることができる。また、シリンダーヘッド200側のシリンダー孔511周辺を、シリンダー孔511とホットプラグ底面208とを同時に囲繞する瓢箪形状のビード512Aで囲繞することにより、ホットプラグ202の嵌め付け状態またはエンジン運転時の熱膨張に起因するホットプラグ底面208とシリンダーヘッド底面209との境界部分での段差205発生によるシール不良を起こさずに燃焼ガスをシールすることができる。
【0023】
また、この第1実施例の副室式ディーゼルエンジン用の金属製ガスケット500は、補強ビード513A、Bを形成して、シリンダーヘッド側のビード基板501とシリンダーブロック側のビード基板501とに設けられたビードの大部分が中間板502を挟んで対向するようにしているので、シール時にシリンダーヘッド200およびシリンダーブロック300のデッキ面で十分な面圧を引き出し、面圧の不均衡を生じることなくより確実な燃焼ガスのシールを行うことができる。
【0024】
更に、この第1実施例の副室式ディーゼルエンジン用の金属製ガスケット500は、燃焼ガスシールビード512A、Bが一本の連続したビードラインで形成されており、従来のガスケットにおけるような二本以上のビードが結合する結合部402を有さないため、弾性変形が重合してシワ等の複雑変形を生じることが無いので、複雑変形の発生を回避するためのビード幅を狭めた部分を設ける必要が無く、長期間使用してもビードクラックを発生しづらくすることができる。
【0025】
その上、この第1実施例の副室式ディーゼルエンジン用の金属製ガスケット500は、シム板504がシリンダー孔511縁部で折り曲げられており、フルビード側とハーフビード側とでビード基板501に挟まれている中間板502の板厚差による段差508が生じているので、シリンダー孔511周りのシールをより安定させることができる。
【0026】
図5は、本発明にかかる副室式ディーゼルエンジン用の金属製ガスケットの第2実施例を示す断面図であり、図2に示す第1実施例の金属製ガスケットの断面図に対応する位置での断面図を示すものである。
【0027】
この第2実施例の副室式ディーゼルエンジン用の金属製ガスケット500は、中間板502にインナープレート506とアウタープレート507とをYAG(イットリウム・アルミニウム・ガーネット)レーザーにより溶接加工して一体化させた板を用いた三枚積層型の金属製ガスケットである点で第1実施例と相違し、他の点では第1実施例と同様である。
【0028】
ここで、中間板502は、例えばSP材に亜鉛めっきやスズめっきを施した防錆処理鋼板またはSUS430もしくはSUS301等のステンレス材といった、エンジンの締付規定厚に合うような鋼材からなるインナープレート506とアウタープレート507とをYAGレーザーにより溶接加工して作製できる。
【0029】
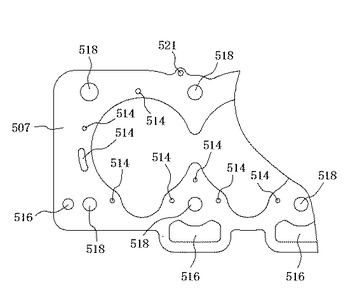
具体的には、インナープレート506は、例えば板厚0.4〜1.5mmの防錆処理鋼板を、図6に示すように、第1のビード基板501に形成された瓢箪形状の第1燃焼ガスシールビード512Aのビードセンターが乗るような大きさにカット加工すると共に、そこにシリンダー孔511を加工することで作製できる。また、アウタープレート507は、例えば板厚0.08〜0.2mm程度の防錆処理鋼板を、インナープレート506と嵌合できるよう、図7に示すようにインナープレート506の外形全域に渡ってインナープレート506より僅かに大きいサイズでカット加工すると共に、他の冷却水孔514等を加工することで作製できる。
【0030】
そして、インナープレート506とアウタープレート507を嵌合した後、嵌合部分をYAGレーザーにより溶接加工して作製した中間板502を、第1のビード基板501と第2のビード基板501との間に挟みこむように組合せ、ハトメ孔521のハトメ(図示せず)を利用してそれらを互いに結合して金属製ガスケット500とした。
【0031】
従ってこの第2実施例の副室式ディーゼルエンジン用の金属製ガスケット500によっても、シリンダーヘッド200とシリンダーブロック300の間に金属製ガスケット500を介在させてボルト(図示せず)で締め付け固定することにより、シリンダーブロック側のシリンダー孔511を真円形状のビード512Bで囲繞して燃焼ガスをシールすることができる。また、シリンダーヘッド側のシリンダー孔511周辺をシリンダー孔511とホットプラグ底面208とを同時に囲繞する瓢箪形状のビード512Aで囲繞することにより、ホットプラグ202の嵌め付け状態またはエンジン運転時の熱膨張に起因するホットプラグ底面208とシリンダーヘッド底面209との境界部分での段差205発生によるシール不良を起こさずに燃焼ガスをシールすることができる。
【0032】
また、この第2実施例の副室式ディーゼルエンジン用の金属製ガスケット500によっても、補強ビード513A、Bを形成して、シリンダーヘッド側の第1のビード基板501とシリンダーブロック側の第2のビード基板501とに設けられたビードの大部分が中間板502を挟んで対向するようにしているので、シール時にシリンダーヘッド200およびシリンダーブロック300のデッキ面で十分な面圧を引き出し、面圧の不均衡を生じることなくより確実な燃焼ガスのシールを行うことができる。
【0033】
更に、この第2実施例の副室式ディーゼルエンジン用の金属製ガスケット500によっても、燃焼ガスシールビード512A、Bが一本の連続したビードラインで形成されており、2本以上のビードが結合する結合部402を有さないため、弾性変形が重合してシワ等の複雑変形を生じることが無いので、複雑変形の発生を回避するためのビード幅を狭めた部分を設ける必要が無く、長期間使用してもビードクラックを発生しづらくできる。
【0034】
その上、この第2実施例の副室式ディーゼルエンジン用の金属製ガスケット500によれば、インナープレート506よりアウタープレート507の方が板厚が薄いため、シリンダー孔511の周りをグロメット状態に加工することなく、フルビード側とハーフビード側とでビード基板501に挟まれている中間板502の板厚差による段差508を作製できる。また、その段差508により、シリンダー孔511周りのシールをより安定させることができる。
【0035】
なお、本実施例以外にも、エンジンの気筒数や必要に応じて任意に孔および孔を囲繞するビードを設けても良く、補強ビード513A、Bの形成位置も、金属製ガスケット500との接触面の面圧を引き出すことができる位置であれば燃焼ガスシールビード512A、Bに対向しない位置であっても良い。また、補強ビード513A、Bは一本の連続したビードラインとせずに、断続的に途切れたビードラインとしても良い。
【0036】
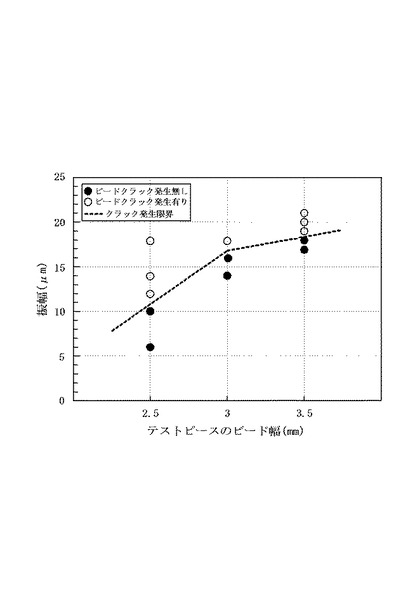
図12は、ビード幅および口開き変位量を変化させた場合のビードクラック発生の有無について検討を行った疲労強度試験の結果である。なお、疲労強度試験には油圧式振動疲労試験機を用い、ビード幅の異なるテストピースに対して、振幅を一定とする荷重制御方式で試験を行った。
【0037】
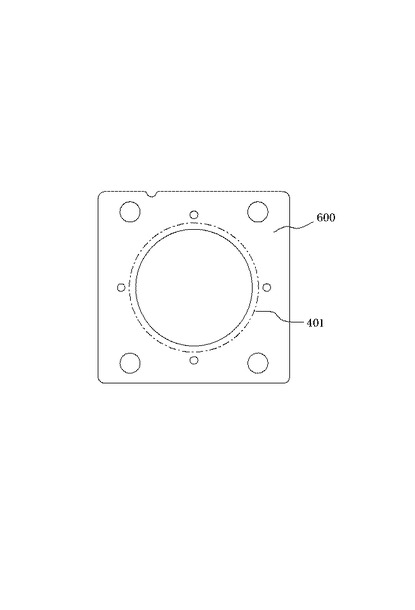
図13は、本試験に用いたテストピース600を示す。テストピース600には板厚0.25mmのSUS301よりなる弾性金属板を用い、ビード形状のチューニングを行ってビード高さが0.25mmで互いに同一となるようしたビード幅3.5mm、3.0mmおよび2.5mmの3種類のビード型を用いて、ビード幅の異なる3種類のテストピース600を作製した。
【0038】
疲労強度試験は、一秒間の振幅回数を50Hz、繰返振幅回数を100万回に設定して行った。なお、疲労強度試験時の振幅量は、ビードを圧縮する試験機の最大荷重を全ビード幅で一定として試験機の最小荷重を調整することにより、所望の振幅量が得られるように制御した。そして、試験機は、振幅量を一定に制御するために最小荷重と最大荷重の中間の荷重をセンターとして上下に50Hzで振動を加え、振幅回数が100万回となった時点で停止するようにした。
【0039】
具体的な試験方法としては、振幅疲労強度試験機にテストピース600をセットし、あらかじめ設定した一定の振幅量で振動を加えた。そして、繰返振幅100万回が終了した後に試験機より取り出したテストピース600についてビードクラック発生の有無を目視および指で触って確認した。
【0040】
そして、この様な疲労強度試験を各ビード幅のテストピース600に対して行い、ビードクラックの発生が確認できなかったテストピース600については、同じビード幅の新しいテストピース600に対して振幅量を大きくした条件で試験を行った。そして、この作業を繰返し、100万回の振幅回数でビードクラックの発生しない振幅量、ビードクラックの発生する振幅量を確認し、両者の振幅量の中間をビードクラック発生限界と定義した。
【0041】
その結果、図12に示すビードクラック発生限界の推移からも明らかなように、テストピース600のビード幅が大きい程、大きい振幅量で振動を与えてもビードクラックが発生せず、疲労強度が高いことが明らかとなった。このことから、本発明にかかるビード幅が均一の金属製ガスケットであれば、ビード幅の狭い部分を有さないので、ビード幅の狭い部分を有する従来技術にかかる金属製ガスケットと比較してビードクラックが発生しにくくなることは明らかであり、長期間使用してもビードクラックが発生しづらいという効果を有することが示された。
【産業上の利用可能性】
【0042】
かくして、本発明の副室式ディーゼルエンジン用の金属製ガスケットによれば、第1燃焼ガスシールビードにより、シリンダーヘッド側のシリンダー孔とホットプラグ底面との双方を囲んで燃焼ガスをシールすることができ、また第2燃焼ガスシールビードにより、シリンダーブロック側のシリンダー孔を囲んで燃焼ガスをシールすることができる。さらに、第1、第2燃焼ガスシールビードは一本の連続するビードラインで形成されており、2本以上のビードが結合する結合部を有さないので、デッキ面間の締め付けにより弾性変形が重合してシワ等の複雑変形を生じることがなく、また、複雑変形の発生を回避するためにビード幅を狭める部分を設ける必要もない。よって、シール線切れや面圧不均衡が生じず、長期間使用してもビードクラックが発生しづらい金属製ガスケットを提供することができる。また、第2燃焼ガスシールビードのみをシリンダー孔を囲むビードラインとすることにより、シリンダーヘッド側でシリンダー孔とホットプラグ底面との双方を囲むという目的を達成しつつ、加工が容易で強度の高い円形のビードラインでシリンダーブロック側の燃焼ガスをシールすることができる。
【図面の簡単な説明】
【0043】
【図1】本発明にかかるディーゼルエンジン用の金属製ガスケットの第1実施例のシリンダーヘッド側から見た全体を示す平面図である。
【図2】図1に示す金属製ガスケットのA−A線に沿う断面図である。
【図3】第1実施例の金属製ガスケットの第1燃焼ガスシールビードおよび第1補強ビードの形状を示す拡大平面図である。
【図4】第1実施例の金属製ガスケットの第2燃焼ガスシールビードおよび第2補強ビードの形状を示す拡大平面図である。
【図5】本発明にかかるディーゼルエンジン用の金属製ガスケットの第2実施例についての、図1に示す第1実施例の金属製ガスケットと同じ位置での断面図である。
【図6】第2実施例の金属製ガスケットのインナープレートの形状の一部を示す一部省略平面図である。
【図7】第2実施例の金属製ガスケットのアウタープレートの形状の一部を示す一部省略平面図である。
【図8】ディーゼルエンジンの金属製ガスケット使用状態を副燃焼室との位置関係と共に示す断面図である。
【図9】シリンダーヘッドのデッキ面とホットプラグ底面との不整合の一例を示す断面図である。
【図10】シリンダーヘッドのデッキ面とホットプラグ底面との不整合の別の例を示す断面図である。
【図11】従来技術にかかる金属製ガスケットの燃焼ガスシールビードの形状例を示す拡大平面図である。
【図12】疲労強度試験の結果を示すグラフである。
【図13】疲労強度試験に用いたテストピースの全体形状を示す平面図である。
【符号の説明】
【0044】
100 ディーゼルエンジン
200 シリンダーヘッド
201 キャビティ
202 ホットプラグ
203 副燃焼室
204 燃焼ガス噴出孔
205 段差
206 噴射ノズル
207 グロープラグ
208 ホットプラグ底面
209 シリンダーヘッド底面(デッキ面)
300 シリンダーブロック
301 ピストン
302 主燃焼室
303 シリンダーボア
304 デッキ面
400 ガスケット
401 ビード
402 結合部
411 シリンダー孔
500 金属製ガスケット
501 ビード基板
502 中間板
503 板厚調整板
504 シム板
505 グロメット鍔
506 インナープレート
507 アウタープレート
508 段差
511 シリンダー孔
512A 第1燃焼ガスシールビード
512B 第2燃焼ガスシールビード
513A 第1補強ビード
513B 第2補強ビード
514 冷却水孔
515 冷却水シールビード
516 潤滑油孔
517 潤滑油シールビード
518 ボルト孔
519 ボルト孔ビード
520 ハトメ孔
521 ハトメ孔
600 テストピース
【技術分野】
【0001】
本発明は、シリンダーヘッドに副燃焼室を有するディーゼルエンジンに用いられ、シリンダーヘッドとシリンダーブロックとの互いに対向するデッキ面間に挟持されてそれらのデッキ面をシールする、副室式ディーゼルエンジン用の金属製ガスケットに関するものである。
【背景技術】
【0002】
図8に例示するように、副室式ディーゼルエンジン100は、シリンダーヘッド200と、シリンダーブロック300と、シリンダーブロック300のシリンダーボア303内に配置されたピストン301と、シリンダーヘッド200とシリンダーブロック300との互いに対向するデッキ面209、304の間に挟持されてそれらのデッキ面をシールするガスケット400とを有する。そして、シリンダーヘッド200にはキャビティ201が形成されており、そのキャビティ201にはホットプラグ202が嵌め付けられ、ホットプラグ202は副燃焼室203の一部および燃焼ガス噴出孔204(以下、「連絡孔」と称すことがある。)を形成している。また、シリンダーヘッド200に対向するピストン301上には主燃焼室302が設けられており、ホットプラグ202の底面208は、ガスケット400に設けられたシリンダー孔411に対して半分以上がはみ出している。よって、燃焼ガスをシールするためのビード401をガスケット400に設ける場合、ビード401をシリンダー孔411の周囲を囲むように真円に近いラインで通すとビードラインの一部がホットプラグ202を跨ぐように通過することとなる。
【0003】
しかし、ホットプラグ202の底面208とシリンダーヘッド200のデッキ面209との境界部分では、図9、図10に示すように、ホットプラグ202のシリンダーヘッド200への嵌め付け状態によっては凹または凸状の段差205を生じる事がある。また、ホットプラグ202の嵌め付け時には段差205が無くてもエンジン運転時の熱膨張等に起因してホットプラグ202およびシリンダーヘッド200が変形することがある。そのような場合には、図9、10に示すような段差205が後発的に生じるため、その凹または凸状部分を通過するビード401のシール線切れや面圧不均衡を生じることがある。
【0004】
そのような問題を解決するために、図11に示すように、シリンダーブロック側とシリンダーヘッド側との両面に、シリンダー孔411とホットプラグ底面208との双方を囲むような、真円形状と瓢箪形状とを重ね合わせた形状のビード401を有するガスケット400が用いられてきた。また、この様な2本以上のビードが結合する結合部402を有するガスケット400を用いる際には、結合部402にデッキ面間の締め付けによる各ビードの弾性変形が重合してシワ等の複雑変形を生じ、シール線が途切れたり、一部面圧低下が起きたりすることがないよう、図11に示すように結合部402に接近するに従って漸次ビード幅を狭める構成とされていた(例えば、特許文献1参照。)。
【特許文献1】特公平02−006375号公報
【発明の開示】
【発明が解決しようとする課題】
【0005】
ここで、エンジン運転時には、吸気、圧縮、燃焼および排気工程により生じるシリンダー内圧の変動に起因してシリンダーヘッドの上下微振動が生じるため、シリンダーヘッドとシリンダーブロックとの間の口開き変位(以下、「ヘッドリフト」と称すことがある。)が連続的に発生する。よって、ビードは燃焼ガスのシールを行うだけでなく、ビード自体がヘッドリフトの発生により破壊されない、つまりビードクラックが発生しない必要がある。しかし、ビード幅が狭い部分は疲労強度が低く、少ない口開き変位量でもビードクラックの発生する確率が高くなるため、結合部でビード幅を狭めたガスケットでは長期的なシール性能維持が困難であるという問題があった。そのため、シリンダー孔とホットプラグ底面との双方を囲んで燃焼ガスのシールが可能で、シール線切れや面圧不均衡が生じず、長期間使用してもクラックが発生しない、副室式ディーゼルエンジン用の金属製ガスケットが望まれていた。
【課題を解決するための手段】
【0006】
本発明は、シール線の途切れや面圧の一部低下を生じることなくシリンダー孔とホットプラグ底面との双方を囲んで燃焼ガスのシールが可能であり、かつ、ヘッドリフトによるビードクラックが発生しづらい、副室式ディーゼルエンジン用の金属製ガスケットを提供するものである。
【0007】
すなわち、本発明の副室式ディーゼルエンジン用の金属製ガスケットは、各々シリンダー孔を有する弾性金属板からなる二枚のビード基板と、シリンダー孔を有する少なくとも一枚の中間板とを具え、前記中間板を前記二枚のビード基板で挟むように構成されており、シリンダーブロックと、ホットプラグが嵌め付けられたシリンダーヘッドとの互いに対向するデッキ面間に挟持されてそれらのデッキ面をシールする、副室式ディーゼルエンジン用の金属製ガスケットであって、前記二枚のビード基板のうち、前記シリンダーヘッドと接する側のビード基板は、前記シリンダー孔の周囲に設けられて燃焼ガスをシールする第1燃焼ガスシールビードを有し、前記二枚のビード基板のうち、前記シリンダーブロックと接する側のビード基板は、前記シリンダー孔の周囲に設けられて燃焼ガスをシールする第2燃焼ガスシールビードを有し、前記第1燃焼ガスシールビードは、前記ホットプラグの底面と前記シリンダー孔とを重ね合わせた形状の外郭を囲繞するように一本の連続したビードラインで形成されており、前記第2燃焼ガスシールビードは、前記シリンダー孔の外郭を囲繞するように一本の連続したビードラインで形成されていることを特徴とするものである。
【発明の効果】
【0008】
本発明の副室式ディーゼルエンジン用の金属製ガスケットによれば、第1燃焼ガスシールビードにより、シリンダーヘッド側のシリンダー孔とホットプラグ底面との双方を囲んで燃焼ガスをシールすることができ、また第2燃焼ガスシールビードにより、シリンダーブロック側のシリンダー孔を囲んで燃焼ガスをシールすることができる。さらに、第1、第2燃焼ガスシールビードは一本の連続するビードラインで形成されており、2本以上のビードが結合する結合部を有さないので、デッキ面間の締め付けにより弾性変形が重合してシワ等の複雑変形を生じることがなく、また、複雑変形の発生を回避するためにビード幅を狭める部分を設ける必要もない。よって、シール線切れや面圧不均衡が生じず、長期間使用してもビードクラックが発生しづらい金属製ガスケットを提供することができる。また、第2燃焼ガスシールビードのみをシリンダー孔を囲むビードラインとすることにより、シリンダーヘッド側でシリンダー孔とホットプラグ底面との双方を囲むという目的を達成しつつ、加工が容易で強度の高い円形のビードラインでシリンダーブロック側の燃焼ガスをシールすることができる。
【0009】
ここで、前記二枚のビード基板に、前記第1燃焼ガスシールビードの、前記シリンダーヘッドの前記デッキ面との接触部および前記第2燃焼ガスシールビードの、前記シリンダーブロックの前記デッキ面との接触部のそれぞれの面圧を高めるための補強ビードを、前記第1、第2燃焼ガスシールビートと前記補強ビードとを結合しないように別個に形成すれば、ビードの結合部を生じることなく、シール時の面圧を引き出すことができる。
【0010】
なお、前記補強ビードは、それぞれ、前記第1燃焼ガスシールビードのビードラインで囲まれる領域の内側であって前記第2燃焼ガスシールビードのビードラインと対向する位置に第1補強ビードを、前記第2燃焼ガスシールビードのビードラインで囲まれる領域の外側であって、前記第1燃焼ガスシールビードのビードラインと対向する位置に第2補強ビードを形成できる。これにより、中間板を挟んで第1、第2燃焼ガスシールビードと対向する位置に第1、第2補強ビードが設けられることになるので、シール時の面圧を十分に引き出すことができる。
【0011】
また、前記第1、第2燃焼ガスシールビードおよび前記補強ビードが山形断面形状のフルビードで形成されており、前記二枚のビード基板のうち一方は、前記第1燃焼ガスシールビードおよび前記第1補強ビードと前記ビード基板の端との間に少なくとも1つの片斜面形断面形状のハーフビードを有しており、前記二枚のビード基板の他方は、前記第2燃焼ガスシールビードおよび前記第2補強ビードと前記ビード基板の端との間に少なくとも1つの片斜面形断面形状のハーフビードを有している場合には、ビード基板間に設けられた中間板を、少なくとも前記シリンダー孔の内周面から前記第2燃焼ガスシールビードまでの厚さより、前記ハーフビード側の厚さの方が薄くなるように構成することにより、フルビード側とハーフビード側とで中間板の板厚差による段差が発生するので、より安定したシリンダー孔周辺のシールを得られる。
【0012】
なお、前記シリンダー孔および前記ホットプラグ底面の形状が円形の場合には、前記第1燃焼ガスシールビードを瓢箪形状の一本の連続したビードラインで形成し、前記第2燃焼ガスシールビードを真円形状の一本の連続したビードラインで形成することにより、滑らかな曲線ラインで的確に燃焼ガスをシールすることができる。
【0013】
更に、前記シリンダー孔および前記ホットプラグ底面の形状が円形の場合には、前記第2補強ビードを半円状の一本のビードラインで形成し、前記第1補強ビードを円弧状の一本のビードラインで形成することにより、シリンダー孔周辺の金属製ガスケット両面に形成されたビードラインがほぼ対称となり、第1、第2燃焼ガスシールビードに対向する位置の大部分に補強ビードが具えられることになるので、シール時により高い面圧を均等に引き出すことができるようになる。
【発明を実施するための最良の形態】
【0014】
以下、本発明の実施の形態を実施例によって、図面に基づき詳細に説明する。ここに図1は、本発明にかかる副室式ディーゼルエンジン用の金属製ガスケットの第1実施例をシリンダーヘッド側から見た平面図、図2は、その第1実施例の金属製ガスケットの、図1のA−A線に沿う断面図である。図3は、第1実施例の金属製ガスケットのシリンダーヘッド側ビード基板に設けられている第1燃焼ガスシールビードおよび第1補強ビードの形状を示す拡大平面図であり、図4は、第1実施例の金属製ガスケットのシリンダーブロック側ビード基板に設けられた第2燃焼ガスシールビードおよび第2補強ビードの形状を示す拡大平面図である。
【0015】
この第1実施例にかかる副室式ディーゼルエンジン用の金属製ガスケット500は、例えば3気筒エンジン用の積層型ガスケットで、例えば図8に示すディーゼル式エンジン100におけるシリンダーヘッド200とシリンダーブロック300との互いに対向するデッキ面209、304の間に挟持されてそれらのデッキ面209、304をシールするため、デッキ面209、304間に装着して使用されるものである。金属製ガスケット500は、図2に示すように、シリンダーヘッド200側すなわち図では上側に位置する第1のビード基板501と、シリンダーブロック300側すなわち図では下側に位置する第2のビード基板501との間に、板厚調整板503とシム板504とよりなる中間板502を具えており、板厚調整板503およびシム板504は二枚のビード基板501間にサンドイッチ状に積層されている。
【0016】
ここで、第1および第2のビード基板501は、各々弾性金属板よりなり、図1にシリンダーヘッド200側のものについて代表で示すように、金属製ガスケット500が組み込まれる内燃機関としてのディーゼルエンジン100の、シリンダーヘッド200を組み付けられるシリンダーブロック300の各シリンダーに対応して形成された3つの真円形状のシリンダー孔511を有する。そして、第1および第2のビード基板501のシリンダー孔511の周辺には、第1、第2燃焼ガスシールビード512A、Bが山形断面形状のフルビードでそれぞれ形成されると共に、第2燃焼ガスシールビード512Bの、シリンダーブロック300のデッキ面304との接触部および第1燃焼ガスシールビード512Aの、シリンダーヘッド200のデッキ面209との接触部のそれぞれの面圧を引き出すための第1、第2補強ビード513A、Bとが、山形断面形状のフルビードでそれぞれ形成されている。ここで、第1燃焼ガスシールビード512Aは、第1のビード基板501に図3に示すような瓢箪形状のビードラインで形成されており、シリンダーヘッド200に設けられたキャビティ201に嵌め付けられて副燃焼室203および連絡孔204を構成するホットプラグ底面208とシリンダー孔511とを合わせた形状を囲繞している。一方、第2燃焼ガスシールビード512Bは、第2のビード基板501に図4に示すような真円形状のビードラインで形成されており、シリンダー孔511を囲繞している。また、補強ビード513A、Bは、燃焼ガスシールビード512A、Bと結合しないように何れも僅かに隙間を開けて形成されており、第1のビード基板501には第1補強ビード513Aが第2燃焼ガスシールビード512Bに対向する位置に円弧状に形成され、第2のビード基板501には第2補強ビード513Bが第1燃焼ガスシールビード512Aに対向する位置に半円状に形成されている。
【0017】
また、第1および第2のビード基板501は、シリンダーブロック300の冷却水ジャケット(図示せず)およびシリンダーヘッド200の冷却水孔(図示せず)に対向して燃焼ガスシールビード512A、Bの外側周辺部に形成された多数の冷却水孔514と、燃焼ガスシールビード512A、Bと冷却水孔514とを全体的に囲繞する位置に形成された片斜面形断面形状のハーフビードである冷却水シールビード515とを有している。また、ビード基板501は、燃焼ガスシールビード512A、Bの外側周辺部であって冷却水シールビード515の内側に、複数の潤滑油孔516および、シリンダーヘッド200をシリンダーブロック300に締め付け固定するためのヘッドボルト(図示せず)を各々挿通される複数のボルト孔518を有しており、潤滑油孔516の周辺には片斜面型断面形状のハーフビードである潤滑油シールビード517が、またボルト孔518の周辺には山形断面形状のフルビードであるボルト孔ビード519が、それぞれ形成されている。更に、ビード基板501の外周部には、ビード基板501と中間板502とをハトメ(図示せず)によって固定するためのハトメ孔520が設けられている。
【0018】
なお、二枚のビード基板501は各々、例えばSUS301の弾性金属材料を打ち抜いた弾性金属板に、各種の孔の打ち抜き加工、ビード加工を行い、弾性金属板表面に耐熱性および耐油性を有する、例えばフッ素ゴム、アクリロニトリルブタジエンゴム(NBR)等のゴム、樹脂等の非金属材料から成る耐熱性被覆材を15〜30μmの厚さでコーティングして作製することができる。
【0019】
中間板502は、金属製ガスケット500の総板厚を調整する板厚調整板503およびシム板504を具える。板厚調整板503には、例えばエンジンの締付規定厚に合う板厚0.4〜1.5mmのSUS材や防錆処理されたショットピーニング材(以下、「SP材」と称すことがある。)を用いることができ、シム板504には、例えば板厚0.15mmのSUS430やSUS304材を用いることができる。
【0020】
シム板504および板厚調整板503には、シリンダー孔511、冷却水孔514、潤滑油孔516、ボルト孔518、ハトメ孔520等を打ち抜き加工して作製することができる。更に、シム板504は、図2に示すようにシリンダー孔511の縁部においてグロメット状態に加工されており、その折り曲げ量、つまりグロメットの鍔505の幅は、第2の(図では下側の)ビード基板501と組合せた際に第2燃焼ガスシールビード512Bのビード幅の中心であるビードセンターが乗ることができる幅とされている。
【0021】
そして、二枚のビード基板501の各ビードが厚さ方向に整列して位置すると共に、互いに逆向きになるように各ビードを各々内向きに突出させて、上から第1のビード基板501、板厚調整板503、シリンダーブロック300側からシリンダーヘッド200側へ折り曲げてグロメット加工したシム板504、第2のビード基板501の順にハトメ孔520のハトメ(図示せず)を利用して互いに結合することにより金属製ガスケット500とした。
【0022】
従ってこの第1実施例の副室式ディーゼルエンジン用の金属製ガスケット500によれば、シリンダーヘッド200とシリンダーブロック300との間に金属製ガスケット500を介在させてボルト(図示せず)で締め付け固定することにより、シリンダーブロック300側のシリンダー孔511を真円形状のビード512Bで囲繞して燃焼ガスをシールすることができる。また、シリンダーヘッド200側のシリンダー孔511周辺を、シリンダー孔511とホットプラグ底面208とを同時に囲繞する瓢箪形状のビード512Aで囲繞することにより、ホットプラグ202の嵌め付け状態またはエンジン運転時の熱膨張に起因するホットプラグ底面208とシリンダーヘッド底面209との境界部分での段差205発生によるシール不良を起こさずに燃焼ガスをシールすることができる。
【0023】
また、この第1実施例の副室式ディーゼルエンジン用の金属製ガスケット500は、補強ビード513A、Bを形成して、シリンダーヘッド側のビード基板501とシリンダーブロック側のビード基板501とに設けられたビードの大部分が中間板502を挟んで対向するようにしているので、シール時にシリンダーヘッド200およびシリンダーブロック300のデッキ面で十分な面圧を引き出し、面圧の不均衡を生じることなくより確実な燃焼ガスのシールを行うことができる。
【0024】
更に、この第1実施例の副室式ディーゼルエンジン用の金属製ガスケット500は、燃焼ガスシールビード512A、Bが一本の連続したビードラインで形成されており、従来のガスケットにおけるような二本以上のビードが結合する結合部402を有さないため、弾性変形が重合してシワ等の複雑変形を生じることが無いので、複雑変形の発生を回避するためのビード幅を狭めた部分を設ける必要が無く、長期間使用してもビードクラックを発生しづらくすることができる。
【0025】
その上、この第1実施例の副室式ディーゼルエンジン用の金属製ガスケット500は、シム板504がシリンダー孔511縁部で折り曲げられており、フルビード側とハーフビード側とでビード基板501に挟まれている中間板502の板厚差による段差508が生じているので、シリンダー孔511周りのシールをより安定させることができる。
【0026】
図5は、本発明にかかる副室式ディーゼルエンジン用の金属製ガスケットの第2実施例を示す断面図であり、図2に示す第1実施例の金属製ガスケットの断面図に対応する位置での断面図を示すものである。
【0027】
この第2実施例の副室式ディーゼルエンジン用の金属製ガスケット500は、中間板502にインナープレート506とアウタープレート507とをYAG(イットリウム・アルミニウム・ガーネット)レーザーにより溶接加工して一体化させた板を用いた三枚積層型の金属製ガスケットである点で第1実施例と相違し、他の点では第1実施例と同様である。
【0028】
ここで、中間板502は、例えばSP材に亜鉛めっきやスズめっきを施した防錆処理鋼板またはSUS430もしくはSUS301等のステンレス材といった、エンジンの締付規定厚に合うような鋼材からなるインナープレート506とアウタープレート507とをYAGレーザーにより溶接加工して作製できる。
【0029】
具体的には、インナープレート506は、例えば板厚0.4〜1.5mmの防錆処理鋼板を、図6に示すように、第1のビード基板501に形成された瓢箪形状の第1燃焼ガスシールビード512Aのビードセンターが乗るような大きさにカット加工すると共に、そこにシリンダー孔511を加工することで作製できる。また、アウタープレート507は、例えば板厚0.08〜0.2mm程度の防錆処理鋼板を、インナープレート506と嵌合できるよう、図7に示すようにインナープレート506の外形全域に渡ってインナープレート506より僅かに大きいサイズでカット加工すると共に、他の冷却水孔514等を加工することで作製できる。
【0030】
そして、インナープレート506とアウタープレート507を嵌合した後、嵌合部分をYAGレーザーにより溶接加工して作製した中間板502を、第1のビード基板501と第2のビード基板501との間に挟みこむように組合せ、ハトメ孔521のハトメ(図示せず)を利用してそれらを互いに結合して金属製ガスケット500とした。
【0031】
従ってこの第2実施例の副室式ディーゼルエンジン用の金属製ガスケット500によっても、シリンダーヘッド200とシリンダーブロック300の間に金属製ガスケット500を介在させてボルト(図示せず)で締め付け固定することにより、シリンダーブロック側のシリンダー孔511を真円形状のビード512Bで囲繞して燃焼ガスをシールすることができる。また、シリンダーヘッド側のシリンダー孔511周辺をシリンダー孔511とホットプラグ底面208とを同時に囲繞する瓢箪形状のビード512Aで囲繞することにより、ホットプラグ202の嵌め付け状態またはエンジン運転時の熱膨張に起因するホットプラグ底面208とシリンダーヘッド底面209との境界部分での段差205発生によるシール不良を起こさずに燃焼ガスをシールすることができる。
【0032】
また、この第2実施例の副室式ディーゼルエンジン用の金属製ガスケット500によっても、補強ビード513A、Bを形成して、シリンダーヘッド側の第1のビード基板501とシリンダーブロック側の第2のビード基板501とに設けられたビードの大部分が中間板502を挟んで対向するようにしているので、シール時にシリンダーヘッド200およびシリンダーブロック300のデッキ面で十分な面圧を引き出し、面圧の不均衡を生じることなくより確実な燃焼ガスのシールを行うことができる。
【0033】
更に、この第2実施例の副室式ディーゼルエンジン用の金属製ガスケット500によっても、燃焼ガスシールビード512A、Bが一本の連続したビードラインで形成されており、2本以上のビードが結合する結合部402を有さないため、弾性変形が重合してシワ等の複雑変形を生じることが無いので、複雑変形の発生を回避するためのビード幅を狭めた部分を設ける必要が無く、長期間使用してもビードクラックを発生しづらくできる。
【0034】
その上、この第2実施例の副室式ディーゼルエンジン用の金属製ガスケット500によれば、インナープレート506よりアウタープレート507の方が板厚が薄いため、シリンダー孔511の周りをグロメット状態に加工することなく、フルビード側とハーフビード側とでビード基板501に挟まれている中間板502の板厚差による段差508を作製できる。また、その段差508により、シリンダー孔511周りのシールをより安定させることができる。
【0035】
なお、本実施例以外にも、エンジンの気筒数や必要に応じて任意に孔および孔を囲繞するビードを設けても良く、補強ビード513A、Bの形成位置も、金属製ガスケット500との接触面の面圧を引き出すことができる位置であれば燃焼ガスシールビード512A、Bに対向しない位置であっても良い。また、補強ビード513A、Bは一本の連続したビードラインとせずに、断続的に途切れたビードラインとしても良い。
【0036】
図12は、ビード幅および口開き変位量を変化させた場合のビードクラック発生の有無について検討を行った疲労強度試験の結果である。なお、疲労強度試験には油圧式振動疲労試験機を用い、ビード幅の異なるテストピースに対して、振幅を一定とする荷重制御方式で試験を行った。
【0037】
図13は、本試験に用いたテストピース600を示す。テストピース600には板厚0.25mmのSUS301よりなる弾性金属板を用い、ビード形状のチューニングを行ってビード高さが0.25mmで互いに同一となるようしたビード幅3.5mm、3.0mmおよび2.5mmの3種類のビード型を用いて、ビード幅の異なる3種類のテストピース600を作製した。
【0038】
疲労強度試験は、一秒間の振幅回数を50Hz、繰返振幅回数を100万回に設定して行った。なお、疲労強度試験時の振幅量は、ビードを圧縮する試験機の最大荷重を全ビード幅で一定として試験機の最小荷重を調整することにより、所望の振幅量が得られるように制御した。そして、試験機は、振幅量を一定に制御するために最小荷重と最大荷重の中間の荷重をセンターとして上下に50Hzで振動を加え、振幅回数が100万回となった時点で停止するようにした。
【0039】
具体的な試験方法としては、振幅疲労強度試験機にテストピース600をセットし、あらかじめ設定した一定の振幅量で振動を加えた。そして、繰返振幅100万回が終了した後に試験機より取り出したテストピース600についてビードクラック発生の有無を目視および指で触って確認した。
【0040】
そして、この様な疲労強度試験を各ビード幅のテストピース600に対して行い、ビードクラックの発生が確認できなかったテストピース600については、同じビード幅の新しいテストピース600に対して振幅量を大きくした条件で試験を行った。そして、この作業を繰返し、100万回の振幅回数でビードクラックの発生しない振幅量、ビードクラックの発生する振幅量を確認し、両者の振幅量の中間をビードクラック発生限界と定義した。
【0041】
その結果、図12に示すビードクラック発生限界の推移からも明らかなように、テストピース600のビード幅が大きい程、大きい振幅量で振動を与えてもビードクラックが発生せず、疲労強度が高いことが明らかとなった。このことから、本発明にかかるビード幅が均一の金属製ガスケットであれば、ビード幅の狭い部分を有さないので、ビード幅の狭い部分を有する従来技術にかかる金属製ガスケットと比較してビードクラックが発生しにくくなることは明らかであり、長期間使用してもビードクラックが発生しづらいという効果を有することが示された。
【産業上の利用可能性】
【0042】
かくして、本発明の副室式ディーゼルエンジン用の金属製ガスケットによれば、第1燃焼ガスシールビードにより、シリンダーヘッド側のシリンダー孔とホットプラグ底面との双方を囲んで燃焼ガスをシールすることができ、また第2燃焼ガスシールビードにより、シリンダーブロック側のシリンダー孔を囲んで燃焼ガスをシールすることができる。さらに、第1、第2燃焼ガスシールビードは一本の連続するビードラインで形成されており、2本以上のビードが結合する結合部を有さないので、デッキ面間の締め付けにより弾性変形が重合してシワ等の複雑変形を生じることがなく、また、複雑変形の発生を回避するためにビード幅を狭める部分を設ける必要もない。よって、シール線切れや面圧不均衡が生じず、長期間使用してもビードクラックが発生しづらい金属製ガスケットを提供することができる。また、第2燃焼ガスシールビードのみをシリンダー孔を囲むビードラインとすることにより、シリンダーヘッド側でシリンダー孔とホットプラグ底面との双方を囲むという目的を達成しつつ、加工が容易で強度の高い円形のビードラインでシリンダーブロック側の燃焼ガスをシールすることができる。
【図面の簡単な説明】
【0043】
【図1】本発明にかかるディーゼルエンジン用の金属製ガスケットの第1実施例のシリンダーヘッド側から見た全体を示す平面図である。
【図2】図1に示す金属製ガスケットのA−A線に沿う断面図である。
【図3】第1実施例の金属製ガスケットの第1燃焼ガスシールビードおよび第1補強ビードの形状を示す拡大平面図である。
【図4】第1実施例の金属製ガスケットの第2燃焼ガスシールビードおよび第2補強ビードの形状を示す拡大平面図である。
【図5】本発明にかかるディーゼルエンジン用の金属製ガスケットの第2実施例についての、図1に示す第1実施例の金属製ガスケットと同じ位置での断面図である。
【図6】第2実施例の金属製ガスケットのインナープレートの形状の一部を示す一部省略平面図である。
【図7】第2実施例の金属製ガスケットのアウタープレートの形状の一部を示す一部省略平面図である。
【図8】ディーゼルエンジンの金属製ガスケット使用状態を副燃焼室との位置関係と共に示す断面図である。
【図9】シリンダーヘッドのデッキ面とホットプラグ底面との不整合の一例を示す断面図である。
【図10】シリンダーヘッドのデッキ面とホットプラグ底面との不整合の別の例を示す断面図である。
【図11】従来技術にかかる金属製ガスケットの燃焼ガスシールビードの形状例を示す拡大平面図である。
【図12】疲労強度試験の結果を示すグラフである。
【図13】疲労強度試験に用いたテストピースの全体形状を示す平面図である。
【符号の説明】
【0044】
100 ディーゼルエンジン
200 シリンダーヘッド
201 キャビティ
202 ホットプラグ
203 副燃焼室
204 燃焼ガス噴出孔
205 段差
206 噴射ノズル
207 グロープラグ
208 ホットプラグ底面
209 シリンダーヘッド底面(デッキ面)
300 シリンダーブロック
301 ピストン
302 主燃焼室
303 シリンダーボア
304 デッキ面
400 ガスケット
401 ビード
402 結合部
411 シリンダー孔
500 金属製ガスケット
501 ビード基板
502 中間板
503 板厚調整板
504 シム板
505 グロメット鍔
506 インナープレート
507 アウタープレート
508 段差
511 シリンダー孔
512A 第1燃焼ガスシールビード
512B 第2燃焼ガスシールビード
513A 第1補強ビード
513B 第2補強ビード
514 冷却水孔
515 冷却水シールビード
516 潤滑油孔
517 潤滑油シールビード
518 ボルト孔
519 ボルト孔ビード
520 ハトメ孔
521 ハトメ孔
600 テストピース
【特許請求の範囲】
【請求項1】
各々シリンダー孔を有する弾性金属板からなる二枚のビード基板と、シリンダー孔を有する少なくとも一枚の中間板とを具え、前記中間板を前記二枚のビード基板で挟むように構成されており、シリンダーブロックと、ホットプラグが嵌め付けられたシリンダーヘッドとの互いに対向するデッキ面間に挟持されてそれらのデッキ面をシールする、副室式ディーゼルエンジン用の金属製ガスケットであって、
前記二枚のビード基板のうち、前記シリンダーヘッドと接する側のビード基板は、前記シリンダー孔の周囲に設けられて燃焼ガスをシールする第1燃焼ガスシールビードを有し、
前記二枚のビード基板のうち、前記シリンダーブロックと接する側のビード基板は、前記シリンダー孔の周囲に設けられて燃焼ガスをシールする第2燃焼ガスシールビードを有し、
前記第1燃焼ガスシールビードは、前記ホットプラグの底面と前記シリンダー孔とを重ね合わせた形状の外郭を囲繞するように一本の連続したビードラインで形成されており、
前記第2燃焼ガスシールビードは、前記シリンダー孔の外郭を囲繞するように一本の連続したビードラインで形成されている、金属製ガスケット。
【請求項2】
前記二枚のビード基板は、前記第1燃焼ガスシールビードの、前記シリンダーヘッドの前記デッキ面との接触部および前記第2燃焼ガスシールビードの、前記シリンダーブロックの前記デッキ面との接触部のそれぞれの面圧を高めるための補強ビードを有し、
前記補強ビードは、前記第1、第2燃焼ガスシールビードとは別個に形成されている、請求項1記載の金属製ガスケット。
【請求項3】
前記補強ビードは、
前記第1燃焼ガスシールビードのビードラインで囲まれる領域の内側であって前記第2燃焼ガスシールビードのビードラインと対向する位置に形成された第1補強ビードと、
前記第2燃焼ガスシールビードのビードラインで囲まれる領域の外側であって、前記第1燃焼ガスシールビードのビードラインと対向する位置に形成された第2補強ビードとを有する、請求項2記載の金属製ガスケット。
【請求項4】
前記第1、第2燃焼ガスシールビードおよび前記第1、第2補強ビードは山形断面形状のフルビードで形成されており、
前記二枚のビード基板のうち一方は、前記第1燃焼ガスシールビードおよび前記第1補強ビードと前記ビード基板の端との間に少なくとも1つの片斜面形断面形状のハーフビードを有しており、
前記二枚のビード基板の他方は、前記第2燃焼ガスシールビードおよび前記第2補強ビードと前記ビード基板の端との間に少なくとも1つの片斜面形断面形状のハーフビードを有しており、
前記二枚のビード基板間に具えられた前記中間板は、少なくとも前記シリンダー孔の内周面から前記第2燃焼ガスシールビードまでの厚さより、前記ハーフビード側の厚さの方が薄くなるように構成されていることを特徴とする、請求項3記載の金属製ガスケット。
【請求項5】
前記ホットプラグの底面と前記シリンダー孔とを重ね合わせた形状が瓢箪形状であり、
前記シリンダー孔が真円形状であって、
前記第1燃焼ガスシールビードが瓢箪形状の一本の連続したビードラインで形成されており、
前記第2燃焼ガスシールビードが真円形状の一本の連続したビードラインで形成されている、請求項1乃至4のいずれかに記載の金属製ガスケット。
【請求項6】
前記ホットプラグの底面と前記シリンダー孔とを重ね合わせた形状が瓢箪形状であり、
前記シリンダー孔が真円形状であって、
前記第1燃焼ガスシールビードが瓢箪形状の一本の連続したビードラインで形成されており、
前記第2燃焼ガスシールビードが真円形状の一本の連続したビードラインで形成されており、
前記第1補強ビードが円弧状の一本のビードラインで形成されており、
前記第2補強ビードが半円状の一本のビードラインで形成されている、請求項3または請求項4記載の金属製ガスケット。
【請求項1】
各々シリンダー孔を有する弾性金属板からなる二枚のビード基板と、シリンダー孔を有する少なくとも一枚の中間板とを具え、前記中間板を前記二枚のビード基板で挟むように構成されており、シリンダーブロックと、ホットプラグが嵌め付けられたシリンダーヘッドとの互いに対向するデッキ面間に挟持されてそれらのデッキ面をシールする、副室式ディーゼルエンジン用の金属製ガスケットであって、
前記二枚のビード基板のうち、前記シリンダーヘッドと接する側のビード基板は、前記シリンダー孔の周囲に設けられて燃焼ガスをシールする第1燃焼ガスシールビードを有し、
前記二枚のビード基板のうち、前記シリンダーブロックと接する側のビード基板は、前記シリンダー孔の周囲に設けられて燃焼ガスをシールする第2燃焼ガスシールビードを有し、
前記第1燃焼ガスシールビードは、前記ホットプラグの底面と前記シリンダー孔とを重ね合わせた形状の外郭を囲繞するように一本の連続したビードラインで形成されており、
前記第2燃焼ガスシールビードは、前記シリンダー孔の外郭を囲繞するように一本の連続したビードラインで形成されている、金属製ガスケット。
【請求項2】
前記二枚のビード基板は、前記第1燃焼ガスシールビードの、前記シリンダーヘッドの前記デッキ面との接触部および前記第2燃焼ガスシールビードの、前記シリンダーブロックの前記デッキ面との接触部のそれぞれの面圧を高めるための補強ビードを有し、
前記補強ビードは、前記第1、第2燃焼ガスシールビードとは別個に形成されている、請求項1記載の金属製ガスケット。
【請求項3】
前記補強ビードは、
前記第1燃焼ガスシールビードのビードラインで囲まれる領域の内側であって前記第2燃焼ガスシールビードのビードラインと対向する位置に形成された第1補強ビードと、
前記第2燃焼ガスシールビードのビードラインで囲まれる領域の外側であって、前記第1燃焼ガスシールビードのビードラインと対向する位置に形成された第2補強ビードとを有する、請求項2記載の金属製ガスケット。
【請求項4】
前記第1、第2燃焼ガスシールビードおよび前記第1、第2補強ビードは山形断面形状のフルビードで形成されており、
前記二枚のビード基板のうち一方は、前記第1燃焼ガスシールビードおよび前記第1補強ビードと前記ビード基板の端との間に少なくとも1つの片斜面形断面形状のハーフビードを有しており、
前記二枚のビード基板の他方は、前記第2燃焼ガスシールビードおよび前記第2補強ビードと前記ビード基板の端との間に少なくとも1つの片斜面形断面形状のハーフビードを有しており、
前記二枚のビード基板間に具えられた前記中間板は、少なくとも前記シリンダー孔の内周面から前記第2燃焼ガスシールビードまでの厚さより、前記ハーフビード側の厚さの方が薄くなるように構成されていることを特徴とする、請求項3記載の金属製ガスケット。
【請求項5】
前記ホットプラグの底面と前記シリンダー孔とを重ね合わせた形状が瓢箪形状であり、
前記シリンダー孔が真円形状であって、
前記第1燃焼ガスシールビードが瓢箪形状の一本の連続したビードラインで形成されており、
前記第2燃焼ガスシールビードが真円形状の一本の連続したビードラインで形成されている、請求項1乃至4のいずれかに記載の金属製ガスケット。
【請求項6】
前記ホットプラグの底面と前記シリンダー孔とを重ね合わせた形状が瓢箪形状であり、
前記シリンダー孔が真円形状であって、
前記第1燃焼ガスシールビードが瓢箪形状の一本の連続したビードラインで形成されており、
前記第2燃焼ガスシールビードが真円形状の一本の連続したビードラインで形成されており、
前記第1補強ビードが円弧状の一本のビードラインで形成されており、
前記第2補強ビードが半円状の一本のビードラインで形成されている、請求項3または請求項4記載の金属製ガスケット。
【図1】



【図2】
【図3】

【図4】
【図5】

【図6】

【図7】
【図8】
【図9】
【図10】

【図11】

【図12】
【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2009−62934(P2009−62934A)
【公開日】平成21年3月26日(2009.3.26)
【国際特許分類】
【出願番号】特願2007−233162(P2007−233162)
【出願日】平成19年9月7日(2007.9.7)
【出願人】(000230423)日本リークレス工業株式会社 (13)
【Fターム(参考)】
【公開日】平成21年3月26日(2009.3.26)
【国際特許分類】
【出願日】平成19年9月7日(2007.9.7)
【出願人】(000230423)日本リークレス工業株式会社 (13)
【Fターム(参考)】
[ Back to top ]