
金属製又は合成樹脂製部材の加飾方法
【課題】
各一回のマスキングとヘアライン加工により、金属材又は合成樹脂製の板材の表面に精細な画像を生成し得る加飾方法を提供する。
【解決手段】
本発明に係る加飾方法は、加飾すべき領域に、以下の工程、即ち、
1.加飾すべき領域に、マスキングインキを用いて、所望の画像を網点印刷する工程。
2.加飾すべき領域に、網点印刷の上から、ヘアライン加工を施す工程。
3.マスキングインキを除去する工程。
から成る加工を施す。
更に本発明においては、同一の加飾領域に上記3工程を、画像とヘアラインの方向を変えて、重ねて複数回施工し、画像を見る視線の角度によって、何れか一つの画像を選択的に視認できるようにする。
各一回のマスキングとヘアライン加工により、金属材又は合成樹脂製の板材の表面に精細な画像を生成し得る加飾方法を提供する。
【解決手段】
本発明に係る加飾方法は、加飾すべき領域に、以下の工程、即ち、
1.加飾すべき領域に、マスキングインキを用いて、所望の画像を網点印刷する工程。
2.加飾すべき領域に、網点印刷の上から、ヘアライン加工を施す工程。
3.マスキングインキを除去する工程。
から成る加工を施す。
更に本発明においては、同一の加飾領域に上記3工程を、画像とヘアラインの方向を変えて、重ねて複数回施工し、画像を見る視線の角度によって、何れか一つの画像を選択的に視認できるようにする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、少なくとも表面が金属若しくは合成樹脂から成る材料(以下、本明細書においては単に材料と言う。)の表面に加飾をする方法、特に金属又はプラスチックから成る板材、フィルム、箔、テープ、ボード、プレート、カードその他の平面状材料(以下、本明細書においては単に板材と言うものとする。)の表面に加飾する方法に関するものである。
【背景技術】
【0002】
従来、金属や合成樹脂製の板材の表面に加飾する方法としては、塗装又は印刷、シールの貼着等が一般的であった。
然しながら、塗装又は印刷では、塗料等が必要であり、又長期にわたり美麗な状態を保持するためには再塗装などが必要であり、維持費がかかると言う問題があった。
又、これらの方法では、加飾すべき一領域に一つの画像しか表現できないと言う問題もあった。
【0003】
このような問題を解決するため、本発明者等は、先年、塗料等を用いることなく、アルミニウム又はその合金の表面に画像を生成する加飾方法を発明し、特開平2003−239076をもってこれを開示した。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平2003−239076
【0005】
この方法は、アルミニウム又はその合金製の板材の表面の一部に、その板材より硬質のブラシを用いて一方向に多数のヘアラインを生じさせると、そのヘアラインを施した領域に入射する光が、ヘアラインと光源の相対位置関係と、ヘアラインの断面形状とにより定まる特定の方向に強く反射するようになるので、当該領域を上記特定の方向から見たときは、当該領域を明瞭に視認し得るようになることを利用し、所望の画像を発現させるものである。
【0006】
より具体的に言えば、例えば、図10において、アルミ合金製の板材1の表面に、図示されているようなクマの画像を表示しようとする場合、以下のようにする。
1. 先ず、頭部領域A1、右手領域A2、左手領域A3、右足領域A4及び左足領域A5(以下、これらの領域全体を領域Aと言うものとする。)にこれらの画像を生成するため、領域A以外の領域ANotにマスキングを施こす。
2. 板材1の表面をブラシで一定の方向Aへ向かって擦り、ヘアライン加工Aを施す。
3. マスキングを除去する。
4. 胴部領域B1、右耳領域B2、左耳領域B3、右目領域B4及び左目領域B5(以下、これらの領域全体を領域Bと言うものとする。)にそれぞれの画像を生成するため、領域B以外の領域BNotにマスキングを施こす。
5. 板材1の表面に、前工程とは異なった方向Bにヘアラインを生じさせるため、ブラシで擦る方向を変えてヘアライン加工Bを施す。
6. マスキングを除去する。
【0007】
このようにすると、ヘアライン加工を施した部分は、然らざる部分とは異なった風合いとなり、然も、ヘアライン加工Aが施された部分からの反射光と、同Bが施された部分からの反射光とは、その光度が異なるものとなり、更に同じヘアライン加工が施された部分からの反射光も領域ごとに多少異なるようなる。
【0008】
そのため、目を近づけて材料1の表面を見ると、各領域A1、A2、A3、A4、A5、B1、B2、B3、B4、B5の画像はそれぞれ多少異なった明るさに見えるが、全体としては、クマの画像が明瞭に視認されるようになる。そして、視点が移動すると各領域の画像の明るさが変化するので、クマの画像が微妙に変化して見えるようになる。
【0009】
目が材料1の表面から離れた位置にあると、領域A、Bの画像A、Bの明るさは、それぞれの領域内では略均一となるが、領域AとBとでは異なっているから、やはりクマの画像は明瞭に視認されることになる。
【0010】
然しながら、この方法には、以下に述べるような問題点があった。
1. 一つの画像を生成するため、複数回、マスキングとヘアライン加工を繰り返す必要があり、人手とコストが掛かる。
2. 領域Aの画像Aと、領域Bの画像Bの双方を好適に視認できる視線範囲が狭く利用価値が乏しい。
3. ヘアライン加工の方向の数は、事実上2〜3方向が限度であるため、微妙な階調の表現が不可能であり、精細な画像や、ぼかしなどが表現できない。
4. 同一の領域に複数の画像を重畳して記録し、記録された画像をそれぞれ選択的に視認できるようにすることは不可能ではないが、制約が多く、ごく簡単な画像のものしかできない。例えば、右向きと左向きの矢印図形を、視線方向の変化により切換視認できるようにする程度であって、複雑な図形を扱うことは困難であった。
【発明の概要】
【発明が解決しようとする課題】
【0011】
解決しようとする問題点は、各一回のマスキングとヘアライン加工により、金属のみならず、合成樹脂製の板材の表面に精細な画像を生成し得る加飾方法を提供することである。
更に、本発明は、上記の方法を繰り返し施工することにより、単一の領域に複数の画像を重畳して記録し、記録された画像をそれぞれ選択的に視認できるようにする技術を提供する。
【0012】
更に又、本発明は上記の方法で加飾した板材を単独で、若しくは他の部材、材料と組み合わせ、成型その他の加工を施して成る種々な二次製品を提供しようとするものである。
これらの二次製品としては、例えば、美術工芸品、プレート又はタイル、装飾板、弁当箱その他の容器類、建築資材等の外、各種日用品、文具、家具、什器、調度品等のほか、各種事務用機械、携帯電話その他のケースやハウジングなどを挙げることができる。
本発明方法の適用対象物として特に推奨されるのは、携帯電話やパソコン等のケースや、アルミ製のトレイ等である。
【課題を解決するための手段】
【0013】
本発明に係る加飾方法は、少なくとも表面がヘアライン加工可能な軟質の物質、望ましくは金属若しくは合成樹脂からなる固形材料の表面を加工対象とし、その表面上に定められた加飾すべき領域に、以下の工程から成る加工を施すことを特徴とするものである。
1.加飾すべき領域に、マスキングインキを用いて、所望の画像を網点印刷する工程。
2.加飾すべき領域に、網点印刷の上から、ヘアライン加工を施す工程。
3.マスキングインキを除去する工程。
【0014】
而して加飾の対象とする材料は、金属又は合成樹脂製の板材、ボード、フィルム、箔などであり、金属としては,限定されないが、例えば、アルミニウム、金、銀、銅、錫、鉄又はそれらの合金が、合成樹脂も特に限定されないが、例えば、ポリカーボネート、ポリエステル、ポリメタクリル酸メチルその他の樹脂が挙げられる。
更に、加飾対象物が、金属又は合成樹脂以外の材料、例えば、ガラス、石材又は木材等直接ヘアライン加工が困難な材料であっても、その表面が金属又は合成樹脂によりコーティングされていれば本発明方法を適用し加飾することができる。
【0015】
更に、本発明においては、同一の加飾領域に、前記段落0013に記載の3工程を、画像とヘアラインの方向を変えて、重ねて複数回施工し、画像を見る視線の角度によって、何れか一つの画像を選択的に視認できるようにすることができる。
ヘアラインの方向は、例えば加飾する板材の中心軸を0時方向として、11時方向と1時方向等とすることができる
【0016】
上記何れの場合においても、網点印刷は、特に限定はされないが、例えば、スクリーン印刷、オフセット印刷、グラビア印刷などで行うことができる。最も望ましい印刷方法は、スクリーン印刷である。
網点は、ポジ網点のみでなくネガ網点であっても良く、又、ポジ網点とネガ網点の双方を様々に複合させて用いることができる。更に又、網点の形状は、丸の外、三角形、正方形、長方形、菱形、六角形、楕円形、長円形その他の形状であっても良い。
【0017】
本発明方法においては、画像は網点印刷されるので、繊細、精密な画像印刷が可能である。
スクリーン線数は何ら限定されないが、40lpi乃至400lpiの範囲とすることが推奨される。
【0018】
ヘアライン加工には、スチール等のブラシや、砥粒を含む研磨用工具等を使用しても良いが、研磨布紙を用いることが推奨される。
研磨布紙の番手は、特に限定されないが、通常は240番以上、1500番以下、望ましくは600番以上、1000番以下とすることが好ましい。
240番以下の粗い研磨布紙では、美麗な風合いの良い画像が得られなくなり、1500番以上の細かい粒度のものでは、ヘアラインに深さが不充分と成るため、鮮明な画像が得られなくなる。
【0019】
研磨布紙は、エンドレスベルト状等として用いても良いが、円筒状、円盤状等の担体に貼り付けて、回転工具又は、固定工具として用いることも推奨される。
而して、これらの工具により加工するヘアラインの深さは、10Å以上、8μ以下、望ましくは、50Å以上、5μ以下とする。
ヘアラインの深さが10Å以下であると鮮明な画像が得られず、8μ以上とすると画像の肌理が荒くなり、実用に適さなくなる。深さが50Å以上、5μ以下であれば通常好ましい画像が得られる。
【0020】
本発明を適用する材料としては、特に、アルミニウム合金やポリメタクリル酸メチル樹脂等が好適である。
材料がアルミニウム合金板などの場合は加飾加工後、陽極酸化処理を施すことができ、更に公知の方法で彩色することができる。
材料が真鍮、黄銅などの場合、加飾後、金、銀、錫等のメッキが可能である。
又加飾された面には、硬質の透明樹脂により保護コーティングを施すことも推奨される。
【発明の効果】
【0021】
上記の如くして加飾された板、フィルムは,単独で、又は他の素材と複合させて成型加工を施し、各種の製品、例えば、美術工芸品、プレート又はタイル、装飾板、弁当箱その他の容器類、建築資材等の外、各種日用品、文具、家具、調度品、携帯電話、事務用機械その他のケース、ハウジングなどの用材として利用できるものである。
【図面の簡単な説明】
【0022】
【図1】図1は本発明を実施するための基本的工程図である。
【図2】図2は本発明方法において採用されるポジ網点印刷の一例を拡大して示す説明図である。
【図3】図3は、本発明において採用されるネガ網点印刷の一例を拡大して示す説明図である。
【図4−1】は、高密度で印刷されたポジ網点を拡大して示す説明図である。
【図4−2】は、図4−1に示されたものよりも低い密度で印刷されたポジ網点を拡大して示す説明図である。
【図4−3】は、図4−2に示されたものよりも更に低い密度で印刷されたポジ網点を拡大して示す説明図である。
【図4−4】は、図4−3に示されたものよりも更に低い密度で印刷されたポジ網点を拡大して示す説明図である。
【図5】は、図4−3に示したポジ網点印刷の上に、ヘアライン加工を施した状態を拡大して示す説明図である。
【図6】は、図5に示した状態からマスキングインキを除去した状態を拡大して示す説明図である。
【図7】は、ネガ網点印刷の一例を拡大して示す説明図である。
【図8】図8は本発明によりアルミニウム板上に重畳生成した2画像A、Bを、所定の視線方向XAから見たとき視認される画像Aを示す図面代用写真である。
【図9】図9は、図4に示したアルミニウム板上に重畳生成した2画像A、Bを、上記とは異なった視線方向XBから見たとき視認される画像Bを示す図面代用写真である。
【図10】図10は、特開平2003−239076に開示された公知の加飾方法を示す説明図である。
【発明を実施するための形態】
【実施例1】
【0023】
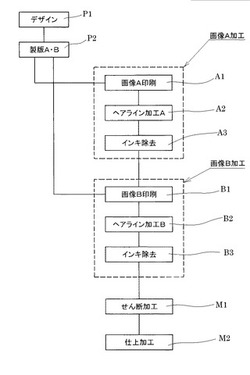
図1は、本発明方法を適用して所望の加飾すべき領域に、二つの画像A及びBを重畳して表示するときの工程説明図である。
先ず、事前に工程P1において、所望の金属板上に表示する画像A及びBがデザインされ、工程P2において画像A及びB印刷用の孔版が製作される。
【0024】
次いで、工程A1において、版Aを用いて、例えば、細長い帯状の金属製又は合成樹脂製のフィルムの表面に画像Aの印刷が連続して繰り返し行われる。
印刷方法としてはオフセット印刷、平版印刷等が推奨される。
この印刷には、マスキングインキが用いられ、画像のポジ網点がマスキングされる。
次いで、工程A2において、ヘアライン加工Aが行われるが、画像のポジ網点部分にはヘアラインが形成されず、ポジ網点のない部分のみに、ヘアラインが形成される。
最後に、工程A3において、マスキングインキが除去され、画像Aの加工が完了する。
【0025】
次いで、画像B加工工程に入り、工程B1において、版Bを用いて画像Aに重ねて、画像Bの印刷が行われる。
次いで、工程B2で、前の工程A2とはヘアラインの方向を変えて、ヘアライン加工Bが行われ、加工終了後、工程B3でマスキングインキの除去が行われ、画像Bの加工が終了する。
工程A2及びB2で、ヘアラインの方向を変えるには、板材の進行方向に対する円筒状ヘアライン加工工具の中心軸角度を変えれば良い。
【0026】
次いで、工程M1で画像A、Bが印刷されたフィルムが所定の形状、寸法に裁断され、更に工程M2で所望の仕上げ加工が施される。
工程M2では、裁断されたフィルムは、単独で、若しくは他の材料と組み合わせて、所望の形状に成型される。
【0027】
画像A及びBは、それらの画像を生じさせるヘアラインの方向が異なるため、これらの画像を視認できる視線方向が異なっている。
画像Aが視認できる視点から、画像Bが視認できる視点に、視点を滑らかに移動させるときは、画像Aがフェードアウトすると共に、画像Bがフェードインすることになり、面白い画像を見ることができる。
【0028】
上記の例では、二つの画像A、Bを重ねて形成する例を示したが、それぞれヘアラインの方向を変えて、三つ又は四つ又はそれ以上の多数の画像を重ねて形成し、それらの画像を選択的に一つ宛視認できるようにすることが可能である。
本発明に係る加飾方法は、板やプレート、フィルムや箔等の平らな部材の外、円柱体、角柱体、球面などの立体表面に施すことができる。
【0029】
合成樹脂製の透明なフィルムが用いられたときは、フィルムの一面に公知の方法で画像を印刷すると共に、他の一面に上記の本発明方法で複数の画像を形成することができる。
フィルムがアルミニウム合金製であるときは、加工後、陽極酸化処理を施し、更に必要に応じて着色加工を施す。
【0030】
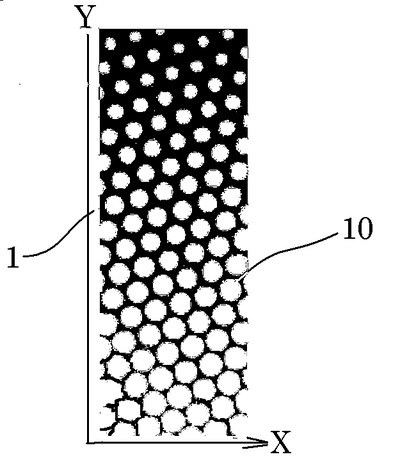
図2はポジ網点を拡大表示した説明図である。
図中、網点10は、黒色で表示されているが、実際の色は、これは使用するマスキングインキの色である。
図中1は、金属又は合成樹脂製のプレートであり、10はプレート1の表面に印刷されたポジ網点である。網点は三角格子状に配列されており、この網点の大きさによって、印刷面に濃淡差が表示されるので、所望のモノクロ画像を表示することができる。
図1においては下方から上方に向けて、順次小さくなる網点が示されており、実際の印刷物では、下方から上方に向けて順次、明度が低くなるぼかし模様が表示されることになる。
【0031】
図3は、図2に示した図形のネガ・ポジを反転したネガ網点を拡大表示したものである。
図中の白抜きの部分は、インキが付いていないネガ網点20であり、黒色部分はインキが付いている部分である。
この印刷では、図2とは逆に、実際の印刷物では、下方から上方に向けて順次、明度が高くなるぼかし模様が表示されることになる。
【0032】
図4−1乃至図4−4は、方形格子状に配置された種々の大きさのポジ網点を拡大して示す説明図である。
図4−1には、最も大きなポジ網点12が示されている。
図4−2には、図4−1に示されたポジ網点12より小さなポジ網点14が示されている。
図4−3には、図4−2に示されたポジ網点14より小さなポジ網点16が示されている。
図4−4には、図4−3に示されたポジ網点16より小さなポジ網点18が示されている。
ポジ網点の大きさは、これらの図に示されたものに限定されるものでなく、図4−1に示されたものを上限とし、無段階的に変更し得るものであり、これらを組み合わせて所望の画像を構成するものである。
【0033】
図5は、図4−3に示した網点印刷部にヘアライン加工を施した状態を拡大表示した説明図であり、30はヘアラインである。
図6は、図5の状態からマスキングインキを除去した状態を拡大表示した説明図である。
ポジ網点が存在した部分は、ヘアラインの存在しない空白領域となる。
【0034】
このヘアライン30は、光源に対するヘアラインの相対位置、並びに、ヘアラインの方向と断面形状とによって定まる特定の方向を中心にして一定の角度範囲内に強い反射光を生じさせる。
この強い反射光が見られる方向は、ヘアラインの状況、特に、ヘアラインの断面形状及び深さ、線密度、加工に用いる工具や砥粒の形状、サイズ、加工圧力、工具の相対的すべり速度等々によって複雑に変化することが知られている。
一方、反射光の強さは、印刷面に存在するヘアライン密度に比例するから、最初のポジ網点印刷で黒っぽく印刷された部分からは弱い反射光が生じ、白っぽく印刷された部分からは強い反射光が生じるので、反射光の方向から見れば、最初に印刷された画像を反転した画像が視認されることになる。
【0035】
尚、網点印刷は、上記の如きポジ網点印刷に限定されるものでなく、図7に示したネガ網点印刷を使用することも可能である。
又、ポジ網点とネガ網点を組み合わせて使用することも可能であり、特に複雑な画像を表示する場合には、画像の部位に応じて、ポジ・ネガ網点を使い分けることが推奨される
更に又、網点は上記の如き丸点のみでなく、正方形や長方形、正三角形、六角形等であっても良い。これらの場合、最密状態では隣接する網点は互いに密着するように、三角格子状、亀甲格子状等に配置される。
【0036】
図8及び図9は、本発明に係る加飾方法でアルミ板表面に重ねて形成された画像A及びBを示す図面代用写真である。
図8には編隊飛行する戦闘機が示されており、図9には、雌雄一番のペリカンが寄り添っている画像が示されている。
【0037】
画像A、Bを明瞭に視認できる視線方向は異なっており、画像Aを明瞭に視認できる視線方向DAから見れば画像Bは見えず、画像Bを明瞭に視認できる視線方向DBから見れば画像Aは見えない。
視線方向をDAからDBへ変えて行くと、画像Aは次第に白へフェードアウトし、画像Bが白からフェードインするようになる。
【産業上の利用可能性】
【0038】
本発明方法により加飾されたフィルム、薄板、箔などは、単独で各種製品の成型用材料として用いられるのみでなく、他の材料、例えば、木材、合成樹脂製品等に貼り付けて複合材として利用できるものであり、そのような複合材料は各種製品の材料として広く利用できるものである。
【符号の説明】
【0039】
1 板材
10 ポジ網点
20 ネガ網点
30 ヘアライン
【技術分野】
【0001】
本発明は、少なくとも表面が金属若しくは合成樹脂から成る材料(以下、本明細書においては単に材料と言う。)の表面に加飾をする方法、特に金属又はプラスチックから成る板材、フィルム、箔、テープ、ボード、プレート、カードその他の平面状材料(以下、本明細書においては単に板材と言うものとする。)の表面に加飾する方法に関するものである。
【背景技術】
【0002】
従来、金属や合成樹脂製の板材の表面に加飾する方法としては、塗装又は印刷、シールの貼着等が一般的であった。
然しながら、塗装又は印刷では、塗料等が必要であり、又長期にわたり美麗な状態を保持するためには再塗装などが必要であり、維持費がかかると言う問題があった。
又、これらの方法では、加飾すべき一領域に一つの画像しか表現できないと言う問題もあった。
【0003】
このような問題を解決するため、本発明者等は、先年、塗料等を用いることなく、アルミニウム又はその合金の表面に画像を生成する加飾方法を発明し、特開平2003−239076をもってこれを開示した。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開平2003−239076
【0005】
この方法は、アルミニウム又はその合金製の板材の表面の一部に、その板材より硬質のブラシを用いて一方向に多数のヘアラインを生じさせると、そのヘアラインを施した領域に入射する光が、ヘアラインと光源の相対位置関係と、ヘアラインの断面形状とにより定まる特定の方向に強く反射するようになるので、当該領域を上記特定の方向から見たときは、当該領域を明瞭に視認し得るようになることを利用し、所望の画像を発現させるものである。
【0006】
より具体的に言えば、例えば、図10において、アルミ合金製の板材1の表面に、図示されているようなクマの画像を表示しようとする場合、以下のようにする。
1. 先ず、頭部領域A1、右手領域A2、左手領域A3、右足領域A4及び左足領域A5(以下、これらの領域全体を領域Aと言うものとする。)にこれらの画像を生成するため、領域A以外の領域ANotにマスキングを施こす。
2. 板材1の表面をブラシで一定の方向Aへ向かって擦り、ヘアライン加工Aを施す。
3. マスキングを除去する。
4. 胴部領域B1、右耳領域B2、左耳領域B3、右目領域B4及び左目領域B5(以下、これらの領域全体を領域Bと言うものとする。)にそれぞれの画像を生成するため、領域B以外の領域BNotにマスキングを施こす。
5. 板材1の表面に、前工程とは異なった方向Bにヘアラインを生じさせるため、ブラシで擦る方向を変えてヘアライン加工Bを施す。
6. マスキングを除去する。
【0007】
このようにすると、ヘアライン加工を施した部分は、然らざる部分とは異なった風合いとなり、然も、ヘアライン加工Aが施された部分からの反射光と、同Bが施された部分からの反射光とは、その光度が異なるものとなり、更に同じヘアライン加工が施された部分からの反射光も領域ごとに多少異なるようなる。
【0008】
そのため、目を近づけて材料1の表面を見ると、各領域A1、A2、A3、A4、A5、B1、B2、B3、B4、B5の画像はそれぞれ多少異なった明るさに見えるが、全体としては、クマの画像が明瞭に視認されるようになる。そして、視点が移動すると各領域の画像の明るさが変化するので、クマの画像が微妙に変化して見えるようになる。
【0009】
目が材料1の表面から離れた位置にあると、領域A、Bの画像A、Bの明るさは、それぞれの領域内では略均一となるが、領域AとBとでは異なっているから、やはりクマの画像は明瞭に視認されることになる。
【0010】
然しながら、この方法には、以下に述べるような問題点があった。
1. 一つの画像を生成するため、複数回、マスキングとヘアライン加工を繰り返す必要があり、人手とコストが掛かる。
2. 領域Aの画像Aと、領域Bの画像Bの双方を好適に視認できる視線範囲が狭く利用価値が乏しい。
3. ヘアライン加工の方向の数は、事実上2〜3方向が限度であるため、微妙な階調の表現が不可能であり、精細な画像や、ぼかしなどが表現できない。
4. 同一の領域に複数の画像を重畳して記録し、記録された画像をそれぞれ選択的に視認できるようにすることは不可能ではないが、制約が多く、ごく簡単な画像のものしかできない。例えば、右向きと左向きの矢印図形を、視線方向の変化により切換視認できるようにする程度であって、複雑な図形を扱うことは困難であった。
【発明の概要】
【発明が解決しようとする課題】
【0011】
解決しようとする問題点は、各一回のマスキングとヘアライン加工により、金属のみならず、合成樹脂製の板材の表面に精細な画像を生成し得る加飾方法を提供することである。
更に、本発明は、上記の方法を繰り返し施工することにより、単一の領域に複数の画像を重畳して記録し、記録された画像をそれぞれ選択的に視認できるようにする技術を提供する。
【0012】
更に又、本発明は上記の方法で加飾した板材を単独で、若しくは他の部材、材料と組み合わせ、成型その他の加工を施して成る種々な二次製品を提供しようとするものである。
これらの二次製品としては、例えば、美術工芸品、プレート又はタイル、装飾板、弁当箱その他の容器類、建築資材等の外、各種日用品、文具、家具、什器、調度品等のほか、各種事務用機械、携帯電話その他のケースやハウジングなどを挙げることができる。
本発明方法の適用対象物として特に推奨されるのは、携帯電話やパソコン等のケースや、アルミ製のトレイ等である。
【課題を解決するための手段】
【0013】
本発明に係る加飾方法は、少なくとも表面がヘアライン加工可能な軟質の物質、望ましくは金属若しくは合成樹脂からなる固形材料の表面を加工対象とし、その表面上に定められた加飾すべき領域に、以下の工程から成る加工を施すことを特徴とするものである。
1.加飾すべき領域に、マスキングインキを用いて、所望の画像を網点印刷する工程。
2.加飾すべき領域に、網点印刷の上から、ヘアライン加工を施す工程。
3.マスキングインキを除去する工程。
【0014】
而して加飾の対象とする材料は、金属又は合成樹脂製の板材、ボード、フィルム、箔などであり、金属としては,限定されないが、例えば、アルミニウム、金、銀、銅、錫、鉄又はそれらの合金が、合成樹脂も特に限定されないが、例えば、ポリカーボネート、ポリエステル、ポリメタクリル酸メチルその他の樹脂が挙げられる。
更に、加飾対象物が、金属又は合成樹脂以外の材料、例えば、ガラス、石材又は木材等直接ヘアライン加工が困難な材料であっても、その表面が金属又は合成樹脂によりコーティングされていれば本発明方法を適用し加飾することができる。
【0015】
更に、本発明においては、同一の加飾領域に、前記段落0013に記載の3工程を、画像とヘアラインの方向を変えて、重ねて複数回施工し、画像を見る視線の角度によって、何れか一つの画像を選択的に視認できるようにすることができる。
ヘアラインの方向は、例えば加飾する板材の中心軸を0時方向として、11時方向と1時方向等とすることができる
【0016】
上記何れの場合においても、網点印刷は、特に限定はされないが、例えば、スクリーン印刷、オフセット印刷、グラビア印刷などで行うことができる。最も望ましい印刷方法は、スクリーン印刷である。
網点は、ポジ網点のみでなくネガ網点であっても良く、又、ポジ網点とネガ網点の双方を様々に複合させて用いることができる。更に又、網点の形状は、丸の外、三角形、正方形、長方形、菱形、六角形、楕円形、長円形その他の形状であっても良い。
【0017】
本発明方法においては、画像は網点印刷されるので、繊細、精密な画像印刷が可能である。
スクリーン線数は何ら限定されないが、40lpi乃至400lpiの範囲とすることが推奨される。
【0018】
ヘアライン加工には、スチール等のブラシや、砥粒を含む研磨用工具等を使用しても良いが、研磨布紙を用いることが推奨される。
研磨布紙の番手は、特に限定されないが、通常は240番以上、1500番以下、望ましくは600番以上、1000番以下とすることが好ましい。
240番以下の粗い研磨布紙では、美麗な風合いの良い画像が得られなくなり、1500番以上の細かい粒度のものでは、ヘアラインに深さが不充分と成るため、鮮明な画像が得られなくなる。
【0019】
研磨布紙は、エンドレスベルト状等として用いても良いが、円筒状、円盤状等の担体に貼り付けて、回転工具又は、固定工具として用いることも推奨される。
而して、これらの工具により加工するヘアラインの深さは、10Å以上、8μ以下、望ましくは、50Å以上、5μ以下とする。
ヘアラインの深さが10Å以下であると鮮明な画像が得られず、8μ以上とすると画像の肌理が荒くなり、実用に適さなくなる。深さが50Å以上、5μ以下であれば通常好ましい画像が得られる。
【0020】
本発明を適用する材料としては、特に、アルミニウム合金やポリメタクリル酸メチル樹脂等が好適である。
材料がアルミニウム合金板などの場合は加飾加工後、陽極酸化処理を施すことができ、更に公知の方法で彩色することができる。
材料が真鍮、黄銅などの場合、加飾後、金、銀、錫等のメッキが可能である。
又加飾された面には、硬質の透明樹脂により保護コーティングを施すことも推奨される。
【発明の効果】
【0021】
上記の如くして加飾された板、フィルムは,単独で、又は他の素材と複合させて成型加工を施し、各種の製品、例えば、美術工芸品、プレート又はタイル、装飾板、弁当箱その他の容器類、建築資材等の外、各種日用品、文具、家具、調度品、携帯電話、事務用機械その他のケース、ハウジングなどの用材として利用できるものである。
【図面の簡単な説明】
【0022】
【図1】図1は本発明を実施するための基本的工程図である。
【図2】図2は本発明方法において採用されるポジ網点印刷の一例を拡大して示す説明図である。
【図3】図3は、本発明において採用されるネガ網点印刷の一例を拡大して示す説明図である。
【図4−1】は、高密度で印刷されたポジ網点を拡大して示す説明図である。
【図4−2】は、図4−1に示されたものよりも低い密度で印刷されたポジ網点を拡大して示す説明図である。
【図4−3】は、図4−2に示されたものよりも更に低い密度で印刷されたポジ網点を拡大して示す説明図である。
【図4−4】は、図4−3に示されたものよりも更に低い密度で印刷されたポジ網点を拡大して示す説明図である。
【図5】は、図4−3に示したポジ網点印刷の上に、ヘアライン加工を施した状態を拡大して示す説明図である。
【図6】は、図5に示した状態からマスキングインキを除去した状態を拡大して示す説明図である。
【図7】は、ネガ網点印刷の一例を拡大して示す説明図である。
【図8】図8は本発明によりアルミニウム板上に重畳生成した2画像A、Bを、所定の視線方向XAから見たとき視認される画像Aを示す図面代用写真である。
【図9】図9は、図4に示したアルミニウム板上に重畳生成した2画像A、Bを、上記とは異なった視線方向XBから見たとき視認される画像Bを示す図面代用写真である。
【図10】図10は、特開平2003−239076に開示された公知の加飾方法を示す説明図である。
【発明を実施するための形態】
【実施例1】
【0023】
図1は、本発明方法を適用して所望の加飾すべき領域に、二つの画像A及びBを重畳して表示するときの工程説明図である。
先ず、事前に工程P1において、所望の金属板上に表示する画像A及びBがデザインされ、工程P2において画像A及びB印刷用の孔版が製作される。
【0024】
次いで、工程A1において、版Aを用いて、例えば、細長い帯状の金属製又は合成樹脂製のフィルムの表面に画像Aの印刷が連続して繰り返し行われる。
印刷方法としてはオフセット印刷、平版印刷等が推奨される。
この印刷には、マスキングインキが用いられ、画像のポジ網点がマスキングされる。
次いで、工程A2において、ヘアライン加工Aが行われるが、画像のポジ網点部分にはヘアラインが形成されず、ポジ網点のない部分のみに、ヘアラインが形成される。
最後に、工程A3において、マスキングインキが除去され、画像Aの加工が完了する。
【0025】
次いで、画像B加工工程に入り、工程B1において、版Bを用いて画像Aに重ねて、画像Bの印刷が行われる。
次いで、工程B2で、前の工程A2とはヘアラインの方向を変えて、ヘアライン加工Bが行われ、加工終了後、工程B3でマスキングインキの除去が行われ、画像Bの加工が終了する。
工程A2及びB2で、ヘアラインの方向を変えるには、板材の進行方向に対する円筒状ヘアライン加工工具の中心軸角度を変えれば良い。
【0026】
次いで、工程M1で画像A、Bが印刷されたフィルムが所定の形状、寸法に裁断され、更に工程M2で所望の仕上げ加工が施される。
工程M2では、裁断されたフィルムは、単独で、若しくは他の材料と組み合わせて、所望の形状に成型される。
【0027】
画像A及びBは、それらの画像を生じさせるヘアラインの方向が異なるため、これらの画像を視認できる視線方向が異なっている。
画像Aが視認できる視点から、画像Bが視認できる視点に、視点を滑らかに移動させるときは、画像Aがフェードアウトすると共に、画像Bがフェードインすることになり、面白い画像を見ることができる。
【0028】
上記の例では、二つの画像A、Bを重ねて形成する例を示したが、それぞれヘアラインの方向を変えて、三つ又は四つ又はそれ以上の多数の画像を重ねて形成し、それらの画像を選択的に一つ宛視認できるようにすることが可能である。
本発明に係る加飾方法は、板やプレート、フィルムや箔等の平らな部材の外、円柱体、角柱体、球面などの立体表面に施すことができる。
【0029】
合成樹脂製の透明なフィルムが用いられたときは、フィルムの一面に公知の方法で画像を印刷すると共に、他の一面に上記の本発明方法で複数の画像を形成することができる。
フィルムがアルミニウム合金製であるときは、加工後、陽極酸化処理を施し、更に必要に応じて着色加工を施す。
【0030】
図2はポジ網点を拡大表示した説明図である。
図中、網点10は、黒色で表示されているが、実際の色は、これは使用するマスキングインキの色である。
図中1は、金属又は合成樹脂製のプレートであり、10はプレート1の表面に印刷されたポジ網点である。網点は三角格子状に配列されており、この網点の大きさによって、印刷面に濃淡差が表示されるので、所望のモノクロ画像を表示することができる。
図1においては下方から上方に向けて、順次小さくなる網点が示されており、実際の印刷物では、下方から上方に向けて順次、明度が低くなるぼかし模様が表示されることになる。
【0031】
図3は、図2に示した図形のネガ・ポジを反転したネガ網点を拡大表示したものである。
図中の白抜きの部分は、インキが付いていないネガ網点20であり、黒色部分はインキが付いている部分である。
この印刷では、図2とは逆に、実際の印刷物では、下方から上方に向けて順次、明度が高くなるぼかし模様が表示されることになる。
【0032】
図4−1乃至図4−4は、方形格子状に配置された種々の大きさのポジ網点を拡大して示す説明図である。
図4−1には、最も大きなポジ網点12が示されている。
図4−2には、図4−1に示されたポジ網点12より小さなポジ網点14が示されている。
図4−3には、図4−2に示されたポジ網点14より小さなポジ網点16が示されている。
図4−4には、図4−3に示されたポジ網点16より小さなポジ網点18が示されている。
ポジ網点の大きさは、これらの図に示されたものに限定されるものでなく、図4−1に示されたものを上限とし、無段階的に変更し得るものであり、これらを組み合わせて所望の画像を構成するものである。
【0033】
図5は、図4−3に示した網点印刷部にヘアライン加工を施した状態を拡大表示した説明図であり、30はヘアラインである。
図6は、図5の状態からマスキングインキを除去した状態を拡大表示した説明図である。
ポジ網点が存在した部分は、ヘアラインの存在しない空白領域となる。
【0034】
このヘアライン30は、光源に対するヘアラインの相対位置、並びに、ヘアラインの方向と断面形状とによって定まる特定の方向を中心にして一定の角度範囲内に強い反射光を生じさせる。
この強い反射光が見られる方向は、ヘアラインの状況、特に、ヘアラインの断面形状及び深さ、線密度、加工に用いる工具や砥粒の形状、サイズ、加工圧力、工具の相対的すべり速度等々によって複雑に変化することが知られている。
一方、反射光の強さは、印刷面に存在するヘアライン密度に比例するから、最初のポジ網点印刷で黒っぽく印刷された部分からは弱い反射光が生じ、白っぽく印刷された部分からは強い反射光が生じるので、反射光の方向から見れば、最初に印刷された画像を反転した画像が視認されることになる。
【0035】
尚、網点印刷は、上記の如きポジ網点印刷に限定されるものでなく、図7に示したネガ網点印刷を使用することも可能である。
又、ポジ網点とネガ網点を組み合わせて使用することも可能であり、特に複雑な画像を表示する場合には、画像の部位に応じて、ポジ・ネガ網点を使い分けることが推奨される
更に又、網点は上記の如き丸点のみでなく、正方形や長方形、正三角形、六角形等であっても良い。これらの場合、最密状態では隣接する網点は互いに密着するように、三角格子状、亀甲格子状等に配置される。
【0036】
図8及び図9は、本発明に係る加飾方法でアルミ板表面に重ねて形成された画像A及びBを示す図面代用写真である。
図8には編隊飛行する戦闘機が示されており、図9には、雌雄一番のペリカンが寄り添っている画像が示されている。
【0037】
画像A、Bを明瞭に視認できる視線方向は異なっており、画像Aを明瞭に視認できる視線方向DAから見れば画像Bは見えず、画像Bを明瞭に視認できる視線方向DBから見れば画像Aは見えない。
視線方向をDAからDBへ変えて行くと、画像Aは次第に白へフェードアウトし、画像Bが白からフェードインするようになる。
【産業上の利用可能性】
【0038】
本発明方法により加飾されたフィルム、薄板、箔などは、単独で各種製品の成型用材料として用いられるのみでなく、他の材料、例えば、木材、合成樹脂製品等に貼り付けて複合材として利用できるものであり、そのような複合材料は各種製品の材料として広く利用できるものである。
【符号の説明】
【0039】
1 板材
10 ポジ網点
20 ネガ網点
30 ヘアライン
【特許請求の範囲】
【請求項1】
下記の工程から成る、材料表面に加飾する方法。
1.加飾すべき領域に、マスキングインキを用いて、所望の画像を網点印刷する工程。
2.加飾すべき領域に、網点印刷の上から、ヘアライン加工を施す工程。
3.マスキングインキを除去する工程。
【請求項2】
請求項1に記載の加飾方法を、材料表面上の同一の表面に、画像と、ヘアラインの方向とを変えて複数回重ねて実行することを特徴とする、材料表面に加飾する方法。
【請求項3】
加飾すべき材料が、少なくともその表面が金属から成る材料である、請求項1又は2に記載の、材料表面に加飾する方法。
【請求項4】
金属が、アルミニウム,金、銀、銅、錫、鉄及びそれらを含む合金から成る群の中から選ばれた一の金属である、請求項3に記載の、材料表面に加飾する方法。
【請求項5】
加飾すべき材料が、少なくともその表面が合成樹脂から成る材料である、請求項1又は2に記載の、材料表面に加飾する方法。
【請求項6】
合成樹脂が、ポリカーボネート、ポリエステル、ポリメタクリル酸メチル、及びそれらのモノマーを含むコポリマーから成る群の中から選ばれた一の合成樹脂である、請求項5に記載の、材料表面に加飾する方法。
【請求項7】
印刷がスクリーン印刷により行われる、請求項1乃至6の何れか一に記載の材料表面に加飾する方法。
【請求項8】
印刷がオフセット印刷により行われる、請求項1乃至6の何れか一に記載の材料表面に加飾する方法。
【請求項9】
網点印刷が、ポジ網点印刷により行われる、請求項1乃至8の何れか一に記載の材料表面に加飾する方法。
【請求項10】
網点印刷が、ネガ網点印刷により行われる、請求項1乃至8の何れか一に記載の材料表面に加飾する方法。
【請求項11】
網点印刷が、ポジ網点とネガ網点の複合印刷により行われる、請求項1乃至8の何れか一に記載の材料表面に加飾する方法。
【請求項12】
ヘアライン加工が、研磨布紙を用いて行われる、請求項1乃至11の何れか一に記載の材料表面に加飾する方法。
【請求項1】
下記の工程から成る、材料表面に加飾する方法。
1.加飾すべき領域に、マスキングインキを用いて、所望の画像を網点印刷する工程。
2.加飾すべき領域に、網点印刷の上から、ヘアライン加工を施す工程。
3.マスキングインキを除去する工程。
【請求項2】
請求項1に記載の加飾方法を、材料表面上の同一の表面に、画像と、ヘアラインの方向とを変えて複数回重ねて実行することを特徴とする、材料表面に加飾する方法。
【請求項3】
加飾すべき材料が、少なくともその表面が金属から成る材料である、請求項1又は2に記載の、材料表面に加飾する方法。
【請求項4】
金属が、アルミニウム,金、銀、銅、錫、鉄及びそれらを含む合金から成る群の中から選ばれた一の金属である、請求項3に記載の、材料表面に加飾する方法。
【請求項5】
加飾すべき材料が、少なくともその表面が合成樹脂から成る材料である、請求項1又は2に記載の、材料表面に加飾する方法。
【請求項6】
合成樹脂が、ポリカーボネート、ポリエステル、ポリメタクリル酸メチル、及びそれらのモノマーを含むコポリマーから成る群の中から選ばれた一の合成樹脂である、請求項5に記載の、材料表面に加飾する方法。
【請求項7】
印刷がスクリーン印刷により行われる、請求項1乃至6の何れか一に記載の材料表面に加飾する方法。
【請求項8】
印刷がオフセット印刷により行われる、請求項1乃至6の何れか一に記載の材料表面に加飾する方法。
【請求項9】
網点印刷が、ポジ網点印刷により行われる、請求項1乃至8の何れか一に記載の材料表面に加飾する方法。
【請求項10】
網点印刷が、ネガ網点印刷により行われる、請求項1乃至8の何れか一に記載の材料表面に加飾する方法。
【請求項11】
網点印刷が、ポジ網点とネガ網点の複合印刷により行われる、請求項1乃至8の何れか一に記載の材料表面に加飾する方法。
【請求項12】
ヘアライン加工が、研磨布紙を用いて行われる、請求項1乃至11の何れか一に記載の材料表面に加飾する方法。
【図1】



【図2】

【図3】
【図4−1】
【図4−2】
【図4−3】

【図4−4】
【図5】
【図6】
【図7】
【図10】

【図8】

【図9】

【図2】
【図3】
【図4−1】
【図4−2】
【図4−3】
【図4−4】
【図5】
【図6】
【図7】
【図10】
【図8】
【図9】
【公開番号】特開2010−241001(P2010−241001A)
【公開日】平成22年10月28日(2010.10.28)
【国際特許分類】
【出願番号】特願2009−92744(P2009−92744)
【出願日】平成21年4月7日(2009.4.7)
【出願人】(393002357)株式会社アルプレート (2)
【Fターム(参考)】
【公開日】平成22年10月28日(2010.10.28)
【国際特許分類】
【出願日】平成21年4月7日(2009.4.7)
【出願人】(393002357)株式会社アルプレート (2)
【Fターム(参考)】
[ Back to top ]