
金属製容器蓋
【目的】びん口への開栓・密栓操作を多数回反復する場合にも、容器蓋ネジ内面の黒変が有効に防止され、容器蓋側壁の内面塗膜が耐傷性及び耐摩耗性に優れているオルガノゾル塗膜から成る金属製容器蓋を提供する。
【構成】塗装金属板のプレス成形で形成され且つ筒状側壁部にびん口への係合用ネジを設ける金属製容器蓋であって、容器蓋の少なくとも筒状側壁部は、(A) 平均重合度が1000以上の高分子量塩化ビニル樹脂60乃至85重量%、(B) カルボキシル基及び水酸基の少なくとも一方を有する溶剤可溶型塩化ビニル−酢酸ビニル共重合体5乃至30重量%、及び(C) エポキシ−フェノール系樹脂硬化剤5乃至20重量%を含有するオルガノゾル塗料から成る内面塗膜を備えている。
【構成】塗装金属板のプレス成形で形成され且つ筒状側壁部にびん口への係合用ネジを設ける金属製容器蓋であって、容器蓋の少なくとも筒状側壁部は、(A) 平均重合度が1000以上の高分子量塩化ビニル樹脂60乃至85重量%、(B) カルボキシル基及び水酸基の少なくとも一方を有する溶剤可溶型塩化ビニル−酢酸ビニル共重合体5乃至30重量%、及び(C) エポキシ−フェノール系樹脂硬化剤5乃至20重量%を含有するオルガノゾル塗料から成る内面塗膜を備えている。
【発明の詳細な説明】
【0001】
【産業上の利用分野】本発明は、金属製容器蓋、特に塗装金属板のプレス成形で形成され且つ筒状側壁部にびん口への係合用ネジを設ける金属製容器蓋に関する。
【0002】
【従来の技術】従来、びん詰製品に対する密封用金属蓋としては、塗装スチール板を比較的浅い帽状体に成形し、開口端にビードを形成させると共に側壁に予めネジを形成させた所謂スクリューキャップや、塗装アルミニウム板を比較的深い帽状体に成形し、開口端に近い部分にピルファープルーフ機構を形成させ、この帽状体をびん口に被せた後ロール加工によりその場でネジを形成させる所謂ロールオンキャップ等が広く使用されている。
【0003】これらの金属製容器蓋は、開栓し内容物を取出した後再密封(リシール)が可能であるという利点を有している。
【0004】
【発明が解決しようとする問題点】しかしながら、従来の金属製容器蓋は、びん口への開栓・密栓操作を多数回にわたって反復すると、容器蓋側壁のネジ内面部分が黒変するという欠点が屡々認められる。この黒変部分を検査すると、この部分では内面塗膜が破損され、下地金属が粉の形で付着していることが確認される。この原因は、びん口のネジに傷があると、この傷により容器蓋側壁のネジの部分の内面塗膜に傷が入り、この傷により発生するダストが内容物液体と混って一種の研摩剤となって、ネジ全体に黒変が広がるに至るためと思われる。
【0005】従って、本発明の目的は、従来の金属製容器蓋における上記欠点が解消され、びん口への開栓・密栓操作を多数回反復する場合にも、容器蓋ネジ内面の黒変が有効に防止された金属製容器蓋を提供するにある。本発明の他の目的は、容器蓋側壁の内面塗膜が耐傷性及び耐摩耗性に優れているオルガノゾル塗膜から成る金属製容器蓋を提供するにある。
【0006】
【問題点を解決するための手段】本発明によれば、塗装金属板のプレス成形で形成され且つ筒状側壁部にびん口への係合用ネジを設ける金属製容器蓋において、容器蓋の少なくとも筒状側壁部は、(A) 平均重合度が1000以上の高分子量塩化ビニル樹脂60乃至85重量%、(B) カルボキシル基及び水酸基の少なくとも一方を有する溶剤可溶型塩化ビニル−酢酸ビニル共重合体5乃至30重量%、及び(C) エポキシ−フェノール系樹脂硬化剤5乃至20重量%を含有するオルガノゾル塗料から成る内面塗膜を備えていることを特徴とする金属製容器蓋が提供される。
【0007】本発明において、エポキシ−フェノール系樹脂硬化剤が170乃至1000のエポキシ当量を有するビスフェノール型エポキシ樹脂と、パラ置換型単環又は二環フェノールから誘導されたレゾール型フェノール樹脂との組合せから成るのがよい。
【0008】
【作 用】本発明では、ネジ付金属製容器蓋の内面塗膜として前記(A), (B)及び(C) のオルガノゾル塗料を用いることが特徴であり、これにより、びん口への開栓・密栓操作を多数回反復した場合にも、容器蓋ネジ内面における黒変を有効に防止することができる。
【0009】先ず、このオルガノゾル塗料における塩化ビニル樹脂成分(A) は、平均重合度(P)が1000以上、特に1200乃至1800の範囲になければならない。即ち、オルガノゾル塗料は一般に、溶剤可溶型塩化ビニル−酢酸ビニル共重合体樹脂と硬化剤樹脂との連続相中に塩化ビニル樹脂が分散した分散構造をとるが、本発明は、このオルガノゾル中に分散粒子として存在する塩化ビニル樹脂の重合度(P)を一定の基準値以上にすると、容器蓋内面塗膜の耐傷性、耐摩耗性が顕著に向上して黒変の発生が有効に防止されるものである。
【0010】容器蓋ネジの内面塗膜における耐傷性及び耐摩耗性は、本発明者の研究によると、塗膜の強度や硬度或いは塗膜自体の滑り性ではなく、塗膜の破断時の仕事量に密接に関連することがわかった。この仕事量は、硬化塗膜(厚さ30μ、幅5mm)を引張り試験(引張速度10mm/分)に付したときの破断迄の荷重−歪曲線の面積から求めることができる。下記表1は、塩化ビニル樹脂/溶剤可溶型塩化ビニル−酢酸ビニル共重合体樹脂/エポキシ−フェノール系硬化剤のオルガノゾル塗料(詳細は実施例参照)において、(i) 塩化ビニル樹脂としてPが700の樹脂を用いた場合、(ii)塩化ビニル−酢酸ビニル共重合体樹脂の分子量を45000、((i)の場合は分子量25000)とした場合、(iii) 前記(i) の塗料において塩化ビニル樹脂としてPが1300の高分子量樹脂を使用した場合の荷重−歪特性と、開栓・密栓反復時の耐黒変性(黒変する迄の回数で示す)との関係を示したものである。
【0011】
【表1】

上記表1の結果から、塩化ビニル樹脂の重合度が従来の700である場合や、溶剤可溶型塩化ビニル共重合体として高分子量のものを用いた場合に比して、塩化ビニル樹脂分散粒子の重合度を高めた場合に塗膜破断時の仕事量を最も大きくとることが可能となり、これにより耐黒変性も大きく向上させ得ることが理解される。
【0012】本発明において、塩化ビニル樹脂成分(A) は、塗膜固形分当り60乃至85重量%、特に70乃至80重量%の量で用いることも重要である。この量が上記範囲よりも少ないと、塗膜の破断時仕事量を十分に大きくすることが困難となり、耐黒変性が上記範囲内にある場合に比して低下するようになる。一方上記範囲よりも多いと、塗料の粘度が高くなり過ぎ、塗装性や塗膜形成性が低下して、耐黒変性もむしろ低下する傾向がみられる。
【0013】このオルガノゾル塗料は、カルボキシル基及び水酸基の少なくとも一方を有する溶剤可溶型塩化ビニル−酢酸ビニル共重合体(B) を、5乃至30重量%、特に10乃至20重量%の量で含有することも重要である。この共重合体成分(B) は塗膜の形で各成分を一体化し且つ均質化させるように作用すると共に、塗膜自体に可塑性を与え且つ金属基質との密着性をも向上するように作用する。成分(B)の量が上記範囲よりも多いと、塗料の粘度が高くなり、塗膜の強度が低下して仕事量も小さくなる傾向があり、その結果として仕事量の減少、耐黒変性の低下に至る傾向がある。また、成分(B) の量が上記範囲よりも少ないと、成分(B) による前記作用が十分に得られず、塗膜が脆くなる傾向があって、やはり仕事量の減少、耐黒変性の低下に結びつきやすい。
【0014】エポキシ−フェノール系硬化剤(C) は、塗膜に自己硬化性と金属基質に対する密着性とを与えるために必須不可欠の成分である。このエポキシ−フェノール系硬化剤は、塗料固形分中に5乃至20重量%、特に8乃至15重量%の量で存在することも重要である。即ち、成分(C) の量が上記範囲よりも少ないと、塗膜の金属への密着性が低下して、塗膜の剥離傾向がでるために、耐黒変性が低下しやすい。また塗膜の内容品に対するフレーバー保持性も劣る傾向がある。一方、成分(C) の量が上記範囲よりも多いと、塗膜が脆くなる傾向があり、やはり仕事量の減少、耐黒変性の低下を招きやすい。
【0015】以上の作用が総合されて、本発明によればネジ付金属製容器蓋における黒変の発生が効果的に抑制されることになる。
【0016】
【発明の好適態様】本発明の金属製容器蓋の製造に用いる塗装金属板の断面構造を示す図1において、この塗装金属板1は、金属基体2、蓋内面側となる側に設けられたオルガノゾル塗膜3、蓋外面側となる側に設けられた片面アンダーコート(プライマー)塗膜4、印刷インキ層5及びトップコート(クリアーラッカー)塗膜6から成っている。
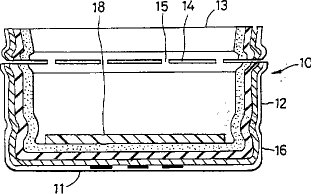
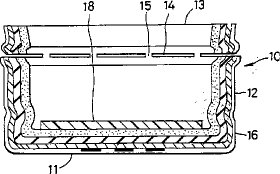
【0017】この塗装金属板をプレス加工し、次いでネジ加工前の容器蓋を示す図2において、この蓋10は、頂板部11と筒状側壁部12とから成っており、筒状側壁部12の開口端13に近接して、ミシン目状切目14と橋絡部15とから成るピルファープルーフ機構が設けられており、頂板部11に近接して把持用ローレット16が設けられている。頂板部11の内面側には、びん口を密封するためのパッキング乃至ライナー18が設けられている。本発明においては、前記オルガノゾル塗料3として前記(A),(B) 及び(C) の組成のものを使用する。
【0018】用いる高分子量塩化ビニル系樹脂(A) は、塩化ビニル単独或いは塩化ビニルと他のビニル単量体、例えばブタジエン、スチレン、酢酸ビニル等の共重合体の少量との組合せを、乳化重合或いは懸濁重合させることにより製造され、その粒径は一般に、0.01乃至10ミクロン、特に0.02乃至5ミクロンの範囲にある。この樹脂は塗料中に分散粒子、即ちゾルの形で存在する。
【0019】溶剤可溶型共重合体(B) は、カルボキシル基及び/又は水酸基を5乃至500ミリモル/100g樹脂、特に好適には10乃至300ミリモル/100g樹脂の濃度で含有することも重要であり、この濃度が5ミリモル/100g樹脂よりも低い場合には、金属基体−塗膜間で剥離を生じる傾向があり、一方この濃度が500ミリモル/100g樹脂よりも高いと塗膜の耐水性が低下し、耐腐食性も失われるようになる。
【0020】共重合体(B) 中の塩化ビニル単位は、共重合体当り50乃至95重量%で、また酢酸ビニル単位は2乃至40重量%の量で存在することが望ましい。この共重合体(B) は一般に80乃至1500の重合度を有し、しかも塩化ビニル系樹脂粒子(A) よりも小さい分子量を有することが望ましい。カルボキシル基を与えるエチレン系不飽和単量体の適当な例は、アクリル酸、メタクリル酸、フマル酸、無水マレイン酸、クロトン酸、イタコン酸、シトラコン酸、テトラヒドロ無水フタル酸等であり、水酸基を与える単量体の適当な例は、ビニルアルコール(即ち酢酸ビニルケン化物)、ヒドロキシエチルアクリレート、ヒドロキシエチルメタクリレート、ヒドロキシプロピルアクリレート、ヒドロキシプロピルメタクリレート等である。
【0021】塩化ビニル系樹脂の適当な例は、塩化ビニル−酢酸ビニル共重合体部分ケン化物、塩化ビニル−酢酸ビニル−アクリル酸共重合体、塩化ビニル−酢酸ビニル共重合体部分ケン化・部分ブチラール化物、塩化ビニル−酢酸ビニル−メタクリル酸共重合体、塩化ビニル−酢酸ビニル−無水マレイン酸共重合体、塩化ビニル−酢酸ビニル−ヒドロキシエチルアクリレート共重合体、塩化ビニル−酢酸ビニル−ヒドロキシエチルメタクリレート共重合体、塩化ビニル−酢酸ビニル−アクリル酸共重合体部分ケン化物等である。
【0022】エポキシ・フェノール系硬化剤(C) としては、ビスフェノール型エポキシ樹脂とパラ置換型単環又は二環フェノールから誘導されたレゾール型フェノール樹脂との組合せが好適に使用される。エポキシ樹脂としては、ビスフェノールAとエピハロヒドリンとから誘導されるエポキシ樹脂であり、分子量が250乃至4000、特に280乃至1500で、エポキシ当量が140乃至3500、特に190乃至1000のものが使用される。好適なものは、シエル石油(株)から、エポン828、834、1001、1004の商品名で市販されている。
【0023】フェノール−ホルムアルデヒド樹脂としては、パラ置換フェノールとホルムアルデヒドとから誘導されたレゾール樹脂が使用される。パラ置換フェノール類としては、下記式(1)
【0024】
【化1】
式中、Rはアルキル基、シクロアルキル基又はアリール基のような1価炭化水素基であり、R1 及びR2 の各々は水素原子又は炭素数4以下のアルキル基である、で表わされる単核フェノール;例えばp−クレゾール、p−エチルフェノール、p−tert−ブチルフェノール、p−tert−アミノフェノール、p−ノニルフェノール、p−フェニルフェノール、p−シクロヘキシルフェノール、3,4−キシレノール等や、式(2)
【0025】
【化2】
式中、Rは直接結合或いは2価の橋絡基を表わす、で表わされる2価フェノールが使用される。前記式(2) の2価フェノールにおいて、2価の橋絡基Rとしては、式−CR1 R2 −(式中R1 及びR2 の各々は水素原子、ハロゲン原子、炭素数4以下のアルキル基、又はパーハロアルキル基である)のアルキリデン基、−O−, −S−, −SO−, NR3 −(式中、R3 は水素原子又は炭素数4以下のアルキル基である)の基等を挙げることができるが、一般にはアルキリデン基又はエーテル基が好ましい。このような2価フェノールの適当な例は、2,2’−ビス(4−ヒドロキシフェニル)プロパン(ビスフェノールA)、2,2’−ビス(4−ヒドロキシフェニル)ブタン(ビスフェノールB)、1,1’−ビス(4−ヒドロキシフェニル)エタン、ビス(4−ヒドロキシフェニル)メタン(ビスフェノールF)、4−ヒドロキシフェニルエーテル、p−(4−ヒドロキシ)フェノール、等であるが、ビスフェノールAが好適である。これらは2種類以上を混合して使用してもよい。
【0026】本発明に用いるレゾール型フェノールアルデヒド樹脂は、上述したパラ置換フェノールとホルムアルデヒドとを、アルカリ性触媒の存在下に反応させることにより得られる。触媒としては、アルカリ金属或いはアルカリ土類金属の水酸化物や炭酸塩やアンモニア等が使用される。本発明に用いるフェノール−ホルムアルデヒド樹脂は、自己硬化性の点では、ベンゼン環当り0.2個以上のメチロール基を有することが好ましく、また塗膜特性の点で200乃至1000の数平均分子量を有することが好ましい。
【0027】エポキシ樹脂とレゾール型フェノール樹脂とは、重量比で4:1乃至1:20特に1:1乃至1:5で用いることが望ましく、これらは混合物の形でも、或いは予備縮合させた形でも使用し得る。本発明の塗料においては、前記共重合体(B) 及び熱硬化性樹脂成分(C) は分散媒としての連続相中に、前記塩化ビニル系樹脂粒子(A) は該連続相中に分散した分散質の形で存在する。この特徴の故に、この塗料は高固形分濃度で塗装が可能で、しかも厚塗りも可能である。
【0028】本発明の塗料は、前記成分(B) 及び(C) を、トルエン、キシレン等の芳香族炭化水素系溶媒;アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等のケトン系溶媒;エタノール、プロパノール、ブタノール等のアルコール系溶媒;エチルセロソルブ、ブチルセロソルブ等のセロソルブ系溶媒;酢酸エチル、酢酸ブチル等のエステル系溶媒等の1種又は2種以上に溶解させ、この溶液中に塩化ビニル系樹脂(A) を分散させることにより製造される。
【0029】この塗料には、それ自体公知の任意の配合剤を公知の処方に従って配合し得る。塩化ビニル重合体の熱安定性を向上させるために、ステアリン酸カルシウム、亜鉛或いはマグネシウムやパルミチン酸カルシウム、亜鉛、マグネシウム等の金属石鹸系熱安定剤や、適度のスリップ性を与えるための脂肪酸アミド、ワックス等のスリップ剤をそれ自体公知の処方で配合し得る。
【0030】この塗料は、固形分濃度が10乃至70重量%の範囲内で塗装に適した粘度で金属素材への塗布に用いられる。塗装は、ローラ塗布、ブラシ塗布、ドクターコータ、スプレー塗布、静電塗装、浸漬塗布等の任意の手段で行うことができる。金属素材への塗工量は、乾燥基準で0.5乃至30g/m2 、特に1乃至20g/m2 の範囲とすることが、本発明の目的に好都合である。塗装後の金属素材は、熱風炉、赤外線加熱炉等において、150乃至350℃で5秒乃至30分間焼付けて所望の塗膜とする。この塗膜は従来の塗料で同じ厚みに形成した塗膜と比して、その耐傷性は格段に向上している。
【0031】金属蓋用の金属素材としては、未処理の鋼板(ブラックプレート)、各種表面処理鋼板、例えば錫メッキ鋼板(ブリキ)、亜鉛メッキ鋼板、アルミメッキ鋼板、ニッケルメッキ鋼板、クロムメッキ鋼板等のメッキ鋼板;電解クロム酸処理鋼板等の電解処理鋼板;リン酸及び/又はクロム酸処理鋼板等の化学処理鋼板や、アルミニウム等の軽金属板或いはこれらの複合材等が使用される。これらの内でも、本発明はアルミニウムを用いた蓋の黒変防止に特に有用である。金属板の厚みは一般に0.1乃至0.5mm、特に0.2乃至0.3mmの範囲にあるのがよい。
【0032】
【発明の効果】本発明によれば、びん口への係合用ネジを設ける容器蓋の内面塗料として、前記(A), (B)及び(C) の組成を有するオルガノゾル塗料を用いたことにより、びん口への開栓・密栓操作を多数回反復した場合にも、塗膜が損傷や摩耗を受けることなしに維持され、容器蓋ネジ内面における黒変を有効に防止することが可能となった。
【0033】
【実施例】
実施例1平均重合度が1300の塩化ビニル樹脂パウダーに、塩化ビニル/酢酸ビニル共重合樹脂、及び硬化剤としてエポキシ樹脂、フェノール樹脂を表2に示す割合に配合して任意の混合溶剤に溶解・分散させ、各種ビニルオルガノゾル型塗料を調製した。
【0034】厚さ0.25mmのアルミニウム板のキャップ外側となる面に下塗り塗料として塩化ビニル/酢酸ビニル共重合体樹脂(VMCH UCC製)のメチルセロソルブ、メチルエチルケトン等量溶媒30%溶液を用い、乾燥時の塗膜厚みが5μとなる様にロ−ルコートし、190℃、10分間の条件で乾燥させる。得られた塗装板の片面に通常の金属印刷インキを用いて、外径20mmの円形状に商標印刷を施し、更に表面保護塗装として、エポキシエステル系塗料を上記印刷面上に5μの厚みに塗装し、乾燥硬化させる。
【0035】次に、塗装板のもう一方の面に前述の各種配合ビニルオルガノゾル型塗料を各々乾燥後の塗膜厚みが8μとなる様にロールコートし、加熱乾燥して両面塗装アルミニウム板を調製した。得られた塗装板を印刷部のある面が外面となる様にして更に印刷部の中心とキャップ頂板部の中心が一致する様にして円筒状に打ち抜いた後、ミシン目切断加工して内径が30mm、高さ40mmのロールオンピルファープルーフキャップシェルを作成した。
【0036】得られたキャップシェルの内側に厚さ1mmの発泡ポリエチレンのパッキングを挿入し、ネジ付ガラスびんにキャッピングした後、ロールオンシーリングした。シーリング加工したキャップを開栓し、次にびん口にウィスキーを附着させ、締めトルク値15Kgf・cmで25回の開栓−密栓の繰り返し操作(リシール操作)を行った。操作完了後、キャップ内面の損傷状態を観察した。結果を表2に示した。本発明による配合のオルガノゾル塗料の試料は変化なかったのに対し、他の配合の塗料の試料は繰り返し操作中に塗膜に亀裂を生じ、露出したアルミニウム表面の粉塵による黒変を発生していた。
実施例2平均重合度の異なる塩化ビニル樹脂パウダー、塩化ビニル/酢酸ビニル共重合樹脂、及び硬化剤としてエポキシ樹脂、フェノール樹脂を表2の試料No. 3と同じ配合比になるようにして任意の混合溶剤に溶解・分散させ、各種ビニルオルガノゾル型塗料を調製した後、実施例1と同様の評価を行った。
【0037】平均重合度の小さい樹脂の試料は、溶解により分散安定性が悪く粘度が高いため、稀釈して同じ膜厚で塗装した。又、高重合度の試料は加熱後の表面平滑性が不良であった。リシール操作後の塗膜の観察結果を表3に示した。本発明の範囲外の重合度の樹脂を用いた試料が亀裂・黒変などの欠陥を呈したのに対し、本発明の範囲の重合度の樹脂を用いた試料の損傷は、殆んど認められなかった。
参考例1参考例として、錫メッキ量#50のブリキ板上に実施例2の試料No. 6,7の各塗料(それぞれ第1表の試料(i),(iii) に対応)とNo. 7塗料の塩化ビニル・酢酸ビニル共重合体樹脂の分子量を45000にした塗料(第1表の試料(ii)に対応)を乾燥後の塗膜厚が30μとなるようにロールコートし、190℃、10分間加熱乾燥して塗装板を作成し、得られた塗装板上の塗膜を水銀アマルガム法によって剥離した後、塗膜片を5mm幅の短冊状に切り取り引張り強度測定用試料とした。
【0038】万能引張試験機を用い、引張り速度10mm/minの条件で試験片を引張り、破断強度、伸び率を測定した。結果を第1表に示した。破断強度と伸び率の積で表した仕事量では、キャップ開閉テストで良好な結果を示した本発明の配合塗料の試料は、他の試料よりも高い値を示した。
【0039】
【表2】
【0040】
【表3】
【図面の簡単な説明】
【図1】本発明の金属製容器蓋の製造に用いる塗装金属板の断面構造を示す断面図である。
【図2】図1の塗装金属板から形成された本発明の容器蓋の断面図である。
【符合の説明】
1 塗装金属板
2 金属基体
3 オルガノゾル塗膜
4 アンダーコート塗膜
5 印刷インキ層
6 トップコート塗膜
10 蓋
11 頂板部
12 筒状側壁部
【0001】
【産業上の利用分野】本発明は、金属製容器蓋、特に塗装金属板のプレス成形で形成され且つ筒状側壁部にびん口への係合用ネジを設ける金属製容器蓋に関する。
【0002】
【従来の技術】従来、びん詰製品に対する密封用金属蓋としては、塗装スチール板を比較的浅い帽状体に成形し、開口端にビードを形成させると共に側壁に予めネジを形成させた所謂スクリューキャップや、塗装アルミニウム板を比較的深い帽状体に成形し、開口端に近い部分にピルファープルーフ機構を形成させ、この帽状体をびん口に被せた後ロール加工によりその場でネジを形成させる所謂ロールオンキャップ等が広く使用されている。
【0003】これらの金属製容器蓋は、開栓し内容物を取出した後再密封(リシール)が可能であるという利点を有している。
【0004】
【発明が解決しようとする問題点】しかしながら、従来の金属製容器蓋は、びん口への開栓・密栓操作を多数回にわたって反復すると、容器蓋側壁のネジ内面部分が黒変するという欠点が屡々認められる。この黒変部分を検査すると、この部分では内面塗膜が破損され、下地金属が粉の形で付着していることが確認される。この原因は、びん口のネジに傷があると、この傷により容器蓋側壁のネジの部分の内面塗膜に傷が入り、この傷により発生するダストが内容物液体と混って一種の研摩剤となって、ネジ全体に黒変が広がるに至るためと思われる。
【0005】従って、本発明の目的は、従来の金属製容器蓋における上記欠点が解消され、びん口への開栓・密栓操作を多数回反復する場合にも、容器蓋ネジ内面の黒変が有効に防止された金属製容器蓋を提供するにある。本発明の他の目的は、容器蓋側壁の内面塗膜が耐傷性及び耐摩耗性に優れているオルガノゾル塗膜から成る金属製容器蓋を提供するにある。
【0006】
【問題点を解決するための手段】本発明によれば、塗装金属板のプレス成形で形成され且つ筒状側壁部にびん口への係合用ネジを設ける金属製容器蓋において、容器蓋の少なくとも筒状側壁部は、(A) 平均重合度が1000以上の高分子量塩化ビニル樹脂60乃至85重量%、(B) カルボキシル基及び水酸基の少なくとも一方を有する溶剤可溶型塩化ビニル−酢酸ビニル共重合体5乃至30重量%、及び(C) エポキシ−フェノール系樹脂硬化剤5乃至20重量%を含有するオルガノゾル塗料から成る内面塗膜を備えていることを特徴とする金属製容器蓋が提供される。
【0007】本発明において、エポキシ−フェノール系樹脂硬化剤が170乃至1000のエポキシ当量を有するビスフェノール型エポキシ樹脂と、パラ置換型単環又は二環フェノールから誘導されたレゾール型フェノール樹脂との組合せから成るのがよい。
【0008】
【作 用】本発明では、ネジ付金属製容器蓋の内面塗膜として前記(A), (B)及び(C) のオルガノゾル塗料を用いることが特徴であり、これにより、びん口への開栓・密栓操作を多数回反復した場合にも、容器蓋ネジ内面における黒変を有効に防止することができる。
【0009】先ず、このオルガノゾル塗料における塩化ビニル樹脂成分(A) は、平均重合度(P)が1000以上、特に1200乃至1800の範囲になければならない。即ち、オルガノゾル塗料は一般に、溶剤可溶型塩化ビニル−酢酸ビニル共重合体樹脂と硬化剤樹脂との連続相中に塩化ビニル樹脂が分散した分散構造をとるが、本発明は、このオルガノゾル中に分散粒子として存在する塩化ビニル樹脂の重合度(P)を一定の基準値以上にすると、容器蓋内面塗膜の耐傷性、耐摩耗性が顕著に向上して黒変の発生が有効に防止されるものである。
【0010】容器蓋ネジの内面塗膜における耐傷性及び耐摩耗性は、本発明者の研究によると、塗膜の強度や硬度或いは塗膜自体の滑り性ではなく、塗膜の破断時の仕事量に密接に関連することがわかった。この仕事量は、硬化塗膜(厚さ30μ、幅5mm)を引張り試験(引張速度10mm/分)に付したときの破断迄の荷重−歪曲線の面積から求めることができる。下記表1は、塩化ビニル樹脂/溶剤可溶型塩化ビニル−酢酸ビニル共重合体樹脂/エポキシ−フェノール系硬化剤のオルガノゾル塗料(詳細は実施例参照)において、(i) 塩化ビニル樹脂としてPが700の樹脂を用いた場合、(ii)塩化ビニル−酢酸ビニル共重合体樹脂の分子量を45000、((i)の場合は分子量25000)とした場合、(iii) 前記(i) の塗料において塩化ビニル樹脂としてPが1300の高分子量樹脂を使用した場合の荷重−歪特性と、開栓・密栓反復時の耐黒変性(黒変する迄の回数で示す)との関係を示したものである。
【0011】
【表1】
上記表1の結果から、塩化ビニル樹脂の重合度が従来の700である場合や、溶剤可溶型塩化ビニル共重合体として高分子量のものを用いた場合に比して、塩化ビニル樹脂分散粒子の重合度を高めた場合に塗膜破断時の仕事量を最も大きくとることが可能となり、これにより耐黒変性も大きく向上させ得ることが理解される。
【0012】本発明において、塩化ビニル樹脂成分(A) は、塗膜固形分当り60乃至85重量%、特に70乃至80重量%の量で用いることも重要である。この量が上記範囲よりも少ないと、塗膜の破断時仕事量を十分に大きくすることが困難となり、耐黒変性が上記範囲内にある場合に比して低下するようになる。一方上記範囲よりも多いと、塗料の粘度が高くなり過ぎ、塗装性や塗膜形成性が低下して、耐黒変性もむしろ低下する傾向がみられる。
【0013】このオルガノゾル塗料は、カルボキシル基及び水酸基の少なくとも一方を有する溶剤可溶型塩化ビニル−酢酸ビニル共重合体(B) を、5乃至30重量%、特に10乃至20重量%の量で含有することも重要である。この共重合体成分(B) は塗膜の形で各成分を一体化し且つ均質化させるように作用すると共に、塗膜自体に可塑性を与え且つ金属基質との密着性をも向上するように作用する。成分(B)の量が上記範囲よりも多いと、塗料の粘度が高くなり、塗膜の強度が低下して仕事量も小さくなる傾向があり、その結果として仕事量の減少、耐黒変性の低下に至る傾向がある。また、成分(B) の量が上記範囲よりも少ないと、成分(B) による前記作用が十分に得られず、塗膜が脆くなる傾向があって、やはり仕事量の減少、耐黒変性の低下に結びつきやすい。
【0014】エポキシ−フェノール系硬化剤(C) は、塗膜に自己硬化性と金属基質に対する密着性とを与えるために必須不可欠の成分である。このエポキシ−フェノール系硬化剤は、塗料固形分中に5乃至20重量%、特に8乃至15重量%の量で存在することも重要である。即ち、成分(C) の量が上記範囲よりも少ないと、塗膜の金属への密着性が低下して、塗膜の剥離傾向がでるために、耐黒変性が低下しやすい。また塗膜の内容品に対するフレーバー保持性も劣る傾向がある。一方、成分(C) の量が上記範囲よりも多いと、塗膜が脆くなる傾向があり、やはり仕事量の減少、耐黒変性の低下を招きやすい。
【0015】以上の作用が総合されて、本発明によればネジ付金属製容器蓋における黒変の発生が効果的に抑制されることになる。
【0016】
【発明の好適態様】本発明の金属製容器蓋の製造に用いる塗装金属板の断面構造を示す図1において、この塗装金属板1は、金属基体2、蓋内面側となる側に設けられたオルガノゾル塗膜3、蓋外面側となる側に設けられた片面アンダーコート(プライマー)塗膜4、印刷インキ層5及びトップコート(クリアーラッカー)塗膜6から成っている。
【0017】この塗装金属板をプレス加工し、次いでネジ加工前の容器蓋を示す図2において、この蓋10は、頂板部11と筒状側壁部12とから成っており、筒状側壁部12の開口端13に近接して、ミシン目状切目14と橋絡部15とから成るピルファープルーフ機構が設けられており、頂板部11に近接して把持用ローレット16が設けられている。頂板部11の内面側には、びん口を密封するためのパッキング乃至ライナー18が設けられている。本発明においては、前記オルガノゾル塗料3として前記(A),(B) 及び(C) の組成のものを使用する。
【0018】用いる高分子量塩化ビニル系樹脂(A) は、塩化ビニル単独或いは塩化ビニルと他のビニル単量体、例えばブタジエン、スチレン、酢酸ビニル等の共重合体の少量との組合せを、乳化重合或いは懸濁重合させることにより製造され、その粒径は一般に、0.01乃至10ミクロン、特に0.02乃至5ミクロンの範囲にある。この樹脂は塗料中に分散粒子、即ちゾルの形で存在する。
【0019】溶剤可溶型共重合体(B) は、カルボキシル基及び/又は水酸基を5乃至500ミリモル/100g樹脂、特に好適には10乃至300ミリモル/100g樹脂の濃度で含有することも重要であり、この濃度が5ミリモル/100g樹脂よりも低い場合には、金属基体−塗膜間で剥離を生じる傾向があり、一方この濃度が500ミリモル/100g樹脂よりも高いと塗膜の耐水性が低下し、耐腐食性も失われるようになる。
【0020】共重合体(B) 中の塩化ビニル単位は、共重合体当り50乃至95重量%で、また酢酸ビニル単位は2乃至40重量%の量で存在することが望ましい。この共重合体(B) は一般に80乃至1500の重合度を有し、しかも塩化ビニル系樹脂粒子(A) よりも小さい分子量を有することが望ましい。カルボキシル基を与えるエチレン系不飽和単量体の適当な例は、アクリル酸、メタクリル酸、フマル酸、無水マレイン酸、クロトン酸、イタコン酸、シトラコン酸、テトラヒドロ無水フタル酸等であり、水酸基を与える単量体の適当な例は、ビニルアルコール(即ち酢酸ビニルケン化物)、ヒドロキシエチルアクリレート、ヒドロキシエチルメタクリレート、ヒドロキシプロピルアクリレート、ヒドロキシプロピルメタクリレート等である。
【0021】塩化ビニル系樹脂の適当な例は、塩化ビニル−酢酸ビニル共重合体部分ケン化物、塩化ビニル−酢酸ビニル−アクリル酸共重合体、塩化ビニル−酢酸ビニル共重合体部分ケン化・部分ブチラール化物、塩化ビニル−酢酸ビニル−メタクリル酸共重合体、塩化ビニル−酢酸ビニル−無水マレイン酸共重合体、塩化ビニル−酢酸ビニル−ヒドロキシエチルアクリレート共重合体、塩化ビニル−酢酸ビニル−ヒドロキシエチルメタクリレート共重合体、塩化ビニル−酢酸ビニル−アクリル酸共重合体部分ケン化物等である。
【0022】エポキシ・フェノール系硬化剤(C) としては、ビスフェノール型エポキシ樹脂とパラ置換型単環又は二環フェノールから誘導されたレゾール型フェノール樹脂との組合せが好適に使用される。エポキシ樹脂としては、ビスフェノールAとエピハロヒドリンとから誘導されるエポキシ樹脂であり、分子量が250乃至4000、特に280乃至1500で、エポキシ当量が140乃至3500、特に190乃至1000のものが使用される。好適なものは、シエル石油(株)から、エポン828、834、1001、1004の商品名で市販されている。
【0023】フェノール−ホルムアルデヒド樹脂としては、パラ置換フェノールとホルムアルデヒドとから誘導されたレゾール樹脂が使用される。パラ置換フェノール類としては、下記式(1)
【0024】
【化1】
式中、Rはアルキル基、シクロアルキル基又はアリール基のような1価炭化水素基であり、R1 及びR2 の各々は水素原子又は炭素数4以下のアルキル基である、で表わされる単核フェノール;例えばp−クレゾール、p−エチルフェノール、p−tert−ブチルフェノール、p−tert−アミノフェノール、p−ノニルフェノール、p−フェニルフェノール、p−シクロヘキシルフェノール、3,4−キシレノール等や、式(2)
【0025】
【化2】
式中、Rは直接結合或いは2価の橋絡基を表わす、で表わされる2価フェノールが使用される。前記式(2) の2価フェノールにおいて、2価の橋絡基Rとしては、式−CR1 R2 −(式中R1 及びR2 の各々は水素原子、ハロゲン原子、炭素数4以下のアルキル基、又はパーハロアルキル基である)のアルキリデン基、−O−, −S−, −SO−, NR3 −(式中、R3 は水素原子又は炭素数4以下のアルキル基である)の基等を挙げることができるが、一般にはアルキリデン基又はエーテル基が好ましい。このような2価フェノールの適当な例は、2,2’−ビス(4−ヒドロキシフェニル)プロパン(ビスフェノールA)、2,2’−ビス(4−ヒドロキシフェニル)ブタン(ビスフェノールB)、1,1’−ビス(4−ヒドロキシフェニル)エタン、ビス(4−ヒドロキシフェニル)メタン(ビスフェノールF)、4−ヒドロキシフェニルエーテル、p−(4−ヒドロキシ)フェノール、等であるが、ビスフェノールAが好適である。これらは2種類以上を混合して使用してもよい。
【0026】本発明に用いるレゾール型フェノールアルデヒド樹脂は、上述したパラ置換フェノールとホルムアルデヒドとを、アルカリ性触媒の存在下に反応させることにより得られる。触媒としては、アルカリ金属或いはアルカリ土類金属の水酸化物や炭酸塩やアンモニア等が使用される。本発明に用いるフェノール−ホルムアルデヒド樹脂は、自己硬化性の点では、ベンゼン環当り0.2個以上のメチロール基を有することが好ましく、また塗膜特性の点で200乃至1000の数平均分子量を有することが好ましい。
【0027】エポキシ樹脂とレゾール型フェノール樹脂とは、重量比で4:1乃至1:20特に1:1乃至1:5で用いることが望ましく、これらは混合物の形でも、或いは予備縮合させた形でも使用し得る。本発明の塗料においては、前記共重合体(B) 及び熱硬化性樹脂成分(C) は分散媒としての連続相中に、前記塩化ビニル系樹脂粒子(A) は該連続相中に分散した分散質の形で存在する。この特徴の故に、この塗料は高固形分濃度で塗装が可能で、しかも厚塗りも可能である。
【0028】本発明の塗料は、前記成分(B) 及び(C) を、トルエン、キシレン等の芳香族炭化水素系溶媒;アセトン、メチルエチルケトン、メチルイソブチルケトン、シクロヘキサノン等のケトン系溶媒;エタノール、プロパノール、ブタノール等のアルコール系溶媒;エチルセロソルブ、ブチルセロソルブ等のセロソルブ系溶媒;酢酸エチル、酢酸ブチル等のエステル系溶媒等の1種又は2種以上に溶解させ、この溶液中に塩化ビニル系樹脂(A) を分散させることにより製造される。
【0029】この塗料には、それ自体公知の任意の配合剤を公知の処方に従って配合し得る。塩化ビニル重合体の熱安定性を向上させるために、ステアリン酸カルシウム、亜鉛或いはマグネシウムやパルミチン酸カルシウム、亜鉛、マグネシウム等の金属石鹸系熱安定剤や、適度のスリップ性を与えるための脂肪酸アミド、ワックス等のスリップ剤をそれ自体公知の処方で配合し得る。
【0030】この塗料は、固形分濃度が10乃至70重量%の範囲内で塗装に適した粘度で金属素材への塗布に用いられる。塗装は、ローラ塗布、ブラシ塗布、ドクターコータ、スプレー塗布、静電塗装、浸漬塗布等の任意の手段で行うことができる。金属素材への塗工量は、乾燥基準で0.5乃至30g/m2 、特に1乃至20g/m2 の範囲とすることが、本発明の目的に好都合である。塗装後の金属素材は、熱風炉、赤外線加熱炉等において、150乃至350℃で5秒乃至30分間焼付けて所望の塗膜とする。この塗膜は従来の塗料で同じ厚みに形成した塗膜と比して、その耐傷性は格段に向上している。
【0031】金属蓋用の金属素材としては、未処理の鋼板(ブラックプレート)、各種表面処理鋼板、例えば錫メッキ鋼板(ブリキ)、亜鉛メッキ鋼板、アルミメッキ鋼板、ニッケルメッキ鋼板、クロムメッキ鋼板等のメッキ鋼板;電解クロム酸処理鋼板等の電解処理鋼板;リン酸及び/又はクロム酸処理鋼板等の化学処理鋼板や、アルミニウム等の軽金属板或いはこれらの複合材等が使用される。これらの内でも、本発明はアルミニウムを用いた蓋の黒変防止に特に有用である。金属板の厚みは一般に0.1乃至0.5mm、特に0.2乃至0.3mmの範囲にあるのがよい。
【0032】
【発明の効果】本発明によれば、びん口への係合用ネジを設ける容器蓋の内面塗料として、前記(A), (B)及び(C) の組成を有するオルガノゾル塗料を用いたことにより、びん口への開栓・密栓操作を多数回反復した場合にも、塗膜が損傷や摩耗を受けることなしに維持され、容器蓋ネジ内面における黒変を有効に防止することが可能となった。
【0033】
【実施例】
実施例1平均重合度が1300の塩化ビニル樹脂パウダーに、塩化ビニル/酢酸ビニル共重合樹脂、及び硬化剤としてエポキシ樹脂、フェノール樹脂を表2に示す割合に配合して任意の混合溶剤に溶解・分散させ、各種ビニルオルガノゾル型塗料を調製した。
【0034】厚さ0.25mmのアルミニウム板のキャップ外側となる面に下塗り塗料として塩化ビニル/酢酸ビニル共重合体樹脂(VMCH UCC製)のメチルセロソルブ、メチルエチルケトン等量溶媒30%溶液を用い、乾燥時の塗膜厚みが5μとなる様にロ−ルコートし、190℃、10分間の条件で乾燥させる。得られた塗装板の片面に通常の金属印刷インキを用いて、外径20mmの円形状に商標印刷を施し、更に表面保護塗装として、エポキシエステル系塗料を上記印刷面上に5μの厚みに塗装し、乾燥硬化させる。
【0035】次に、塗装板のもう一方の面に前述の各種配合ビニルオルガノゾル型塗料を各々乾燥後の塗膜厚みが8μとなる様にロールコートし、加熱乾燥して両面塗装アルミニウム板を調製した。得られた塗装板を印刷部のある面が外面となる様にして更に印刷部の中心とキャップ頂板部の中心が一致する様にして円筒状に打ち抜いた後、ミシン目切断加工して内径が30mm、高さ40mmのロールオンピルファープルーフキャップシェルを作成した。
【0036】得られたキャップシェルの内側に厚さ1mmの発泡ポリエチレンのパッキングを挿入し、ネジ付ガラスびんにキャッピングした後、ロールオンシーリングした。シーリング加工したキャップを開栓し、次にびん口にウィスキーを附着させ、締めトルク値15Kgf・cmで25回の開栓−密栓の繰り返し操作(リシール操作)を行った。操作完了後、キャップ内面の損傷状態を観察した。結果を表2に示した。本発明による配合のオルガノゾル塗料の試料は変化なかったのに対し、他の配合の塗料の試料は繰り返し操作中に塗膜に亀裂を生じ、露出したアルミニウム表面の粉塵による黒変を発生していた。
実施例2平均重合度の異なる塩化ビニル樹脂パウダー、塩化ビニル/酢酸ビニル共重合樹脂、及び硬化剤としてエポキシ樹脂、フェノール樹脂を表2の試料No. 3と同じ配合比になるようにして任意の混合溶剤に溶解・分散させ、各種ビニルオルガノゾル型塗料を調製した後、実施例1と同様の評価を行った。
【0037】平均重合度の小さい樹脂の試料は、溶解により分散安定性が悪く粘度が高いため、稀釈して同じ膜厚で塗装した。又、高重合度の試料は加熱後の表面平滑性が不良であった。リシール操作後の塗膜の観察結果を表3に示した。本発明の範囲外の重合度の樹脂を用いた試料が亀裂・黒変などの欠陥を呈したのに対し、本発明の範囲の重合度の樹脂を用いた試料の損傷は、殆んど認められなかった。
参考例1参考例として、錫メッキ量#50のブリキ板上に実施例2の試料No. 6,7の各塗料(それぞれ第1表の試料(i),(iii) に対応)とNo. 7塗料の塩化ビニル・酢酸ビニル共重合体樹脂の分子量を45000にした塗料(第1表の試料(ii)に対応)を乾燥後の塗膜厚が30μとなるようにロールコートし、190℃、10分間加熱乾燥して塗装板を作成し、得られた塗装板上の塗膜を水銀アマルガム法によって剥離した後、塗膜片を5mm幅の短冊状に切り取り引張り強度測定用試料とした。
【0038】万能引張試験機を用い、引張り速度10mm/minの条件で試験片を引張り、破断強度、伸び率を測定した。結果を第1表に示した。破断強度と伸び率の積で表した仕事量では、キャップ開閉テストで良好な結果を示した本発明の配合塗料の試料は、他の試料よりも高い値を示した。
【0039】
【表2】
【0040】
【表3】
【図面の簡単な説明】
【図1】本発明の金属製容器蓋の製造に用いる塗装金属板の断面構造を示す断面図である。
【図2】図1の塗装金属板から形成された本発明の容器蓋の断面図である。
【符合の説明】
1 塗装金属板
2 金属基体
3 オルガノゾル塗膜
4 アンダーコート塗膜
5 印刷インキ層
6 トップコート塗膜
10 蓋
11 頂板部
12 筒状側壁部
【特許請求の範囲】
【請求項1】塗装金属板のプレス成形で形成され且つ筒状側壁部にびん口への係合用ネジを設ける金属製容器蓋において、容器蓋の少なくとも筒状側壁部は、(A) 平均重合度が1000以上の高分子量塩化ビニル樹脂60乃至85重量%、(B) カルボキシル基及び水酸基の少なくとも一方を有する溶剤可溶型塩化ビニル−酢酸ビニル共重合体5乃至30重量%、及び(C) エポキシ−フェノール系樹脂硬化剤5乃至20重量%を含有するオルガノゾル塗料から成る内面塗膜を備えていることを特徴とする金属製容器蓋。
【請求項2】エポキシ−フェノール系樹脂硬化剤が170乃至1000のエポキシ当量を有するビスフェノール型エポキシ樹脂と、パラ置換型単環又は二環フェノールから誘導されたレゾール型フェノール樹脂との組合せから成る請求項1記載の金属製容器蓋。
【請求項1】塗装金属板のプレス成形で形成され且つ筒状側壁部にびん口への係合用ネジを設ける金属製容器蓋において、容器蓋の少なくとも筒状側壁部は、(A) 平均重合度が1000以上の高分子量塩化ビニル樹脂60乃至85重量%、(B) カルボキシル基及び水酸基の少なくとも一方を有する溶剤可溶型塩化ビニル−酢酸ビニル共重合体5乃至30重量%、及び(C) エポキシ−フェノール系樹脂硬化剤5乃至20重量%を含有するオルガノゾル塗料から成る内面塗膜を備えていることを特徴とする金属製容器蓋。
【請求項2】エポキシ−フェノール系樹脂硬化剤が170乃至1000のエポキシ当量を有するビスフェノール型エポキシ樹脂と、パラ置換型単環又は二環フェノールから誘導されたレゾール型フェノール樹脂との組合せから成る請求項1記載の金属製容器蓋。
【図1】


【図2】
【図2】
【公開番号】特開平5−319445
【公開日】平成5年(1993)12月3日
【国際特許分類】
【出願番号】特願平4−122061
【出願日】平成4年(1992)5月14日
【出願人】(000228442)日本クラウンコルク株式会社 (382)
【出願人】(000001904)サントリー株式会社 (319)
【公開日】平成5年(1993)12月3日
【国際特許分類】
【出願日】平成4年(1992)5月14日
【出願人】(000228442)日本クラウンコルク株式会社 (382)
【出願人】(000001904)サントリー株式会社 (319)
[ Back to top ]