
金属製平形ガスケット
本発明の金属製平形ガスケット(1)は、弾性変形可能なシール要素(4)により包囲される、少なくとも1つの燃焼室貫通開口部(3)を有するガスケット層(2)を備え、シール要素(4)は、ガスケット層(2)を波形形状(40)とすることにより構成され、ガスケット層(2)の両面(21, 22)に、少なくとも2つの波山(41)おおび波谷(42)が存在しており、無負荷状態において、シール要素(4)の存在する部分におけるガスケット層(2)の厚さ(hVL)は、ガスケット層(2)の原厚(d)よりも大きく、波状形状(40)以外のシール要素または支持要素は、燃焼室貫通開口部(3)周囲において存在せず、シール要素(4)は、ガスケット層(2)の平面(E)に実質的に垂直な方向に500〜2800N/mmの線形圧縮を受けると、シール要素(4)の厚さ(hb)は、ガスケット層(2)の原厚(d)よりも0.05〜0.3mmだけ厚くなり、ガスケット層(2)は、エラストマシール要素(6)によって包囲される、少なくとも4つの締結手段用貫通開口部(51)と、少なくとも1つの潤滑油または冷却剤用貫通開口部(5)とをさらに有し、燃焼室貫通開口部(3)の直径は200mm以下である。

【発明の詳細な説明】
【技術分野】
【0001】
本発明は、特に実用車用のシリンダヘッドガスケットに好適な、金属製平形ガスケットに関する。
【背景技術】
【0002】
シリンダヘッドガスケットの分野において、燃焼ガス開口部の排気マニホルドガスケットにおける燃焼室開口部のシールは特に重要である。この部分におけるシールの信頼性を確保するために、特にシリンダライナの有無にかかわらず商用車のディーゼルエンジンで従来見られるような用途では、シリンダヘッドとモータブロックとを連結する燃焼室への締付け力を集中させる必要がある。このため、従来、内燃機関用のシリンダは、小さいライナ突起またはライナのない突起を有し、燃焼室の縁部にいわゆる突出部が設けられている。すなわち、燃焼室開口部の周囲領域における、小さなライナ突起またはセットオフを含む、シリンダヘッドガスケットのガスケット層の全厚が、燃焼室開口部からより離れた位置にある部分(いわゆる「後背部」)におけるガスケット層の全厚よりも大きくなっている。
【0003】
燃焼室の縁部におけるこのタイプの突出部は、ストッパとして知られるものを用いて、達成されることが多い。通常、これらのストッパは、燃焼室の縁部に沿って伸長する中実の環状インレーである。一般的に、これらのストッパの高さは、燃焼室開口部の周囲部分に存在するガスケット層の厚さとの組合せで、燃焼室開口部の周囲部分におけるモータブロックとシリンダヘッドとの間のシール隙間を完全に塞げるようになっている。別体のリングを挿入する代わりに、燃焼室開口部におけるガスケット層の縁部を屈曲させて、ストッパとすることもできる。このタイプのストッパは、弾性的性質を持っていない。このため、燃焼室開口部において確実なシールを達成するために、従来、ストッパは、ビードなどの弾性シール要素と組み合わせて用いられている。弾性シール要素は、従来、燃焼室開口部から見てストッパの径方向外側に伸長している。通常、ストッパは、ビード用の支持要素としても機能し、ガスケットの作動時に、ビードが完全に平坦化してしまうことを防止している。燃焼室縁部のストッパの代替または追加として、ビードの径方向後側にストッパを取り付けることも、この分野においては公知である。また、燃焼室縁部から径方向に同程度離れた位置に、別個の剛性要素を弾性ビードと組み合わせることも行われている。
【0004】
ストッパ・ビードガスケットの構造は、比較的複雑である。その上、燃焼室開口部における確実なシールを得るために、燃焼室開口部の周囲のシリンダヘッドガスケット部分に形状的な工夫を行う必要も往々にしてある。このような形状的な工夫がないと、締結手段により燃焼室開口部の周囲において円周方向に働くクランプ圧/力が不均一になりやすい。シリンダヘッドをモータブロックに締結するために、従来、複数のネジが、燃焼室開口部の周囲に配置されている。組込み状態において、通常、シリンダヘッドとシリンダブロックとの間の距離は、ネジ自体が存在する部分よりも、ネジ間の部分においてより長い。このため、モータブロックとシリンダヘッドガスケットとの間に配置される、シリンダヘッドガスケットによって塞がれるべきシール隙間のサイズが増加する。このシール隙間の変化は、燃焼室開口部の周囲のシリンダヘッドガスケットを適切な形状とすることにより許容される。たとえば、燃焼室開口部の周囲にあるストッパの円周方向の高さをシール隙間のサイズに応じて設定することは、公知である。しかし、中実のストッパにこのような形状的な工夫をなすことは、複雑かつ困難であることが多い。
【0005】
実用車エンジン用のシリンダヘッドガスケットにおける燃焼室開口部のシールでは、ストッパ・ビードの組合せの代わりに、プラスチック製のビードを燃焼室の縁部に設けている。このプラスチック製のビードは、燃焼室開口部の周囲において同心円状の複数のリング内に伸長するが、ストッパ・ビードガスケットのビードとは対照的に、ほとんど弾性を有しない。このように弾性がないことから、燃焼室開口部の周囲におけるシール性能が不十分になることが多い。必要な剛性を得るために、プラスチック製のビードには、ハードコーティングや硬質材料が充填されたビード空洞が設けられることが多い。このことは、このタイプのガスケットの製造を複雑化させ、かつ製造コストを増大させている。
【発明の概要】
【発明が解決しようとする課題】
【0006】
このように、金属製平形ガスケット、特に内燃機関用のシリンダヘッドガスケットには、簡単な構造でありながら、貫通開口部、特にシリンダヘッドガスケットの燃焼室開口部におけるシールの信頼性に対する要求がある。本発明の目的は、このような要求に応える金属製平形ガスケットを提供することにある。
【課題を解決するための手段】
【0007】
本発明は、弾性的に変形可能なシール要素によって包囲される、少なくとも1つの貫通開口部を有する少なくとも1つのガスケット層を備える金属製平形ガスケットに関する。前記シール要素は、前記ガスケット層内で波形形状を有するように構成され、該ガスケット層の両面には、波山と波谷が少なくとも2つずつ存在するようになっている。適用されるケースにより、1 1/2波周期のみが貫通開口部全体を包囲する場合がある。無負荷状態において、前記シール要素の存在する部分におけるガスケット層の厚さは、ガスケット層の原厚よりも大きい。この波形形状以外には、前記貫通開口部のためのさらなるシール要素または支持要素は、平形ガスケット内に存在していない。前記シール要素、すなわち波形形状は、前記ガスケット層の平面に実質的に垂直な方向に負荷がかけられた場合でも、ガスケット層の原厚とシール要素のある部分における厚さとの間の差が残るように構成される。具体的には、設置状態において、前記シール要素のある部分のガスケット層の厚さは、前記ガスケット層の原厚よりも0.05〜0.3mm(好適には0.05〜0.2mm)だけ大きくなる。「実質的に垂直に」という用語は、力の作用の逸脱が垂直方向から2°以下、特に1°以下であることを意味する。
【0008】
貫通開口部の周囲における、このようなシール要素の構成は、該シール要素が弾性および硬質性の双方を備えることを意味する。この場合、硬質性は、締付け力が、前記シール要素のある部分に作用した際でも、突出部が、前記燃焼室の縁部に形成され、該突出部がガスケットの作動中は保持されることにより、調節される。前記貫通開口部のある部分におけるこの永久的な突出部により、前記締付け力をこの部分に集中させて、必要な高クランプ圧力をこの部分に確保することができる。このようにして、前記波形形状のシール要素が中実ストッパの機能を果たす。しかし、同時に、前記波形形状のシール要素は弾性をも有する。この弾性により、前記貫通開口部における波形形状のシール要素が、前記ガスケット作動時の前記シール隙間の変化(たとえば5μmから15μmへの変化)に弾性的に追随することができ、かつ、前記貫通開口部の周囲における優れた気密性が確保される。前記シール要素の高い弾性により、結果として気密性に妥協を生じることなく、前記締付け力を最小にすることが可能となる。
【0009】
本発明は、このようにシールを構成することにより、従来のガスケットの弾性要素(たとえばビード)および(硬質)ストッパの機能を、単一の要素に一体化させている。この結果、従来のガスケットと比較して、構造および製造がきわめて簡単になる。さらに、波山および波谷の数を適宜選択することにより、必要とされる条件に合わせて剛性を設定することができる。本発明によれば、前記波形形状は、前記ガスケット層の両面において少なくとも2つの波山および波谷が存在するように構成される。すなわち、両面に、前記貫通開口部に沿って伸長する圧縮ラインが少なくとも2つ存在することになる。好適には、ガスケット層のそれぞれの面に、2つよりも多い波山および波谷を導入することで、より多くの環状の圧縮ラインを前記開口部の周囲に形成しうる。これらの圧縮ラインが多いほど、前記貫通開口部の周囲部分における気密性がより十分に確保されることになる。
【0010】
前記波形形状の構成は、適用ケースごとに、必要に応じて、広範な変更が可能である。通常、前記貫通開口部周囲における波山および波谷の軌跡は、前記貫通開口部の外形の軌跡に追随する。このため、たとえば円形開口部の場合、波山および波谷が、貫通開口部の周囲に同心円状のリングの形で伸長することになる。また、他の外形形状、たとえば、楕円、多面体、その他の均一または不均一な形状の場合もある。空間的な理由から、波山および波谷は同心性のラインに沿って伸長することが好ましいが、これが必須というわけではない。
【0011】
波形形状の径方向における波山および波谷の断面は、原則的には所望の様式に構成することができる。好適なものとして、正弦波状、台形状またはジグザグ状の断面形状が挙げられる。また、これらの形状の改良として、これらの形状にたとえば異なる傾斜度で隆起する側面、平らなピークなどを設けることもできる。断面形状は、すべての波山および波谷について同じでもよいし、あるいは波山および/または波谷ごとに異なってもよい。また、単一の波山または波谷の中で外形断面を変更してもよい。
【0012】
前記貫通開口部のシール要素としての波形形状は、前記貫通開口部の周囲部分において形状を構築するのに理想的である。このようにして、シール性能を、適用されるケースごとの条件に合目的的に調整することができる。前記波形形状の高さおよび/または剛性といった特性を、径方向、円周方向、または双方向において変化させることができる。好適には、この調整は、波山の高さ、波山および/または波谷の断面形状、隣接する波山間の距離、波山および/または波谷の部分における材料の厚みといった特性のうち、少なくとも1つを変更することにより、実行される。波山の高さを変更する場合、所定の部分において、波山の高さを円周方向にゼロまで低減させ、ガスケット層の所定部分において波形形状がなくなる状態とすることも可能である。かかる形状における高さの変化は好適には0.03mmまでであり、いかなる場合においても、貫通開口部の縁部における突出部が0.05〜0.3mmの範囲となるように調整される。波山の高さをさらに高くしたり、波山および波谷の側面をより急勾配にしたり、隣接する波山間の距離をより短くしたり、材料の厚みをより厚くしたりするにつれて、波形形状の剛性が増加することになる。
【0013】
燃焼室の縁部において必要とされる永久的な突出部を確保するためには、波形形状のシール要素は、弾性のみならず、むしろ可塑性をも有することになる。このため、該波形形状の弾性は、従来のビードの弾性よりも低くなっている。このことは、前記波形形状の寸法が従来のビードもしくは複合ビードの寸法よりも小さいことからも、明らかである。このため、前記波形形状の隣接する波山の頂点間の距離は、2.0mmまでの範囲が適切であり、好適には1.7mmまでの範囲、特に好適には1.5mmまでの範囲、さらには1.0mmまでの範囲である。前記波山が頂点を持たず平坦なピーク部分を有する場合、すべての場合において前記ガスケット層の面に対して平行な面に存在する、これらのピーク部分の中心点間の距離が測定される。波山の高さが円周方向においてゼロまで低減する場合には、隣接する波山間の距離は、波山の高さがゼロよりも高くなっている部分で測定される。隣接する波山の円周方向における高さが相互に異なる場合でも、これらの距離すべてが上記の特定範囲内に収まる。
【0014】
シール要素としての波形形状は、ガスケット層自体に設けられる。すなわち、前記波形形状は、別体の部品により形成されるのではなく、前記ガスケット層と一体的に形成される。このため、従来のストッパにおいて通常用いられるインレーリングは不要である。その結果、ガスケットの製造が大幅に簡略され、そのコストも大幅に低減される。前記波形形状は、前記ガスケット層の両面方向に対称とならずに波山および波谷が構成されるようにして、形成される。このため、前記波形形状の部分におけるガスケット層の厚さは、前記ガスケット層の原厚、すなわち波山および波谷の導入前のガスケット層の厚さよりも大きい。前記波形形状の部分におけるガスケット層の厚さは、この場合、2つの接平面間の距離として、測定される。なお、接平面はそれぞれ、前記ガスケット層の片側および他方側を越えて突出するそれぞれの最も高い波山のガスケット層の平面に対して平行に位置する面である。
【0015】
本発明において、かかる形状部分の突出量は、設置状態において、少なくとも0.05mmである。冷却状態において、ガスケット上に作用するネジごとの締付け力は50〜220kN、好適には60〜200kN、特に好適には100〜200kNであり、線形圧縮として表現する場合には、500〜2800N/mm、好適には800〜2500N/mm、特に好適には800〜1500N/mmである。この場合の線形圧縮は、前記波形形状の平均周囲長さと関連する。平均周囲長さは、前記燃焼室開口部の周囲の円周方向における、前記形状の中央部(幅の半分)の範囲にある。実験室レベルでは、前記形状部分の高さは、実質的に垂直方向にこの部分に負荷がかけられる方法で決定される。「実質的に垂直方向に」の用語は、締付け力の作用の逸脱が垂直方向から2°以下、特に1°以下であることを意味する。突出量は、初期負荷条件下において、すなわち再現可能な測定に必要な最小圧力である2.4N/mm2において、0.05〜0.35mm、好適には0.07〜0.32mmである。設置状態における前記力の作用をシュミレーションした場合、前記波形形状の永久的突出部の突出量は、0.05〜0.3mm、好適には0.05〜0.2mmである。
【0016】
好適には、前記波形形状は、エンボス加工によって形成される。原則として、ガスケット層の一方の面にある波山は他方の面にある波谷に対応し、その逆も成り立つ。このように、ガスケット層の外形をエンボス加工することにより、前記形状を形成することができる。また、たとえば、深絞り、ハイドロフォーミング、ローレット切りなどその他の製造プロセスも採用できる。
【0017】
波形形状の必要な弾性および必要な剛性の双方を達成するために、比較的厚みのある金属シートをガスケット層に用いることが好ましい。0.2〜1.5mmの厚さが好適であり、厚さ0.3〜1.0mmの金属シートが多層ガスケットに、厚さ0.8〜1.2mmの金属シートが単一層ガスケットに、それぞれ好適である。前記金属としては、比較的高い引張り強度、600N/mm2以上、特に1000N/mm2以上の引張り強度を有するものが好ましい。スチールが前記ガスケット層の好適な材料である。本発明では、比較的安価なスチール、たとえば、従来の炭素鋼または冷延炭素鋼(C590、C75など)が使用できる。著しい弾性が要求される場合には、鋼ばねを使用できる。適切なスチールとしては、たとえばハイグレード鋼(特に、番号1.4310、1.4372、1.4301または1.4303)がある。材料そのもの、材料厚さ、および波形形状の性状を適切に選択することにより、前記シール要素の剛性を特定用途に合わせて意図的に調整できる。上述の通り、前記波形形状の構成には多様な可能性があるといえる。冷延鋼を用いる場合、たとえば側面をテーパ状として、波山および波谷のある側面部分の材料厚さの低減を図りながら、より顕著な硬質化を達成することも可能となる。先行技術の塑性変形可能なビードと対照的に、本発明の場合、ビードの剛性を向上させるために、波谷をたとえばエラストマのような材料で充填する必要はない。波形形状の部分にこのような公知の充填材材料やハードコーティングを使用することは、本発明においては好ましくない。前記波形形状の剛性は、材料の選択および前記構成自体の形状のみによって設定されることになる。
【0018】
上述の通り、前記波形形状は、ガスケット層内に組み込まれ、別体のリングとしてガスケット層内に挿入されることなく、前記ガスケット層に溶接されることもない。しかしながら、前記ガスケット層全体をワンピースで構成することは必須ではない。特に、きわめて大きなガスケットの場合、ガスケット層としては、波形形状を複数のセグメントで構成したものが好ましい場合もある。ただし、波形形状を有する貫通開口部を含むセグメントは、前記貫通開口部から外側方向に伸長し、前記貫通開口部を包囲する締結手段開口部のうちの少なくともいくつかを含む、少なくとも1つの部分を備える。この場合、前記セグメントは、前記ガスケットの外縁部に到達する必要はない。前記ガスケット層が複数のセグメントに分割される場合、前記セグメントは好適には、できるだけ均一に構成される。このように、モジュール設計において、たとえばセグメントを相互に平行に配置することにより、異なるサイズのガスケットを構築するといったことが可能になる。このような手段は、特にシリンダヘッドガスケットにおいて、有利である。この場合、前記ガスケット層をたとえば長手側に対して横断する方向に分割することで、1つまたは2つのシリンダ開口部を含むセグメントを形成できる。2つのシリンダ開口部を含むセグメントを相互に平行に配置することにより、たとえばガスケット層を4シリンダエンジン用、6シリンダエンジン用などに構成することが可能になる。代替的にまたは追加的に、ガスケット層のいわゆる「後背部」、すなわち、波形形状によって包囲された貫通開口部から外側の部分において、いわゆるインサートをガスケット層の貫通開口部に挿入することもできる。しかし、前記波形形状が存在する部分は、上述のように、インサートとしては構成されない。
【0019】
通常、本発明による金属製平形ガスケットは、2つ以上の貫通開口部を有してもよい。たとえば、波形形状によって包囲された複数の貫通開口部を存在させることができる。さらに、前記ガスケット層は、別のタイプの貫通開口部(以下、さらなる貫通開口部と称する)を有することもできる。金属製平形ガスケットがシリンダヘッドガスケットである場合、波形形状によって包囲された貫通開口部は、燃焼室の開口部である。一方、さらなる貫通開口部は、冷却水および油のための開口部、あるいはネジ開口部である。これらのさらなる貫通開口部が同様にシール要素によって包囲される必要があっても、このためのシール要素は、波形形状ではなく、ビードやエラストマリップなど他の弾性変形可能なシール要素である。
【0020】
さらに、本発明による金属製平形ガスケットは、2つ以上のガスケット層を有してもよい。原則的に、この場合でも、貫通開口部のシール要素として波形形状を有するさらなるガスケット層を用いることはできるが、好ましくはない。その代りに、さらなるガスケット層としては、前記波形形状を有するガスケット層と異なる種類の1つ以上のガスケット層が使用される。前記さらなるガスケット層としては、たとえば、ストッパ要素、その他の支持要素を実質的に備えない金属製ガスケット層が挙げられる。好適な実施形態において、前記少なくとも1つのさらなるガスケット層は完全に平面状である。前記さらなるガスケット層は、スペーサ層および/またはカバー層として機能してもよい。これらのさらなるガスケット層の代替として、またはこれらに追加して、機能要素を有するその他のガスケット層が存在してもよい。前記機能要素は、たとえば、弾性シール要素(特に、ガスケット層内に導入されるビード、ストッパ要素、その他の支持要素)である。しかし、その場合でも、前記機能要素は、前記波形形状に対向する部分には配置されず、また、これらの要素が前記波形形状によって包囲される燃焼室開口部を包囲することもない。すなわち、前記機能要素は、そのためのシール要素としては機能するものではない。原則的に、所望の数のさらなるガスケット層を設けることができる。しかし、好適には、本発明による平形ガスケットは、1つだけまたは最大2つのさらなるガスケット層を備えるようにする。これらのガスケット層は、波形形状を有するガスケット層の片面もしくは両面上に配置されうることから、以下、これらのガスケット層をカバー層とも称する。前記さらなるガスケット層の表面積は、前記波形形状を有するガスケット層の表面積に一致させてもよいし、あるいは異なってもよい。前記カバー層をセグメント化してもよい。この場合、1つのガスケットにおいて、前記カバー層のみか、または、前記カバー層および波形形状が内部に構成された層の両方をセグメント化することができる。後者の場合、相互に隣接する層を、異なる位置においてセグメント化することが好ましい。前記波形形状を有するガスケット層内に存在する貫通開口部は、同様に前記さらなるガスケット層内に存在する。この場合、前記貫通開口部は相互にぴったりと一致しないことが多い。これは、製造時の
打抜き公差に起因するものであるが、多様な層を接合するためには、サイズを少しだけだが明らかに異なるものを供給することが必要な場合もある。
【0021】
好適には、前記少なくとも1つのカバー層は、前記波形形状の部分を覆うように、前記ガスケット層の表面上に配置される。前記カバー層は、この部分においては平面であることが好ましい。その結果、第1に、前記少なくとも1つのカバー層により、前記波形形状の平面かつ平滑な支承面が提供される。また、前記カバー層により、シールすべき対向面内に波山のピーク部分が貫入してしまうような事態が回避される。
【0022】
前記ガスケットが多層化される場合には、これらのガスケット層は、先行技術のプロセス、たとえば、溶接、特にレーザ溶接、クリンチ、リベット打ち、接着、ネジ止め、爪止めを用いて、相互に連結される。
【0023】
波形形状を有するガスケット層のさらなる貫通開口部に対向しない前記カバー層の金属シート部分は、異なる態様を採ることができる。たとえば、前記少なくとも1つのさらなる貫通開口部のためのシール要素を、前記カバー層の金属シートに設けることが考えられる。たとえば、カバー層の金属シートを鋼ばねにより作製し、該金属シートの前記さらなる貫通開口部の周囲部分に、ビードをエンボス加工により設けることができる。さらなる実施形態において、前記さらなる貫通開口部は、前記ガスケット層内に存在するエラストマシール要素によって包囲される。この場合、好ましくは、前記カバー層の金属シートのさらなる貫通開口部の部分に凹部を設ける。該金属シートの凹部は、エラストマシール要素が該凹部内に受け入れられる寸法とする。この場合、前記エラストマシール要素の高さは、好ましくは、該エラストマシール要素の高さが前記カバー層の金属シート表面から外側方向に突出するように、選択される。たとえば、前記エラストマシール要素の高さは、金属製平形ガスケットの設置状態における、前記エラストマシール要素が設けられるガスケット層の表面から前記カバー層の金属シートの外側の表面までの距離よりも、約25%大きい。この構成により、前記カバー層の金属シートは、前記さらなる貫通開口部のエラストマシール要素の圧縮保護手段として機能することができ、圧力が高すぎる場合に、前記エラストマシール要素が過剰に圧縮される事態を回避することができる。この場合、前記エラストマシール要素と、前記カバー層の金属シートの凹部の縁部との間の距離は、前記所望の圧縮保護を達成しつつも、前記ガスケット作動時においても双方の部分が接触しない程度に十分に大きくする。好適には、非嵌合状態において、約0.5mmの距離が保持される。
【0024】
前記少なくとも1つのカバー層の金属シートは、前記形状のガスケット層の外縁部に対向する部分においても、少なくとも所定の部分だけ、あるいは完全に切り取られてもよい。このようにして前記少なくとも1つのカバー層の金属シートの範囲を前記形状のガスケット層よりも小さくすると、たとえば、前記形状のガスケット層が縁部シールとして前記外縁部の一部または全体を包囲するエラストマシールリップを有する場合において、好都合である。外縁部シールは、前記形状のガスケット層の外縁部全体の少なくとも80%、好適には90%、特に好適には100%を包囲する。前記外縁部シールは好適には、同様にエラストマで構成される。前記ガスケット層内のさらなる貫通開口部のシールについて上述したのと同様に、この場合も、前記少なくとも1つのカバー層の金属シートが、前記外縁部シールリップのための圧縮保護手段として機能しうる。該シールリップの高さおよび前記カバー層の金属シート縁部からの距離については、前記ガスケット層内のエラストマシール要素について記述したものが同様に適用される。
【0025】
しかしながら、それでも圧縮保護を確保するために、前記カバー層の金属シートを前記外縁部シールリップに十分近接させることができない場合がある。たとえば、前記外縁部シールリップに近接するエラストマシール要素によってシールされた貫通開口部があると、該貫通開口部が存在する部分において前記カバー層の金属シートを同様に取り除く必要がある。このような場合、前記外縁部シールリップに近接して局所的支持要素を設けることにより、前記外縁部シールリップの圧縮保護を確保することができる。これらの局所的支持要素は、前記形状のガスケット層の空間的に極めて限定的に厚くなった部分である。該厚くなった部分は、前記ガスケット層に材料を局所的に付加することにより形成しうる。これは、たとえば、該ガスケット層のフランジ部分を利用したり、別体の要素を溶接/接着したりすることにより、得られる。局所的支持要素を形成するための好適な態様は、前記ガスケット層へのスリーブの挿入である。このスリーブは、前記ガスケット層の貫通開口部に挿入され、その表面から両側に突出する。該スリーブの脱落は、たとえば外縁部を隆起させることにより、回避することができる。その他の固定手段には、溶接、クランプ、接着またはエラストマを介した接続がある。前記ガスケット層に既に存在する貫通開口部内に前記支持スリーブを挿入することが特に好ましい。この目的のために、前記貫通開口部の直径を必要に応じて増加させる。支持スリーブを挿入するための貫通開口部として特に好適なのは、ネジ開口部である。前記支持要素のサイズ、数、高さおよび位置は、前記外縁部シールリップの位置、形状および範囲により決定される。好適には、前記シール要素の高さは、前記金属シートの原厚と同じとする。
【0026】
「後背部」、特に前記外縁部に近い部分において、前記カバー層の金属シートを切り取ることができ、その代わりに、エンボス加工によって、各部分におけるガスケット層の全体的な厚さの低減を補うことができる。このエンボス加工は、前記切除されたカバー層の縁部からの移行部分、およびエラストマシール要素が配置されたオプション部分とその移行部分を除き、前記波形形状を含む層のカバー層が取り除かれている部分の表面全体に延在する。この場合、前記エンボス加工では、少なくとも1組の平行な仮想線上に延びる隆起部および窪み部を交互に設ける。この場合、複数の組の平行仮想線は、前記エンボス加工そのものが存在する部分において交差することができ、この点で、該構造は、前記簡単かつ基本的な線形形状と異なる。しかし、前記平行な仮想線は、実際のエンボス加工部分を越えて続き、前記エンボス加工部分の外側において交差する複数組の平行な仮想線により、互いに分離されかつ異なる方向に設けられた線形構造を持つ部分が得られる。
【0027】
前記外縁部シールリップは、前記波形形状を有するガスケット層表面の片側または両側に、配置することができる。前記外縁部シールリップは、前記ガスケット層の外縁部に、あるいは前記ガスケット層の外縁部から距離を空けて、伸長する。好適な実施形態では、前記ガスケット層の外縁部のリムに前記外縁部シールリップを配置し、これにより、前記外縁部シールリップが、外側に、かつ前記ガスケット層の両面を越えて突出するようにする。前記外縁部シールリップは、残りのエラストマシール要素と同様に、好適には尖形にされる。用いられる材料は、金属製平形ガスケット、特にシリンダヘッドガスケットにおいて、この目的のために従来用いられている任意のエラストマ、すなわち、天然エラストマおよび合成エラストマの両方である。適切な例示としては、TPE(熱可塑性エラストマ)、FPM(フッ化ビニリデン−ヘキサフルオロプロピレン共重合体)などのフッ素重合体、PFA、MFA、NBRゴム(アクリレートブタジエンゴム)、HNBR(水和アクリレートブタジエンゴム)、EPDM(エチレンプロピレンゴム)、シリコーンゴム、ACM(ポリアクリル酸塩)、EAM(エチレンアクリレート)、PU(ポリウレタン)などが挙げられる。前記エラストマは、好適には、少なくとも35ショアAの硬度を有する。前記エラストマシール要素を、従来と同様に、1つの貫通開口部だけではなく、複数の貫通開口部を同時にシールするために使用することもできる。この場合、適切な範囲の除去部分、前記少なくとも1つのカバー層の金属シート内に存在することになる。
【0028】
さらに、前記エラストマを、それぞれ波形形状によって包囲された2つの貫通開口部が相互に隣接する部分を通じて、案内することもできる。隣接する開口部間のウェブ部分へのエラストマの付加は、好適には、1つ以上の貫通開口部をシールするエラストマシール要素の一部として一体化されることにより行われる。上述のように、前記ウェブ部分において、好適には、前記ガスケット層は複数のセグメントに分割される。この場合、隣接するセグメントを分離する部分は、前記エラストマが塞ぐ表面部分の外側に延在する。この場合、2つの隣接するセグメントを分離する部分において、前記カバー層の金属シートは、好適には、前記セグメントが当接する境界部分を覆うようになっている。このように、隣接するセグメントの境界部分をカバー層の金属シートで覆うことは、波形形状によって包囲された隣接する貫通開口部間のウェブ部分にエラストマシール要素が存在しない場合に、好都合である。
【0029】
本発明は、原則として、排ガスマニホルドガスケットなどを含む、多様な金属製平形ガスケットに適している。ただし、本発明は、主として実用車エンジン用ガスケットなどのシリンダヘッドガスケットに特に適用される。かかるガスケットは、シリンダライナの有無にかかわらず適用できる。しかしながら、本発明は、実用車用エンジンなどの内燃機関であって、シリンダライナがないか、または、ライナ突起またはセットオフが最大0.15mmであるシリンダライナを有するものに、特に適している。140bar以上、好ましくは160bar以上、特に好ましくは180bar以上という、高い点火圧力に起因して、これらの内燃機関に関しては、シリンダヘッドガスケットに特別なシール性能が要求されるためである。
【0030】
波形形状が構成されるガスケットの表面の大きさは、最大で、縦方向が1500mm、横方向が500mmである。商用車用エンジンの燃焼室の直径は、80〜200mmであり、複数シリンダガスケットにおけるウェブは、前記燃焼室間において4mm以上の幅を有する。これらのガスケットは、前記少なくとも1つの燃焼室貫通開口部に加えて、締結手段のための少なくとも4つの貫通開口部、および少なくとも1つの潤滑油および/または冷却剤用の貫通開口部を備える。
【0031】
本発明による金属製平形ガスケットは、公知のプロセスおよび従来のツールを用いて、製造することができる。上記の相違点は別として、従来の出発原料を使用できる。前記ガスケットの重要な構成に反しない限り、上述した以外の従来からある金属製平形ガスケット用コンポーネントも使用できる。よって、本発明による平形ガスケットは、たとえば前記ガスケットの「後背部」において、シールされるべき対向面における歪み防止用の支持要素を備えてもよい。この点、特に「後背部ストッパ」として知られるものについて言及すると、かかる「後背部ストッパ」は、特に、シリンダヘッドガスケットの幅狭側部および/またはネジ開口部のある部分に取り付けられる。かかるストッパも、本発明と共に使用できる。このような「後背部ストッパ」を、たとえば同様に波形形状にすると好都合である。その場合、これらのストッパは、貫通開口部の周囲の波形形状と同じ工程により形成することができる。この場合の波形形状は、たとえばガスケットの角部において曲線となることを除き、もっぱら直線の形態である。また、厚み増加の場合と同様に、複数組の仮想直線上に前記波形形状を伸長させることもでき、また、前記組は交差することにより、特に前記形状内において交差することにより、より複雑な形状が形成される。その他、曲折、碁盤目状または角錐台形状の外形とすることも可能である。さらに、個々のまたは全部のガスケット層に、全体的または部分的に、片側または両側上に、コーティングを設けることも可能である。この場合にも、従来の材料が使用可能である。
【図面の簡単な説明】
【0032】
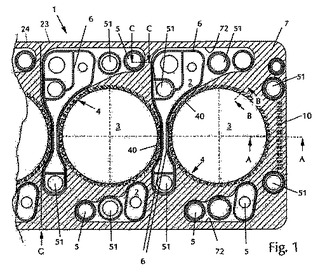
【図1】図1は、シリンダヘッドガスケットである場合の金属製平形ガスケットの一実施例を示す概略部分平面図である。
【図2】図2は、図1の線A−Aに沿った概略断面図である。
【図3】図3の(a)および(b)は、図1の線B−Bに沿った概略部分断面図であり、燃焼室縁部における突出部の値を決定する様子を示す。
【図4】図4は、図1の線C−Cに沿った概略部分断面図である。
【図5】図5は、シリンダヘッドガスケットである場合の金属製平形ガスケットの別の実施例を示す概略部分平面図である。
【図6】図6は、図5の線D−Dに沿った概略断面図である。
【図7】図7は、図5の線E−Eに沿った概略断面図である。
【図8】図8は、図5の線D−Dに沿った概略部分断面図であって、ガスケットの変更例を示す。
【図9】図9は、図5の線D−Dに沿った概略部分断面図であって、ガスケットの別の変更例を示す。
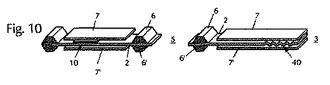
【図10】図10は、図5の線D−Dに沿った概略部分断面図であって、ガスケットのさらなる変更例を示す。
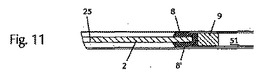
【図11】図11は、図5の線H−Hに沿った概略部分断面図である。
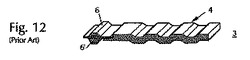
【図12】図12は、従来技術の一例を示す、図5の線D−Dに沿った概略断面図と同様の図である。
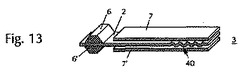
【図13】図13は、従来技術の一例を示す、図5の線D−Dに沿った概略断面図と同様の図である。
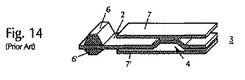
【図14】図14は、従来技術の一例を示す、図5の線D−Dに沿った概略断面図と同様の図である。
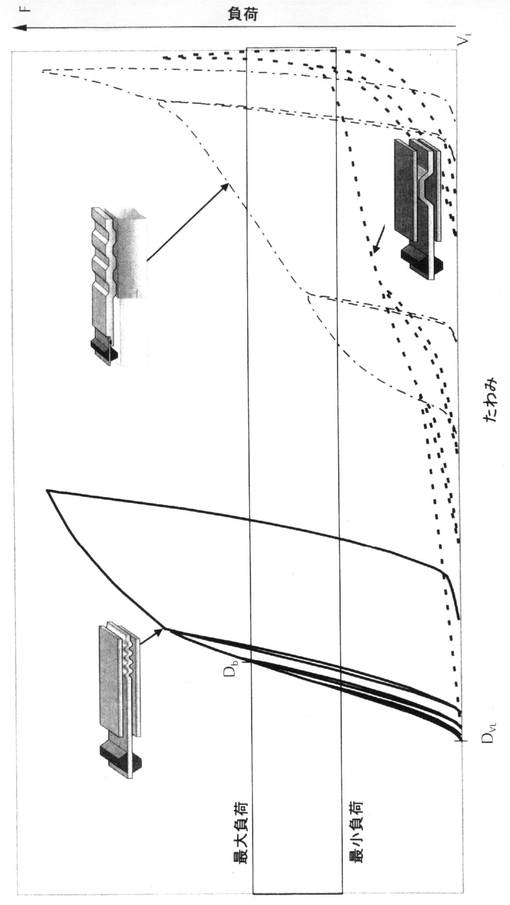
【図15】図15は、図12〜14に示す従来技術のガスケットのシール要素の負荷たわみ曲線を概略的に示す。
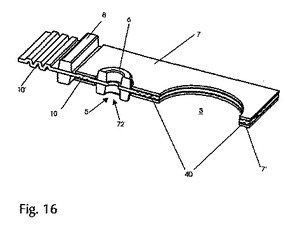
【図16】図16は、さらなる実施形態の概略部分断面図である。
【発明を実施するための形態】
【0033】
以下、本発明について図面を参照しながら説明する。本発明の好適な実施形態をいくつか示すが、これは例示目的に過ぎず、記載された例により本発明の範囲を制限するものではない。
【0034】
図1は、シリンダヘッドガスケットとして用いられる金属製平形ガスケット1の部分平面図である。図2〜4から理解されるように、ガスケット1は、ガスケット層2、および2つのカバー層7、7′を備える3層ガスケットである。これらのカバー層7、7′は、ガスケット層2の両面21、22上に配置される。シリンダヘッドガスケット1は、複数の燃焼室開口部3を有するが、図1には、これらのうち2つのみについて、その全体を示している。前記ガスケット層2およびカバー層7、7′の外側の部分には、多数のさらなる貫通開口部5が存在する。これらの貫通開口部5は、油、冷却水およびネジ用の開口部であり、これらのうちネジ用の開口部については参照符号51によって示す。
【0035】
それぞれの燃焼室開口部3は、シール要素4によって包囲される。シール要素4は、波形形状40の形態を有し、波山41および波谷42が交互に設けられている。図3の例では、4つの波山41が、ガスケット層2の両面21、22のそれぞれに存在している。波山41の頂点43は、距離aの間隔で相互に離れている。距離aは、2.0mm以下、好適には1.7mm以下、特に好適には1.0mm以下である。波形形状40は、貫通開口部3周囲のガスケット層2の各縁部をエンボス加工することにより形成される。その結果、波形形状40のある部分において、ガスケット層2の厚さが、その原厚dと比較して、増加することになる。
【0036】
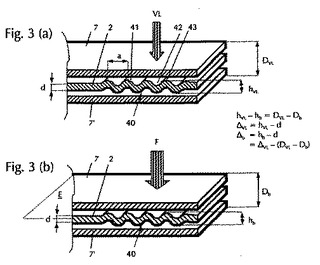
図3(a)および(b)は、この厚さの増加を示す。図3(a)は、前記ガスケットの非嵌合状態を示しているが、測定目的のため、2.4N/mm2の初期負荷(力)が、ガスケット上に実質的に垂直方向に作用している。図3(b)は、締付け力に等しい力がかけられ、嵌合状態のガスケットに対応している。図3(a)において、負荷が完全にない状態における、再現可能な高さの測定は不可能である。厚さの差ΔVLは、波形形状40の部分における高さhVLとガスケット層2の原厚dとの差に起因する。波形形状40は、本発明によれば、弾性を有するが、同時に、ガスケットの作動時に予測される負荷に相当する力を受けた場合には少なくとも、前記燃焼室縁部において永久的突出部となるようにされている。この永久的突出部であることは、シリンダヘッドガスケット1が波形形状40の部分において初期に2.4N/mm2の力を受けているという事実からも確認される。この力(この場合、VLによって示す)は、ガスケット層2の面に対して実質的に垂直方向に、前記ガスケット上に作用する。「実質的に垂直方向に」の語は、本明細書において、力の作用の逸脱が垂直方向から2°以下、特に1°以下であることを意味する。
【0037】
設置状態における突出部Δbは、前記波形形状の部分に対して締付け力に等しい力Fを負荷し、前記垂直方向における対応する変形を測定することにより、決定される。これにより、特性曲線として知られる、前記波形形状の部分の厚さhbを、負荷された力Fの関数として規定したものが決定される。初期負荷VLは、前記波形形状の部分に対して上方から垂直方向にパンチ押圧することにより生成されるが、前記特性曲線を決定するための力Fはフランジによって負荷される。設置条件下の前記燃焼室上の突出部Δbは、力作用下の波形形状の高さhbと該形状層の原厚dとの間の差に起因する。この差は、本発明によれば、0.05〜0.3mmの範囲であり、好適には0.05〜0.2mmの範囲である。このため、シール要素4は、シリンダヘッドガスケット1の作動時に燃焼室開口部3の弾性シールを確実にするだけではなく、同時に燃焼室開口部3に沿って突出部が存在することも確保している。該突出部の存在により、締結手段開口部51を通じて案内され、かつシリンダヘッドガスケット1をモータブロックとシリンダヘッドとの間でクランプする際に用いられるネジが、燃焼室開口部3周囲の部分に実質的に集中してクランプ圧力を発揮できる。したがって、波形形状40は、弾性ビードの機能とストッパの機能とを組み合わせるものであり、弾性変形するとともに突出部として維持されることにより、優れた気密性を確保でき、該形状が燃焼室開口部3の周囲に円周方向に形成されることで、気密性をさらに向上させることが可能となる。
【0038】
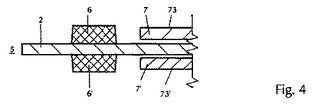
ガスケットの「後背部」におけるさらなる貫通開口部5、すなわち、油および冷却液のための開口部は、図示の場合、エラストマシールリップからなるシール要素6によってシールされる。図4に示すように、これらのシールリップ6は、カバー層の金属シート7、7′の外側面73、73′を越えて突出するように、十分に高く構成される。図4は、図1中の線C−Cに沿った断面を示す。エラストマシール要素6のある部分において、カバー層の金属シート7、7′は、凹部72を有する。凹部72は、十分に大きく、さらなる貫通開口部5も備え、かつそのシール要素6も受け入れ可能である。エラストマリップ6は、この場合、少なくとも0.5mmの幅を有する。カバー層の金属シート7、7′は、この場合、シール要素6の変形リミッタとして機能し、エラストマがカバー層の金属シート7、7′の高さよりもさらに圧縮可能になるのを防止している。複数の貫通開口部5が互いに近接して配置され、かつ/または共通シール要素6によって包囲されている部分において、共通凹部72はカバー層の金属シート7、7′内に存在する。
【0039】
カバー層の金属シート7、7′には、さらなる凹部が、隣接する貫通開口部3の間および隣接するネジ開口部51の間の部分に配置される。この場合、エラストマシール要素6は、前記ガスケットの「後背部」内の貫通開口部5を包囲するだけでなく、図示のように、シール要素4を備え、かつ隣接する貫通開口部3間にあるウェブ部分を通って延在する。
【0040】
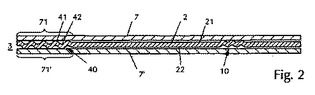
図2に詳細に示されるが、さらなる支持要素が、前記ガスケットの幅狭リムに平行な部分に配置される。この支持要素10は、前記ガスケットの縁部に実質的に平行に延びる。この場合、右側の燃焼室開口部3に隣接する部分にある右手側シール要素のみが示されている。支持要素10は、その公知の機能に従って、この部分におけるモータブロックとシリンダヘッドとの間の歪みを防止している。この場合、支持要素10は、同様に波形形状の形態で構成される。しかし、波山および波谷は、燃焼室開口部3の周囲の波形形状40のものより低い。加えて、波山および波谷の数も少ない。図2に示される断面図においては、幅狭リムに対して平行な波形形状が、断面から理解されるような相互に平行な隆起部および窪み部のみからなるのか、あるいは、これらの隆起部および窪み部が少なくとも1つのさらなる組の平行な隆起部および窪み部と交差して、より複雑なエンボス構造を形成しているのかについては、特定されていない。
【0041】
環状形状40を含むガスケット層2は、複数のセグメントに分割される。図1において、これらの複数のセグメントのうち、セグメント23の全体が図示され、セグメント24は一部のみが図示されている。これらのセグメントは、それぞれ2つの燃焼室開口部を備えるため、複数のセグメントを組み合わせて、4個、6個またはそれ以上の数の燃焼室開口部を備えるシリンダヘッドガスケットを形成することができる。セグメント23および24が接触する強化部分は破線によって示され、文字Gが付されている。ガスケット層2のセグメントとは異なり、カバー層の金属シート7、7′は、シリンダヘッドガスケットの全体にわたってワンピースで形成され、境界部分Gも覆っている。カバー層の金属シート7、7′は、シールまたは支持要素を持たず、完全に平面となるように構成されている。カバー層7の表面を図1にハッチング線により示す。第2のカバー層7′は、図1には示されないが、カバー層7と同様に構成される。
【0042】
図5は、本発明によるシリンダヘッドガスケットの別の実施例の部分平面図である。このシリンダヘッドガスケットは、図1のものと実質的に同じであるが、さらなる貫通開口部5(すなわち、水および油用の開口部)の配置において異なっている。また、カバー層の金属シート7、7′は、ガスケット層2の外縁部まで延在せず、ガスケット層2の外縁部25を覆っていない。これは、エラストマ材料のシールリップ8が、ガスケット層2の外縁部に沿って包囲するためである。簡明化のため、図5にはこの態様のシールリップ8のみを示すが、下記の通り、これ以外にもシールリップ8の複数の実施形態が採用されうる。エラストマリップ6と同様に、シールリップ8の幅は0.5mm以上である。
【0043】
図6に示す実施例では、外縁部シールリップ8は、ガスケット層2の外側リム26上に形成される。シールリップ8は、外側に突出するだけでなく、カバー層の金属シート7、7′の表面を越え、かつガスケット層2の両面を越えて突出し、これにより、前記ガスケットの外縁部におけるシールラインとして機能する。図6は、ガスケットの外縁部から燃焼室開口部3までの領域における、図5の線D−Dに沿った断面図である。燃焼室開口部3も、波形形状40によって包囲される。他方、ガスケットの「後背部」の貫通開口部5、たとえば冷却水用の貫通開口部は、エラストマ製のシール要素6によってシールされる。このシール要素6は、図4に関連して言及したように、ガスケット層2の両面上にシールリップ6、6′の形態で取り付けられており、カバー層の金属シート7、7′の表面を越えて突出する。ガスケットの幅狭側において、同様に、図2のものに対応する「後背部」支持要素10が伸長している。
【0044】
図7は、図5の線E−Eに沿った部分断面図である。前記燃焼室開口部のシールは、図6のものと同様である。前記外縁部シールは、図6とは異なり、ガスケット層2の外側リム26に取り付けられておらず、シールリップ8、8′として、ガスケット層2の両側の縁部25に取り付けられている。
【0045】
図8は、図6に示す部分の変更例を示す。この場合、外縁部シールリップは設けられず、その代わりに、カバー層の金属シート7、7′が、ガスケット層2の外縁部にまで到達している。この点で、前記ガスケット層の外縁部の構成に関しては、この断面は、図5のものよりも図1のものにより近いものである。
【0046】
図9および図10は、「後背部」支持要素10の代替例を示す。図2および図6中に示す波形形状の代わりに、図9の実施形態では、「後背部」支持要素10は、ガスケット層2の両面21、22の表面構造によって形成されている。この表面構造は、好適には同様にエンボス加工によって形成されるが、たとえば窪み部により離間され、碁盤目状に配置された隆起部により構成されている。図10では、「後背部」支持要素は、ストリップ状の台である。好適には、この台は、金属製であり、溶接、溶接に類似のプロセス、またはハードコーティングとして公知のもの、たとえば低圧縮率を有する材料で構成されたコーティングにより、ガスケット層に固定される。
【0047】
図11は、図5に示すガスケットの外縁部に沿った、すなわち、線H−Hに沿った部分断面図である。この場合、ガスケット層2の外縁部に沿って、縁部に取り付けられたエラストマが同様に存在する。このエラストマは、外縁部25を包囲するエラストマシールリップ8、8′を形成する。図示の例において、カバー層の金属シート7、7′は、ガスケット層2の外縁部まで設けられておらず、ガスケット層2の外縁部から比較的大きな間隔を空けて配されている(図5も参照)。したがって、カバー層の金属シート7、7′は、シールリップ8のための圧縮保護手段としては機能しない。それでも、シールリップ8、8′の過剰な圧縮を回避するために、複数の局所的支持要素9が、シールリップ8、8′に近接するガスケット層2内に導入されている。これらの支持要素9は、具体的には、ガスケット層2よりも厚みが大きな金属スリーブであり、ガスケット層2を越えて両側に突出している。金属スリーブ9はそれぞれ、ガスケット層2の外縁部に近接して配置されているネジ開口部51内に挿入されている。スリーブ9の厚さは、ガスケット層2の厚さよりも大きいため、これらのスリーブは、シール縁部におけるエラストマリップ8、8′のための圧縮保護として機能する。
【0048】
図12〜図14は、本発明による平形ガスケット、具体的には燃焼室開口部3のシーリングと先行技術における以前の従来の設計とを比較するものである。図13は、本発明の一実施例の部分断面図である。図13は、図6の右手側の部分と実質的に同様である。図12および図14は同様の部分を示すが、燃焼室開口部3のためのシール要素において異なっている。図12では、燃焼室開口部3は、シール要素4としての塑性的に変形可能な複合ビードによって、シールされている。エラストマビード6、6′を備えるインサートがこの複合ビードに接続され、前記インサートはビード上に溶接されている。シール要素4としての前記複合ビードの厚さは極めて大きいため、前記導入された複合ビードは、大部分はプラスチックであるが、弾性は最小限にとどまる。図14のガスケットは、シール要素4としての弾性ビードのみを有する。しかしながら、ストッパがなければ、ガスケット作動時に、この弾性ビードは完全に平坦化してしまう。さらなる手段がなければ、前記燃焼室上へ力を集中させることは不可能である。
【0049】
図15に、図12〜図14に示したシール要素の負荷たわみ曲線を示す。前記シール要素の負荷に対する変形をプロットしてある。ハッチングのバーは、前記ガスケットが所定のエンジン内で作動する際に予想される最小負荷および最大負荷、すなわち、前記ガスケットの作動時の各シール要素の実際の作動範囲を示している。図12のプラスチックビードはより高い剛性を有するが、たわみ能力は低い。逆に、図13に示す本発明によるガスケットのシール要素としての波形形状は、弾性挙動および硬質挙動をどちらとも示している。これは、通常の作動範囲にわたって、高い剛性だけなく、良好なたわみ特性や、きわめて安定した良好なシール性能が発揮されることを示している。
【0050】
図16は、カバー層7、7′を短くした実施形態を示す。燃焼室貫通開口部3は、波形形状40によって実質的に同心円状に包囲される。前記ガスケットの「後背部」には、さらなる貫通開口部5、具体的には流体開口部が設けられる。貫通開口部5は、全ガスケット層を通じて延び、エラストマシール要素6によってシールされる。エラストマシール要素6は、ガスケット層2上に環状に取り付けられる。このため、前記切欠部は、ガスケット層2よりもカバー層7、7′においてより大きい。前記ガスケットの外縁部に対して平行に、カバー層7、7′の外側リムの外側において、さらなるエラストマシール要素8が延在している。エラストマシール要素8も、ガスケット層2上に取り付けられている。どちらの場合においても、シール要素6および8は、カバー層7、7′を越えて突出し、カバー層7、7′は、エラストマシール要素6および8の変形リミッタとして機能する。前記外側リムに対して平行に延びるシール要素8の外側で、カバー層の金属シート7、7′は切除されている。前記ガスケットを一定の厚さにするために、波形形状40が構成されたガスケット層2の当該部分には、相互に平行に延びる直線状の隆起部および窪み部からなるさらなる形状10′が設けられている。
【技術分野】
【0001】
本発明は、特に実用車用のシリンダヘッドガスケットに好適な、金属製平形ガスケットに関する。
【背景技術】
【0002】
シリンダヘッドガスケットの分野において、燃焼ガス開口部の排気マニホルドガスケットにおける燃焼室開口部のシールは特に重要である。この部分におけるシールの信頼性を確保するために、特にシリンダライナの有無にかかわらず商用車のディーゼルエンジンで従来見られるような用途では、シリンダヘッドとモータブロックとを連結する燃焼室への締付け力を集中させる必要がある。このため、従来、内燃機関用のシリンダは、小さいライナ突起またはライナのない突起を有し、燃焼室の縁部にいわゆる突出部が設けられている。すなわち、燃焼室開口部の周囲領域における、小さなライナ突起またはセットオフを含む、シリンダヘッドガスケットのガスケット層の全厚が、燃焼室開口部からより離れた位置にある部分(いわゆる「後背部」)におけるガスケット層の全厚よりも大きくなっている。
【0003】
燃焼室の縁部におけるこのタイプの突出部は、ストッパとして知られるものを用いて、達成されることが多い。通常、これらのストッパは、燃焼室の縁部に沿って伸長する中実の環状インレーである。一般的に、これらのストッパの高さは、燃焼室開口部の周囲部分に存在するガスケット層の厚さとの組合せで、燃焼室開口部の周囲部分におけるモータブロックとシリンダヘッドとの間のシール隙間を完全に塞げるようになっている。別体のリングを挿入する代わりに、燃焼室開口部におけるガスケット層の縁部を屈曲させて、ストッパとすることもできる。このタイプのストッパは、弾性的性質を持っていない。このため、燃焼室開口部において確実なシールを達成するために、従来、ストッパは、ビードなどの弾性シール要素と組み合わせて用いられている。弾性シール要素は、従来、燃焼室開口部から見てストッパの径方向外側に伸長している。通常、ストッパは、ビード用の支持要素としても機能し、ガスケットの作動時に、ビードが完全に平坦化してしまうことを防止している。燃焼室縁部のストッパの代替または追加として、ビードの径方向後側にストッパを取り付けることも、この分野においては公知である。また、燃焼室縁部から径方向に同程度離れた位置に、別個の剛性要素を弾性ビードと組み合わせることも行われている。
【0004】
ストッパ・ビードガスケットの構造は、比較的複雑である。その上、燃焼室開口部における確実なシールを得るために、燃焼室開口部の周囲のシリンダヘッドガスケット部分に形状的な工夫を行う必要も往々にしてある。このような形状的な工夫がないと、締結手段により燃焼室開口部の周囲において円周方向に働くクランプ圧/力が不均一になりやすい。シリンダヘッドをモータブロックに締結するために、従来、複数のネジが、燃焼室開口部の周囲に配置されている。組込み状態において、通常、シリンダヘッドとシリンダブロックとの間の距離は、ネジ自体が存在する部分よりも、ネジ間の部分においてより長い。このため、モータブロックとシリンダヘッドガスケットとの間に配置される、シリンダヘッドガスケットによって塞がれるべきシール隙間のサイズが増加する。このシール隙間の変化は、燃焼室開口部の周囲のシリンダヘッドガスケットを適切な形状とすることにより許容される。たとえば、燃焼室開口部の周囲にあるストッパの円周方向の高さをシール隙間のサイズに応じて設定することは、公知である。しかし、中実のストッパにこのような形状的な工夫をなすことは、複雑かつ困難であることが多い。
【0005】
実用車エンジン用のシリンダヘッドガスケットにおける燃焼室開口部のシールでは、ストッパ・ビードの組合せの代わりに、プラスチック製のビードを燃焼室の縁部に設けている。このプラスチック製のビードは、燃焼室開口部の周囲において同心円状の複数のリング内に伸長するが、ストッパ・ビードガスケットのビードとは対照的に、ほとんど弾性を有しない。このように弾性がないことから、燃焼室開口部の周囲におけるシール性能が不十分になることが多い。必要な剛性を得るために、プラスチック製のビードには、ハードコーティングや硬質材料が充填されたビード空洞が設けられることが多い。このことは、このタイプのガスケットの製造を複雑化させ、かつ製造コストを増大させている。
【発明の概要】
【発明が解決しようとする課題】
【0006】
このように、金属製平形ガスケット、特に内燃機関用のシリンダヘッドガスケットには、簡単な構造でありながら、貫通開口部、特にシリンダヘッドガスケットの燃焼室開口部におけるシールの信頼性に対する要求がある。本発明の目的は、このような要求に応える金属製平形ガスケットを提供することにある。
【課題を解決するための手段】
【0007】
本発明は、弾性的に変形可能なシール要素によって包囲される、少なくとも1つの貫通開口部を有する少なくとも1つのガスケット層を備える金属製平形ガスケットに関する。前記シール要素は、前記ガスケット層内で波形形状を有するように構成され、該ガスケット層の両面には、波山と波谷が少なくとも2つずつ存在するようになっている。適用されるケースにより、1 1/2波周期のみが貫通開口部全体を包囲する場合がある。無負荷状態において、前記シール要素の存在する部分におけるガスケット層の厚さは、ガスケット層の原厚よりも大きい。この波形形状以外には、前記貫通開口部のためのさらなるシール要素または支持要素は、平形ガスケット内に存在していない。前記シール要素、すなわち波形形状は、前記ガスケット層の平面に実質的に垂直な方向に負荷がかけられた場合でも、ガスケット層の原厚とシール要素のある部分における厚さとの間の差が残るように構成される。具体的には、設置状態において、前記シール要素のある部分のガスケット層の厚さは、前記ガスケット層の原厚よりも0.05〜0.3mm(好適には0.05〜0.2mm)だけ大きくなる。「実質的に垂直に」という用語は、力の作用の逸脱が垂直方向から2°以下、特に1°以下であることを意味する。
【0008】
貫通開口部の周囲における、このようなシール要素の構成は、該シール要素が弾性および硬質性の双方を備えることを意味する。この場合、硬質性は、締付け力が、前記シール要素のある部分に作用した際でも、突出部が、前記燃焼室の縁部に形成され、該突出部がガスケットの作動中は保持されることにより、調節される。前記貫通開口部のある部分におけるこの永久的な突出部により、前記締付け力をこの部分に集中させて、必要な高クランプ圧力をこの部分に確保することができる。このようにして、前記波形形状のシール要素が中実ストッパの機能を果たす。しかし、同時に、前記波形形状のシール要素は弾性をも有する。この弾性により、前記貫通開口部における波形形状のシール要素が、前記ガスケット作動時の前記シール隙間の変化(たとえば5μmから15μmへの変化)に弾性的に追随することができ、かつ、前記貫通開口部の周囲における優れた気密性が確保される。前記シール要素の高い弾性により、結果として気密性に妥協を生じることなく、前記締付け力を最小にすることが可能となる。
【0009】
本発明は、このようにシールを構成することにより、従来のガスケットの弾性要素(たとえばビード)および(硬質)ストッパの機能を、単一の要素に一体化させている。この結果、従来のガスケットと比較して、構造および製造がきわめて簡単になる。さらに、波山および波谷の数を適宜選択することにより、必要とされる条件に合わせて剛性を設定することができる。本発明によれば、前記波形形状は、前記ガスケット層の両面において少なくとも2つの波山および波谷が存在するように構成される。すなわち、両面に、前記貫通開口部に沿って伸長する圧縮ラインが少なくとも2つ存在することになる。好適には、ガスケット層のそれぞれの面に、2つよりも多い波山および波谷を導入することで、より多くの環状の圧縮ラインを前記開口部の周囲に形成しうる。これらの圧縮ラインが多いほど、前記貫通開口部の周囲部分における気密性がより十分に確保されることになる。
【0010】
前記波形形状の構成は、適用ケースごとに、必要に応じて、広範な変更が可能である。通常、前記貫通開口部周囲における波山および波谷の軌跡は、前記貫通開口部の外形の軌跡に追随する。このため、たとえば円形開口部の場合、波山および波谷が、貫通開口部の周囲に同心円状のリングの形で伸長することになる。また、他の外形形状、たとえば、楕円、多面体、その他の均一または不均一な形状の場合もある。空間的な理由から、波山および波谷は同心性のラインに沿って伸長することが好ましいが、これが必須というわけではない。
【0011】
波形形状の径方向における波山および波谷の断面は、原則的には所望の様式に構成することができる。好適なものとして、正弦波状、台形状またはジグザグ状の断面形状が挙げられる。また、これらの形状の改良として、これらの形状にたとえば異なる傾斜度で隆起する側面、平らなピークなどを設けることもできる。断面形状は、すべての波山および波谷について同じでもよいし、あるいは波山および/または波谷ごとに異なってもよい。また、単一の波山または波谷の中で外形断面を変更してもよい。
【0012】
前記貫通開口部のシール要素としての波形形状は、前記貫通開口部の周囲部分において形状を構築するのに理想的である。このようにして、シール性能を、適用されるケースごとの条件に合目的的に調整することができる。前記波形形状の高さおよび/または剛性といった特性を、径方向、円周方向、または双方向において変化させることができる。好適には、この調整は、波山の高さ、波山および/または波谷の断面形状、隣接する波山間の距離、波山および/または波谷の部分における材料の厚みといった特性のうち、少なくとも1つを変更することにより、実行される。波山の高さを変更する場合、所定の部分において、波山の高さを円周方向にゼロまで低減させ、ガスケット層の所定部分において波形形状がなくなる状態とすることも可能である。かかる形状における高さの変化は好適には0.03mmまでであり、いかなる場合においても、貫通開口部の縁部における突出部が0.05〜0.3mmの範囲となるように調整される。波山の高さをさらに高くしたり、波山および波谷の側面をより急勾配にしたり、隣接する波山間の距離をより短くしたり、材料の厚みをより厚くしたりするにつれて、波形形状の剛性が増加することになる。
【0013】
燃焼室の縁部において必要とされる永久的な突出部を確保するためには、波形形状のシール要素は、弾性のみならず、むしろ可塑性をも有することになる。このため、該波形形状の弾性は、従来のビードの弾性よりも低くなっている。このことは、前記波形形状の寸法が従来のビードもしくは複合ビードの寸法よりも小さいことからも、明らかである。このため、前記波形形状の隣接する波山の頂点間の距離は、2.0mmまでの範囲が適切であり、好適には1.7mmまでの範囲、特に好適には1.5mmまでの範囲、さらには1.0mmまでの範囲である。前記波山が頂点を持たず平坦なピーク部分を有する場合、すべての場合において前記ガスケット層の面に対して平行な面に存在する、これらのピーク部分の中心点間の距離が測定される。波山の高さが円周方向においてゼロまで低減する場合には、隣接する波山間の距離は、波山の高さがゼロよりも高くなっている部分で測定される。隣接する波山の円周方向における高さが相互に異なる場合でも、これらの距離すべてが上記の特定範囲内に収まる。
【0014】
シール要素としての波形形状は、ガスケット層自体に設けられる。すなわち、前記波形形状は、別体の部品により形成されるのではなく、前記ガスケット層と一体的に形成される。このため、従来のストッパにおいて通常用いられるインレーリングは不要である。その結果、ガスケットの製造が大幅に簡略され、そのコストも大幅に低減される。前記波形形状は、前記ガスケット層の両面方向に対称とならずに波山および波谷が構成されるようにして、形成される。このため、前記波形形状の部分におけるガスケット層の厚さは、前記ガスケット層の原厚、すなわち波山および波谷の導入前のガスケット層の厚さよりも大きい。前記波形形状の部分におけるガスケット層の厚さは、この場合、2つの接平面間の距離として、測定される。なお、接平面はそれぞれ、前記ガスケット層の片側および他方側を越えて突出するそれぞれの最も高い波山のガスケット層の平面に対して平行に位置する面である。
【0015】
本発明において、かかる形状部分の突出量は、設置状態において、少なくとも0.05mmである。冷却状態において、ガスケット上に作用するネジごとの締付け力は50〜220kN、好適には60〜200kN、特に好適には100〜200kNであり、線形圧縮として表現する場合には、500〜2800N/mm、好適には800〜2500N/mm、特に好適には800〜1500N/mmである。この場合の線形圧縮は、前記波形形状の平均周囲長さと関連する。平均周囲長さは、前記燃焼室開口部の周囲の円周方向における、前記形状の中央部(幅の半分)の範囲にある。実験室レベルでは、前記形状部分の高さは、実質的に垂直方向にこの部分に負荷がかけられる方法で決定される。「実質的に垂直方向に」の用語は、締付け力の作用の逸脱が垂直方向から2°以下、特に1°以下であることを意味する。突出量は、初期負荷条件下において、すなわち再現可能な測定に必要な最小圧力である2.4N/mm2において、0.05〜0.35mm、好適には0.07〜0.32mmである。設置状態における前記力の作用をシュミレーションした場合、前記波形形状の永久的突出部の突出量は、0.05〜0.3mm、好適には0.05〜0.2mmである。
【0016】
好適には、前記波形形状は、エンボス加工によって形成される。原則として、ガスケット層の一方の面にある波山は他方の面にある波谷に対応し、その逆も成り立つ。このように、ガスケット層の外形をエンボス加工することにより、前記形状を形成することができる。また、たとえば、深絞り、ハイドロフォーミング、ローレット切りなどその他の製造プロセスも採用できる。
【0017】
波形形状の必要な弾性および必要な剛性の双方を達成するために、比較的厚みのある金属シートをガスケット層に用いることが好ましい。0.2〜1.5mmの厚さが好適であり、厚さ0.3〜1.0mmの金属シートが多層ガスケットに、厚さ0.8〜1.2mmの金属シートが単一層ガスケットに、それぞれ好適である。前記金属としては、比較的高い引張り強度、600N/mm2以上、特に1000N/mm2以上の引張り強度を有するものが好ましい。スチールが前記ガスケット層の好適な材料である。本発明では、比較的安価なスチール、たとえば、従来の炭素鋼または冷延炭素鋼(C590、C75など)が使用できる。著しい弾性が要求される場合には、鋼ばねを使用できる。適切なスチールとしては、たとえばハイグレード鋼(特に、番号1.4310、1.4372、1.4301または1.4303)がある。材料そのもの、材料厚さ、および波形形状の性状を適切に選択することにより、前記シール要素の剛性を特定用途に合わせて意図的に調整できる。上述の通り、前記波形形状の構成には多様な可能性があるといえる。冷延鋼を用いる場合、たとえば側面をテーパ状として、波山および波谷のある側面部分の材料厚さの低減を図りながら、より顕著な硬質化を達成することも可能となる。先行技術の塑性変形可能なビードと対照的に、本発明の場合、ビードの剛性を向上させるために、波谷をたとえばエラストマのような材料で充填する必要はない。波形形状の部分にこのような公知の充填材材料やハードコーティングを使用することは、本発明においては好ましくない。前記波形形状の剛性は、材料の選択および前記構成自体の形状のみによって設定されることになる。
【0018】
上述の通り、前記波形形状は、ガスケット層内に組み込まれ、別体のリングとしてガスケット層内に挿入されることなく、前記ガスケット層に溶接されることもない。しかしながら、前記ガスケット層全体をワンピースで構成することは必須ではない。特に、きわめて大きなガスケットの場合、ガスケット層としては、波形形状を複数のセグメントで構成したものが好ましい場合もある。ただし、波形形状を有する貫通開口部を含むセグメントは、前記貫通開口部から外側方向に伸長し、前記貫通開口部を包囲する締結手段開口部のうちの少なくともいくつかを含む、少なくとも1つの部分を備える。この場合、前記セグメントは、前記ガスケットの外縁部に到達する必要はない。前記ガスケット層が複数のセグメントに分割される場合、前記セグメントは好適には、できるだけ均一に構成される。このように、モジュール設計において、たとえばセグメントを相互に平行に配置することにより、異なるサイズのガスケットを構築するといったことが可能になる。このような手段は、特にシリンダヘッドガスケットにおいて、有利である。この場合、前記ガスケット層をたとえば長手側に対して横断する方向に分割することで、1つまたは2つのシリンダ開口部を含むセグメントを形成できる。2つのシリンダ開口部を含むセグメントを相互に平行に配置することにより、たとえばガスケット層を4シリンダエンジン用、6シリンダエンジン用などに構成することが可能になる。代替的にまたは追加的に、ガスケット層のいわゆる「後背部」、すなわち、波形形状によって包囲された貫通開口部から外側の部分において、いわゆるインサートをガスケット層の貫通開口部に挿入することもできる。しかし、前記波形形状が存在する部分は、上述のように、インサートとしては構成されない。
【0019】
通常、本発明による金属製平形ガスケットは、2つ以上の貫通開口部を有してもよい。たとえば、波形形状によって包囲された複数の貫通開口部を存在させることができる。さらに、前記ガスケット層は、別のタイプの貫通開口部(以下、さらなる貫通開口部と称する)を有することもできる。金属製平形ガスケットがシリンダヘッドガスケットである場合、波形形状によって包囲された貫通開口部は、燃焼室の開口部である。一方、さらなる貫通開口部は、冷却水および油のための開口部、あるいはネジ開口部である。これらのさらなる貫通開口部が同様にシール要素によって包囲される必要があっても、このためのシール要素は、波形形状ではなく、ビードやエラストマリップなど他の弾性変形可能なシール要素である。
【0020】
さらに、本発明による金属製平形ガスケットは、2つ以上のガスケット層を有してもよい。原則的に、この場合でも、貫通開口部のシール要素として波形形状を有するさらなるガスケット層を用いることはできるが、好ましくはない。その代りに、さらなるガスケット層としては、前記波形形状を有するガスケット層と異なる種類の1つ以上のガスケット層が使用される。前記さらなるガスケット層としては、たとえば、ストッパ要素、その他の支持要素を実質的に備えない金属製ガスケット層が挙げられる。好適な実施形態において、前記少なくとも1つのさらなるガスケット層は完全に平面状である。前記さらなるガスケット層は、スペーサ層および/またはカバー層として機能してもよい。これらのさらなるガスケット層の代替として、またはこれらに追加して、機能要素を有するその他のガスケット層が存在してもよい。前記機能要素は、たとえば、弾性シール要素(特に、ガスケット層内に導入されるビード、ストッパ要素、その他の支持要素)である。しかし、その場合でも、前記機能要素は、前記波形形状に対向する部分には配置されず、また、これらの要素が前記波形形状によって包囲される燃焼室開口部を包囲することもない。すなわち、前記機能要素は、そのためのシール要素としては機能するものではない。原則的に、所望の数のさらなるガスケット層を設けることができる。しかし、好適には、本発明による平形ガスケットは、1つだけまたは最大2つのさらなるガスケット層を備えるようにする。これらのガスケット層は、波形形状を有するガスケット層の片面もしくは両面上に配置されうることから、以下、これらのガスケット層をカバー層とも称する。前記さらなるガスケット層の表面積は、前記波形形状を有するガスケット層の表面積に一致させてもよいし、あるいは異なってもよい。前記カバー層をセグメント化してもよい。この場合、1つのガスケットにおいて、前記カバー層のみか、または、前記カバー層および波形形状が内部に構成された層の両方をセグメント化することができる。後者の場合、相互に隣接する層を、異なる位置においてセグメント化することが好ましい。前記波形形状を有するガスケット層内に存在する貫通開口部は、同様に前記さらなるガスケット層内に存在する。この場合、前記貫通開口部は相互にぴったりと一致しないことが多い。これは、製造時の
打抜き公差に起因するものであるが、多様な層を接合するためには、サイズを少しだけだが明らかに異なるものを供給することが必要な場合もある。
【0021】
好適には、前記少なくとも1つのカバー層は、前記波形形状の部分を覆うように、前記ガスケット層の表面上に配置される。前記カバー層は、この部分においては平面であることが好ましい。その結果、第1に、前記少なくとも1つのカバー層により、前記波形形状の平面かつ平滑な支承面が提供される。また、前記カバー層により、シールすべき対向面内に波山のピーク部分が貫入してしまうような事態が回避される。
【0022】
前記ガスケットが多層化される場合には、これらのガスケット層は、先行技術のプロセス、たとえば、溶接、特にレーザ溶接、クリンチ、リベット打ち、接着、ネジ止め、爪止めを用いて、相互に連結される。
【0023】
波形形状を有するガスケット層のさらなる貫通開口部に対向しない前記カバー層の金属シート部分は、異なる態様を採ることができる。たとえば、前記少なくとも1つのさらなる貫通開口部のためのシール要素を、前記カバー層の金属シートに設けることが考えられる。たとえば、カバー層の金属シートを鋼ばねにより作製し、該金属シートの前記さらなる貫通開口部の周囲部分に、ビードをエンボス加工により設けることができる。さらなる実施形態において、前記さらなる貫通開口部は、前記ガスケット層内に存在するエラストマシール要素によって包囲される。この場合、好ましくは、前記カバー層の金属シートのさらなる貫通開口部の部分に凹部を設ける。該金属シートの凹部は、エラストマシール要素が該凹部内に受け入れられる寸法とする。この場合、前記エラストマシール要素の高さは、好ましくは、該エラストマシール要素の高さが前記カバー層の金属シート表面から外側方向に突出するように、選択される。たとえば、前記エラストマシール要素の高さは、金属製平形ガスケットの設置状態における、前記エラストマシール要素が設けられるガスケット層の表面から前記カバー層の金属シートの外側の表面までの距離よりも、約25%大きい。この構成により、前記カバー層の金属シートは、前記さらなる貫通開口部のエラストマシール要素の圧縮保護手段として機能することができ、圧力が高すぎる場合に、前記エラストマシール要素が過剰に圧縮される事態を回避することができる。この場合、前記エラストマシール要素と、前記カバー層の金属シートの凹部の縁部との間の距離は、前記所望の圧縮保護を達成しつつも、前記ガスケット作動時においても双方の部分が接触しない程度に十分に大きくする。好適には、非嵌合状態において、約0.5mmの距離が保持される。
【0024】
前記少なくとも1つのカバー層の金属シートは、前記形状のガスケット層の外縁部に対向する部分においても、少なくとも所定の部分だけ、あるいは完全に切り取られてもよい。このようにして前記少なくとも1つのカバー層の金属シートの範囲を前記形状のガスケット層よりも小さくすると、たとえば、前記形状のガスケット層が縁部シールとして前記外縁部の一部または全体を包囲するエラストマシールリップを有する場合において、好都合である。外縁部シールは、前記形状のガスケット層の外縁部全体の少なくとも80%、好適には90%、特に好適には100%を包囲する。前記外縁部シールは好適には、同様にエラストマで構成される。前記ガスケット層内のさらなる貫通開口部のシールについて上述したのと同様に、この場合も、前記少なくとも1つのカバー層の金属シートが、前記外縁部シールリップのための圧縮保護手段として機能しうる。該シールリップの高さおよび前記カバー層の金属シート縁部からの距離については、前記ガスケット層内のエラストマシール要素について記述したものが同様に適用される。
【0025】
しかしながら、それでも圧縮保護を確保するために、前記カバー層の金属シートを前記外縁部シールリップに十分近接させることができない場合がある。たとえば、前記外縁部シールリップに近接するエラストマシール要素によってシールされた貫通開口部があると、該貫通開口部が存在する部分において前記カバー層の金属シートを同様に取り除く必要がある。このような場合、前記外縁部シールリップに近接して局所的支持要素を設けることにより、前記外縁部シールリップの圧縮保護を確保することができる。これらの局所的支持要素は、前記形状のガスケット層の空間的に極めて限定的に厚くなった部分である。該厚くなった部分は、前記ガスケット層に材料を局所的に付加することにより形成しうる。これは、たとえば、該ガスケット層のフランジ部分を利用したり、別体の要素を溶接/接着したりすることにより、得られる。局所的支持要素を形成するための好適な態様は、前記ガスケット層へのスリーブの挿入である。このスリーブは、前記ガスケット層の貫通開口部に挿入され、その表面から両側に突出する。該スリーブの脱落は、たとえば外縁部を隆起させることにより、回避することができる。その他の固定手段には、溶接、クランプ、接着またはエラストマを介した接続がある。前記ガスケット層に既に存在する貫通開口部内に前記支持スリーブを挿入することが特に好ましい。この目的のために、前記貫通開口部の直径を必要に応じて増加させる。支持スリーブを挿入するための貫通開口部として特に好適なのは、ネジ開口部である。前記支持要素のサイズ、数、高さおよび位置は、前記外縁部シールリップの位置、形状および範囲により決定される。好適には、前記シール要素の高さは、前記金属シートの原厚と同じとする。
【0026】
「後背部」、特に前記外縁部に近い部分において、前記カバー層の金属シートを切り取ることができ、その代わりに、エンボス加工によって、各部分におけるガスケット層の全体的な厚さの低減を補うことができる。このエンボス加工は、前記切除されたカバー層の縁部からの移行部分、およびエラストマシール要素が配置されたオプション部分とその移行部分を除き、前記波形形状を含む層のカバー層が取り除かれている部分の表面全体に延在する。この場合、前記エンボス加工では、少なくとも1組の平行な仮想線上に延びる隆起部および窪み部を交互に設ける。この場合、複数の組の平行仮想線は、前記エンボス加工そのものが存在する部分において交差することができ、この点で、該構造は、前記簡単かつ基本的な線形形状と異なる。しかし、前記平行な仮想線は、実際のエンボス加工部分を越えて続き、前記エンボス加工部分の外側において交差する複数組の平行な仮想線により、互いに分離されかつ異なる方向に設けられた線形構造を持つ部分が得られる。
【0027】
前記外縁部シールリップは、前記波形形状を有するガスケット層表面の片側または両側に、配置することができる。前記外縁部シールリップは、前記ガスケット層の外縁部に、あるいは前記ガスケット層の外縁部から距離を空けて、伸長する。好適な実施形態では、前記ガスケット層の外縁部のリムに前記外縁部シールリップを配置し、これにより、前記外縁部シールリップが、外側に、かつ前記ガスケット層の両面を越えて突出するようにする。前記外縁部シールリップは、残りのエラストマシール要素と同様に、好適には尖形にされる。用いられる材料は、金属製平形ガスケット、特にシリンダヘッドガスケットにおいて、この目的のために従来用いられている任意のエラストマ、すなわち、天然エラストマおよび合成エラストマの両方である。適切な例示としては、TPE(熱可塑性エラストマ)、FPM(フッ化ビニリデン−ヘキサフルオロプロピレン共重合体)などのフッ素重合体、PFA、MFA、NBRゴム(アクリレートブタジエンゴム)、HNBR(水和アクリレートブタジエンゴム)、EPDM(エチレンプロピレンゴム)、シリコーンゴム、ACM(ポリアクリル酸塩)、EAM(エチレンアクリレート)、PU(ポリウレタン)などが挙げられる。前記エラストマは、好適には、少なくとも35ショアAの硬度を有する。前記エラストマシール要素を、従来と同様に、1つの貫通開口部だけではなく、複数の貫通開口部を同時にシールするために使用することもできる。この場合、適切な範囲の除去部分、前記少なくとも1つのカバー層の金属シート内に存在することになる。
【0028】
さらに、前記エラストマを、それぞれ波形形状によって包囲された2つの貫通開口部が相互に隣接する部分を通じて、案内することもできる。隣接する開口部間のウェブ部分へのエラストマの付加は、好適には、1つ以上の貫通開口部をシールするエラストマシール要素の一部として一体化されることにより行われる。上述のように、前記ウェブ部分において、好適には、前記ガスケット層は複数のセグメントに分割される。この場合、隣接するセグメントを分離する部分は、前記エラストマが塞ぐ表面部分の外側に延在する。この場合、2つの隣接するセグメントを分離する部分において、前記カバー層の金属シートは、好適には、前記セグメントが当接する境界部分を覆うようになっている。このように、隣接するセグメントの境界部分をカバー層の金属シートで覆うことは、波形形状によって包囲された隣接する貫通開口部間のウェブ部分にエラストマシール要素が存在しない場合に、好都合である。
【0029】
本発明は、原則として、排ガスマニホルドガスケットなどを含む、多様な金属製平形ガスケットに適している。ただし、本発明は、主として実用車エンジン用ガスケットなどのシリンダヘッドガスケットに特に適用される。かかるガスケットは、シリンダライナの有無にかかわらず適用できる。しかしながら、本発明は、実用車用エンジンなどの内燃機関であって、シリンダライナがないか、または、ライナ突起またはセットオフが最大0.15mmであるシリンダライナを有するものに、特に適している。140bar以上、好ましくは160bar以上、特に好ましくは180bar以上という、高い点火圧力に起因して、これらの内燃機関に関しては、シリンダヘッドガスケットに特別なシール性能が要求されるためである。
【0030】
波形形状が構成されるガスケットの表面の大きさは、最大で、縦方向が1500mm、横方向が500mmである。商用車用エンジンの燃焼室の直径は、80〜200mmであり、複数シリンダガスケットにおけるウェブは、前記燃焼室間において4mm以上の幅を有する。これらのガスケットは、前記少なくとも1つの燃焼室貫通開口部に加えて、締結手段のための少なくとも4つの貫通開口部、および少なくとも1つの潤滑油および/または冷却剤用の貫通開口部を備える。
【0031】
本発明による金属製平形ガスケットは、公知のプロセスおよび従来のツールを用いて、製造することができる。上記の相違点は別として、従来の出発原料を使用できる。前記ガスケットの重要な構成に反しない限り、上述した以外の従来からある金属製平形ガスケット用コンポーネントも使用できる。よって、本発明による平形ガスケットは、たとえば前記ガスケットの「後背部」において、シールされるべき対向面における歪み防止用の支持要素を備えてもよい。この点、特に「後背部ストッパ」として知られるものについて言及すると、かかる「後背部ストッパ」は、特に、シリンダヘッドガスケットの幅狭側部および/またはネジ開口部のある部分に取り付けられる。かかるストッパも、本発明と共に使用できる。このような「後背部ストッパ」を、たとえば同様に波形形状にすると好都合である。その場合、これらのストッパは、貫通開口部の周囲の波形形状と同じ工程により形成することができる。この場合の波形形状は、たとえばガスケットの角部において曲線となることを除き、もっぱら直線の形態である。また、厚み増加の場合と同様に、複数組の仮想直線上に前記波形形状を伸長させることもでき、また、前記組は交差することにより、特に前記形状内において交差することにより、より複雑な形状が形成される。その他、曲折、碁盤目状または角錐台形状の外形とすることも可能である。さらに、個々のまたは全部のガスケット層に、全体的または部分的に、片側または両側上に、コーティングを設けることも可能である。この場合にも、従来の材料が使用可能である。
【図面の簡単な説明】
【0032】
【図1】図1は、シリンダヘッドガスケットである場合の金属製平形ガスケットの一実施例を示す概略部分平面図である。
【図2】図2は、図1の線A−Aに沿った概略断面図である。
【図3】図3の(a)および(b)は、図1の線B−Bに沿った概略部分断面図であり、燃焼室縁部における突出部の値を決定する様子を示す。
【図4】図4は、図1の線C−Cに沿った概略部分断面図である。
【図5】図5は、シリンダヘッドガスケットである場合の金属製平形ガスケットの別の実施例を示す概略部分平面図である。
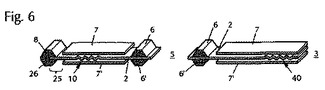
【図6】図6は、図5の線D−Dに沿った概略断面図である。
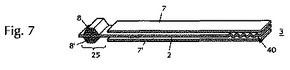
【図7】図7は、図5の線E−Eに沿った概略断面図である。
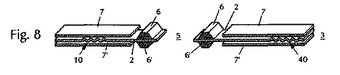
【図8】図8は、図5の線D−Dに沿った概略部分断面図であって、ガスケットの変更例を示す。
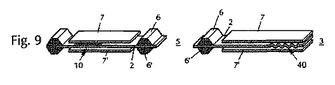
【図9】図9は、図5の線D−Dに沿った概略部分断面図であって、ガスケットの別の変更例を示す。
【図10】図10は、図5の線D−Dに沿った概略部分断面図であって、ガスケットのさらなる変更例を示す。
【図11】図11は、図5の線H−Hに沿った概略部分断面図である。
【図12】図12は、従来技術の一例を示す、図5の線D−Dに沿った概略断面図と同様の図である。
【図13】図13は、従来技術の一例を示す、図5の線D−Dに沿った概略断面図と同様の図である。
【図14】図14は、従来技術の一例を示す、図5の線D−Dに沿った概略断面図と同様の図である。
【図15】図15は、図12〜14に示す従来技術のガスケットのシール要素の負荷たわみ曲線を概略的に示す。
【図16】図16は、さらなる実施形態の概略部分断面図である。
【発明を実施するための形態】
【0033】
以下、本発明について図面を参照しながら説明する。本発明の好適な実施形態をいくつか示すが、これは例示目的に過ぎず、記載された例により本発明の範囲を制限するものではない。
【0034】
図1は、シリンダヘッドガスケットとして用いられる金属製平形ガスケット1の部分平面図である。図2〜4から理解されるように、ガスケット1は、ガスケット層2、および2つのカバー層7、7′を備える3層ガスケットである。これらのカバー層7、7′は、ガスケット層2の両面21、22上に配置される。シリンダヘッドガスケット1は、複数の燃焼室開口部3を有するが、図1には、これらのうち2つのみについて、その全体を示している。前記ガスケット層2およびカバー層7、7′の外側の部分には、多数のさらなる貫通開口部5が存在する。これらの貫通開口部5は、油、冷却水およびネジ用の開口部であり、これらのうちネジ用の開口部については参照符号51によって示す。
【0035】
それぞれの燃焼室開口部3は、シール要素4によって包囲される。シール要素4は、波形形状40の形態を有し、波山41および波谷42が交互に設けられている。図3の例では、4つの波山41が、ガスケット層2の両面21、22のそれぞれに存在している。波山41の頂点43は、距離aの間隔で相互に離れている。距離aは、2.0mm以下、好適には1.7mm以下、特に好適には1.0mm以下である。波形形状40は、貫通開口部3周囲のガスケット層2の各縁部をエンボス加工することにより形成される。その結果、波形形状40のある部分において、ガスケット層2の厚さが、その原厚dと比較して、増加することになる。
【0036】
図3(a)および(b)は、この厚さの増加を示す。図3(a)は、前記ガスケットの非嵌合状態を示しているが、測定目的のため、2.4N/mm2の初期負荷(力)が、ガスケット上に実質的に垂直方向に作用している。図3(b)は、締付け力に等しい力がかけられ、嵌合状態のガスケットに対応している。図3(a)において、負荷が完全にない状態における、再現可能な高さの測定は不可能である。厚さの差ΔVLは、波形形状40の部分における高さhVLとガスケット層2の原厚dとの差に起因する。波形形状40は、本発明によれば、弾性を有するが、同時に、ガスケットの作動時に予測される負荷に相当する力を受けた場合には少なくとも、前記燃焼室縁部において永久的突出部となるようにされている。この永久的突出部であることは、シリンダヘッドガスケット1が波形形状40の部分において初期に2.4N/mm2の力を受けているという事実からも確認される。この力(この場合、VLによって示す)は、ガスケット層2の面に対して実質的に垂直方向に、前記ガスケット上に作用する。「実質的に垂直方向に」の語は、本明細書において、力の作用の逸脱が垂直方向から2°以下、特に1°以下であることを意味する。
【0037】
設置状態における突出部Δbは、前記波形形状の部分に対して締付け力に等しい力Fを負荷し、前記垂直方向における対応する変形を測定することにより、決定される。これにより、特性曲線として知られる、前記波形形状の部分の厚さhbを、負荷された力Fの関数として規定したものが決定される。初期負荷VLは、前記波形形状の部分に対して上方から垂直方向にパンチ押圧することにより生成されるが、前記特性曲線を決定するための力Fはフランジによって負荷される。設置条件下の前記燃焼室上の突出部Δbは、力作用下の波形形状の高さhbと該形状層の原厚dとの間の差に起因する。この差は、本発明によれば、0.05〜0.3mmの範囲であり、好適には0.05〜0.2mmの範囲である。このため、シール要素4は、シリンダヘッドガスケット1の作動時に燃焼室開口部3の弾性シールを確実にするだけではなく、同時に燃焼室開口部3に沿って突出部が存在することも確保している。該突出部の存在により、締結手段開口部51を通じて案内され、かつシリンダヘッドガスケット1をモータブロックとシリンダヘッドとの間でクランプする際に用いられるネジが、燃焼室開口部3周囲の部分に実質的に集中してクランプ圧力を発揮できる。したがって、波形形状40は、弾性ビードの機能とストッパの機能とを組み合わせるものであり、弾性変形するとともに突出部として維持されることにより、優れた気密性を確保でき、該形状が燃焼室開口部3の周囲に円周方向に形成されることで、気密性をさらに向上させることが可能となる。
【0038】
ガスケットの「後背部」におけるさらなる貫通開口部5、すなわち、油および冷却液のための開口部は、図示の場合、エラストマシールリップからなるシール要素6によってシールされる。図4に示すように、これらのシールリップ6は、カバー層の金属シート7、7′の外側面73、73′を越えて突出するように、十分に高く構成される。図4は、図1中の線C−Cに沿った断面を示す。エラストマシール要素6のある部分において、カバー層の金属シート7、7′は、凹部72を有する。凹部72は、十分に大きく、さらなる貫通開口部5も備え、かつそのシール要素6も受け入れ可能である。エラストマリップ6は、この場合、少なくとも0.5mmの幅を有する。カバー層の金属シート7、7′は、この場合、シール要素6の変形リミッタとして機能し、エラストマがカバー層の金属シート7、7′の高さよりもさらに圧縮可能になるのを防止している。複数の貫通開口部5が互いに近接して配置され、かつ/または共通シール要素6によって包囲されている部分において、共通凹部72はカバー層の金属シート7、7′内に存在する。
【0039】
カバー層の金属シート7、7′には、さらなる凹部が、隣接する貫通開口部3の間および隣接するネジ開口部51の間の部分に配置される。この場合、エラストマシール要素6は、前記ガスケットの「後背部」内の貫通開口部5を包囲するだけでなく、図示のように、シール要素4を備え、かつ隣接する貫通開口部3間にあるウェブ部分を通って延在する。
【0040】
図2に詳細に示されるが、さらなる支持要素が、前記ガスケットの幅狭リムに平行な部分に配置される。この支持要素10は、前記ガスケットの縁部に実質的に平行に延びる。この場合、右側の燃焼室開口部3に隣接する部分にある右手側シール要素のみが示されている。支持要素10は、その公知の機能に従って、この部分におけるモータブロックとシリンダヘッドとの間の歪みを防止している。この場合、支持要素10は、同様に波形形状の形態で構成される。しかし、波山および波谷は、燃焼室開口部3の周囲の波形形状40のものより低い。加えて、波山および波谷の数も少ない。図2に示される断面図においては、幅狭リムに対して平行な波形形状が、断面から理解されるような相互に平行な隆起部および窪み部のみからなるのか、あるいは、これらの隆起部および窪み部が少なくとも1つのさらなる組の平行な隆起部および窪み部と交差して、より複雑なエンボス構造を形成しているのかについては、特定されていない。
【0041】
環状形状40を含むガスケット層2は、複数のセグメントに分割される。図1において、これらの複数のセグメントのうち、セグメント23の全体が図示され、セグメント24は一部のみが図示されている。これらのセグメントは、それぞれ2つの燃焼室開口部を備えるため、複数のセグメントを組み合わせて、4個、6個またはそれ以上の数の燃焼室開口部を備えるシリンダヘッドガスケットを形成することができる。セグメント23および24が接触する強化部分は破線によって示され、文字Gが付されている。ガスケット層2のセグメントとは異なり、カバー層の金属シート7、7′は、シリンダヘッドガスケットの全体にわたってワンピースで形成され、境界部分Gも覆っている。カバー層の金属シート7、7′は、シールまたは支持要素を持たず、完全に平面となるように構成されている。カバー層7の表面を図1にハッチング線により示す。第2のカバー層7′は、図1には示されないが、カバー層7と同様に構成される。
【0042】
図5は、本発明によるシリンダヘッドガスケットの別の実施例の部分平面図である。このシリンダヘッドガスケットは、図1のものと実質的に同じであるが、さらなる貫通開口部5(すなわち、水および油用の開口部)の配置において異なっている。また、カバー層の金属シート7、7′は、ガスケット層2の外縁部まで延在せず、ガスケット層2の外縁部25を覆っていない。これは、エラストマ材料のシールリップ8が、ガスケット層2の外縁部に沿って包囲するためである。簡明化のため、図5にはこの態様のシールリップ8のみを示すが、下記の通り、これ以外にもシールリップ8の複数の実施形態が採用されうる。エラストマリップ6と同様に、シールリップ8の幅は0.5mm以上である。
【0043】
図6に示す実施例では、外縁部シールリップ8は、ガスケット層2の外側リム26上に形成される。シールリップ8は、外側に突出するだけでなく、カバー層の金属シート7、7′の表面を越え、かつガスケット層2の両面を越えて突出し、これにより、前記ガスケットの外縁部におけるシールラインとして機能する。図6は、ガスケットの外縁部から燃焼室開口部3までの領域における、図5の線D−Dに沿った断面図である。燃焼室開口部3も、波形形状40によって包囲される。他方、ガスケットの「後背部」の貫通開口部5、たとえば冷却水用の貫通開口部は、エラストマ製のシール要素6によってシールされる。このシール要素6は、図4に関連して言及したように、ガスケット層2の両面上にシールリップ6、6′の形態で取り付けられており、カバー層の金属シート7、7′の表面を越えて突出する。ガスケットの幅狭側において、同様に、図2のものに対応する「後背部」支持要素10が伸長している。
【0044】
図7は、図5の線E−Eに沿った部分断面図である。前記燃焼室開口部のシールは、図6のものと同様である。前記外縁部シールは、図6とは異なり、ガスケット層2の外側リム26に取り付けられておらず、シールリップ8、8′として、ガスケット層2の両側の縁部25に取り付けられている。
【0045】
図8は、図6に示す部分の変更例を示す。この場合、外縁部シールリップは設けられず、その代わりに、カバー層の金属シート7、7′が、ガスケット層2の外縁部にまで到達している。この点で、前記ガスケット層の外縁部の構成に関しては、この断面は、図5のものよりも図1のものにより近いものである。
【0046】
図9および図10は、「後背部」支持要素10の代替例を示す。図2および図6中に示す波形形状の代わりに、図9の実施形態では、「後背部」支持要素10は、ガスケット層2の両面21、22の表面構造によって形成されている。この表面構造は、好適には同様にエンボス加工によって形成されるが、たとえば窪み部により離間され、碁盤目状に配置された隆起部により構成されている。図10では、「後背部」支持要素は、ストリップ状の台である。好適には、この台は、金属製であり、溶接、溶接に類似のプロセス、またはハードコーティングとして公知のもの、たとえば低圧縮率を有する材料で構成されたコーティングにより、ガスケット層に固定される。
【0047】
図11は、図5に示すガスケットの外縁部に沿った、すなわち、線H−Hに沿った部分断面図である。この場合、ガスケット層2の外縁部に沿って、縁部に取り付けられたエラストマが同様に存在する。このエラストマは、外縁部25を包囲するエラストマシールリップ8、8′を形成する。図示の例において、カバー層の金属シート7、7′は、ガスケット層2の外縁部まで設けられておらず、ガスケット層2の外縁部から比較的大きな間隔を空けて配されている(図5も参照)。したがって、カバー層の金属シート7、7′は、シールリップ8のための圧縮保護手段としては機能しない。それでも、シールリップ8、8′の過剰な圧縮を回避するために、複数の局所的支持要素9が、シールリップ8、8′に近接するガスケット層2内に導入されている。これらの支持要素9は、具体的には、ガスケット層2よりも厚みが大きな金属スリーブであり、ガスケット層2を越えて両側に突出している。金属スリーブ9はそれぞれ、ガスケット層2の外縁部に近接して配置されているネジ開口部51内に挿入されている。スリーブ9の厚さは、ガスケット層2の厚さよりも大きいため、これらのスリーブは、シール縁部におけるエラストマリップ8、8′のための圧縮保護として機能する。
【0048】
図12〜図14は、本発明による平形ガスケット、具体的には燃焼室開口部3のシーリングと先行技術における以前の従来の設計とを比較するものである。図13は、本発明の一実施例の部分断面図である。図13は、図6の右手側の部分と実質的に同様である。図12および図14は同様の部分を示すが、燃焼室開口部3のためのシール要素において異なっている。図12では、燃焼室開口部3は、シール要素4としての塑性的に変形可能な複合ビードによって、シールされている。エラストマビード6、6′を備えるインサートがこの複合ビードに接続され、前記インサートはビード上に溶接されている。シール要素4としての前記複合ビードの厚さは極めて大きいため、前記導入された複合ビードは、大部分はプラスチックであるが、弾性は最小限にとどまる。図14のガスケットは、シール要素4としての弾性ビードのみを有する。しかしながら、ストッパがなければ、ガスケット作動時に、この弾性ビードは完全に平坦化してしまう。さらなる手段がなければ、前記燃焼室上へ力を集中させることは不可能である。
【0049】
図15に、図12〜図14に示したシール要素の負荷たわみ曲線を示す。前記シール要素の負荷に対する変形をプロットしてある。ハッチングのバーは、前記ガスケットが所定のエンジン内で作動する際に予想される最小負荷および最大負荷、すなわち、前記ガスケットの作動時の各シール要素の実際の作動範囲を示している。図12のプラスチックビードはより高い剛性を有するが、たわみ能力は低い。逆に、図13に示す本発明によるガスケットのシール要素としての波形形状は、弾性挙動および硬質挙動をどちらとも示している。これは、通常の作動範囲にわたって、高い剛性だけなく、良好なたわみ特性や、きわめて安定した良好なシール性能が発揮されることを示している。
【0050】
図16は、カバー層7、7′を短くした実施形態を示す。燃焼室貫通開口部3は、波形形状40によって実質的に同心円状に包囲される。前記ガスケットの「後背部」には、さらなる貫通開口部5、具体的には流体開口部が設けられる。貫通開口部5は、全ガスケット層を通じて延び、エラストマシール要素6によってシールされる。エラストマシール要素6は、ガスケット層2上に環状に取り付けられる。このため、前記切欠部は、ガスケット層2よりもカバー層7、7′においてより大きい。前記ガスケットの外縁部に対して平行に、カバー層7、7′の外側リムの外側において、さらなるエラストマシール要素8が延在している。エラストマシール要素8も、ガスケット層2上に取り付けられている。どちらの場合においても、シール要素6および8は、カバー層7、7′を越えて突出し、カバー層7、7′は、エラストマシール要素6および8の変形リミッタとして機能する。前記外側リムに対して平行に延びるシール要素8の外側で、カバー層の金属シート7、7′は切除されている。前記ガスケットを一定の厚さにするために、波形形状40が構成されたガスケット層2の当該部分には、相互に平行に延びる直線状の隆起部および窪み部からなるさらなる形状10′が設けられている。
【特許請求の範囲】
【請求項1】
弾性変形可能なシール要素により包囲される、少なくとも1つの燃焼室貫通開口部を有するガスケット層を備え、該シール要素は、該ガスケット層を波形形状とすることにより構成されており、該ガスケット層の両面に、少なくとも2つの波山および波谷が存在しており、無負荷状態において、該シール要素の存在する部分における該ガスケット層の厚さは、該ガスケット層の原厚よりも大きく、該波状形状以外のシール要素または支持要素は、該燃焼室貫通開口部の周囲において存在せず、該シール要素は、該ガスケット層の平面に実質的に垂直な方向に500〜2800N/mmの線形圧縮を受けると、該シール要素の厚さは、該ガスケット層の原厚よりも0.05〜0.3mmだけ厚くなり、該ガスケット層は、エラストマシール要素によって包囲される、少なくとも4つの締結手段用貫通開口部と、少なくとも1つの潤滑油または冷却剤用貫通開口部とからなる、さらなる貫通開口部を有し、該燃焼室貫通開口部の直径は200mm以下である、金属製平形ガスケット。
【請求項2】
前記波形形状は、正弦波状、台形状、ジグザグ形状のうちのいずれかの断面形状を有する、請求項1に記載の金属製平形ガスケット。
【請求項3】
前記波形形状は、前記燃焼室貫通開口部の周囲において、径方向および/または円周方向に伸長し、波山の高さ、波山および/または波谷の断面形状、隣接する波山間の距離、波山および/または波谷のある部分の材料の厚みのうちの少なくとも1つが変化する、請求項1または2に記載の金属製平形ガスケット。
【請求項4】
隣接する波山の頂点間の距離は、2.0mm以下である、請求項1〜3のいずれかに記載の金属製平形ガスケット。
【請求項5】
前記ガスケット層の原厚は、0.3〜0.6mmの範囲内にある、請求項1〜4のいずれかに記載の金属製平形ガスケット。
【請求項6】
複数の前記燃焼室貫通開口部を有し、該複数の燃焼室貫通開口部はそれぞれ、少なくとも4mmの幅を有するウェブによって離間されている、請求項1〜5のいずれかに記載の金属製平形ガスケット。
【請求項7】
前記ガスケット層は金属製であり、該金属の引張強度は、少なくとも600N/mm2である、請求項1〜6のいずれかに記載の金属製平形ガスケット。
【請求項8】
前記ガスケット層は、前記波形形状によって包囲された複数の前記燃焼室貫通開口部を有し、かつ、少なくとも2つのセグメントに分割され、該セグメントは、隣接する該燃焼室貫通開口部の間にある部分で相互に接触している、請求項1〜7のいずれかに記載の金属製平形ガスケット。
【請求項9】
前記シール要素は、前記ガスケット層の平面に実質的に垂直な方向に800〜2500N/mmの線形圧縮を受けた場合に、該ガスケット層の原厚よりも0.05〜0.3mmだけ厚くなる、請求項1〜8のいずれかに記載の金属製平形ガスケット。
【請求項10】
前記ガスケット層以外のさらなるガスケット層を含まない、請求項1〜9のいずれかに記載の金属製平形ガスケット。
【請求項11】
少なくとも1つのカバー層を備え、該カバー層は、前記ガスケット層の平面の少なくとも1つに対して配置され、前記波形形状のある部分を覆っている、請求項1〜9のうちのいずれかに記載の金属製平形ガスケット。
【請求項12】
前記カバー層は、前記波形形状に対向する部分を少なくとも平面部としている、請求項11に記載の金属製平形ガスケット。
【請求項13】
前記さらなる貫通開口部のためのシール要素である環状ビードが、前記のカバー層内に形成されている、請求項11または12に記載の金属製平形ガスケット。
【請求項14】
前記カバー層は、前記さらなる貫通開口部の周囲部分において、切欠部を有し、前記さらなる貫通開口部を包囲する前記エラストマシール要素が該切欠部内に配置されている、請求項11または12に記載の金属製平形ガスケット。
【請求項15】
前記エラストマシール要素は、非設置状態において、前記カバー層の前記ガスケット層から遠い側の表面を越えて突出する高さを有する、請求項14に記載の金属製平形ガスケット。
【請求項16】
前記カバー層は、前記ガスケット層の隣接するセグメントが接触する部分を覆っている、請求項8に従属する請求項11〜15のいずれかに記載の金属製平形ガスケット。
【請求項17】
前記カバー層は、前記ガスケット層の外縁部の少なくとも一部を露出させている、請求項11〜16のいずれかに記載の金属製平形ガスケット。
【請求項18】
前記ガスケット層の両面を越えて突出するエラストマシールリップが、前記ガスケット層の前記外縁部の少なくとも一部に沿って伸長する、請求項17に記載の金属製平形ガスケット。
【請求項19】
請求項1〜18のいずれかに記載の前記エラストマシール要素および/または請求項18に記載の前記エラストマシールリップは、少なくとも35ショアAの硬度を有するエラストマで構成される、金属製平形ガスケット。
【請求項20】
請求項1〜19のいずれかに記載の前記エラストマシール要素(6)および/または請求項18または19に記載の前記エラストマシールリップの幅は、少なくとも0.5mmである、金属製平形ガスケット。
【請求項21】
前記エラストマシールリップは、前記ガスケット層の前記外側リムを越えて突出するように配置されている、請求項18〜20のいずれかに記載の金属製平形ガスケット。
【請求項22】
少なくとも1つの支持要素をさらに備える、請求項17〜21のいずれかに記載の金属製平形ガスケット。
【請求項23】
前記ガスケット層は、前記シールリップに隣接して、局所的支持要素である前記少なくとも1つの支持要素を備え、該局所的支持要素は、該ガスケット層の少なくとも1つの面を越える前記シールリップの突出よりも低い高さで、該ガスケット層の少なくとも1つの面を越えて突出する、請求項22に記載の金属製平形ガスケット。
【請求項24】
前記支持要素は、スリーブとして、前記さらなる貫通開口部内に挿入されている、請求項23に記載の金属製平形ガスケット。
【請求項25】
複数の前記燃焼室貫通開口部を有し、前記エラストマシール要素は、隣接する該燃焼室貫通開口部の間にある部分を通じて延在している、請求項14または請求項14に従属する請求項15〜24のいずれかに記載の金属製平形ガスケット。
【請求項26】
縦方向の長さが1500mm以下、横方向の長さが500mm以下のシリンダヘッドガスケットである、請求項1〜25のいずれかに記載の金属製平形ガスケット。
【請求項27】
ライナを備えないか、または0.15mm以下のライナ突起またはセットオフを有するライナを備える、エンジンにおいて、シリンダヘッドとモータブロックとの間にシールを形成する、請求項1〜26のいずれかに記載の金属製平形ガスケットの使用。
【請求項28】
少なくとも140barの点火圧力を有するエンジン内において、シリンダヘッドとモータブロックとの間にシールを形成する、請求項1〜26のいずれかに記載の金属製平形ガスケットの使用。
【請求項1】
弾性変形可能なシール要素により包囲される、少なくとも1つの燃焼室貫通開口部を有するガスケット層を備え、該シール要素は、該ガスケット層を波形形状とすることにより構成されており、該ガスケット層の両面に、少なくとも2つの波山および波谷が存在しており、無負荷状態において、該シール要素の存在する部分における該ガスケット層の厚さは、該ガスケット層の原厚よりも大きく、該波状形状以外のシール要素または支持要素は、該燃焼室貫通開口部の周囲において存在せず、該シール要素は、該ガスケット層の平面に実質的に垂直な方向に500〜2800N/mmの線形圧縮を受けると、該シール要素の厚さは、該ガスケット層の原厚よりも0.05〜0.3mmだけ厚くなり、該ガスケット層は、エラストマシール要素によって包囲される、少なくとも4つの締結手段用貫通開口部と、少なくとも1つの潤滑油または冷却剤用貫通開口部とからなる、さらなる貫通開口部を有し、該燃焼室貫通開口部の直径は200mm以下である、金属製平形ガスケット。
【請求項2】
前記波形形状は、正弦波状、台形状、ジグザグ形状のうちのいずれかの断面形状を有する、請求項1に記載の金属製平形ガスケット。
【請求項3】
前記波形形状は、前記燃焼室貫通開口部の周囲において、径方向および/または円周方向に伸長し、波山の高さ、波山および/または波谷の断面形状、隣接する波山間の距離、波山および/または波谷のある部分の材料の厚みのうちの少なくとも1つが変化する、請求項1または2に記載の金属製平形ガスケット。
【請求項4】
隣接する波山の頂点間の距離は、2.0mm以下である、請求項1〜3のいずれかに記載の金属製平形ガスケット。
【請求項5】
前記ガスケット層の原厚は、0.3〜0.6mmの範囲内にある、請求項1〜4のいずれかに記載の金属製平形ガスケット。
【請求項6】
複数の前記燃焼室貫通開口部を有し、該複数の燃焼室貫通開口部はそれぞれ、少なくとも4mmの幅を有するウェブによって離間されている、請求項1〜5のいずれかに記載の金属製平形ガスケット。
【請求項7】
前記ガスケット層は金属製であり、該金属の引張強度は、少なくとも600N/mm2である、請求項1〜6のいずれかに記載の金属製平形ガスケット。
【請求項8】
前記ガスケット層は、前記波形形状によって包囲された複数の前記燃焼室貫通開口部を有し、かつ、少なくとも2つのセグメントに分割され、該セグメントは、隣接する該燃焼室貫通開口部の間にある部分で相互に接触している、請求項1〜7のいずれかに記載の金属製平形ガスケット。
【請求項9】
前記シール要素は、前記ガスケット層の平面に実質的に垂直な方向に800〜2500N/mmの線形圧縮を受けた場合に、該ガスケット層の原厚よりも0.05〜0.3mmだけ厚くなる、請求項1〜8のいずれかに記載の金属製平形ガスケット。
【請求項10】
前記ガスケット層以外のさらなるガスケット層を含まない、請求項1〜9のいずれかに記載の金属製平形ガスケット。
【請求項11】
少なくとも1つのカバー層を備え、該カバー層は、前記ガスケット層の平面の少なくとも1つに対して配置され、前記波形形状のある部分を覆っている、請求項1〜9のうちのいずれかに記載の金属製平形ガスケット。
【請求項12】
前記カバー層は、前記波形形状に対向する部分を少なくとも平面部としている、請求項11に記載の金属製平形ガスケット。
【請求項13】
前記さらなる貫通開口部のためのシール要素である環状ビードが、前記のカバー層内に形成されている、請求項11または12に記載の金属製平形ガスケット。
【請求項14】
前記カバー層は、前記さらなる貫通開口部の周囲部分において、切欠部を有し、前記さらなる貫通開口部を包囲する前記エラストマシール要素が該切欠部内に配置されている、請求項11または12に記載の金属製平形ガスケット。
【請求項15】
前記エラストマシール要素は、非設置状態において、前記カバー層の前記ガスケット層から遠い側の表面を越えて突出する高さを有する、請求項14に記載の金属製平形ガスケット。
【請求項16】
前記カバー層は、前記ガスケット層の隣接するセグメントが接触する部分を覆っている、請求項8に従属する請求項11〜15のいずれかに記載の金属製平形ガスケット。
【請求項17】
前記カバー層は、前記ガスケット層の外縁部の少なくとも一部を露出させている、請求項11〜16のいずれかに記載の金属製平形ガスケット。
【請求項18】
前記ガスケット層の両面を越えて突出するエラストマシールリップが、前記ガスケット層の前記外縁部の少なくとも一部に沿って伸長する、請求項17に記載の金属製平形ガスケット。
【請求項19】
請求項1〜18のいずれかに記載の前記エラストマシール要素および/または請求項18に記載の前記エラストマシールリップは、少なくとも35ショアAの硬度を有するエラストマで構成される、金属製平形ガスケット。
【請求項20】
請求項1〜19のいずれかに記載の前記エラストマシール要素(6)および/または請求項18または19に記載の前記エラストマシールリップの幅は、少なくとも0.5mmである、金属製平形ガスケット。
【請求項21】
前記エラストマシールリップは、前記ガスケット層の前記外側リムを越えて突出するように配置されている、請求項18〜20のいずれかに記載の金属製平形ガスケット。
【請求項22】
少なくとも1つの支持要素をさらに備える、請求項17〜21のいずれかに記載の金属製平形ガスケット。
【請求項23】
前記ガスケット層は、前記シールリップに隣接して、局所的支持要素である前記少なくとも1つの支持要素を備え、該局所的支持要素は、該ガスケット層の少なくとも1つの面を越える前記シールリップの突出よりも低い高さで、該ガスケット層の少なくとも1つの面を越えて突出する、請求項22に記載の金属製平形ガスケット。
【請求項24】
前記支持要素は、スリーブとして、前記さらなる貫通開口部内に挿入されている、請求項23に記載の金属製平形ガスケット。
【請求項25】
複数の前記燃焼室貫通開口部を有し、前記エラストマシール要素は、隣接する該燃焼室貫通開口部の間にある部分を通じて延在している、請求項14または請求項14に従属する請求項15〜24のいずれかに記載の金属製平形ガスケット。
【請求項26】
縦方向の長さが1500mm以下、横方向の長さが500mm以下のシリンダヘッドガスケットである、請求項1〜25のいずれかに記載の金属製平形ガスケット。
【請求項27】
ライナを備えないか、または0.15mm以下のライナ突起またはセットオフを有するライナを備える、エンジンにおいて、シリンダヘッドとモータブロックとの間にシールを形成する、請求項1〜26のいずれかに記載の金属製平形ガスケットの使用。
【請求項28】
少なくとも140barの点火圧力を有するエンジン内において、シリンダヘッドとモータブロックとの間にシールを形成する、請求項1〜26のいずれかに記載の金属製平形ガスケットの使用。
【図1】

【図2】
【図3(a)−3(b)】
【図4】
【図5】

【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図16】
【図15】
【図2】
【図3(a)−3(b)】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図16】
【図15】
【公表番号】特表2010−525270(P2010−525270A)
【公表日】平成22年7月22日(2010.7.22)
【国際特許分類】
【出願番号】特願2010−504548(P2010−504548)
【出願日】平成20年4月24日(2008.4.24)
【国際出願番号】PCT/EP2008/003327
【国際公開番号】WO2008/128785
【国際公開日】平成20年10月30日(2008.10.30)
【出願人】(303050078)ラインツーディチュングスーゲーエムベーハー (9)
【Fターム(参考)】
【公表日】平成22年7月22日(2010.7.22)
【国際特許分類】
【出願日】平成20年4月24日(2008.4.24)
【国際出願番号】PCT/EP2008/003327
【国際公開番号】WO2008/128785
【国際公開日】平成20年10月30日(2008.10.30)
【出願人】(303050078)ラインツーディチュングスーゲーエムベーハー (9)
【Fターム(参考)】
[ Back to top ]