
金属製缶被覆用塗料およびその塗料を塗布した金属製缶
【課題】 ピンホールが存在せず、優れた強度、耐溶剤性、耐衝撃性、加工性などを有する塗膜を形成することができるとともに、耐レトルト性にも優れた金属製缶被覆用塗料およびその塗料を塗布した金属製缶を提供する。
【解決手段】 熱可塑性樹脂の粒子を含み、前記熱可塑性樹脂が、ポリブチレンナフタレート樹脂(PBN)を10質量%以上含む樹脂であることを特徴とする。前記粒子は、平均1次粒子径が10nm〜1000nmの範囲内であることが好ましい。
【解決手段】 熱可塑性樹脂の粒子を含み、前記熱可塑性樹脂が、ポリブチレンナフタレート樹脂(PBN)を10質量%以上含む樹脂であることを特徴とする。前記粒子は、平均1次粒子径が10nm〜1000nmの範囲内であることが好ましい。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属製缶被覆用塗料およびその塗料を塗布した金属製缶に関する。
【背景技術】
【0002】
従来から、食物などを保存する食缶や飲料缶などの金属製容器に使用される缶胴や缶蓋の表面には、耐蝕性、装飾性などを付与するために一般に塗装や印刷が施されている。前記塗装等に用いられる塗料としては、アクリルエマルジョン、アクリル変性エポキシ樹脂およびアミノ樹脂からなる水性塗料用樹脂組成物が検討されている(例えば、特許文献1参照)。しかし、前記アクリルエマルジョンは、架橋に寄与するモノマーが含まれ、熱処理時に体積収縮が起こり、また表面張力が高い水を溶媒としている。そのため、塗膜にピンホールが生じ、耐蝕性、装飾性などにおいて充分に満足いくものではなかった。また、前記水性塗料用樹脂組成物としては、アクリル変性エポキシ水性エマルジョンが汎用されているが、近年、環境に対する意識が高まってきており、エポキシ樹脂フリーの技術が求められている。
【0003】
缶蓋外側面に、熱可塑性樹脂フィルムを設けるとピンホールの問題を解決することはできるが、缶蓋はシーミングロール(巻き締めロール)による加工の際に、缶蓋表面(外面側フィルム面)は加工工具面と接触することで引き離し(剥ぎ取り)作用を受け、巻き締め部の表面のフィルムに削れが発生し、耐錆性の問題が生じるだけでなく、外観が見苦しくなるという問題があった。そこで、缶蓋製造工程において、表面削れ等を防止するために、非晶質化率60%以上の熱可塑性樹脂フィルム層を設け、缶蓋内側面に、金属面側が低融点の樹脂で、金属面から離れる側が高融点の樹脂からなる2軸配向二層構造を有する熱可塑性フィルム層を設ける方法が開示されている(例えば、特許文献2参照)。しかし、この場合も、フィルム層の膜厚が10μm程度と厚く、フィルム層の物性だけではなく、経済的にも充分に満足のいくものではない。また、配向させたポリエステル樹脂フィルムを接着させたラミネート材を用いた場合、蓋の成形加工や開缶の際にエナメルヘアー(エンゼルヘアー)と称する髪の毛状(髭状)の樹脂細片が発生する不具合があった。これはポリエステル樹脂フィルムの強度が高く、またフィルムが厚いためであり、エナメルヘアーの発生を抑制する方法としては樹脂フィルム作製時に延伸倍率を下げるなどによる方法などが試みられているが、技術的に困難であった。
【0004】
そこで、金属製容器に塗布することで、ピンホールが存在せず、優れた強度、耐溶剤性、耐衝撃性、加工性などを有する塗膜を形成することができる金属被覆用塗料が検討されている(例えば、特許文献3参照)。しかし、近年では、前記金属製容器は、例えば、ミルクコーヒーの殺菌温度130℃、あるいは、連続レトルト方式などのより過酷な条件での耐レトルト性が要求されるようになってきている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−306325号公報
【特許文献2】特開2002−193256号公報
【特許文献3】特許第3828923号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明は、ピンホールが存在せず、優れた強度、耐溶剤性、耐衝撃性、加工性などを有する塗膜を形成することができるとともに、耐レトルト性にも優れた金属製缶被覆用塗料およびその塗料を塗布した金属製缶を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記目的を達成するために、本発明の金属製缶被覆用塗料は、熱可塑性樹脂の粒子を含み、前記熱可塑性樹脂が、ポリブチレンナフタレート樹脂を10質量%以上含む樹脂であることを特徴とする。
【発明の効果】
【0008】
本発明によると、ピンホールが存在せず、優れた強度、耐溶剤性、耐衝撃性、加工性などを有する塗膜を形成することができるとともに、耐レトルト性にも優れた金属製缶被覆用塗料およびその塗料を塗布した金属製缶を提供することができる。
【図面の簡単な説明】
【0009】
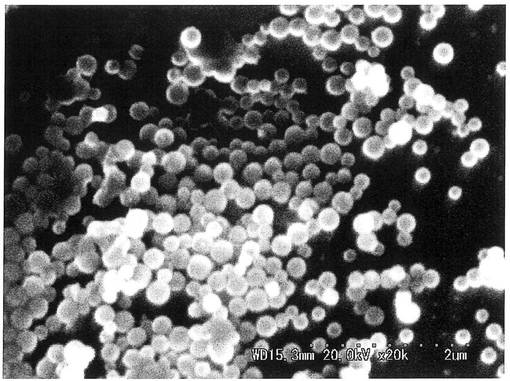
【図1】図1は、本発明における熱可塑性樹脂の粒子の走査型電子顕微鏡(SEM)像である。
【発明を実施するための形態】
【0010】
本発明の金属製缶被覆用塗料(以下、「本発明の塗料」という)は、前記熱可塑性樹脂が、さらに芳香族ポリエステル樹脂を含むことが好ましい。
【0011】
本発明の金属製缶被覆用塗料において、前記熱可塑性樹脂の粒子の平均1次粒子径が10nm〜1000nmの範囲内であることが好ましい。
【0012】
本発明の金属製缶被覆用塗料は、金属製缶蓋被覆用塗料であることが好ましい。
【0013】
本発明の金属製缶は、本発明の塗料が塗布されていることを特徴とする。
【0014】
本発明の金属製缶の製造方法は、本発明の塗料を金属板に塗布する塗布工程、および、塗布した塗料を加熱して粒子を溶融させる加熱工程、を含むことを特徴とする。
【0015】
本発明の金属製缶の製造方法において、本発明の塗料の塗布量を、乾燥後の質量で1〜14g/m2の範囲内とすることが好ましい。
【0016】
本発明の金属製缶の製造方法において、本発明の塗料の塗膜の膜厚を1〜10μmの範囲内とすることが好ましい。
【0017】
本発明の金属製缶の製造方法において、前記加熱工程における加熱温度を100〜300℃の範囲内とすることが好ましい。
【0018】
つぎに、本発明について詳細に説明する。ただし、本発明は、以下の記載により制限されない。
【0019】
<金属製缶被膜用塗料>
本発明の塗料は、熱可塑性樹脂の粒子(以下、「樹脂粒子」ということもある)を含む。前記熱可塑性樹脂は、前述のとおり、ポリブチレンナフタレート樹脂(以下、PBNという)を10質量%以上含む。本発明におけるPBNは、酸成分とグリコール成分で構成される繰り返し単位(ユニット)の80モル%以上が、2,6−ナフタレンジカルボン酸および1,4−ブタンジオールで構成されることが好ましい。2,6−ナフタレンジカルボン酸と1,4−ブタンジオールの繰り返し単位(ユニット)が、80モル%未満の場合は、PBNの結晶化速度が遅くなり、好ましくない。本発明の塗料が含む熱可塑性樹脂粒子におけるPBNの含有量は、10質量%以上であり、好ましくは20質量%以上である。本発明の塗料は、PBNを所定割合以上含む熱可塑性樹脂の粒子を含むことで、金属板に塗布した場合に、前述の本発明の効果が得られる。
【0020】
本発明で使用する熱可塑性樹脂は、PBN以外の芳香族ポリエステル樹脂(A)を含んでいてもよい。芳香族ポリエステル樹脂(A)は、特に制限されず、例えば、ポリエチレンテレフタレート(PET)、ポリエチレンイソフタレート(PEI)、ポリブチレンテレフタレート(PBT)、ポリエチレン2,6−ナフタレート(PEN)、および、これらの樹脂の酸成分および/またはグリコール成分を他の1種以上の酸成分および/またはグリコール成分を共重合した芳香族ポリエステル樹脂(共重合芳香族ポリエステル樹脂)等があげられる。これらの中でも、PEN樹脂、テレフタル酸および/またはシクロヘキサンジメタノール共重合PEN樹脂、イソフタル酸共重合PET樹脂、シクロヘキサンジメタノール共重合PET樹脂が、耐熱性の観点から好ましい。本発明の塗料には、これらの芳香族ポリエステル樹脂(A)のうち非晶質のもの、および、結晶化速度が遅い結晶質のものの少なくとも一方を含んでいることが好ましい。
【0021】
また、芳香族ポリエステル樹脂(A)は、1種類を単独で用いてもよいし、2種類以上を併用してもよい。芳香族ポリエステル樹脂(A)としては、テレフタル酸、イソフタル酸、シクロヘキサンジメタノールを単独又は2種類以上共重合したPEN樹脂、イソフタル酸、シクロヘキサンジメタノールを単独又は2種類以上共重合したPET樹脂が好ましい。共重合比率としては、特に制限されるものではないが、5モル%以上であることが、樹脂を非晶質にしたり、樹脂の結晶化速度を遅くする点で好ましく、耐熱性、加工性等の諸性能がより優れている樹脂となるため好ましい。
【0022】
本発明の塗料に含まれる芳香族ポリエステル樹脂(A)の配合量は、特に制限されず、例えば、本発明の塗料に含まれる全樹脂成分中、0〜90質量%の範囲とすることができる。前記配合量を前述の範囲とすることで、塗膜の熱固定性能を容易に付与することができ、耐湿熱性に優れた塗膜が得られる。前記配合量は、0〜80質量%の範囲であることが好ましく、0〜75質量%の範囲であることがより好ましい。
【0023】
本発明の塗料におけるPBNと芳香族ポリエステル樹脂(A)との割合(質量比)は、特に制限されず、PBN:芳香族ポリエステル樹脂(A)=10:90〜100:0が好ましく、20:80〜100:0がより好ましく、25:75〜100:0がさらに好ましい。
【0024】
PBNは、芳香族ポリエステル系樹脂の中でも結晶化速度が極めて速い樹脂であり、比較的高融点(高耐熱性)であり、かつ、柔軟性(靭性)に優れた樹脂である。そのため、後述の加熱工程の後に冷却されることで、PBN成分は、速やかに結晶膜を形成する。本発明の塗料において、PBNと芳香族ポリエステル樹脂(A)とを含む熱可塑性樹脂の粒子を用いる場合、一旦、分子レベルで溶解混合した後に微粒子化することが好ましい。結晶化速度が遅い、あるいは、非結晶性の芳香族ポリエステル樹脂(A)が、PBNに分子レベルにまで分散混合されていると、PBN成分が結晶化する際、前記芳香族ポリエステル樹脂(A)の分子鎖の一部は、PBN分子の結晶の中に取り込まれて、塗膜全体が固定化されるものと考えられる。即ち、PBNの急速な結晶化が、従来レトルト用途の塗料に使用されてきたエポキシ系化合物による、架橋反応と同じ効果を発揮するものと考えられる。その結果として、本発明の塗料によると、得られる塗膜全体に柔軟性(靭性)を付与することができ、レトルト処理のような過酷な雰囲気中に曝されても、塗膜にピンホールが生じたり、金属缶からの剥離等の不具合を生じたりすることのない、耐湿熱性(耐レトルト性)に優れた塗膜を形成することができると考えられる。しかし、本メカニズムにより本発明は何ら限定されるものではない。
【0025】
本発明の金属製缶被膜用塗料は、平均1次粒子径が10nm〜1000nmの範囲内である熱可塑性樹脂の粒子を含むことが好ましい。1次粒子とは、それ以上に分離できない状態の粒子をいう。前記の樹脂粒子の平均1次粒子径を前述の範囲とすることで、本発明の塗料を塗布した際の膜厚を小さくでき、または薄膜にした場合に、連続膜を形成でき、かつ、本発明の塗料を調製した際の懸濁液の粘度を適切にでき、分離操作が容易になる。前記樹脂粒子の平均1次粒子径は、100nm〜1000nmがより好ましく、さらに好ましくは、200nm〜1000nmである。前記樹脂粒子の平均1次粒子径は、例えば、従来公知の機器を用いて測定可能である。前記樹脂粒子の平均1次粒子径を測定する機器としては、例えば、走査型電子顕微鏡(例えば、日本電子株式会社製の商品名「JEM−6301F」等)、動的光散乱式粒子分析測定装置(例えば、株式会社堀場製作所製の商品名「LB−550」等)等があげられる。
【0026】
前記樹脂粒子の平均2次粒子径は、特に制限されず、例えば、30μm以下であることが好ましい。前記樹脂粒子の平均2次粒子径を前述の範囲とすることで、本発明の塗料を塗布した際の膜厚を小さくできる。2次粒子とは、前記1次粒子が凝集した状態の粒子をいう。
【0027】
本発明における熱可塑性樹脂の粒子は、例えば、以下のようにして製造できる。ただし、本発明に使用するPBNおよび芳香族ポリエステル樹脂(A)の製造方法は、以下の例に限定されない。
【0028】
まず、PBNと芳香族ポリエステル樹脂(A)とを溶媒に溶解して溶液を調製する。前記溶媒は、特に制限されず、例えば、酢酸エチル、酢酸ブチル等のエステル系溶媒;アジピン酸ジメチル、グルタル酸ジメチル、コハク酸ジメチル等の二塩基酸エステル系溶媒;メチルイソブチルケトン、シクロヘキサノン、イソホロン等のケトン系溶媒;トルエン、キシレン、水素添加石油ナフサなどの炭化水素系溶媒;ベンジルアルコール、シクロヘキサノール等のアルコール系溶媒;エチレングリコールモノブチルエーテル、ジプロピレングリコールブチルエーテル、エチレングリコールモノフェニルエーテル、プロピレングリコールモノフェニルエーテル等のエーテル系溶媒;ホルムアミド、ジメチルホルムアミド、ジメチルアセトアミド(DMAc)等のアミド系溶媒;N−メチル−2−ピロリドン(NMP)等のピロリドン系溶媒;ジメチルスルホキシド等のスルホキシド系溶媒またはこれらの混合物等があげられる。これらの中でも、例えば、得られた懸濁液から粒子を分離した後の液をさらに熱可塑性樹脂を溶解する溶媒として繰り返し使用可能なことから、シクロヘキサノン、イソホロン、水素添加石油ナフサ、ジプロピレングリコールブチルエーテル、プロピレングリコールモノフェニルエーテル、ジメチルアセトアミド、N−メチル−2−ピロリドン等が好ましい。
【0029】
前記溶液を調製する際の溶媒の温度は、特に制限されず、例えば、70〜220℃が好ましい。使用する溶媒の温度を前述の範囲とすることで、例えば、PBNおよび芳香族ポリエステル樹脂(A)を溶解して、目的とする前述の平均1次粒子径の粒子が得られ、かつ、PBN、芳香族ポリエステル樹脂(A)または使用する溶媒の分解が起こらないため、黄変等を抑制できる。使用する溶媒の温度は、130〜220℃がより好ましく、130〜200℃がさらに好ましい。
【0030】
PBNおよび芳香族ポリエステル樹脂(A)の使用溶媒への添加量は、特に制限されず、両者の合計として、例えば、溶媒100質量部に対して、1〜40質量部が好ましい。前記添加量を前述の範囲とすることで、例えば、生産性を向上でき、かつ、目的とする前述の平均1次粒子径の樹脂粒子が得られる。前記添加量は、溶媒100質量部に対して、5〜40質量部がより好ましく、10〜30質量部がさらに好ましい。この溶液の調製の際に、PBNと芳香族ポリエステル樹脂(A)との添加量の割合を調整することで、前述の樹脂粒子におけるPBNと芳香族ポリエステル樹脂(A)との組成割合を調整できる。
【0031】
つぎに、前記溶液を冷却して前記熱可塑性樹脂の粒子を含む懸濁液を調製する。冷却手段としては、例えば、熱交換器等の冷却装置があげられる。前記懸濁液の冷却後の温度は、特に制限されず、例えば、前述の熱交換器を使用して、例えば、70〜220℃の本発明の塗料成分を含む溶液を、50℃以下に冷却することが好ましい。冷却後の温度を50℃以下とすることで、例えば、平均1次粒子径が10nm〜1000nmの範囲内である、樹脂粒子が得られる。
【0032】
本発明の塗料成分を含む溶液の冷却方法としては、例えば、溶液そのものを、前記熱交換器を使用して冷却する方法、前記熱交換器を使用して予め20℃〜−90℃に冷却された溶媒を、前記溶液に混合して冷却する方法等があげられる。冷却効率から、予め冷却された溶媒を、本発明の塗料成分を含む溶液を入れた容器に混合して冷却する方法が好ましい。
【0033】
冷却速度は、特に制限されず、例えば、20℃/秒以上が好ましい。前記冷却速度を20℃/秒以上の範囲とすることで、例えば、目的とする平均1次粒子径が10nm〜1000nmの範囲内である、樹脂粒子が得られる。
【0034】
このようにして、前記熱可塑性樹脂の粒子を製造できる。ただし、本発明の塗料に用いる前記熱可塑性樹脂の粒子の製造方法は、この例に限定されない。
【0035】
本発明の塗料は、PBNおよび芳香族ポリエステル樹脂(A)の他に、その効果を害さない範囲で、必要に応じて、他の成分を含んでもよい。他の成分としては、例えば、硬化剤、熱硬化性樹脂、塗料成分、結晶核剤、無機粒子、熱安定剤、紫外線吸収剤、顔料、染料等があげられる。
【0036】
本発明の塗料は、前記熱可塑性樹脂の粒子と、必要に応じて前記のその他の成分とを、例えば、溶媒に分散させることで懸濁液(スラリー塗料)として製造することができる。前記塗料(懸濁液)の粘度は、特に制限されず、フォードカップ粘度計で測定した場合、例えば、10〜100秒(フォードカップNo.4)であり、15〜50秒(フォードカップNo.4)が好ましく、20〜35秒(フォードカップNo.4)がより好ましい。
【0037】
前記熱可塑性樹脂の粒子を分散させる溶媒は、特に制限されず、例えば、酢酸エチル、酢酸ブチル等のエステル系溶媒;アジピン酸ジメチル、グルタル酸ジメチル、コハク酸ジメチル等の二塩基酸エステル系溶媒;メチルイソブチルケトン、シクロヘキサノン、イソホロン等のケトン系溶媒;トルエン、キシレン、水素添加石油ナフサ等の炭化水素系溶媒;ベンジルアルコール、シクロヘキサノール等のアルコール系溶媒;エチレングリコールモノブチルエーテル、ジプロピレングリコールブチルエーテル、エチレングリコールモノフェニルエーテル、プロピレングリコールモノフェニルエーテル等のエーテル系溶媒;ホルムアミド、ジメチルホルムアミド、ジメチルアセトアミド等のアミド系溶媒;N−メチル−2−ピロリドン(NMP)等のピロリドン系溶媒、水、または、これらの混合物等があげられる。これらの中でも、水素添加石油ナフサ、エチレングリコールモノブチルエーテル、ジプロピレングリコールブチルエーテル等が好ましい。
【0038】
また、必要に応じて、本発明の塗料は、レベリング剤、濡れ剤、消泡剤、滑剤等の添加剤、顔料等の着色剤等を含んでもよい。
【0039】
前記樹脂粒子の分散方法は、特に制限されず、例えば、超音波による分散、攪拌機による分散等があげられる。前記樹脂粒子の分散に用いる機器としては、例えば、ホモジナイザー、ホモミキサー、ロールミル、ビーズミル、高圧型湿式微粉化装置等があげられる。
【0040】
本発明の塗料において、2次粒子を溶媒に分散する場合には、適切な使用溶媒および分散方法を選択して、微粒子化することが好ましく、最終的には1次粒子まで微粒子化することがより好ましい。1次粒子まで微粒子化することで、例えば、塗膜の膜厚を所望の厚さに制御することが可能となり、より滑らかな塗膜に仕上げられる。
【0041】
<金属製缶>
本発明の金属製缶は、前述のとおり、前記本発明の塗料が塗布されたものである。
【0042】
本発明の金属製缶の塗布対象となる金属(金属板)は、特に制限されず、例えば、アルミニウム、スチール、銅、ステンレス、ならびにこれらに表面処理を施した金属板、例えば、スチールの場合は錫メッキ鋼板(ブリキ)、亜鉛メッキ鋼板、電解クロム酸処理鋼板(ティンフリースチール)などがあげられる。前記金属板の板厚は、特に制限されず、例えば、0.2〜0.5mmが好ましく、0.21〜0.32mmがより好ましい。
【0043】
本発明の金属製缶の製造方法は、前述のとおり、本発明の塗料を金属板に塗布する塗布工程、および、前記塗布した塗料を加熱して粒子を溶融させる加熱工程を含む。
【0044】
前記塗布工程において、本発明の塗料の塗布方法は、特に制限されず、例えば、ロールコート法、スプレーコート法、ハケ塗り法、ヘラ塗り法、浸漬塗装法、電着塗装法、静電塗装法等の公知の方法によって行うことができる。
【0045】
前記塗布工程において、本発明の塗料の塗布量は、例えば、本発明の塗料の乾燥後の質量で1〜14g/m2の範囲内とすることが好ましく、1〜10g/m2の範囲内とすることがより好ましい。塗膜の膜厚は、1〜10μmの範囲内とすることが好ましく、1〜7μmの範囲内とすることがより好ましく、1〜5μmの範囲内とすることがさらに好ましい。
【0046】
本発明の金属製缶の製造方法では、前述のとおり、加熱工程を行う。この加熱工程により、前記熱可塑性樹脂の粒子を溶融することで、ピンホールが無く、均一な塗膜が形成され、耐溶剤性等に優れた塗膜が得られる。
【0047】
前記加熱工程において、本発明の塗料の加熱温度(焼付け温度)は、例えば、100〜300℃が好ましく、150〜280℃がより好ましい。また、加熱時間は、特に制限されず、例えば、10〜60秒であり、15〜30秒がより好ましい。さらに、加熱後、水冷することが好ましい。水冷を行うことで、塗膜の外観、加工性等の諸物性がより優れるためである。
【0048】
本発明は、例えば、飲料缶、食缶、美術缶、エアゾール缶、18L缶、乾電池外装缶、電池缶、テニスボール缶等の缶胴および缶蓋として適用することができる。
【実施例】
【0049】
つぎに、本発明の実施例について比較例と併せて説明する。なお、本発明は、下記の実施例および比較例によってなんら限定および制限されない。また、各実施例および各比較例における各種特性および物性の測定および評価は、下記の方法により実施した。
【0050】
(使用樹脂の固有粘度(IV))
フェノール:テトラクロロエタン=60:40(質量比)の混合液を溶媒として用い、サン電子工業株式会社製、自動粘度計AVL−6Cを使用し、20℃で測定した。なお、ハギンズ定数(K)=0.37とした。
【0051】
(平均1次粒子径)
本発明の熱可塑性樹脂の粒子の平均1次粒子径を、走査型電子顕微鏡(日本電子株式会社製の商品名「JEM−6301F」)、および、動的光散乱式粒子分析測定装置(株式会社堀場製作所製の商品名「LB−550」)を用いて測定した。
【0052】
(膜厚)
塗膜の膜厚を、電磁誘導/渦電流式膜厚計(株式会社ケツト科学研究所製の商品名「LZ−200W」)を用いて測定した。
【0053】
(硬度)
JIS K 5600−5−4(1999)による鉛筆硬度を測定した。鉛筆は、三菱鉛筆株式会社製uni(商品名)を用いた。
【0054】
(折り曲げ性評価)
マンドレルベント試験機(株式会社東洋精機製作所製)を用いて行なった。測定は0T(折り曲げ試験板の間に0枚、同じ板を挟んで(=折り曲げ試験板の間に何も挟まずに)試験をすること)で行なった。その後折り曲げ部を20mm幅で、1%食塩水に浸漬させ、通電値測定装置デジタルエナメルレーター(ペコ社製)を用いて、6Vの電圧で通電した時の4秒後の通電値を測定した。
A・・・10mA以下
B・・・10〜100mA
C・・・100mA以上
【0055】
(耐溶剤性評価)
2ポンドハンマーの凸部にガーゼを16枚重ねて固定し、メチルエチルケトンでよく湿らせた後、塗装試験片の上を往復させた。前記塗料の塗膜がはがれた時の回数を耐溶剤性とした。
【0056】
(耐レトルト性)
(1)白化評価
125℃の熱水(加圧下)に、一部分を60分間浸漬した後の塗装試験片の塗膜の変化を目視評価した。
A・・・変化なし。
B・・・界面部が少し白く変色している。
C・・・著しい白化がみられる。
【0057】
(2)過酷レトルト評価
125℃の水蒸気中(加圧下)に、30分間保持した後の塗装試験片の塗膜の変化を目視評価した。なお、パンチスリット上に水道水を600cc入れた1リットルビーカーを置き、試験片を部分的に冷却させることで、冷却箇所を結露させた。
処理後の塗装試験片の塗膜の変化を目視評価した。
判定基準
A・・・変化なし。
B・・・パンチに沿って少し白く変化している。
C・・・著しい白化がみられる。
【0058】
(3)スライダー液レトルト評価
水道水にスライダー液を1%添加した評価液に、塗装試験片を浸漬させ、レトルト処理(125℃、30分)を実施し、塗膜の変化を目視評価した。スライダー液としては、中性スライダー液(商品名「スライダーS405」、ジョンソンディバーシー株式会社製)およびアルカリ性スライダー液(商品名「ハイスリーク501」、竹本油脂株式会社製)の2種類を用いた。評価は、浸漬された部分(界面下)、界面、浸漬されていない部分(界面上)の3箇所について行った。
判定基準
A・・・変化なし。
B・・・外観(色等)変化が、わずかに見られる。
C・・・外観(色等)変化が見られる。
【0059】
(4)実液充填レトルト評価
ステイオンタブ(SOT、stay−on tab)を巻締めた缶胴(190g缶)に、ミルクコーヒー(商品名「ワンダ 金の微糖」、アサヒ飲料株式会社)および、ブラックコーヒー(商品名「ジョージア エンブレム ブラック」、コカ・コーラカスタマーマーケティング株式会社)を、それぞれホットパック(90℃以上)で180g充填し、底蓋を巻締めた後、レトルト処理(125℃、40分)を実施し、塗膜の変化を目視評価した。レトルト処理時の缶の向きは、SOTが上向き(塗膜に内容物が浸漬しない状態)および下向き(塗膜に内容物が浸漬する状態)の2水準とした。
判定基準
A・・・変化なし。
B・・・外観(色等)変化が、わずかに見られる。
C・・・外観(色等)変化が見られる。
【0060】
<製造例1 PBN樹脂の製造>
本発明の実施例に使用したPBN樹脂は、以下の公知の方法により製造した。なお、PBNの製造方法は、下記の方法に制限されるものではない。
【0061】
2,6−ナフタレンジカルボン酸ジメチルエステル(2,6−NDCM)1000質量部と1,4−ブタンジオール(1,4−BD)520質量部との混合物を、攪拌機、精留塔およびメタノール留出コンデンサーを設けた反応器に仕込み、190℃で内容物を溶解した後、エステル交換反応触媒として、テトラブチルチタネート0.33質量部を加え、窒素雰囲気中で190℃から230℃まで昇温し、発生するメタノールを系外に留出させながらエステル交換反応を行なった。エステル交換反応終了後、230℃から255℃まで徐々に昇温するとともに、常圧から0.10kPaまで徐々に減圧し、そのまま所定の攪拌トルクに到達するまで重縮合反応を継続した。所定の攪拌トルクに到達した時点で、反応を終了し、水中に押し出し、ペレット化した。得られた樹脂の固有粘度(IV)は0.70dl/gであった。
【0062】
<製造例2 非晶性PEN樹脂の製造>
本発明の実施例4、5および比較例2に使用した非晶性PEN樹脂は、以下の方法により製造した。なお、非晶性PEN樹脂の製造方法は、下記の方法に制限されるものではない。
【0063】
2,6−ナフタレンジカルボン酸ジメチルエステル(2,6−NDCM)1550質量部、ジメチルテレフタレート(DMT)220質量部、エチレングリコール(EG)830質量部、1,4シクロヘキサンジメタノール(1,4−CHDM)450質量部を、攪拌機、精留塔およびメタノール留出コンデンサーを設けた反応器に仕込み、180℃で内容物を溶解した後、エステル交換反応触媒として、酢酸マンガン・4水和物0.22質量部、酢酸カルシウム・1水和物0.60質量部を加え、窒素雰囲気中で180℃から250℃まで昇温し、発生するメタノールを系外に留出させながらエステル交換反応を行なった。エステル交換反応終了後、トリエチルリン酸1.18質量部および二酸化ゲルマニウム0.25質量部を添加し、250℃から280℃まで徐々に昇温するとともに、常圧から0.10kPaまで徐々に減圧し、そのまま所定の攪拌トルクに到達するまで重縮合反応を継続した。所定の攪拌トルクに到達した時点で、反応を終了し、水中に押し出し、ペレット化した。得られた樹脂の固有粘度(IV)は0.62dl/gであった。得られた樹脂は、2,6−NDCA、TPA、EG、1,4−CHDM成分を含む、非結晶性の樹脂組成であった。
【0064】
[実施例1]
温度計、撹拌器を備えつけた1Lの4つ口フラスコに、熱可塑性樹脂として、PBNを17g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150(商品名、エクソンモービル社製)をそれぞれ41.5g量り取った。PBNは、前記製造例1のPBNを用いた。その後、液温を193℃にして、熱可塑性樹脂を溶媒中に溶解させた。前記溶液を冷却することで、熱可塑性樹脂の粒子を含む固形分17%の懸濁液を得た。
【0065】
図1に、本実施例における熱可塑性樹脂粒子の走査型電子顕微鏡像を示す。図1から、前記粒子の平均1次粒子径は、300nm以下であることがわかる。
【0066】
[実施例2]
熱可塑性樹脂として、前記PBNを1.4gおよびPENを12.6g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ43g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂固形分14%の懸濁液を得た。前記PENは、帝人化成株式会社製の商品名「テオネックス TN−8060」(固有粘度IV=0.61dl/g)を用いた。前記粒子におけるPENとPBNとの配合割合は、PBN:PEN=10:90であった。
【0067】
[実施例3]
熱可塑性樹脂として、前記PBNを4.5gおよびPENを10.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂固形分15%の懸濁液を得た。前記粒子におけるPENとPBNとの配合割合は、PBN:PEN=30:70であった。
【0068】
[実施例4]
熱可塑性樹脂として、前記PBNを4.5gおよび前記製造例2の非晶性PENを10.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分15%の懸濁液を得た。非晶性PENは、前述の非晶性PENを用いた。前記粒子におけるPBNと非晶性PENとの配合割合は、PBN:非晶性PEN=30:70であった。
【0069】
[実施例5]
熱可塑性樹脂として、前記PBNを7.5gおよび前記製造例2の非晶性PENを7.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分15%の懸濁液を得た。前記粒子におけるPBNと非晶性PENとの配合割合は、PBN:非晶性PEN=50:50であった。
【0070】
[実施例6]
熱可塑性樹脂として、前記PBNを5.1gおよびPETを11.9g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ41.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分17%の懸濁液を得た。前記PETは、株式会社ベルポリエステルプロダクツ製の商品名「ベルペット EFG70」(固有粘度IV=0.75dl/g)を用いた。前記粒子におけるPBNとPETとの配合割合は、PBN:PET=30:70であった。
【0071】
[実施例7]
熱可塑性樹脂として、前記PBNを8.5gおよび前記PETを8.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ41.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分17%の懸濁液を得た。前記粒子におけるPBNとPETとの配合割合は、PBN:PET=50:50であった。
【0072】
[実施例8]
前記熱可塑性樹脂として、前記PBNを4.5gおよびイソフタル酸25モル%共重合PET(I−PET)を10.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分15%の懸濁液を得た。前記I−PETは、株式会社ベルポリエステルプロダクツ社製の商品名「I−PET IP252B」(固有粘度IV=0.68dl/g)を用いた。前記粒子におけるPBNとI−PETとの配合割合は、PBN:I−PET=30:70であった。
【0073】
[実施例9]
熱可塑性樹脂として、前記PBNを7.5gおよび実施例8で使用したI−PETを7.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分15%の懸濁液を得た。前記粒子におけるPBNとI−PETとの配合割合は、PBN:I−PET=50:50であった。
【0074】
[実施例10]
前記熱可塑性樹脂として、前記PBNを4.5gおよびテレフタル酸/シクロヘキサンジメタノール/エチレングリコール=100/30/70(モル%)の共重合ポリエステル(PET−G)を10.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分15%の懸濁液を得た。前記PET−Gは、イーストマンケミカル株式会社製の商品名「PET−G 6763」(固有粘度IV=0.80dl/g)を用いた。前記粒子におけるPBNとPET−Gとの配合割合は、PBN:PET−G=30:70であった。
【0075】
[実施例11]
前記熱可塑性樹脂として、前記PBNを7.5gおよび実施例10で使用したPET−Gを7.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分15%の懸濁液を得た。前記粒子におけるPBNとPET−Gとの配合割合は、PBN:PET−G=50:50であった。
【0076】
[比較例1]
熱可塑性樹脂として、実施例2で用いたのと同じPENを15g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本比較例の熱可塑性樹脂の固形分15%の懸濁液を得た。
【0077】
[比較例2]
熱可塑性樹脂として、前記製造例2の非晶性PENを20g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ40g量り取った以外は、実施例1と同様にして、本比較例の熱可塑性樹脂の固形分20%の懸濁液を得た。
【0078】
[比較例3]
熱可塑性樹脂として、実施例6で用いたのと同じPETを12g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ44g量り取った以外は、実施例1と同様にして、本比較例の熱可塑性樹脂の固形分12%の懸濁液を得た。
【0079】
[比較例4]
熱可塑性樹脂として、実施例8で用いたのと同じI−PETを12g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ44g量り取った以外は、実施例1と同様にして、本比較例の熱可塑性樹脂の固形分12%の懸濁液を得た。
【0080】
[比較例5]
熱可塑性樹脂として、実施例10で用いたのと同じPET−Gを12g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ44g量り取った以外は、実施例1と同様にして、本比較例の熱可塑性樹脂の固形分12%の懸濁液を得た。
【0081】
[比較例6]
実施例1で得られた懸濁液0.6gおよび比較例1で得られた懸濁液6.0gを容器に量り取り、よく混合して本比較例の固形分15.2%の懸濁液を得た。前記粒子におけるPBNとPENとの配合割合は、PBN:PEN=10:90であった。
【0082】
[比較例7]
実施例1で得られた懸濁液1.8gおよび比較例1で得られた懸濁液4.7gを容器に量り取り、よく混合して本比較例の固形分15.4%の懸濁液を得た。前記粒子におけるPBNとPENとの配合割合は、PBN:PEN=30:70であった。
【0083】
[比較例8]
実施例1で得られた懸濁液1.8gおよび比較例2で得られた懸濁液3.5gを容器に量り取り、よく混合して本比較例の固形分18.9%の懸濁液を得た。前記粒子におけるPBNと非晶性PENとの配合割合は、PBN:非晶性PEN=30:70であった。
【0084】
[比較例9]
実施例1で得られた懸濁液2.9gおよび比較例2で得られた懸濁液2.5gを容器に量り取り、よく混合して本比較例の固形分18.5%の懸濁液を得た。前記粒子におけるPBNと非晶性PENとの配合割合は、PBN:非晶性PEN=50:50であった。
【0085】
[比較例10]
金属製缶被覆用塗料として従来から用いられているエポキシ系塗料(関西ペイント株式会社製、95−L1342A2)を本比較例の塗料とした。
【0086】
(塗装試験片作製)
アルミニウム板(5K52材、板厚0.22mm、10cm×20cm)の片面に、実施例および比較例において得られた金属製缶被覆用塗料(懸濁液)を、乾燥後の塗膜の膜厚が2μm(約2.8g/m2)となるようにバーコーターで塗布し、板温275℃で20秒間乾燥を行い、塗装試験片を作製した。
【0087】
実施例1〜11および比較例1〜9の金属製缶被覆用塗料について、評価を行った結果を表1に示す。また、実施例1、実施例4、実施例5、比較例2、比較例3および比較例10について、スライダー液レトルト評価を行った結果を表2に、実施例1、実施例4、実施例5、比較例2および比較例10について、実液充填レトルト評価を行った結果を表3に示す。
【表1】

【表2】
【表3】
【0088】
前記表1に示すとおり、実施例の金属製缶被覆用塗料を塗布した金属試験片は、鉛筆硬度が2Hと強度が高く、耐溶剤性、折り曲げ性、耐レトルト性にも優れた特性を示した。一方、比較例の金属製缶被覆用塗料を塗布した金属試験片では、耐溶剤性、折り曲げ性、耐レトルト性の全てについて良好なものはなかった。実施例の塗料では、比較例と比べて、特に過酷レトルト耐性に優れていることがわかる。また、比較例6〜9からは、PBN粒子と他の樹脂の粒子とが混合されることのみでは、耐レトルト性の性能が十分に出ておらず、粒子を構成する熱可塑性樹脂がPBNを10%以上含んでいることが重要であることがわかる。実施例の塗料では、得られる塗膜全体に耐熱性(高融点)および柔軟性(耐折り曲げ性、靭性)を付与することができ、レトルト処理のような過酷な雰囲気中に曝されても、塗膜にピンホールが生じたり、金属缶からの剥離等の不具合を生じたりすることのない、耐湿熱性(耐レトルト性)に優れた塗膜を形成することができたものと考えられる。
【0089】
また、表2および表3に示すとおり、実施例1および実施例5の金属製缶被覆用塗料は、スライダー液レトルト評価および実液充填レトルト評価において、従来品(比較例10)の塗料に比べて、耐水性(耐レトルト性)が向上していることがわかる。実施例4の金属製缶被覆用塗料は、従来品のエポキシ系塗料と、ほぼ同等の耐レトルト性を示しており、実用上問題なく使用することができることがわかる。非晶性PEN樹脂単独(比較例2)では、ブラックコーヒーに対する耐レトルト性が劣っているが、PBNを含有することで、前記耐レトルト性の向上が認められ、耐レトルト性が求められる用途において実用レベルの塗料が得られた。スライダー液によるレトルト評価においては、スライダー液への浸漬の有無にかかわらず、耐レトルト性の向上が認められた。本実施例の金属製缶被覆用塗料は、缶内面の用途として実用レベルにあるといえる。
【産業上の利用可能性】
【0090】
本発明の金属製缶被覆用塗料は、例えば、コーヒー缶等の飲料缶、食缶、美術缶、エアゾール缶、18L缶、乾電池外装缶、テニスボール缶、電池缶等の各種の缶胴および缶蓋など、幅広い用途に適用できる。
【技術分野】
【0001】
本発明は、金属製缶被覆用塗料およびその塗料を塗布した金属製缶に関する。
【背景技術】
【0002】
従来から、食物などを保存する食缶や飲料缶などの金属製容器に使用される缶胴や缶蓋の表面には、耐蝕性、装飾性などを付与するために一般に塗装や印刷が施されている。前記塗装等に用いられる塗料としては、アクリルエマルジョン、アクリル変性エポキシ樹脂およびアミノ樹脂からなる水性塗料用樹脂組成物が検討されている(例えば、特許文献1参照)。しかし、前記アクリルエマルジョンは、架橋に寄与するモノマーが含まれ、熱処理時に体積収縮が起こり、また表面張力が高い水を溶媒としている。そのため、塗膜にピンホールが生じ、耐蝕性、装飾性などにおいて充分に満足いくものではなかった。また、前記水性塗料用樹脂組成物としては、アクリル変性エポキシ水性エマルジョンが汎用されているが、近年、環境に対する意識が高まってきており、エポキシ樹脂フリーの技術が求められている。
【0003】
缶蓋外側面に、熱可塑性樹脂フィルムを設けるとピンホールの問題を解決することはできるが、缶蓋はシーミングロール(巻き締めロール)による加工の際に、缶蓋表面(外面側フィルム面)は加工工具面と接触することで引き離し(剥ぎ取り)作用を受け、巻き締め部の表面のフィルムに削れが発生し、耐錆性の問題が生じるだけでなく、外観が見苦しくなるという問題があった。そこで、缶蓋製造工程において、表面削れ等を防止するために、非晶質化率60%以上の熱可塑性樹脂フィルム層を設け、缶蓋内側面に、金属面側が低融点の樹脂で、金属面から離れる側が高融点の樹脂からなる2軸配向二層構造を有する熱可塑性フィルム層を設ける方法が開示されている(例えば、特許文献2参照)。しかし、この場合も、フィルム層の膜厚が10μm程度と厚く、フィルム層の物性だけではなく、経済的にも充分に満足のいくものではない。また、配向させたポリエステル樹脂フィルムを接着させたラミネート材を用いた場合、蓋の成形加工や開缶の際にエナメルヘアー(エンゼルヘアー)と称する髪の毛状(髭状)の樹脂細片が発生する不具合があった。これはポリエステル樹脂フィルムの強度が高く、またフィルムが厚いためであり、エナメルヘアーの発生を抑制する方法としては樹脂フィルム作製時に延伸倍率を下げるなどによる方法などが試みられているが、技術的に困難であった。
【0004】
そこで、金属製容器に塗布することで、ピンホールが存在せず、優れた強度、耐溶剤性、耐衝撃性、加工性などを有する塗膜を形成することができる金属被覆用塗料が検討されている(例えば、特許文献3参照)。しかし、近年では、前記金属製容器は、例えば、ミルクコーヒーの殺菌温度130℃、あるいは、連続レトルト方式などのより過酷な条件での耐レトルト性が要求されるようになってきている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−306325号公報
【特許文献2】特開2002−193256号公報
【特許文献3】特許第3828923号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
そこで、本発明は、ピンホールが存在せず、優れた強度、耐溶剤性、耐衝撃性、加工性などを有する塗膜を形成することができるとともに、耐レトルト性にも優れた金属製缶被覆用塗料およびその塗料を塗布した金属製缶を提供することを目的とする。
【課題を解決するための手段】
【0007】
前記目的を達成するために、本発明の金属製缶被覆用塗料は、熱可塑性樹脂の粒子を含み、前記熱可塑性樹脂が、ポリブチレンナフタレート樹脂を10質量%以上含む樹脂であることを特徴とする。
【発明の効果】
【0008】
本発明によると、ピンホールが存在せず、優れた強度、耐溶剤性、耐衝撃性、加工性などを有する塗膜を形成することができるとともに、耐レトルト性にも優れた金属製缶被覆用塗料およびその塗料を塗布した金属製缶を提供することができる。
【図面の簡単な説明】
【0009】
【図1】図1は、本発明における熱可塑性樹脂の粒子の走査型電子顕微鏡(SEM)像である。
【発明を実施するための形態】
【0010】
本発明の金属製缶被覆用塗料(以下、「本発明の塗料」という)は、前記熱可塑性樹脂が、さらに芳香族ポリエステル樹脂を含むことが好ましい。
【0011】
本発明の金属製缶被覆用塗料において、前記熱可塑性樹脂の粒子の平均1次粒子径が10nm〜1000nmの範囲内であることが好ましい。
【0012】
本発明の金属製缶被覆用塗料は、金属製缶蓋被覆用塗料であることが好ましい。
【0013】
本発明の金属製缶は、本発明の塗料が塗布されていることを特徴とする。
【0014】
本発明の金属製缶の製造方法は、本発明の塗料を金属板に塗布する塗布工程、および、塗布した塗料を加熱して粒子を溶融させる加熱工程、を含むことを特徴とする。
【0015】
本発明の金属製缶の製造方法において、本発明の塗料の塗布量を、乾燥後の質量で1〜14g/m2の範囲内とすることが好ましい。
【0016】
本発明の金属製缶の製造方法において、本発明の塗料の塗膜の膜厚を1〜10μmの範囲内とすることが好ましい。
【0017】
本発明の金属製缶の製造方法において、前記加熱工程における加熱温度を100〜300℃の範囲内とすることが好ましい。
【0018】
つぎに、本発明について詳細に説明する。ただし、本発明は、以下の記載により制限されない。
【0019】
<金属製缶被膜用塗料>
本発明の塗料は、熱可塑性樹脂の粒子(以下、「樹脂粒子」ということもある)を含む。前記熱可塑性樹脂は、前述のとおり、ポリブチレンナフタレート樹脂(以下、PBNという)を10質量%以上含む。本発明におけるPBNは、酸成分とグリコール成分で構成される繰り返し単位(ユニット)の80モル%以上が、2,6−ナフタレンジカルボン酸および1,4−ブタンジオールで構成されることが好ましい。2,6−ナフタレンジカルボン酸と1,4−ブタンジオールの繰り返し単位(ユニット)が、80モル%未満の場合は、PBNの結晶化速度が遅くなり、好ましくない。本発明の塗料が含む熱可塑性樹脂粒子におけるPBNの含有量は、10質量%以上であり、好ましくは20質量%以上である。本発明の塗料は、PBNを所定割合以上含む熱可塑性樹脂の粒子を含むことで、金属板に塗布した場合に、前述の本発明の効果が得られる。
【0020】
本発明で使用する熱可塑性樹脂は、PBN以外の芳香族ポリエステル樹脂(A)を含んでいてもよい。芳香族ポリエステル樹脂(A)は、特に制限されず、例えば、ポリエチレンテレフタレート(PET)、ポリエチレンイソフタレート(PEI)、ポリブチレンテレフタレート(PBT)、ポリエチレン2,6−ナフタレート(PEN)、および、これらの樹脂の酸成分および/またはグリコール成分を他の1種以上の酸成分および/またはグリコール成分を共重合した芳香族ポリエステル樹脂(共重合芳香族ポリエステル樹脂)等があげられる。これらの中でも、PEN樹脂、テレフタル酸および/またはシクロヘキサンジメタノール共重合PEN樹脂、イソフタル酸共重合PET樹脂、シクロヘキサンジメタノール共重合PET樹脂が、耐熱性の観点から好ましい。本発明の塗料には、これらの芳香族ポリエステル樹脂(A)のうち非晶質のもの、および、結晶化速度が遅い結晶質のものの少なくとも一方を含んでいることが好ましい。
【0021】
また、芳香族ポリエステル樹脂(A)は、1種類を単独で用いてもよいし、2種類以上を併用してもよい。芳香族ポリエステル樹脂(A)としては、テレフタル酸、イソフタル酸、シクロヘキサンジメタノールを単独又は2種類以上共重合したPEN樹脂、イソフタル酸、シクロヘキサンジメタノールを単独又は2種類以上共重合したPET樹脂が好ましい。共重合比率としては、特に制限されるものではないが、5モル%以上であることが、樹脂を非晶質にしたり、樹脂の結晶化速度を遅くする点で好ましく、耐熱性、加工性等の諸性能がより優れている樹脂となるため好ましい。
【0022】
本発明の塗料に含まれる芳香族ポリエステル樹脂(A)の配合量は、特に制限されず、例えば、本発明の塗料に含まれる全樹脂成分中、0〜90質量%の範囲とすることができる。前記配合量を前述の範囲とすることで、塗膜の熱固定性能を容易に付与することができ、耐湿熱性に優れた塗膜が得られる。前記配合量は、0〜80質量%の範囲であることが好ましく、0〜75質量%の範囲であることがより好ましい。
【0023】
本発明の塗料におけるPBNと芳香族ポリエステル樹脂(A)との割合(質量比)は、特に制限されず、PBN:芳香族ポリエステル樹脂(A)=10:90〜100:0が好ましく、20:80〜100:0がより好ましく、25:75〜100:0がさらに好ましい。
【0024】
PBNは、芳香族ポリエステル系樹脂の中でも結晶化速度が極めて速い樹脂であり、比較的高融点(高耐熱性)であり、かつ、柔軟性(靭性)に優れた樹脂である。そのため、後述の加熱工程の後に冷却されることで、PBN成分は、速やかに結晶膜を形成する。本発明の塗料において、PBNと芳香族ポリエステル樹脂(A)とを含む熱可塑性樹脂の粒子を用いる場合、一旦、分子レベルで溶解混合した後に微粒子化することが好ましい。結晶化速度が遅い、あるいは、非結晶性の芳香族ポリエステル樹脂(A)が、PBNに分子レベルにまで分散混合されていると、PBN成分が結晶化する際、前記芳香族ポリエステル樹脂(A)の分子鎖の一部は、PBN分子の結晶の中に取り込まれて、塗膜全体が固定化されるものと考えられる。即ち、PBNの急速な結晶化が、従来レトルト用途の塗料に使用されてきたエポキシ系化合物による、架橋反応と同じ効果を発揮するものと考えられる。その結果として、本発明の塗料によると、得られる塗膜全体に柔軟性(靭性)を付与することができ、レトルト処理のような過酷な雰囲気中に曝されても、塗膜にピンホールが生じたり、金属缶からの剥離等の不具合を生じたりすることのない、耐湿熱性(耐レトルト性)に優れた塗膜を形成することができると考えられる。しかし、本メカニズムにより本発明は何ら限定されるものではない。
【0025】
本発明の金属製缶被膜用塗料は、平均1次粒子径が10nm〜1000nmの範囲内である熱可塑性樹脂の粒子を含むことが好ましい。1次粒子とは、それ以上に分離できない状態の粒子をいう。前記の樹脂粒子の平均1次粒子径を前述の範囲とすることで、本発明の塗料を塗布した際の膜厚を小さくでき、または薄膜にした場合に、連続膜を形成でき、かつ、本発明の塗料を調製した際の懸濁液の粘度を適切にでき、分離操作が容易になる。前記樹脂粒子の平均1次粒子径は、100nm〜1000nmがより好ましく、さらに好ましくは、200nm〜1000nmである。前記樹脂粒子の平均1次粒子径は、例えば、従来公知の機器を用いて測定可能である。前記樹脂粒子の平均1次粒子径を測定する機器としては、例えば、走査型電子顕微鏡(例えば、日本電子株式会社製の商品名「JEM−6301F」等)、動的光散乱式粒子分析測定装置(例えば、株式会社堀場製作所製の商品名「LB−550」等)等があげられる。
【0026】
前記樹脂粒子の平均2次粒子径は、特に制限されず、例えば、30μm以下であることが好ましい。前記樹脂粒子の平均2次粒子径を前述の範囲とすることで、本発明の塗料を塗布した際の膜厚を小さくできる。2次粒子とは、前記1次粒子が凝集した状態の粒子をいう。
【0027】
本発明における熱可塑性樹脂の粒子は、例えば、以下のようにして製造できる。ただし、本発明に使用するPBNおよび芳香族ポリエステル樹脂(A)の製造方法は、以下の例に限定されない。
【0028】
まず、PBNと芳香族ポリエステル樹脂(A)とを溶媒に溶解して溶液を調製する。前記溶媒は、特に制限されず、例えば、酢酸エチル、酢酸ブチル等のエステル系溶媒;アジピン酸ジメチル、グルタル酸ジメチル、コハク酸ジメチル等の二塩基酸エステル系溶媒;メチルイソブチルケトン、シクロヘキサノン、イソホロン等のケトン系溶媒;トルエン、キシレン、水素添加石油ナフサなどの炭化水素系溶媒;ベンジルアルコール、シクロヘキサノール等のアルコール系溶媒;エチレングリコールモノブチルエーテル、ジプロピレングリコールブチルエーテル、エチレングリコールモノフェニルエーテル、プロピレングリコールモノフェニルエーテル等のエーテル系溶媒;ホルムアミド、ジメチルホルムアミド、ジメチルアセトアミド(DMAc)等のアミド系溶媒;N−メチル−2−ピロリドン(NMP)等のピロリドン系溶媒;ジメチルスルホキシド等のスルホキシド系溶媒またはこれらの混合物等があげられる。これらの中でも、例えば、得られた懸濁液から粒子を分離した後の液をさらに熱可塑性樹脂を溶解する溶媒として繰り返し使用可能なことから、シクロヘキサノン、イソホロン、水素添加石油ナフサ、ジプロピレングリコールブチルエーテル、プロピレングリコールモノフェニルエーテル、ジメチルアセトアミド、N−メチル−2−ピロリドン等が好ましい。
【0029】
前記溶液を調製する際の溶媒の温度は、特に制限されず、例えば、70〜220℃が好ましい。使用する溶媒の温度を前述の範囲とすることで、例えば、PBNおよび芳香族ポリエステル樹脂(A)を溶解して、目的とする前述の平均1次粒子径の粒子が得られ、かつ、PBN、芳香族ポリエステル樹脂(A)または使用する溶媒の分解が起こらないため、黄変等を抑制できる。使用する溶媒の温度は、130〜220℃がより好ましく、130〜200℃がさらに好ましい。
【0030】
PBNおよび芳香族ポリエステル樹脂(A)の使用溶媒への添加量は、特に制限されず、両者の合計として、例えば、溶媒100質量部に対して、1〜40質量部が好ましい。前記添加量を前述の範囲とすることで、例えば、生産性を向上でき、かつ、目的とする前述の平均1次粒子径の樹脂粒子が得られる。前記添加量は、溶媒100質量部に対して、5〜40質量部がより好ましく、10〜30質量部がさらに好ましい。この溶液の調製の際に、PBNと芳香族ポリエステル樹脂(A)との添加量の割合を調整することで、前述の樹脂粒子におけるPBNと芳香族ポリエステル樹脂(A)との組成割合を調整できる。
【0031】
つぎに、前記溶液を冷却して前記熱可塑性樹脂の粒子を含む懸濁液を調製する。冷却手段としては、例えば、熱交換器等の冷却装置があげられる。前記懸濁液の冷却後の温度は、特に制限されず、例えば、前述の熱交換器を使用して、例えば、70〜220℃の本発明の塗料成分を含む溶液を、50℃以下に冷却することが好ましい。冷却後の温度を50℃以下とすることで、例えば、平均1次粒子径が10nm〜1000nmの範囲内である、樹脂粒子が得られる。
【0032】
本発明の塗料成分を含む溶液の冷却方法としては、例えば、溶液そのものを、前記熱交換器を使用して冷却する方法、前記熱交換器を使用して予め20℃〜−90℃に冷却された溶媒を、前記溶液に混合して冷却する方法等があげられる。冷却効率から、予め冷却された溶媒を、本発明の塗料成分を含む溶液を入れた容器に混合して冷却する方法が好ましい。
【0033】
冷却速度は、特に制限されず、例えば、20℃/秒以上が好ましい。前記冷却速度を20℃/秒以上の範囲とすることで、例えば、目的とする平均1次粒子径が10nm〜1000nmの範囲内である、樹脂粒子が得られる。
【0034】
このようにして、前記熱可塑性樹脂の粒子を製造できる。ただし、本発明の塗料に用いる前記熱可塑性樹脂の粒子の製造方法は、この例に限定されない。
【0035】
本発明の塗料は、PBNおよび芳香族ポリエステル樹脂(A)の他に、その効果を害さない範囲で、必要に応じて、他の成分を含んでもよい。他の成分としては、例えば、硬化剤、熱硬化性樹脂、塗料成分、結晶核剤、無機粒子、熱安定剤、紫外線吸収剤、顔料、染料等があげられる。
【0036】
本発明の塗料は、前記熱可塑性樹脂の粒子と、必要に応じて前記のその他の成分とを、例えば、溶媒に分散させることで懸濁液(スラリー塗料)として製造することができる。前記塗料(懸濁液)の粘度は、特に制限されず、フォードカップ粘度計で測定した場合、例えば、10〜100秒(フォードカップNo.4)であり、15〜50秒(フォードカップNo.4)が好ましく、20〜35秒(フォードカップNo.4)がより好ましい。
【0037】
前記熱可塑性樹脂の粒子を分散させる溶媒は、特に制限されず、例えば、酢酸エチル、酢酸ブチル等のエステル系溶媒;アジピン酸ジメチル、グルタル酸ジメチル、コハク酸ジメチル等の二塩基酸エステル系溶媒;メチルイソブチルケトン、シクロヘキサノン、イソホロン等のケトン系溶媒;トルエン、キシレン、水素添加石油ナフサ等の炭化水素系溶媒;ベンジルアルコール、シクロヘキサノール等のアルコール系溶媒;エチレングリコールモノブチルエーテル、ジプロピレングリコールブチルエーテル、エチレングリコールモノフェニルエーテル、プロピレングリコールモノフェニルエーテル等のエーテル系溶媒;ホルムアミド、ジメチルホルムアミド、ジメチルアセトアミド等のアミド系溶媒;N−メチル−2−ピロリドン(NMP)等のピロリドン系溶媒、水、または、これらの混合物等があげられる。これらの中でも、水素添加石油ナフサ、エチレングリコールモノブチルエーテル、ジプロピレングリコールブチルエーテル等が好ましい。
【0038】
また、必要に応じて、本発明の塗料は、レベリング剤、濡れ剤、消泡剤、滑剤等の添加剤、顔料等の着色剤等を含んでもよい。
【0039】
前記樹脂粒子の分散方法は、特に制限されず、例えば、超音波による分散、攪拌機による分散等があげられる。前記樹脂粒子の分散に用いる機器としては、例えば、ホモジナイザー、ホモミキサー、ロールミル、ビーズミル、高圧型湿式微粉化装置等があげられる。
【0040】
本発明の塗料において、2次粒子を溶媒に分散する場合には、適切な使用溶媒および分散方法を選択して、微粒子化することが好ましく、最終的には1次粒子まで微粒子化することがより好ましい。1次粒子まで微粒子化することで、例えば、塗膜の膜厚を所望の厚さに制御することが可能となり、より滑らかな塗膜に仕上げられる。
【0041】
<金属製缶>
本発明の金属製缶は、前述のとおり、前記本発明の塗料が塗布されたものである。
【0042】
本発明の金属製缶の塗布対象となる金属(金属板)は、特に制限されず、例えば、アルミニウム、スチール、銅、ステンレス、ならびにこれらに表面処理を施した金属板、例えば、スチールの場合は錫メッキ鋼板(ブリキ)、亜鉛メッキ鋼板、電解クロム酸処理鋼板(ティンフリースチール)などがあげられる。前記金属板の板厚は、特に制限されず、例えば、0.2〜0.5mmが好ましく、0.21〜0.32mmがより好ましい。
【0043】
本発明の金属製缶の製造方法は、前述のとおり、本発明の塗料を金属板に塗布する塗布工程、および、前記塗布した塗料を加熱して粒子を溶融させる加熱工程を含む。
【0044】
前記塗布工程において、本発明の塗料の塗布方法は、特に制限されず、例えば、ロールコート法、スプレーコート法、ハケ塗り法、ヘラ塗り法、浸漬塗装法、電着塗装法、静電塗装法等の公知の方法によって行うことができる。
【0045】
前記塗布工程において、本発明の塗料の塗布量は、例えば、本発明の塗料の乾燥後の質量で1〜14g/m2の範囲内とすることが好ましく、1〜10g/m2の範囲内とすることがより好ましい。塗膜の膜厚は、1〜10μmの範囲内とすることが好ましく、1〜7μmの範囲内とすることがより好ましく、1〜5μmの範囲内とすることがさらに好ましい。
【0046】
本発明の金属製缶の製造方法では、前述のとおり、加熱工程を行う。この加熱工程により、前記熱可塑性樹脂の粒子を溶融することで、ピンホールが無く、均一な塗膜が形成され、耐溶剤性等に優れた塗膜が得られる。
【0047】
前記加熱工程において、本発明の塗料の加熱温度(焼付け温度)は、例えば、100〜300℃が好ましく、150〜280℃がより好ましい。また、加熱時間は、特に制限されず、例えば、10〜60秒であり、15〜30秒がより好ましい。さらに、加熱後、水冷することが好ましい。水冷を行うことで、塗膜の外観、加工性等の諸物性がより優れるためである。
【0048】
本発明は、例えば、飲料缶、食缶、美術缶、エアゾール缶、18L缶、乾電池外装缶、電池缶、テニスボール缶等の缶胴および缶蓋として適用することができる。
【実施例】
【0049】
つぎに、本発明の実施例について比較例と併せて説明する。なお、本発明は、下記の実施例および比較例によってなんら限定および制限されない。また、各実施例および各比較例における各種特性および物性の測定および評価は、下記の方法により実施した。
【0050】
(使用樹脂の固有粘度(IV))
フェノール:テトラクロロエタン=60:40(質量比)の混合液を溶媒として用い、サン電子工業株式会社製、自動粘度計AVL−6Cを使用し、20℃で測定した。なお、ハギンズ定数(K)=0.37とした。
【0051】
(平均1次粒子径)
本発明の熱可塑性樹脂の粒子の平均1次粒子径を、走査型電子顕微鏡(日本電子株式会社製の商品名「JEM−6301F」)、および、動的光散乱式粒子分析測定装置(株式会社堀場製作所製の商品名「LB−550」)を用いて測定した。
【0052】
(膜厚)
塗膜の膜厚を、電磁誘導/渦電流式膜厚計(株式会社ケツト科学研究所製の商品名「LZ−200W」)を用いて測定した。
【0053】
(硬度)
JIS K 5600−5−4(1999)による鉛筆硬度を測定した。鉛筆は、三菱鉛筆株式会社製uni(商品名)を用いた。
【0054】
(折り曲げ性評価)
マンドレルベント試験機(株式会社東洋精機製作所製)を用いて行なった。測定は0T(折り曲げ試験板の間に0枚、同じ板を挟んで(=折り曲げ試験板の間に何も挟まずに)試験をすること)で行なった。その後折り曲げ部を20mm幅で、1%食塩水に浸漬させ、通電値測定装置デジタルエナメルレーター(ペコ社製)を用いて、6Vの電圧で通電した時の4秒後の通電値を測定した。
A・・・10mA以下
B・・・10〜100mA
C・・・100mA以上
【0055】
(耐溶剤性評価)
2ポンドハンマーの凸部にガーゼを16枚重ねて固定し、メチルエチルケトンでよく湿らせた後、塗装試験片の上を往復させた。前記塗料の塗膜がはがれた時の回数を耐溶剤性とした。
【0056】
(耐レトルト性)
(1)白化評価
125℃の熱水(加圧下)に、一部分を60分間浸漬した後の塗装試験片の塗膜の変化を目視評価した。
A・・・変化なし。
B・・・界面部が少し白く変色している。
C・・・著しい白化がみられる。
【0057】
(2)過酷レトルト評価
125℃の水蒸気中(加圧下)に、30分間保持した後の塗装試験片の塗膜の変化を目視評価した。なお、パンチスリット上に水道水を600cc入れた1リットルビーカーを置き、試験片を部分的に冷却させることで、冷却箇所を結露させた。
処理後の塗装試験片の塗膜の変化を目視評価した。
判定基準
A・・・変化なし。
B・・・パンチに沿って少し白く変化している。
C・・・著しい白化がみられる。
【0058】
(3)スライダー液レトルト評価
水道水にスライダー液を1%添加した評価液に、塗装試験片を浸漬させ、レトルト処理(125℃、30分)を実施し、塗膜の変化を目視評価した。スライダー液としては、中性スライダー液(商品名「スライダーS405」、ジョンソンディバーシー株式会社製)およびアルカリ性スライダー液(商品名「ハイスリーク501」、竹本油脂株式会社製)の2種類を用いた。評価は、浸漬された部分(界面下)、界面、浸漬されていない部分(界面上)の3箇所について行った。
判定基準
A・・・変化なし。
B・・・外観(色等)変化が、わずかに見られる。
C・・・外観(色等)変化が見られる。
【0059】
(4)実液充填レトルト評価
ステイオンタブ(SOT、stay−on tab)を巻締めた缶胴(190g缶)に、ミルクコーヒー(商品名「ワンダ 金の微糖」、アサヒ飲料株式会社)および、ブラックコーヒー(商品名「ジョージア エンブレム ブラック」、コカ・コーラカスタマーマーケティング株式会社)を、それぞれホットパック(90℃以上)で180g充填し、底蓋を巻締めた後、レトルト処理(125℃、40分)を実施し、塗膜の変化を目視評価した。レトルト処理時の缶の向きは、SOTが上向き(塗膜に内容物が浸漬しない状態)および下向き(塗膜に内容物が浸漬する状態)の2水準とした。
判定基準
A・・・変化なし。
B・・・外観(色等)変化が、わずかに見られる。
C・・・外観(色等)変化が見られる。
【0060】
<製造例1 PBN樹脂の製造>
本発明の実施例に使用したPBN樹脂は、以下の公知の方法により製造した。なお、PBNの製造方法は、下記の方法に制限されるものではない。
【0061】
2,6−ナフタレンジカルボン酸ジメチルエステル(2,6−NDCM)1000質量部と1,4−ブタンジオール(1,4−BD)520質量部との混合物を、攪拌機、精留塔およびメタノール留出コンデンサーを設けた反応器に仕込み、190℃で内容物を溶解した後、エステル交換反応触媒として、テトラブチルチタネート0.33質量部を加え、窒素雰囲気中で190℃から230℃まで昇温し、発生するメタノールを系外に留出させながらエステル交換反応を行なった。エステル交換反応終了後、230℃から255℃まで徐々に昇温するとともに、常圧から0.10kPaまで徐々に減圧し、そのまま所定の攪拌トルクに到達するまで重縮合反応を継続した。所定の攪拌トルクに到達した時点で、反応を終了し、水中に押し出し、ペレット化した。得られた樹脂の固有粘度(IV)は0.70dl/gであった。
【0062】
<製造例2 非晶性PEN樹脂の製造>
本発明の実施例4、5および比較例2に使用した非晶性PEN樹脂は、以下の方法により製造した。なお、非晶性PEN樹脂の製造方法は、下記の方法に制限されるものではない。
【0063】
2,6−ナフタレンジカルボン酸ジメチルエステル(2,6−NDCM)1550質量部、ジメチルテレフタレート(DMT)220質量部、エチレングリコール(EG)830質量部、1,4シクロヘキサンジメタノール(1,4−CHDM)450質量部を、攪拌機、精留塔およびメタノール留出コンデンサーを設けた反応器に仕込み、180℃で内容物を溶解した後、エステル交換反応触媒として、酢酸マンガン・4水和物0.22質量部、酢酸カルシウム・1水和物0.60質量部を加え、窒素雰囲気中で180℃から250℃まで昇温し、発生するメタノールを系外に留出させながらエステル交換反応を行なった。エステル交換反応終了後、トリエチルリン酸1.18質量部および二酸化ゲルマニウム0.25質量部を添加し、250℃から280℃まで徐々に昇温するとともに、常圧から0.10kPaまで徐々に減圧し、そのまま所定の攪拌トルクに到達するまで重縮合反応を継続した。所定の攪拌トルクに到達した時点で、反応を終了し、水中に押し出し、ペレット化した。得られた樹脂の固有粘度(IV)は0.62dl/gであった。得られた樹脂は、2,6−NDCA、TPA、EG、1,4−CHDM成分を含む、非結晶性の樹脂組成であった。
【0064】
[実施例1]
温度計、撹拌器を備えつけた1Lの4つ口フラスコに、熱可塑性樹脂として、PBNを17g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150(商品名、エクソンモービル社製)をそれぞれ41.5g量り取った。PBNは、前記製造例1のPBNを用いた。その後、液温を193℃にして、熱可塑性樹脂を溶媒中に溶解させた。前記溶液を冷却することで、熱可塑性樹脂の粒子を含む固形分17%の懸濁液を得た。
【0065】
図1に、本実施例における熱可塑性樹脂粒子の走査型電子顕微鏡像を示す。図1から、前記粒子の平均1次粒子径は、300nm以下であることがわかる。
【0066】
[実施例2]
熱可塑性樹脂として、前記PBNを1.4gおよびPENを12.6g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ43g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂固形分14%の懸濁液を得た。前記PENは、帝人化成株式会社製の商品名「テオネックス TN−8060」(固有粘度IV=0.61dl/g)を用いた。前記粒子におけるPENとPBNとの配合割合は、PBN:PEN=10:90であった。
【0067】
[実施例3]
熱可塑性樹脂として、前記PBNを4.5gおよびPENを10.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂固形分15%の懸濁液を得た。前記粒子におけるPENとPBNとの配合割合は、PBN:PEN=30:70であった。
【0068】
[実施例4]
熱可塑性樹脂として、前記PBNを4.5gおよび前記製造例2の非晶性PENを10.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分15%の懸濁液を得た。非晶性PENは、前述の非晶性PENを用いた。前記粒子におけるPBNと非晶性PENとの配合割合は、PBN:非晶性PEN=30:70であった。
【0069】
[実施例5]
熱可塑性樹脂として、前記PBNを7.5gおよび前記製造例2の非晶性PENを7.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分15%の懸濁液を得た。前記粒子におけるPBNと非晶性PENとの配合割合は、PBN:非晶性PEN=50:50であった。
【0070】
[実施例6]
熱可塑性樹脂として、前記PBNを5.1gおよびPETを11.9g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ41.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分17%の懸濁液を得た。前記PETは、株式会社ベルポリエステルプロダクツ製の商品名「ベルペット EFG70」(固有粘度IV=0.75dl/g)を用いた。前記粒子におけるPBNとPETとの配合割合は、PBN:PET=30:70であった。
【0071】
[実施例7]
熱可塑性樹脂として、前記PBNを8.5gおよび前記PETを8.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ41.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分17%の懸濁液を得た。前記粒子におけるPBNとPETとの配合割合は、PBN:PET=50:50であった。
【0072】
[実施例8]
前記熱可塑性樹脂として、前記PBNを4.5gおよびイソフタル酸25モル%共重合PET(I−PET)を10.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分15%の懸濁液を得た。前記I−PETは、株式会社ベルポリエステルプロダクツ社製の商品名「I−PET IP252B」(固有粘度IV=0.68dl/g)を用いた。前記粒子におけるPBNとI−PETとの配合割合は、PBN:I−PET=30:70であった。
【0073】
[実施例9]
熱可塑性樹脂として、前記PBNを7.5gおよび実施例8で使用したI−PETを7.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分15%の懸濁液を得た。前記粒子におけるPBNとI−PETとの配合割合は、PBN:I−PET=50:50であった。
【0074】
[実施例10]
前記熱可塑性樹脂として、前記PBNを4.5gおよびテレフタル酸/シクロヘキサンジメタノール/エチレングリコール=100/30/70(モル%)の共重合ポリエステル(PET−G)を10.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分15%の懸濁液を得た。前記PET−Gは、イーストマンケミカル株式会社製の商品名「PET−G 6763」(固有粘度IV=0.80dl/g)を用いた。前記粒子におけるPBNとPET−Gとの配合割合は、PBN:PET−G=30:70であった。
【0075】
[実施例11]
前記熱可塑性樹脂として、前記PBNを7.5gおよび実施例10で使用したPET−Gを7.5g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本実施例の熱可塑性樹脂の固形分15%の懸濁液を得た。前記粒子におけるPBNとPET−Gとの配合割合は、PBN:PET−G=50:50であった。
【0076】
[比較例1]
熱可塑性樹脂として、実施例2で用いたのと同じPENを15g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ42.5g量り取った以外は、実施例1と同様にして、本比較例の熱可塑性樹脂の固形分15%の懸濁液を得た。
【0077】
[比較例2]
熱可塑性樹脂として、前記製造例2の非晶性PENを20g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ40g量り取った以外は、実施例1と同様にして、本比較例の熱可塑性樹脂の固形分20%の懸濁液を得た。
【0078】
[比較例3]
熱可塑性樹脂として、実施例6で用いたのと同じPETを12g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ44g量り取った以外は、実施例1と同様にして、本比較例の熱可塑性樹脂の固形分12%の懸濁液を得た。
【0079】
[比較例4]
熱可塑性樹脂として、実施例8で用いたのと同じI−PETを12g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ44g量り取った以外は、実施例1と同様にして、本比較例の熱可塑性樹脂の固形分12%の懸濁液を得た。
【0080】
[比較例5]
熱可塑性樹脂として、実施例10で用いたのと同じPET−Gを12g、溶媒として、フェニルプロピレングリコールおよびソルベッソ#150をそれぞれ44g量り取った以外は、実施例1と同様にして、本比較例の熱可塑性樹脂の固形分12%の懸濁液を得た。
【0081】
[比較例6]
実施例1で得られた懸濁液0.6gおよび比較例1で得られた懸濁液6.0gを容器に量り取り、よく混合して本比較例の固形分15.2%の懸濁液を得た。前記粒子におけるPBNとPENとの配合割合は、PBN:PEN=10:90であった。
【0082】
[比較例7]
実施例1で得られた懸濁液1.8gおよび比較例1で得られた懸濁液4.7gを容器に量り取り、よく混合して本比較例の固形分15.4%の懸濁液を得た。前記粒子におけるPBNとPENとの配合割合は、PBN:PEN=30:70であった。
【0083】
[比較例8]
実施例1で得られた懸濁液1.8gおよび比較例2で得られた懸濁液3.5gを容器に量り取り、よく混合して本比較例の固形分18.9%の懸濁液を得た。前記粒子におけるPBNと非晶性PENとの配合割合は、PBN:非晶性PEN=30:70であった。
【0084】
[比較例9]
実施例1で得られた懸濁液2.9gおよび比較例2で得られた懸濁液2.5gを容器に量り取り、よく混合して本比較例の固形分18.5%の懸濁液を得た。前記粒子におけるPBNと非晶性PENとの配合割合は、PBN:非晶性PEN=50:50であった。
【0085】
[比較例10]
金属製缶被覆用塗料として従来から用いられているエポキシ系塗料(関西ペイント株式会社製、95−L1342A2)を本比較例の塗料とした。
【0086】
(塗装試験片作製)
アルミニウム板(5K52材、板厚0.22mm、10cm×20cm)の片面に、実施例および比較例において得られた金属製缶被覆用塗料(懸濁液)を、乾燥後の塗膜の膜厚が2μm(約2.8g/m2)となるようにバーコーターで塗布し、板温275℃で20秒間乾燥を行い、塗装試験片を作製した。
【0087】
実施例1〜11および比較例1〜9の金属製缶被覆用塗料について、評価を行った結果を表1に示す。また、実施例1、実施例4、実施例5、比較例2、比較例3および比較例10について、スライダー液レトルト評価を行った結果を表2に、実施例1、実施例4、実施例5、比較例2および比較例10について、実液充填レトルト評価を行った結果を表3に示す。
【表1】
【表2】
【表3】
【0088】
前記表1に示すとおり、実施例の金属製缶被覆用塗料を塗布した金属試験片は、鉛筆硬度が2Hと強度が高く、耐溶剤性、折り曲げ性、耐レトルト性にも優れた特性を示した。一方、比較例の金属製缶被覆用塗料を塗布した金属試験片では、耐溶剤性、折り曲げ性、耐レトルト性の全てについて良好なものはなかった。実施例の塗料では、比較例と比べて、特に過酷レトルト耐性に優れていることがわかる。また、比較例6〜9からは、PBN粒子と他の樹脂の粒子とが混合されることのみでは、耐レトルト性の性能が十分に出ておらず、粒子を構成する熱可塑性樹脂がPBNを10%以上含んでいることが重要であることがわかる。実施例の塗料では、得られる塗膜全体に耐熱性(高融点)および柔軟性(耐折り曲げ性、靭性)を付与することができ、レトルト処理のような過酷な雰囲気中に曝されても、塗膜にピンホールが生じたり、金属缶からの剥離等の不具合を生じたりすることのない、耐湿熱性(耐レトルト性)に優れた塗膜を形成することができたものと考えられる。
【0089】
また、表2および表3に示すとおり、実施例1および実施例5の金属製缶被覆用塗料は、スライダー液レトルト評価および実液充填レトルト評価において、従来品(比較例10)の塗料に比べて、耐水性(耐レトルト性)が向上していることがわかる。実施例4の金属製缶被覆用塗料は、従来品のエポキシ系塗料と、ほぼ同等の耐レトルト性を示しており、実用上問題なく使用することができることがわかる。非晶性PEN樹脂単独(比較例2)では、ブラックコーヒーに対する耐レトルト性が劣っているが、PBNを含有することで、前記耐レトルト性の向上が認められ、耐レトルト性が求められる用途において実用レベルの塗料が得られた。スライダー液によるレトルト評価においては、スライダー液への浸漬の有無にかかわらず、耐レトルト性の向上が認められた。本実施例の金属製缶被覆用塗料は、缶内面の用途として実用レベルにあるといえる。
【産業上の利用可能性】
【0090】
本発明の金属製缶被覆用塗料は、例えば、コーヒー缶等の飲料缶、食缶、美術缶、エアゾール缶、18L缶、乾電池外装缶、テニスボール缶、電池缶等の各種の缶胴および缶蓋など、幅広い用途に適用できる。
【特許請求の範囲】
【請求項1】
熱可塑性樹脂の粒子を含み、
前記熱可塑性樹脂が、ポリブチレンナフタレート樹脂を10質量%以上含む樹脂であることを特徴とする金属製缶被覆用塗料。
【請求項2】
前記熱可塑性樹脂が、さらに芳香族ポリエステル樹脂を含むことを特徴とする、請求項1記載の金属製缶被覆用塗料。
【請求項3】
前記熱可塑性樹脂の粒子の平均1次粒子径が10nm〜1000nmの範囲内であることを特徴とする、請求項1または2記載の金属製缶被覆用塗料。
【請求項4】
金属製缶蓋被覆用塗料であることを特徴とする、請求項1から3のいずれか一項に記載の金属製缶被覆用塗料。
【請求項5】
請求項1から4のいずれか一項に記載の金属製缶被覆用塗料が塗布されていることを特徴とする金属製缶。
【請求項6】
金属製缶の製造方法であって、請求項1から4のいずれか一項に記載の金属製缶被覆用塗料を金属板に塗布する塗布工程、
および、
前記塗布した塗料を加熱して粒子を溶融させる加熱工程、
を含むことを特徴とする金属製缶の製造方法。
【請求項7】
前記塗布工程において、金属製缶被覆用塗料の塗布量を、乾燥後の質量で1〜14g/m2の範囲内とすることを特徴とする、請求項6記載の金属製缶の製造方法。
【請求項8】
前記塗布工程において、前記金属製缶被覆用塗料の塗膜の膜厚を1〜10μmの範囲内とすることを特徴とする、請求項6または7記載の金属製缶の製造方法。
【請求項9】
前記加熱工程において、加熱温度を100〜300℃の範囲内とすることを特徴とする、請求項6から8のいずれか一項に記載の金属製缶の製造方法。
【請求項1】
熱可塑性樹脂の粒子を含み、
前記熱可塑性樹脂が、ポリブチレンナフタレート樹脂を10質量%以上含む樹脂であることを特徴とする金属製缶被覆用塗料。
【請求項2】
前記熱可塑性樹脂が、さらに芳香族ポリエステル樹脂を含むことを特徴とする、請求項1記載の金属製缶被覆用塗料。
【請求項3】
前記熱可塑性樹脂の粒子の平均1次粒子径が10nm〜1000nmの範囲内であることを特徴とする、請求項1または2記載の金属製缶被覆用塗料。
【請求項4】
金属製缶蓋被覆用塗料であることを特徴とする、請求項1から3のいずれか一項に記載の金属製缶被覆用塗料。
【請求項5】
請求項1から4のいずれか一項に記載の金属製缶被覆用塗料が塗布されていることを特徴とする金属製缶。
【請求項6】
金属製缶の製造方法であって、請求項1から4のいずれか一項に記載の金属製缶被覆用塗料を金属板に塗布する塗布工程、
および、
前記塗布した塗料を加熱して粒子を溶融させる加熱工程、
を含むことを特徴とする金属製缶の製造方法。
【請求項7】
前記塗布工程において、金属製缶被覆用塗料の塗布量を、乾燥後の質量で1〜14g/m2の範囲内とすることを特徴とする、請求項6記載の金属製缶の製造方法。
【請求項8】
前記塗布工程において、前記金属製缶被覆用塗料の塗膜の膜厚を1〜10μmの範囲内とすることを特徴とする、請求項6または7記載の金属製缶の製造方法。
【請求項9】
前記加熱工程において、加熱温度を100〜300℃の範囲内とすることを特徴とする、請求項6から8のいずれか一項に記載の金属製缶の製造方法。
【図1】

【公開番号】特開2013−32432(P2013−32432A)
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願番号】特願2011−168666(P2011−168666)
【出願日】平成23年8月1日(2011.8.1)
【出願人】(591176225)桜宮化学株式会社 (22)
【出願人】(000208455)大和製罐株式会社 (309)
【出願人】(506346152)株式会社ベルポリエステルプロダクツ (9)
【Fターム(参考)】
【公開日】平成25年2月14日(2013.2.14)
【国際特許分類】
【出願日】平成23年8月1日(2011.8.1)
【出願人】(591176225)桜宮化学株式会社 (22)
【出願人】(000208455)大和製罐株式会社 (309)
【出願人】(506346152)株式会社ベルポリエステルプロダクツ (9)
【Fターム(参考)】
[ Back to top ]