
金属複合基板およびその製造方法
【課題】通常のクラッド材では端面からの選択的溶解が起こりやすい不具合を全面のアルミ被覆層で防止し、かつ溶融メッキ等で表面層のアルミニウム層を形成した場合に生じるアルミニウム組成の厳密な管理ができないという問題を解決し、絶縁性と高温強度に優れる金属複合基板を提供する。
【解決手段】300℃以上での耐熱強度がアルミニウムより高い金属よりなる芯材を、その全表面をアルミニウムまたはアルミニウム合金で被覆し、得られるアルミニウムまたはアルミニウム合金層の少なくとも1つの表面に、アルミニウム板またはアルミニウム合金板を貼り合わせ、前記アルミニウム板またはアルミニウム合金板の少なくとも1つの表面に陽極酸化皮膜を有する金属複合基板。
【解決手段】300℃以上での耐熱強度がアルミニウムより高い金属よりなる芯材を、その全表面をアルミニウムまたはアルミニウム合金で被覆し、得られるアルミニウムまたはアルミニウム合金層の少なくとも1つの表面に、アルミニウム板またはアルミニウム合金板を貼り合わせ、前記アルミニウム板またはアルミニウム合金板の少なくとも1つの表面に陽極酸化皮膜を有する金属複合基板。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属複合板に関する。本発明の金属複合基板は、その少なくとも1つの表面が陽極酸化皮膜を持つアルミニウムまたはアルミニウム合金で覆われており、高温での強度特性に優れた金属複合基板に関する。
【背景技術】
【0002】
半導体用基板は、絶縁性が要求されるとともに、放熱性が求められる。可撓性が高いことも好ましい。アルミニウム合金を半導体用基板に用いる場合は、アルミニウム合金が良導電性の材料であるため、そのままでは絶縁性を満たすことが出来ないが、表面に陽極酸化皮膜を設けることで、絶縁性が飛躍的に向上する。またアルミニウム合金は、熱伝導率が高い材料であるので、放熱性が優れ、板厚を選定すれば可撓性にも優れる。また、半導体用基板として製造する際、高温での処理がなされる場合があり、その場合には耐熱性が必要となる。
例えば、ポリイミド等比較的耐熱性の高い樹脂材料は絶縁性にすぐれるため、半導体用支持体に使用される場合があるが、過度の高温には耐えられない。この点でもアルミニウム合金基板は、有る程度の高温に耐えられるため優れている。
半導体として絶縁性、耐熱性が要求されるものの例としては、薄膜系太陽電池や、発光ダイオード(以下、LEDという)等が知られている。
【0003】
例えば耐熱性が必要な、薄膜系太陽電池に関しては、以下の種類のものが知られている。太陽電池は、(1)単結晶Si太陽電池、(2)多結晶Si太陽電池、(3)薄膜系太陽電池の3種に大別される。Siウエハーを基板とする単結晶Si太陽電池および多結晶Si太陽電池に対し、薄膜系太陽電池は、ガラス基板、金属基板、樹脂基板といった多様な基板を用い、これらの基板上に薄膜の光吸収層を形成したものである。
前記光吸収層としては、アモルファスSiやナノ結晶SiのSi系薄膜、CdS/CdTe、CIS(Cu−In−Se)、CIGS(Cu−In−Ga−Se)等の化合物系薄膜が用いられる。また、可撓性を有する基板を用いることにより、基板をロールに巻き取りながら絶縁層や薄膜を形成するロール・ツー・ロール方式でフレキシブルな太陽電池セルを連続生産することが可能である。
薄膜系太陽電池用基板としては従来ガラス基板が主に使用されている。これは絶縁性、耐熱性が優れるが、ガラス基板は割れやすく取り扱いに十分な注意が必要であると共に、フレキシブル性に欠ける欠点があった。最近では住宅等の建造物用の電力供給源として太陽電池が注目を集めており、十分な供給電力を確保する上で太陽電池の大型化・大面積化・軽量化が望まれている。そのため、割れにくくフレキシブルであり、軽量化を図ることのできる基板材料として、樹脂基板やアルミニウム合金基板、Feなどの基板にアルミニウムをクラッドした基板などが提案されている。
そして、そのアルミニウム合金基板上に陽極酸化皮膜などの絶縁層を設け、その上に薄膜系太陽電池層を設ける方法が知られている。
光吸収層として上記化合物系薄膜を形成するには、基板上に化合物を配置し、化合物の種類に応じて350〜650℃で焼結する。例えば、連続生産においてCIGS層を形成するには、350〜600℃、4〜20m/分のライン速度で焼結することが好ましく、この温度に耐える基板材料が望ましい。
また、ハンダ付け等による配線などをおこなう際には、ハンダ付けにより一時的に高温がかかる場合あり、この際に問題が無いことが必要である。
【0004】
特許文献1は、基板側からではなく、配線用の線材からはんだ付けの際に太陽電池用半導体基板にクラックが生じ難く、しかも導電性に優れた太陽電池用電極線材を提案している。
【0005】
他の例としてLEDに用いられる基板には、絶縁性と光の反射性が求められる事に加えて、発光時に必要な放熱性、製造工程中の加熱に耐えられる耐熱性が求められる。
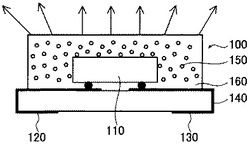
例えば、図7は特許文献2,3に記載される蛍光体混色型の白色系LED発光素子の一構成例を示した模式図であり、本発明の発光素子においても構成の一部として用いられてもよいものである。図7において100は白色系LED発光素子であり、外部接続用の電極120,130を有する基板140に、青色LED110がフェースダウンボンディングされており、該青色LED110をYAG系の蛍光粒子150を混入した透明樹脂160でモールドしている。YAG系の蛍光粒子150によって励起された光と、青色LED110の残光により、白色系LED発光素子100から白色系光が発光面側の矢印方向に発光される。
LEDのエネルギー変換効率はまだ低く、可視光になるエネルギー以外の70〜80%は直接LED素子部での発熱になると言われており、LEDが取り付けられる基板には放熱性が要求される。
また、配線などの実装をおこなう際には、ハンダ付け等により一時的に高温がかかる場合あり、前記と同様の問題が起こる場合がある。
また優れた発光特性を得るためには、光反射基板としての機能が必要である。発光出力を向上させる目的で、例えば、特許文献4等に開示されているように、アルミ基板を光反射基板として用いることで、発光ロスを抑え、発光出力を向上させる方法が知られている。しかしながら、可視光の全領域にわたる反射率の向上のためには、反射基板自体の白色化が望まれているが、白色化兼絶縁性付与のために白色樹脂を用いる場合は、発熱により、白色樹脂が劣化してしまう問題があった。
【0006】
これらに共通するのは半導体用の基板としての絶縁性、及び使用中あるいは製造工程の途中での耐熱性である。
これに対し、その陽極酸化皮膜が絶縁層として機能する事が知られているアルミニウム基板を用いると、高温時の強度が不足し、形状維持が困難になる不具合があった。
それに対し高温強度の高いアルミニウム合金としては、FeやMnを添加した合金が知られており、その改善策として特許文献5には、Si:0.25〜0.35質量%、Fe:0.05〜0.3質量%、Cu:0.3〜0.5質量%、Mn:1.2〜1.8質量%、Sc:0.05〜0.4質量%、Zr:0.05〜0.2質量%を含有し、残部がAlおよび不純物からなり、さらにV:0.05〜0.2質量%するアルミニウム合金や、このうちSc濃度が0.07〜0.15質量%、Zr濃度が0.07〜0.1質量%、V濃度が0.07〜0.1質量%であるアルミニウム合金が提案されている。
【0007】
特許文献6にはアルミニウム合金を用いた太陽電池用フレキシブル基板上に設けた陽極酸化皮膜層の機械的強度を上げる方法として、陽極酸化皮膜のマイクロポア形状を特定したものが提案されている。その内容はアルミニウム基材表面にポアを有する陽極酸化皮膜が形成されたアルミニウム合金製絶縁材料であって、上記陽極酸化皮膜の厚さが0.5μm以上であると共に、前記陽極酸化皮膜中に上記ポアの軸心と略直角方向に延設された複数の空孔を有するものである。
【0008】
また、特許文献6の段落15では、陽極酸化処理浴としてはシュウ酸浴または硫酸浴等が適用できるが、合金と処理条件によって陽極酸化皮膜の内部構造が異なり、その結果として、種々の耐電圧が得られることが記載されている。さらに陽極酸化処理後にポアおよび・または空孔にSi酸化物を充填した構造にすることによって、より高い耐電圧を実現可能であることが記載されている。
【0009】
また、特許文献7にはフレキシブル太陽電池の製造に適した被膜付き金属材料に関し、1種のアルカリ金属または複数種のアルカリ金属の混合物を添加された絶縁層を含む被膜を有し、温度範囲0〜600℃での熱膨張係数が12×10−6K−1で、絶縁層は少なくとも1種の酸化物層を含み、該酸化物層はAl2O3、TiO2、HfO2、Ta2O5、Nb2O5、これら酸化物の混合物のうちのいずれか1種の誘電性酸化物、望ましくはAl2O3および/またはTiO2、から実質的に成ることを特徴とする被膜付き鋼製品が記載されている。また、その金属酸化物被膜付き鋼製品を多段ロールプロセス(roll-to-roll process)により製造する方法が記載されている。
また、特許文献8には、基体と表面絶縁層からなる電子材料用基板で、表面絶縁層が1種以上の金属酸化物とそれ以外の非導電性物質からなる絶縁性に優れた電子材料用基板が記載されている。また、金属酸化物として、アルミ基板の表面に設けた陽極酸化皮膜金属酸化物を使うことが記載されている。
また、特許文献9には、アルミニウム合金板を含む金属板表面に厚さ0.5μm以上、中心線平均粗さRa=0.5−200μmの絶縁層を設けることが記載されている。またアルミニウム基板に陽極酸化皮膜を設けて絶縁層に使用することが記載されている。
また特許文献10には、凹凸面を設けた陽極酸化皮膜を持つアルミニウム基板を用いるアモルファス太陽電池基板について記載されている。
また特許文献11には、微細孔を持つ陽極酸化皮膜を持つ太陽電池用基板について記載されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】WO2005/114751特開
【特許文献2】特許第2998696号明細書
【特許文献3】特開平11−87784号公報
【特許文献4】2006−100753号特開
【特許文献5】2008−81794号公報
【特許文献6】特開2000−349320号公報
【特許文献7】特表2007−502536号公報
【特許文献8】特開平11−229187号公報
【特許文献9】特開2000−49372号公報
【特許文献10】特開平11−97724号公報
【特許文献11】特開2000−286432号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
半導体用支持体の中でも薄膜系太陽電池に代表されるような、製造工程の中で高温処理を必要とするデバイスの基板では、従来、ガラス基板が多く用いられてきた。ただしガラス基板は、可撓性を持たないため、曲面状に配置することが困難であり、前記特許文献7,8,9,10,11のような金属基板を設ける方法が提案されてきた。しかし、特許文献8,9,10,11が記載するような、表面に絶縁性の陽極酸化被膜を設けたアルミニウムを使用したものでは、高温下での強度が不足して形状保持が困難となるため、高温で光吸収層を設けることが必要な薄膜系太陽電池にする場合、高温下でのハンドリングが困難で安定的に製造することが困難であった。
また、特許文献7が示すような鋼製品に絶縁層を設ける方法も提案されたが、その絶縁性能は不十分で、太陽電池を基板上で直列接合して発電電圧をかせぐことが出来なかった。
一方、特許文献5が示すような高強度のアルミニウム合金も提案されたが、500℃以上の高温で光吸収層を設けることが困難で、特に、平面性が維持できないという不具合が発生した。更に、アルミニウム金属中に添加したFeやMnは、アルミニウムと金属間化合物を生成しやすく、その結果、これら金属間化合物がアルミニウム金属表面に形成される陽極酸化皮膜の欠陥となって耐絶縁性を低下させるという致命的な問題点があり好ましくなかった。
【0012】
これに対し本発明者らは、絶縁性と高温強度が必要な半導体用基板材料として好適な、高温強度に優れ、特に高温下で、平面性を良好に保ち、ハンドリングに耐える材料として、溶融メッキ法等で全面にアルミを設けた複合材に、陽極酸化処理を行った金属複合基板を提供することを提案した。
しかし、この方法は、溶融メッキ法で全面に設けたアルミ材料は組成を厳密に制御することが難しいという問題があった。
【課題を解決するための手段】
【0013】
本発明者らは、薄膜系太陽電池基板などの半導体材料として好適な、高温強度に優れ、特に高温下で、平面性を良好に保ち、ハンドリングに耐える材料として、溶融メッキ法等で芯材の全面にアルミ被覆層を設けた被覆芯材の表面に、アルミニウム板、あるいはアルミニウム合金板を張り付けることにより、表面層のアルミニウム板組成の厳密な管理が可能で、組成を管理できるアルミニウム板に陽極酸化処理を行い、絶縁性と高温強度が優れた基板を提供できることを知見した。これにより、通常のクラッド材では端面からの選択的溶解が起こりやすい不具合を全面のアルミ被覆層で防止し、かつ溶融メッキ等で表面層のアルミニウム層を形成した場合に生じるアルミニウム組成の厳密な管理ができないという問題を解決する。絶縁性能と耐高温強度、高温ハンドリング性、高温熱処理後の平面性に優れる半導体用絶縁基板が得られることを知見し本発明を完成した。これにより、太陽電池、LEDなどの半導体用基板に適した、高温強度と、絶縁性の優れた基板を提供する。
本発明は、高温強度および耐電圧特性に優れた陽極酸化皮膜を表面層に有する金属複合基板、およびその製造方法の提供を目的とする。
【0014】
本発明は、以下の構成を有する。
(1)300℃以上での耐熱強度がアルミニウムより高い金属よりなる芯材の全表面にアルミニウムまたはアルミニウム合金よりなる被覆層を有し、該被覆層の少なくとも一つの表面にアルミニウム板またはアルミニウム合金板を有する金属複合基板であって、前記金属複合基板のアルミニウム板またはアルミニウム合金板の少なくとも一つの表面に陽極酸化皮膜を有する金属複合基板。
(2)前記芯材が鋼であり、前記陽極酸化皮膜が、前記金属複合基板の全表面に設けられ、前記陽極酸化皮膜が、厚さ1〜200μmの多孔質陽極酸化皮膜であるのが好ましい。
【0015】
(3)前記のいずれかに記載の金属複合基板の陽極酸化皮膜が光反射面を有する絶縁性光反射基板であって、該光反射面の320nm超〜700nm波長光の全反射率が50%以上であって、且つ、300nm〜320nm波長光の全反射率が60%以上であることを特徴とする、絶縁性光反射基板。
(4)前記光反射面が、平均波長0.01〜100μmの凹凸を有するのが好ましい。
(5)前記光反射基板の光反射面の上層に青色発光素子を有し、その周りおよび・または上部に蛍光発光体を備える白色系発光ダイオード装置。
(6)前記の金属複合基板に、光吸収層および電極層が形成された薄膜系太陽電池。
(7)前記金属複合基板上に、裏面電極層を介して光吸収層が形成され、該光吸収層が、CdS/CdTe、CIS、およびCIGSのからなるうちのいずれかの化合物を含む薄膜系太陽電池が好ましい。
(8)300℃以上での耐熱強度がアルミニウムより高い金属よりなる芯材を、その全表面をアルミニウムまたはアルミニウム合金で被覆し、得られるアルミニウムまたはアルミニウム合金層の少なくとも一つの表面に、アルミニウム板あるいはアルミニウム合金板を貼り合わせ、得られるアルミニウム板あるいはアルミニウム合金板の少なくとも一つの表面に陽極酸化処理、水洗処理、乾燥処理を行う金属複合基板の製造方法。
【発明の効果】
【0016】
本発明の、金属複合基板は、高温熱処理時の平面性が優れ、かつ表面に皮膜欠陥が無い陽極酸化皮膜を持つ。高温下での蒸着処理等の各種処理に耐えるので、太陽電池基板用、LED保持基板用などの絶縁性基板として、バッチ式、あるいはロール・ツー・ロール方式で各種半導体装置を効率良く生産することができる。
また、本発明の金属複合基板は、芯材の全表面がアルミニウムまたはアルミニウム合金で被覆されその上層にアルミニウムまたはアルミニウム合金板が張り付けられているので、組成が管理されたアルミニウム板の少なくとも1つの表面を陽極酸化処理して陽極酸化皮膜とすることができ優れた絶縁性が得られ耐電圧特性が高い。また、その全表面に陽極酸化皮膜を設ければ、陽極酸化皮膜を一部の表面に有する基板と比べて、端面まで絶縁性で高温強度、機械的強度も高い端面を形成できることから、基板としての絶縁性もより優れ、耐傷性が高く、酸性溶液中での陽極酸化処理時に、端部からの溶解を発生させずに表面処理性が優れている。
【図面の簡単な説明】
【0017】
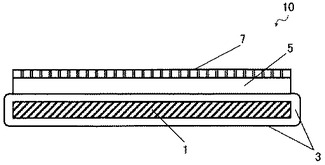
【図1】図1は、本発明の金属複合基板の1例を示す断面図である。
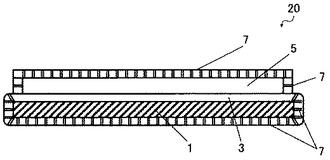
【図2】図2は、本発明の別の態様の金属複合基板を示す断面図である。
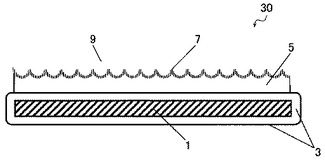
【図3】図3は、本発明の絶縁性光反射基板の1例を示す断面図である。
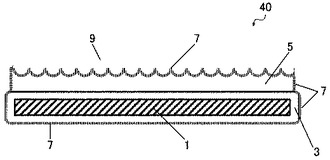
【図4】図4は、本発明の別の態様の絶縁性光反射基板を示す断面図である。
【図5】図5は、本発明の基板の作製における陽極酸化処理に用いられる陽極酸化処理装置の概略図である。
【図6】図6は、本発明の金属複合基板を用いた薄膜系太陽電池の一般的な構成の1例を示す断面図である。
【図7】蛍光体混色型の白色系発光ダイオードユニットの1構成例を示す概略図である。
【発明を実施するための形態】
【0018】
<金属複合基板>
本発明の金属複合基板の好適例を図1および図2に断面図で示す。以下の説明でアルミニウム、アルミニウム合金、アルミとそれぞれいう場合は、アルミニウムまたはアルミニウム合金を意味する場合がある。
図1に示す金属複合基板10は、芯材1の全面を、アルミニウム合金で被覆しアルミニウム合金被覆層3とし、その少なくとも1つの表面にアルミニウム合金板5を貼り合わせ、張り合わせたアルミニウム合金板層の少なくとも1つの表面に陽極酸化皮膜7を有する。
図2は、本発明の別の態様の金属複合基板20で、図1と同様にアルミニウム合金板5を貼り合わせ、張り合わせたアルミニウム合金板層を含むすべてのアルミニウム合金表面に陽極酸化皮膜7を有する実施態様を示す。
【0019】
[1.芯材]
本発明で用いる芯材はアルミニウム合金より300℃以上での耐熱強度が高い金属材料が使用される。耐熱強度は具体的には300℃以上での引っ張り強度を指標とすることができる。例えば、鋼、チタン、ニッケルなどを選べるが、実用的かつ高価でないこと、フレキシブルであることが望ましいので、鋼が望ましく、軟鋼、耐熱鋼、ステンレス鋼が使用される。耐熱性の面からは、鋼の中でも耐熱鋼、ステンレス鋼がより望ましい。
軟鋼は、低炭素鋼で、SS400等が使用出来る。
耐熱鋼は、数%のクロムやニッケル、コバルト、タングステン等を含むもので、オーステナイト系、フェライト系、マルテンサイト系に分類される。板材に使用される鋼としてはオーステナイト系、フェライト系の耐熱鋼が望ましく、オーステナイト系の耐熱鋼ではSUH309,SUH310,SUH330,SUH660、SUH661等が好ましい。フェライト系の耐熱鋼では、SUH21,SUH409,SUH446等が好ましい。
【0020】
ステンレス鋼は、11%以上のクロム、あるいは11%以上のクロムを含みNiをも含む鋼である。ステンレス鋼の材質は、オーステナイト系、フェライト系、マルテンサイト系に分類される。オーステナイト系ステンレスとしてはSUS304、SUS316、SUS310、SUS309、SUS317,SUS321,SUS347等が使用できる。フェライト系ステンレスとしてはSUS430、SUS405,SUS410,SUS436、SUS444等が使用できる。マルテンサイト系ステンレスとしては、SUS403,SUS440、SUS420、SUS410等が使用できる。この内、フレキシブルな板として使用する場合は、オーステナイト系あるいはフェライト系が好ましい。特に耐熱強度を高くしたい場合はオーステナイト系を使用することが好ましい。SUS304、316が一般的だが、特に一層高い耐熱性を求める場合はSUS310、SUS309を使用することが好ましい。板の厚さは可撓性に影響するので、過度の剛性不足を伴わない範囲で薄くすることが好ましい。フレキシビリティの観点からは厚さ0.5mm以下、好ましくは0.3mm以下、さらに好ましくは0.1mm以下が好ましい。板厚を薄くすることは、原材料コストの面からも好ましい。ただし、ハンドリング時の最低限の剛性を確保する上では下限は0.03mm以上であることが好ましい。
【0021】
[2.アルミニウムまたはアルミニウム合金]
本発明の芯材被覆層およびアルミニウム合金板層に用いるアルミニウムまたはアルミニウム合金は、不要な金属間化合物を含まないことが望ましい。具体的には不純物の少ない、99質量%以上の純度のアルミであることが望ましい。例えば、99.99質量%Al、99.96質量%Al、99.9質量%Al、99.85質量%Al、99.7質量%AL、99.5質量%Al等が望ましい。あるいは、金属間化合物を作りにくい元素を添加することも出来る。例えば99.9質量%のAlにマグネシウムを2.0〜7.0質量%添加したアルミニウム合金にすることも出来る。マグネシウム以外では、Cu、Siなど、固溶限界の高い添加元素を選ぶことが出来る。絶縁性のある半導体基板に適用する場合は、Alの純度を高め、析出物に起因する金属間化合物を避け、絶縁層の健全性を増すことが出来る。これはアルミニウム合金の陽極酸化を行った場合、金属間化合物が起点となって、絶縁不良を起こす可能性が増えるからである。平版印刷版用支持体に適用する場合は、表面層のアルミに、電気化学的粗面化性を制御可能な元素を添加することが出来る。例えば、CuやSiはその代表例である。
【0022】
[3.芯材被覆層]
芯材に高温強度の高い材料を用い、その被覆層としてアルミニウムまたはアルミニウム合金層を被覆する。被覆方法は、蒸着、溶融メッキまたは電気メッキ法等がある。本発明では、端面の保護がしやすい電気メッキ、溶融メッキ法が好ましい方法である。
被覆層の厚さは好ましくは最低10μm以上である。好ましくは20μm以上、更に望ましくは30μm以上が良い。厚さの上限は、溶融メッキで形成される場合は工程上の制約を受けるが、100μm以下が好ましく、50μm以下がさらに好ましい。
溶融メッキ法については特開平8−144037号公報に記載の方法を使用できる。
【0023】
アルミ溶融メッキ法の複合材としては、日新製鋼社のアルスター鋼板、アルスターステンレス、新日本製鐵社のアルシートが知られていて、これらを用いることもできる。
被覆されるアルミ層は、組成中の微量成分の制御が難しく、これを表面層とすると陽極酸化処理される表面層のアルミニウム組成を所望の組成にすることは困難である。
【0024】
[4.アルミニウム合金板]
そこで、芯材にアルミ被覆を施した被覆芯材は、その少なくとも1つの表面にアルミニウム板を貼りつける。貼り付ける方法は、好ましくはクラッド圧延により貼り付ける。アルミニウム合金板の厚さは限定されないが、1μm〜5mmが好ましい。
これにより、溶融メッキで設けたアルミ層の組成制御が困難であるのに対し、予め組成制御を行ったアルミニウム合金板を表層に設けることが可能となる。
クラッド圧延方法としては、特開2001−18074号公報に記載の方法が例示できる。
クラッド圧延方法の1例は、アルミニウム合金板の圧延温度を300〜500℃の範囲に、アルミニウム合金被覆芯材の圧延温度を250〜450℃の範囲に調整すると共に、圧下率を適切な範囲に選択してアルミニウム合金被覆層を全面に有する芯材とアルミニウム合金板とを貼り合わせる。
【0025】
[5.複合金属体]
得られる複合金属体は、厚さ20〜5000μmであり、板幅は100〜2000mmである。
アルミニウム合金板層の表面粗度は用途に応じて選択される。太陽電池用基板の場合は鏡面仕上げされていることが好ましく、LED用基板の場合は必要な反射率に応じた表面粗度にすることが好ましい。その表面粗さRaが0.1nm〜2μmであることが好ましく、1nm〜0.5μmであることが特に好ましい。
複合金属体の強度は、500℃以上に熱処理をされている中での引っ張り強度が5MPa以上あることが必要で、望ましくは10MPa以上あることが好ましい。
また、500℃以上で熱処理されている中で、クリープを起こさないため、500℃、10分間保持された際、最大0.1%の塑性変形を起こす強度が0.2MPa以上あることが好ましく、望ましくは0.4MPa以上、更に望ましくは1MPa以上である。
この複合金属体は、必要な場合にはさらにアルミニウム表面の粗面化や陽極酸化処理を行い、表面硬度、画像記録層との密着に優れ、高温バーニング処理を行っても支持体の強度低下や平面性低下を起こさない平版印刷版用支持体としても有用である。
【0026】
[6.表面処理方法(陽極酸化皮膜の形成)]
表層のアルミニウム合金板層は、必要に応じて、汚れ等を除去するための洗浄処理を、酸あるいは有機溶剤などを用いて行われることが好ましい。
その後、硫酸、リン酸、シュウ酸などの酸性溶液中で陽極酸化処理を行う。陽極酸化皮膜の厚みは5μm以上が望ましく、10μm以上が更に望ましい。ただし過度に分厚い陽極酸化皮膜は、皮膜生成に要するコスト、時間がかかるため好ましくない。現実的には最大50μm以下、望ましくは30μm以下が望ましい。
陽極酸化処理に用いる電解液は、望ましくは、硫酸またはシュウ酸水溶液を用いる。得られる陽極酸化皮膜の健全性はシュウ酸皮膜が優れる。一方、連続処理生産性は硫酸が優れる。
【0027】
好ましい陽極酸化処理条件を以下に示す。
陽極酸化処理に用いる電流は、交流、直流、交直重畳電流を用いることが可能であり、電流の与え方は、電解初期から一定でも漸増法を用いてもよいが、直流を用いる方法が特に好ましい。
陽極酸化処理は、複合材板の表裏、2側面同時におこなってもよいし、表裏同時に、次に2側面で行ってもよいし、または片面ずつ逐次おこなってもよい。
アルミニウム表面の電解液流速並びに流速の与え方、電解槽、電極、電解液の濃度制御方法は、公知の陽極酸化処理方法を用いることが可能である。
たとえば、特開2002-362055号公報、特開2003-001960号公報、特開平6−207299号公報、特開平6−235089号公報、特開平6−280091号公報、特開平7−278888号公報、特開平10−109480号公報、特開平11−106998号公報、特開2000−17499号公報、特開2001−11698号公報、特開2005−60781号公報、の記載が一例である。複合材板の対極としては、アルミニウムを陽極としたときの対極(陰極)としてアルミニウム、カーボン、チタン、ニオブ、ジルコニウム、ステンレスなどを用いることが可能である。アルミニウムを陰極としたときの対極(陽極)として、鉛、白金、酸化イリジウムなどを用いることが可能である。
【0028】
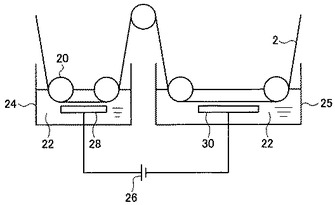
図5に、本発明の陽極酸化処理に用いることができる装置の一例を示す。装置は、被覆芯材の少なくとも1つの表面にアルミニウム合金板を張り付けた複合金属体2を複数のパスロール20を介して搬送し、所定の電解液22中で直流電流を通電することでその表面に陽極酸化皮膜を設ける。図5では、図中左から搬送された複合金属体2はパスロール20に転接して給電槽24に入り、そこで電解液22を介して陽極28から通電される。複合金属体2は次に酸化層25に搬送されて、プラス(アノード)になり、陰極30に対抗して搬送され陽極酸化が行われる。陽極酸化皮膜を厚く設けるためには、酸化層25の処理長を給電槽24の処理長より長くすることで対応が出来る。
図5は、電極が複合金属体の陽極酸化される面に対し、下面に配置されている例を示しているが、図2、図4に示すような複合金属体2の全面に陽極酸化皮膜を設ける場合は、電極形状を両面で陽極酸化が出来るような形態にすることで可能となる。両面に陽極酸化できるように電極を設置することで、板の端面でも電気力線が回り込み、陽極酸化が行われる。
(a)硫酸水溶液中での陽極酸化処理
硫酸100〜300g/L、更に好ましくは120〜200g/L(アルミニウムイオンを0〜10g/L含む)、液温10〜55℃(特に好ましくは20〜50℃)、電流密度10〜100A/dm2(特に好ましくは20〜80A/dm2)、電解処理時間5〜300秒(特に好ましくは5〜120秒)で、複合材板を陽極として陽極酸化処理する。このときの複合材板と対極間の電圧は、10〜150Vであることが好ましく、電圧は電解浴組成、液温、アルミニウム界面の流速、電源波形、複合材板と対極との間の距離、電解時間などによって変化する。
アルミニウムイオンは電解液中に、電気化学的または化学的に溶解するが、予め硫酸アルミニウムを添加しておくことが特に好ましい。また、アルミニウム合金中に含まれる微量元素が溶解していても良い。
【0029】
(b)シュウ酸水溶液中での陽極酸化処理
シュウ酸10〜150g/L(特に好ましくは30〜100g/L)、アルミニウムイオンを0〜10g/Lを含むことが好ましい。液温10〜55℃(特に好ましくは10〜30℃)、電流密度0.1〜50A/dm2(特に好ましくは0.5〜10A/dm2)、電解処理時間1〜100分(特に好ましくは30〜80分)で、複合材板を陽極として陽極酸化処理する。このときの複合材板と対極間の電圧は、10〜150Vであることが好ましく、電圧は電解浴組成、液温、アルミニウム界面の流速、電源波形、複合材板と対極との間の距離、電解時間などによって変化する。
アルミニウムイオンは電解液中に、電気化学的または化学的に溶解するが、予めシュウ酸アルミニウムを添加しておいても良い。また、アルミニウム合金中に含まれる微量元素が溶解していても良い。
【0030】
[ホウ酸電解処理(封孔処理)]
陽極酸化処理したアルミニウム合金板は、特に絶縁性を高めたい場合には、次にホウ酸液中で封孔処理することが望ましい。
封孔処理は、電気化学的な方法、化学的な方法が知られているが、複合基板のアルミニウムを陽極にした電気化学的な方法(陽極処理)が特に好ましい。
電気化学的な方法は、アルミニウムまたはその合金を陽極にして直流電流を加え、封孔処理する方法が好ましい。電解液はホウ酸水溶液が好ましく、ホウ酸水溶液にナトリウムを含むホウ酸塩を添加した水溶液が好ましい。ホウ酸塩としては、八ほう酸二ナトリウム、テトラフェニルほう酸ナトリウム、テトラフルオロほう酸ナトリウム、ペルオキソほう酸ナトリウム、四ほう酸ナトリウム、メタほう酸ナトリウムなどがある。これらのホウ酸塩は、無水または水和物として入手することができる。
【0031】
封孔処理に用いる電解液として、特には、0.1〜2mol/Lのホウ酸水溶液に、0.01〜0.5mol/Lの四ほう酸ナトリウムを添加した水溶液を用いることが特に好ましい。アルミニウムイオンは0〜0.1mol/L溶解していることが好ましい。アルミニウムイオンは、電解液中へ封孔処理により化学的または電気化学的に溶解するが、予めホウ酸アルミニウムを添加して電解する方法が特に好ましい。また、アルミニウム合金中に含まれる微量元素が溶解していても良い。
好ましい封孔処理条件は、液温10〜55℃(特に好ましくは10〜30℃)、電流密度0.01〜5A/dm2(特に好ましくは0.1〜3A/dm2)、電解処理時間0.1〜10分(特に好ましくは1〜5分)である。
電流は、交流、直流、交直重畳電流を用いることが可能であり、電流の与え方は、電解初期から一定でも漸増法を用いてもよいが、直流を用いる方法が特に好ましい。電流の与え方は、定電圧法、定電流法どちらを用いても良い。
このときの複合基板と対極間の電圧は、100〜1000Vであることが好ましく、電圧は電解浴組成、液温、アルミニウム界面の流速、電源波形、複合材板と対極との間の距離、電解時間などによって変化する。
封孔処理は、複合基板の表裏同時におこなってもよいし、片面ずつ逐次おこなってもよい。
アルミニウム表面の電解液流速並びに流速の与え方、電解槽、電極、電解液の濃度制御方法は、前記陽極酸化処理に記載の公知の陽極酸化処理方法、並びに封孔処理の方法を用いることが可能である。ホウ酸ナトリウムを含むホウ酸水溶液中で陽極酸化処理する際の膜厚は100nm以上が望ましく、更に望ましくは300nm以上である。上限は多孔質陽極酸化皮膜の膜厚になるが、生産コストの面からは1μm以下が現実的な上限となる。
これにより、半導体基板用金属複合基板、特に高温強度が必要で、可とう性のメリットがある、薄膜太陽電池基板用金属複合基板を提供できる。
また、化学的な好ましい方法は、陽極酸化処理後にポアおよび・または空孔にSi酸化物を充填した構造にすることも可能である。Si酸化物による充填はSi−O結合を有する化合物を含む溶液を塗布、または、珪酸ソーダ水溶液(1号珪酸ソーダまたは3号珪酸ソーダ、1〜5質量%水溶液、20〜70℃)に、1〜30秒間浸せき後に水洗・乾燥し、更に200〜600℃で1〜60分間焼成する方法も可能である。
化学的な好ましい方法として、前記珪酸ソーダ水溶液のほかに、フッ化ジルコン酸ソーダおよび・またはリン酸2水素ナトリウムの単体または混合比率が重量比で5:1〜1:5の混合水溶液の、濃度1〜5質量%の液に、20〜70℃で1〜60秒浸せきすることで封孔処理をおこなう方法を用いることも可能である。
【0032】
<絶縁性光反射基板(LED用基板)>
本発明の絶縁性光反射基板の好適例を図3および図4に断面図で示す。
図3に示す本発明の絶縁性光反射基板30は、芯材1の全面を、アルミニウム合金で被覆しアルミニウム合金被覆層3とし、その少なくとも1つの表面にアルミニウム合金板5を貼り合わせ、張り合わせたアルミニウム合金板層の少なくとも1つの表面を粗面化して粗面化表面9を得る。さらにその粗面化表面9を陽極酸化して粗面化表面を形成する陽極酸化皮膜7を有する。
図4は、本発明の他の態様の絶縁性光反射基板40で、図3と同様にアルミニウム合金被覆層3を得て、その少なくとも1つの表面にアルミニウム合金板5を貼り合わせ、張り合わせたアルミニウム合金板層の少なくとも1つの表面を粗面化して粗面化表面9を得る。さらにその粗面化表面9を含むすべてのアルミニウム合金表面を陽極酸化して陽極酸化皮膜7を全面に有する絶縁性光反射基板40である。
LED基板に必要な要件は、絶縁性と光反射性である。また本発明の絶縁性光反射基板は更に、加熱雰囲気に置いても基板の平面性が低下せず、基板の絶縁性が低下しない。
本発明の絶縁性光反射基板は、陽極酸化皮膜である絶縁層と、該絶縁層が粗面化表面に形成され絶縁層と接して金属層を有し、320nm超〜700nm波長光の光反射率が50%以上であって、且つ、300nm〜320nm波長の光反射率が60%以上、である。ここで全反射率は例えば分光光度計で測定される。
【0033】
[1.表面形状]
本発明に用いられる絶縁性光反射基板は、上記反射率を満たすべく、その表面が、平均波長0.01〜100μmの凹凸を有するのが好ましい。また、異なる波長の凹凸が重畳された形状をとっていてもよい。
本発明の光反射基板の表面がこのような凹凸を有すると、光拡散効果の向上、且つ、発光吸収効果/干渉効果(反射としてのロスとなりうる効果)を抑えることができると推定される。このため、本発明の光反射基板は、その光反射性に優れる。
平均波長5〜100μmの凹凸(以下「大波構造」ともいう。)は、光散乱性の効果がよりよくなる点で、平均波長7〜75μmであるのが好ましく、平均波長10〜50μmであるのがより好ましい。
本発明の光反射基板の表面は、上記凹凸か、以下の凹凸かのいずれかを有する構造であるのが好ましい。
平均波長0.5〜5μmの凹凸(以下「中波構造」ともいう。)は、光散乱性がより大きくなり、また、光吸収効果が抑えられる点で、平均波長0.7〜4μmであるのが好ましく、平均波長1〜3μmであるのがより好ましい。
平均波長0.01〜0.5μmの凹凸(以下「小波構造」ともいう。)は、可視光の干渉効果が抑えられる点で、平均波長0.015〜0.4μmであるのが好ましく、平均波長0.02〜0.3μmであるのがより好ましい。
本発明の光反射基板の表面は、上述した大波構造、中波構造および小波構造からなる群から選ばれる少なくとも一つを有するが、反射率をより高くすることができる点で、これらの二つ以上を重畳して有するのが好ましく、三つすべてを重畳して有するのがより好ましい。
【0034】
ここで粗面化処理で得られた凹凸の平均波長の測定方法は、例えば本発明の実施例に記載の方法でもよく、また、他の方法としては、小波構造の平均波長は、粗面化された表面を、表面に垂直な方向から、走査型電子顕微鏡(S−900、日立製作所社製)を用いて倍率30000倍のSEM写真を撮影する。SEM写真において、凹部を取り囲む輪郭が識別できる形状をピットとし、その長径と短径の平均値が1.0μm以下のピットであって、ピットの中に更にピットを含まないものを小波とする。但しこの際のピットに陽極酸化皮膜に起因するマイクロポアの凹部は除外する。ピット100個の平均値を持って小波の平均波長とする。
大波構造、中波構造の平均波長は、日本電子社製の走査型電子顕微鏡JSM5500を用いて、法線方向から30度傾斜させて倍率2000倍で観察し、波長5μm以上の凹凸成分および波長0.6μm以上5μm未満の凹凸成分を水平方向にそれぞれ30点測定し、それぞれの平均値を大波構造および中波構造の平均波長とする。
【0035】
[2.光反射面の形成(粗面化処理および陽極酸化処理)]
光反射面の形成は、以下の粗面化処理後に陽極酸化処理を行う。陽極酸化処理は上記の処理と同様であるので、以下は粗面化処理を説明する。
<表面処理>
本発明の絶縁性光反射基板を製造する際の表面処理は、粗面化処理および陽極酸化処理を含む。表面処理工程は、粗面化処理および陽極酸化処理以外の各種の工程を含んでいてもよい。
上述した表面形状を形成させるための代表的方法として、アルミニウム板に機械的粗面化処理、アルカリエッチング処理、酸によるデスマット処理および電解液を用いた電気化学的粗面化処理を順次施す方法、アルミニウム板に機械的粗面化処理、アルカリエッチング処理、酸によるデスマット処理および異なる電解液を用いた電気化学的粗面化処理を複数回施す方法、アルミニウム板にアルカリエッチング処理、酸によるデスマット処理および電解液を用いた電気化学的粗面化処理を順次施す方法、アルミニウム板にアルカリエッチング処理、酸によるデスマット処理および異なる電解液を用いた電気化学的粗面化処理を複数回施す方法が挙げられるが、本発明はこれらに限定されない。これらの方法において、前記電気化学的粗面化処理の後、更に、アルカリエッチング処理および酸によるデスマット処理を施してもよい。
【0036】
中でも、他の処理(アルカリエッチング処理等)の条件にもよるが、大波構造、中波構造および小波構造が重畳した表面形状を形成させるには、機械的粗面化処理、硝酸を主体とする電解液を用いた電気化学的粗面化処理および塩酸を主体とする電解液を用いた電気化学的粗面化処理を順次施す方法が好適に挙げられる。また、大波構造および小波構造が重畳した表面形状を形成させるには、塩酸を主体とする電解液を用い、アノード反応にあずかる電気量の総和を大きくした電気化学的粗面化処理のみを施す方法が好適に挙げられる。
上記各粗面化処理の詳細については特願2010-010820号明細書に記載されている。
【0037】
<半導体用基板の製造方法>
本発明の金属複合基板を用いて半導体デバイスの基板とする場合は必要な場合はそれぞれの工程に必要な大きさにサイジングされる。また、側面や底面のアルミニウムやアルミニウム合金または陽極酸化処理されたアルミニウムやアルミニウム合金を、溶解したり切削することにより除去して、一部の面に芯材またはアルミニウムが露出していてもよく、その場合も本発明の金属複合材基板に含まれる。
【0038】
<太陽電池の製造方法>
太陽電池は、(1)単結晶Si太陽電池、(2)多結晶Si太陽電池、(3)薄膜型太陽電池の3種に大別される。本発明のようなフレキシブルな金属複合基板を用いる場合、薄膜型太陽電池への利用が適している。薄膜型太陽電池としては、光吸収層の種類によって、薄膜Si型、化合物型の2種類が代表的である。
薄膜Si型は、CVD法等でアモルファスSi、又は微結晶Siの薄膜を設ける方法で、化合物型にはGaAs型太陽電池、CIS(カルコバイライト系)型太陽電池等が知られている。CIS型は、Siの替わりに、Cu、In,Ga、Se、S等の化合物を用いる太陽電池で、化合物によってCIS、CIGS、CIGSS等の略称を持つ。
【0039】
図6は本発明の金属複合基板を用いることが可能な薄膜系太陽電池11の一般的な構成の一例を示す断面図である。
芯材1の全面を、アルミニウム合金で被覆しアルミニウム合金被覆層3とし、その少なくとも1つの表面にアルミニウム合金板5を貼り合わせ、張り合わせたアルミニウム合金板層の少なくとも1つの表面に陽極酸化皮膜7を絶縁層13として有する本発明の金属複合材基板10を基板として用いる。さらに絶縁層13を介して裏面電極層14が積層され、さらに光吸収層15、バッファー層16、透明電極層17が順次積層され、透明電極層17および裏面電極層14に取り出し電極18、19が積層されている。さらに、透明電極層17の露出部分は反射防止膜21で被覆されている。
また、図6に例示した薄膜系太陽電池において、裏面電極層14、光吸収層15、バッファー層16、透明電極層17、取り出し電極18、19の材料や厚さは何ら限定されない。例えば、CISまたはCIGSを用いた薄膜系太陽電池において、各層は以下の材料と厚さを例示できる。
裏面電極層14の材料は導電性を有する材料で厚さは0.1〜1μmである。積層には、太陽電池の製造に一般的に使用される手法を用いればよく、例えば、スパッタリング法や蒸着法などを用いればよい。材料は、導電性を有する限り特に 限定されず、例えば、体積抵抗率が6×106 Ω・cm以下の金属、半導体などを用いればよい。具体的には、例えば 、Mo(モリブデン)を積層すればよい。形状は特に限定されず、太陽電池として必要な形状に応じて任意の形状に積層すればよい。
【0040】
<薄膜系太陽電池>
薄膜系太陽電池の製作はロール・ツー・ロール方式で行うことができる。即ち、所定厚さに成形されてロールに巻かれた金属複合基板は、巻き出しロールから巻き取りロールに巻き取られる間に後述する各層の形成が順次行われ、あるいは巻き取り毎に各層の形成が行われる。
本発明の金属複合基板の製造においては、ロールツーロールプロセスにより、陽極酸化処理、封孔処理までおこなわれることが特に好ましい。
その後、前記処理をおこなって一旦巻き取られた金属複合基板を再送り出しして後述する各層の形成が順次行われ、太陽電池を形成し、その後裁断処理して太陽電池とする方法が好ましい。また、陽極酸化処理、封孔処理をおこなった後に裁断し、その後太陽電池を形成する方法も好ましい。
【実施例】
【0041】
<実施例および比較例>
以下に実施例、比較例により、本発明を説明するが、本発明はこれらの具体例に限定されない。以下の実施例中の%は特に断らない限り質量%である。
芯材に厚み100μmの金属材料(ステンレス鋼と鋼)を用い、厚み25μmのアルミニウム合金を全面に溶融メッキ法で設けた。溶融メッキに使用したアルミはAl純度=99.99%、99.9%、99%の3水準を検討した。
芯材としてはステンレス鋼SUS304、耐熱鋼SUH309、軟鋼SS400の3水準を検討した。
本願実施例は各溶融メッキ材料に厚さ50μmのアルミ板をクラッド圧延で張り付けた(複合金属体の全厚さ0.2mm)。圧延速度は4m/minとした。アルミ板は、Al純度=99.99%、99.9%の2水準と、Al純度99.99%の原料とMgを溶解し、Al95.4%+Mg4.5%の材料1水準の計3水準を検討した。
比較例1〜3は、上記芯材に溶融メッキで3水準のアルミをメッキし、その後のアルミニウム合金板の張り付け(クラッド圧延)は実施しなかったが、溶融メッキ厚さは基板表面で50μmとした。
比較例4はアルミニウム合金の被覆層である溶融メッキを行わず、実施例と同様の芯材にクラッド圧延で99.9%の純度のAl板(厚さ0.1mm)を貼り付けた。
比較例5〜7は、各水準のAl板(厚さ0.2mm)そのものを基板とした。
【0042】
【表1】

(1)金属複合基板の製造と評価
各板の表面は鏡面ロールで圧延することでRa=0.05μmになるように仕上げた。
まず、表面を硫酸15%、液温度30℃にて10秒洗浄後、水洗を行い、シュウ酸(1mol/L液)中で直流による陽極酸化処理を行い、陽極酸化皮膜20μmの皮膜を生成し、水洗した。
各基板を180度折り曲げることで、陽極酸化皮膜を割り、その破面を同様に電子顕微鏡観察することで、陽極酸化皮膜の厚みを測定した。
複合金属体の実施例1、2、3、4、5、6と、比較例1、2、3,5,6,7は陽極酸化皮膜が形成できていたが、比較例4は、板の端面において芯材とアルミの界面にて溶解が進み、表面の陽極酸化皮膜厚みが不足、端面の溶解が進む問題が発生し、評価を中止した。
【0043】
評価1
以上の実施例1〜6,比較例1〜3,5〜7各材料について、硫酸洗浄、水洗後、シュウ酸陽極酸化処理(皮膜厚み=20μm)、水洗を実施した。
次に各試料を300mm×300mmの大きさに切り出し、表面の絶縁性評価を100箇所行った。絶縁性は抵抗値が1MΩ以上あった場合を合格として判断した。1〜10MΩの場合○、10MΩ以上の場合を◎、1MΩ未満を×とした。絶縁性は、550℃×30分間の加熱前、加熱後でそれぞれ測定を行った。
加熱後の平面性は、室温にて、ガラス定盤上で評価した。平面性は浮き上がり量を金尺で測定した。浮き上がり量が3mm以下の物についてはテーパゲージを使用して測定した。表2に結果を示す。
加熱後の陽極酸化皮膜のクラック発生有無については、目視検査を行った。クラック発生が無い場合を○。一箇所でもクラック発生がある場合を×とした。
【0044】
【表2】
【0045】
実施例1〜6は何れも加熱後の平面性、加熱前後の絶縁性が良好で、特に99.99%Al材板をクラッドで貼りつけた実施例1と、Al95.4%+Mg4.5%材板をクラッドで貼りつけた実施例6の材料は加熱後も絶縁性が良好であった。加熱後のクラック発生も無かった。
比較例1、2は、加熱前絶縁性は目標内であるが、加熱後の絶縁性が低下する。溶融メッキでアルミをメッキした際に、芯材、メッキ槽から不純物が混入したアルミが最表層になるため、陽極酸化を行った後も、陽極酸化皮膜中に不純物が混入し、絶縁抵抗が低下した為である。その傾向は、加熱後において顕著になる。これは加熱によって、不純物元素の拡散が起こるためと考えられる。
比較例3は、溶融メッキのアルミ純度が低いことから加熱前から絶縁性が低下している。
比較例5,6,7は芯材を持たないため高温処理に耐えられず、歪みと、反りが発生し平面性が低下した。加熱後、陽極酸化皮膜にもクラックが発生した。
【0046】
(2)太陽電池の製造と評価
次に、絶縁性が合格であった金属複合基板(0.3mm×300mm×300mm)を用いて、CIGS型の太陽電池を作成した。基板には実施例1、2、3、4、5、6と比較例5,6,7と同じ基板を用いた。特開2009‐267337号出願の段落244,245に記載の方法と同様の方法で作成した。まず、蒸着法にて 約1μmのMo電極を片面に形成した。更に、CIGS層を設け、引き続き、約1μmのZnOからなる透明電極を設け、太陽電池を製造した。太陽電池として機能することの確認のため、皮膜の一部を切削し、Mo電極層を露出し、表層のZnO電極層との間で、テスターを用いて、太陽光による発電可否を調べた。
その際、比較例8、9はMo製膜の途中で、比較例10はCIGS製膜の途中で板が反り、表面にクラックが入る不具合がおこり、太陽電池に仕上げることが出来なかった。表3に結果を示す。
【0047】
【表3】
【0048】
(3)絶縁性光反射基板の製造
基板は表1と同じ実施例、比較例の材料を使用し、以下の粗面化処理を行って表3に示す絶縁性光反射基板を得た。
1)アルカリエッチング処理
上記で得られた実施例・比較例の複合金属体をカセイソーダ濃度2.6質量%、アルミニウムイオン濃度6.5質量%、温度70℃の水溶液を用いてスプレーによるエッチング処理を行い、アルミニウム板を6g/m2溶解した。その後、スプレーによる水洗を行った。
2)デスマット処理
温度30℃の硝酸濃度1質量%水溶液(アルミニウムイオンを0.5質量%含む。)で、スプレーによるデスマット処理を行い、その後、スプレーで水洗した。デスマット処理に用いた硝酸水溶液は、硝酸水溶液中で交流を用いて電気化学的粗面化処理を行う工程の廃液を用いた。
【0049】
3)電気化学的粗面化処理
60Hzの交流電圧を用いて連続的に電気化学的な粗面化処理を行った。このときの電解液は、硝酸10.5g/L水溶液(アルミニウムイオンを5g/L、アンモニウムイオンを0.007質量%含む。)、液温50℃であった。交流電源波形は台形波(特願2010-010820号の図1参照)であり、電流値がゼロからピークに達するまでの時間TPが0.8msec、duty比1:1、台形の矩形波交流を用いて、カーボン電極を対極として電気化学的な粗面化処理を行った。補助アノードにはフェライトを用いた。使用した電解槽は特願2010-010820号の図2に示すものを使用した。電流密度は電流のピーク値で30A/dm2、電気量はアルミニウム板が陽極時の電気量の総和で220C/dm2であった。補助陽極には電源から流れる電流の5%を分流させた。その後、スプレーによる水洗を行った。
【0050】
4)アルカリエッチング処理
アルミニウム板をカセイソーダ濃度26質量%、アルミニウムイオン濃度6.5質量%の水溶液を用いてスプレーによるエッチング処理を32℃で行い、アルミニウム板を0.3g/m2溶解し、前段の交流を用いて電気化学的粗面化処理を行ったときに生成した水酸化アルミニウムを主体とするスマット成分を除去し、また、生成した凹凸のエッジ部分を溶解してエッジ部分を滑らかにした。その後、スプレーによる水洗を行った。
5)デスマット処理
温度30℃の硫酸濃度15質量%水溶液(アルミニウムイオンを4.5質量%含む。)で、スプレーによるデスマット処理を行い、その後、スプレーで水洗した。
6)陽極酸化処理
図5に示す構造の陽極酸化装置を用いて陽極酸化処理を行った。第1および第2電解部に供給した電解液としては、シュウ酸を用いた。電解液は、いずれも、シュウ酸濃度60g/L(アルミニウムイオンを0.5質量%含む。)、温度38℃であった。その後、スプレーによる水洗を行った。最終的な酸化皮膜の厚さは10μmであった。
(4)LED素子実装ユニットの製造と評価
上記で得られた絶縁性光反射基板を評価して結果を表4に示す。
実施例13は 実施例1の基板を使用しており最表層にクラッド圧延された99.99%のアルミに粗面化処理を施し表面を白くした上で、更に形成される陽極酸化皮膜の均一性が特に優れているため光のロスが少なく高い輝度を示した。
実施例14−18も粗面化処理で白くなる加工を施した上で、均一な陽極酸化皮膜を形成されたので良好な結果であった。
比較例11−13は、配線加工時の加熱で、LEDの実装時に割れが発生し、発光試験に至らなかった。
実施例13〜18の粗面化後の光反射面の全反射率はすべて60%以上であり、平均波長0.01〜100μmの範囲の凹凸を有した。比較例14の全反射率は50%未満であった。
【0051】
【表4】
【0052】
(5)輝度評価
上記のようにして得られた実施例、比較例の光反射基板を用いて、以下のようにして、蛍光体混色型の白色系LED発光ユニットの輝度評価を行なった。
すなわち、図7に示す発光ユニット100の青色LED110に接する形で、各実施例、比較例の光反射基板を、光反射基板140として設け、青色LED110を6Vで駆動させた際の各発光ユニットの輝度を比較した。
比較例14の基板は、表1の実施例1の複合金属体を用いて、粗面化処理1)〜5)を行わず、陽極酸化処理6)のみを行った基板を用いて実施例と同様にLEDユニットを製造した。
その結果、実施例13の絶縁性光反射基板を用いた発光ユニットは、比較例14の基板を用いた発光ユニットと比較して、1.1〜1.3倍の輝度向上効果が得られた。
【符号の説明】
【0053】
1 芯材
2 複合金属体
3 被覆層
5 アルミニウ合金板
7 陽極酸化皮膜
9 粗面化表面
10、20 金属複合基板
30,40 絶縁性光反射基板
11 薄膜系太陽電池
13 絶縁層
14 裏面電極層
15 光吸収層
16 バッファー層
17 透明電極層
18、19 取り出し電極
21 反射防止膜
20 パスロール
22 電解液
24 給電槽
25 酸化槽
26 直流電源
28 陽極
30 陰極
【技術分野】
【0001】
本発明は、金属複合板に関する。本発明の金属複合基板は、その少なくとも1つの表面が陽極酸化皮膜を持つアルミニウムまたはアルミニウム合金で覆われており、高温での強度特性に優れた金属複合基板に関する。
【背景技術】
【0002】
半導体用基板は、絶縁性が要求されるとともに、放熱性が求められる。可撓性が高いことも好ましい。アルミニウム合金を半導体用基板に用いる場合は、アルミニウム合金が良導電性の材料であるため、そのままでは絶縁性を満たすことが出来ないが、表面に陽極酸化皮膜を設けることで、絶縁性が飛躍的に向上する。またアルミニウム合金は、熱伝導率が高い材料であるので、放熱性が優れ、板厚を選定すれば可撓性にも優れる。また、半導体用基板として製造する際、高温での処理がなされる場合があり、その場合には耐熱性が必要となる。
例えば、ポリイミド等比較的耐熱性の高い樹脂材料は絶縁性にすぐれるため、半導体用支持体に使用される場合があるが、過度の高温には耐えられない。この点でもアルミニウム合金基板は、有る程度の高温に耐えられるため優れている。
半導体として絶縁性、耐熱性が要求されるものの例としては、薄膜系太陽電池や、発光ダイオード(以下、LEDという)等が知られている。
【0003】
例えば耐熱性が必要な、薄膜系太陽電池に関しては、以下の種類のものが知られている。太陽電池は、(1)単結晶Si太陽電池、(2)多結晶Si太陽電池、(3)薄膜系太陽電池の3種に大別される。Siウエハーを基板とする単結晶Si太陽電池および多結晶Si太陽電池に対し、薄膜系太陽電池は、ガラス基板、金属基板、樹脂基板といった多様な基板を用い、これらの基板上に薄膜の光吸収層を形成したものである。
前記光吸収層としては、アモルファスSiやナノ結晶SiのSi系薄膜、CdS/CdTe、CIS(Cu−In−Se)、CIGS(Cu−In−Ga−Se)等の化合物系薄膜が用いられる。また、可撓性を有する基板を用いることにより、基板をロールに巻き取りながら絶縁層や薄膜を形成するロール・ツー・ロール方式でフレキシブルな太陽電池セルを連続生産することが可能である。
薄膜系太陽電池用基板としては従来ガラス基板が主に使用されている。これは絶縁性、耐熱性が優れるが、ガラス基板は割れやすく取り扱いに十分な注意が必要であると共に、フレキシブル性に欠ける欠点があった。最近では住宅等の建造物用の電力供給源として太陽電池が注目を集めており、十分な供給電力を確保する上で太陽電池の大型化・大面積化・軽量化が望まれている。そのため、割れにくくフレキシブルであり、軽量化を図ることのできる基板材料として、樹脂基板やアルミニウム合金基板、Feなどの基板にアルミニウムをクラッドした基板などが提案されている。
そして、そのアルミニウム合金基板上に陽極酸化皮膜などの絶縁層を設け、その上に薄膜系太陽電池層を設ける方法が知られている。
光吸収層として上記化合物系薄膜を形成するには、基板上に化合物を配置し、化合物の種類に応じて350〜650℃で焼結する。例えば、連続生産においてCIGS層を形成するには、350〜600℃、4〜20m/分のライン速度で焼結することが好ましく、この温度に耐える基板材料が望ましい。
また、ハンダ付け等による配線などをおこなう際には、ハンダ付けにより一時的に高温がかかる場合あり、この際に問題が無いことが必要である。
【0004】
特許文献1は、基板側からではなく、配線用の線材からはんだ付けの際に太陽電池用半導体基板にクラックが生じ難く、しかも導電性に優れた太陽電池用電極線材を提案している。
【0005】
他の例としてLEDに用いられる基板には、絶縁性と光の反射性が求められる事に加えて、発光時に必要な放熱性、製造工程中の加熱に耐えられる耐熱性が求められる。
例えば、図7は特許文献2,3に記載される蛍光体混色型の白色系LED発光素子の一構成例を示した模式図であり、本発明の発光素子においても構成の一部として用いられてもよいものである。図7において100は白色系LED発光素子であり、外部接続用の電極120,130を有する基板140に、青色LED110がフェースダウンボンディングされており、該青色LED110をYAG系の蛍光粒子150を混入した透明樹脂160でモールドしている。YAG系の蛍光粒子150によって励起された光と、青色LED110の残光により、白色系LED発光素子100から白色系光が発光面側の矢印方向に発光される。
LEDのエネルギー変換効率はまだ低く、可視光になるエネルギー以外の70〜80%は直接LED素子部での発熱になると言われており、LEDが取り付けられる基板には放熱性が要求される。
また、配線などの実装をおこなう際には、ハンダ付け等により一時的に高温がかかる場合あり、前記と同様の問題が起こる場合がある。
また優れた発光特性を得るためには、光反射基板としての機能が必要である。発光出力を向上させる目的で、例えば、特許文献4等に開示されているように、アルミ基板を光反射基板として用いることで、発光ロスを抑え、発光出力を向上させる方法が知られている。しかしながら、可視光の全領域にわたる反射率の向上のためには、反射基板自体の白色化が望まれているが、白色化兼絶縁性付与のために白色樹脂を用いる場合は、発熱により、白色樹脂が劣化してしまう問題があった。
【0006】
これらに共通するのは半導体用の基板としての絶縁性、及び使用中あるいは製造工程の途中での耐熱性である。
これに対し、その陽極酸化皮膜が絶縁層として機能する事が知られているアルミニウム基板を用いると、高温時の強度が不足し、形状維持が困難になる不具合があった。
それに対し高温強度の高いアルミニウム合金としては、FeやMnを添加した合金が知られており、その改善策として特許文献5には、Si:0.25〜0.35質量%、Fe:0.05〜0.3質量%、Cu:0.3〜0.5質量%、Mn:1.2〜1.8質量%、Sc:0.05〜0.4質量%、Zr:0.05〜0.2質量%を含有し、残部がAlおよび不純物からなり、さらにV:0.05〜0.2質量%するアルミニウム合金や、このうちSc濃度が0.07〜0.15質量%、Zr濃度が0.07〜0.1質量%、V濃度が0.07〜0.1質量%であるアルミニウム合金が提案されている。
【0007】
特許文献6にはアルミニウム合金を用いた太陽電池用フレキシブル基板上に設けた陽極酸化皮膜層の機械的強度を上げる方法として、陽極酸化皮膜のマイクロポア形状を特定したものが提案されている。その内容はアルミニウム基材表面にポアを有する陽極酸化皮膜が形成されたアルミニウム合金製絶縁材料であって、上記陽極酸化皮膜の厚さが0.5μm以上であると共に、前記陽極酸化皮膜中に上記ポアの軸心と略直角方向に延設された複数の空孔を有するものである。
【0008】
また、特許文献6の段落15では、陽極酸化処理浴としてはシュウ酸浴または硫酸浴等が適用できるが、合金と処理条件によって陽極酸化皮膜の内部構造が異なり、その結果として、種々の耐電圧が得られることが記載されている。さらに陽極酸化処理後にポアおよび・または空孔にSi酸化物を充填した構造にすることによって、より高い耐電圧を実現可能であることが記載されている。
【0009】
また、特許文献7にはフレキシブル太陽電池の製造に適した被膜付き金属材料に関し、1種のアルカリ金属または複数種のアルカリ金属の混合物を添加された絶縁層を含む被膜を有し、温度範囲0〜600℃での熱膨張係数が12×10−6K−1で、絶縁層は少なくとも1種の酸化物層を含み、該酸化物層はAl2O3、TiO2、HfO2、Ta2O5、Nb2O5、これら酸化物の混合物のうちのいずれか1種の誘電性酸化物、望ましくはAl2O3および/またはTiO2、から実質的に成ることを特徴とする被膜付き鋼製品が記載されている。また、その金属酸化物被膜付き鋼製品を多段ロールプロセス(roll-to-roll process)により製造する方法が記載されている。
また、特許文献8には、基体と表面絶縁層からなる電子材料用基板で、表面絶縁層が1種以上の金属酸化物とそれ以外の非導電性物質からなる絶縁性に優れた電子材料用基板が記載されている。また、金属酸化物として、アルミ基板の表面に設けた陽極酸化皮膜金属酸化物を使うことが記載されている。
また、特許文献9には、アルミニウム合金板を含む金属板表面に厚さ0.5μm以上、中心線平均粗さRa=0.5−200μmの絶縁層を設けることが記載されている。またアルミニウム基板に陽極酸化皮膜を設けて絶縁層に使用することが記載されている。
また特許文献10には、凹凸面を設けた陽極酸化皮膜を持つアルミニウム基板を用いるアモルファス太陽電池基板について記載されている。
また特許文献11には、微細孔を持つ陽極酸化皮膜を持つ太陽電池用基板について記載されている。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】WO2005/114751特開
【特許文献2】特許第2998696号明細書
【特許文献3】特開平11−87784号公報
【特許文献4】2006−100753号特開
【特許文献5】2008−81794号公報
【特許文献6】特開2000−349320号公報
【特許文献7】特表2007−502536号公報
【特許文献8】特開平11−229187号公報
【特許文献9】特開2000−49372号公報
【特許文献10】特開平11−97724号公報
【特許文献11】特開2000−286432号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
半導体用支持体の中でも薄膜系太陽電池に代表されるような、製造工程の中で高温処理を必要とするデバイスの基板では、従来、ガラス基板が多く用いられてきた。ただしガラス基板は、可撓性を持たないため、曲面状に配置することが困難であり、前記特許文献7,8,9,10,11のような金属基板を設ける方法が提案されてきた。しかし、特許文献8,9,10,11が記載するような、表面に絶縁性の陽極酸化被膜を設けたアルミニウムを使用したものでは、高温下での強度が不足して形状保持が困難となるため、高温で光吸収層を設けることが必要な薄膜系太陽電池にする場合、高温下でのハンドリングが困難で安定的に製造することが困難であった。
また、特許文献7が示すような鋼製品に絶縁層を設ける方法も提案されたが、その絶縁性能は不十分で、太陽電池を基板上で直列接合して発電電圧をかせぐことが出来なかった。
一方、特許文献5が示すような高強度のアルミニウム合金も提案されたが、500℃以上の高温で光吸収層を設けることが困難で、特に、平面性が維持できないという不具合が発生した。更に、アルミニウム金属中に添加したFeやMnは、アルミニウムと金属間化合物を生成しやすく、その結果、これら金属間化合物がアルミニウム金属表面に形成される陽極酸化皮膜の欠陥となって耐絶縁性を低下させるという致命的な問題点があり好ましくなかった。
【0012】
これに対し本発明者らは、絶縁性と高温強度が必要な半導体用基板材料として好適な、高温強度に優れ、特に高温下で、平面性を良好に保ち、ハンドリングに耐える材料として、溶融メッキ法等で全面にアルミを設けた複合材に、陽極酸化処理を行った金属複合基板を提供することを提案した。
しかし、この方法は、溶融メッキ法で全面に設けたアルミ材料は組成を厳密に制御することが難しいという問題があった。
【課題を解決するための手段】
【0013】
本発明者らは、薄膜系太陽電池基板などの半導体材料として好適な、高温強度に優れ、特に高温下で、平面性を良好に保ち、ハンドリングに耐える材料として、溶融メッキ法等で芯材の全面にアルミ被覆層を設けた被覆芯材の表面に、アルミニウム板、あるいはアルミニウム合金板を張り付けることにより、表面層のアルミニウム板組成の厳密な管理が可能で、組成を管理できるアルミニウム板に陽極酸化処理を行い、絶縁性と高温強度が優れた基板を提供できることを知見した。これにより、通常のクラッド材では端面からの選択的溶解が起こりやすい不具合を全面のアルミ被覆層で防止し、かつ溶融メッキ等で表面層のアルミニウム層を形成した場合に生じるアルミニウム組成の厳密な管理ができないという問題を解決する。絶縁性能と耐高温強度、高温ハンドリング性、高温熱処理後の平面性に優れる半導体用絶縁基板が得られることを知見し本発明を完成した。これにより、太陽電池、LEDなどの半導体用基板に適した、高温強度と、絶縁性の優れた基板を提供する。
本発明は、高温強度および耐電圧特性に優れた陽極酸化皮膜を表面層に有する金属複合基板、およびその製造方法の提供を目的とする。
【0014】
本発明は、以下の構成を有する。
(1)300℃以上での耐熱強度がアルミニウムより高い金属よりなる芯材の全表面にアルミニウムまたはアルミニウム合金よりなる被覆層を有し、該被覆層の少なくとも一つの表面にアルミニウム板またはアルミニウム合金板を有する金属複合基板であって、前記金属複合基板のアルミニウム板またはアルミニウム合金板の少なくとも一つの表面に陽極酸化皮膜を有する金属複合基板。
(2)前記芯材が鋼であり、前記陽極酸化皮膜が、前記金属複合基板の全表面に設けられ、前記陽極酸化皮膜が、厚さ1〜200μmの多孔質陽極酸化皮膜であるのが好ましい。
【0015】
(3)前記のいずれかに記載の金属複合基板の陽極酸化皮膜が光反射面を有する絶縁性光反射基板であって、該光反射面の320nm超〜700nm波長光の全反射率が50%以上であって、且つ、300nm〜320nm波長光の全反射率が60%以上であることを特徴とする、絶縁性光反射基板。
(4)前記光反射面が、平均波長0.01〜100μmの凹凸を有するのが好ましい。
(5)前記光反射基板の光反射面の上層に青色発光素子を有し、その周りおよび・または上部に蛍光発光体を備える白色系発光ダイオード装置。
(6)前記の金属複合基板に、光吸収層および電極層が形成された薄膜系太陽電池。
(7)前記金属複合基板上に、裏面電極層を介して光吸収層が形成され、該光吸収層が、CdS/CdTe、CIS、およびCIGSのからなるうちのいずれかの化合物を含む薄膜系太陽電池が好ましい。
(8)300℃以上での耐熱強度がアルミニウムより高い金属よりなる芯材を、その全表面をアルミニウムまたはアルミニウム合金で被覆し、得られるアルミニウムまたはアルミニウム合金層の少なくとも一つの表面に、アルミニウム板あるいはアルミニウム合金板を貼り合わせ、得られるアルミニウム板あるいはアルミニウム合金板の少なくとも一つの表面に陽極酸化処理、水洗処理、乾燥処理を行う金属複合基板の製造方法。
【発明の効果】
【0016】
本発明の、金属複合基板は、高温熱処理時の平面性が優れ、かつ表面に皮膜欠陥が無い陽極酸化皮膜を持つ。高温下での蒸着処理等の各種処理に耐えるので、太陽電池基板用、LED保持基板用などの絶縁性基板として、バッチ式、あるいはロール・ツー・ロール方式で各種半導体装置を効率良く生産することができる。
また、本発明の金属複合基板は、芯材の全表面がアルミニウムまたはアルミニウム合金で被覆されその上層にアルミニウムまたはアルミニウム合金板が張り付けられているので、組成が管理されたアルミニウム板の少なくとも1つの表面を陽極酸化処理して陽極酸化皮膜とすることができ優れた絶縁性が得られ耐電圧特性が高い。また、その全表面に陽極酸化皮膜を設ければ、陽極酸化皮膜を一部の表面に有する基板と比べて、端面まで絶縁性で高温強度、機械的強度も高い端面を形成できることから、基板としての絶縁性もより優れ、耐傷性が高く、酸性溶液中での陽極酸化処理時に、端部からの溶解を発生させずに表面処理性が優れている。
【図面の簡単な説明】
【0017】
【図1】図1は、本発明の金属複合基板の1例を示す断面図である。
【図2】図2は、本発明の別の態様の金属複合基板を示す断面図である。
【図3】図3は、本発明の絶縁性光反射基板の1例を示す断面図である。
【図4】図4は、本発明の別の態様の絶縁性光反射基板を示す断面図である。
【図5】図5は、本発明の基板の作製における陽極酸化処理に用いられる陽極酸化処理装置の概略図である。
【図6】図6は、本発明の金属複合基板を用いた薄膜系太陽電池の一般的な構成の1例を示す断面図である。
【図7】蛍光体混色型の白色系発光ダイオードユニットの1構成例を示す概略図である。
【発明を実施するための形態】
【0018】
<金属複合基板>
本発明の金属複合基板の好適例を図1および図2に断面図で示す。以下の説明でアルミニウム、アルミニウム合金、アルミとそれぞれいう場合は、アルミニウムまたはアルミニウム合金を意味する場合がある。
図1に示す金属複合基板10は、芯材1の全面を、アルミニウム合金で被覆しアルミニウム合金被覆層3とし、その少なくとも1つの表面にアルミニウム合金板5を貼り合わせ、張り合わせたアルミニウム合金板層の少なくとも1つの表面に陽極酸化皮膜7を有する。
図2は、本発明の別の態様の金属複合基板20で、図1と同様にアルミニウム合金板5を貼り合わせ、張り合わせたアルミニウム合金板層を含むすべてのアルミニウム合金表面に陽極酸化皮膜7を有する実施態様を示す。
【0019】
[1.芯材]
本発明で用いる芯材はアルミニウム合金より300℃以上での耐熱強度が高い金属材料が使用される。耐熱強度は具体的には300℃以上での引っ張り強度を指標とすることができる。例えば、鋼、チタン、ニッケルなどを選べるが、実用的かつ高価でないこと、フレキシブルであることが望ましいので、鋼が望ましく、軟鋼、耐熱鋼、ステンレス鋼が使用される。耐熱性の面からは、鋼の中でも耐熱鋼、ステンレス鋼がより望ましい。
軟鋼は、低炭素鋼で、SS400等が使用出来る。
耐熱鋼は、数%のクロムやニッケル、コバルト、タングステン等を含むもので、オーステナイト系、フェライト系、マルテンサイト系に分類される。板材に使用される鋼としてはオーステナイト系、フェライト系の耐熱鋼が望ましく、オーステナイト系の耐熱鋼ではSUH309,SUH310,SUH330,SUH660、SUH661等が好ましい。フェライト系の耐熱鋼では、SUH21,SUH409,SUH446等が好ましい。
【0020】
ステンレス鋼は、11%以上のクロム、あるいは11%以上のクロムを含みNiをも含む鋼である。ステンレス鋼の材質は、オーステナイト系、フェライト系、マルテンサイト系に分類される。オーステナイト系ステンレスとしてはSUS304、SUS316、SUS310、SUS309、SUS317,SUS321,SUS347等が使用できる。フェライト系ステンレスとしてはSUS430、SUS405,SUS410,SUS436、SUS444等が使用できる。マルテンサイト系ステンレスとしては、SUS403,SUS440、SUS420、SUS410等が使用できる。この内、フレキシブルな板として使用する場合は、オーステナイト系あるいはフェライト系が好ましい。特に耐熱強度を高くしたい場合はオーステナイト系を使用することが好ましい。SUS304、316が一般的だが、特に一層高い耐熱性を求める場合はSUS310、SUS309を使用することが好ましい。板の厚さは可撓性に影響するので、過度の剛性不足を伴わない範囲で薄くすることが好ましい。フレキシビリティの観点からは厚さ0.5mm以下、好ましくは0.3mm以下、さらに好ましくは0.1mm以下が好ましい。板厚を薄くすることは、原材料コストの面からも好ましい。ただし、ハンドリング時の最低限の剛性を確保する上では下限は0.03mm以上であることが好ましい。
【0021】
[2.アルミニウムまたはアルミニウム合金]
本発明の芯材被覆層およびアルミニウム合金板層に用いるアルミニウムまたはアルミニウム合金は、不要な金属間化合物を含まないことが望ましい。具体的には不純物の少ない、99質量%以上の純度のアルミであることが望ましい。例えば、99.99質量%Al、99.96質量%Al、99.9質量%Al、99.85質量%Al、99.7質量%AL、99.5質量%Al等が望ましい。あるいは、金属間化合物を作りにくい元素を添加することも出来る。例えば99.9質量%のAlにマグネシウムを2.0〜7.0質量%添加したアルミニウム合金にすることも出来る。マグネシウム以外では、Cu、Siなど、固溶限界の高い添加元素を選ぶことが出来る。絶縁性のある半導体基板に適用する場合は、Alの純度を高め、析出物に起因する金属間化合物を避け、絶縁層の健全性を増すことが出来る。これはアルミニウム合金の陽極酸化を行った場合、金属間化合物が起点となって、絶縁不良を起こす可能性が増えるからである。平版印刷版用支持体に適用する場合は、表面層のアルミに、電気化学的粗面化性を制御可能な元素を添加することが出来る。例えば、CuやSiはその代表例である。
【0022】
[3.芯材被覆層]
芯材に高温強度の高い材料を用い、その被覆層としてアルミニウムまたはアルミニウム合金層を被覆する。被覆方法は、蒸着、溶融メッキまたは電気メッキ法等がある。本発明では、端面の保護がしやすい電気メッキ、溶融メッキ法が好ましい方法である。
被覆層の厚さは好ましくは最低10μm以上である。好ましくは20μm以上、更に望ましくは30μm以上が良い。厚さの上限は、溶融メッキで形成される場合は工程上の制約を受けるが、100μm以下が好ましく、50μm以下がさらに好ましい。
溶融メッキ法については特開平8−144037号公報に記載の方法を使用できる。
【0023】
アルミ溶融メッキ法の複合材としては、日新製鋼社のアルスター鋼板、アルスターステンレス、新日本製鐵社のアルシートが知られていて、これらを用いることもできる。
被覆されるアルミ層は、組成中の微量成分の制御が難しく、これを表面層とすると陽極酸化処理される表面層のアルミニウム組成を所望の組成にすることは困難である。
【0024】
[4.アルミニウム合金板]
そこで、芯材にアルミ被覆を施した被覆芯材は、その少なくとも1つの表面にアルミニウム板を貼りつける。貼り付ける方法は、好ましくはクラッド圧延により貼り付ける。アルミニウム合金板の厚さは限定されないが、1μm〜5mmが好ましい。
これにより、溶融メッキで設けたアルミ層の組成制御が困難であるのに対し、予め組成制御を行ったアルミニウム合金板を表層に設けることが可能となる。
クラッド圧延方法としては、特開2001−18074号公報に記載の方法が例示できる。
クラッド圧延方法の1例は、アルミニウム合金板の圧延温度を300〜500℃の範囲に、アルミニウム合金被覆芯材の圧延温度を250〜450℃の範囲に調整すると共に、圧下率を適切な範囲に選択してアルミニウム合金被覆層を全面に有する芯材とアルミニウム合金板とを貼り合わせる。
【0025】
[5.複合金属体]
得られる複合金属体は、厚さ20〜5000μmであり、板幅は100〜2000mmである。
アルミニウム合金板層の表面粗度は用途に応じて選択される。太陽電池用基板の場合は鏡面仕上げされていることが好ましく、LED用基板の場合は必要な反射率に応じた表面粗度にすることが好ましい。その表面粗さRaが0.1nm〜2μmであることが好ましく、1nm〜0.5μmであることが特に好ましい。
複合金属体の強度は、500℃以上に熱処理をされている中での引っ張り強度が5MPa以上あることが必要で、望ましくは10MPa以上あることが好ましい。
また、500℃以上で熱処理されている中で、クリープを起こさないため、500℃、10分間保持された際、最大0.1%の塑性変形を起こす強度が0.2MPa以上あることが好ましく、望ましくは0.4MPa以上、更に望ましくは1MPa以上である。
この複合金属体は、必要な場合にはさらにアルミニウム表面の粗面化や陽極酸化処理を行い、表面硬度、画像記録層との密着に優れ、高温バーニング処理を行っても支持体の強度低下や平面性低下を起こさない平版印刷版用支持体としても有用である。
【0026】
[6.表面処理方法(陽極酸化皮膜の形成)]
表層のアルミニウム合金板層は、必要に応じて、汚れ等を除去するための洗浄処理を、酸あるいは有機溶剤などを用いて行われることが好ましい。
その後、硫酸、リン酸、シュウ酸などの酸性溶液中で陽極酸化処理を行う。陽極酸化皮膜の厚みは5μm以上が望ましく、10μm以上が更に望ましい。ただし過度に分厚い陽極酸化皮膜は、皮膜生成に要するコスト、時間がかかるため好ましくない。現実的には最大50μm以下、望ましくは30μm以下が望ましい。
陽極酸化処理に用いる電解液は、望ましくは、硫酸またはシュウ酸水溶液を用いる。得られる陽極酸化皮膜の健全性はシュウ酸皮膜が優れる。一方、連続処理生産性は硫酸が優れる。
【0027】
好ましい陽極酸化処理条件を以下に示す。
陽極酸化処理に用いる電流は、交流、直流、交直重畳電流を用いることが可能であり、電流の与え方は、電解初期から一定でも漸増法を用いてもよいが、直流を用いる方法が特に好ましい。
陽極酸化処理は、複合材板の表裏、2側面同時におこなってもよいし、表裏同時に、次に2側面で行ってもよいし、または片面ずつ逐次おこなってもよい。
アルミニウム表面の電解液流速並びに流速の与え方、電解槽、電極、電解液の濃度制御方法は、公知の陽極酸化処理方法を用いることが可能である。
たとえば、特開2002-362055号公報、特開2003-001960号公報、特開平6−207299号公報、特開平6−235089号公報、特開平6−280091号公報、特開平7−278888号公報、特開平10−109480号公報、特開平11−106998号公報、特開2000−17499号公報、特開2001−11698号公報、特開2005−60781号公報、の記載が一例である。複合材板の対極としては、アルミニウムを陽極としたときの対極(陰極)としてアルミニウム、カーボン、チタン、ニオブ、ジルコニウム、ステンレスなどを用いることが可能である。アルミニウムを陰極としたときの対極(陽極)として、鉛、白金、酸化イリジウムなどを用いることが可能である。
【0028】
図5に、本発明の陽極酸化処理に用いることができる装置の一例を示す。装置は、被覆芯材の少なくとも1つの表面にアルミニウム合金板を張り付けた複合金属体2を複数のパスロール20を介して搬送し、所定の電解液22中で直流電流を通電することでその表面に陽極酸化皮膜を設ける。図5では、図中左から搬送された複合金属体2はパスロール20に転接して給電槽24に入り、そこで電解液22を介して陽極28から通電される。複合金属体2は次に酸化層25に搬送されて、プラス(アノード)になり、陰極30に対抗して搬送され陽極酸化が行われる。陽極酸化皮膜を厚く設けるためには、酸化層25の処理長を給電槽24の処理長より長くすることで対応が出来る。
図5は、電極が複合金属体の陽極酸化される面に対し、下面に配置されている例を示しているが、図2、図4に示すような複合金属体2の全面に陽極酸化皮膜を設ける場合は、電極形状を両面で陽極酸化が出来るような形態にすることで可能となる。両面に陽極酸化できるように電極を設置することで、板の端面でも電気力線が回り込み、陽極酸化が行われる。
(a)硫酸水溶液中での陽極酸化処理
硫酸100〜300g/L、更に好ましくは120〜200g/L(アルミニウムイオンを0〜10g/L含む)、液温10〜55℃(特に好ましくは20〜50℃)、電流密度10〜100A/dm2(特に好ましくは20〜80A/dm2)、電解処理時間5〜300秒(特に好ましくは5〜120秒)で、複合材板を陽極として陽極酸化処理する。このときの複合材板と対極間の電圧は、10〜150Vであることが好ましく、電圧は電解浴組成、液温、アルミニウム界面の流速、電源波形、複合材板と対極との間の距離、電解時間などによって変化する。
アルミニウムイオンは電解液中に、電気化学的または化学的に溶解するが、予め硫酸アルミニウムを添加しておくことが特に好ましい。また、アルミニウム合金中に含まれる微量元素が溶解していても良い。
【0029】
(b)シュウ酸水溶液中での陽極酸化処理
シュウ酸10〜150g/L(特に好ましくは30〜100g/L)、アルミニウムイオンを0〜10g/Lを含むことが好ましい。液温10〜55℃(特に好ましくは10〜30℃)、電流密度0.1〜50A/dm2(特に好ましくは0.5〜10A/dm2)、電解処理時間1〜100分(特に好ましくは30〜80分)で、複合材板を陽極として陽極酸化処理する。このときの複合材板と対極間の電圧は、10〜150Vであることが好ましく、電圧は電解浴組成、液温、アルミニウム界面の流速、電源波形、複合材板と対極との間の距離、電解時間などによって変化する。
アルミニウムイオンは電解液中に、電気化学的または化学的に溶解するが、予めシュウ酸アルミニウムを添加しておいても良い。また、アルミニウム合金中に含まれる微量元素が溶解していても良い。
【0030】
[ホウ酸電解処理(封孔処理)]
陽極酸化処理したアルミニウム合金板は、特に絶縁性を高めたい場合には、次にホウ酸液中で封孔処理することが望ましい。
封孔処理は、電気化学的な方法、化学的な方法が知られているが、複合基板のアルミニウムを陽極にした電気化学的な方法(陽極処理)が特に好ましい。
電気化学的な方法は、アルミニウムまたはその合金を陽極にして直流電流を加え、封孔処理する方法が好ましい。電解液はホウ酸水溶液が好ましく、ホウ酸水溶液にナトリウムを含むホウ酸塩を添加した水溶液が好ましい。ホウ酸塩としては、八ほう酸二ナトリウム、テトラフェニルほう酸ナトリウム、テトラフルオロほう酸ナトリウム、ペルオキソほう酸ナトリウム、四ほう酸ナトリウム、メタほう酸ナトリウムなどがある。これらのホウ酸塩は、無水または水和物として入手することができる。
【0031】
封孔処理に用いる電解液として、特には、0.1〜2mol/Lのホウ酸水溶液に、0.01〜0.5mol/Lの四ほう酸ナトリウムを添加した水溶液を用いることが特に好ましい。アルミニウムイオンは0〜0.1mol/L溶解していることが好ましい。アルミニウムイオンは、電解液中へ封孔処理により化学的または電気化学的に溶解するが、予めホウ酸アルミニウムを添加して電解する方法が特に好ましい。また、アルミニウム合金中に含まれる微量元素が溶解していても良い。
好ましい封孔処理条件は、液温10〜55℃(特に好ましくは10〜30℃)、電流密度0.01〜5A/dm2(特に好ましくは0.1〜3A/dm2)、電解処理時間0.1〜10分(特に好ましくは1〜5分)である。
電流は、交流、直流、交直重畳電流を用いることが可能であり、電流の与え方は、電解初期から一定でも漸増法を用いてもよいが、直流を用いる方法が特に好ましい。電流の与え方は、定電圧法、定電流法どちらを用いても良い。
このときの複合基板と対極間の電圧は、100〜1000Vであることが好ましく、電圧は電解浴組成、液温、アルミニウム界面の流速、電源波形、複合材板と対極との間の距離、電解時間などによって変化する。
封孔処理は、複合基板の表裏同時におこなってもよいし、片面ずつ逐次おこなってもよい。
アルミニウム表面の電解液流速並びに流速の与え方、電解槽、電極、電解液の濃度制御方法は、前記陽極酸化処理に記載の公知の陽極酸化処理方法、並びに封孔処理の方法を用いることが可能である。ホウ酸ナトリウムを含むホウ酸水溶液中で陽極酸化処理する際の膜厚は100nm以上が望ましく、更に望ましくは300nm以上である。上限は多孔質陽極酸化皮膜の膜厚になるが、生産コストの面からは1μm以下が現実的な上限となる。
これにより、半導体基板用金属複合基板、特に高温強度が必要で、可とう性のメリットがある、薄膜太陽電池基板用金属複合基板を提供できる。
また、化学的な好ましい方法は、陽極酸化処理後にポアおよび・または空孔にSi酸化物を充填した構造にすることも可能である。Si酸化物による充填はSi−O結合を有する化合物を含む溶液を塗布、または、珪酸ソーダ水溶液(1号珪酸ソーダまたは3号珪酸ソーダ、1〜5質量%水溶液、20〜70℃)に、1〜30秒間浸せき後に水洗・乾燥し、更に200〜600℃で1〜60分間焼成する方法も可能である。
化学的な好ましい方法として、前記珪酸ソーダ水溶液のほかに、フッ化ジルコン酸ソーダおよび・またはリン酸2水素ナトリウムの単体または混合比率が重量比で5:1〜1:5の混合水溶液の、濃度1〜5質量%の液に、20〜70℃で1〜60秒浸せきすることで封孔処理をおこなう方法を用いることも可能である。
【0032】
<絶縁性光反射基板(LED用基板)>
本発明の絶縁性光反射基板の好適例を図3および図4に断面図で示す。
図3に示す本発明の絶縁性光反射基板30は、芯材1の全面を、アルミニウム合金で被覆しアルミニウム合金被覆層3とし、その少なくとも1つの表面にアルミニウム合金板5を貼り合わせ、張り合わせたアルミニウム合金板層の少なくとも1つの表面を粗面化して粗面化表面9を得る。さらにその粗面化表面9を陽極酸化して粗面化表面を形成する陽極酸化皮膜7を有する。
図4は、本発明の他の態様の絶縁性光反射基板40で、図3と同様にアルミニウム合金被覆層3を得て、その少なくとも1つの表面にアルミニウム合金板5を貼り合わせ、張り合わせたアルミニウム合金板層の少なくとも1つの表面を粗面化して粗面化表面9を得る。さらにその粗面化表面9を含むすべてのアルミニウム合金表面を陽極酸化して陽極酸化皮膜7を全面に有する絶縁性光反射基板40である。
LED基板に必要な要件は、絶縁性と光反射性である。また本発明の絶縁性光反射基板は更に、加熱雰囲気に置いても基板の平面性が低下せず、基板の絶縁性が低下しない。
本発明の絶縁性光反射基板は、陽極酸化皮膜である絶縁層と、該絶縁層が粗面化表面に形成され絶縁層と接して金属層を有し、320nm超〜700nm波長光の光反射率が50%以上であって、且つ、300nm〜320nm波長の光反射率が60%以上、である。ここで全反射率は例えば分光光度計で測定される。
【0033】
[1.表面形状]
本発明に用いられる絶縁性光反射基板は、上記反射率を満たすべく、その表面が、平均波長0.01〜100μmの凹凸を有するのが好ましい。また、異なる波長の凹凸が重畳された形状をとっていてもよい。
本発明の光反射基板の表面がこのような凹凸を有すると、光拡散効果の向上、且つ、発光吸収効果/干渉効果(反射としてのロスとなりうる効果)を抑えることができると推定される。このため、本発明の光反射基板は、その光反射性に優れる。
平均波長5〜100μmの凹凸(以下「大波構造」ともいう。)は、光散乱性の効果がよりよくなる点で、平均波長7〜75μmであるのが好ましく、平均波長10〜50μmであるのがより好ましい。
本発明の光反射基板の表面は、上記凹凸か、以下の凹凸かのいずれかを有する構造であるのが好ましい。
平均波長0.5〜5μmの凹凸(以下「中波構造」ともいう。)は、光散乱性がより大きくなり、また、光吸収効果が抑えられる点で、平均波長0.7〜4μmであるのが好ましく、平均波長1〜3μmであるのがより好ましい。
平均波長0.01〜0.5μmの凹凸(以下「小波構造」ともいう。)は、可視光の干渉効果が抑えられる点で、平均波長0.015〜0.4μmであるのが好ましく、平均波長0.02〜0.3μmであるのがより好ましい。
本発明の光反射基板の表面は、上述した大波構造、中波構造および小波構造からなる群から選ばれる少なくとも一つを有するが、反射率をより高くすることができる点で、これらの二つ以上を重畳して有するのが好ましく、三つすべてを重畳して有するのがより好ましい。
【0034】
ここで粗面化処理で得られた凹凸の平均波長の測定方法は、例えば本発明の実施例に記載の方法でもよく、また、他の方法としては、小波構造の平均波長は、粗面化された表面を、表面に垂直な方向から、走査型電子顕微鏡(S−900、日立製作所社製)を用いて倍率30000倍のSEM写真を撮影する。SEM写真において、凹部を取り囲む輪郭が識別できる形状をピットとし、その長径と短径の平均値が1.0μm以下のピットであって、ピットの中に更にピットを含まないものを小波とする。但しこの際のピットに陽極酸化皮膜に起因するマイクロポアの凹部は除外する。ピット100個の平均値を持って小波の平均波長とする。
大波構造、中波構造の平均波長は、日本電子社製の走査型電子顕微鏡JSM5500を用いて、法線方向から30度傾斜させて倍率2000倍で観察し、波長5μm以上の凹凸成分および波長0.6μm以上5μm未満の凹凸成分を水平方向にそれぞれ30点測定し、それぞれの平均値を大波構造および中波構造の平均波長とする。
【0035】
[2.光反射面の形成(粗面化処理および陽極酸化処理)]
光反射面の形成は、以下の粗面化処理後に陽極酸化処理を行う。陽極酸化処理は上記の処理と同様であるので、以下は粗面化処理を説明する。
<表面処理>
本発明の絶縁性光反射基板を製造する際の表面処理は、粗面化処理および陽極酸化処理を含む。表面処理工程は、粗面化処理および陽極酸化処理以外の各種の工程を含んでいてもよい。
上述した表面形状を形成させるための代表的方法として、アルミニウム板に機械的粗面化処理、アルカリエッチング処理、酸によるデスマット処理および電解液を用いた電気化学的粗面化処理を順次施す方法、アルミニウム板に機械的粗面化処理、アルカリエッチング処理、酸によるデスマット処理および異なる電解液を用いた電気化学的粗面化処理を複数回施す方法、アルミニウム板にアルカリエッチング処理、酸によるデスマット処理および電解液を用いた電気化学的粗面化処理を順次施す方法、アルミニウム板にアルカリエッチング処理、酸によるデスマット処理および異なる電解液を用いた電気化学的粗面化処理を複数回施す方法が挙げられるが、本発明はこれらに限定されない。これらの方法において、前記電気化学的粗面化処理の後、更に、アルカリエッチング処理および酸によるデスマット処理を施してもよい。
【0036】
中でも、他の処理(アルカリエッチング処理等)の条件にもよるが、大波構造、中波構造および小波構造が重畳した表面形状を形成させるには、機械的粗面化処理、硝酸を主体とする電解液を用いた電気化学的粗面化処理および塩酸を主体とする電解液を用いた電気化学的粗面化処理を順次施す方法が好適に挙げられる。また、大波構造および小波構造が重畳した表面形状を形成させるには、塩酸を主体とする電解液を用い、アノード反応にあずかる電気量の総和を大きくした電気化学的粗面化処理のみを施す方法が好適に挙げられる。
上記各粗面化処理の詳細については特願2010-010820号明細書に記載されている。
【0037】
<半導体用基板の製造方法>
本発明の金属複合基板を用いて半導体デバイスの基板とする場合は必要な場合はそれぞれの工程に必要な大きさにサイジングされる。また、側面や底面のアルミニウムやアルミニウム合金または陽極酸化処理されたアルミニウムやアルミニウム合金を、溶解したり切削することにより除去して、一部の面に芯材またはアルミニウムが露出していてもよく、その場合も本発明の金属複合材基板に含まれる。
【0038】
<太陽電池の製造方法>
太陽電池は、(1)単結晶Si太陽電池、(2)多結晶Si太陽電池、(3)薄膜型太陽電池の3種に大別される。本発明のようなフレキシブルな金属複合基板を用いる場合、薄膜型太陽電池への利用が適している。薄膜型太陽電池としては、光吸収層の種類によって、薄膜Si型、化合物型の2種類が代表的である。
薄膜Si型は、CVD法等でアモルファスSi、又は微結晶Siの薄膜を設ける方法で、化合物型にはGaAs型太陽電池、CIS(カルコバイライト系)型太陽電池等が知られている。CIS型は、Siの替わりに、Cu、In,Ga、Se、S等の化合物を用いる太陽電池で、化合物によってCIS、CIGS、CIGSS等の略称を持つ。
【0039】
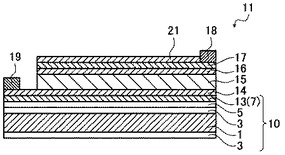
図6は本発明の金属複合基板を用いることが可能な薄膜系太陽電池11の一般的な構成の一例を示す断面図である。
芯材1の全面を、アルミニウム合金で被覆しアルミニウム合金被覆層3とし、その少なくとも1つの表面にアルミニウム合金板5を貼り合わせ、張り合わせたアルミニウム合金板層の少なくとも1つの表面に陽極酸化皮膜7を絶縁層13として有する本発明の金属複合材基板10を基板として用いる。さらに絶縁層13を介して裏面電極層14が積層され、さらに光吸収層15、バッファー層16、透明電極層17が順次積層され、透明電極層17および裏面電極層14に取り出し電極18、19が積層されている。さらに、透明電極層17の露出部分は反射防止膜21で被覆されている。
また、図6に例示した薄膜系太陽電池において、裏面電極層14、光吸収層15、バッファー層16、透明電極層17、取り出し電極18、19の材料や厚さは何ら限定されない。例えば、CISまたはCIGSを用いた薄膜系太陽電池において、各層は以下の材料と厚さを例示できる。
裏面電極層14の材料は導電性を有する材料で厚さは0.1〜1μmである。積層には、太陽電池の製造に一般的に使用される手法を用いればよく、例えば、スパッタリング法や蒸着法などを用いればよい。材料は、導電性を有する限り特に 限定されず、例えば、体積抵抗率が6×106 Ω・cm以下の金属、半導体などを用いればよい。具体的には、例えば 、Mo(モリブデン)を積層すればよい。形状は特に限定されず、太陽電池として必要な形状に応じて任意の形状に積層すればよい。
【0040】
<薄膜系太陽電池>
薄膜系太陽電池の製作はロール・ツー・ロール方式で行うことができる。即ち、所定厚さに成形されてロールに巻かれた金属複合基板は、巻き出しロールから巻き取りロールに巻き取られる間に後述する各層の形成が順次行われ、あるいは巻き取り毎に各層の形成が行われる。
本発明の金属複合基板の製造においては、ロールツーロールプロセスにより、陽極酸化処理、封孔処理までおこなわれることが特に好ましい。
その後、前記処理をおこなって一旦巻き取られた金属複合基板を再送り出しして後述する各層の形成が順次行われ、太陽電池を形成し、その後裁断処理して太陽電池とする方法が好ましい。また、陽極酸化処理、封孔処理をおこなった後に裁断し、その後太陽電池を形成する方法も好ましい。
【実施例】
【0041】
<実施例および比較例>
以下に実施例、比較例により、本発明を説明するが、本発明はこれらの具体例に限定されない。以下の実施例中の%は特に断らない限り質量%である。
芯材に厚み100μmの金属材料(ステンレス鋼と鋼)を用い、厚み25μmのアルミニウム合金を全面に溶融メッキ法で設けた。溶融メッキに使用したアルミはAl純度=99.99%、99.9%、99%の3水準を検討した。
芯材としてはステンレス鋼SUS304、耐熱鋼SUH309、軟鋼SS400の3水準を検討した。
本願実施例は各溶融メッキ材料に厚さ50μmのアルミ板をクラッド圧延で張り付けた(複合金属体の全厚さ0.2mm)。圧延速度は4m/minとした。アルミ板は、Al純度=99.99%、99.9%の2水準と、Al純度99.99%の原料とMgを溶解し、Al95.4%+Mg4.5%の材料1水準の計3水準を検討した。
比較例1〜3は、上記芯材に溶融メッキで3水準のアルミをメッキし、その後のアルミニウム合金板の張り付け(クラッド圧延)は実施しなかったが、溶融メッキ厚さは基板表面で50μmとした。
比較例4はアルミニウム合金の被覆層である溶融メッキを行わず、実施例と同様の芯材にクラッド圧延で99.9%の純度のAl板(厚さ0.1mm)を貼り付けた。
比較例5〜7は、各水準のAl板(厚さ0.2mm)そのものを基板とした。
【0042】
【表1】
(1)金属複合基板の製造と評価
各板の表面は鏡面ロールで圧延することでRa=0.05μmになるように仕上げた。
まず、表面を硫酸15%、液温度30℃にて10秒洗浄後、水洗を行い、シュウ酸(1mol/L液)中で直流による陽極酸化処理を行い、陽極酸化皮膜20μmの皮膜を生成し、水洗した。
各基板を180度折り曲げることで、陽極酸化皮膜を割り、その破面を同様に電子顕微鏡観察することで、陽極酸化皮膜の厚みを測定した。
複合金属体の実施例1、2、3、4、5、6と、比較例1、2、3,5,6,7は陽極酸化皮膜が形成できていたが、比較例4は、板の端面において芯材とアルミの界面にて溶解が進み、表面の陽極酸化皮膜厚みが不足、端面の溶解が進む問題が発生し、評価を中止した。
【0043】
評価1
以上の実施例1〜6,比較例1〜3,5〜7各材料について、硫酸洗浄、水洗後、シュウ酸陽極酸化処理(皮膜厚み=20μm)、水洗を実施した。
次に各試料を300mm×300mmの大きさに切り出し、表面の絶縁性評価を100箇所行った。絶縁性は抵抗値が1MΩ以上あった場合を合格として判断した。1〜10MΩの場合○、10MΩ以上の場合を◎、1MΩ未満を×とした。絶縁性は、550℃×30分間の加熱前、加熱後でそれぞれ測定を行った。
加熱後の平面性は、室温にて、ガラス定盤上で評価した。平面性は浮き上がり量を金尺で測定した。浮き上がり量が3mm以下の物についてはテーパゲージを使用して測定した。表2に結果を示す。
加熱後の陽極酸化皮膜のクラック発生有無については、目視検査を行った。クラック発生が無い場合を○。一箇所でもクラック発生がある場合を×とした。
【0044】
【表2】
【0045】
実施例1〜6は何れも加熱後の平面性、加熱前後の絶縁性が良好で、特に99.99%Al材板をクラッドで貼りつけた実施例1と、Al95.4%+Mg4.5%材板をクラッドで貼りつけた実施例6の材料は加熱後も絶縁性が良好であった。加熱後のクラック発生も無かった。
比較例1、2は、加熱前絶縁性は目標内であるが、加熱後の絶縁性が低下する。溶融メッキでアルミをメッキした際に、芯材、メッキ槽から不純物が混入したアルミが最表層になるため、陽極酸化を行った後も、陽極酸化皮膜中に不純物が混入し、絶縁抵抗が低下した為である。その傾向は、加熱後において顕著になる。これは加熱によって、不純物元素の拡散が起こるためと考えられる。
比較例3は、溶融メッキのアルミ純度が低いことから加熱前から絶縁性が低下している。
比較例5,6,7は芯材を持たないため高温処理に耐えられず、歪みと、反りが発生し平面性が低下した。加熱後、陽極酸化皮膜にもクラックが発生した。
【0046】
(2)太陽電池の製造と評価
次に、絶縁性が合格であった金属複合基板(0.3mm×300mm×300mm)を用いて、CIGS型の太陽電池を作成した。基板には実施例1、2、3、4、5、6と比較例5,6,7と同じ基板を用いた。特開2009‐267337号出願の段落244,245に記載の方法と同様の方法で作成した。まず、蒸着法にて 約1μmのMo電極を片面に形成した。更に、CIGS層を設け、引き続き、約1μmのZnOからなる透明電極を設け、太陽電池を製造した。太陽電池として機能することの確認のため、皮膜の一部を切削し、Mo電極層を露出し、表層のZnO電極層との間で、テスターを用いて、太陽光による発電可否を調べた。
その際、比較例8、9はMo製膜の途中で、比較例10はCIGS製膜の途中で板が反り、表面にクラックが入る不具合がおこり、太陽電池に仕上げることが出来なかった。表3に結果を示す。
【0047】
【表3】
【0048】
(3)絶縁性光反射基板の製造
基板は表1と同じ実施例、比較例の材料を使用し、以下の粗面化処理を行って表3に示す絶縁性光反射基板を得た。
1)アルカリエッチング処理
上記で得られた実施例・比較例の複合金属体をカセイソーダ濃度2.6質量%、アルミニウムイオン濃度6.5質量%、温度70℃の水溶液を用いてスプレーによるエッチング処理を行い、アルミニウム板を6g/m2溶解した。その後、スプレーによる水洗を行った。
2)デスマット処理
温度30℃の硝酸濃度1質量%水溶液(アルミニウムイオンを0.5質量%含む。)で、スプレーによるデスマット処理を行い、その後、スプレーで水洗した。デスマット処理に用いた硝酸水溶液は、硝酸水溶液中で交流を用いて電気化学的粗面化処理を行う工程の廃液を用いた。
【0049】
3)電気化学的粗面化処理
60Hzの交流電圧を用いて連続的に電気化学的な粗面化処理を行った。このときの電解液は、硝酸10.5g/L水溶液(アルミニウムイオンを5g/L、アンモニウムイオンを0.007質量%含む。)、液温50℃であった。交流電源波形は台形波(特願2010-010820号の図1参照)であり、電流値がゼロからピークに達するまでの時間TPが0.8msec、duty比1:1、台形の矩形波交流を用いて、カーボン電極を対極として電気化学的な粗面化処理を行った。補助アノードにはフェライトを用いた。使用した電解槽は特願2010-010820号の図2に示すものを使用した。電流密度は電流のピーク値で30A/dm2、電気量はアルミニウム板が陽極時の電気量の総和で220C/dm2であった。補助陽極には電源から流れる電流の5%を分流させた。その後、スプレーによる水洗を行った。
【0050】
4)アルカリエッチング処理
アルミニウム板をカセイソーダ濃度26質量%、アルミニウムイオン濃度6.5質量%の水溶液を用いてスプレーによるエッチング処理を32℃で行い、アルミニウム板を0.3g/m2溶解し、前段の交流を用いて電気化学的粗面化処理を行ったときに生成した水酸化アルミニウムを主体とするスマット成分を除去し、また、生成した凹凸のエッジ部分を溶解してエッジ部分を滑らかにした。その後、スプレーによる水洗を行った。
5)デスマット処理
温度30℃の硫酸濃度15質量%水溶液(アルミニウムイオンを4.5質量%含む。)で、スプレーによるデスマット処理を行い、その後、スプレーで水洗した。
6)陽極酸化処理
図5に示す構造の陽極酸化装置を用いて陽極酸化処理を行った。第1および第2電解部に供給した電解液としては、シュウ酸を用いた。電解液は、いずれも、シュウ酸濃度60g/L(アルミニウムイオンを0.5質量%含む。)、温度38℃であった。その後、スプレーによる水洗を行った。最終的な酸化皮膜の厚さは10μmであった。
(4)LED素子実装ユニットの製造と評価
上記で得られた絶縁性光反射基板を評価して結果を表4に示す。
実施例13は 実施例1の基板を使用しており最表層にクラッド圧延された99.99%のアルミに粗面化処理を施し表面を白くした上で、更に形成される陽極酸化皮膜の均一性が特に優れているため光のロスが少なく高い輝度を示した。
実施例14−18も粗面化処理で白くなる加工を施した上で、均一な陽極酸化皮膜を形成されたので良好な結果であった。
比較例11−13は、配線加工時の加熱で、LEDの実装時に割れが発生し、発光試験に至らなかった。
実施例13〜18の粗面化後の光反射面の全反射率はすべて60%以上であり、平均波長0.01〜100μmの範囲の凹凸を有した。比較例14の全反射率は50%未満であった。
【0051】
【表4】
【0052】
(5)輝度評価
上記のようにして得られた実施例、比較例の光反射基板を用いて、以下のようにして、蛍光体混色型の白色系LED発光ユニットの輝度評価を行なった。
すなわち、図7に示す発光ユニット100の青色LED110に接する形で、各実施例、比較例の光反射基板を、光反射基板140として設け、青色LED110を6Vで駆動させた際の各発光ユニットの輝度を比較した。
比較例14の基板は、表1の実施例1の複合金属体を用いて、粗面化処理1)〜5)を行わず、陽極酸化処理6)のみを行った基板を用いて実施例と同様にLEDユニットを製造した。
その結果、実施例13の絶縁性光反射基板を用いた発光ユニットは、比較例14の基板を用いた発光ユニットと比較して、1.1〜1.3倍の輝度向上効果が得られた。
【符号の説明】
【0053】
1 芯材
2 複合金属体
3 被覆層
5 アルミニウ合金板
7 陽極酸化皮膜
9 粗面化表面
10、20 金属複合基板
30,40 絶縁性光反射基板
11 薄膜系太陽電池
13 絶縁層
14 裏面電極層
15 光吸収層
16 バッファー層
17 透明電極層
18、19 取り出し電極
21 反射防止膜
20 パスロール
22 電解液
24 給電槽
25 酸化槽
26 直流電源
28 陽極
30 陰極
【特許請求の範囲】
【請求項1】
300℃以上での耐熱強度がアルミニウムより高い金属よりなる芯材の全表面にアルミニウムまたはアルミニウム合金よりなる被覆層を有し、該被覆層の少なくとも一つの表面にアルミニウム板またはアルミニウム合金板を有する金属複合基板であって、前記金属複合基板のアルミニウム板またはアルミニウム合金板の少なくとも一つの表面に陽極酸化皮膜を有する金属複合基板。
【請求項2】
前記芯材が鋼である請求項1に記載の金属複合基板。
【請求項3】
前記陽極酸化皮膜が、前記金属複合基板の全表面に設けられる請求項1または2に記載の金属複合基板。
【請求項4】
前記陽極酸化皮膜が、厚さ1〜200μmの多孔質陽極酸化皮膜である請求項1〜3のいずれかに記載の金属複合基板。
【請求項5】
前記陽極酸化皮膜が、封孔処理をされる請求項1〜4のいずれかに記載の金属複合基板。
【請求項6】
請求項1〜5のいずれかに記載の金属複合基板よりなる絶縁性金属基板。
【請求項7】
請求項1〜5のいずれかに記載の金属複合基板の陽極酸化皮膜が光反射面を有する絶縁性光反射基板であって、該光反射面の320nm超〜700nm波長光の全反射率が50%以上であって、且つ、300nm〜320nm波長光の全反射率が60%以上であることを特徴とする、絶縁性光反射基板。
【請求項8】
前記光反射面が、平均波長0.01〜100μmの凹凸を有する請求項7に記載の絶縁性光反射基板。
【請求項9】
請求項7または8に記載の光反射基板の光反射面の上部に青色発光素子を有し、その周りおよび・または上部に蛍光発光体を備える白色系発光ダイオード装置。
【請求項10】
請求項1〜5のいずれかに記載の金属複合基板よりなる半導体用基板。
【請求項11】
請求項1〜5のいずれかに記載の金属複合基板に、光吸収層および電極層が形成された薄膜系太陽電池。
【請求項12】
前記金属複合基板上に、裏面電極層を介して光吸収層が形成され、該光吸収層が、CdS/CdTe、CIS、およびCIGSのからなるうちのいずれかの化合物を含む請求項11に記載の薄膜系太陽電池。
【請求項13】
300℃以上での耐熱強度がアルミニウムより高い金属よりなる芯材を、その全表面をアルミニウムまたはアルミニウム合金で被覆し、得られるアルミニウムまたはアルミニウム合金層の少なくとも一つの表面に、アルミニウム板あるいはアルミニウム合金板を貼り合わせ、得られるアルミニウム板あるいはアルミニウム合金板の少なくとも一つの表面に陽極酸化処理、水洗処理、乾燥処理を行う金属複合基板の製造方法。
【請求項14】
前記被覆が溶融メッキである請求項13に記載の金属複合基板の製造方法。
【請求項1】
300℃以上での耐熱強度がアルミニウムより高い金属よりなる芯材の全表面にアルミニウムまたはアルミニウム合金よりなる被覆層を有し、該被覆層の少なくとも一つの表面にアルミニウム板またはアルミニウム合金板を有する金属複合基板であって、前記金属複合基板のアルミニウム板またはアルミニウム合金板の少なくとも一つの表面に陽極酸化皮膜を有する金属複合基板。
【請求項2】
前記芯材が鋼である請求項1に記載の金属複合基板。
【請求項3】
前記陽極酸化皮膜が、前記金属複合基板の全表面に設けられる請求項1または2に記載の金属複合基板。
【請求項4】
前記陽極酸化皮膜が、厚さ1〜200μmの多孔質陽極酸化皮膜である請求項1〜3のいずれかに記載の金属複合基板。
【請求項5】
前記陽極酸化皮膜が、封孔処理をされる請求項1〜4のいずれかに記載の金属複合基板。
【請求項6】
請求項1〜5のいずれかに記載の金属複合基板よりなる絶縁性金属基板。
【請求項7】
請求項1〜5のいずれかに記載の金属複合基板の陽極酸化皮膜が光反射面を有する絶縁性光反射基板であって、該光反射面の320nm超〜700nm波長光の全反射率が50%以上であって、且つ、300nm〜320nm波長光の全反射率が60%以上であることを特徴とする、絶縁性光反射基板。
【請求項8】
前記光反射面が、平均波長0.01〜100μmの凹凸を有する請求項7に記載の絶縁性光反射基板。
【請求項9】
請求項7または8に記載の光反射基板の光反射面の上部に青色発光素子を有し、その周りおよび・または上部に蛍光発光体を備える白色系発光ダイオード装置。
【請求項10】
請求項1〜5のいずれかに記載の金属複合基板よりなる半導体用基板。
【請求項11】
請求項1〜5のいずれかに記載の金属複合基板に、光吸収層および電極層が形成された薄膜系太陽電池。
【請求項12】
前記金属複合基板上に、裏面電極層を介して光吸収層が形成され、該光吸収層が、CdS/CdTe、CIS、およびCIGSのからなるうちのいずれかの化合物を含む請求項11に記載の薄膜系太陽電池。
【請求項13】
300℃以上での耐熱強度がアルミニウムより高い金属よりなる芯材を、その全表面をアルミニウムまたはアルミニウム合金で被覆し、得られるアルミニウムまたはアルミニウム合金層の少なくとも一つの表面に、アルミニウム板あるいはアルミニウム合金板を貼り合わせ、得られるアルミニウム板あるいはアルミニウム合金板の少なくとも一つの表面に陽極酸化処理、水洗処理、乾燥処理を行う金属複合基板の製造方法。
【請求項14】
前記被覆が溶融メッキである請求項13に記載の金属複合基板の製造方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−171379(P2011−171379A)
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願番号】特願2010−31611(P2010−31611)
【出願日】平成22年2月16日(2010.2.16)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願日】平成22年2月16日(2010.2.16)
【出願人】(306037311)富士フイルム株式会社 (25,513)
【Fターム(参考)】
[ Back to top ]