
金属部品の修理方法
【課題】高温高圧環境下で使用される鋳鋼製金属部品に生じる損傷を簡易に補修することを可能とする。
【解決手段】金属部品の損傷部位を機械的に除去し、前記損傷部位が除去された部分を、前記金属部品を形成する金属材料よりも融点が低いろう材により充填し、前記ろう材によって充填した部分の表面を平滑になるように研磨することを特徴とする金属部品の修理方法である。
【解決手段】金属部品の損傷部位を機械的に除去し、前記損傷部位が除去された部分を、前記金属部品を形成する金属材料よりも融点が低いろう材により充填し、前記ろう材によって充填した部分の表面を平滑になるように研磨することを特徴とする金属部品の修理方法である。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、金属部品の修理方法に係わり、特に高温高圧環境で使用される鋳鋼製金属部品の修理に適する金属部品の修理方法に関する。
【背景技術】
【0002】
例えば発電所などに設置されている蒸気タービン装置は、タービンのケーシングである車室、高温高圧(例えば、石炭火力発電所で使用される超臨界圧タービンでは、約600℃、25MPa程度のものがある。)の蒸気流を制御するための弁装置等の多数の部品を備えている。これらの車室、弁装置等の部品は、滑らかな蒸気流路を形成すること等を目的として、設計上必要とされる複雑な形状を実現するために、一般に鋳鋼製金属部品として製作される。
【0003】
蒸気タービン装置の上記部品は、稼働中にわたって高温・高圧環境に継続的にさらされる。このため、高温・高圧環境下で長時間引張力が作用するクリープによる伸び変形、蒸気タービン装置の起動、停止時における急激な温度変化に伴う熱応力などに起因して、部品表面にき裂が発生することがある。蒸気タービン装置の定期点検等の機会にこのき裂が発見された場合、き裂深さが所定の保守基準値を超えているか等の保守基準に照らして計測し、必要であれば補修が行われる。
【0004】
鋳鋼製の金属部品に生じたき裂の補修は、概ね以下の方法により行われている。すなわち、部品のき裂が発生した箇所であるき裂部を、当該き裂が完全に除去されるようにグラインダ等の研削工具で研削処理する。いったん除去したき裂部に再度き裂が生じた場合、対象部品の板厚が規定値を下回らない範囲で繰り返しき裂を研削除去することができる。き裂を除去することで対象部品の板厚が所定値を下回ることとなる場合には、対象部品を更新する。
【0005】
また、最近、上記した従来のき裂の研削除去による補修方法に変えて、溶接技術を応用した補修方法も検討されている。これは、単にき裂を除去するだけでなく、除去された部分の形状も修復することにより、対象部品の耐用期間を伸ばし、装置内の蒸気流に対する抵抗も低減させること等を目的とした試みである。
【0006】
溶接技術を応用した補修方法としては、まず第1の方法として、対象部品に生じたき裂部をグラインダ等で完全に除去した後、溶接材を溶着させる方法がある。き裂部を除去した後に、溶接材を溶着させる凹部を形成するための開先加工を行う。次いで、開先加工した部分に肉盛溶接を行い、溶接箇所をグラインダ等でなめらかに仕上げる。この第1の方法によれば、対象部品に発生したき裂を完全に除去するとともに、き裂を除去した部分の形状を溶接により復元することができる。
【0007】
また、第2の方法としては、対象部品のき裂部を高温のアークで溶融させ、対象部品表面のき裂の開口部を封止する方法がある。この第2の方法によれば、対象部品内にき裂が残存するものの、き裂の開口が封止されて残存したき裂は酸化環境から遮断されるので、酸化によるき裂の進行が防止される効果がある。
【0008】
あるいは、第3の方法として、対象部品に生じたき裂の開口部に溶接材を溶着させてき裂の開口部を封止する方法がある。この第3の方法は前記第2の方法に類似しているが、き裂の開口部に溶接材を溶着することで溶着金属によりき裂の開口部を封止する。この場合、第2の方法と同様に、対象部品内部に残存するき裂部を酸化環境から遮断することができる他、溶接材を適宜選択することによって、対象部品である母材への入熱量を低減することが可能であるという効果が得られる。
【0009】
なお、高温高圧下で使用される部品の一般的な補修技術に関しては、他に、例えば特許文献1に開示されている技術がある。特許文献1は高温部品の貫通損傷箇所を補修する方法であって、貫通損傷箇所の研削整形及び開先形成、形成した開先部分へのニッケル箔配置、及びニッケル箔の上から開先内にニッケル基合金ろう付材を充填し加熱溶融させるとともに、ニッケル箔および母材の少なくとも一部を加熱溶融させて前記ニッケル基合金ろう付材と一体化させる処理を含む。この特許文献1の技術は、前記第1の方法に類似すると考えられる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2003−176727号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
前記した補修方法には、次のような問題点があった。まず、第1の方法については、対象部品のき裂部を研削除去した後開先加工をする必要があるため、補修作業に時間がかかり作業効率が悪く補修コストが高くなる。また、対象部品が装置に組み付けられている状態で、装置設置現場で補修作業を行う場合には、残留応力除去のための熱処理を現場で行うことができない問題点もある。
【0012】
また、第2の方法については、溶融された対象部品である母材がその後急激に冷却されることにより、母材の組織がマルテンサイト化して硬化するという問題点がある。また、溶融硬化させた母材の残留応力によりその後割れが発生するおそれがあるという問題点もある。
【0013】
また、第3の方法については、対象部品のき裂開口部に溶着金属を盛り上げることになるため、その盛り上がった溶着金属の突起が高温高圧の蒸気流に対する抵抗となるほか、その突起が蒸気流によって剥離された場合には、装置内の他の部品に対して損傷を与えるおそれがあるという問題点もある。
【0014】
本発明は、上記の及び他の課題を解決するためになされたもので、高温高圧環境下で使用される鋳鋼製金属部品に生じる損傷を簡易に補修することを可能とする、金属部品の補修方法を提供することを目的としている。
【課題を解決するための手段】
【0015】
上記の目的を達成するために本発明の一態様は、金属部品の損傷部位を機械的に除去し、前記損傷部位が除去された部分を、前記金属部品を形成する金属材料よりも融点が低いろう材により充填し、前記ろう材によって充填した部分の表面を平滑になるように研磨することを特徴とする金属部品の修理方法である。
【0016】
前記損傷部位は、例えばき裂である。また、前記金属部品は、例えば蒸気タービン装置の車室、又は弁機構に使用される鋳鋼製部品を含む。
【0017】
前記ろう材の充填は、アークを熱源として前記ろう材を溶融させることにより行うことができる。その際、前記アークは、ワイヤ状のろう材を自動的に繰り出すことができるアーク溶接機によって発生させることができる。前記アーク溶接機として、溶融した前記ろう材と、溶融前の前記ワイヤ状のろう材との間に生じるアーク電流を監視し、計測されたアーク電流値に従って前記ワイヤ状のろう材の繰り出し量を制御するものを用いることができる。
【発明の効果】
【0018】
本発明の一態様に係る金属部品の修理方法によれば、高温高圧環境下で使用される鋳鋼製金属部品に生じる損傷を簡易に補修することが可能となる。
【図面の簡単な説明】
【0019】
【図1】金属部品に生じたき裂の状態を示す模式図である。
【図2】本発明の一実施形態による金属部品の修理方法のき裂除去作業を示す模式図である。
【図3】本発明の一実施形態による金属部品の修理方法の溶接材溶着作業を示す模式図である。
【図4】図3の溶接材溶着作業実施後の状態を示す模式図である。
【図5】本発明の一実施形態による金属部品の修理方法の表面仕上げ作業後の状態を示す模式図である。
【発明を実施するための形態】
【0020】
以下、本発明をその一実施形態に即して添付図面を参照しつつ説明する。
【0021】
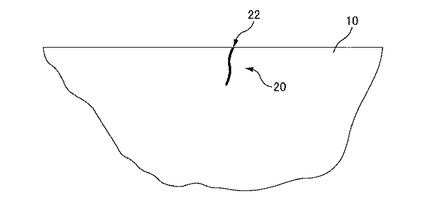
図1に、本実施形態の金属部品の修理方法の適用対象にき裂が生じた状態を模式的に示している。図1は、金属部品10の一部を破断して示した断面図であり、金属部品10に表面から内部へ向けてき裂20が発生しており、金属部品10の表面に開口部22が生じている。
【0022】
金属部品10は、例えば蒸気タービン装置の車室を構成するケーシング部品、蒸気タービン装置における蒸気流の流量、流路などを制御するための弁装置を構成する弁体等の部品であるが、これらに限定されることなく、高温高圧環境下に設置される金属部品、特に鋳鋼製の部品全般を含む。金属部品10の代表的な材料としては、例えばクロム−モリブデン鋼があげられるが、高温高圧環境での使用に適した他の材料を含む。
【0023】
金属部品10に発生するき裂20は、蒸気タービン装置等の、金属部品10が使用されている機器の定期点検時等に、目視点検、超音波探傷等の検査によって発見することができる。また、金属部品10の内部でのき裂20の深さは、超音波探傷等の検査によって測定することができる。
【0024】
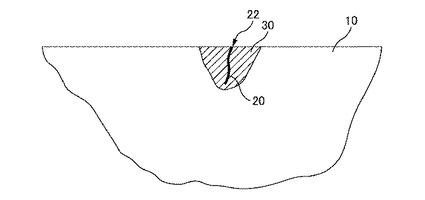
次に、図2を参照して、き裂20の除去作業について説明する。図2は、図1と同様に、金属部品10のき裂20発生部の一部破断断面図である。まず、本実施形態の修理方法の第1工程として、金属部品10に発生しているき裂20を除去する。この除去作業は、グラインダ等の金属研削工具を用いて、き裂除去部30がき裂20の最深部の深さよりも深くなるように、すなわち、金属部品10に発生したき裂20が除去されるように削りとる。
【0025】
次に、図3を参照して、き裂除去部30へ溶接材を溶着させる工程について説明する。図3は、図1と同様に、金属部品10のき裂除去部30を含む一部破断断面図である。本実施形態では、き裂除去部30に、溶接材としてのろう材を溶着させることにより、金属部品10からき裂20を除去した部分をろう材で充填する。ろう材は、金属部品10の母材の融点よりも低く、かつ、修理対象が蒸気タービン装置部品の場合には、使用蒸気温度よりも高い融点を有する金属材料が選定される。このようなろう材は、ろう付けの対象となる金属部品10の組成、金属部品10の使用環境条件等に基づいて適宜選定すればよい。また、溶接材に対する母材のぬれ性を向上させるために、溶接材を溶着させるき裂除去部30の表面には適宜のフラックスを塗布することができる。
【0026】
本出願人は、蒸気タービン装置のケーシング材料として一般に用いられる材料であるクロム−モリブデン鋼が母材である場合に、ろう材として適切な材料を選定するために、前記母材上に、一定のアーク電流条件で肉盛し、ビード安定性、溶込み特性、及び溶接部の硬度を調べた。対象としたろう材は、溶接用同材ワイヤ(クロム−モリブデンワイヤ(Cr-Moワイヤ)、銅ろうワイヤ(Cu-Siワイヤ)、銀ろうワイヤ(Ag-Cuワイヤ、フラックスあり)、及び銀ろうワイヤ(フラックスなし)の4種類である。この結果、調査した4種類のろう材のうちでは、銀ろうワイヤをフラックスと共に用いた場合が、もっとも良好な結果が得られることが判明した。すなわち、銀ろうワイヤをフラックスと共に用いた場合、安定したビードが得られ、母材と溶着金属との間に未溶着部分が生じることがなく、また溶接部の硬度の変化もほとんど見られなかった。
【0027】
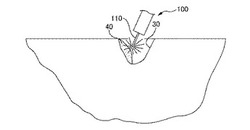
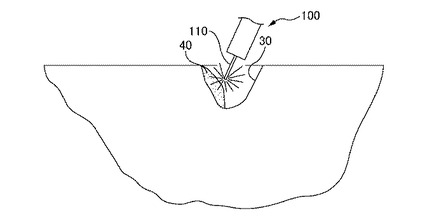
図3の例では、ろう付けの手法としてアークブレージングが採用されており、ろう材はアーク溶接機100からワイヤ材110として供給されて、き裂除去部30内に溶着され、溶着金属40となる。図3の溶着作業に用いるアーク溶接機は、例えばCMT(Cold Metal Transfer)溶接機を採用することができる。CMT溶接機は、溶融したろう材とワイヤ材110との間に生じるアーク電流を監視し、溶融したろう材とワイヤ材110との間の距離が増大してアーク電流が減少した場合にはワイヤ材110を供給して一定長さ以上にアークが伸びないようにし、逆にワイヤ材110は溶着したろう材に接触して電流が過大となったときにはワイヤ材110の供給を停止してワイヤ材110の先端が溶着したろう材から離れるように制御する。これにより、CMT溶接機では、母材への入熱を抑制しつつ、ろう材の溶着を行うことができ、母材での残留熱応力を抑制する効果を得ることができる。なお、溶接機としては、CMT溶接機に限られず、通常の手動アーク溶接機を用いることができる。
【0028】
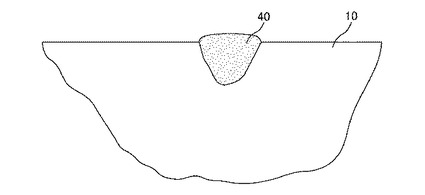
図4に、ろう材の溶着作業を完了した状態の一部破断断面図を示している。溶着作業によってき裂除去部30には完全に溶着金属40が充填されて金属部品10の表面から盛り上がった状態となっている。図4に示すように溶着金属40を金属部品10の表面から盛り上がる状態まで充填するのは、金属部品10の表面をき裂発生前の状態に復旧させるためである。
【0029】
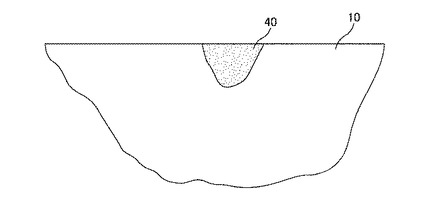
図4の状態となった金属部品10について、金属部品10の表面から盛り上がっている溶着金属40を、グラインダ等の研削工具によって削り落とし、元の金属部品10の表面形状と表面状態を復元することにより、本実施形態の修理方法による修理が完了する。図5に、金属部品10の表面仕上げ作業後の状態を模式的に示している。
【0030】
以上説明した本実施形態の金属部品10の修理方法によれば、金属部品10に発生したき裂20を除去することができるとともに、除去した部分の表面がろう材で覆われるため、当該表面は酸化環境から遮断される。
【0031】
また、き裂20の除去作業に際して母材よりも融点が低いろう材を溶着させるので、通常の母材を溶融させる溶接加工に比べて母材の予熱作業が不要となり、母材への入熱を抑制することができる。したがって、入熱による母材の硬化が可及的に抑制され、き裂20を除去する修理を行った後に、金属部品10に対して残留応力除去等の熱処理を行う必要がなくなる。また、高温強度、耐酸化性等の性質に優れた適切なろう材を選定することにより、ろう材溶着部がろう材によって機械的に補強され、新たな割れやき裂等の損傷が生じることを防止する効果が期待できる。さらに、修理完了後の金属部品10の表面は製造時の形状に復旧されるので、金属部品10が使用されている蒸気タービン装置等の装置性能に影響をおよぼすおそれが少ない。
【0032】
なお、本発明は上記の実施形態に限定されるものではなく、その要旨を逸脱しない範囲で種々変更可能である。
【符号の説明】
【0033】
10 金属部品、20 き裂、22 き裂開口部、
30 き裂除去部、40 溶着金属、
100 アーク溶接機、110 ワイヤ材
【技術分野】
【0001】
この発明は、金属部品の修理方法に係わり、特に高温高圧環境で使用される鋳鋼製金属部品の修理に適する金属部品の修理方法に関する。
【背景技術】
【0002】
例えば発電所などに設置されている蒸気タービン装置は、タービンのケーシングである車室、高温高圧(例えば、石炭火力発電所で使用される超臨界圧タービンでは、約600℃、25MPa程度のものがある。)の蒸気流を制御するための弁装置等の多数の部品を備えている。これらの車室、弁装置等の部品は、滑らかな蒸気流路を形成すること等を目的として、設計上必要とされる複雑な形状を実現するために、一般に鋳鋼製金属部品として製作される。
【0003】
蒸気タービン装置の上記部品は、稼働中にわたって高温・高圧環境に継続的にさらされる。このため、高温・高圧環境下で長時間引張力が作用するクリープによる伸び変形、蒸気タービン装置の起動、停止時における急激な温度変化に伴う熱応力などに起因して、部品表面にき裂が発生することがある。蒸気タービン装置の定期点検等の機会にこのき裂が発見された場合、き裂深さが所定の保守基準値を超えているか等の保守基準に照らして計測し、必要であれば補修が行われる。
【0004】
鋳鋼製の金属部品に生じたき裂の補修は、概ね以下の方法により行われている。すなわち、部品のき裂が発生した箇所であるき裂部を、当該き裂が完全に除去されるようにグラインダ等の研削工具で研削処理する。いったん除去したき裂部に再度き裂が生じた場合、対象部品の板厚が規定値を下回らない範囲で繰り返しき裂を研削除去することができる。き裂を除去することで対象部品の板厚が所定値を下回ることとなる場合には、対象部品を更新する。
【0005】
また、最近、上記した従来のき裂の研削除去による補修方法に変えて、溶接技術を応用した補修方法も検討されている。これは、単にき裂を除去するだけでなく、除去された部分の形状も修復することにより、対象部品の耐用期間を伸ばし、装置内の蒸気流に対する抵抗も低減させること等を目的とした試みである。
【0006】
溶接技術を応用した補修方法としては、まず第1の方法として、対象部品に生じたき裂部をグラインダ等で完全に除去した後、溶接材を溶着させる方法がある。き裂部を除去した後に、溶接材を溶着させる凹部を形成するための開先加工を行う。次いで、開先加工した部分に肉盛溶接を行い、溶接箇所をグラインダ等でなめらかに仕上げる。この第1の方法によれば、対象部品に発生したき裂を完全に除去するとともに、き裂を除去した部分の形状を溶接により復元することができる。
【0007】
また、第2の方法としては、対象部品のき裂部を高温のアークで溶融させ、対象部品表面のき裂の開口部を封止する方法がある。この第2の方法によれば、対象部品内にき裂が残存するものの、き裂の開口が封止されて残存したき裂は酸化環境から遮断されるので、酸化によるき裂の進行が防止される効果がある。
【0008】
あるいは、第3の方法として、対象部品に生じたき裂の開口部に溶接材を溶着させてき裂の開口部を封止する方法がある。この第3の方法は前記第2の方法に類似しているが、き裂の開口部に溶接材を溶着することで溶着金属によりき裂の開口部を封止する。この場合、第2の方法と同様に、対象部品内部に残存するき裂部を酸化環境から遮断することができる他、溶接材を適宜選択することによって、対象部品である母材への入熱量を低減することが可能であるという効果が得られる。
【0009】
なお、高温高圧下で使用される部品の一般的な補修技術に関しては、他に、例えば特許文献1に開示されている技術がある。特許文献1は高温部品の貫通損傷箇所を補修する方法であって、貫通損傷箇所の研削整形及び開先形成、形成した開先部分へのニッケル箔配置、及びニッケル箔の上から開先内にニッケル基合金ろう付材を充填し加熱溶融させるとともに、ニッケル箔および母材の少なくとも一部を加熱溶融させて前記ニッケル基合金ろう付材と一体化させる処理を含む。この特許文献1の技術は、前記第1の方法に類似すると考えられる。
【先行技術文献】
【特許文献】
【0010】
【特許文献1】特開2003−176727号公報
【発明の概要】
【発明が解決しようとする課題】
【0011】
前記した補修方法には、次のような問題点があった。まず、第1の方法については、対象部品のき裂部を研削除去した後開先加工をする必要があるため、補修作業に時間がかかり作業効率が悪く補修コストが高くなる。また、対象部品が装置に組み付けられている状態で、装置設置現場で補修作業を行う場合には、残留応力除去のための熱処理を現場で行うことができない問題点もある。
【0012】
また、第2の方法については、溶融された対象部品である母材がその後急激に冷却されることにより、母材の組織がマルテンサイト化して硬化するという問題点がある。また、溶融硬化させた母材の残留応力によりその後割れが発生するおそれがあるという問題点もある。
【0013】
また、第3の方法については、対象部品のき裂開口部に溶着金属を盛り上げることになるため、その盛り上がった溶着金属の突起が高温高圧の蒸気流に対する抵抗となるほか、その突起が蒸気流によって剥離された場合には、装置内の他の部品に対して損傷を与えるおそれがあるという問題点もある。
【0014】
本発明は、上記の及び他の課題を解決するためになされたもので、高温高圧環境下で使用される鋳鋼製金属部品に生じる損傷を簡易に補修することを可能とする、金属部品の補修方法を提供することを目的としている。
【課題を解決するための手段】
【0015】
上記の目的を達成するために本発明の一態様は、金属部品の損傷部位を機械的に除去し、前記損傷部位が除去された部分を、前記金属部品を形成する金属材料よりも融点が低いろう材により充填し、前記ろう材によって充填した部分の表面を平滑になるように研磨することを特徴とする金属部品の修理方法である。
【0016】
前記損傷部位は、例えばき裂である。また、前記金属部品は、例えば蒸気タービン装置の車室、又は弁機構に使用される鋳鋼製部品を含む。
【0017】
前記ろう材の充填は、アークを熱源として前記ろう材を溶融させることにより行うことができる。その際、前記アークは、ワイヤ状のろう材を自動的に繰り出すことができるアーク溶接機によって発生させることができる。前記アーク溶接機として、溶融した前記ろう材と、溶融前の前記ワイヤ状のろう材との間に生じるアーク電流を監視し、計測されたアーク電流値に従って前記ワイヤ状のろう材の繰り出し量を制御するものを用いることができる。
【発明の効果】
【0018】
本発明の一態様に係る金属部品の修理方法によれば、高温高圧環境下で使用される鋳鋼製金属部品に生じる損傷を簡易に補修することが可能となる。
【図面の簡単な説明】
【0019】
【図1】金属部品に生じたき裂の状態を示す模式図である。
【図2】本発明の一実施形態による金属部品の修理方法のき裂除去作業を示す模式図である。
【図3】本発明の一実施形態による金属部品の修理方法の溶接材溶着作業を示す模式図である。
【図4】図3の溶接材溶着作業実施後の状態を示す模式図である。
【図5】本発明の一実施形態による金属部品の修理方法の表面仕上げ作業後の状態を示す模式図である。
【発明を実施するための形態】
【0020】
以下、本発明をその一実施形態に即して添付図面を参照しつつ説明する。
【0021】
図1に、本実施形態の金属部品の修理方法の適用対象にき裂が生じた状態を模式的に示している。図1は、金属部品10の一部を破断して示した断面図であり、金属部品10に表面から内部へ向けてき裂20が発生しており、金属部品10の表面に開口部22が生じている。
【0022】
金属部品10は、例えば蒸気タービン装置の車室を構成するケーシング部品、蒸気タービン装置における蒸気流の流量、流路などを制御するための弁装置を構成する弁体等の部品であるが、これらに限定されることなく、高温高圧環境下に設置される金属部品、特に鋳鋼製の部品全般を含む。金属部品10の代表的な材料としては、例えばクロム−モリブデン鋼があげられるが、高温高圧環境での使用に適した他の材料を含む。
【0023】
金属部品10に発生するき裂20は、蒸気タービン装置等の、金属部品10が使用されている機器の定期点検時等に、目視点検、超音波探傷等の検査によって発見することができる。また、金属部品10の内部でのき裂20の深さは、超音波探傷等の検査によって測定することができる。
【0024】
次に、図2を参照して、き裂20の除去作業について説明する。図2は、図1と同様に、金属部品10のき裂20発生部の一部破断断面図である。まず、本実施形態の修理方法の第1工程として、金属部品10に発生しているき裂20を除去する。この除去作業は、グラインダ等の金属研削工具を用いて、き裂除去部30がき裂20の最深部の深さよりも深くなるように、すなわち、金属部品10に発生したき裂20が除去されるように削りとる。
【0025】
次に、図3を参照して、き裂除去部30へ溶接材を溶着させる工程について説明する。図3は、図1と同様に、金属部品10のき裂除去部30を含む一部破断断面図である。本実施形態では、き裂除去部30に、溶接材としてのろう材を溶着させることにより、金属部品10からき裂20を除去した部分をろう材で充填する。ろう材は、金属部品10の母材の融点よりも低く、かつ、修理対象が蒸気タービン装置部品の場合には、使用蒸気温度よりも高い融点を有する金属材料が選定される。このようなろう材は、ろう付けの対象となる金属部品10の組成、金属部品10の使用環境条件等に基づいて適宜選定すればよい。また、溶接材に対する母材のぬれ性を向上させるために、溶接材を溶着させるき裂除去部30の表面には適宜のフラックスを塗布することができる。
【0026】
本出願人は、蒸気タービン装置のケーシング材料として一般に用いられる材料であるクロム−モリブデン鋼が母材である場合に、ろう材として適切な材料を選定するために、前記母材上に、一定のアーク電流条件で肉盛し、ビード安定性、溶込み特性、及び溶接部の硬度を調べた。対象としたろう材は、溶接用同材ワイヤ(クロム−モリブデンワイヤ(Cr-Moワイヤ)、銅ろうワイヤ(Cu-Siワイヤ)、銀ろうワイヤ(Ag-Cuワイヤ、フラックスあり)、及び銀ろうワイヤ(フラックスなし)の4種類である。この結果、調査した4種類のろう材のうちでは、銀ろうワイヤをフラックスと共に用いた場合が、もっとも良好な結果が得られることが判明した。すなわち、銀ろうワイヤをフラックスと共に用いた場合、安定したビードが得られ、母材と溶着金属との間に未溶着部分が生じることがなく、また溶接部の硬度の変化もほとんど見られなかった。
【0027】
図3の例では、ろう付けの手法としてアークブレージングが採用されており、ろう材はアーク溶接機100からワイヤ材110として供給されて、き裂除去部30内に溶着され、溶着金属40となる。図3の溶着作業に用いるアーク溶接機は、例えばCMT(Cold Metal Transfer)溶接機を採用することができる。CMT溶接機は、溶融したろう材とワイヤ材110との間に生じるアーク電流を監視し、溶融したろう材とワイヤ材110との間の距離が増大してアーク電流が減少した場合にはワイヤ材110を供給して一定長さ以上にアークが伸びないようにし、逆にワイヤ材110は溶着したろう材に接触して電流が過大となったときにはワイヤ材110の供給を停止してワイヤ材110の先端が溶着したろう材から離れるように制御する。これにより、CMT溶接機では、母材への入熱を抑制しつつ、ろう材の溶着を行うことができ、母材での残留熱応力を抑制する効果を得ることができる。なお、溶接機としては、CMT溶接機に限られず、通常の手動アーク溶接機を用いることができる。
【0028】
図4に、ろう材の溶着作業を完了した状態の一部破断断面図を示している。溶着作業によってき裂除去部30には完全に溶着金属40が充填されて金属部品10の表面から盛り上がった状態となっている。図4に示すように溶着金属40を金属部品10の表面から盛り上がる状態まで充填するのは、金属部品10の表面をき裂発生前の状態に復旧させるためである。
【0029】
図4の状態となった金属部品10について、金属部品10の表面から盛り上がっている溶着金属40を、グラインダ等の研削工具によって削り落とし、元の金属部品10の表面形状と表面状態を復元することにより、本実施形態の修理方法による修理が完了する。図5に、金属部品10の表面仕上げ作業後の状態を模式的に示している。
【0030】
以上説明した本実施形態の金属部品10の修理方法によれば、金属部品10に発生したき裂20を除去することができるとともに、除去した部分の表面がろう材で覆われるため、当該表面は酸化環境から遮断される。
【0031】
また、き裂20の除去作業に際して母材よりも融点が低いろう材を溶着させるので、通常の母材を溶融させる溶接加工に比べて母材の予熱作業が不要となり、母材への入熱を抑制することができる。したがって、入熱による母材の硬化が可及的に抑制され、き裂20を除去する修理を行った後に、金属部品10に対して残留応力除去等の熱処理を行う必要がなくなる。また、高温強度、耐酸化性等の性質に優れた適切なろう材を選定することにより、ろう材溶着部がろう材によって機械的に補強され、新たな割れやき裂等の損傷が生じることを防止する効果が期待できる。さらに、修理完了後の金属部品10の表面は製造時の形状に復旧されるので、金属部品10が使用されている蒸気タービン装置等の装置性能に影響をおよぼすおそれが少ない。
【0032】
なお、本発明は上記の実施形態に限定されるものではなく、その要旨を逸脱しない範囲で種々変更可能である。
【符号の説明】
【0033】
10 金属部品、20 き裂、22 き裂開口部、
30 き裂除去部、40 溶着金属、
100 アーク溶接機、110 ワイヤ材
【特許請求の範囲】
【請求項1】
金属部品の損傷部位を機械的に除去し、
前記損傷部位が除去された部分を、前記金属部品を形成する金属材料よりも融点が低いろう材により充填し、
前記ろう材によって充填した部分の表面を平滑になるように研磨する、
ことを特徴とする金属部品の修理方法。
【請求項2】
請求項1に記載の金属部品の修理方法であって、
前記損傷部位がき裂である、金属部品の修理方法。
【請求項3】
請求項1に記載の金属部品の修理方法であって、
前記金属部品が、蒸気タービン装置の車室、又は弁機構に使用される鋳鋼製部品を含む、金属部品の修理方法。
【請求項4】
請求項1に記載の金属部品の修理方法であって、
前記ろう材の充填は、アークを熱源として前記ろう材を溶融させることにより行われる、金属部品の修理方法。
【請求項5】
請求項4に記載の金属部品の修理方法であって、
前記アークは、ワイヤ状のろう材を自動的に繰り出すことができるアーク溶接機によって発生される、金属部品の修理方法。
【請求項6】
請求項5に記載の金属部品の修理方法であって、前記アーク溶接機は、溶融した前記ろう材と、溶融前の前記ワイヤ状のろう材との間に生じるアーク電流を監視し、計測されたアーク電流値に従って前記ワイヤ状のろう材の繰り出し量を制御する、金属部品の修理方法。
【請求項1】
金属部品の損傷部位を機械的に除去し、
前記損傷部位が除去された部分を、前記金属部品を形成する金属材料よりも融点が低いろう材により充填し、
前記ろう材によって充填した部分の表面を平滑になるように研磨する、
ことを特徴とする金属部品の修理方法。
【請求項2】
請求項1に記載の金属部品の修理方法であって、
前記損傷部位がき裂である、金属部品の修理方法。
【請求項3】
請求項1に記載の金属部品の修理方法であって、
前記金属部品が、蒸気タービン装置の車室、又は弁機構に使用される鋳鋼製部品を含む、金属部品の修理方法。
【請求項4】
請求項1に記載の金属部品の修理方法であって、
前記ろう材の充填は、アークを熱源として前記ろう材を溶融させることにより行われる、金属部品の修理方法。
【請求項5】
請求項4に記載の金属部品の修理方法であって、
前記アークは、ワイヤ状のろう材を自動的に繰り出すことができるアーク溶接機によって発生される、金属部品の修理方法。
【請求項6】
請求項5に記載の金属部品の修理方法であって、前記アーク溶接機は、溶融した前記ろう材と、溶融前の前記ワイヤ状のろう材との間に生じるアーク電流を監視し、計測されたアーク電流値に従って前記ワイヤ状のろう材の繰り出し量を制御する、金属部品の修理方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−39596(P2013−39596A)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願番号】特願2011−178030(P2011−178030)
【出願日】平成23年8月16日(2011.8.16)
【出願人】(000211307)中国電力株式会社 (6,505)
【出願人】(504136568)国立大学法人広島大学 (924)
【公開日】平成25年2月28日(2013.2.28)
【国際特許分類】
【出願日】平成23年8月16日(2011.8.16)
【出願人】(000211307)中国電力株式会社 (6,505)
【出願人】(504136568)国立大学法人広島大学 (924)
[ Back to top ]