
金属部品の表面処理方法
【課題】溶融亜鉛合金液や溶融アルミニウム合金液に対する耐腐食性をさらに改善した金属部品の表面処理方法を得る。
【解決手段】金属母材35の表面に、コバルト基合金材料からなる粉末にW,Moを加えた金属粉末を、プラズマ粉体溶接にて肉盛りし、ライニング層36を形成する金属部品の表面処理方法。コバルト基合金材料としては、Co−Cr−Fe合金材料、Co−Crを主成分とする合金材料を好適に使用することができる。ライニング層36の表面をスケーリング処理して金属酸化膜を形成すればより効果的である。
【解決手段】金属母材35の表面に、コバルト基合金材料からなる粉末にW,Moを加えた金属粉末を、プラズマ粉体溶接にて肉盛りし、ライニング層36を形成する金属部品の表面処理方法。コバルト基合金材料としては、Co−Cr−Fe合金材料、Co−Crを主成分とする合金材料を好適に使用することができる。ライニング層36の表面をスケーリング処理して金属酸化膜を形成すればより効果的である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、金属部品の表面処理方法、特に、溶融金属中での耐腐食性を要求される金属部品の表面処理方法に関する。
【背景技術】
【0002】
従来より、溶融亜鉛合金めっき液中あるいは溶融アルミニウム合金めっき液中に配置されるシンクロールや、アルミダイキャストに際して溶融アルミニウムを金型に供給するスリーブには高度な耐腐食性が要求されていた。そこで、本願出願人は、特許文献1に記載されているように、アルミニウム合金めっき浴中での耐腐食性、耐摩耗性に優れた金属部品の表面処理方法を開発した。
【特許文献1】特許第3291128号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明の目的は、溶融亜鉛合金液や溶融アルミニウム合金液に対する耐腐食性をさらに改善した金属部品の表面処理方法を提供することにある。
【課題を解決するための手段】
【0004】
前記目的を達成するため、本発明の一形態である金属部品の表面処理方法は、
金属部品の表面に、コバルト基合金材料からなる粉末にW,Moを加えた金属粉末を、プラズマ粉体溶接にて肉盛りし、ライニング層を形成することを特徴とする。さらに、前記ライニング層の表面をスケーリング処理して金属酸化膜を形成してもよい。コバルト基合金材料としては、Co−Cr−Fe合金材料又はCo−Crを主成分とする合金材料を好適に使用することができる。
【発明の効果】
【0005】
以上の表面処理を施した金属部品は、溶融亜鉛合金液や溶融アルミニウム合金液に対して体積減や板厚減をほとんど生じることがなく、耐腐食性が極めて良好である実験結果を示した。
【発明を実施するための最良の形態】
【0006】
以下、本発明に係る金属部品の表面処理方法の実施例について添付図面を参照して説明する。
【0007】
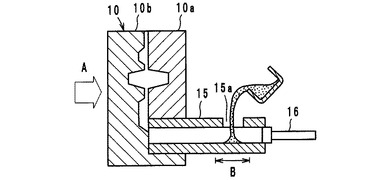
(金属部品、図1及び図2参照)
図1に、アルミダイキャストのための金型10と、金型10に溶融アルミニウム合金を供給するためのスリーブ15を示す。金型10は固定型10aと可動型10bとからなり、矢印A方向に型締めされる。スリーブ15は一般的にSKD61に窒化処理を施したものが使用されている。スリーブ15には開口15aから溶融アルミニウム合金が流し込まれ、溶融アルミニウム合金はプランジャ16にて金型10のキャビティに供給される。
【0008】
スリーブ15においては、溶融アルミニウム合金の流し込みを繰り返すことにより、特に開口15aの下部であるB領域に、溶損、ヒートクラックが発生したり、焼付きなどの問題を生じている。そこで、少なくとも領域Bあるいはスリーブ15の全内周部分に以下に説明する本発明に係る表面処理を施すこととした。
【0009】
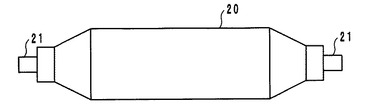
図2に、シンクロール20を示す。一般に、鋼板に亜鉛合金めっきを施すには、鋼板をスナウトから溶融亜鉛合金めっき浴槽に投入し、めっき浴中で搬送した後にスナップロールによって浴槽から引き上げている。シンクロール20は、例えばSUS316Lからなり、鋼板をめっき浴中で搬送するための部材である。このようなシンクロール20やスナップロールにあっては溶融亜鉛合金めっき液に対する耐腐食性が要求され、以下に説明する本発明に係る表面処理を施すこととした。シンクロール20に対しては、ロール表面部分に加えて、軸部分21やその軸受けにも本発明に係る表面処理を施すことが好ましい。
【0010】
(表面処理の金属材料)
本発明に係る表面処理方法は、前記SKD61やSUS316Lなどを母材として、その表面に、コバルト基合金材料からなる粉末にW,Moを加えた金属粉末をプラズマ粉体溶接にて肉盛りし、ライニング層を形成する。得られたライニング層の表面をバーナで加熱するスケーリング処理し、金属酸化膜を形成してもよい。スケーリング処理で形成されるのは、Co,W,Moなどの酸化膜であり、保護層として機能する。
【0011】
以下に示す浸漬実験のため、金属粉末の第1例として、35vol%のCo−Cr合金に60vol%のW及び5vol%のMoを加えて#100〜250の混合粉末としたものを用意した。金属粉末の第2例として、35vol%のCo−Cr−Fe合金(Co:50vol%、Cr:30vol%、Fe:20vol%)に60vol%のW及び5vol%のMoを加えて#100〜250の混合粉末としたものを用意した。なお、Wは約30〜80vol%の範囲で加えることができ、Moは約1〜20vol%の範囲で加えることができる。
【0012】
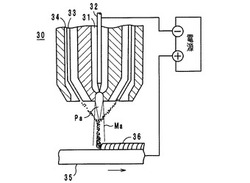
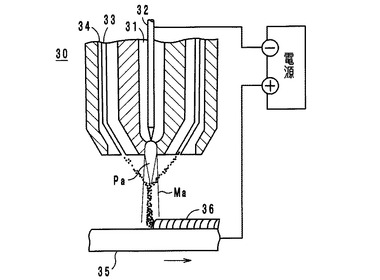
(プラズマ粉体溶接法、図3参照)
ここで、プラズマ粉体溶接法について説明する。プラズマ粉体溶接法は、図3に示すように、溶接トーチ30の中心孔31にタングステン電極32を設け、中心孔31にアルゴンガスを供給してガスプラズマを発生させる。溶接トーチ30の先端からはパイロットアークPa及びメインアークMaが噴出する。同時に、溶接トーチ30の粉末供給孔33から前記金属粉末を供給する。この金属粉末はメインアークMaによって溶融し、母材35の表面に容着し、ライニング層36が形成される。また、溶接トーチ30のガス供給孔34からはシールドガス(通常、アルゴンガス)が供給される。
【0013】
このようなプラズマ粉体溶接法は、他の溶接法(被覆アーク溶接、ディグ溶接、ミグ溶接、サブマージ溶接、ガス溶接)と比較して、以下の特徴を有している。
(1)母材への溶け込み深さが小さく、希釈率は通常5%以下である。従って、1層で目標の化学成分の肉盛り金属が得られる。
(2)肉盛り材料として粉末を用いるため、材料をワイヤやロッドに形成する必要がなく、一般金属の各種炭化物を主成分とする超硬複合合金の肉盛りも容易に行うことができ、炭化物含有量の調整も自由である。
(3)アルゴンガス中での自動溶接であるため、ブローホールなどの欠陥が少ない。
(4)溶融溶接であるため、母材との結合は冶金結合であり、剥離などの問題はない。
【0014】
(浸漬試験結果、図4〜図7参照)
次に、SS400を母材として前記金属材料の第1例及び第2例を用いてそれぞれプラズマ粉体溶接法にてライニング層を形成して試験片とし、溶融亜鉛合金めっき浴中及び溶融アルミニウム合金めっき浴中へ浸漬した。試験片はライニング層を縦45mm、横15mm、厚さ5mmに切り出したものである。
【0015】
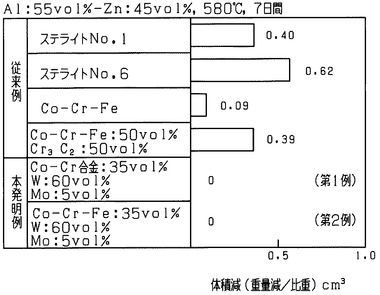
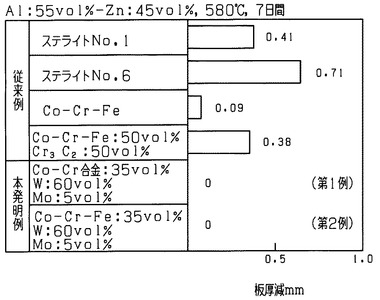
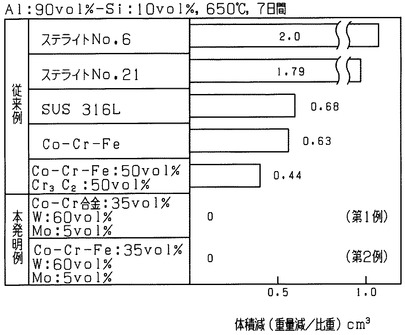
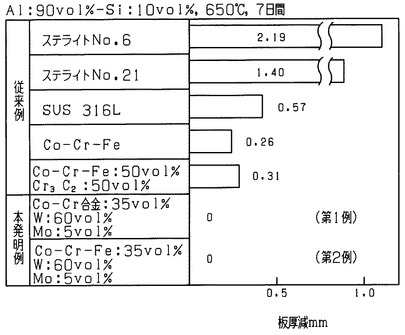
図4は、試験片を580℃のAl:55vol%−Zn:45vol%の溶融亜鉛合金めっき浴中へ7日間浸漬したときの体積減を示し、図5は同条件での板厚減を示す。図6は、試験片を650℃のAl:90vol%−Si:10vol%の溶融アルミニウム合金めっき浴中へ7日間浸漬したときの体積減を示し、図7は同条件での板厚減を示す。
【0016】
比較のために、従来例として、ステライトNo.1、No.6、No.21、SUS316Lのいずれも表面処理されていない試験片の浸漬結果も示す。さらに、特許文献1に記載されている表面処理を施した試験片の浸漬結果も示す。具体的には、Co−Cr−Fe合金材料からなる粉末をプラズマ粉体溶接法にて肉盛りした試験片、及び、Co−Cr−Fe合金材料にCr3−C2を加えた金属粉末をプラズマ粉体溶接法にて肉盛りした試験片の浸漬結果も示す。
【0017】
図4〜図7に明らかなように、本発明例ではいずれも体積減、板厚減は0であり、すぐれた耐腐食性を示した。さらに、前記ライニング層の表面を酸素バーナーで少なくとも600℃で5分程度スケーリング処理した試験片にあってはより好ましい耐腐食性を示した。
【0018】
(他の実施例)
なお、本発明に係る金属部品の表面処理方法は前記実施例に限定するものではなく、その要旨の範囲内で種々に変更することができる。
【0019】
特に、プラズマ粉体溶接の材料であるCo−Cr−Fe合金材料は、Co:50vol%−Cr:30vol%−Fe:20vol%の組成以外に種々の組成のものを使用することができる。
【0020】
また、本発明は、前記実施例に示したスリーブやシンクロールのみでなく、溶融亜鉛合金液や溶融アルミニウム合金液に対する耐腐食性を要求される金属部品に幅広く適用することができる。
【図面の簡単な説明】
【0021】
【図1】本発明の実施対象となるアルミダイキャスト用スリーブと金型を示す断面図である。
【図2】本発明の実施対象となるシンクロールを示す正面図である。
【図3】プラズマ粉体溶接法の説明図である。
【図4】亜鉛合金めっき浴中への浸漬試験結果を示すグラフであり、体積減を示す。
【図5】亜鉛合金めっき浴中への図4と同じ条件での浸漬試験結果を示すグラフであり、板厚減を示す。
【図6】アルミニウム合金めっき浴中への他の条件での浸漬試験結果を示すグラフであり、体積減を示す。
【図7】アルミニウム合金めっき浴中への図6と同じ条件での浸漬試験結果を示すグラフであり、板厚減を示す。
【符号の説明】
【0022】
15…スリーブ
20…シンクロール
30…溶接トーチ
35…母材
36…ライニング層
【技術分野】
【0001】
本発明は、金属部品の表面処理方法、特に、溶融金属中での耐腐食性を要求される金属部品の表面処理方法に関する。
【背景技術】
【0002】
従来より、溶融亜鉛合金めっき液中あるいは溶融アルミニウム合金めっき液中に配置されるシンクロールや、アルミダイキャストに際して溶融アルミニウムを金型に供給するスリーブには高度な耐腐食性が要求されていた。そこで、本願出願人は、特許文献1に記載されているように、アルミニウム合金めっき浴中での耐腐食性、耐摩耗性に優れた金属部品の表面処理方法を開発した。
【特許文献1】特許第3291128号公報
【発明の開示】
【発明が解決しようとする課題】
【0003】
本発明の目的は、溶融亜鉛合金液や溶融アルミニウム合金液に対する耐腐食性をさらに改善した金属部品の表面処理方法を提供することにある。
【課題を解決するための手段】
【0004】
前記目的を達成するため、本発明の一形態である金属部品の表面処理方法は、
金属部品の表面に、コバルト基合金材料からなる粉末にW,Moを加えた金属粉末を、プラズマ粉体溶接にて肉盛りし、ライニング層を形成することを特徴とする。さらに、前記ライニング層の表面をスケーリング処理して金属酸化膜を形成してもよい。コバルト基合金材料としては、Co−Cr−Fe合金材料又はCo−Crを主成分とする合金材料を好適に使用することができる。
【発明の効果】
【0005】
以上の表面処理を施した金属部品は、溶融亜鉛合金液や溶融アルミニウム合金液に対して体積減や板厚減をほとんど生じることがなく、耐腐食性が極めて良好である実験結果を示した。
【発明を実施するための最良の形態】
【0006】
以下、本発明に係る金属部品の表面処理方法の実施例について添付図面を参照して説明する。
【0007】
(金属部品、図1及び図2参照)
図1に、アルミダイキャストのための金型10と、金型10に溶融アルミニウム合金を供給するためのスリーブ15を示す。金型10は固定型10aと可動型10bとからなり、矢印A方向に型締めされる。スリーブ15は一般的にSKD61に窒化処理を施したものが使用されている。スリーブ15には開口15aから溶融アルミニウム合金が流し込まれ、溶融アルミニウム合金はプランジャ16にて金型10のキャビティに供給される。
【0008】
スリーブ15においては、溶融アルミニウム合金の流し込みを繰り返すことにより、特に開口15aの下部であるB領域に、溶損、ヒートクラックが発生したり、焼付きなどの問題を生じている。そこで、少なくとも領域Bあるいはスリーブ15の全内周部分に以下に説明する本発明に係る表面処理を施すこととした。
【0009】
図2に、シンクロール20を示す。一般に、鋼板に亜鉛合金めっきを施すには、鋼板をスナウトから溶融亜鉛合金めっき浴槽に投入し、めっき浴中で搬送した後にスナップロールによって浴槽から引き上げている。シンクロール20は、例えばSUS316Lからなり、鋼板をめっき浴中で搬送するための部材である。このようなシンクロール20やスナップロールにあっては溶融亜鉛合金めっき液に対する耐腐食性が要求され、以下に説明する本発明に係る表面処理を施すこととした。シンクロール20に対しては、ロール表面部分に加えて、軸部分21やその軸受けにも本発明に係る表面処理を施すことが好ましい。
【0010】
(表面処理の金属材料)
本発明に係る表面処理方法は、前記SKD61やSUS316Lなどを母材として、その表面に、コバルト基合金材料からなる粉末にW,Moを加えた金属粉末をプラズマ粉体溶接にて肉盛りし、ライニング層を形成する。得られたライニング層の表面をバーナで加熱するスケーリング処理し、金属酸化膜を形成してもよい。スケーリング処理で形成されるのは、Co,W,Moなどの酸化膜であり、保護層として機能する。
【0011】
以下に示す浸漬実験のため、金属粉末の第1例として、35vol%のCo−Cr合金に60vol%のW及び5vol%のMoを加えて#100〜250の混合粉末としたものを用意した。金属粉末の第2例として、35vol%のCo−Cr−Fe合金(Co:50vol%、Cr:30vol%、Fe:20vol%)に60vol%のW及び5vol%のMoを加えて#100〜250の混合粉末としたものを用意した。なお、Wは約30〜80vol%の範囲で加えることができ、Moは約1〜20vol%の範囲で加えることができる。
【0012】
(プラズマ粉体溶接法、図3参照)
ここで、プラズマ粉体溶接法について説明する。プラズマ粉体溶接法は、図3に示すように、溶接トーチ30の中心孔31にタングステン電極32を設け、中心孔31にアルゴンガスを供給してガスプラズマを発生させる。溶接トーチ30の先端からはパイロットアークPa及びメインアークMaが噴出する。同時に、溶接トーチ30の粉末供給孔33から前記金属粉末を供給する。この金属粉末はメインアークMaによって溶融し、母材35の表面に容着し、ライニング層36が形成される。また、溶接トーチ30のガス供給孔34からはシールドガス(通常、アルゴンガス)が供給される。
【0013】
このようなプラズマ粉体溶接法は、他の溶接法(被覆アーク溶接、ディグ溶接、ミグ溶接、サブマージ溶接、ガス溶接)と比較して、以下の特徴を有している。
(1)母材への溶け込み深さが小さく、希釈率は通常5%以下である。従って、1層で目標の化学成分の肉盛り金属が得られる。
(2)肉盛り材料として粉末を用いるため、材料をワイヤやロッドに形成する必要がなく、一般金属の各種炭化物を主成分とする超硬複合合金の肉盛りも容易に行うことができ、炭化物含有量の調整も自由である。
(3)アルゴンガス中での自動溶接であるため、ブローホールなどの欠陥が少ない。
(4)溶融溶接であるため、母材との結合は冶金結合であり、剥離などの問題はない。
【0014】
(浸漬試験結果、図4〜図7参照)
次に、SS400を母材として前記金属材料の第1例及び第2例を用いてそれぞれプラズマ粉体溶接法にてライニング層を形成して試験片とし、溶融亜鉛合金めっき浴中及び溶融アルミニウム合金めっき浴中へ浸漬した。試験片はライニング層を縦45mm、横15mm、厚さ5mmに切り出したものである。
【0015】
図4は、試験片を580℃のAl:55vol%−Zn:45vol%の溶融亜鉛合金めっき浴中へ7日間浸漬したときの体積減を示し、図5は同条件での板厚減を示す。図6は、試験片を650℃のAl:90vol%−Si:10vol%の溶融アルミニウム合金めっき浴中へ7日間浸漬したときの体積減を示し、図7は同条件での板厚減を示す。
【0016】
比較のために、従来例として、ステライトNo.1、No.6、No.21、SUS316Lのいずれも表面処理されていない試験片の浸漬結果も示す。さらに、特許文献1に記載されている表面処理を施した試験片の浸漬結果も示す。具体的には、Co−Cr−Fe合金材料からなる粉末をプラズマ粉体溶接法にて肉盛りした試験片、及び、Co−Cr−Fe合金材料にCr3−C2を加えた金属粉末をプラズマ粉体溶接法にて肉盛りした試験片の浸漬結果も示す。
【0017】
図4〜図7に明らかなように、本発明例ではいずれも体積減、板厚減は0であり、すぐれた耐腐食性を示した。さらに、前記ライニング層の表面を酸素バーナーで少なくとも600℃で5分程度スケーリング処理した試験片にあってはより好ましい耐腐食性を示した。
【0018】
(他の実施例)
なお、本発明に係る金属部品の表面処理方法は前記実施例に限定するものではなく、その要旨の範囲内で種々に変更することができる。
【0019】
特に、プラズマ粉体溶接の材料であるCo−Cr−Fe合金材料は、Co:50vol%−Cr:30vol%−Fe:20vol%の組成以外に種々の組成のものを使用することができる。
【0020】
また、本発明は、前記実施例に示したスリーブやシンクロールのみでなく、溶融亜鉛合金液や溶融アルミニウム合金液に対する耐腐食性を要求される金属部品に幅広く適用することができる。
【図面の簡単な説明】
【0021】
【図1】本発明の実施対象となるアルミダイキャスト用スリーブと金型を示す断面図である。
【図2】本発明の実施対象となるシンクロールを示す正面図である。
【図3】プラズマ粉体溶接法の説明図である。
【図4】亜鉛合金めっき浴中への浸漬試験結果を示すグラフであり、体積減を示す。
【図5】亜鉛合金めっき浴中への図4と同じ条件での浸漬試験結果を示すグラフであり、板厚減を示す。
【図6】アルミニウム合金めっき浴中への他の条件での浸漬試験結果を示すグラフであり、体積減を示す。
【図7】アルミニウム合金めっき浴中への図6と同じ条件での浸漬試験結果を示すグラフであり、板厚減を示す。
【符号の説明】
【0022】
15…スリーブ
20…シンクロール
30…溶接トーチ
35…母材
36…ライニング層
【特許請求の範囲】
【請求項1】
金属部品の表面に、コバルト基合金材料からなる粉末にW,Moを加えた金属粉末を、プラズマ粉体溶接にて肉盛りし、ライニング層を形成することを特徴とする金属部品の表面処理方法。
【請求項2】
前記コバルト基合金材料はCo−Cr−Fe合金材料又はCo−Crを主成分とする合金材料であることを特徴とする請求項1に記載の金属部品の表面処理方法。
【請求項3】
前記ライニング層の表面をスケーリング処理して金属酸化膜を形成することを特徴とする請求項1又は請求項2に記載の金属部品の表面処理方法。
【請求項1】
金属部品の表面に、コバルト基合金材料からなる粉末にW,Moを加えた金属粉末を、プラズマ粉体溶接にて肉盛りし、ライニング層を形成することを特徴とする金属部品の表面処理方法。
【請求項2】
前記コバルト基合金材料はCo−Cr−Fe合金材料又はCo−Crを主成分とする合金材料であることを特徴とする請求項1に記載の金属部品の表面処理方法。
【請求項3】
前記ライニング層の表面をスケーリング処理して金属酸化膜を形成することを特徴とする請求項1又は請求項2に記載の金属部品の表面処理方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2010−142866(P2010−142866A)
【公開日】平成22年7月1日(2010.7.1)
【国際特許分類】
【出願番号】特願2008−325816(P2008−325816)
【出願日】平成20年12月22日(2008.12.22)
【出願人】(390001801)大阪富士工業株式会社 (12)
【Fターム(参考)】
【公開日】平成22年7月1日(2010.7.1)
【国際特許分類】
【出願日】平成20年12月22日(2008.12.22)
【出願人】(390001801)大阪富士工業株式会社 (12)
【Fターム(参考)】
[ Back to top ]