
金属部材の表面処理方法及び金属部材

【課題】金属部材を表面処理で耐食性、耐摩耗性を向上させる。
【解決手段】表面処理より表面処理膜2が形成された金属部材1に、該金属部材1の使用温度よりも5℃以上高い温度で熱処理を施し、表面処理膜2に熱歪みを生じさせ、熱処理後の金属部材1をフッ素化合物及び/又はシリコン化合物を含有する溶液に浸漬し、含侵させ、次に表面処理膜2とフッ素化合物及び/又はシリコン化合物と重合させ、表面処理膜2にフッ素化合物及び/又はシリコン化合物による更なる表面処理を施し、金属部材の耐食性、耐摩耗性を向上させる。
【解決手段】表面処理より表面処理膜2が形成された金属部材1に、該金属部材1の使用温度よりも5℃以上高い温度で熱処理を施し、表面処理膜2に熱歪みを生じさせ、熱処理後の金属部材1をフッ素化合物及び/又はシリコン化合物を含有する溶液に浸漬し、含侵させ、次に表面処理膜2とフッ素化合物及び/又はシリコン化合物と重合させ、表面処理膜2にフッ素化合物及び/又はシリコン化合物による更なる表面処理を施し、金属部材の耐食性、耐摩耗性を向上させる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、例えば、めっき処理、陽極酸化処理等の表面処理が施された金属部材の耐食性、耐摩耗性を向上させる金属部材の表面処理方法及びこの表面処理方法が施された金属部材に関する。
【背景技術】
【0002】
一般に、金属材料が用いられた金属部材は、その使用目的に応じて耐磨耗性、耐食性、耐薬品性等を改善する必要がある。すなわち、金属部材は、各種表面処理が施されることによって、耐磨耗性、耐食性、耐薬品性等が改善されている。
【0003】
金属部材の表面処理としては、金属部材の表面には、各種めっき処理、例えば硬質クロムめっき処理、陽極酸化処理等の行う方法がある。このような表面処理では、表面処理膜に微細なポア、孔、亀裂、凹凸などの立ち上がり部、隙間部分が存在している。例えば、アルミニュウム(以下AL)合金に対して陽極酸化処理(アノダイジング)を施してなるアノード膜は、セル中に200nm以下の微細なポアがアノード膜成長過程で生成する。また、AL合金やマグネシュウム(以下Mg)合金の表面処理膜では、いわゆるブレイクダウンや皮膜成長時の内部応力によってランダムな孔、凹凸やクラックが発生する。めっき処理や化成処理においては、表面処理膜生成時の応力から亀裂や割れが発生する。具体的には、めっき処理や化成処理が施されてなる、クロム(以下Cr)めっき膜やクロメート膜には、約1μm以下の亀裂や孔が不可避的に形成されてしまう。
【0004】
上述したような表面処理では、耐磨耗性、耐食性、耐薬品性等の改善には十分とはいえなかった。また、表面処理を施した面には、上述したような微細な孔や亀裂が存在することによって、この孔や亀裂に他の物質や腐食性ガスが進入し付着し、悪影響をも及ぼした。
【0005】
例えば、半導体製造等に使用される樹脂封止金型においては、樹脂が金型キャビティ面にこびりついてしまい、樹脂離れが悪化してしまうことがあったし、又、発生するガスで腐食し樹脂離れが悪化してしまっていた。これは、金型キャビティを構成する金属面、その上に処理された被膜等に形成された孔や亀裂に起因していると考えられている。同様に、家庭の水廻り、例えば水道の蛇口の裏側等では、構造上汚れてしまいやすく、不衛生になりやすかった。さらにまた、血液検査用の遠心分離器のAL製ローター部等では、殺菌洗浄がなされるため、アノード膜だけでは腐食してしまうといった問題があった。航空機のジェットエンジンの圧縮空気圧を利用した駆動装置、油圧アクチュエイターのピストン、にも腐食してしまう問題があった。このような問題の原因として、表面処理膜に形成された微細な孔や亀裂等が考えられる。
【0006】
上述したように、金属部材の表面処理膜に形成された孔や亀裂等に起因する諸問題を解決するため、金属部材の表面処理膜に対して結晶性のフッ素系樹脂膜を形成することが提案されている。例えば、AL合金へのアノード処理膜表面に、ポリテトラフルオロエチレン(以下、PTFE)のような結晶性のフッ化炭素樹脂を被膜させる方法がある。例えば、特許文献1に記載されるように、微細な孔や亀裂が形成されたCrめっき膜を逆電気通電法によりエッチングし、亀裂や孔を3〜10μmの巾に拡大させ、所定の圧力下で約200℃程度に加熱した炉中でPTEFを浸入させ、冷却する手法である。これによれば、亀裂や孔の径を3〜10μm程度に拡大することができるため、2〜数μm程度の径を有するPTFE粒子をこの亀裂や孔内に進入させることができる。
【0007】
しかし、フッ素樹脂(PTFE)の粒子径より広い部分だけで、幅の狭い部分はフッ素樹脂を底までは進入させることができない。又、AL合金を用いた金属製品の表面に陽極酸化処理によってアノード膜が形成されると、このアノード膜には、超微細な孔や亀裂が形成されることとなる。この場合、逆電気通電法等の手法により孔径や亀裂の幅を拡大したとしても、アノード膜に形成された孔は200nm程度、亀裂は約2μm程度にしか拡大されない。
【0008】
このため、粒径が2〜数μm程度のPTFE粒子でアノード膜上に被膜を形成しようとしても、アノード膜の表面の微細な孔や亀裂にPTFE粒子が入り込まず、単に、微細な孔や亀裂上にPTFE粒子が乗っている状態となってしまう欠点があった。
【0009】
アルマイト膜の表面にPTFE粒子が乗っている状態では、比較的短時間でフッ素系樹脂膜が離脱してしまい、優れた表面特性を長時間に亘って維持することができないといった問題がある。
【0010】
また、Crめっき膜では、上述したように、孔や亀裂の径を拡大させることによって、逆電気通電法によるエッチングで孔や亀裂の内部にまでPTFE等の結晶性のフッ素性樹脂を成膜することができる。しかしながら、この場合、Crめっき膜としては、少なくとも30μm程度の膜厚が必要である。仮に、Crめっき膜の膜厚が30μm以下であるような場合、孔や亀裂を大きくしてしまうと、これら孔や亀裂が下層の母材にまで達してしまう。これにより、Crめっき膜は、孔や亀裂に起因して母材が腐食したり、Crめっき膜自体が剥離してしまうといった問題が生じていた。
【0011】
ところで、硬質クロムめっきや、陽極酸化処理が施された金属部材は、高温環境下で使用すると、Crめっき膜やアノード皮膜に形成されている亀裂や孔を起点にして、更に孔や亀裂が大きくなったり、新たな孔や亀裂が形成されてしまう。このため、硬質クロムめっきや、陽極酸化処理後、すぐにCrめっき膜やアノード皮膜にフッ素系樹脂膜を形成しても、高温環境下での部材使用時の熱膨張により、新たな亀裂や孔が発生し、欠陥が大きくなり、フッ素樹脂膜が皮膜されていない部分が発生し、その部分に大気中の水分や腐食性ガスが付着して、その部分を起点に腐食が発生してしまう。これにより、金属部材の耐摩耗性、耐食性等が劣り、金属部材が使用できなくなる。
【0012】
そこで、このような問題を解決するために、金属部材を高温環境下で使用しても、耐磨耗性、耐食性等に優れた安定な表面状態を保つことができる表面処理方法が求められている。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特公昭58−37400号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
本発明は、表面処理が施された金属部材を高温環境下で使用しても、耐食性、耐摩耗性に優れた表面状態とする金属部材の表面処理方法及びこの表面処理方法が施された金属部材を提供することを目的とする。
【課題を解決するための手段】
【0015】
上述した目的を達成する本発明に係る金属部材の表面処理方法は、表面処理により表面処理膜が形成された金属部材に、該金属部材の使用温度よりも5℃以上高い温度で熱処理を施し、表面処理膜にあらかじめ熱歪みを生じさせ、隠れた歪、欠陥も浮き出させた後、熱処理後の金属部材をフッ素化合物及び/又はシリコン化合物を含有する溶液に浸漬し、表面処理膜とフッ素化合物及び/又はシリコン化合物とを重合させ、表面処理膜にフッ素化合物及び/又はシリコン化合物による更なる表面処理を施すことを特徴とする。
【0016】
また、上述した目的を達成する本発明に係る金属部材は、金属母材の表面に、表面処理膜と、少なくともこの表面処理膜に形成された孔及び/又は亀裂に有機フッ素化合物又は有機シリコン化合物を含む更なる表面処理膜とが形成されていることを特徴とする。
【発明の効果】
【0017】
本発明では、表面処理により表面処理膜が形成された金属部材を使用温度よりも5℃以上高い温度で熱処理を施すことで、あらかじめ熱歪みを生じさせ、隠れた歪も浮き出させ、表面処理膜に形成された亀裂や孔を予め金属部材を使用する際に発生する大きさ以上にしておき、この亀裂や孔にフッ素化合物及び/又はシリコン化合物を含有する溶液を浸入させ、表面処理膜とフッ素化合物及び/又はシリコン化合物とを重合させることによって、表面処理膜にフッ素化合物及び/又はシリコン化合物による更なる複合表面処理膜を施す。これにより、本発明では、予め、金属部材を高温環境下で使用した場合に生じる熱歪みを考慮して、表面処理を行っているため、金属部材を高温環境下で使用して熱歪みが生じても、金属部材の表面は表面処理された状態を維持でき、耐食性、耐摩耗性を維持できる。
【図面の簡単な説明】
【0018】
【図1】本発明を適用した金属部材の一部断面図である。
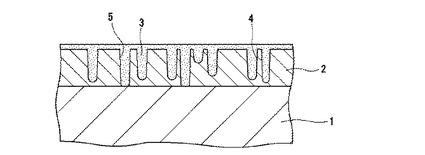
【図2】金属部材の表面処理膜に孔や亀裂が形成された状態を示す一部断面図である。
【図3】熱処理後、孔や亀裂が大きくなり、新たな孔や亀裂が発生した状態を示す一部断面図である。
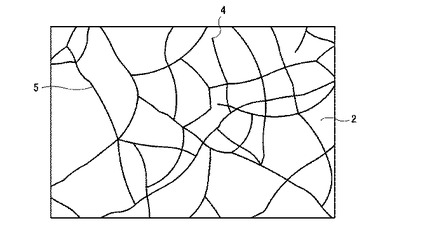
【図4】熱処理前の表面処理膜の状態を示す平面図である。
【図5】熱処理後の表面処理膜の状態を示す平面図である。
【図6】表面処理膜に有機フッ素化合物を重合させた状態を模式的に示す模式図である。
【図7】本発明を適用した他の例の金属部材の一部断面図である。
【発明を実施するための形態】
【0019】
以下、本発明を適用した金属部材の表面処理方法及び金属部材について、図面を参照して詳細に説明する。
【0020】
本発明の金属部材1の表面処理方法は、図1に示すように金属部材AL、AL合金、Mg、Mg合金、Ti、Ti合金、Fe、Fe合金等からなり、金属母材となる金属部材1を表面処理して、表面に表面処理膜2を形成した後、熱処理を施し、表面処理膜2に熱歪みを生じさせ、その後、フッ素化合物及び/又はシリコン化合物を含有する溶液に浸漬し、含浸させた金属部材1の表面処理膜2とフッ素化合物及び/又はシリコン化合物とを重合させて、更なる表面処理を施してコーティング膜3を形成する。
【0021】
金属部材1は、例えば使用温度が50℃〜350℃の耐熱部品である。具体的に、金属部材1としては、例えば、半導体装置、ゴム成形及び合成樹脂容器類等を成形する際に使用される成形金型や水道の蛇口、血液検査用の遠心分離器のローター部等の医療部品、航空機のジェットエンジンの圧縮駆動部品、降着陸装置のシリンダー、油圧アクチュエイターなどである。
【0022】
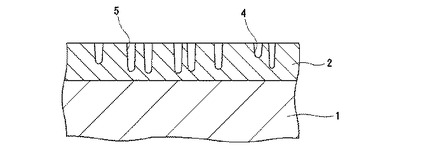
金属部材1に施す表面処理膜2としては、各種めっき処理により形成されるめっき膜、陽極酸化処理により形成される陽極酸化膜、化成処理により形成される化成膜、蒸着処理により形成される蒸着膜等を挙げることができる。中でも、硬質クロムめっき、陽極酸化処理は、熱歪みを起こしやすい表面処理である。このように金属部材1の表面に対して表面処理を施すと、形成された表面処理膜2には、図2に示すように、非常に微細な孔(ピンホール)4や亀裂(クラック)5が形成されている。この孔4や亀裂5の大きさは、表面処理膜2の種類によっても異なるが、数μm以下である。この表面処理膜2の膜厚は、表面処理膜2の種類によっても異なるが、例えばクロムめっき膜の場合は3μm以上、陽極酸化膜の場合は30〜100μm程度である。
【0023】
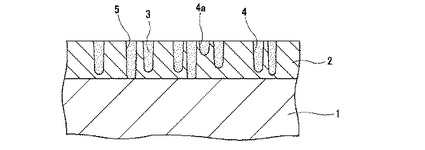
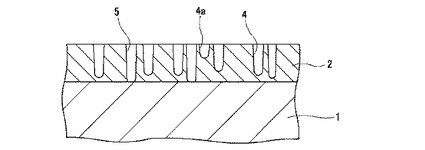
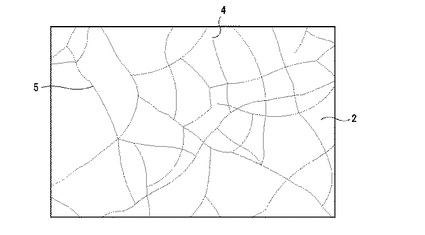
このようにピンホール4やクラック5を有する表面処理膜2が形成された金属部材1に対して、先ず、金属部材1の使用温度よりも5℃以上高い温度で熱処理を施す。ここで、使用温度とは、金属部材1が成型金型の場合には例えば成形時の温度であり、蛇口の場合には例えば温水であり、金属部材1を使用する際の金属部材1の温度である。金属部材1は、熱処理されると、熱歪みにより、図3に示すように、表面処理膜2に形成されていた孔4や亀裂5が熱膨張により大きくなり、新たな孔4(図3中、孔4a)や亀裂5が発生する。この熱処理により、隠れた歪みも浮き出させることができる。図4は、熱処理前の表面処理膜2の表面を示すものであり、図5は、熱処理後の表面処理膜2の表面を示すものであり、孔4や亀裂5の幅が大きくなっている。孔4や亀裂5が大きくなると、金属部材1まで達してしまう場合もある。金属部材1の使用温度よりも高い温度で熱処理することによって、金属部材1の表面処理膜2に予め使用時に発生する孔4や亀裂5を形成することができる。孔4や亀裂5の大きさは、熱処理の温度によって異なるが、数nm〜数μm程度であり、加熱の温度が高いほど大きくなる。
【0024】
次に、熱処理後の表面処理膜2に対して、フッ素化合物及び/又はシリコン化合物による表面処理を行い、更なる複合表面処理膜のコーティング膜3を形成する。コーティング膜3は、表面処理膜2の表面にフッ素化合物及び/又はシリコン化合物を重合させることにより形成される。
【0025】
フッ素化合物としては、加熱により重合する有機フッ素化合物、パーフルオロアルキル基を有する有機フッ素化合物等を挙げることができ、シリコン化合物としては、有機シリコン化合物を挙げることができる。具体的に、フッ素化合物としては、例えば、フルオロカーボン鎖を有するフッ素系モノマー等を挙げることができる。シリコン化合物としては、例えばメチルハイドロジエンシリコンオイル等を挙げることができる。有機フッ素化合物や有機シリコン化合物は、分子径が小さく、数nm〜数百nm程度であり、表面処理膜2に形成されている孔4や亀裂5の大きさよりも小さいものである。
【0026】
以下に、フッ素化合物として、アモルファス状フッ素樹脂を用いた場合を例に挙げて説明する。なお、フッ素化合物として、アモルファス状フッ素樹脂に限定されるものではない。アモルファス状フッ素樹脂とは、フッ素を含有するモノマーが重合してなるポリマー鎖からなり、所定の結晶状態を取れず非晶質の状態をとり続けるような樹脂のことをいう。このようなアモルファス状フッ素樹脂は、非晶質であるため、所定の溶剤に対する溶解特性に優れたものとなる。溶剤としては、水やフッ素化合物が溶解可能な溶媒である。そして、このアモルファス状フッ素樹脂は、溶解した状態でも非晶質の状態をとるため、上述した表面処理膜2の表面に形成された微細な孔4や亀裂5の内部にも入り込むことができる。具体的に、アモルファス状フッ素樹脂としては、旭硝子株式会社製の商品名「サイトップ」を用いることができる。この「サイトップ」は、下記の化学式1に示すように、分子内に反応性の異なる一対の2重結合を有するパーフルオロアルケニルビニルエーテルをモノマーとした環化重合体である。
【0027】
【化1】

【0028】
この「サイトップ」は、上記化学式1に示したように、分子内に環状部分を有するため、主鎖構造において大きなねじれが生じてしまい、結晶構造がとれず非晶質な状態を維持する。このように、「サイトップ」は、非晶質であるため、従来のパーフルオロ系樹脂と異なりフッ素系溶剤に対して易溶である。
【0029】
コーティング膜3を形成するには、先ず、表面処理膜2に孔4や亀裂5が形成された金属部材1を、溶剤に「サイトップ」を溶解させてなる溶液に浸漬する。「サイトップ」は、非晶質であり、分子径が小さいため、熱処理後の表面処理膜2に形成されている微細な孔4や亀裂5に容易に入り込むことができる。ここで、金属部材1を溶液に浸漬させる際に、真空引きすることにより、金属部材1の表面に形成した表面処理膜2の微細な孔4や亀裂5にサイトップを含む溶液が入り込みやすくなり、孔4や亀裂5の内部全体にまでより容易に溶液を入れることができる。
【0030】
次に、表面処理膜2とフッ素樹脂(サイトップ)とを重合して、結合させる。この結合工程では、孔4や亀裂5にフッ素樹脂を含む溶液を浸入させた金属部材1に対して熱処理を行う。この熱処理は、50〜250℃で10〜60分間維持する。この熱処理を行うことによって、表面処理膜2とフッ素樹脂とを重合させ、結合させ、フッ素樹脂からなるコーティング膜3を形成することができる。
【0031】
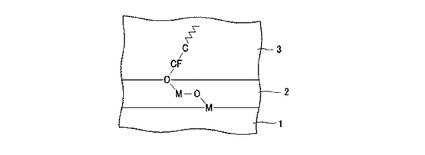
具体的に、この熱処理では、フッ素樹脂(サイトップ)が下記化学式2に示すように、末端部分において環状構造が崩れラジカルを生成し、波線aで示した部分で開裂することにより、末端にCF=O基を有するポリマーが生成する。
【0032】
【化2】
【0033】
そして、熱処理により反応エネルギが付与され、末端にCF=O基を有するポリマーが、図6に示すように、表面処理膜2の金属原子(図6中Mで示す。)と結合する。
【0034】
上述した結合工程では、熱処理により反応エネルギを付与したが、これに限定されず、例えば、低エネルギー電子線照射処理や紫外線照射処理等の反応エネルギを付与することができる手法であれば如何なる処理を行っても良い。低エネルギー電子線照射処理条件は、加速電圧50〜250Kv、加速電流10〜100mA,照射時間1〜1800秒である。
【0035】
以上では、表面処理膜2の孔4や亀裂5に対してフッ素樹脂からなるコーティング膜3を形成する金属部材1の表面処理方法を説明したが、このフッ素樹脂に限らず、他のフッ素化合物やシリコン化合物であっても、同様の方法によってコーティング膜3を形成することができる。また、フッ素化合物とシリコン化合物を共に含有する溶液を表面処理膜2の孔4や亀裂5に浸入させることで、フッ素化合物及びシリコン化合物を含有するコーティング膜3を形成することができる。
【0036】
以上のようにして製造された金属部材1は、図1に示すように、金属部材1の使用温度よりも5℃以上高い温度による熱処理後の表面処理膜2に形成されている孔4や亀裂5にフッ素化合物及び/又はシリコン化合物を重合させて形成されたコーティング膜3が形成されている。金属部材1は、使用する際に、高温環境下で使用され、熱膨張しても、予め熱処理による熱歪みにより大きく形成された孔4や亀裂5、新たに形成される孔4や亀裂5にコーティング膜3が形成されているため、金属部材5が露出したり、表面処理膜2の孔4や亀裂5に腐食性ガスや水分等が入り込むことを防止でき、錆等による腐食を防ぎ、耐食性や耐摩耗性を維持できる。また、この金属部材1は、繰り返し使用し、熱膨張、収縮を繰り返しても、使用温度以上に昇温し熱歪を生じさせているため、それ以下の熱歪を繰り返しても、長期間、表面処理された状態を維持できるので、耐食性、耐摩耗性も維持できる。
【0037】
また、この金属部材1では、表面処理膜2に有機フッ素化合物又は有機シリコン化合物が結合してコーティング膜3が形成されているため、コーティング膜3が剥離し難く、長期間に亘って表面処理膜2の表面性の改善効果を維持することができる。また、金属部材1として金型に適用した場合には、樹脂離れが良好であり、耐汚染性の向上も図られる。
【0038】
上述では、金属部材1の表面処理膜2に形成された孔4や亀裂5にコーティング膜3を形成したものを説明したが、図7に示すように、熱処理により大きくした孔4や亀裂5、新たに形成された孔4や亀裂5の部分の他に、更に表面処理膜2の表面にもコーティング膜3を形成するようにしてもよい。これにより、表面処理膜2の表面において、腐食性ガスや水分等が入り込むことを防ぎ、錆等による腐食を防止できる。
【実施例】
【0039】
以下、本発明を適用した具体的な実施例について、実験結果をもとに詳細に説明する。
【0040】
<実施例1>
実施例1では、上述したような金属部材として熱硬化性樹脂用の成型金型を適用した例である。成型金型は、ダイス鋼、工具鋼、ハイス鋼等を使用し、使用温度は約180℃である。先ず、この成型金型を中性洗剤で脱脂する。次に、脱脂後の成型金型に表面処理としてクロム酸を主成分にした硬質クロムめっき処理を施し、成型金型の表面に、膜厚3〜5μmの硬質クロムめっき膜を形成した。次に、硬質クロムめっき膜が形成された成型金型を、昇温速度5℃/min、使用温度180℃よりも10℃高い190℃で、5分間熱処理を行った。これにより、硬質クロムめっき膜の表面に形成されていた孔(ピンホール)や亀裂(クラック)が大きくなり、新たに孔や亀裂が発生した。次に、硬質クロムめっき膜表面に、有機フッ素化合物を含む溶液を0.9パスカル以下の圧力で真空引きして浸入させた。用いた有機フッ素化合物は、フルオロカーボン鎖を有するフッ素系モノマーである。なお、この溶液は、成型する材料の熱可塑性樹脂との相性、例えば剥離性等の点で適宜決める。次に、温度195℃、10分間加熱処理を施して、孔や亀裂部分の硬質クロムめっき膜と有機フッ素化合物とを重合させて、孔や亀裂部分に有機フッ素化合物を含むコーティング膜を形成した。
【0041】
以上のようにして製造された成型金型に対して、腐食の激しいエポキシ樹脂を使用して、3ヶ月間連続運転し、約180℃で成型を行った。その結果、成型金型は腐食せず、離型も良好であった。
【0042】
<実施例2>
実施例2では、AL合金製ゴム成型金型に、硬質陽極酸化処理(ハードアノダイジング)を施して、膜厚50〜75μmのアノード膜を形成した以外は、実施例1と同様にして、熱処理後に、アノード膜に有機フッ素化合物を含むコーティング膜を形成した。
【0043】
以上のようにして製造した成型金型に対して、腐食の激しいゴム素材を使用して、3ヶ月間連続運転し、約180℃で成型を行った。その結果、実施例2においても、成型金型は腐食せず、離型も良好であった。
【0044】
<実施例3>
実施例3では、金属部材として、海岸地域の監視カメラの駆動部品に適用した例である。この駆動部品は、Fe合金からなり、温度50〜70℃程度の発熱を伴う部品である。実施例3では、実施例1と同様に、駆動部品に膜厚3〜5μm硬質クロムめっき膜を形成し、100℃で熱処理を行った。次に、孔や亀裂が大きくなり、新たな孔や亀裂が形成された硬質クロムめっき膜の表面に、以下の組成からなる有機フッ素化合物を含有する溶液を真空中下、液温100℃、5分間浸漬させ、孔や亀裂に溶液を浸入させた。次に、実施例1と同様に、加熱処理を施して、孔や亀裂部分の硬質クロムめっき膜と有機フッ素化合物とを重合させて、孔や亀裂部分に有機フッ素化合物を含むコーティング膜を形成した。
【0045】
有機フッ素化合物を含む溶液の組成は、蒸留水1Lを用い、フッ化アンモニウムの濃度10%、フッ化マグネシウムの濃度が10%の水溶液である。
【0046】
以上のようにして製造した駆動部品を6ヶ月間の断続運転した。この際の駆動部品の温度は、約65℃である。そして、駆動部品の分解調査を行った結果、発錆もなく摩耗にも耐えることができた。
【0047】
<実施例4>
実施例4では、金属部材として、圧縮機の圧縮が掛かるアルミニウム部品を適用した例である。圧縮機の圧縮が掛かるアルミニウム部品は、空気を圧縮しているため、水分に曝されている状態で使用する部品であり、使用温度が約70℃である。このアルミニウム部品に、実施例2と同様にして、膜厚50〜75μmのアノード膜を形成し、熱処理後に、アノード膜に有機フッ素化合物を含むコーティング膜を形成した。
【0048】
以上ようにして製造したアルミニウム部品を圧縮機に用いて、3ヶ月間の連続運転を行った。この際のアルミニウム部品の温度は、約70℃である。そして、アルミニウム部品の解体調査を行った結果、腐食は見られなかった。
【0049】
以下の実施例5及び実施例6では、塩水噴霧試験(ASTM B117)での耐食性試験を行った。
【0050】
<実施例5>
実施例5では、金属部材として鋼板(SPCC)を適用したものであり、使用温度は45℃である。実施例5では、鋼板(SPCC)に、実施例1と同様に硬質クロムめっき膜を形成したものに対して、以下の表1に示すように、熱処理及びコーティング膜の形成を行った。
【0051】
実施例5−1では、硬質クロムめっき膜を形成した鋼板を50℃で熱処理を行ったが、硬質クロムめっき膜にコーティング膜を形成しなかった。したがって、実施例5−1では、硬質クロムめっき膜に孔や亀裂が形成されたままである。
【0052】
実施例5−2では、硬質クロムめっき膜を形成した鋼板を195℃で熱処理を行い、硬質クロムめっき膜の熱処理により大きくなった孔や亀裂、新たに形成された孔や亀裂に、実施例1と同様に、有機フッ素化合物を含む溶液を0.9パスカルの圧力で真空引きして浸入させ、加熱して硬質クロムめっき膜と有機フッ素化合物とを重合させ、コーティング膜を形成した。用いた有機フッ素化合物は、フルオロカーボン鎖を有するフッ素系モノマーである。
【0053】
実施例5−3では、硬質クロムめっき膜を形成した鋼板を195℃で熱処理を行い、硬質クロムめっき膜の熱処理により大きくなった孔や亀裂、新たに形成された孔や亀裂に、有機シリコン化合物を含む溶液を0.9パスカルの圧力で真空引きして浸入させ、加熱して硬質クロムめっき膜と有機シリコン化合物とを重合させ、コーティング膜を形成した。用いた有機シリコン化合物は、メチルハイドロジエンシリコンオイルである。
【0054】
<実施例6>
実施例6では、金属部材としてアルミニウム板(A2024)を適用したものであり、使用温度は210℃である。実施例6−1では、実施例5−1と同様に熱処理のみを施した。実施例6−2、6−3は、アルミニウム板に、実施例2と同様に硬質陽極酸化処理によりアノード膜を形成したこと以外は、実施例5−2、5−3と同様にして、アノード膜を熱処理し、有機フッ素化合物、有機シリコン化合物を含むコーティング膜を形成した。
【0055】
以上のようにして製造した実施例5の鋼板及び実施例6のアルミニウム板に対して、塩水を噴霧し、錆の発生試験を行った。試験に用いた塩水の濃度は、5%である。試験結果を表1に示す。
【0056】
【表1】
【0057】
表1に示す結果から、熱処理後に有機フッ素化合物又は有機シリコン化合物を含むコーティング膜を形成していない実施例5−1では、塩水噴霧時間が1時間で錆が全体的に発生し、実施例6−1では、塩水噴霧時間が4時間で錆が全体的に発生した。一方、熱処理後に有機フッ素化合物又は有機シリコン化合物を含むコーティング膜を形成した実施例5−2、5−3、6−2、6−3では、塩水噴霧時間が1200時間経過しても、錆が発生しなかった。実施例5−2、5−3、6−2、6−3では、熱処理後に有機フッ素化合物又は有機シリコン化合物を含むコーティング膜を形成したため、硬質クロムめっき膜やアノード膜に形成された孔や亀裂に適切にコーティング膜が形成されているため、耐食性が維持でき、錆の発生を防止できた。
【符号の説明】
【0058】
1 金属部材、2 表面処理膜、3 コーティング膜、4 孔、5 亀裂
【技術分野】
【0001】
本発明は、例えば、めっき処理、陽極酸化処理等の表面処理が施された金属部材の耐食性、耐摩耗性を向上させる金属部材の表面処理方法及びこの表面処理方法が施された金属部材に関する。
【背景技術】
【0002】
一般に、金属材料が用いられた金属部材は、その使用目的に応じて耐磨耗性、耐食性、耐薬品性等を改善する必要がある。すなわち、金属部材は、各種表面処理が施されることによって、耐磨耗性、耐食性、耐薬品性等が改善されている。
【0003】
金属部材の表面処理としては、金属部材の表面には、各種めっき処理、例えば硬質クロムめっき処理、陽極酸化処理等の行う方法がある。このような表面処理では、表面処理膜に微細なポア、孔、亀裂、凹凸などの立ち上がり部、隙間部分が存在している。例えば、アルミニュウム(以下AL)合金に対して陽極酸化処理(アノダイジング)を施してなるアノード膜は、セル中に200nm以下の微細なポアがアノード膜成長過程で生成する。また、AL合金やマグネシュウム(以下Mg)合金の表面処理膜では、いわゆるブレイクダウンや皮膜成長時の内部応力によってランダムな孔、凹凸やクラックが発生する。めっき処理や化成処理においては、表面処理膜生成時の応力から亀裂や割れが発生する。具体的には、めっき処理や化成処理が施されてなる、クロム(以下Cr)めっき膜やクロメート膜には、約1μm以下の亀裂や孔が不可避的に形成されてしまう。
【0004】
上述したような表面処理では、耐磨耗性、耐食性、耐薬品性等の改善には十分とはいえなかった。また、表面処理を施した面には、上述したような微細な孔や亀裂が存在することによって、この孔や亀裂に他の物質や腐食性ガスが進入し付着し、悪影響をも及ぼした。
【0005】
例えば、半導体製造等に使用される樹脂封止金型においては、樹脂が金型キャビティ面にこびりついてしまい、樹脂離れが悪化してしまうことがあったし、又、発生するガスで腐食し樹脂離れが悪化してしまっていた。これは、金型キャビティを構成する金属面、その上に処理された被膜等に形成された孔や亀裂に起因していると考えられている。同様に、家庭の水廻り、例えば水道の蛇口の裏側等では、構造上汚れてしまいやすく、不衛生になりやすかった。さらにまた、血液検査用の遠心分離器のAL製ローター部等では、殺菌洗浄がなされるため、アノード膜だけでは腐食してしまうといった問題があった。航空機のジェットエンジンの圧縮空気圧を利用した駆動装置、油圧アクチュエイターのピストン、にも腐食してしまう問題があった。このような問題の原因として、表面処理膜に形成された微細な孔や亀裂等が考えられる。
【0006】
上述したように、金属部材の表面処理膜に形成された孔や亀裂等に起因する諸問題を解決するため、金属部材の表面処理膜に対して結晶性のフッ素系樹脂膜を形成することが提案されている。例えば、AL合金へのアノード処理膜表面に、ポリテトラフルオロエチレン(以下、PTFE)のような結晶性のフッ化炭素樹脂を被膜させる方法がある。例えば、特許文献1に記載されるように、微細な孔や亀裂が形成されたCrめっき膜を逆電気通電法によりエッチングし、亀裂や孔を3〜10μmの巾に拡大させ、所定の圧力下で約200℃程度に加熱した炉中でPTEFを浸入させ、冷却する手法である。これによれば、亀裂や孔の径を3〜10μm程度に拡大することができるため、2〜数μm程度の径を有するPTFE粒子をこの亀裂や孔内に進入させることができる。
【0007】
しかし、フッ素樹脂(PTFE)の粒子径より広い部分だけで、幅の狭い部分はフッ素樹脂を底までは進入させることができない。又、AL合金を用いた金属製品の表面に陽極酸化処理によってアノード膜が形成されると、このアノード膜には、超微細な孔や亀裂が形成されることとなる。この場合、逆電気通電法等の手法により孔径や亀裂の幅を拡大したとしても、アノード膜に形成された孔は200nm程度、亀裂は約2μm程度にしか拡大されない。
【0008】
このため、粒径が2〜数μm程度のPTFE粒子でアノード膜上に被膜を形成しようとしても、アノード膜の表面の微細な孔や亀裂にPTFE粒子が入り込まず、単に、微細な孔や亀裂上にPTFE粒子が乗っている状態となってしまう欠点があった。
【0009】
アルマイト膜の表面にPTFE粒子が乗っている状態では、比較的短時間でフッ素系樹脂膜が離脱してしまい、優れた表面特性を長時間に亘って維持することができないといった問題がある。
【0010】
また、Crめっき膜では、上述したように、孔や亀裂の径を拡大させることによって、逆電気通電法によるエッチングで孔や亀裂の内部にまでPTFE等の結晶性のフッ素性樹脂を成膜することができる。しかしながら、この場合、Crめっき膜としては、少なくとも30μm程度の膜厚が必要である。仮に、Crめっき膜の膜厚が30μm以下であるような場合、孔や亀裂を大きくしてしまうと、これら孔や亀裂が下層の母材にまで達してしまう。これにより、Crめっき膜は、孔や亀裂に起因して母材が腐食したり、Crめっき膜自体が剥離してしまうといった問題が生じていた。
【0011】
ところで、硬質クロムめっきや、陽極酸化処理が施された金属部材は、高温環境下で使用すると、Crめっき膜やアノード皮膜に形成されている亀裂や孔を起点にして、更に孔や亀裂が大きくなったり、新たな孔や亀裂が形成されてしまう。このため、硬質クロムめっきや、陽極酸化処理後、すぐにCrめっき膜やアノード皮膜にフッ素系樹脂膜を形成しても、高温環境下での部材使用時の熱膨張により、新たな亀裂や孔が発生し、欠陥が大きくなり、フッ素樹脂膜が皮膜されていない部分が発生し、その部分に大気中の水分や腐食性ガスが付着して、その部分を起点に腐食が発生してしまう。これにより、金属部材の耐摩耗性、耐食性等が劣り、金属部材が使用できなくなる。
【0012】
そこで、このような問題を解決するために、金属部材を高温環境下で使用しても、耐磨耗性、耐食性等に優れた安定な表面状態を保つことができる表面処理方法が求められている。
【先行技術文献】
【特許文献】
【0013】
【特許文献1】特公昭58−37400号公報
【発明の概要】
【発明が解決しようとする課題】
【0014】
本発明は、表面処理が施された金属部材を高温環境下で使用しても、耐食性、耐摩耗性に優れた表面状態とする金属部材の表面処理方法及びこの表面処理方法が施された金属部材を提供することを目的とする。
【課題を解決するための手段】
【0015】
上述した目的を達成する本発明に係る金属部材の表面処理方法は、表面処理により表面処理膜が形成された金属部材に、該金属部材の使用温度よりも5℃以上高い温度で熱処理を施し、表面処理膜にあらかじめ熱歪みを生じさせ、隠れた歪、欠陥も浮き出させた後、熱処理後の金属部材をフッ素化合物及び/又はシリコン化合物を含有する溶液に浸漬し、表面処理膜とフッ素化合物及び/又はシリコン化合物とを重合させ、表面処理膜にフッ素化合物及び/又はシリコン化合物による更なる表面処理を施すことを特徴とする。
【0016】
また、上述した目的を達成する本発明に係る金属部材は、金属母材の表面に、表面処理膜と、少なくともこの表面処理膜に形成された孔及び/又は亀裂に有機フッ素化合物又は有機シリコン化合物を含む更なる表面処理膜とが形成されていることを特徴とする。
【発明の効果】
【0017】
本発明では、表面処理により表面処理膜が形成された金属部材を使用温度よりも5℃以上高い温度で熱処理を施すことで、あらかじめ熱歪みを生じさせ、隠れた歪も浮き出させ、表面処理膜に形成された亀裂や孔を予め金属部材を使用する際に発生する大きさ以上にしておき、この亀裂や孔にフッ素化合物及び/又はシリコン化合物を含有する溶液を浸入させ、表面処理膜とフッ素化合物及び/又はシリコン化合物とを重合させることによって、表面処理膜にフッ素化合物及び/又はシリコン化合物による更なる複合表面処理膜を施す。これにより、本発明では、予め、金属部材を高温環境下で使用した場合に生じる熱歪みを考慮して、表面処理を行っているため、金属部材を高温環境下で使用して熱歪みが生じても、金属部材の表面は表面処理された状態を維持でき、耐食性、耐摩耗性を維持できる。
【図面の簡単な説明】
【0018】
【図1】本発明を適用した金属部材の一部断面図である。
【図2】金属部材の表面処理膜に孔や亀裂が形成された状態を示す一部断面図である。
【図3】熱処理後、孔や亀裂が大きくなり、新たな孔や亀裂が発生した状態を示す一部断面図である。
【図4】熱処理前の表面処理膜の状態を示す平面図である。
【図5】熱処理後の表面処理膜の状態を示す平面図である。
【図6】表面処理膜に有機フッ素化合物を重合させた状態を模式的に示す模式図である。
【図7】本発明を適用した他の例の金属部材の一部断面図である。
【発明を実施するための形態】
【0019】
以下、本発明を適用した金属部材の表面処理方法及び金属部材について、図面を参照して詳細に説明する。
【0020】
本発明の金属部材1の表面処理方法は、図1に示すように金属部材AL、AL合金、Mg、Mg合金、Ti、Ti合金、Fe、Fe合金等からなり、金属母材となる金属部材1を表面処理して、表面に表面処理膜2を形成した後、熱処理を施し、表面処理膜2に熱歪みを生じさせ、その後、フッ素化合物及び/又はシリコン化合物を含有する溶液に浸漬し、含浸させた金属部材1の表面処理膜2とフッ素化合物及び/又はシリコン化合物とを重合させて、更なる表面処理を施してコーティング膜3を形成する。
【0021】
金属部材1は、例えば使用温度が50℃〜350℃の耐熱部品である。具体的に、金属部材1としては、例えば、半導体装置、ゴム成形及び合成樹脂容器類等を成形する際に使用される成形金型や水道の蛇口、血液検査用の遠心分離器のローター部等の医療部品、航空機のジェットエンジンの圧縮駆動部品、降着陸装置のシリンダー、油圧アクチュエイターなどである。
【0022】
金属部材1に施す表面処理膜2としては、各種めっき処理により形成されるめっき膜、陽極酸化処理により形成される陽極酸化膜、化成処理により形成される化成膜、蒸着処理により形成される蒸着膜等を挙げることができる。中でも、硬質クロムめっき、陽極酸化処理は、熱歪みを起こしやすい表面処理である。このように金属部材1の表面に対して表面処理を施すと、形成された表面処理膜2には、図2に示すように、非常に微細な孔(ピンホール)4や亀裂(クラック)5が形成されている。この孔4や亀裂5の大きさは、表面処理膜2の種類によっても異なるが、数μm以下である。この表面処理膜2の膜厚は、表面処理膜2の種類によっても異なるが、例えばクロムめっき膜の場合は3μm以上、陽極酸化膜の場合は30〜100μm程度である。
【0023】
このようにピンホール4やクラック5を有する表面処理膜2が形成された金属部材1に対して、先ず、金属部材1の使用温度よりも5℃以上高い温度で熱処理を施す。ここで、使用温度とは、金属部材1が成型金型の場合には例えば成形時の温度であり、蛇口の場合には例えば温水であり、金属部材1を使用する際の金属部材1の温度である。金属部材1は、熱処理されると、熱歪みにより、図3に示すように、表面処理膜2に形成されていた孔4や亀裂5が熱膨張により大きくなり、新たな孔4(図3中、孔4a)や亀裂5が発生する。この熱処理により、隠れた歪みも浮き出させることができる。図4は、熱処理前の表面処理膜2の表面を示すものであり、図5は、熱処理後の表面処理膜2の表面を示すものであり、孔4や亀裂5の幅が大きくなっている。孔4や亀裂5が大きくなると、金属部材1まで達してしまう場合もある。金属部材1の使用温度よりも高い温度で熱処理することによって、金属部材1の表面処理膜2に予め使用時に発生する孔4や亀裂5を形成することができる。孔4や亀裂5の大きさは、熱処理の温度によって異なるが、数nm〜数μm程度であり、加熱の温度が高いほど大きくなる。
【0024】
次に、熱処理後の表面処理膜2に対して、フッ素化合物及び/又はシリコン化合物による表面処理を行い、更なる複合表面処理膜のコーティング膜3を形成する。コーティング膜3は、表面処理膜2の表面にフッ素化合物及び/又はシリコン化合物を重合させることにより形成される。
【0025】
フッ素化合物としては、加熱により重合する有機フッ素化合物、パーフルオロアルキル基を有する有機フッ素化合物等を挙げることができ、シリコン化合物としては、有機シリコン化合物を挙げることができる。具体的に、フッ素化合物としては、例えば、フルオロカーボン鎖を有するフッ素系モノマー等を挙げることができる。シリコン化合物としては、例えばメチルハイドロジエンシリコンオイル等を挙げることができる。有機フッ素化合物や有機シリコン化合物は、分子径が小さく、数nm〜数百nm程度であり、表面処理膜2に形成されている孔4や亀裂5の大きさよりも小さいものである。
【0026】
以下に、フッ素化合物として、アモルファス状フッ素樹脂を用いた場合を例に挙げて説明する。なお、フッ素化合物として、アモルファス状フッ素樹脂に限定されるものではない。アモルファス状フッ素樹脂とは、フッ素を含有するモノマーが重合してなるポリマー鎖からなり、所定の結晶状態を取れず非晶質の状態をとり続けるような樹脂のことをいう。このようなアモルファス状フッ素樹脂は、非晶質であるため、所定の溶剤に対する溶解特性に優れたものとなる。溶剤としては、水やフッ素化合物が溶解可能な溶媒である。そして、このアモルファス状フッ素樹脂は、溶解した状態でも非晶質の状態をとるため、上述した表面処理膜2の表面に形成された微細な孔4や亀裂5の内部にも入り込むことができる。具体的に、アモルファス状フッ素樹脂としては、旭硝子株式会社製の商品名「サイトップ」を用いることができる。この「サイトップ」は、下記の化学式1に示すように、分子内に反応性の異なる一対の2重結合を有するパーフルオロアルケニルビニルエーテルをモノマーとした環化重合体である。
【0027】
【化1】
【0028】
この「サイトップ」は、上記化学式1に示したように、分子内に環状部分を有するため、主鎖構造において大きなねじれが生じてしまい、結晶構造がとれず非晶質な状態を維持する。このように、「サイトップ」は、非晶質であるため、従来のパーフルオロ系樹脂と異なりフッ素系溶剤に対して易溶である。
【0029】
コーティング膜3を形成するには、先ず、表面処理膜2に孔4や亀裂5が形成された金属部材1を、溶剤に「サイトップ」を溶解させてなる溶液に浸漬する。「サイトップ」は、非晶質であり、分子径が小さいため、熱処理後の表面処理膜2に形成されている微細な孔4や亀裂5に容易に入り込むことができる。ここで、金属部材1を溶液に浸漬させる際に、真空引きすることにより、金属部材1の表面に形成した表面処理膜2の微細な孔4や亀裂5にサイトップを含む溶液が入り込みやすくなり、孔4や亀裂5の内部全体にまでより容易に溶液を入れることができる。
【0030】
次に、表面処理膜2とフッ素樹脂(サイトップ)とを重合して、結合させる。この結合工程では、孔4や亀裂5にフッ素樹脂を含む溶液を浸入させた金属部材1に対して熱処理を行う。この熱処理は、50〜250℃で10〜60分間維持する。この熱処理を行うことによって、表面処理膜2とフッ素樹脂とを重合させ、結合させ、フッ素樹脂からなるコーティング膜3を形成することができる。
【0031】
具体的に、この熱処理では、フッ素樹脂(サイトップ)が下記化学式2に示すように、末端部分において環状構造が崩れラジカルを生成し、波線aで示した部分で開裂することにより、末端にCF=O基を有するポリマーが生成する。
【0032】
【化2】
【0033】
そして、熱処理により反応エネルギが付与され、末端にCF=O基を有するポリマーが、図6に示すように、表面処理膜2の金属原子(図6中Mで示す。)と結合する。
【0034】
上述した結合工程では、熱処理により反応エネルギを付与したが、これに限定されず、例えば、低エネルギー電子線照射処理や紫外線照射処理等の反応エネルギを付与することができる手法であれば如何なる処理を行っても良い。低エネルギー電子線照射処理条件は、加速電圧50〜250Kv、加速電流10〜100mA,照射時間1〜1800秒である。
【0035】
以上では、表面処理膜2の孔4や亀裂5に対してフッ素樹脂からなるコーティング膜3を形成する金属部材1の表面処理方法を説明したが、このフッ素樹脂に限らず、他のフッ素化合物やシリコン化合物であっても、同様の方法によってコーティング膜3を形成することができる。また、フッ素化合物とシリコン化合物を共に含有する溶液を表面処理膜2の孔4や亀裂5に浸入させることで、フッ素化合物及びシリコン化合物を含有するコーティング膜3を形成することができる。
【0036】
以上のようにして製造された金属部材1は、図1に示すように、金属部材1の使用温度よりも5℃以上高い温度による熱処理後の表面処理膜2に形成されている孔4や亀裂5にフッ素化合物及び/又はシリコン化合物を重合させて形成されたコーティング膜3が形成されている。金属部材1は、使用する際に、高温環境下で使用され、熱膨張しても、予め熱処理による熱歪みにより大きく形成された孔4や亀裂5、新たに形成される孔4や亀裂5にコーティング膜3が形成されているため、金属部材5が露出したり、表面処理膜2の孔4や亀裂5に腐食性ガスや水分等が入り込むことを防止でき、錆等による腐食を防ぎ、耐食性や耐摩耗性を維持できる。また、この金属部材1は、繰り返し使用し、熱膨張、収縮を繰り返しても、使用温度以上に昇温し熱歪を生じさせているため、それ以下の熱歪を繰り返しても、長期間、表面処理された状態を維持できるので、耐食性、耐摩耗性も維持できる。
【0037】
また、この金属部材1では、表面処理膜2に有機フッ素化合物又は有機シリコン化合物が結合してコーティング膜3が形成されているため、コーティング膜3が剥離し難く、長期間に亘って表面処理膜2の表面性の改善効果を維持することができる。また、金属部材1として金型に適用した場合には、樹脂離れが良好であり、耐汚染性の向上も図られる。
【0038】
上述では、金属部材1の表面処理膜2に形成された孔4や亀裂5にコーティング膜3を形成したものを説明したが、図7に示すように、熱処理により大きくした孔4や亀裂5、新たに形成された孔4や亀裂5の部分の他に、更に表面処理膜2の表面にもコーティング膜3を形成するようにしてもよい。これにより、表面処理膜2の表面において、腐食性ガスや水分等が入り込むことを防ぎ、錆等による腐食を防止できる。
【実施例】
【0039】
以下、本発明を適用した具体的な実施例について、実験結果をもとに詳細に説明する。
【0040】
<実施例1>
実施例1では、上述したような金属部材として熱硬化性樹脂用の成型金型を適用した例である。成型金型は、ダイス鋼、工具鋼、ハイス鋼等を使用し、使用温度は約180℃である。先ず、この成型金型を中性洗剤で脱脂する。次に、脱脂後の成型金型に表面処理としてクロム酸を主成分にした硬質クロムめっき処理を施し、成型金型の表面に、膜厚3〜5μmの硬質クロムめっき膜を形成した。次に、硬質クロムめっき膜が形成された成型金型を、昇温速度5℃/min、使用温度180℃よりも10℃高い190℃で、5分間熱処理を行った。これにより、硬質クロムめっき膜の表面に形成されていた孔(ピンホール)や亀裂(クラック)が大きくなり、新たに孔や亀裂が発生した。次に、硬質クロムめっき膜表面に、有機フッ素化合物を含む溶液を0.9パスカル以下の圧力で真空引きして浸入させた。用いた有機フッ素化合物は、フルオロカーボン鎖を有するフッ素系モノマーである。なお、この溶液は、成型する材料の熱可塑性樹脂との相性、例えば剥離性等の点で適宜決める。次に、温度195℃、10分間加熱処理を施して、孔や亀裂部分の硬質クロムめっき膜と有機フッ素化合物とを重合させて、孔や亀裂部分に有機フッ素化合物を含むコーティング膜を形成した。
【0041】
以上のようにして製造された成型金型に対して、腐食の激しいエポキシ樹脂を使用して、3ヶ月間連続運転し、約180℃で成型を行った。その結果、成型金型は腐食せず、離型も良好であった。
【0042】
<実施例2>
実施例2では、AL合金製ゴム成型金型に、硬質陽極酸化処理(ハードアノダイジング)を施して、膜厚50〜75μmのアノード膜を形成した以外は、実施例1と同様にして、熱処理後に、アノード膜に有機フッ素化合物を含むコーティング膜を形成した。
【0043】
以上のようにして製造した成型金型に対して、腐食の激しいゴム素材を使用して、3ヶ月間連続運転し、約180℃で成型を行った。その結果、実施例2においても、成型金型は腐食せず、離型も良好であった。
【0044】
<実施例3>
実施例3では、金属部材として、海岸地域の監視カメラの駆動部品に適用した例である。この駆動部品は、Fe合金からなり、温度50〜70℃程度の発熱を伴う部品である。実施例3では、実施例1と同様に、駆動部品に膜厚3〜5μm硬質クロムめっき膜を形成し、100℃で熱処理を行った。次に、孔や亀裂が大きくなり、新たな孔や亀裂が形成された硬質クロムめっき膜の表面に、以下の組成からなる有機フッ素化合物を含有する溶液を真空中下、液温100℃、5分間浸漬させ、孔や亀裂に溶液を浸入させた。次に、実施例1と同様に、加熱処理を施して、孔や亀裂部分の硬質クロムめっき膜と有機フッ素化合物とを重合させて、孔や亀裂部分に有機フッ素化合物を含むコーティング膜を形成した。
【0045】
有機フッ素化合物を含む溶液の組成は、蒸留水1Lを用い、フッ化アンモニウムの濃度10%、フッ化マグネシウムの濃度が10%の水溶液である。
【0046】
以上のようにして製造した駆動部品を6ヶ月間の断続運転した。この際の駆動部品の温度は、約65℃である。そして、駆動部品の分解調査を行った結果、発錆もなく摩耗にも耐えることができた。
【0047】
<実施例4>
実施例4では、金属部材として、圧縮機の圧縮が掛かるアルミニウム部品を適用した例である。圧縮機の圧縮が掛かるアルミニウム部品は、空気を圧縮しているため、水分に曝されている状態で使用する部品であり、使用温度が約70℃である。このアルミニウム部品に、実施例2と同様にして、膜厚50〜75μmのアノード膜を形成し、熱処理後に、アノード膜に有機フッ素化合物を含むコーティング膜を形成した。
【0048】
以上ようにして製造したアルミニウム部品を圧縮機に用いて、3ヶ月間の連続運転を行った。この際のアルミニウム部品の温度は、約70℃である。そして、アルミニウム部品の解体調査を行った結果、腐食は見られなかった。
【0049】
以下の実施例5及び実施例6では、塩水噴霧試験(ASTM B117)での耐食性試験を行った。
【0050】
<実施例5>
実施例5では、金属部材として鋼板(SPCC)を適用したものであり、使用温度は45℃である。実施例5では、鋼板(SPCC)に、実施例1と同様に硬質クロムめっき膜を形成したものに対して、以下の表1に示すように、熱処理及びコーティング膜の形成を行った。
【0051】
実施例5−1では、硬質クロムめっき膜を形成した鋼板を50℃で熱処理を行ったが、硬質クロムめっき膜にコーティング膜を形成しなかった。したがって、実施例5−1では、硬質クロムめっき膜に孔や亀裂が形成されたままである。
【0052】
実施例5−2では、硬質クロムめっき膜を形成した鋼板を195℃で熱処理を行い、硬質クロムめっき膜の熱処理により大きくなった孔や亀裂、新たに形成された孔や亀裂に、実施例1と同様に、有機フッ素化合物を含む溶液を0.9パスカルの圧力で真空引きして浸入させ、加熱して硬質クロムめっき膜と有機フッ素化合物とを重合させ、コーティング膜を形成した。用いた有機フッ素化合物は、フルオロカーボン鎖を有するフッ素系モノマーである。
【0053】
実施例5−3では、硬質クロムめっき膜を形成した鋼板を195℃で熱処理を行い、硬質クロムめっき膜の熱処理により大きくなった孔や亀裂、新たに形成された孔や亀裂に、有機シリコン化合物を含む溶液を0.9パスカルの圧力で真空引きして浸入させ、加熱して硬質クロムめっき膜と有機シリコン化合物とを重合させ、コーティング膜を形成した。用いた有機シリコン化合物は、メチルハイドロジエンシリコンオイルである。
【0054】
<実施例6>
実施例6では、金属部材としてアルミニウム板(A2024)を適用したものであり、使用温度は210℃である。実施例6−1では、実施例5−1と同様に熱処理のみを施した。実施例6−2、6−3は、アルミニウム板に、実施例2と同様に硬質陽極酸化処理によりアノード膜を形成したこと以外は、実施例5−2、5−3と同様にして、アノード膜を熱処理し、有機フッ素化合物、有機シリコン化合物を含むコーティング膜を形成した。
【0055】
以上のようにして製造した実施例5の鋼板及び実施例6のアルミニウム板に対して、塩水を噴霧し、錆の発生試験を行った。試験に用いた塩水の濃度は、5%である。試験結果を表1に示す。
【0056】
【表1】
【0057】
表1に示す結果から、熱処理後に有機フッ素化合物又は有機シリコン化合物を含むコーティング膜を形成していない実施例5−1では、塩水噴霧時間が1時間で錆が全体的に発生し、実施例6−1では、塩水噴霧時間が4時間で錆が全体的に発生した。一方、熱処理後に有機フッ素化合物又は有機シリコン化合物を含むコーティング膜を形成した実施例5−2、5−3、6−2、6−3では、塩水噴霧時間が1200時間経過しても、錆が発生しなかった。実施例5−2、5−3、6−2、6−3では、熱処理後に有機フッ素化合物又は有機シリコン化合物を含むコーティング膜を形成したため、硬質クロムめっき膜やアノード膜に形成された孔や亀裂に適切にコーティング膜が形成されているため、耐食性が維持でき、錆の発生を防止できた。
【符号の説明】
【0058】
1 金属部材、2 表面処理膜、3 コーティング膜、4 孔、5 亀裂
【特許請求の範囲】
【請求項1】
表面処理により表面処理膜が形成された金属部材に、該金属部材の使用温度よりも5℃以上高い温度で熱処理を施し、上記表面処理膜に熱歪みを生じさせ、上記熱処理後の金属部材をフッ素化合物及び/又はシリコン化合物を含有する溶液に浸漬し、含浸させ、次に上記表面処理膜と上記フッ素化合物及び/又は上記シリコン化合物とを重合させ、上記表面処理膜に上記フッ素化合物及び/又は上記シリコン化合物による更なる表面処理を施すことを特徴とする金属部材の表面処理方法。
【請求項2】
上記表面処理膜は、硬質クロムめっき又は陽極酸化処理により形成することを特徴とする請求項1記載の金属部材の表面処理方法。
【請求項3】
上記フッ素化合物は、加熱重合する有機フッ素化合物、パーフルオロアルキル基を有する有機フッ素化合物であり、上記シリコン化合物は、有機シリコン化合物であることを特徴とする請求項1又は請求項2記載の金属部材の表面処理方法。
【請求項4】
上記熱処理後の上記表面処理膜に形成されている孔及び/又は亀裂に、上記溶液を真空引きにより含浸させることを特徴とする請求項1乃至請求項3の何れか1項記載の金属部材の表面処理方法。
【請求項5】
上記表面処理膜と上記フッ素化合物及び/又は上記シリコン化合物との重合法は、50℃〜250℃に加温、低エネルギー電子線照射処理、紫外線照射のいずれかによることを特徴とする請求項1乃至請求項4の何れか1項記載の金属部材の表面処理方法。
【請求項6】
金属母材の表面に、表面処理膜と、少なくともこの表面処理膜に形成された孔及び/又は亀裂にフッ素化合物又はシリコン化合物を含む更なる表面処理膜とが形成されていることを特徴とする金属部材。
【請求項1】
表面処理により表面処理膜が形成された金属部材に、該金属部材の使用温度よりも5℃以上高い温度で熱処理を施し、上記表面処理膜に熱歪みを生じさせ、上記熱処理後の金属部材をフッ素化合物及び/又はシリコン化合物を含有する溶液に浸漬し、含浸させ、次に上記表面処理膜と上記フッ素化合物及び/又は上記シリコン化合物とを重合させ、上記表面処理膜に上記フッ素化合物及び/又は上記シリコン化合物による更なる表面処理を施すことを特徴とする金属部材の表面処理方法。
【請求項2】
上記表面処理膜は、硬質クロムめっき又は陽極酸化処理により形成することを特徴とする請求項1記載の金属部材の表面処理方法。
【請求項3】
上記フッ素化合物は、加熱重合する有機フッ素化合物、パーフルオロアルキル基を有する有機フッ素化合物であり、上記シリコン化合物は、有機シリコン化合物であることを特徴とする請求項1又は請求項2記載の金属部材の表面処理方法。
【請求項4】
上記熱処理後の上記表面処理膜に形成されている孔及び/又は亀裂に、上記溶液を真空引きにより含浸させることを特徴とする請求項1乃至請求項3の何れか1項記載の金属部材の表面処理方法。
【請求項5】
上記表面処理膜と上記フッ素化合物及び/又は上記シリコン化合物との重合法は、50℃〜250℃に加温、低エネルギー電子線照射処理、紫外線照射のいずれかによることを特徴とする請求項1乃至請求項4の何れか1項記載の金属部材の表面処理方法。
【請求項6】
金属母材の表面に、表面処理膜と、少なくともこの表面処理膜に形成された孔及び/又は亀裂にフッ素化合物又はシリコン化合物を含む更なる表面処理膜とが形成されていることを特徴とする金属部材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2011−149079(P2011−149079A)
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願番号】特願2010−13243(P2010−13243)
【出願日】平成22年1月25日(2010.1.25)
【出願人】(598052078)電化皮膜工業株式会社 (3)
【Fターム(参考)】
【公開日】平成23年8月4日(2011.8.4)
【国際特許分類】
【出願日】平成22年1月25日(2010.1.25)
【出願人】(598052078)電化皮膜工業株式会社 (3)
【Fターム(参考)】
[ Back to top ]