
金属間化合物含有鉛フリーはんだ合金及びその製造方法
【課題】高温での耐熱性を求められるICパッケージや車載モータやその他の電動モータの駆動を制御するための発熱量が大きいパワーモジュール等に使用する際の接合材料として、優れた耐熱特性とスペーサー作用を有した鉛フリーはんだ合金及び当該鉛フリーはんだ合金を簡易な方法にて提供する。
【解決手段】Sn−Cuを基本組成とする鉛フリーはんだ合金の製造過程に於いて、高温の液相を有する組成のはんだ合金を液相線温度以上に加熱して完全に溶解し、その後、Cu6Sn5を主とする金属間化合物が生成、成長するように、温度条件をコントロールしながら冷却して、Cu6Sn5等金属間化合物を生成させた後、当該金属間化合物を含有したはんだ合金を含有するCu6Sn5を主とする金属間化合物が消失しない温度条件にてはんだ接合を行うことにより、当該金属間化合物を含有したはんだ接合部を有するはんだ接合を可能とした。
【解決手段】Sn−Cuを基本組成とする鉛フリーはんだ合金の製造過程に於いて、高温の液相を有する組成のはんだ合金を液相線温度以上に加熱して完全に溶解し、その後、Cu6Sn5を主とする金属間化合物が生成、成長するように、温度条件をコントロールしながら冷却して、Cu6Sn5等金属間化合物を生成させた後、当該金属間化合物を含有したはんだ合金を含有するCu6Sn5を主とする金属間化合物が消失しない温度条件にてはんだ接合を行うことにより、当該金属間化合物を含有したはんだ接合部を有するはんだ接合を可能とした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、半導体モジュール等の電子部品のはんだ付けに使用する鉛フリーはんだ合金並びにその製造方法、及び当該鉛フリーはんだ合金を用いたはんだ接合部に関し、詳しくは、鉛フリーはんだ合金製造時に金属間化合物を生成させた後、当該金属間化合物を消失することなくはんだ接合を行う方法、並びにはんだ接合部に関する。
【背景技術】
【0002】
電子機器装置等に用いられる電子部品は、プリント配線がなされた基板にはんだ付けを行い搭載されている。近年、はんだ付けに用いられるはんだ合金は、環境面の配慮より鉛を含まないはんだ合金が多く用いられている。例えば、Sn−Cu、Sn−Ag、Sn−Ag−Cu、Sn−Zn、Sn−Sb、Sn−Ag−Bi、Sn−Ag−In等の基本合金にNi、Co、Ge、Ga、Cr、P、Si、Ti、V、Mn、Fe、Zr、Nb、Mo、Pd、Te、Pt、Au等を微量に添加した鉛フリーはんだ合金等が提案されている。
【0003】
また、ICやLSI等の半導体チップをリードフレーム、セラミックケース、プリント基板等に固着化させるためのダイボンド材として、また、スペーサーとして、はんだ接合が用いられている。特に、高温での耐熱性を求められるICパッケージや車載モータやその他の電動モータの駆動を制御するための発熱量が大きいパワーモジュール等に使用する際の接合材料として多く用いられてきている。
そして、これらのICパッケージやパワーモジュール等は、高い耐熱性やその苛酷な温度変化を伴う使用環境から、はんだ接合部の耐久性、特に接合形状の維持等が重視されている。
【0004】
上記の実情に対応すべく、発明者は特許文献1にて金属間化合物を含有させた鉛フリーはんだ接合材料を開示し、また、特許文献2では、はんだ材料中に平均粒径1〜30μm、(短径/長径)が0.4〜1.0の金属間化合物粒子を0.01〜0.1容量%含有する半導体素子接合用複合半田材料が、特許文献3では、低耐熱リードレス部品を実装する方法としてSn−Zn系鉛フリーはんだ合金粉にSn粉又はZn粉を含有させた鉛フリー接合材料が、特許文献4では、フォーム状はんだ中にNi、Ag、Cu等の高融点金属粒を20μm〜50μmに制御して均一に分散させた技術が、それぞれ開示されている。
【0005】
しかしながら、上記の提案にも課題が残されており、より高温領域での接合信頼性の高い接合材料が求められているのが現状である。
例えば、特許文献2は、金属間化合物をはんだ合金に加えるため、予め金属間化合物を用意しておくことが必要になり、工程が複雑になる点やボイドの発生を抑制することが課題として残されている。また、特許文献3は、耐高温領域でのはんだ接合に適していない点が、特許文献4は、形状の制限やそれに伴う工程の煩雑さの課題が残されている。
また、発明者は、特許文献1に於いて、金属間化合物をはんだ合金製造中に生成させ、当該金属間化合物がはんだ接合時及びはんだ接合部から消失しない方法を開示しているが、
過剰濃度のCu及びNiをSnマトリックスに作用させて針状の金属間化合靴を生成させて、当該針状金属間化合物をはんだ合金中及びはんだ接合部中に分散させ、耐熱性を向上させる技術を開示しているが、より応用範囲が広い技術が求められているのも事実である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2011−41970号公報
【特許文献2】特開平9−122967号公報
【特許文献3】特開2008−238253号公報
【特許文献4】国際公開番号WO2007/125991号公報
【特許文献5】特開2008−142721号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、高温での耐熱性を求められるICパッケージや車載モータやその他の電動モータの駆動を制御するための発熱量が大きいパワーモジュール等に使用する際の接合材料として、優れた耐熱特性とスペーサー作用を有した鉛フリーはんだ合金及び当該鉛フリーはんだ合金を簡易な方法にて提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者は、上記目的を達成すべく鋭意検討を重ねた結果、Sn−Cuを基本組成とする鉛フリーはんだ合金の製造工程に於いて、液相温度の差を利用してCu6Sn5金属間化合物を生成、成長させること、及び、生成させた当該金属間化合物を均一にはんだ合金中に分散及び保持させ、当該はんだ合金中に金属間化合物を存在させる方法にてはんだ合金を製造し、はんだ接合時に存在する金属間化合物が消失しない製法を見出し、本発明を完成するに至った。
【0009】
すなわち本発明は、Sn−Cuを基本組成とする鉛フリーはんだ合金の製造過程に於いて、高温の液相を有する組成のはんだ合金を液相線温度以上に加熱して完全に溶解し、その後、Cu6Sn5を主とする金属間化合物が生成、成長するように、温度条件をコントロールしながら冷却して、Cu6Sn5等金属間化合物を生成させた後、当該金属間化合物を含有したはんだ合金を製造し、その後、含有するCu6Sn5を主とする金属間化合物が消失しない温度条件にてはんだ接合を行うことにより、当該金属間化合物を含有したはんだ接合部を有するはんだ接合を可能とした。
【発明の効果】
【0010】
本発明によれば、基本組成をSn-Cuとする鉛フリーはんだ合金であるため、環境負荷も少なく、汎用的に使用可能なため、接合対象範囲が広く期待できる。
そして、金属間化合物が含有された鉛フリーはんだ合金及びそれを用いたはんだ接合であるため、耐熱性に優れ、ICパッケージや車載用のパワーデバイスはもとより高い耐熱性を必要とされる製品へのはんだ接合が可能となるばかりでなく、高温でのはんだ接合の形状が安定するため、スペーサーとしての効果も期待できる。
【図面の簡単な説明】
【0011】
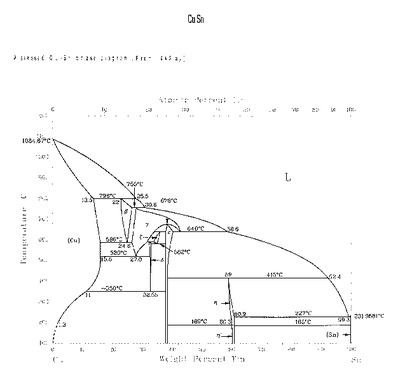
【図1】Sn-Cu二成分状態図。
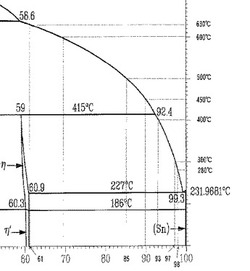
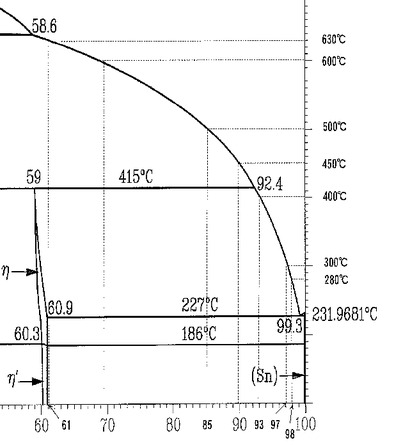
【図2】図1のSn100%近傍拡大図。
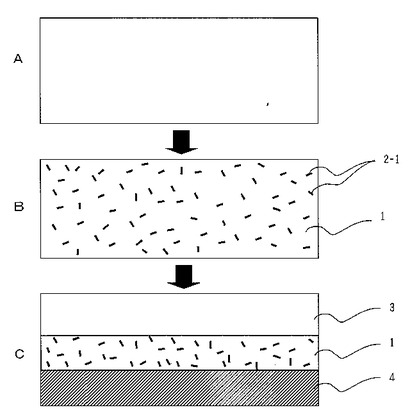
【図3】本発明のはんだ合金及びそれを用いたはんだ接合を示すモデル図。
【図4】接合母材表面に金属間化合物を生成させたプリコートを施した接合例のモデル図。
【図5】プリコートを施した場合の本発明のはんだ合金を用いたはんだ接合を示すモデル図。
【発明を実施するための形態】
【0012】
以下に、本発明について説明する。
従来、車載用モータやその他電動モータの駆動を制御するためのパワーデバイス等の発熱量の大きい半導体素子を使用したパワーモジュールについて、ヒートサイクル試験を行った場合、パワーデバイス部自身やはんだ接合部の破断や亀裂の発生が起こることが多く、 これらの不具合は、パワーデバイス材質と回路基板材質との熱膨張の違い、更に使用するはんだ接合材料の熱膨張の違いが主たる原因とされている。
【0013】
上記のような不具合を解消するための方法として、パワーモジュールに使用するはんだ接合材料を、パワーデバイス材質と回路基板材質の熱膨張の違いにより発生したストレスを緩衝させて、パワーデバイス部自身やはんだ接合部の破断や亀裂を防止・抑制すること、具体的には、はんだ合金にGaを特定量配合して、はんだ接合材料自体に良好な伸びと粘りを持たせ、パワーデバイス材質と回路基板材質の熱膨張の違いにより発生するストレスを吸収・緩和させる技術を特許文献5にて本発明者は提案している。
【0014】
本発明では、厳しい温度変化を伴う環境下等で発生するパワーデバイス部自身やはんだ接合部の破断や亀裂を防止するだけでなく、より高温域でのはんだ接合部がさらされる過酷な環境下や条件であっても安定なはんだ接合を可能とする。
また、本発明の鉛フリーはんだ合金並びにはんだ接合は、はんだ合金並びにはんだ接合部中にCu6Sn5組成を主とする金属間化合物を均一に含有しているため、当該金属間化合物を含有しないはんだ接合部と比較して、はんだ接合が安定し、従来成し得なかったスペーサー作用を有することが可能となる。
【0015】
次に、本発明の内容を具体的に説明する。
Sn-Cu二成分合金系に於いて、図2に示すように、液相温度が300℃の場合のCuは約3重量%であり、同400℃の場合のCuは約7重量%、同450℃の場合のCuは約10重量%、同500℃の場合のCuは約15重量%、同600℃の場合のCuは約30重量%、同であることがわかる。
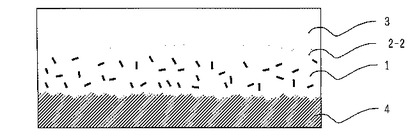
例えば、液相温度が500℃のSn−Cu鉛フリーはんだ合金の場合、この組成のはんだ合金を500℃以上に加熱し、図3のAのように均一に溶解した後、温度コントロールしながら徐冷して、本発明の鉛フリーはんだ合金を製造する。そうすると、図3のBのように、はんだ合金中にはCu6Sn5を主とする金属間化合物が含まれる。
その後、約400℃にて加熱溶解すると液相線温度近傍のCuは約7重量%となり、Cuの差である約8重量%に相当するCu6Sn5が存在することとなる。このようにSn-Cu組成を基本とする鉛フリーはんだ合金に於いて、高い液相線温度を有するはんだ合金組成をその液相線以上の温度で加熱溶解後、金属間化合物が生成、成長する条件にて、例えば徐冷することにより、金属間化合物を含有したはんだ合金が製造でき、その後、前記の方法により製造したはんだ合金を液相線温度よりも低い温度にて溶解させてはんだ接合することにより、図3のCに示すように、はんだ接合されたはんだ接合部には金属間化合物が消失することなく存在し、金属間化合物が存在したはんだ継手が可能となる。
そして、はんだ接合中に存在する金属間化合物は、はんだ継手が高温環境下に於かれた場合にも、その融点の高さからはんだ合金が軟化しても金属間化合物が楔となって、はんだ接合部全体の軟化を抑制し、はんだ接合部の形状維持に貢献するため、スペーサーとして有効に作用すると考えられる。
【0016】
本発明のはんだ合金の組成は、Sn−Cuを基本組成とし、本発明の効果を有する範囲に於いて、Ni、Ge、Ga、Co、Ag、Cr、P、Ti、Si、Mn、Fe、Zn、Sb、Au、In、Bi、Fe、Al、Mo、Mn、Pd、Te、Pt、V、Zr、Nb等を適宜添加しても構わない。
中でも、NiはCuと全固溶の関係を有し、(Cu,Ni)6Sn5組成の金属間化合物を生成するため、Cu6Sn5金属間化合物と同様に高い融点を有し、本発明の効果である高い耐熱性とスペーサー効果の作用を有する。
【0017】
本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金のCu含有量は、本発明の効果を有する限りに於いて特に制限はないが、図2からもわかるように、Cu含有量の下限は、液相線温度が約280℃の2重量%以上が好ましく、更には3重量%以上が好ましい。
また、Cu含有量の上限は、液相線温度が約630℃の39重量%以下が好ましく、更には、30重量%以下が好ましい。
そして、本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金に添加する組成として、Niの場合は、0.001〜1重量%が好ましく、更に、0.005〜0.1重量%がより好ましい。
【0018】
本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金の製造方法に関して、本発明の効果を有する限りに於いて、特に制限はないが、完全にはんだ合金を溶解した後、冷却条件として、生成するCu6Sn5等の金属間化合物が生成、成長し易い条件で行うことが好ましく、例えば、1℃/分で徐冷する条件が例示でき、その際、生成する金属間化合物が均一に分散するようにはんだ合金を撹拌させても構わない。
また、はんだ合金冷却工程を、真空中や減圧条件下で行うことにより、はんだ接合の際に発生するボイドを抑制することが可能となる。
【0019】
本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金のはんだ接合に関して、本発明の効果を有する範囲に於いて、特に制限はないが、リフロー方式で行うことが好ましい。
また、はんだ合金工程や製造後の加工に於いて、箔やプリフォーム状等の形状に成型加工した後に、はんだ接合を行うことも可能である。
【0020】
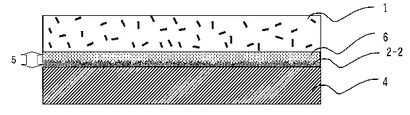
また、本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金を用いてはんだ接合を行う際、図4に示すように、予め、接合母材表面にCu6Sn5若しくは(Cu,Ni)6Sn5組成の金属間化合物が生成させるフロー方式若しくはリフロー方式でのプリコートを施すことにより、本発明のはんだ合金とはんだ接合母材の濡れ性が向上し、よりはんだ接合がスムーズに行える。
そして、上記のプリコートを行うことにより、はんだ接合母材とのはんだ接合界面にCu6Sn5若しくは(Cu,Ni)6Sn5組成の金属間化合物が生成するため、接合強度が向上し、信頼性の高いはんだ接合が可能となる。
【0021】
前述のプリコートに関して、本発明の効果を損なわない範囲であって、接合母材表面にCu6Sn5若しくは(Cu,Ni)6Sn5組成の金属間化合物が生成する方法であれば、特に制限はなく、Sn−Cu系鉛フリーはんだ等のはんだ組成やSn組成によるプリコートが例示できる。
すなわち、図4に示すように、接合母材に予めプリコートを行い、安定した金属間化合物を生成させておき、その上に残存するプリコート成分と本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金接合すると、濡れ性が向上し、はんだ接合がスムーズに行える。
そして、上記のプリコートを施すことにより、図5に示すように、接合母材及び被接合物によって挟まれた本発明のSn−Cu系鉛フリーはんだ合金のそれぞれの接合界面にCu6Sn5若しくは(Cu,Ni)6Sn5組成の金属間化合物が生成するため、安定したはんだ接合が可能になる。
【0022】
更に、具体例を挙げ本発明のはんだ合金について以下に説明する。
液相温度約500℃の組成のはんだ合金を製造した場合、図2より、液相温度である約500℃のCu量は約15重量%となる。このはんだ合金を約400℃で加熱溶解した場合は、Cu含有量は約7重量%、溶解温度約400℃の場合は約500℃との差である約8重量%相当のCuがCu6Sn5を主とする金属間化合物として存在すると予想される。また、溶解温度約300℃の場合は同様に約12重量%相当のCuがCu6Sn5を主とする金属間化合物として存在すると予想される。
【0023】
このように、本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金と製造方法を用いることにより、液相線温度によりCuから生成させる金属間化合物を想定して、1種のはんだ合金組成から複数の用途に適合したはんだ合金を予め計算して製造できるため、はんだ合金製造工程を効率化できる。
【産業上の利用可能性】
【0024】
本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金は、Sn-Cuを基本組成とするため、汎用的な使用が期待でき、接合対象を広範囲に広げることも可能である。
そして、金属間化合物が含有された鉛フリーはんだ合金及びそれを用いたはんだ接合であるため、環境負荷も少なく、耐熱性に優れているため、ICパッケージや車載用のパワーデバイスはもとより高い耐熱性を必要とされる製品へのはんだ接合が可能となるばかりでなく、高温でのはんだ接合の形状が安定するため、スペーサーとして効果も期待できる。
【符号の説明】
【0025】
1 はんだ合金
2−1 金属間化合物
2−2 金属間化合物
3 被接合物
4 接合母材
5 プリコート層
【技術分野】
【0001】
本発明は、半導体モジュール等の電子部品のはんだ付けに使用する鉛フリーはんだ合金並びにその製造方法、及び当該鉛フリーはんだ合金を用いたはんだ接合部に関し、詳しくは、鉛フリーはんだ合金製造時に金属間化合物を生成させた後、当該金属間化合物を消失することなくはんだ接合を行う方法、並びにはんだ接合部に関する。
【背景技術】
【0002】
電子機器装置等に用いられる電子部品は、プリント配線がなされた基板にはんだ付けを行い搭載されている。近年、はんだ付けに用いられるはんだ合金は、環境面の配慮より鉛を含まないはんだ合金が多く用いられている。例えば、Sn−Cu、Sn−Ag、Sn−Ag−Cu、Sn−Zn、Sn−Sb、Sn−Ag−Bi、Sn−Ag−In等の基本合金にNi、Co、Ge、Ga、Cr、P、Si、Ti、V、Mn、Fe、Zr、Nb、Mo、Pd、Te、Pt、Au等を微量に添加した鉛フリーはんだ合金等が提案されている。
【0003】
また、ICやLSI等の半導体チップをリードフレーム、セラミックケース、プリント基板等に固着化させるためのダイボンド材として、また、スペーサーとして、はんだ接合が用いられている。特に、高温での耐熱性を求められるICパッケージや車載モータやその他の電動モータの駆動を制御するための発熱量が大きいパワーモジュール等に使用する際の接合材料として多く用いられてきている。
そして、これらのICパッケージやパワーモジュール等は、高い耐熱性やその苛酷な温度変化を伴う使用環境から、はんだ接合部の耐久性、特に接合形状の維持等が重視されている。
【0004】
上記の実情に対応すべく、発明者は特許文献1にて金属間化合物を含有させた鉛フリーはんだ接合材料を開示し、また、特許文献2では、はんだ材料中に平均粒径1〜30μm、(短径/長径)が0.4〜1.0の金属間化合物粒子を0.01〜0.1容量%含有する半導体素子接合用複合半田材料が、特許文献3では、低耐熱リードレス部品を実装する方法としてSn−Zn系鉛フリーはんだ合金粉にSn粉又はZn粉を含有させた鉛フリー接合材料が、特許文献4では、フォーム状はんだ中にNi、Ag、Cu等の高融点金属粒を20μm〜50μmに制御して均一に分散させた技術が、それぞれ開示されている。
【0005】
しかしながら、上記の提案にも課題が残されており、より高温領域での接合信頼性の高い接合材料が求められているのが現状である。
例えば、特許文献2は、金属間化合物をはんだ合金に加えるため、予め金属間化合物を用意しておくことが必要になり、工程が複雑になる点やボイドの発生を抑制することが課題として残されている。また、特許文献3は、耐高温領域でのはんだ接合に適していない点が、特許文献4は、形状の制限やそれに伴う工程の煩雑さの課題が残されている。
また、発明者は、特許文献1に於いて、金属間化合物をはんだ合金製造中に生成させ、当該金属間化合物がはんだ接合時及びはんだ接合部から消失しない方法を開示しているが、
過剰濃度のCu及びNiをSnマトリックスに作用させて針状の金属間化合靴を生成させて、当該針状金属間化合物をはんだ合金中及びはんだ接合部中に分散させ、耐熱性を向上させる技術を開示しているが、より応用範囲が広い技術が求められているのも事実である。
【先行技術文献】
【特許文献】
【0006】
【特許文献1】特開2011−41970号公報
【特許文献2】特開平9−122967号公報
【特許文献3】特開2008−238253号公報
【特許文献4】国際公開番号WO2007/125991号公報
【特許文献5】特開2008−142721号公報
【発明の概要】
【発明が解決しようとする課題】
【0007】
本発明は、高温での耐熱性を求められるICパッケージや車載モータやその他の電動モータの駆動を制御するための発熱量が大きいパワーモジュール等に使用する際の接合材料として、優れた耐熱特性とスペーサー作用を有した鉛フリーはんだ合金及び当該鉛フリーはんだ合金を簡易な方法にて提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明者は、上記目的を達成すべく鋭意検討を重ねた結果、Sn−Cuを基本組成とする鉛フリーはんだ合金の製造工程に於いて、液相温度の差を利用してCu6Sn5金属間化合物を生成、成長させること、及び、生成させた当該金属間化合物を均一にはんだ合金中に分散及び保持させ、当該はんだ合金中に金属間化合物を存在させる方法にてはんだ合金を製造し、はんだ接合時に存在する金属間化合物が消失しない製法を見出し、本発明を完成するに至った。
【0009】
すなわち本発明は、Sn−Cuを基本組成とする鉛フリーはんだ合金の製造過程に於いて、高温の液相を有する組成のはんだ合金を液相線温度以上に加熱して完全に溶解し、その後、Cu6Sn5を主とする金属間化合物が生成、成長するように、温度条件をコントロールしながら冷却して、Cu6Sn5等金属間化合物を生成させた後、当該金属間化合物を含有したはんだ合金を製造し、その後、含有するCu6Sn5を主とする金属間化合物が消失しない温度条件にてはんだ接合を行うことにより、当該金属間化合物を含有したはんだ接合部を有するはんだ接合を可能とした。
【発明の効果】
【0010】
本発明によれば、基本組成をSn-Cuとする鉛フリーはんだ合金であるため、環境負荷も少なく、汎用的に使用可能なため、接合対象範囲が広く期待できる。
そして、金属間化合物が含有された鉛フリーはんだ合金及びそれを用いたはんだ接合であるため、耐熱性に優れ、ICパッケージや車載用のパワーデバイスはもとより高い耐熱性を必要とされる製品へのはんだ接合が可能となるばかりでなく、高温でのはんだ接合の形状が安定するため、スペーサーとしての効果も期待できる。
【図面の簡単な説明】
【0011】
【図1】Sn-Cu二成分状態図。
【図2】図1のSn100%近傍拡大図。
【図3】本発明のはんだ合金及びそれを用いたはんだ接合を示すモデル図。
【図4】接合母材表面に金属間化合物を生成させたプリコートを施した接合例のモデル図。
【図5】プリコートを施した場合の本発明のはんだ合金を用いたはんだ接合を示すモデル図。
【発明を実施するための形態】
【0012】
以下に、本発明について説明する。
従来、車載用モータやその他電動モータの駆動を制御するためのパワーデバイス等の発熱量の大きい半導体素子を使用したパワーモジュールについて、ヒートサイクル試験を行った場合、パワーデバイス部自身やはんだ接合部の破断や亀裂の発生が起こることが多く、 これらの不具合は、パワーデバイス材質と回路基板材質との熱膨張の違い、更に使用するはんだ接合材料の熱膨張の違いが主たる原因とされている。
【0013】
上記のような不具合を解消するための方法として、パワーモジュールに使用するはんだ接合材料を、パワーデバイス材質と回路基板材質の熱膨張の違いにより発生したストレスを緩衝させて、パワーデバイス部自身やはんだ接合部の破断や亀裂を防止・抑制すること、具体的には、はんだ合金にGaを特定量配合して、はんだ接合材料自体に良好な伸びと粘りを持たせ、パワーデバイス材質と回路基板材質の熱膨張の違いにより発生するストレスを吸収・緩和させる技術を特許文献5にて本発明者は提案している。
【0014】
本発明では、厳しい温度変化を伴う環境下等で発生するパワーデバイス部自身やはんだ接合部の破断や亀裂を防止するだけでなく、より高温域でのはんだ接合部がさらされる過酷な環境下や条件であっても安定なはんだ接合を可能とする。
また、本発明の鉛フリーはんだ合金並びにはんだ接合は、はんだ合金並びにはんだ接合部中にCu6Sn5組成を主とする金属間化合物を均一に含有しているため、当該金属間化合物を含有しないはんだ接合部と比較して、はんだ接合が安定し、従来成し得なかったスペーサー作用を有することが可能となる。
【0015】
次に、本発明の内容を具体的に説明する。
Sn-Cu二成分合金系に於いて、図2に示すように、液相温度が300℃の場合のCuは約3重量%であり、同400℃の場合のCuは約7重量%、同450℃の場合のCuは約10重量%、同500℃の場合のCuは約15重量%、同600℃の場合のCuは約30重量%、同であることがわかる。
例えば、液相温度が500℃のSn−Cu鉛フリーはんだ合金の場合、この組成のはんだ合金を500℃以上に加熱し、図3のAのように均一に溶解した後、温度コントロールしながら徐冷して、本発明の鉛フリーはんだ合金を製造する。そうすると、図3のBのように、はんだ合金中にはCu6Sn5を主とする金属間化合物が含まれる。
その後、約400℃にて加熱溶解すると液相線温度近傍のCuは約7重量%となり、Cuの差である約8重量%に相当するCu6Sn5が存在することとなる。このようにSn-Cu組成を基本とする鉛フリーはんだ合金に於いて、高い液相線温度を有するはんだ合金組成をその液相線以上の温度で加熱溶解後、金属間化合物が生成、成長する条件にて、例えば徐冷することにより、金属間化合物を含有したはんだ合金が製造でき、その後、前記の方法により製造したはんだ合金を液相線温度よりも低い温度にて溶解させてはんだ接合することにより、図3のCに示すように、はんだ接合されたはんだ接合部には金属間化合物が消失することなく存在し、金属間化合物が存在したはんだ継手が可能となる。
そして、はんだ接合中に存在する金属間化合物は、はんだ継手が高温環境下に於かれた場合にも、その融点の高さからはんだ合金が軟化しても金属間化合物が楔となって、はんだ接合部全体の軟化を抑制し、はんだ接合部の形状維持に貢献するため、スペーサーとして有効に作用すると考えられる。
【0016】
本発明のはんだ合金の組成は、Sn−Cuを基本組成とし、本発明の効果を有する範囲に於いて、Ni、Ge、Ga、Co、Ag、Cr、P、Ti、Si、Mn、Fe、Zn、Sb、Au、In、Bi、Fe、Al、Mo、Mn、Pd、Te、Pt、V、Zr、Nb等を適宜添加しても構わない。
中でも、NiはCuと全固溶の関係を有し、(Cu,Ni)6Sn5組成の金属間化合物を生成するため、Cu6Sn5金属間化合物と同様に高い融点を有し、本発明の効果である高い耐熱性とスペーサー効果の作用を有する。
【0017】
本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金のCu含有量は、本発明の効果を有する限りに於いて特に制限はないが、図2からもわかるように、Cu含有量の下限は、液相線温度が約280℃の2重量%以上が好ましく、更には3重量%以上が好ましい。
また、Cu含有量の上限は、液相線温度が約630℃の39重量%以下が好ましく、更には、30重量%以下が好ましい。
そして、本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金に添加する組成として、Niの場合は、0.001〜1重量%が好ましく、更に、0.005〜0.1重量%がより好ましい。
【0018】
本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金の製造方法に関して、本発明の効果を有する限りに於いて、特に制限はないが、完全にはんだ合金を溶解した後、冷却条件として、生成するCu6Sn5等の金属間化合物が生成、成長し易い条件で行うことが好ましく、例えば、1℃/分で徐冷する条件が例示でき、その際、生成する金属間化合物が均一に分散するようにはんだ合金を撹拌させても構わない。
また、はんだ合金冷却工程を、真空中や減圧条件下で行うことにより、はんだ接合の際に発生するボイドを抑制することが可能となる。
【0019】
本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金のはんだ接合に関して、本発明の効果を有する範囲に於いて、特に制限はないが、リフロー方式で行うことが好ましい。
また、はんだ合金工程や製造後の加工に於いて、箔やプリフォーム状等の形状に成型加工した後に、はんだ接合を行うことも可能である。
【0020】
また、本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金を用いてはんだ接合を行う際、図4に示すように、予め、接合母材表面にCu6Sn5若しくは(Cu,Ni)6Sn5組成の金属間化合物が生成させるフロー方式若しくはリフロー方式でのプリコートを施すことにより、本発明のはんだ合金とはんだ接合母材の濡れ性が向上し、よりはんだ接合がスムーズに行える。
そして、上記のプリコートを行うことにより、はんだ接合母材とのはんだ接合界面にCu6Sn5若しくは(Cu,Ni)6Sn5組成の金属間化合物が生成するため、接合強度が向上し、信頼性の高いはんだ接合が可能となる。
【0021】
前述のプリコートに関して、本発明の効果を損なわない範囲であって、接合母材表面にCu6Sn5若しくは(Cu,Ni)6Sn5組成の金属間化合物が生成する方法であれば、特に制限はなく、Sn−Cu系鉛フリーはんだ等のはんだ組成やSn組成によるプリコートが例示できる。
すなわち、図4に示すように、接合母材に予めプリコートを行い、安定した金属間化合物を生成させておき、その上に残存するプリコート成分と本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金接合すると、濡れ性が向上し、はんだ接合がスムーズに行える。
そして、上記のプリコートを施すことにより、図5に示すように、接合母材及び被接合物によって挟まれた本発明のSn−Cu系鉛フリーはんだ合金のそれぞれの接合界面にCu6Sn5若しくは(Cu,Ni)6Sn5組成の金属間化合物が生成するため、安定したはんだ接合が可能になる。
【0022】
更に、具体例を挙げ本発明のはんだ合金について以下に説明する。
液相温度約500℃の組成のはんだ合金を製造した場合、図2より、液相温度である約500℃のCu量は約15重量%となる。このはんだ合金を約400℃で加熱溶解した場合は、Cu含有量は約7重量%、溶解温度約400℃の場合は約500℃との差である約8重量%相当のCuがCu6Sn5を主とする金属間化合物として存在すると予想される。また、溶解温度約300℃の場合は同様に約12重量%相当のCuがCu6Sn5を主とする金属間化合物として存在すると予想される。
【0023】
このように、本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金と製造方法を用いることにより、液相線温度によりCuから生成させる金属間化合物を想定して、1種のはんだ合金組成から複数の用途に適合したはんだ合金を予め計算して製造できるため、はんだ合金製造工程を効率化できる。
【産業上の利用可能性】
【0024】
本発明のSn-Cuを基本組成とする鉛フリーのはんだ合金は、Sn-Cuを基本組成とするため、汎用的な使用が期待でき、接合対象を広範囲に広げることも可能である。
そして、金属間化合物が含有された鉛フリーはんだ合金及びそれを用いたはんだ接合であるため、環境負荷も少なく、耐熱性に優れているため、ICパッケージや車載用のパワーデバイスはもとより高い耐熱性を必要とされる製品へのはんだ接合が可能となるばかりでなく、高温でのはんだ接合の形状が安定するため、スペーサーとして効果も期待できる。
【符号の説明】
【0025】
1 はんだ合金
2−1 金属間化合物
2−2 金属間化合物
3 被接合物
4 接合母材
5 プリコート層
【特許請求の範囲】
【請求項1】
Sn-Cuを基本組成とする鉛フリーはんだ合金組成であって、液相線温度の差を利用して当該はんだ合金中に金属間化合物を存在する製造方法にて、当該はんだ合金を製造したことを特徴とする鉛フリーはんだ合金。
【請求項2】
Cu含有量が2〜39重量%であることを特徴とする請求項1記載の鉛フリーはんだ合金。
【請求項3】
Cu含有量が3〜30重量%であることを特徴とする請求項1記載の鉛フリーはんだ合金。
【請求項4】
Niを0.001〜1.0重量%添加したことを特徴とする請求項1乃至請求項3記載の鉛フリーはんだ合金。
【請求項5】
Niを0.005〜0.1重量%添加したことを特徴とする請求項1乃至請求項3記載の鉛フリーはんだ合金。
【請求項6】
存在する金属間化合物を消失しないように、はんだ合金組成よりも低い液相線温度ではんだ接合を行うことを特徴とする請求項1乃至請求項5記載の鉛フリーはんだ合金を用いたはんだ接合方法。
【請求項7】
金属間化合物が生成するプリコートを、予め、接合母材に施したことを特徴とする請求項6記載のはんだ接合方法。
【請求項8】
請求項6乃至請求項7記載の方法にてはんだ接合を行ったはんだ継手。
【請求項1】
Sn-Cuを基本組成とする鉛フリーはんだ合金組成であって、液相線温度の差を利用して当該はんだ合金中に金属間化合物を存在する製造方法にて、当該はんだ合金を製造したことを特徴とする鉛フリーはんだ合金。
【請求項2】
Cu含有量が2〜39重量%であることを特徴とする請求項1記載の鉛フリーはんだ合金。
【請求項3】
Cu含有量が3〜30重量%であることを特徴とする請求項1記載の鉛フリーはんだ合金。
【請求項4】
Niを0.001〜1.0重量%添加したことを特徴とする請求項1乃至請求項3記載の鉛フリーはんだ合金。
【請求項5】
Niを0.005〜0.1重量%添加したことを特徴とする請求項1乃至請求項3記載の鉛フリーはんだ合金。
【請求項6】
存在する金属間化合物を消失しないように、はんだ合金組成よりも低い液相線温度ではんだ接合を行うことを特徴とする請求項1乃至請求項5記載の鉛フリーはんだ合金を用いたはんだ接合方法。
【請求項7】
金属間化合物が生成するプリコートを、予め、接合母材に施したことを特徴とする請求項6記載のはんだ接合方法。
【請求項8】
請求項6乃至請求項7記載の方法にてはんだ接合を行ったはんだ継手。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−13916(P2013−13916A)
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願番号】特願2011−148600(P2011−148600)
【出願日】平成23年7月4日(2011.7.4)
【出願人】(592025786)株式会社日本スペリア社 (20)
【Fターム(参考)】
【公開日】平成25年1月24日(2013.1.24)
【国際特許分類】
【出願日】平成23年7月4日(2011.7.4)
【出願人】(592025786)株式会社日本スペリア社 (20)
【Fターム(参考)】
[ Back to top ]