
金属/FRPパイプの製造方法及び金属/FRPパイプ、並びに、金属/FRPパイプの熱残留応力除去方法

【課題】熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、FRPプリプレグが軟化するまで加熱して芯棒を膨張させ、FRPプリプレグの最外周を金属管の内周面に押し付け、更に加熱温度を上げてFRPプリプレグを硬化させ、FRPプリプレグの最外周を金属管の内周面に張り付けて一体化し、その後、常温まで冷却して芯棒を収縮させ、芯棒を金属管から抜き取る金属/FRPパイプの製造において、常温に戻した際に金属管からなる金属層に生じる引っ張りの熱残留応力が除去された金属/FRPパイプ及び、その製造方法、並びに、熱残留応力除去方法を提案する。
【解決手段】金属/FRPパイプの全体に対して、「金属層の降伏ひずみ(εY金属)+金属層の残留ひずみ(εT金属)」で求められる所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷する。
【解決手段】金属/FRPパイプの全体に対して、「金属層の降伏ひずみ(εY金属)+金属層の残留ひずみ(εT金属)」で求められる所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷する。
【発明の詳細な説明】
【技術分野】
【0001】
この発明は、印刷用ロールや、フィルムや紙などのシート類繰り出し・巻き取り用ロール、液晶パネルやフラットパネルディスプレーなどのパネル類搬送用ロール、その他の各種回転ロールに使用される繊維強化樹脂ライニング金属管に関する。特に、成形時に、金属パイプ内面に繊維強化樹脂(Fiber Reinforced Plastics)が一体化される複合パイプ(以下「金属/FRPパイプ」と表す)の金属層に残る熱残留応力を除去した金属/FRPパイプの製造方法及び金属/FRPパイプ、並びに、金属/FRPパイプの熱残留応力除去方法に関する。
【背景技術】
【0002】
金属/FRPパイプとしては従来から種々の提案がされており、特許文献1には、高剛性(耐摩耗性)と軽量さ(低慣性モーメント)が特に要求される各種高速回転(例えば、約1000〜2000r.p.m)ロール用のFRPライニング金属管の製造方法が提案されている。
【0003】
ここで提案されている製造方法は、あらかじめエポキシ樹脂やフェノール樹脂などの熱硬化性樹脂が含浸された炭素繊維プリプレグを芯棒(マンドレル)へ巻き付け、その芯棒をアルミ合金やステンレス鋼などからなる金属管の内部へ挿入し、次いで前記プリプレグが軟化する温度まで加熱して前記芯棒を膨張させて前記金属管への内張り状態に押し付け、更に加熱温度を上げて、前記プリプレグを完全に硬化させ、最後に常温まで冷却することにより、前記芯棒を収縮復元させて抜き出すものである。
【0004】
本願の発明者もこのような金属/FRPパイプの製造法についての提案を行っている(特許文献2)
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−141485号公報
【特許文献2】特開2006−334805号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
上述した従来提案されている金属/FRPパイプの製造法は、熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取るものである。すなわち、芯棒の外周に装着されているFRPプリプレグの加熱による軟化と、芯棒の膨張・収縮とを利用し、熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒が内部に挿入された金属管と、その内周に成形される前記FRPプリプレグが硬化したFRPパイプとを加熱成形時に一体化するものである。
【0007】
そして、特許文献2記載の発明によれば、耐久強度と安定性に優れた金属/FRPパイプを短時間で効率よく製造することができた等の優れた効果が発揮されている。
【0008】
ところで、前述した製造方法で製造した金属/FRPパイプの場合、常温に戻した際に前記の金属管からなる金属層に引っ張りの熱残留応力が生じる。これは、加熱成形時に金属管と、その内周に成形されるFRPパイプとが一体化することから引き起こされるものである。
【0009】
このような熱残留応力は製造された金属/FRPパイプの精度に好ましくない影響を与える。
【0010】
そこで、本発明は、熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取る金属/FRPパイプの製造法において、かかる製造工程で常温に戻した際に前記の金属管からなる金属層に生じる引っ張りの熱残留応力が除去された金属/FRPパイプ及び、その製造方法、並びに、金属/FRPパイプの熱残留応力除去方法を提案することを目的にしている。
【課題を解決するための手段】
【0011】
本願の請求項1記載の発明は、
熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、
前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、
更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、
その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取った金属/FRPパイプの全体に対して、所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷して
金属/FRPパイプを製造する方法である。
【0012】
本願の請求項2記載の発明は、
芯棒を金属管から抜き取った金属/FRPパイプの全体に対して所定のひずみ値になるまで引っ張り荷重を加える工程は、
前記金属/FRPパイプの両端の開口部をそれぞれチャックで掴んで前記金属/FRPパイプを軸方向に引き伸ばすものであり、
当該チャックは、それぞれ、前記金属/FRPパイプの開口部が装入されるチャック開口部を備えている筒状で、中心部に内側押圧部を有し、当該内側押圧部を中心にして径方向外側に向かって、当該内側押圧部の外周側に内側挟持部、当該内側挟持部の外周側に外側挟持部、当該外側挟持部の外周側に外側押圧部を備えていて、
前記内側押圧部は、前記チャック開口部側に向かうにつれて拡径し、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記内側挟持部は、前記金属/FRPパイプの内周壁に対応する形状の外周壁を備えていて、当該外周壁の周長が大きくなる方向及び小さくなる方向に拡径及び縮径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の内側挟持片に分割されており、
前記外側挟持部は前記内側挟持部との間に径方向に所定の間隔を有する隙間を介して配置され、前記金属/FRPパイプの外周壁に対応する形状の内周壁を備えていて、当該内周壁の周長が小さくなる方向及び大きくなる方向に縮径及び拡径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の外側挟持片に分割されており、当該外側挟持片の内周壁に掛止部を有し、
前記外側押圧部は、前記チャック開口部側に向かうにつれて縮径する内周壁を備えており、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記金属/FRPパイプの両端開口部の周壁が前記内側挟持部と前記外側挟持部との間に存在する径方向の隙間に挿入されるように前記金属/FRPパイプの両端開口部にそれぞれ前記チャック開口部を装着した後、
前記内側押圧部を後退させることによって前記内側挟持部の各内側挟持片を拡径方向に移動させて内側挟持片の外周壁を前記金属/FRPパイプの内周壁に当接させ、
前記外側押圧部を後退させることによって前記外側挟持部の各外側挟持片を縮径方向に移動させて外側挟持片の内周壁に配備されている掛止部を前記金属/FRPパイプの外周壁に掛止させつつ前記金属/FRPパイプの外周壁を軸方向で外側に向かって引き伸ばす
ことにより、金属/FRPパイプの全体を軸方向に延びるように引っ張るものであることを特徴とする請求項1記載の金属/FRPパイプを製造する方法である。
【0013】
本願の請求項3記載の発明は、
前記所定のひずみ値が、「前記金属管から構成される金属層の降伏ひずみ(εY金属)+前記金属管から構成される金属層の残留ひずみ(εT金属)」であることを特徴とする請求項1又は2記載の金属/FRPパイプを製造する方法である。
【0014】
本願の請求項4記載の発明は、
請求項1乃至3のいずれか一項記載の金属/FRPパイプを製造する方法により製造した金属/FRPパイプである。
【0015】
本願の請求項5記載の発明は、
熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、
前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、
更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、
その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取って製造した金属/FRPパイプの前記金属管から構成される金属層の残留応力を除去する方法であって、
前記金属/FRPパイプの全体に対して、所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷ことを特徴とする金属/FRPパイプの熱残留応力除去方法である。
【0016】
本願の請求項6記載の発明は、
前記金属/FRPパイプの全体に対して所定のひずみ値になるまで引っ張り荷重を加える工程は、
前記金属/FRPパイプの両端の開口部をそれぞれチャックで掴んで前記金属/FRPパイプを軸方向に引き伸ばすものであり、
当該チャックは、それぞれ、前記金属/FRPパイプの開口部が装入されるチャック開口部を備えている筒状で、中心部に内側押圧部を有し、当該内側押圧部を中心にして径方向外側に向かって、当該内側押圧部の外周側に内側挟持部、当該内側挟持部の外周側に外側挟持部、当該外側挟持部の外周側に外側押圧部を備えていて、
前記内側押圧部は、前記チャック開口部側に向かうにつれて拡径し、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記内側挟持部は、前記金属/FRPパイプの内周壁に対応する形状の外周壁を備えていて、当該外周壁の周長が大きくなる方向及び小さくなる方向に拡径及び縮径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の内側挟持片に分割されており、
前記外側挟持部は前記内側挟持部との間に径方向に所定の間隔を有する隙間を介して配置され、前記金属/FRPパイプの外周壁に対応する形状の内周壁を備えていて、当該内周壁の周長が小さくなる方向及び大きくなる方向に縮径及び拡径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の外側挟持片に分割されており、当該外側挟持片の内周壁に掛止部を有し、
前記外側押圧部は、前記チャック開口部側に向かうにつれて縮径する内周壁を備えており、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記金属/FRPパイプの両端開口部の周壁が前記内側挟持部と前記外側挟持部との間に存在する径方向の隙間に挿入されるように前記金属/FRPパイプの両端開口部にそれぞれ前記チャック開口部を装着した後、
前記内側押圧部を後退させることによって前記内側挟持部の各内側挟持片を拡径方向に移動させて内側挟持片の外周壁を前記金属/FRPパイプの内周壁に当接させ、
前記外側押圧部を後退させることによって前記外側挟持部の各外側挟持片を縮径方向に移動させて外側挟持片の内周壁に配備されている掛止部を前記金属/FRPパイプの外周壁に掛止させつつ前記金属/FRPパイプの外周壁を軸方向で外側に向かって引き伸ばす
ことにより、金属/FRPパイプの全体を軸方向に延びるように引っ張るものであることを特徴とする請求項5記載の金属/FRPパイプの熱残留応力除去方法である。
【0017】
本願の請求項7記載の発明は、
前記所定のひずみ値が、「前記金属管から構成される金属層の降伏ひずみ(εY金属)+前記金属管から構成される金属層の残留ひずみ(εT金属)」であることを特徴とする請求項5又は6記載の金属/FRPパイプの熱残留応力除去方法である。
【発明の効果】
【0018】
この発明によれば、熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取る金属/FRPパイプの製造法において、かかる製造工程で常温に戻した際に前記の金属管からなる金属層に生じる引っ張りの熱残留応力が除去された金属/FRPパイプ及び、その製造方法、並びに、金属/FRPパイプの熱残留応力除去方法を提供することができる。
【図面の簡単な説明】
【0019】
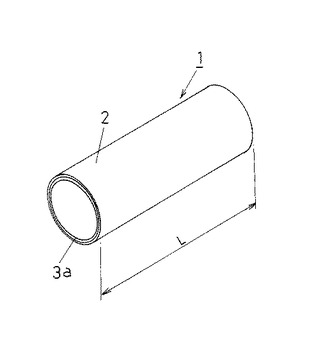
【図1】本発明の金属/FRPパイプの一例を表す図。
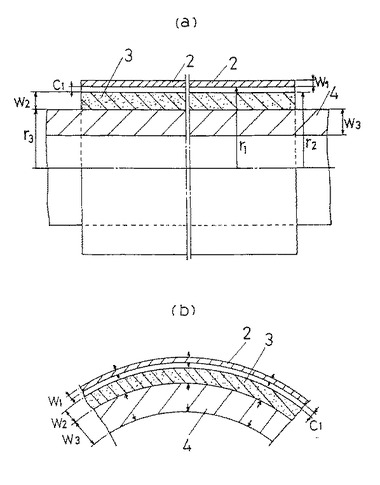
【図2】(a)本発明の金属/FRPパイプの製造工程が開始される前の状態におけるマンドレルと金属管との位置関係を説明する一部を省略した縦断面図、(b)図2(a)における一部を省略した横断面図。
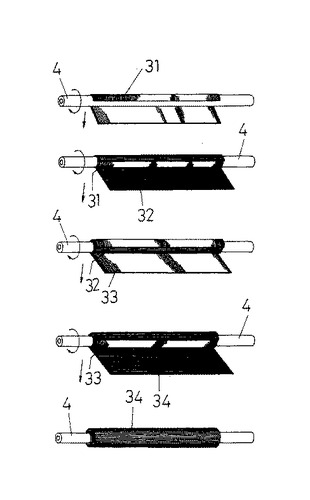
【図3】マンドレルにCFRPプリプレグが巻きつけられる状態を説明する斜視図。
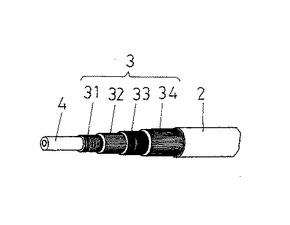
【図4】金属管に差し込まれるマンドレルの外周に巻きつけられているCFRPプリプレグを説明する一部を省略した斜視図。
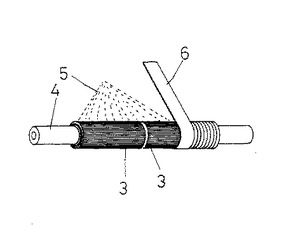
【図5】マンドレルの外周に巻きつけられているCFRPプリプレグに対して水分を付与し、熱溶融性のテープを巻きつける状態を説明する一部を省略した斜視図。
【図6】金属管の内部に、外周にCFRPプリプレグが巻きつけられているマンドレルが差し込まれ、貫通している状態を説明する一部を省略した斜視図。
【図7】(a)CFRPプリプレグの両端木口面とマンドレルの表面との境界段差部にブリーダーテープを肉盛り状態に巻き付けた状態を説明する一部を省略した斜視図、(b)図7(a)の全体図。
【図8】(a)加熱工程後、常温まで冷却した状態におけるマンドレルと、金属/FRPパイプとの位置関係を説明する一部を省略した縦断面図、(b)図8(a)における一部を省略した横断面図。
【図9】加熱によりFRPプリプレグの最外周が金属管の内周面に張り付けられて一体化する過程において、CFRPプリプレグの外周に付与されていた水分から蒸発した気体が溶融状態のテープに封入されて発泡剤又はホットメルト接着剤のように挙動する状態を説明する拡大概念図。
【図10】加熱工程後、常温まで冷却した状態でマンドレルを引き抜いた状態を示す正面図。
【図11】本発明による金属/FRPパイプの熱残留応力除去工程を説明する図。
【図12】金属/FRPパイプの全体に対して所定のひずみ値になるまで引っ張り荷重を加える工程で使用されるチャックおよび、当該チャックを用いた軸方向への引き伸ばし工程を説明する側面図であって、チャックの開口部が金属/FRPパイプの端部開口に装着される前の状態を説明する側面図。
【図13】金属/FRPパイプの全体に対して所定のひずみ値になるまで引っ張り荷重を加える工程で使用されるチャックおよび、当該チャックを用いた軸方向への引き伸ばし工程を説明する側面図であって、引き延ばしが行われている状態を説明する側面図。
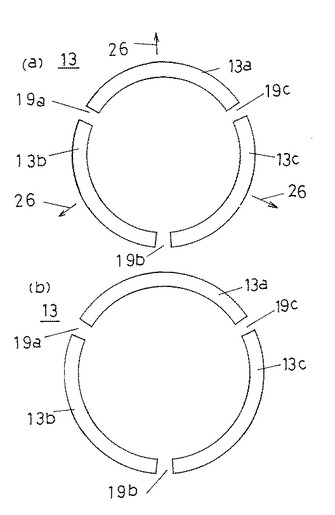
【図14】(a)、(b)は、内側挟持部の外周壁の周長が大きくなる方向及び小さくなる方向に内側挟持部が拡径、縮径する状態を説明する正面図であって、(b)が(a)よりも拡径している状態を表す。
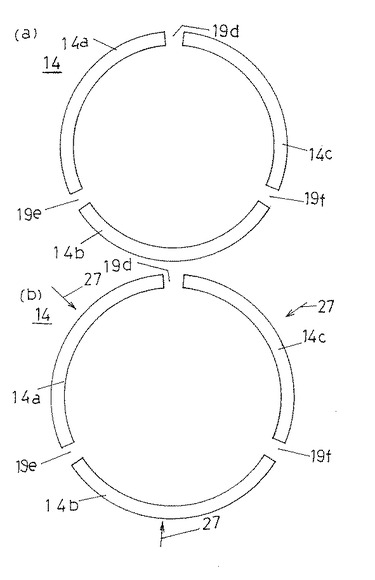
【図15】(a)、(b)は、外側挟持部の外周壁の周長が小さくなる方向及び大きくなる方向に外側挟持部が縮径、拡径する状態を説明する正面図であって、(b)が(a)よりも拡径している状態を表す。
【発明を実施するための形態】
【0020】
以下、添付図面を参照して本発明の好ましい実施形態を説明する。
【0021】
(金属/FRPパイプの準備)
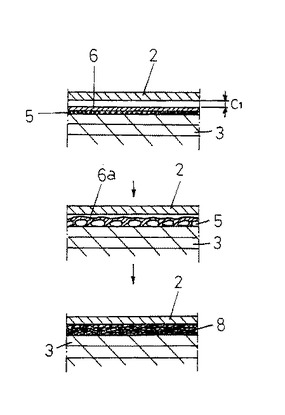
外径が60.5mm、内径r1が57.5mm、厚みw1が1.5mmの金属管2を準備した。金属管2は、線膨張係数が約23.6×10−6/℃のアルミ合金(A5052)製とした。
【0022】
線膨張係数が約0.2〜0.4×10−6/℃のCFRP(炭素繊維強化樹脂:PAN系繊維T300〜T800、Vf:60)からなるUDテープ材のクロス材に、あらかじめ熱硬化性樹脂(エポキシ樹脂)が含浸され、半硬化状態(プリプレグ)に形成されたCFRPプリプレグ3を準備した。CFRPプリプレグ3の厚みw2は、金属管2の厚みw1の少なくとも約2.5倍に設定することが望ましく、ここでは、外径r2が57mm、内径が45mm、厚みw2が6mmのCFRPプリプレグ3を準備した。
【0023】
CFRPプリプレグ3は、巻き付け芯となるマンドレル(金型)4に巻きつけられた状態で準備した。マンドレル4は、金属管2よりも大きく熱膨張できることが必要であり、ここでは金属管2と同材質のアルミ合金製の管で、その厚みw3が、金属管2の厚みw1の少なくとも約3倍に厚肉化されているアルミ合金管をマンドレル4とした。ここでは、外径r3が45mm、内径が35mm、厚みw3が5mmのものを用いた。
【0024】
巻き付け芯となるマンドレル(金型)4に巻きつけられた状態で準備されたCFRPプリプレグ3が、後述するように、加熱による軟化と、マンドレル4の膨張・収縮とを利用して、金属管2の内周に一体化して成形されるFRPパイプ3aとなる。
【0025】
この実施例では、マンドレル4の表面へあらかじめ耐熱用の離型剤(図示省略)を塗布して、マンドレル4を回転させ、その表面へCFRPプリプレグ3を図3のように巻き付けて一体化した。
【0026】
図3図示の実施形態では、CFRPプリプレグ3のUDテープ材(繊維を一方向に引き揃えたプリプレグ)31、32、33、34をマンドレル4に対して、順次90度の方向性に2プライ、0度の方向性に5〜7プライ、再び90度の方向性に同じく2プライ、再び0度の方向性に同じく5〜7プライとして、図4に図示するように、交互の縦横積層状態に巻き付けた。
【0027】
なお、巻き付けプライ数は製品の使用目的や用途などに応じて選定できるが、マンドレル4に巻きつけられた状態のCFRPプリプレグ3と、金属管2との内外相互間隙c1が0.1〜0.3mmになるように保つことが望ましい。0.3mmよりも広いと、金属管2及びマンドレル4における熱膨張率との関係で、後述する張り付けライニング状態の耐久強度や安定性が低下するおそれがある。一方、0.1mmよりも狭いと、CFRPプリプレグ3が巻き付けられたマンドレル4を金属管2の内部へ円滑に差し込み貫通させることが難しくなる。
【0028】
この実施形態では、マンドレル4に巻き付けられたCFRPプリプレグ3の最外層34へ霧吹きや湿した拭き布などによって水分5を付与した後、低密度ポリエチレン(LDPE)のフィルムからなる熱溶融性のテープ6を巻き付けた(図5)。図示の実施形態では、幅が25mm、厚みが30μmの熱溶融性のテープ6を5プライ巻き付けで0.15mmの厚みに積層させた。
【0029】
熱溶融性のテープ6は、後述する加熱工程においてCFRPプリプレグ3の熱硬化性樹脂(エポキシ樹脂)を溶融軟化させて流動性状にする際に、この加熱によって溶融し、同じく加熱によって前記水分5が蒸発して気体になり、この気体が封入された溶融状態で、発泡剤又はホットメルト接着剤のような役割を果たす目的で採用している。
【0030】
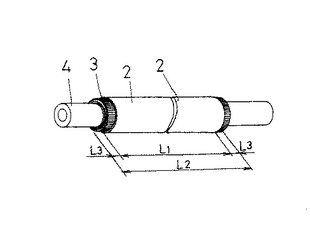
こうして、CFRPプリプレグ3の外周に水分5を介して熱溶融性のテープ6が巻き付けられたマンドレル4を、金属管2の内部へ差し込み貫通させる(図6)。図示の例ではアルミ合金からなる金属管2の内径r1が57.5mm、CFRPプリプレグ3の外径r2がテープ6を含んで57.15mmであるため、これらが巻き付けられたマンドレル4を金属管2の内部へ支障なく差し込み貫通させることができた。
【0031】
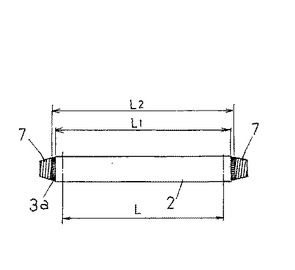
図示の実施形態では、図6図示のように、金属管2の長さL1とCFRPプリプレグ3の長さL2との関係を、CFRPプリプレグ3の両端部が金属管2の両端部から5〜10mmの長さL2ずつ突出するようにした。
【0032】
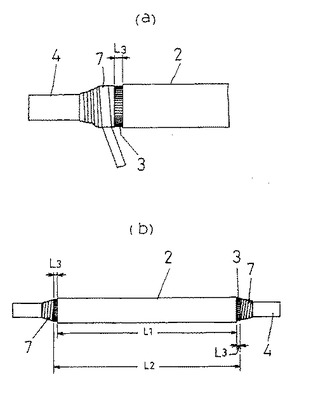
そして、図7図示のように、CFRPプリプレグ3の両端がL3ずつ突出した状態で、CFRPプリプレグ3の両端木口面と、マンドレル4の表面との境界段差部へ、耐熱性や離型性がある延伸ポリプロピレン(OPP)のブリーダーテープ7を肉盛り状態に巻き付けた(図7)。こうして、後述する加熱時にCFRPプリプレグ3の熱硬化性樹脂が、その両端木口面から余分に溶け出さないように封止すると共に、長さL3ずつ突出しているCFRPプリプレグ3の最外層から空気が円滑に押し出される状態に保った。
【0033】
図7(b)図示の状態で、全体を130℃〜150℃の温度を保つ加熱炉(図示省略)へ挿入し、3〜4時間加熱し、CFRPプリプレグ3を完全に硬化させた。
【0034】
この加熱工程において、マンドレル4に巻き付けられているCFRPプリプレグ3の熱硬化性樹脂(エポキシ樹脂)が、一旦溶融軟化して流動性状となる。そこで、当初曲げ応力を加えられていたUDテープ材31、32、33、34が自由になり、そのUDテープ材31〜34にはフラットな状態へ復元しようとする力が発生する。
【0035】
また、マンドレル4と金属管2も加熱を受けて、各々図2(b)の矢印で示す内外方向(求心方向と放射方向)へ膨張する。マンドレル4の厚みw3は金属管2の厚みw1に比して、少なくとも約3倍に設定されているため、金属管2よりも多量に熱膨張するマンドレル4の大きな勢力(内圧)を受けたCFRPプリプレグ3の最外層は、金属管2の内周面へ張り付き溶着一体化する。
【0036】
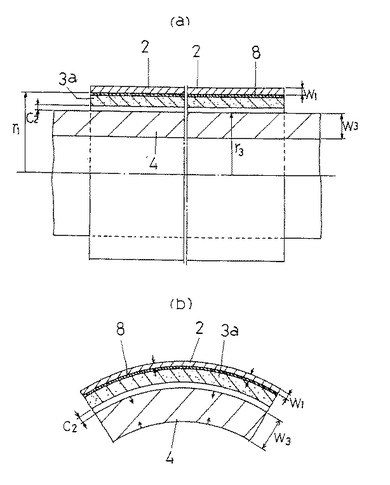
こうして当初存在していたCFRPプリプレグ3と金属管2との内外相互間隙c1(図2)が図8図示のようになくなる。
【0037】
CFRPプリプレグ3の最外層に巻き付けられていた熱溶融性のテープ6は、この実施例では低密度ポリエチレンのフィルムからなり、約70℃を越えると溶融する。また、テープ6の下地の水分5も加熱されて蒸発する。そこで、図9に拡大して示すように、溶融したテープ6aに無数の気体が独立気泡として封じ込められ、その状態の下でマンドレル4からの多大な熱膨張力(内圧)を受ける。
【0038】
このように、水分5から蒸発した気体を封入した溶融状態のテープ6aが、発泡剤又はホットメルト接着剤と化して、CFRPプリプレグ3の溶けた熱硬化性樹脂(エポキシ樹脂)と一体の膜8になり、その能動的な働きによってCFRPプリプレグ3の最外層を金属管2へ内張り状態にライニングする。このように発泡剤又はホットメルト接着剤として能動的に働くテープ6は、CFRPプリプレグ3と金属管2との内外相互間隙c1から空気を押し出す役割を果たす。これによって、CFRPプリプレグ3の最外層と金属管2の内周壁との間に層間剥離を生ずるおそれがなくなり、耐久強度に富む安定な焼きバメ状態を得られる。
【0039】
CFRPプリプレグ3の完全な硬化後、加熱炉から取り出して、常温まで冷却する。これにより、金属管2のみならず、マンドレル4も当初の太さまで収縮復元する。ここで、マンドレル4の厚みw3は金属管2の厚みw1に比し、少なくとも約3倍に設定されているため、その冷却時の復元収縮量も多い。また、アルミ合金からなる金属管2及びマンドレル4の線膨張係数:約23.6×10−6/℃に対して、約0.2〜0.4×10−6/℃と線膨張係数が極めて小さいCFRPプリプレグ3は、実質的に膨張・収縮しない。そこで、この実施形態で挙げた前記の数値において、金属管2とCFRPプリプレグ3との間に当初存在していた0.25mmの間隙c1が、前述したマンドレル4及び金属管2の熱膨張により埋め尽くされる。その一方、CFRPプリプレグ3が硬化したCFRP3aとマンドレル4との間には、マンドレル4の収縮復元によって間隙c2が形成される。
【0040】
この結果、金属管2へ内張りライニング状態に硬化したCFRP3aの内部からマンドレル4を支障なく円滑に抜き出すことができる。
【0041】
こうして、硬化したCFRP3aからマンドレル4を抜き出した後、金属管2とCFRP3aの両端部を図10のように切除し、所定の長さLの金属/FRPパイプ1(図1)を準備する。
【0042】
(熱残留応力の除去)
金属/FRPパイプ1の全体に対して、「アルミ合金(A5052)の降伏ひずみ(εY金属)+アルミ合金(A5052)の残留ひずみ(εT金属)」のひずみ値になるまで引っ張り荷重を加え、次いで、除荷して金属/FRPパイプ1の熱残留応力を除去した。
【0043】
こうして、本発明の金属/FRPパイプ1を製造した。
【0044】
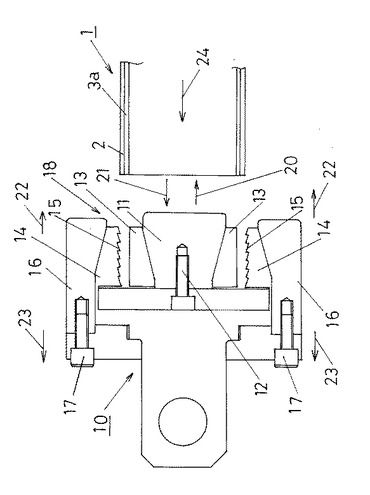
ここで、金属/FRPパイプ1の全体に対して引っ張り荷重を加える工程は、金属/FRPパイプ1の両端の開口を、それぞれ、図12、図13図示のチャック10で掴んで金属/FRPパイプ1を軸方向に引き伸ばすようにして行うことができる。
【0045】
金属/FRPパイプ1の両端の開口にそれぞれ装着されるチャック10は同一の構造、形状であるので、以下、図12、図13を参照して、金属/FRPパイプ1の左側端の開口に装着されるチャック10について説明する。
【0046】
チャック10は、それぞれ、金属/FRPパイプ1の開口部が装入されるチャック開口部18を備えている筒状である。図12、図13図示のように、中心部に内側押圧部11を有し、内側押圧部11を中心にして径方向外側に向かって、内側押圧部11の外周側に内側挟持部13、内側挟持部13の外周側に外側挟持部14、外側挟持部14の外周側に外側押圧部16が配備されている。
【0047】
内側押圧部11は、図12、図13図示のように、チャック開口部18側に向かうにつれて拡径し、中心軸が延びる方向において、チャック開口部18側に向かう方向(矢印20)に前進および、チャック開口部18側から離れる方向(矢印21)に後退可能になっている。
【0048】
内側挟持部13は、金属/FRPパイプ1の内周壁に対応する形状の外周壁を備えている。そして、図14図示のように、外周壁の周長が大きくなる方向及び小さくなる方向に拡径(図14(a)の矢印26方向)及び縮径可能であり、軸方向に延びる分割溝19a、19b、19cによって、円周方向において所定の間隔をあけて複数の内側挟持片13a、13b、13cに分割されている。
【0049】
外側挟持部14は、図12、図13図示のように、内側挟持部13との間に径方向に所定の間隔を有する隙間を介して配置され、金属/FRPパイプ1の外周壁に対応する形状の内周壁を備えている。そして、内周壁の周長が小さくなる方向及び大きくなる方向に縮径(図15(b)の矢印27方向)及び拡径可能であり、軸方向に延びる分割溝19d、19e、19fによって、円周方向において所定の間隔をあけて複数の外側挟持片14a、14b、14cに分割されている。更に、外側挟持片14a等の内周壁には、掛止部15(図12、図13)が配備されている。
【0050】
外側押圧部16は、図12、図13図示のように、チャック開口部側18に向かうにつれて縮径する内周壁を備えており、中心軸が延びる方向において、チャック開口部18側に向かう方向(矢印22方向)に前進および、チャック開口部18側から離れる方向(矢印23方向)に後退可能になっている。
【0051】
まず、図12図示のように内側挟持部13を矢印20方向に前進させ、また、外側挟持部14を矢印22方向に前進させて、内側挟持部13と外側挟持部14との間に存在する径方向の隙間が、金属/FRPパイプ1の端部の開口部の周壁を収容するのに十分な状態にしておく。この状態では、内側挟持部13は図14(a)図示のように縮径している状態にあり、外側挟持部14は図15(b)図示のように拡径している状態にある。
【0052】
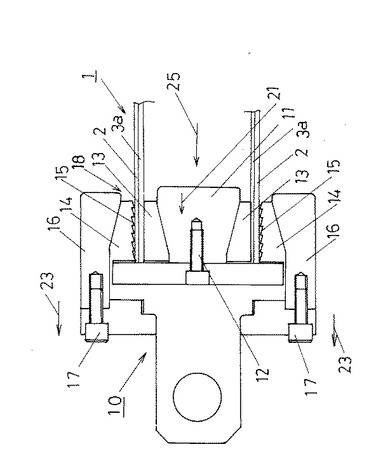
次に、金属/FRPパイプ1の両端開口部の周壁が内側挟持部13と外側挟持部14との間に存在する径方向の隙間に挿入されるように金属/FRPパイプ1の左側の開口部にチャック10の開口部18を装着する(図13)。図示していないが、金属/FRPパイプ1の右側の開口部にもチャック10の開口部18を装着する
ここで、例えば、ボルト12を回転させることにより、内側押圧部11を矢印21方向に後退させる。これによって、内側挟持部13の各内側挟持片13a、13b、13cの内周壁はテーパー状に傾斜している内側押圧部11の外周壁に押されて矢印26(図14(a))で表すように拡径方向に移動する。これによって、内側挟持片13a、13b、13cの外周壁が金属/FRPパイプ1の内周壁、すなわち、CFRP3aの内周壁に当接する。
【0053】
一方、例えば、ボルト17を回転させることにより、外側押圧部16を矢印23方向後退させる。これによって、外側挟持部14の各外側挟持片14a、14b、14cの外周壁はテーパー状に傾斜している外側押圧部16の内周壁に押されて矢印27(図15(b))で表すように縮径方向に移動する。これによって、外側挟持片14a、14b、14cの内周壁に配備されている掛止部15が金属/FRPパイプ1の外周壁、すなわち、アルミ合金からなる金属管2の外周壁に掛止される。
【0054】
この状態でチャック10の全体を軸方向で外側に向かって矢印25で示すように引き伸ばす。
【0055】
このように引き伸ばしが行われる状態では、内側挟持部13は図14(b)図示のように拡径している状態にあり、外側挟持部14は図15(a)図示のように縮径している状態にある。
【0056】
以上のように、金属/FRPパイプ1の両端の開口を、それぞれ、チャック10で掴んで金属/FRPパイプ1を軸方向に引き伸ばすことによって金属/FRPパイプ1の全体に対して引っ張り荷重を加える際、金属/FRPパイプ1の内周壁、すなわち、CFRP3aの内周壁には内側挟持片13a、13b、13cの外周壁が当接し、金属/FRPパイプ1の外周壁、すなわち、アルミ合金からなる金属管2の外周壁に掛止する外側挟持片14a、14b、14cの内周壁に配備されている掛止部15と協働して金属/FRPパイプ1の開口の周壁が挟持され、引張りが行われる。そこで、CFRP3aの内周壁に破壊が生じることなく、希望する引っ張り強度で引き伸ばしを行うことができる。
【0057】
なお、外側挟持片14a、等の内周壁に配備されている掛止部15は、前述したように、外側挟持部14の各外側挟持片14a、等が縮径方向に移動した際に、外側挟持片14a、等の内周壁に配備されている掛止部15が金属/FRPパイプ1の外周壁に掛止し、この状態でチャック10の全体が軸方向で外側に向かって矢印25で示すように移動することにより、金属/FRPパイプ1の全体を軸方向に引き伸ばすことを可能にするものであれば、種々の形状、構造のものにすることができる。
【0058】
また、チャック10の構造も、金属/FRPパイプ1の内径側から金属/FRPパイプ1の内周壁に当接する部材と、金属/FRPパイプ1の外径側から金属/FRPパイプ1の外周壁に当接する部材とによって、金属/FRPパイプ1の端部開口の周壁を挟持し、金属/FRPパイプ1の内周壁、すなわちCFRP3aの内周壁に破壊を生じさせることなく、希望する引っ張り強度で引き伸ばしを行うことができるものであれば、図示し、上述した構造に限られるものではない。
【0059】
(熱残留応力除去試験)
前記のようにして金属/FRPパイプの熱残留応力を除去できることは以下の実験によって確認できる。
【0060】
金属管2への内張りライニング状態に硬化したCFRP3aは十分剛性が高く、熱ひずみもゼロに近いとしてCFRP3aの残留応力(及び残留ひずみ:εTCF)を無視する。なお、図11においてCFRP3aの層を「CF層」と表している。
【0061】
一方、アルミ合金からなる金属管2には前記のように高温にし、常温に戻した際に、引っ張りの残留熱応力(σTAL)が生じている。
【0062】
そこで、金属管2のアルミ合金層(図11において「AL層」と表している)の熱残留応力(σTAL)を打ち消すように、金属/FRPパイプ1の全体に引っ張り荷重を加える試験である。
【0063】
引張試験前後及び試験中の状態を、図11にあるように、(1)硬化後の常温での状態、(2)引張試験で目標まで引張った状態、(3)引張試験後、残留応力がなくなった状態として、CF層、AL層の応力ひずみ関係を表すと図11にグラフで示した状態になる。
【0064】
すなわち、「アルミ合金(A5052)の降伏ひずみ(εYAL)」のひずみ値になるまで引張荷重を加え、次いで、除荷すると、AL層の熱残留応力がゼロになる。
【0065】
なお、引張荷重で目標を設定する場合には、図11に表されているように下記の式1に基づいて目標の引張荷重を設定することができる。
【0066】
(式1)
引張荷重F=σYAL/EAL×(ECFACF+EALAAL)
ここで、σYAL:AL層の降伏応力
EAL:AL層のヤング率、ECF:CF層のヤング率
AAL:AL層の断面積、ACF:CF層の断面積
【0067】
以上、添付図面を参照して本発明の好ましい実施形態を説明したが、本発明はかかる実施形態に限られるものではなく、特許請求の範囲の記載から把握される技術的範囲において種々の形態に変更可能である。
【0068】
例えば、本発明は、芯棒の外周に装着されているFRPプリプレグの加熱による軟化と、芯棒の膨張・収縮とを利用し、熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒が内部に挿入された金属管と、その内周に成形されるFRPパイプとを加熱成形時に一体化した金属/FRPパイプにおいて、加熱成形時に金属管と、前記FRPプリプレグが硬化して金属管の内周に成形されるFRPパイプとが一体化することから引き起こされる、常温に戻した際に金属管に生じる引っ張りの熱残留応力による問題の解決を目指すものである。そこで、金属/FRPパイプを準備する工程は前述したものに限られない。
【0069】
熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取ることにより金属/FRPパイプが準備されるのであれば、種々の方法・工程を採用可能であり、金属管、マンドレル、等のサイズや、金属管、マンドレル、FRPプリプレグ、熱硬化性樹脂、等の材質も種々に変更可能である。
【0070】
また、金属/FRPパイプにおける金属管、FRP管の材質も前述したものに限られない。
【符号の説明】
【0071】
1 金属/FRPパイプ
2 金属管
3 CFRPプリプレグ
4 マンドレル
c1 CFRPプリプレグと金属管との内外相互間隙
c2 硬化したCFRPとマンドレルとの内外相互間隙
10 チャック
11 内側押圧部
13 内側挟持部
13a、13b、13c 内側挟持片
14 外側挟持部
14a、14b、14c 外側挟持片
15 掛止部
16 外側押圧部
18 チャック開口部
19a、19b、19c、19d、19e、19f 軸方向に延びる分割溝
【技術分野】
【0001】
この発明は、印刷用ロールや、フィルムや紙などのシート類繰り出し・巻き取り用ロール、液晶パネルやフラットパネルディスプレーなどのパネル類搬送用ロール、その他の各種回転ロールに使用される繊維強化樹脂ライニング金属管に関する。特に、成形時に、金属パイプ内面に繊維強化樹脂(Fiber Reinforced Plastics)が一体化される複合パイプ(以下「金属/FRPパイプ」と表す)の金属層に残る熱残留応力を除去した金属/FRPパイプの製造方法及び金属/FRPパイプ、並びに、金属/FRPパイプの熱残留応力除去方法に関する。
【背景技術】
【0002】
金属/FRPパイプとしては従来から種々の提案がされており、特許文献1には、高剛性(耐摩耗性)と軽量さ(低慣性モーメント)が特に要求される各種高速回転(例えば、約1000〜2000r.p.m)ロール用のFRPライニング金属管の製造方法が提案されている。
【0003】
ここで提案されている製造方法は、あらかじめエポキシ樹脂やフェノール樹脂などの熱硬化性樹脂が含浸された炭素繊維プリプレグを芯棒(マンドレル)へ巻き付け、その芯棒をアルミ合金やステンレス鋼などからなる金属管の内部へ挿入し、次いで前記プリプレグが軟化する温度まで加熱して前記芯棒を膨張させて前記金属管への内張り状態に押し付け、更に加熱温度を上げて、前記プリプレグを完全に硬化させ、最後に常温まで冷却することにより、前記芯棒を収縮復元させて抜き出すものである。
【0004】
本願の発明者もこのような金属/FRPパイプの製造法についての提案を行っている(特許文献2)
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−141485号公報
【特許文献2】特開2006−334805号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
上述した従来提案されている金属/FRPパイプの製造法は、熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取るものである。すなわち、芯棒の外周に装着されているFRPプリプレグの加熱による軟化と、芯棒の膨張・収縮とを利用し、熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒が内部に挿入された金属管と、その内周に成形される前記FRPプリプレグが硬化したFRPパイプとを加熱成形時に一体化するものである。
【0007】
そして、特許文献2記載の発明によれば、耐久強度と安定性に優れた金属/FRPパイプを短時間で効率よく製造することができた等の優れた効果が発揮されている。
【0008】
ところで、前述した製造方法で製造した金属/FRPパイプの場合、常温に戻した際に前記の金属管からなる金属層に引っ張りの熱残留応力が生じる。これは、加熱成形時に金属管と、その内周に成形されるFRPパイプとが一体化することから引き起こされるものである。
【0009】
このような熱残留応力は製造された金属/FRPパイプの精度に好ましくない影響を与える。
【0010】
そこで、本発明は、熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取る金属/FRPパイプの製造法において、かかる製造工程で常温に戻した際に前記の金属管からなる金属層に生じる引っ張りの熱残留応力が除去された金属/FRPパイプ及び、その製造方法、並びに、金属/FRPパイプの熱残留応力除去方法を提案することを目的にしている。
【課題を解決するための手段】
【0011】
本願の請求項1記載の発明は、
熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、
前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、
更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、
その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取った金属/FRPパイプの全体に対して、所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷して
金属/FRPパイプを製造する方法である。
【0012】
本願の請求項2記載の発明は、
芯棒を金属管から抜き取った金属/FRPパイプの全体に対して所定のひずみ値になるまで引っ張り荷重を加える工程は、
前記金属/FRPパイプの両端の開口部をそれぞれチャックで掴んで前記金属/FRPパイプを軸方向に引き伸ばすものであり、
当該チャックは、それぞれ、前記金属/FRPパイプの開口部が装入されるチャック開口部を備えている筒状で、中心部に内側押圧部を有し、当該内側押圧部を中心にして径方向外側に向かって、当該内側押圧部の外周側に内側挟持部、当該内側挟持部の外周側に外側挟持部、当該外側挟持部の外周側に外側押圧部を備えていて、
前記内側押圧部は、前記チャック開口部側に向かうにつれて拡径し、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記内側挟持部は、前記金属/FRPパイプの内周壁に対応する形状の外周壁を備えていて、当該外周壁の周長が大きくなる方向及び小さくなる方向に拡径及び縮径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の内側挟持片に分割されており、
前記外側挟持部は前記内側挟持部との間に径方向に所定の間隔を有する隙間を介して配置され、前記金属/FRPパイプの外周壁に対応する形状の内周壁を備えていて、当該内周壁の周長が小さくなる方向及び大きくなる方向に縮径及び拡径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の外側挟持片に分割されており、当該外側挟持片の内周壁に掛止部を有し、
前記外側押圧部は、前記チャック開口部側に向かうにつれて縮径する内周壁を備えており、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記金属/FRPパイプの両端開口部の周壁が前記内側挟持部と前記外側挟持部との間に存在する径方向の隙間に挿入されるように前記金属/FRPパイプの両端開口部にそれぞれ前記チャック開口部を装着した後、
前記内側押圧部を後退させることによって前記内側挟持部の各内側挟持片を拡径方向に移動させて内側挟持片の外周壁を前記金属/FRPパイプの内周壁に当接させ、
前記外側押圧部を後退させることによって前記外側挟持部の各外側挟持片を縮径方向に移動させて外側挟持片の内周壁に配備されている掛止部を前記金属/FRPパイプの外周壁に掛止させつつ前記金属/FRPパイプの外周壁を軸方向で外側に向かって引き伸ばす
ことにより、金属/FRPパイプの全体を軸方向に延びるように引っ張るものであることを特徴とする請求項1記載の金属/FRPパイプを製造する方法である。
【0013】
本願の請求項3記載の発明は、
前記所定のひずみ値が、「前記金属管から構成される金属層の降伏ひずみ(εY金属)+前記金属管から構成される金属層の残留ひずみ(εT金属)」であることを特徴とする請求項1又は2記載の金属/FRPパイプを製造する方法である。
【0014】
本願の請求項4記載の発明は、
請求項1乃至3のいずれか一項記載の金属/FRPパイプを製造する方法により製造した金属/FRPパイプである。
【0015】
本願の請求項5記載の発明は、
熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、
前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、
更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、
その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取って製造した金属/FRPパイプの前記金属管から構成される金属層の残留応力を除去する方法であって、
前記金属/FRPパイプの全体に対して、所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷ことを特徴とする金属/FRPパイプの熱残留応力除去方法である。
【0016】
本願の請求項6記載の発明は、
前記金属/FRPパイプの全体に対して所定のひずみ値になるまで引っ張り荷重を加える工程は、
前記金属/FRPパイプの両端の開口部をそれぞれチャックで掴んで前記金属/FRPパイプを軸方向に引き伸ばすものであり、
当該チャックは、それぞれ、前記金属/FRPパイプの開口部が装入されるチャック開口部を備えている筒状で、中心部に内側押圧部を有し、当該内側押圧部を中心にして径方向外側に向かって、当該内側押圧部の外周側に内側挟持部、当該内側挟持部の外周側に外側挟持部、当該外側挟持部の外周側に外側押圧部を備えていて、
前記内側押圧部は、前記チャック開口部側に向かうにつれて拡径し、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記内側挟持部は、前記金属/FRPパイプの内周壁に対応する形状の外周壁を備えていて、当該外周壁の周長が大きくなる方向及び小さくなる方向に拡径及び縮径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の内側挟持片に分割されており、
前記外側挟持部は前記内側挟持部との間に径方向に所定の間隔を有する隙間を介して配置され、前記金属/FRPパイプの外周壁に対応する形状の内周壁を備えていて、当該内周壁の周長が小さくなる方向及び大きくなる方向に縮径及び拡径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の外側挟持片に分割されており、当該外側挟持片の内周壁に掛止部を有し、
前記外側押圧部は、前記チャック開口部側に向かうにつれて縮径する内周壁を備えており、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記金属/FRPパイプの両端開口部の周壁が前記内側挟持部と前記外側挟持部との間に存在する径方向の隙間に挿入されるように前記金属/FRPパイプの両端開口部にそれぞれ前記チャック開口部を装着した後、
前記内側押圧部を後退させることによって前記内側挟持部の各内側挟持片を拡径方向に移動させて内側挟持片の外周壁を前記金属/FRPパイプの内周壁に当接させ、
前記外側押圧部を後退させることによって前記外側挟持部の各外側挟持片を縮径方向に移動させて外側挟持片の内周壁に配備されている掛止部を前記金属/FRPパイプの外周壁に掛止させつつ前記金属/FRPパイプの外周壁を軸方向で外側に向かって引き伸ばす
ことにより、金属/FRPパイプの全体を軸方向に延びるように引っ張るものであることを特徴とする請求項5記載の金属/FRPパイプの熱残留応力除去方法である。
【0017】
本願の請求項7記載の発明は、
前記所定のひずみ値が、「前記金属管から構成される金属層の降伏ひずみ(εY金属)+前記金属管から構成される金属層の残留ひずみ(εT金属)」であることを特徴とする請求項5又は6記載の金属/FRPパイプの熱残留応力除去方法である。
【発明の効果】
【0018】
この発明によれば、熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取る金属/FRPパイプの製造法において、かかる製造工程で常温に戻した際に前記の金属管からなる金属層に生じる引っ張りの熱残留応力が除去された金属/FRPパイプ及び、その製造方法、並びに、金属/FRPパイプの熱残留応力除去方法を提供することができる。
【図面の簡単な説明】
【0019】
【図1】本発明の金属/FRPパイプの一例を表す図。
【図2】(a)本発明の金属/FRPパイプの製造工程が開始される前の状態におけるマンドレルと金属管との位置関係を説明する一部を省略した縦断面図、(b)図2(a)における一部を省略した横断面図。
【図3】マンドレルにCFRPプリプレグが巻きつけられる状態を説明する斜視図。
【図4】金属管に差し込まれるマンドレルの外周に巻きつけられているCFRPプリプレグを説明する一部を省略した斜視図。
【図5】マンドレルの外周に巻きつけられているCFRPプリプレグに対して水分を付与し、熱溶融性のテープを巻きつける状態を説明する一部を省略した斜視図。
【図6】金属管の内部に、外周にCFRPプリプレグが巻きつけられているマンドレルが差し込まれ、貫通している状態を説明する一部を省略した斜視図。
【図7】(a)CFRPプリプレグの両端木口面とマンドレルの表面との境界段差部にブリーダーテープを肉盛り状態に巻き付けた状態を説明する一部を省略した斜視図、(b)図7(a)の全体図。
【図8】(a)加熱工程後、常温まで冷却した状態におけるマンドレルと、金属/FRPパイプとの位置関係を説明する一部を省略した縦断面図、(b)図8(a)における一部を省略した横断面図。
【図9】加熱によりFRPプリプレグの最外周が金属管の内周面に張り付けられて一体化する過程において、CFRPプリプレグの外周に付与されていた水分から蒸発した気体が溶融状態のテープに封入されて発泡剤又はホットメルト接着剤のように挙動する状態を説明する拡大概念図。
【図10】加熱工程後、常温まで冷却した状態でマンドレルを引き抜いた状態を示す正面図。
【図11】本発明による金属/FRPパイプの熱残留応力除去工程を説明する図。
【図12】金属/FRPパイプの全体に対して所定のひずみ値になるまで引っ張り荷重を加える工程で使用されるチャックおよび、当該チャックを用いた軸方向への引き伸ばし工程を説明する側面図であって、チャックの開口部が金属/FRPパイプの端部開口に装着される前の状態を説明する側面図。
【図13】金属/FRPパイプの全体に対して所定のひずみ値になるまで引っ張り荷重を加える工程で使用されるチャックおよび、当該チャックを用いた軸方向への引き伸ばし工程を説明する側面図であって、引き延ばしが行われている状態を説明する側面図。
【図14】(a)、(b)は、内側挟持部の外周壁の周長が大きくなる方向及び小さくなる方向に内側挟持部が拡径、縮径する状態を説明する正面図であって、(b)が(a)よりも拡径している状態を表す。
【図15】(a)、(b)は、外側挟持部の外周壁の周長が小さくなる方向及び大きくなる方向に外側挟持部が縮径、拡径する状態を説明する正面図であって、(b)が(a)よりも拡径している状態を表す。
【発明を実施するための形態】
【0020】
以下、添付図面を参照して本発明の好ましい実施形態を説明する。
【0021】
(金属/FRPパイプの準備)
外径が60.5mm、内径r1が57.5mm、厚みw1が1.5mmの金属管2を準備した。金属管2は、線膨張係数が約23.6×10−6/℃のアルミ合金(A5052)製とした。
【0022】
線膨張係数が約0.2〜0.4×10−6/℃のCFRP(炭素繊維強化樹脂:PAN系繊維T300〜T800、Vf:60)からなるUDテープ材のクロス材に、あらかじめ熱硬化性樹脂(エポキシ樹脂)が含浸され、半硬化状態(プリプレグ)に形成されたCFRPプリプレグ3を準備した。CFRPプリプレグ3の厚みw2は、金属管2の厚みw1の少なくとも約2.5倍に設定することが望ましく、ここでは、外径r2が57mm、内径が45mm、厚みw2が6mmのCFRPプリプレグ3を準備した。
【0023】
CFRPプリプレグ3は、巻き付け芯となるマンドレル(金型)4に巻きつけられた状態で準備した。マンドレル4は、金属管2よりも大きく熱膨張できることが必要であり、ここでは金属管2と同材質のアルミ合金製の管で、その厚みw3が、金属管2の厚みw1の少なくとも約3倍に厚肉化されているアルミ合金管をマンドレル4とした。ここでは、外径r3が45mm、内径が35mm、厚みw3が5mmのものを用いた。
【0024】
巻き付け芯となるマンドレル(金型)4に巻きつけられた状態で準備されたCFRPプリプレグ3が、後述するように、加熱による軟化と、マンドレル4の膨張・収縮とを利用して、金属管2の内周に一体化して成形されるFRPパイプ3aとなる。
【0025】
この実施例では、マンドレル4の表面へあらかじめ耐熱用の離型剤(図示省略)を塗布して、マンドレル4を回転させ、その表面へCFRPプリプレグ3を図3のように巻き付けて一体化した。
【0026】
図3図示の実施形態では、CFRPプリプレグ3のUDテープ材(繊維を一方向に引き揃えたプリプレグ)31、32、33、34をマンドレル4に対して、順次90度の方向性に2プライ、0度の方向性に5〜7プライ、再び90度の方向性に同じく2プライ、再び0度の方向性に同じく5〜7プライとして、図4に図示するように、交互の縦横積層状態に巻き付けた。
【0027】
なお、巻き付けプライ数は製品の使用目的や用途などに応じて選定できるが、マンドレル4に巻きつけられた状態のCFRPプリプレグ3と、金属管2との内外相互間隙c1が0.1〜0.3mmになるように保つことが望ましい。0.3mmよりも広いと、金属管2及びマンドレル4における熱膨張率との関係で、後述する張り付けライニング状態の耐久強度や安定性が低下するおそれがある。一方、0.1mmよりも狭いと、CFRPプリプレグ3が巻き付けられたマンドレル4を金属管2の内部へ円滑に差し込み貫通させることが難しくなる。
【0028】
この実施形態では、マンドレル4に巻き付けられたCFRPプリプレグ3の最外層34へ霧吹きや湿した拭き布などによって水分5を付与した後、低密度ポリエチレン(LDPE)のフィルムからなる熱溶融性のテープ6を巻き付けた(図5)。図示の実施形態では、幅が25mm、厚みが30μmの熱溶融性のテープ6を5プライ巻き付けで0.15mmの厚みに積層させた。
【0029】
熱溶融性のテープ6は、後述する加熱工程においてCFRPプリプレグ3の熱硬化性樹脂(エポキシ樹脂)を溶融軟化させて流動性状にする際に、この加熱によって溶融し、同じく加熱によって前記水分5が蒸発して気体になり、この気体が封入された溶融状態で、発泡剤又はホットメルト接着剤のような役割を果たす目的で採用している。
【0030】
こうして、CFRPプリプレグ3の外周に水分5を介して熱溶融性のテープ6が巻き付けられたマンドレル4を、金属管2の内部へ差し込み貫通させる(図6)。図示の例ではアルミ合金からなる金属管2の内径r1が57.5mm、CFRPプリプレグ3の外径r2がテープ6を含んで57.15mmであるため、これらが巻き付けられたマンドレル4を金属管2の内部へ支障なく差し込み貫通させることができた。
【0031】
図示の実施形態では、図6図示のように、金属管2の長さL1とCFRPプリプレグ3の長さL2との関係を、CFRPプリプレグ3の両端部が金属管2の両端部から5〜10mmの長さL2ずつ突出するようにした。
【0032】
そして、図7図示のように、CFRPプリプレグ3の両端がL3ずつ突出した状態で、CFRPプリプレグ3の両端木口面と、マンドレル4の表面との境界段差部へ、耐熱性や離型性がある延伸ポリプロピレン(OPP)のブリーダーテープ7を肉盛り状態に巻き付けた(図7)。こうして、後述する加熱時にCFRPプリプレグ3の熱硬化性樹脂が、その両端木口面から余分に溶け出さないように封止すると共に、長さL3ずつ突出しているCFRPプリプレグ3の最外層から空気が円滑に押し出される状態に保った。
【0033】
図7(b)図示の状態で、全体を130℃〜150℃の温度を保つ加熱炉(図示省略)へ挿入し、3〜4時間加熱し、CFRPプリプレグ3を完全に硬化させた。
【0034】
この加熱工程において、マンドレル4に巻き付けられているCFRPプリプレグ3の熱硬化性樹脂(エポキシ樹脂)が、一旦溶融軟化して流動性状となる。そこで、当初曲げ応力を加えられていたUDテープ材31、32、33、34が自由になり、そのUDテープ材31〜34にはフラットな状態へ復元しようとする力が発生する。
【0035】
また、マンドレル4と金属管2も加熱を受けて、各々図2(b)の矢印で示す内外方向(求心方向と放射方向)へ膨張する。マンドレル4の厚みw3は金属管2の厚みw1に比して、少なくとも約3倍に設定されているため、金属管2よりも多量に熱膨張するマンドレル4の大きな勢力(内圧)を受けたCFRPプリプレグ3の最外層は、金属管2の内周面へ張り付き溶着一体化する。
【0036】
こうして当初存在していたCFRPプリプレグ3と金属管2との内外相互間隙c1(図2)が図8図示のようになくなる。
【0037】
CFRPプリプレグ3の最外層に巻き付けられていた熱溶融性のテープ6は、この実施例では低密度ポリエチレンのフィルムからなり、約70℃を越えると溶融する。また、テープ6の下地の水分5も加熱されて蒸発する。そこで、図9に拡大して示すように、溶融したテープ6aに無数の気体が独立気泡として封じ込められ、その状態の下でマンドレル4からの多大な熱膨張力(内圧)を受ける。
【0038】
このように、水分5から蒸発した気体を封入した溶融状態のテープ6aが、発泡剤又はホットメルト接着剤と化して、CFRPプリプレグ3の溶けた熱硬化性樹脂(エポキシ樹脂)と一体の膜8になり、その能動的な働きによってCFRPプリプレグ3の最外層を金属管2へ内張り状態にライニングする。このように発泡剤又はホットメルト接着剤として能動的に働くテープ6は、CFRPプリプレグ3と金属管2との内外相互間隙c1から空気を押し出す役割を果たす。これによって、CFRPプリプレグ3の最外層と金属管2の内周壁との間に層間剥離を生ずるおそれがなくなり、耐久強度に富む安定な焼きバメ状態を得られる。
【0039】
CFRPプリプレグ3の完全な硬化後、加熱炉から取り出して、常温まで冷却する。これにより、金属管2のみならず、マンドレル4も当初の太さまで収縮復元する。ここで、マンドレル4の厚みw3は金属管2の厚みw1に比し、少なくとも約3倍に設定されているため、その冷却時の復元収縮量も多い。また、アルミ合金からなる金属管2及びマンドレル4の線膨張係数:約23.6×10−6/℃に対して、約0.2〜0.4×10−6/℃と線膨張係数が極めて小さいCFRPプリプレグ3は、実質的に膨張・収縮しない。そこで、この実施形態で挙げた前記の数値において、金属管2とCFRPプリプレグ3との間に当初存在していた0.25mmの間隙c1が、前述したマンドレル4及び金属管2の熱膨張により埋め尽くされる。その一方、CFRPプリプレグ3が硬化したCFRP3aとマンドレル4との間には、マンドレル4の収縮復元によって間隙c2が形成される。
【0040】
この結果、金属管2へ内張りライニング状態に硬化したCFRP3aの内部からマンドレル4を支障なく円滑に抜き出すことができる。
【0041】
こうして、硬化したCFRP3aからマンドレル4を抜き出した後、金属管2とCFRP3aの両端部を図10のように切除し、所定の長さLの金属/FRPパイプ1(図1)を準備する。
【0042】
(熱残留応力の除去)
金属/FRPパイプ1の全体に対して、「アルミ合金(A5052)の降伏ひずみ(εY金属)+アルミ合金(A5052)の残留ひずみ(εT金属)」のひずみ値になるまで引っ張り荷重を加え、次いで、除荷して金属/FRPパイプ1の熱残留応力を除去した。
【0043】
こうして、本発明の金属/FRPパイプ1を製造した。
【0044】
ここで、金属/FRPパイプ1の全体に対して引っ張り荷重を加える工程は、金属/FRPパイプ1の両端の開口を、それぞれ、図12、図13図示のチャック10で掴んで金属/FRPパイプ1を軸方向に引き伸ばすようにして行うことができる。
【0045】
金属/FRPパイプ1の両端の開口にそれぞれ装着されるチャック10は同一の構造、形状であるので、以下、図12、図13を参照して、金属/FRPパイプ1の左側端の開口に装着されるチャック10について説明する。
【0046】
チャック10は、それぞれ、金属/FRPパイプ1の開口部が装入されるチャック開口部18を備えている筒状である。図12、図13図示のように、中心部に内側押圧部11を有し、内側押圧部11を中心にして径方向外側に向かって、内側押圧部11の外周側に内側挟持部13、内側挟持部13の外周側に外側挟持部14、外側挟持部14の外周側に外側押圧部16が配備されている。
【0047】
内側押圧部11は、図12、図13図示のように、チャック開口部18側に向かうにつれて拡径し、中心軸が延びる方向において、チャック開口部18側に向かう方向(矢印20)に前進および、チャック開口部18側から離れる方向(矢印21)に後退可能になっている。
【0048】
内側挟持部13は、金属/FRPパイプ1の内周壁に対応する形状の外周壁を備えている。そして、図14図示のように、外周壁の周長が大きくなる方向及び小さくなる方向に拡径(図14(a)の矢印26方向)及び縮径可能であり、軸方向に延びる分割溝19a、19b、19cによって、円周方向において所定の間隔をあけて複数の内側挟持片13a、13b、13cに分割されている。
【0049】
外側挟持部14は、図12、図13図示のように、内側挟持部13との間に径方向に所定の間隔を有する隙間を介して配置され、金属/FRPパイプ1の外周壁に対応する形状の内周壁を備えている。そして、内周壁の周長が小さくなる方向及び大きくなる方向に縮径(図15(b)の矢印27方向)及び拡径可能であり、軸方向に延びる分割溝19d、19e、19fによって、円周方向において所定の間隔をあけて複数の外側挟持片14a、14b、14cに分割されている。更に、外側挟持片14a等の内周壁には、掛止部15(図12、図13)が配備されている。
【0050】
外側押圧部16は、図12、図13図示のように、チャック開口部側18に向かうにつれて縮径する内周壁を備えており、中心軸が延びる方向において、チャック開口部18側に向かう方向(矢印22方向)に前進および、チャック開口部18側から離れる方向(矢印23方向)に後退可能になっている。
【0051】
まず、図12図示のように内側挟持部13を矢印20方向に前進させ、また、外側挟持部14を矢印22方向に前進させて、内側挟持部13と外側挟持部14との間に存在する径方向の隙間が、金属/FRPパイプ1の端部の開口部の周壁を収容するのに十分な状態にしておく。この状態では、内側挟持部13は図14(a)図示のように縮径している状態にあり、外側挟持部14は図15(b)図示のように拡径している状態にある。
【0052】
次に、金属/FRPパイプ1の両端開口部の周壁が内側挟持部13と外側挟持部14との間に存在する径方向の隙間に挿入されるように金属/FRPパイプ1の左側の開口部にチャック10の開口部18を装着する(図13)。図示していないが、金属/FRPパイプ1の右側の開口部にもチャック10の開口部18を装着する
ここで、例えば、ボルト12を回転させることにより、内側押圧部11を矢印21方向に後退させる。これによって、内側挟持部13の各内側挟持片13a、13b、13cの内周壁はテーパー状に傾斜している内側押圧部11の外周壁に押されて矢印26(図14(a))で表すように拡径方向に移動する。これによって、内側挟持片13a、13b、13cの外周壁が金属/FRPパイプ1の内周壁、すなわち、CFRP3aの内周壁に当接する。
【0053】
一方、例えば、ボルト17を回転させることにより、外側押圧部16を矢印23方向後退させる。これによって、外側挟持部14の各外側挟持片14a、14b、14cの外周壁はテーパー状に傾斜している外側押圧部16の内周壁に押されて矢印27(図15(b))で表すように縮径方向に移動する。これによって、外側挟持片14a、14b、14cの内周壁に配備されている掛止部15が金属/FRPパイプ1の外周壁、すなわち、アルミ合金からなる金属管2の外周壁に掛止される。
【0054】
この状態でチャック10の全体を軸方向で外側に向かって矢印25で示すように引き伸ばす。
【0055】
このように引き伸ばしが行われる状態では、内側挟持部13は図14(b)図示のように拡径している状態にあり、外側挟持部14は図15(a)図示のように縮径している状態にある。
【0056】
以上のように、金属/FRPパイプ1の両端の開口を、それぞれ、チャック10で掴んで金属/FRPパイプ1を軸方向に引き伸ばすことによって金属/FRPパイプ1の全体に対して引っ張り荷重を加える際、金属/FRPパイプ1の内周壁、すなわち、CFRP3aの内周壁には内側挟持片13a、13b、13cの外周壁が当接し、金属/FRPパイプ1の外周壁、すなわち、アルミ合金からなる金属管2の外周壁に掛止する外側挟持片14a、14b、14cの内周壁に配備されている掛止部15と協働して金属/FRPパイプ1の開口の周壁が挟持され、引張りが行われる。そこで、CFRP3aの内周壁に破壊が生じることなく、希望する引っ張り強度で引き伸ばしを行うことができる。
【0057】
なお、外側挟持片14a、等の内周壁に配備されている掛止部15は、前述したように、外側挟持部14の各外側挟持片14a、等が縮径方向に移動した際に、外側挟持片14a、等の内周壁に配備されている掛止部15が金属/FRPパイプ1の外周壁に掛止し、この状態でチャック10の全体が軸方向で外側に向かって矢印25で示すように移動することにより、金属/FRPパイプ1の全体を軸方向に引き伸ばすことを可能にするものであれば、種々の形状、構造のものにすることができる。
【0058】
また、チャック10の構造も、金属/FRPパイプ1の内径側から金属/FRPパイプ1の内周壁に当接する部材と、金属/FRPパイプ1の外径側から金属/FRPパイプ1の外周壁に当接する部材とによって、金属/FRPパイプ1の端部開口の周壁を挟持し、金属/FRPパイプ1の内周壁、すなわちCFRP3aの内周壁に破壊を生じさせることなく、希望する引っ張り強度で引き伸ばしを行うことができるものであれば、図示し、上述した構造に限られるものではない。
【0059】
(熱残留応力除去試験)
前記のようにして金属/FRPパイプの熱残留応力を除去できることは以下の実験によって確認できる。
【0060】
金属管2への内張りライニング状態に硬化したCFRP3aは十分剛性が高く、熱ひずみもゼロに近いとしてCFRP3aの残留応力(及び残留ひずみ:εTCF)を無視する。なお、図11においてCFRP3aの層を「CF層」と表している。
【0061】
一方、アルミ合金からなる金属管2には前記のように高温にし、常温に戻した際に、引っ張りの残留熱応力(σTAL)が生じている。
【0062】
そこで、金属管2のアルミ合金層(図11において「AL層」と表している)の熱残留応力(σTAL)を打ち消すように、金属/FRPパイプ1の全体に引っ張り荷重を加える試験である。
【0063】
引張試験前後及び試験中の状態を、図11にあるように、(1)硬化後の常温での状態、(2)引張試験で目標まで引張った状態、(3)引張試験後、残留応力がなくなった状態として、CF層、AL層の応力ひずみ関係を表すと図11にグラフで示した状態になる。
【0064】
すなわち、「アルミ合金(A5052)の降伏ひずみ(εYAL)」のひずみ値になるまで引張荷重を加え、次いで、除荷すると、AL層の熱残留応力がゼロになる。
【0065】
なお、引張荷重で目標を設定する場合には、図11に表されているように下記の式1に基づいて目標の引張荷重を設定することができる。
【0066】
(式1)
引張荷重F=σYAL/EAL×(ECFACF+EALAAL)
ここで、σYAL:AL層の降伏応力
EAL:AL層のヤング率、ECF:CF層のヤング率
AAL:AL層の断面積、ACF:CF層の断面積
【0067】
以上、添付図面を参照して本発明の好ましい実施形態を説明したが、本発明はかかる実施形態に限られるものではなく、特許請求の範囲の記載から把握される技術的範囲において種々の形態に変更可能である。
【0068】
例えば、本発明は、芯棒の外周に装着されているFRPプリプレグの加熱による軟化と、芯棒の膨張・収縮とを利用し、熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒が内部に挿入された金属管と、その内周に成形されるFRPパイプとを加熱成形時に一体化した金属/FRPパイプにおいて、加熱成形時に金属管と、前記FRPプリプレグが硬化して金属管の内周に成形されるFRPパイプとが一体化することから引き起こされる、常温に戻した際に金属管に生じる引っ張りの熱残留応力による問題の解決を目指すものである。そこで、金属/FRPパイプを準備する工程は前述したものに限られない。
【0069】
熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取ることにより金属/FRPパイプが準備されるのであれば、種々の方法・工程を採用可能であり、金属管、マンドレル、等のサイズや、金属管、マンドレル、FRPプリプレグ、熱硬化性樹脂、等の材質も種々に変更可能である。
【0070】
また、金属/FRPパイプにおける金属管、FRP管の材質も前述したものに限られない。
【符号の説明】
【0071】
1 金属/FRPパイプ
2 金属管
3 CFRPプリプレグ
4 マンドレル
c1 CFRPプリプレグと金属管との内外相互間隙
c2 硬化したCFRPとマンドレルとの内外相互間隙
10 チャック
11 内側押圧部
13 内側挟持部
13a、13b、13c 内側挟持片
14 外側挟持部
14a、14b、14c 外側挟持片
15 掛止部
16 外側押圧部
18 チャック開口部
19a、19b、19c、19d、19e、19f 軸方向に延びる分割溝
【特許請求の範囲】
【請求項1】
熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、
前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、
更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、
その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取った金属/FRPパイプの全体に対して、所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷して
金属/FRPパイプを製造する方法。
【請求項2】
芯棒を金属管から抜き取った金属/FRPパイプの全体に対して所定のひずみ値になるまで引っ張り荷重を加える工程は、
前記金属/FRPパイプの両端の開口部をそれぞれチャックで掴んで前記金属/FRPパイプを軸方向に引き伸ばすものであり、
当該チャックは、それぞれ、前記金属/FRPパイプの開口部が装入されるチャック開口部を備えている筒状で、中心部に内側押圧部を有し、当該内側押圧部を中心にして径方向外側に向かって、当該内側押圧部の外周側に内側挟持部、当該内側挟持部の外周側に外側挟持部、当該外側挟持部の外周側に外側押圧部を備えていて、
前記内側押圧部は、前記チャック開口部側に向かうにつれて拡径し、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記内側挟持部は、前記金属/FRPパイプの内周壁に対応する形状の外周壁を備えていて、当該外周壁の周長が大きくなる方向及び小さくなる方向に拡径及び縮径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の内側挟持片に分割されており、
前記外側挟持部は前記内側挟持部との間に径方向に所定の間隔を有する隙間を介して配置され、前記金属/FRPパイプの外周壁に対応する形状の内周壁を備えていて、当該内周壁の周長が小さくなる方向及び大きくなる方向に縮径及び拡径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の外側挟持片に分割されており、当該外側挟持片の内周壁に掛止部を有し、
前記外側押圧部は、前記チャック開口部側に向かうにつれて縮径する内周壁を備えており、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記金属/FRPパイプの両端開口部の周壁が前記内側挟持部と前記外側挟持部との間に存在する径方向の隙間に挿入されるように前記金属/FRPパイプの両端開口部にそれぞれ前記チャック開口部を装着した後、
前記内側押圧部を後退させることによって前記内側挟持部の各内側挟持片を拡径方向に移動させて内側挟持片の外周壁を前記金属/FRPパイプの内周壁に当接させ、
前記外側押圧部を後退させることによって前記外側挟持部の各外側挟持片を縮径方向に移動させて外側挟持片の内周壁に配備されている掛止部を前記金属/FRPパイプの外周壁に掛止させつつ前記金属/FRPパイプの外周壁を軸方向で外側に向かって引き伸ばす
ことにより、金属/FRPパイプの全体を軸方向に延びるように引っ張るものであることを特徴とする請求項1記載の金属/FRPパイプを製造する方法。
【請求項3】
前記所定のひずみ値が、「前記金属管から構成される金属層の降伏ひずみ(εY金属)+前記金属管から構成される金属層の残留ひずみ(εT金属)」であることを特徴とする請求項1又は2記載の金属/FRPパイプを製造する方法。
【請求項4】
請求項1乃至3のいずれか一項記載の金属/FRPパイプを製造する方法により製造した金属/FRPパイプ。
【請求項5】
熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、
前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、
更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、
その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取って製造した金属/FRPパイプの前記金属管から構成される金属層の残留応力を除去する方法であって、
前記金属/FRPパイプの全体に対して、所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷ことを特徴とする金属/FRPパイプの熱残留応力除去方法。
【請求項6】
前記金属/FRPパイプの全体に対して所定のひずみ値になるまで引っ張り荷重を加える工程は、
前記金属/FRPパイプの両端の開口部をそれぞれチャックで掴んで前記金属/FRPパイプを軸方向に引き伸ばすものであり、
当該チャックは、それぞれ、前記金属/FRPパイプの開口部が装入されるチャック開口部を備えている筒状で、中心部に内側押圧部を有し、当該内側押圧部を中心にして径方向外側に向かって、当該内側押圧部の外周側に内側挟持部、当該内側挟持部の外周側に外側挟持部、当該外側挟持部の外周側に外側押圧部を備えていて、
前記内側押圧部は、前記チャック開口部側に向かうにつれて拡径し、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記内側挟持部は、前記金属/FRPパイプの内周壁に対応する形状の外周壁を備えていて、当該外周壁の周長が大きくなる方向及び小さくなる方向に拡径及び縮径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の内側挟持片に分割されており、
前記外側挟持部は前記内側挟持部との間に径方向に所定の間隔を有する隙間を介して配置され、前記金属/FRPパイプの外周壁に対応する形状の内周壁を備えていて、当該内周壁の周長が小さくなる方向及び大きくなる方向に縮径及び拡径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の外側挟持片に分割されており、当該外側挟持片の内周壁に掛止部を有し、
前記外側押圧部は、前記チャック開口部側に向かうにつれて縮径する内周壁を備えており、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記金属/FRPパイプの両端開口部の周壁が前記内側挟持部と前記外側挟持部との間に存在する径方向の隙間に挿入されるように前記金属/FRPパイプの両端開口部にそれぞれ前記チャック開口部を装着した後、
前記内側押圧部を後退させることによって前記内側挟持部の各内側挟持片を拡径方向に移動させて内側挟持片の外周壁を前記金属/FRPパイプの内周壁に当接させ、
前記外側押圧部を後退させることによって前記外側挟持部の各外側挟持片を縮径方向に移動させて外側挟持片の内周壁に配備されている掛止部を前記金属/FRPパイプの外周壁に掛止させつつ前記金属/FRPパイプの外周壁を軸方向で外側に向かって引き伸ばす
ことにより、金属/FRPパイプの全体を軸方向に延びるように引っ張るものであることを特徴とする請求項5記載の金属/FRPパイプの
熱残留応力除去方法。
【請求項7】
前記所定のひずみ値が、「前記金属管から構成される金属層の降伏ひずみ(εY金属)+前記金属管から構成される金属層の残留ひずみ(εT金属)」であることを特徴とする請求項5又は6記載の金属/FRPパイプの熱残留応力除去方法。
【請求項1】
熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、
前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、
更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、
その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取った金属/FRPパイプの全体に対して、所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷して
金属/FRPパイプを製造する方法。
【請求項2】
芯棒を金属管から抜き取った金属/FRPパイプの全体に対して所定のひずみ値になるまで引っ張り荷重を加える工程は、
前記金属/FRPパイプの両端の開口部をそれぞれチャックで掴んで前記金属/FRPパイプを軸方向に引き伸ばすものであり、
当該チャックは、それぞれ、前記金属/FRPパイプの開口部が装入されるチャック開口部を備えている筒状で、中心部に内側押圧部を有し、当該内側押圧部を中心にして径方向外側に向かって、当該内側押圧部の外周側に内側挟持部、当該内側挟持部の外周側に外側挟持部、当該外側挟持部の外周側に外側押圧部を備えていて、
前記内側押圧部は、前記チャック開口部側に向かうにつれて拡径し、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記内側挟持部は、前記金属/FRPパイプの内周壁に対応する形状の外周壁を備えていて、当該外周壁の周長が大きくなる方向及び小さくなる方向に拡径及び縮径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の内側挟持片に分割されており、
前記外側挟持部は前記内側挟持部との間に径方向に所定の間隔を有する隙間を介して配置され、前記金属/FRPパイプの外周壁に対応する形状の内周壁を備えていて、当該内周壁の周長が小さくなる方向及び大きくなる方向に縮径及び拡径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の外側挟持片に分割されており、当該外側挟持片の内周壁に掛止部を有し、
前記外側押圧部は、前記チャック開口部側に向かうにつれて縮径する内周壁を備えており、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記金属/FRPパイプの両端開口部の周壁が前記内側挟持部と前記外側挟持部との間に存在する径方向の隙間に挿入されるように前記金属/FRPパイプの両端開口部にそれぞれ前記チャック開口部を装着した後、
前記内側押圧部を後退させることによって前記内側挟持部の各内側挟持片を拡径方向に移動させて内側挟持片の外周壁を前記金属/FRPパイプの内周壁に当接させ、
前記外側押圧部を後退させることによって前記外側挟持部の各外側挟持片を縮径方向に移動させて外側挟持片の内周壁に配備されている掛止部を前記金属/FRPパイプの外周壁に掛止させつつ前記金属/FRPパイプの外周壁を軸方向で外側に向かって引き伸ばす
ことにより、金属/FRPパイプの全体を軸方向に延びるように引っ張るものであることを特徴とする請求項1記載の金属/FRPパイプを製造する方法。
【請求項3】
前記所定のひずみ値が、「前記金属管から構成される金属層の降伏ひずみ(εY金属)+前記金属管から構成される金属層の残留ひずみ(εT金属)」であることを特徴とする請求項1又は2記載の金属/FRPパイプを製造する方法。
【請求項4】
請求項1乃至3のいずれか一項記載の金属/FRPパイプを製造する方法により製造した金属/FRPパイプ。
【請求項5】
熱硬化性樹脂が含浸されたFRPプリプレグが外周に装着されている芯棒を金属管の内部へ挿入し、
前記FRPプリプレグが軟化するまで加熱して前記芯棒を膨張させ、前記FRPプリプレグの最外周を前記金属管の内周面に押し付け、
更に加熱温度を上げて前記FRPプリプレグを硬化させ、前記FRPプリプレグの最外周を前記金属管の内周面に張り付けて一体化し、
その後、常温まで冷却して前記芯棒を収縮させ、前記芯棒を前記金属管から抜き取って製造した金属/FRPパイプの前記金属管から構成される金属層の残留応力を除去する方法であって、
前記金属/FRPパイプの全体に対して、所定のひずみ値になるまで引っ張り荷重を加え、次いで、除荷ことを特徴とする金属/FRPパイプの熱残留応力除去方法。
【請求項6】
前記金属/FRPパイプの全体に対して所定のひずみ値になるまで引っ張り荷重を加える工程は、
前記金属/FRPパイプの両端の開口部をそれぞれチャックで掴んで前記金属/FRPパイプを軸方向に引き伸ばすものであり、
当該チャックは、それぞれ、前記金属/FRPパイプの開口部が装入されるチャック開口部を備えている筒状で、中心部に内側押圧部を有し、当該内側押圧部を中心にして径方向外側に向かって、当該内側押圧部の外周側に内側挟持部、当該内側挟持部の外周側に外側挟持部、当該外側挟持部の外周側に外側押圧部を備えていて、
前記内側押圧部は、前記チャック開口部側に向かうにつれて拡径し、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記内側挟持部は、前記金属/FRPパイプの内周壁に対応する形状の外周壁を備えていて、当該外周壁の周長が大きくなる方向及び小さくなる方向に拡径及び縮径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の内側挟持片に分割されており、
前記外側挟持部は前記内側挟持部との間に径方向に所定の間隔を有する隙間を介して配置され、前記金属/FRPパイプの外周壁に対応する形状の内周壁を備えていて、当該内周壁の周長が小さくなる方向及び大きくなる方向に縮径及び拡径可能であると共に、軸方向に延びる分割溝によって、円周方向において所定の間隔をあけて複数の外側挟持片に分割されており、当該外側挟持片の内周壁に掛止部を有し、
前記外側押圧部は、前記チャック開口部側に向かうにつれて縮径する内周壁を備えており、中心軸が延びる方向において、前記チャック開口部側に向かう方向に前進および、前記チャック開口部側から離れる方向に後退可能で、
前記金属/FRPパイプの両端開口部の周壁が前記内側挟持部と前記外側挟持部との間に存在する径方向の隙間に挿入されるように前記金属/FRPパイプの両端開口部にそれぞれ前記チャック開口部を装着した後、
前記内側押圧部を後退させることによって前記内側挟持部の各内側挟持片を拡径方向に移動させて内側挟持片の外周壁を前記金属/FRPパイプの内周壁に当接させ、
前記外側押圧部を後退させることによって前記外側挟持部の各外側挟持片を縮径方向に移動させて外側挟持片の内周壁に配備されている掛止部を前記金属/FRPパイプの外周壁に掛止させつつ前記金属/FRPパイプの外周壁を軸方向で外側に向かって引き伸ばす
ことにより、金属/FRPパイプの全体を軸方向に延びるように引っ張るものであることを特徴とする請求項5記載の金属/FRPパイプの
熱残留応力除去方法。
【請求項7】
前記所定のひずみ値が、「前記金属管から構成される金属層の降伏ひずみ(εY金属)+前記金属管から構成される金属層の残留ひずみ(εT金属)」であることを特徴とする請求項5又は6記載の金属/FRPパイプの熱残留応力除去方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】

【図12】
【図13】
【図14】
【図15】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図15】
【公開番号】特開2011−167951(P2011−167951A)
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願番号】特願2010−34248(P2010−34248)
【出願日】平成22年2月19日(2010.2.19)
【出願人】(391061473)株式会社ハイメックス (9)
【出願人】(505202280)有限会社 スリーホープ (2)
【Fターム(参考)】
【公開日】平成23年9月1日(2011.9.1)
【国際特許分類】
【出願日】平成22年2月19日(2010.2.19)
【出願人】(391061473)株式会社ハイメックス (9)
【出願人】(505202280)有限会社 スリーホープ (2)
【Fターム(参考)】
[ Back to top ]