
釣竿のジョイント部製造方法、釣竿ジョイント部品の製造方法及び釣竿
【課題】釣の最中にロッドが釣竿の周方向にずれたり、がたつくことが無く釣り針を遠くに飛ばすことの可能な釣竿のジョイント部製造方法、釣竿ジョイント部品の製造方法及び釣竿を提供する。
【解決手段】嵌合用突設部3の外周に離型剤5を塗布した後、嵌合用突設部3の周囲に炭素繊維7を巻く。この炭素繊維7を樹脂9で固化し、この樹脂9を嵌合用開口25の形状に合わせて切削する。その後、嵌合用突設部3を嵌合用開口25内に挿入した状態で樹脂9を再び固化した後、嵌合用突設部3を引き抜く。このとき、嵌合用突設部3の外周の形状に一致した形状の嵌合用凹部27を有する樹脂部分が嵌合用開口25内に残される。
【解決手段】嵌合用突設部3の外周に離型剤5を塗布した後、嵌合用突設部3の周囲に炭素繊維7を巻く。この炭素繊維7を樹脂9で固化し、この樹脂9を嵌合用開口25の形状に合わせて切削する。その後、嵌合用突設部3を嵌合用開口25内に挿入した状態で樹脂9を再び固化した後、嵌合用突設部3を引き抜く。このとき、嵌合用突設部3の外周の形状に一致した形状の嵌合用凹部27を有する樹脂部分が嵌合用開口25内に残される。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は釣竿のジョイント部製造方法、釣竿ジョイント部品の製造方法及び釣竿に係わり、特に釣の最中にロッドが釣竿の周方向にずれたり、がたつくことが無く釣り針を遠くに飛ばすことの可能な釣竿のジョイント部製造方法、釣竿ジョイント部品の製造方法及び釣竿に関する。
【背景技術】
【0002】
釣竿が手元側から見て例えば手元セクション、中間セクション、先端セクションの3本で構成されている場合、互いの間はジョイント部にて接続される(特許文献1を参照)。この手元セクションのロッドの先端には従来円形の穴が開けられ、この円形穴に対して接続先である中間セクションのロッドの根元部分が、また、中間セクションのロッドの先端にも同様に中空の円形穴が開けられ、この円形穴に対して接続先である先端セクションのロッドの根元部分が継ぎ足されるようになっている。
【0003】
そして、このような円形穴とこの円形穴に対する接続先である中間セクションや先端セクションのロッドの根元部分はそれぞれ別体の状態で作られていた。また、手元セクション、中間セクション、先端セクションのそれぞれの外周にはガイドが取り付けられ、このガイドに対して糸が通されるようになっている。釣竿を組み合わせる際には、このガイドの向きが最終的に合うようにねじりながら先端側のロッドを調整しつつ挿入する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−032881号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の釣竿ではこの釣竿を組み合わせる際に、ロッドをねじりながら挿入したり外したりする必要があるためジョイント部の円形穴部分で磨耗し遊びを生じ易い。従って、このような場合に釣竿を振り子運動等させると、ジョイント部において先端側のロッドが周方向に回転しずれの生じることがある。
【0006】
この場合には、ガイドの位置も回転して最初の調整位置よりも次第にずれるため糸がまっすぐには延びず、抵抗となり釣り針を遠くに飛ばせなくなるおそれがあった。
また、このような現象が起こる都度釣竿の周方向の位置を調整する必要があった。
更に、この遊びにより釣竿にガタツキを生ずるおそれがあった。
【0007】
本発明はこのような従来の課題に鑑みてなされたもので、釣の最中にロッドが釣竿の周方向にずれたり、がたつくことが無く釣り針を遠くに飛ばすことの可能な釣竿のジョイント部製造方法、釣竿ジョイント部品の製造方法及び釣竿を提供することを目的とする。
【課題を解決するための手段】
【0008】
このため本発明(請求項1)は、第1のロッドの手元側端に突設された外周に真円ではない凹部若しくは凸部が形成された嵌合用突設部を第2のロッドの先端部の嵌合用開口内に埋め込まれた樹脂の内側に形成された嵌合用凹部に対し挿入接続自在とする釣竿のジョイント部製造方法であって、前記嵌合用突設部の外周に離型剤を塗布した後、該嵌合用突設部の周囲に繊維を巻き、該繊維を樹脂で固化し、該樹脂を前記嵌合用開口の形状に合わせて切削した後、前記嵌合用突設部を該嵌合用開口内に挿入した状態で前記樹脂を再び固化した後、前記嵌合用突設部を引き抜くことで、前記嵌合用突設部の外周の形状に一致した形状の嵌合用凹部を有する樹脂部分を前記嵌合用開口内に残すことを特徴とする。
【0009】
嵌合用突設部の周囲に繊維を巻き、この繊維を樹脂で固化する。嵌合用突設部を嵌合用開口内に挿入した状態で樹脂を固化した後、嵌合用突設部を引き抜くと離型剤の作用により嵌合用突設部のみが引き抜かれる。このとき、嵌合用突設部の外周の形状に一致した形状の嵌合用凹部を有する樹脂部分が嵌合用開口内に残される。
【0010】
このため、釣竿を組み合わせた場合に遊びが無くガタツキを全く無くすことができる。ガイドの位置も一定であり、糸が常にまっすぐ延びているため、糸がガイドに接触することに伴う抵抗も無く釣り針を遠くに飛ばせる。また、釣の間に釣竿の周方向の位置を調整する必要も無い。
【0011】
また、本発明(請求項2)は、釣竿のロッド同士を接続するジョイント部品の製造方法であって、該ジョイント部品が第1のロッドに対し装着される装着用部材と、該装着用部材の手元側端に突設された外周に真円ではない凹部若しくは凸部が形成された嵌合用突設部とを有し、該嵌合用突設部を第2のロッドの先端部の嵌合用開口内に埋め込まれた樹脂の内側に形成された嵌合用凹部に対し挿入接続自在であり、前記嵌合用突設部の外周に離型剤を塗布した後、該嵌合用突設部の周囲に繊維を巻き、該繊維を樹脂で固化し、該樹脂を前記嵌合用開口の形状に合わせて切削した後、前記嵌合用突設部を該嵌合用開口内に挿入した状態で前記樹脂を再び固化した後、前記嵌合用突設部を引き抜くことで、前記嵌合用突設部の外周の形状に一致した形状の嵌合用凹部を有する樹脂部分を前記嵌合用開口内に残すことを特徴とする。
【0012】
以上により、ジョイント部品のみを一様な仕様で量産することができる。ジョイント部品は、各種のロッドに対し簡単に固着できるので釣竿の製造が楽にできる。
【0013】
更に、本発明(請求項3)は釣竿の発明であって、断面形状が真円ではない凹部が内側に形成された第1のロッド又は第1のジョイント部品と、該第1のロッド又は第1のジョイント部品の凹部に対し挿入接続自在とする前記凹部の形状に合わせて形成された嵌合用突設部を端部に有する第2のロッドとを備えて構成した。
【0014】
第1のロッド又は第1のジョイント部品の端部には凹部が形成されている。この凹部は断面形状が真円ではない。
従って、第1のロッド又は第1のジョイント部品の凹部に対し嵌合用突設部が挿入されたときに釣竿が周方向にずれることは無くなる。
【発明の効果】
【0015】
以上説明したように本発明(請求項1)によれば、嵌合用突設部の外周の形状に一致した形状の嵌合用凹部を有する樹脂部分が嵌合用開口内に残されるため、釣竿を組み合わせた場合に遊びが無くガタツキを全く無くすことができる。また、釣の間に釣竿の周方向の位置を調整する必要も無い。
【0016】
また、本発明(請求項2)によれば、ジョイント部品が第1のロッドに対し装着されるように構成したので、ジョイント部品のみを一様な仕様で量産することができる。ジョイント部品は、各種のロッドに対し簡単に固着できるので釣竿の製造が楽にできる。
【図面の簡単な説明】
【0017】
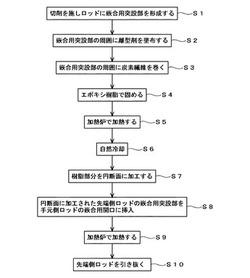
【図1】第1実施形態の製造工程の全体フロー
【図2】釣竿の中間セクションにおけるジョイント部分の構成図
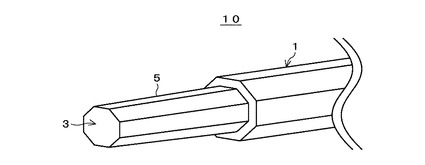
【図3】嵌合用突設部の周囲に炭素繊維を巻いた状態を示す図
【図4】炭素繊維をエポキシ樹脂で固めたときの状態を示す図
【図5】エポキシ樹脂の樹脂部分が切削された状態を示す図
【図6】嵌合用突設部側の炭素繊維及びエポキシ樹脂が手元セクション側の嵌合用開口内に残される工程を示す図
【図7】手元セクションの嵌合用開口内に残された樹脂部分の内側に嵌合用突設部の外形と同一の形状を持った嵌合用凹部が形成された状態を示す図
【図8】第2実施形態であるジョイント部品の構成図
【図9】第3実施形態である釣竿のジョイント部品の構造(その1)
【図10】第3実施形態である釣竿のジョイント部品の構造(その2)
【図11】第4実施形態である釣竿のジョイント部の構造(その1)
【図12】第4実施形態である釣竿のジョイント部の構造(その2)
【図13】第5実施形態である釣竿のジョイント部の構造(その1)
【図14】第5実施形態である釣竿のジョイント部の構造(その2)
【発明を実施するための形態】
【0018】
以下、本発明の第1実施形態について説明する。本発明の第1実施形態である釣竿のジョイント部の構造を図2及び図7を基に説明する。図2には、釣竿の中間セクション回りのジョイント部分の構成図を示し、図7には手元セクション回りのジョイント部分の構成図を示す。
【0019】
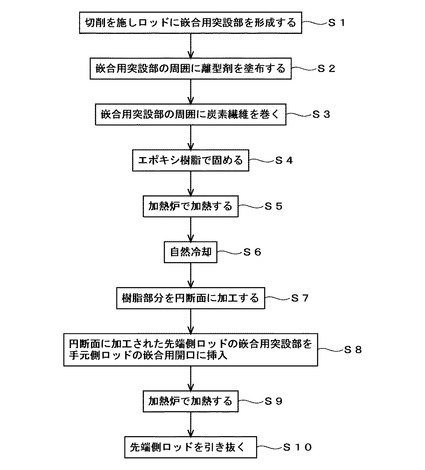
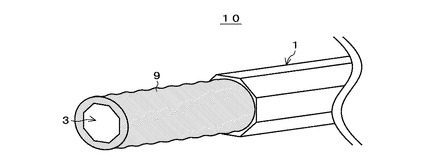
図2において、中間セクション10のロッド1の外形は8角形状に形成されており、そのロッド1の根元部分にはロッド1の外径よりも小さい外径を有する嵌合用突設部3が突出されている。但し、これとは逆に嵌合用突設部3の外径がロッド1の外径よりも大きくなるように形成されてもよい。
【0020】
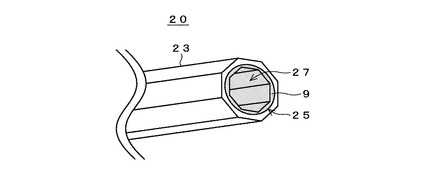
一方、図7において、手元セクション20のジョイント部23の嵌合用開口25内に固着されたエポキシ樹脂9にはロッド1の8角形状に等しい大きさの嵌合用凹部27が形成されている。そして、この手元セクション20の嵌合用凹部27内に中間セクション10の嵌合用突設部3が接続自在になっている。
【0021】
次に、本発明の第1実施形態である釣竿のジョイント部を製造する方法について図1〜図7を基に説明する。
図1には、本実施形態の製造工程の全体フローを示す。図1のステップ1においては、釣竿の中間セクション10のロッド1に切削を施しジョイント部分を形成する。
【0022】
手元セクション20、中間セクション10、図示しない先端セクションの3本のロッドは共に材質が例えばカーボンで形成されている。但し、ロッドは複数本であればよく、3本に限定するものではない。ロッド1の外形及び嵌合用突設部3の外形は共にNCフライス盤等により切削され、例えば図2に示すように8角形状に形成する。
【0023】
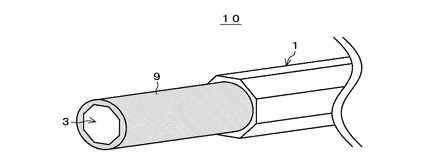
次に、ステップ2において、この嵌合用突設部3の周囲に離型剤5を塗布する。離型剤5は例えばフッ素樹脂(テフロン(登録商標))であるがシリコン樹脂等でも可能である。次に、ステップ3においては、図3に示すようにこの嵌合用突設部3の周囲に炭素繊維7を巻く。その後、ステップ4において、図4に示すようにこの巻かれた炭素繊維7をエポキシ樹脂9で固め、ステップ5において、図示しない加熱炉で100℃程度で約1時間加熱する。この加熱が完了した後、ステップ6で自然冷却させる。
【0024】
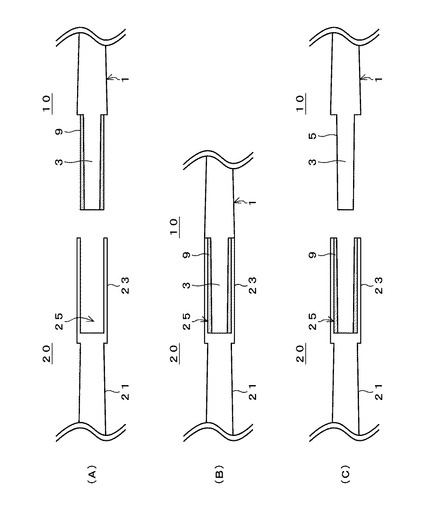
ステップ7において、このエポキシ樹脂9の樹脂部分を図5に示すように円断面に加工する。加工後のエポキシ樹脂9の円断面の直径は図6(A)に示すように釣竿の手元セクション20のロッド21の先端部分に形成されたジョイント部23に設けられた円形の嵌合用開口25の直径に等しい。
【0025】
なお、この嵌合用開口25は予めドリルで丸穴に削られている。但し、丸穴に限定するものではない。また、手元セクション20のロッド21及びジョイント部23の外形も中間セクション10側と同様に8角形状に形成されている。
【0026】
ステップ8では、図6(B)に示すようにこの円断面に加工された中間セクション10の嵌合用突設部を手元セクション20の嵌合用開口25に挿入する。その後、ステップ9ではこの状態で再び加熱路に入れ100℃程度で約1時間加熱する。このとき、エポキシ樹脂9の樹脂部分は嵌合用開口25内で手元セクション20のロッド21のジョイント部23の内面と固着する。
【0027】
この加熱が完了した後、ステップ10で中間セクション10を引き抜く。中間セクション10の嵌合用突設部3の周囲には離型剤5が塗布されているので、図6(C)に示すようにこの際にはエポキシ樹脂9の部分は嵌合用開口25内に固着され残った形で嵌合用突設部3のみが引き抜かれる。
【0028】
その結果、図7に示すように手元セクション20のロッド23の嵌合用開口25内に残された樹脂部分9の内側には嵌合用突設部3の8角形の外形と同一の形状を持った嵌合用凹部27が形成される。この嵌合用凹部27の周囲には炭素繊維7が巻かれているので樹脂部分は十分な強度を有している。以上の工程は、中間セクション10と図示しない先端セクション間でも同様に適用される。
【0029】
このことにより、嵌合用突設部3の外形と完全一致した嵌合用凹部27が手元セクション20側に形成されるため、釣竿を組み合わせた場合に遊びが無くガタツキが全く無い。
【0030】
ガイドの位置も一定であり、糸が常にまっすぐ延びているため、糸がガイドに接触することに伴う抵抗も無く釣り針を遠くに飛ばせる。また、釣の間に釣竿の周方向の位置を調整する必要も無い。
【0031】
次に、本発明の第2実施形態について説明する。第1実施形態ではジョイント部をロッドと一体加工した釣竿について説明したが、本発明の第2実施形態では、ジョイント部分のみを部品としてロッドとは別に製造し、製造したジョイント部品の一端をロッドに対して固着させるものである。なお、釣竿のジョイント部を製造する方法については第1実施形態と同様であるので説明を省略する。
【0032】
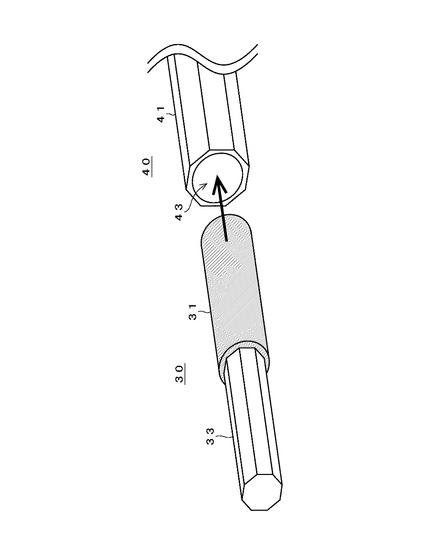
図8に示すように、ジョイント部品30の断面円形の装着用円柱部材31の一端にはこの装着用円柱部材31の外径よりも小さい外径を有する嵌合用突設部33が突出されている。但し、これとは逆に嵌合用突設部33の外径が装着用円柱部材31の外径よりも大きくなるように形成されてもよい。嵌合用突設部33の外形はNCフライス盤等により切削され、例えば8角形状に形成されている。
【0033】
その後、図1のステップ2〜ステップ7と同様に嵌合用突設部33の周囲には、離型剤5を塗布し、その後、嵌合用突設部33の周囲に炭素繊維7を巻き、この巻かれた炭素繊維7をエポキシ樹脂9で固めた後、このエポキシ樹脂9の樹脂部分を円断面に加工する。
【0034】
このように完成したジョイント部品30は全体の長さが例えば20mm〜50mm程度であり、このジョイント部品30の装着用円柱部材31は中間セクション40におけるロッド41の手元側端部に形成された円形の開口43内に挿入され、接着剤等により固着される。なお、手元セクション20のロッド21の嵌合用開口25内に残された樹脂部分9の内側には嵌合用突設部33の8角形の外形と同一の形状を持った嵌合用凹部27が形成される点は第1実施形態と同様である。
【0035】
以上により、ジョイント部品30のみを一様な仕様で量産することができる。ジョイント部品30は、各種のロッドに対し簡単に固着できるので釣竿の製造が楽にできる。
【0036】
なお、嵌合用突設部3、嵌合用突設部33の外形は8角形状に形成されているとして説明したが、真円ではない凹部若しくは凸部であればよく、例えば、断面が半円形、多角形、断面円形の外周に少なくとも一箇所の凹部若しくは凸部が形成される等により形成されてもよい。また、ロッド1、ロッド21、ジョイント部23についても外形は8角形状に形成されているとして説明したが、多角形であってもよいし、断面円形等とされてもよい。
【0037】
次に、本発明の第3実施形態について説明する。本発明の第3実施形態は、ジョイント部若しくはジョイント部品の製造方法の別例についてである。
図9及び図10にジョイント部品の例を示す。
【0038】
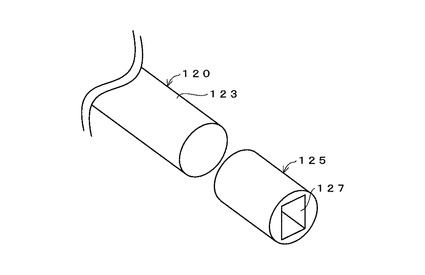
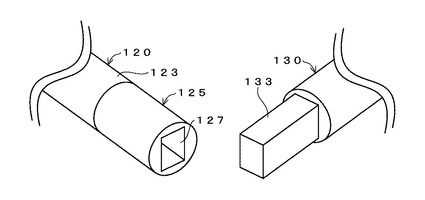
図9及び図10に示すように手元セクション120のロッド123は断面円形であり、このロッド123と外形を同一とするジョイント部品125の一端側には四角柱状の嵌合用凹部127が形成されている。この嵌合用凹部127はブローチ盤等で加工が可能である。但し、四角柱に限るものではなく、多角形状であってもよい。ロッド123及びジョイント部品125の材質は例えばカーボンである。
【0039】
そして、図10に示すように、このジョイント部品125の他端側を接着剤を介してロッド123に固着する。一方、中間セクション130側については手元セクション120のロッド123と同様に断面円形であり、一端には嵌合用突設部133が突出されている。嵌合用突設部133の外形はNCフライス盤等により切削され、嵌合用凹部127の形状に合わせて例えば四角柱状に形成されている。
このことにより、本発明の第2実施形態と同様の効果を得ることができる。
【0040】
次に、本発明の第4実施形態について説明する。本発明の第4実施形態は、ジョイント部若しくはジョイント部品の製造方法の更なる別例についてである。
図11及び図12にジョイント部品の例を示す。
【0041】
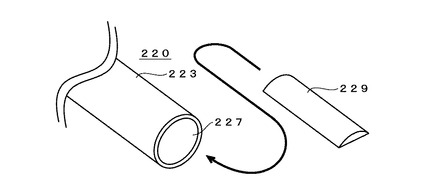
図11及び図12に示すように手元セクション220のロッド223は断面円形であり、このロッド223の一端側には円柱状の嵌合用凹部227が形成されている。この嵌合用凹部227はドリル等で加工が可能である。
【0042】
そして、この円柱状の嵌合用凹部227の内壁にはこの内壁の形状に合わせて形成された弓形部材229が接着剤により貼り付けられている。従って、図12に示すように嵌合用凹部227は真円ではなく、一部に平面を有するように形成されている。ロッド223の材質は例えばカーボンである。
【0043】
一方、中間セクション230側については手元セクション220のロッド223と同様に断面円形であり、一端には嵌合用突設部233が突出されている。嵌合用突設部233の外形はNCフライス盤等により切削され、嵌合用凹部227の形状に合わせて例えば一部に平面234が形成されている。
このことにより、本発明の第1実施形態と同様の効果を得ることができる。
【0044】
次に、本発明の第5実施形態について説明する。本発明の第5実施形態は、ジョイント部若しくはジョイント部品の製造方法の更なる別例についてである。
図13及び図14にジョイント部品の例を示す。
【0045】
図13及び図14に示すように手元セクション320のロッド323は断面円形であり、このロッド323の一端側には円柱状の嵌合用凹部327が形成されている。この嵌合用凹部327はドリル等で加工が可能である。
【0046】
そして、この円柱状の嵌合用凹部327の内壁には上面をこの内壁の形状に合わせて形成された凸状部材329が接着剤により貼り付けられている。従って、図14に示すように嵌合用凹部327は真円ではなく、一部に突設部を有するように形成されている。ロッド323の材質は例えばカーボンである。
【0047】
一方、中間セクション330側については手元セクション320のロッド323と同様に断面円形であり、一端には嵌合用突設部333が形成されている。嵌合用突設部333には凸状部材329の形状に合わせて切り込み331が形成されている。
このことにより、本発明の第1実施形態と同様の効果を得ることができる。
【符号の説明】
【0048】
1、21、41、123、223、323 ロッド
3、33、133、233、333 嵌合用突設部
5 離型剤
7 炭素繊維
9 エポキシ樹脂
10、40、130、230、330 中間セクション
20、120、220、320 手元セクション
23 ジョイント部
25 嵌合用開口
27、127、227、327 嵌合用凹部
30、125 ジョイント部品
31 装着用円柱部材
43 開口
229 弓形部材
234 平面
329 凸状部材
331 切り込み
【技術分野】
【0001】
本発明は釣竿のジョイント部製造方法、釣竿ジョイント部品の製造方法及び釣竿に係わり、特に釣の最中にロッドが釣竿の周方向にずれたり、がたつくことが無く釣り針を遠くに飛ばすことの可能な釣竿のジョイント部製造方法、釣竿ジョイント部品の製造方法及び釣竿に関する。
【背景技術】
【0002】
釣竿が手元側から見て例えば手元セクション、中間セクション、先端セクションの3本で構成されている場合、互いの間はジョイント部にて接続される(特許文献1を参照)。この手元セクションのロッドの先端には従来円形の穴が開けられ、この円形穴に対して接続先である中間セクションのロッドの根元部分が、また、中間セクションのロッドの先端にも同様に中空の円形穴が開けられ、この円形穴に対して接続先である先端セクションのロッドの根元部分が継ぎ足されるようになっている。
【0003】
そして、このような円形穴とこの円形穴に対する接続先である中間セクションや先端セクションのロッドの根元部分はそれぞれ別体の状態で作られていた。また、手元セクション、中間セクション、先端セクションのそれぞれの外周にはガイドが取り付けられ、このガイドに対して糸が通されるようになっている。釣竿を組み合わせる際には、このガイドの向きが最終的に合うようにねじりながら先端側のロッドを調整しつつ挿入する。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2000−032881号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
しかしながら、従来の釣竿ではこの釣竿を組み合わせる際に、ロッドをねじりながら挿入したり外したりする必要があるためジョイント部の円形穴部分で磨耗し遊びを生じ易い。従って、このような場合に釣竿を振り子運動等させると、ジョイント部において先端側のロッドが周方向に回転しずれの生じることがある。
【0006】
この場合には、ガイドの位置も回転して最初の調整位置よりも次第にずれるため糸がまっすぐには延びず、抵抗となり釣り針を遠くに飛ばせなくなるおそれがあった。
また、このような現象が起こる都度釣竿の周方向の位置を調整する必要があった。
更に、この遊びにより釣竿にガタツキを生ずるおそれがあった。
【0007】
本発明はこのような従来の課題に鑑みてなされたもので、釣の最中にロッドが釣竿の周方向にずれたり、がたつくことが無く釣り針を遠くに飛ばすことの可能な釣竿のジョイント部製造方法、釣竿ジョイント部品の製造方法及び釣竿を提供することを目的とする。
【課題を解決するための手段】
【0008】
このため本発明(請求項1)は、第1のロッドの手元側端に突設された外周に真円ではない凹部若しくは凸部が形成された嵌合用突設部を第2のロッドの先端部の嵌合用開口内に埋め込まれた樹脂の内側に形成された嵌合用凹部に対し挿入接続自在とする釣竿のジョイント部製造方法であって、前記嵌合用突設部の外周に離型剤を塗布した後、該嵌合用突設部の周囲に繊維を巻き、該繊維を樹脂で固化し、該樹脂を前記嵌合用開口の形状に合わせて切削した後、前記嵌合用突設部を該嵌合用開口内に挿入した状態で前記樹脂を再び固化した後、前記嵌合用突設部を引き抜くことで、前記嵌合用突設部の外周の形状に一致した形状の嵌合用凹部を有する樹脂部分を前記嵌合用開口内に残すことを特徴とする。
【0009】
嵌合用突設部の周囲に繊維を巻き、この繊維を樹脂で固化する。嵌合用突設部を嵌合用開口内に挿入した状態で樹脂を固化した後、嵌合用突設部を引き抜くと離型剤の作用により嵌合用突設部のみが引き抜かれる。このとき、嵌合用突設部の外周の形状に一致した形状の嵌合用凹部を有する樹脂部分が嵌合用開口内に残される。
【0010】
このため、釣竿を組み合わせた場合に遊びが無くガタツキを全く無くすことができる。ガイドの位置も一定であり、糸が常にまっすぐ延びているため、糸がガイドに接触することに伴う抵抗も無く釣り針を遠くに飛ばせる。また、釣の間に釣竿の周方向の位置を調整する必要も無い。
【0011】
また、本発明(請求項2)は、釣竿のロッド同士を接続するジョイント部品の製造方法であって、該ジョイント部品が第1のロッドに対し装着される装着用部材と、該装着用部材の手元側端に突設された外周に真円ではない凹部若しくは凸部が形成された嵌合用突設部とを有し、該嵌合用突設部を第2のロッドの先端部の嵌合用開口内に埋め込まれた樹脂の内側に形成された嵌合用凹部に対し挿入接続自在であり、前記嵌合用突設部の外周に離型剤を塗布した後、該嵌合用突設部の周囲に繊維を巻き、該繊維を樹脂で固化し、該樹脂を前記嵌合用開口の形状に合わせて切削した後、前記嵌合用突設部を該嵌合用開口内に挿入した状態で前記樹脂を再び固化した後、前記嵌合用突設部を引き抜くことで、前記嵌合用突設部の外周の形状に一致した形状の嵌合用凹部を有する樹脂部分を前記嵌合用開口内に残すことを特徴とする。
【0012】
以上により、ジョイント部品のみを一様な仕様で量産することができる。ジョイント部品は、各種のロッドに対し簡単に固着できるので釣竿の製造が楽にできる。
【0013】
更に、本発明(請求項3)は釣竿の発明であって、断面形状が真円ではない凹部が内側に形成された第1のロッド又は第1のジョイント部品と、該第1のロッド又は第1のジョイント部品の凹部に対し挿入接続自在とする前記凹部の形状に合わせて形成された嵌合用突設部を端部に有する第2のロッドとを備えて構成した。
【0014】
第1のロッド又は第1のジョイント部品の端部には凹部が形成されている。この凹部は断面形状が真円ではない。
従って、第1のロッド又は第1のジョイント部品の凹部に対し嵌合用突設部が挿入されたときに釣竿が周方向にずれることは無くなる。
【発明の効果】
【0015】
以上説明したように本発明(請求項1)によれば、嵌合用突設部の外周の形状に一致した形状の嵌合用凹部を有する樹脂部分が嵌合用開口内に残されるため、釣竿を組み合わせた場合に遊びが無くガタツキを全く無くすことができる。また、釣の間に釣竿の周方向の位置を調整する必要も無い。
【0016】
また、本発明(請求項2)によれば、ジョイント部品が第1のロッドに対し装着されるように構成したので、ジョイント部品のみを一様な仕様で量産することができる。ジョイント部品は、各種のロッドに対し簡単に固着できるので釣竿の製造が楽にできる。
【図面の簡単な説明】
【0017】
【図1】第1実施形態の製造工程の全体フロー
【図2】釣竿の中間セクションにおけるジョイント部分の構成図
【図3】嵌合用突設部の周囲に炭素繊維を巻いた状態を示す図
【図4】炭素繊維をエポキシ樹脂で固めたときの状態を示す図
【図5】エポキシ樹脂の樹脂部分が切削された状態を示す図
【図6】嵌合用突設部側の炭素繊維及びエポキシ樹脂が手元セクション側の嵌合用開口内に残される工程を示す図
【図7】手元セクションの嵌合用開口内に残された樹脂部分の内側に嵌合用突設部の外形と同一の形状を持った嵌合用凹部が形成された状態を示す図
【図8】第2実施形態であるジョイント部品の構成図
【図9】第3実施形態である釣竿のジョイント部品の構造(その1)
【図10】第3実施形態である釣竿のジョイント部品の構造(その2)
【図11】第4実施形態である釣竿のジョイント部の構造(その1)
【図12】第4実施形態である釣竿のジョイント部の構造(その2)
【図13】第5実施形態である釣竿のジョイント部の構造(その1)
【図14】第5実施形態である釣竿のジョイント部の構造(その2)
【発明を実施するための形態】
【0018】
以下、本発明の第1実施形態について説明する。本発明の第1実施形態である釣竿のジョイント部の構造を図2及び図7を基に説明する。図2には、釣竿の中間セクション回りのジョイント部分の構成図を示し、図7には手元セクション回りのジョイント部分の構成図を示す。
【0019】
図2において、中間セクション10のロッド1の外形は8角形状に形成されており、そのロッド1の根元部分にはロッド1の外径よりも小さい外径を有する嵌合用突設部3が突出されている。但し、これとは逆に嵌合用突設部3の外径がロッド1の外径よりも大きくなるように形成されてもよい。
【0020】
一方、図7において、手元セクション20のジョイント部23の嵌合用開口25内に固着されたエポキシ樹脂9にはロッド1の8角形状に等しい大きさの嵌合用凹部27が形成されている。そして、この手元セクション20の嵌合用凹部27内に中間セクション10の嵌合用突設部3が接続自在になっている。
【0021】
次に、本発明の第1実施形態である釣竿のジョイント部を製造する方法について図1〜図7を基に説明する。
図1には、本実施形態の製造工程の全体フローを示す。図1のステップ1においては、釣竿の中間セクション10のロッド1に切削を施しジョイント部分を形成する。
【0022】
手元セクション20、中間セクション10、図示しない先端セクションの3本のロッドは共に材質が例えばカーボンで形成されている。但し、ロッドは複数本であればよく、3本に限定するものではない。ロッド1の外形及び嵌合用突設部3の外形は共にNCフライス盤等により切削され、例えば図2に示すように8角形状に形成する。
【0023】
次に、ステップ2において、この嵌合用突設部3の周囲に離型剤5を塗布する。離型剤5は例えばフッ素樹脂(テフロン(登録商標))であるがシリコン樹脂等でも可能である。次に、ステップ3においては、図3に示すようにこの嵌合用突設部3の周囲に炭素繊維7を巻く。その後、ステップ4において、図4に示すようにこの巻かれた炭素繊維7をエポキシ樹脂9で固め、ステップ5において、図示しない加熱炉で100℃程度で約1時間加熱する。この加熱が完了した後、ステップ6で自然冷却させる。
【0024】
ステップ7において、このエポキシ樹脂9の樹脂部分を図5に示すように円断面に加工する。加工後のエポキシ樹脂9の円断面の直径は図6(A)に示すように釣竿の手元セクション20のロッド21の先端部分に形成されたジョイント部23に設けられた円形の嵌合用開口25の直径に等しい。
【0025】
なお、この嵌合用開口25は予めドリルで丸穴に削られている。但し、丸穴に限定するものではない。また、手元セクション20のロッド21及びジョイント部23の外形も中間セクション10側と同様に8角形状に形成されている。
【0026】
ステップ8では、図6(B)に示すようにこの円断面に加工された中間セクション10の嵌合用突設部を手元セクション20の嵌合用開口25に挿入する。その後、ステップ9ではこの状態で再び加熱路に入れ100℃程度で約1時間加熱する。このとき、エポキシ樹脂9の樹脂部分は嵌合用開口25内で手元セクション20のロッド21のジョイント部23の内面と固着する。
【0027】
この加熱が完了した後、ステップ10で中間セクション10を引き抜く。中間セクション10の嵌合用突設部3の周囲には離型剤5が塗布されているので、図6(C)に示すようにこの際にはエポキシ樹脂9の部分は嵌合用開口25内に固着され残った形で嵌合用突設部3のみが引き抜かれる。
【0028】
その結果、図7に示すように手元セクション20のロッド23の嵌合用開口25内に残された樹脂部分9の内側には嵌合用突設部3の8角形の外形と同一の形状を持った嵌合用凹部27が形成される。この嵌合用凹部27の周囲には炭素繊維7が巻かれているので樹脂部分は十分な強度を有している。以上の工程は、中間セクション10と図示しない先端セクション間でも同様に適用される。
【0029】
このことにより、嵌合用突設部3の外形と完全一致した嵌合用凹部27が手元セクション20側に形成されるため、釣竿を組み合わせた場合に遊びが無くガタツキが全く無い。
【0030】
ガイドの位置も一定であり、糸が常にまっすぐ延びているため、糸がガイドに接触することに伴う抵抗も無く釣り針を遠くに飛ばせる。また、釣の間に釣竿の周方向の位置を調整する必要も無い。
【0031】
次に、本発明の第2実施形態について説明する。第1実施形態ではジョイント部をロッドと一体加工した釣竿について説明したが、本発明の第2実施形態では、ジョイント部分のみを部品としてロッドとは別に製造し、製造したジョイント部品の一端をロッドに対して固着させるものである。なお、釣竿のジョイント部を製造する方法については第1実施形態と同様であるので説明を省略する。
【0032】
図8に示すように、ジョイント部品30の断面円形の装着用円柱部材31の一端にはこの装着用円柱部材31の外径よりも小さい外径を有する嵌合用突設部33が突出されている。但し、これとは逆に嵌合用突設部33の外径が装着用円柱部材31の外径よりも大きくなるように形成されてもよい。嵌合用突設部33の外形はNCフライス盤等により切削され、例えば8角形状に形成されている。
【0033】
その後、図1のステップ2〜ステップ7と同様に嵌合用突設部33の周囲には、離型剤5を塗布し、その後、嵌合用突設部33の周囲に炭素繊維7を巻き、この巻かれた炭素繊維7をエポキシ樹脂9で固めた後、このエポキシ樹脂9の樹脂部分を円断面に加工する。
【0034】
このように完成したジョイント部品30は全体の長さが例えば20mm〜50mm程度であり、このジョイント部品30の装着用円柱部材31は中間セクション40におけるロッド41の手元側端部に形成された円形の開口43内に挿入され、接着剤等により固着される。なお、手元セクション20のロッド21の嵌合用開口25内に残された樹脂部分9の内側には嵌合用突設部33の8角形の外形と同一の形状を持った嵌合用凹部27が形成される点は第1実施形態と同様である。
【0035】
以上により、ジョイント部品30のみを一様な仕様で量産することができる。ジョイント部品30は、各種のロッドに対し簡単に固着できるので釣竿の製造が楽にできる。
【0036】
なお、嵌合用突設部3、嵌合用突設部33の外形は8角形状に形成されているとして説明したが、真円ではない凹部若しくは凸部であればよく、例えば、断面が半円形、多角形、断面円形の外周に少なくとも一箇所の凹部若しくは凸部が形成される等により形成されてもよい。また、ロッド1、ロッド21、ジョイント部23についても外形は8角形状に形成されているとして説明したが、多角形であってもよいし、断面円形等とされてもよい。
【0037】
次に、本発明の第3実施形態について説明する。本発明の第3実施形態は、ジョイント部若しくはジョイント部品の製造方法の別例についてである。
図9及び図10にジョイント部品の例を示す。
【0038】
図9及び図10に示すように手元セクション120のロッド123は断面円形であり、このロッド123と外形を同一とするジョイント部品125の一端側には四角柱状の嵌合用凹部127が形成されている。この嵌合用凹部127はブローチ盤等で加工が可能である。但し、四角柱に限るものではなく、多角形状であってもよい。ロッド123及びジョイント部品125の材質は例えばカーボンである。
【0039】
そして、図10に示すように、このジョイント部品125の他端側を接着剤を介してロッド123に固着する。一方、中間セクション130側については手元セクション120のロッド123と同様に断面円形であり、一端には嵌合用突設部133が突出されている。嵌合用突設部133の外形はNCフライス盤等により切削され、嵌合用凹部127の形状に合わせて例えば四角柱状に形成されている。
このことにより、本発明の第2実施形態と同様の効果を得ることができる。
【0040】
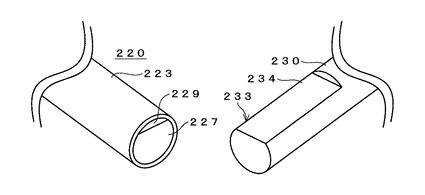
次に、本発明の第4実施形態について説明する。本発明の第4実施形態は、ジョイント部若しくはジョイント部品の製造方法の更なる別例についてである。
図11及び図12にジョイント部品の例を示す。
【0041】
図11及び図12に示すように手元セクション220のロッド223は断面円形であり、このロッド223の一端側には円柱状の嵌合用凹部227が形成されている。この嵌合用凹部227はドリル等で加工が可能である。
【0042】
そして、この円柱状の嵌合用凹部227の内壁にはこの内壁の形状に合わせて形成された弓形部材229が接着剤により貼り付けられている。従って、図12に示すように嵌合用凹部227は真円ではなく、一部に平面を有するように形成されている。ロッド223の材質は例えばカーボンである。
【0043】
一方、中間セクション230側については手元セクション220のロッド223と同様に断面円形であり、一端には嵌合用突設部233が突出されている。嵌合用突設部233の外形はNCフライス盤等により切削され、嵌合用凹部227の形状に合わせて例えば一部に平面234が形成されている。
このことにより、本発明の第1実施形態と同様の効果を得ることができる。
【0044】
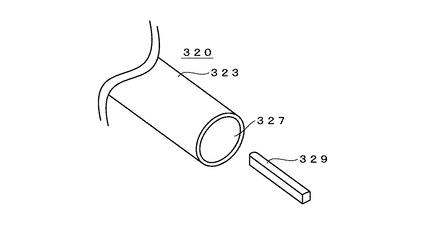
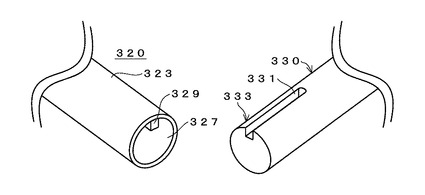
次に、本発明の第5実施形態について説明する。本発明の第5実施形態は、ジョイント部若しくはジョイント部品の製造方法の更なる別例についてである。
図13及び図14にジョイント部品の例を示す。
【0045】
図13及び図14に示すように手元セクション320のロッド323は断面円形であり、このロッド323の一端側には円柱状の嵌合用凹部327が形成されている。この嵌合用凹部327はドリル等で加工が可能である。
【0046】
そして、この円柱状の嵌合用凹部327の内壁には上面をこの内壁の形状に合わせて形成された凸状部材329が接着剤により貼り付けられている。従って、図14に示すように嵌合用凹部327は真円ではなく、一部に突設部を有するように形成されている。ロッド323の材質は例えばカーボンである。
【0047】
一方、中間セクション330側については手元セクション320のロッド323と同様に断面円形であり、一端には嵌合用突設部333が形成されている。嵌合用突設部333には凸状部材329の形状に合わせて切り込み331が形成されている。
このことにより、本発明の第1実施形態と同様の効果を得ることができる。
【符号の説明】
【0048】
1、21、41、123、223、323 ロッド
3、33、133、233、333 嵌合用突設部
5 離型剤
7 炭素繊維
9 エポキシ樹脂
10、40、130、230、330 中間セクション
20、120、220、320 手元セクション
23 ジョイント部
25 嵌合用開口
27、127、227、327 嵌合用凹部
30、125 ジョイント部品
31 装着用円柱部材
43 開口
229 弓形部材
234 平面
329 凸状部材
331 切り込み
【特許請求の範囲】
【請求項1】
第1のロッドの手元側端に突設された外周に真円ではない凹部若しくは凸部が形成された嵌合用突設部を第2のロッドの先端部の嵌合用開口内に埋め込まれた樹脂の内側に形成された嵌合用凹部に対し挿入接続自在とする釣竿のジョイント部製造方法であって、
前記嵌合用突設部の外周に離型剤を塗布した後、
該嵌合用突設部の周囲に繊維を巻き、
該繊維を樹脂で固化し、
該樹脂を前記嵌合用開口の形状に合わせて切削した後、
前記嵌合用突設部を該嵌合用開口内に挿入した状態で前記樹脂を再び固化した後、前記嵌合用突設部を引き抜くことで、前記嵌合用突設部の外周の形状に一致した形状の嵌合用凹部を有する樹脂部分を前記嵌合用開口内に残すことを特徴とする釣竿のジョイント部製造方法。
【請求項2】
釣竿のロッド同士を接続するジョイント部品の製造方法であって、
該ジョイント部品が第1のロッドに対し装着される装着用部材と、
該装着用部材の手元側端に突設された外周に真円ではない凹部若しくは凸部が形成された嵌合用突設部とを有し、
該嵌合用突設部を第2のロッドの先端部の嵌合用開口内に埋め込まれた樹脂の内側に形成された嵌合用凹部に対し挿入接続自在であり、
前記嵌合用突設部の外周に離型剤を塗布した後、
該嵌合用突設部の周囲に繊維を巻き、
該繊維を樹脂で固化し、
該樹脂を前記嵌合用開口の形状に合わせて切削した後、
前記嵌合用突設部を該嵌合用開口内に挿入した状態で前記樹脂を再び固化した後、前記嵌合用突設部を引き抜くことで、前記嵌合用突設部の外周の形状に一致した形状の嵌合用凹部を有する樹脂部分を前記嵌合用開口内に残すことを特徴とする釣竿ジョイント部品の製造方法。
【請求項3】
断面形状が真円ではない凹部が内側に形成された第1のロッド又は第1のジョイント部品と、
該第1のロッド又は第1のジョイント部品の凹部に対し挿入接続自在とする前記凹部の形状に合わせて形成された嵌合用突設部を端部に有する第2のロッドとを備えたことを特徴とする釣竿。
【請求項1】
第1のロッドの手元側端に突設された外周に真円ではない凹部若しくは凸部が形成された嵌合用突設部を第2のロッドの先端部の嵌合用開口内に埋め込まれた樹脂の内側に形成された嵌合用凹部に対し挿入接続自在とする釣竿のジョイント部製造方法であって、
前記嵌合用突設部の外周に離型剤を塗布した後、
該嵌合用突設部の周囲に繊維を巻き、
該繊維を樹脂で固化し、
該樹脂を前記嵌合用開口の形状に合わせて切削した後、
前記嵌合用突設部を該嵌合用開口内に挿入した状態で前記樹脂を再び固化した後、前記嵌合用突設部を引き抜くことで、前記嵌合用突設部の外周の形状に一致した形状の嵌合用凹部を有する樹脂部分を前記嵌合用開口内に残すことを特徴とする釣竿のジョイント部製造方法。
【請求項2】
釣竿のロッド同士を接続するジョイント部品の製造方法であって、
該ジョイント部品が第1のロッドに対し装着される装着用部材と、
該装着用部材の手元側端に突設された外周に真円ではない凹部若しくは凸部が形成された嵌合用突設部とを有し、
該嵌合用突設部を第2のロッドの先端部の嵌合用開口内に埋め込まれた樹脂の内側に形成された嵌合用凹部に対し挿入接続自在であり、
前記嵌合用突設部の外周に離型剤を塗布した後、
該嵌合用突設部の周囲に繊維を巻き、
該繊維を樹脂で固化し、
該樹脂を前記嵌合用開口の形状に合わせて切削した後、
前記嵌合用突設部を該嵌合用開口内に挿入した状態で前記樹脂を再び固化した後、前記嵌合用突設部を引き抜くことで、前記嵌合用突設部の外周の形状に一致した形状の嵌合用凹部を有する樹脂部分を前記嵌合用開口内に残すことを特徴とする釣竿ジョイント部品の製造方法。
【請求項3】
断面形状が真円ではない凹部が内側に形成された第1のロッド又は第1のジョイント部品と、
該第1のロッド又は第1のジョイント部品の凹部に対し挿入接続自在とする前記凹部の形状に合わせて形成された嵌合用突設部を端部に有する第2のロッドとを備えたことを特徴とする釣竿。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【図14】
【公開番号】特開2012−187035(P2012−187035A)
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願番号】特願2011−52464(P2011−52464)
【出願日】平成23年3月10日(2011.3.10)
【出願人】(504014901)有限会社ソラ (10)
【Fターム(参考)】
【公開日】平成24年10月4日(2012.10.4)
【国際特許分類】
【出願日】平成23年3月10日(2011.3.10)
【出願人】(504014901)有限会社ソラ (10)
【Fターム(参考)】
[ Back to top ]