
釣糸ガイド及び、その釣糸ガイドを備える釣竿
【課題】熱硬化する3組のプリプレグにより形成された2つの支持脚を有する釣竿ガイドには、脚の分岐箇所に生じた空隙の有無により、製品間の強度が必ずしも均一にならない。
【解決手段】釣竿に設けられる3組の繊維強化樹脂層により形成された2つの支持脚を有する釣竿ガイドの2つの支持脚の分岐箇所を熱硬化樹脂部材またはプリプレグにより密閉することにより分岐箇所のプリプレグの剥がれや割れを防止する。
【解決手段】釣竿に設けられる3組の繊維強化樹脂層により形成された2つの支持脚を有する釣竿ガイドの2つの支持脚の分岐箇所を熱硬化樹脂部材またはプリプレグにより密閉することにより分岐箇所のプリプレグの剥がれや割れを防止する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、強化繊維を含浸する樹脂材料により形成された釣糸ガイド及び、その釣糸ガイドを備える釣竿に関する。
【背景技術】
【0002】
一般的な魚釣用竿杆(以下、釣竿と称する)の中で、複数の釣糸外通し用釣糸ガイド(以下、釣糸ガイドと称する)が設けられた釣竿がある。これらの釣竿に設けられる釣糸ガイドは、使用するリールのタイプにより竿の上面又は下面のいずれかに取り付けられている。
【0003】
例えば、船釣りに多用される両軸リール(又は、淡水及び海水で使用されるベイトリール)を装着する釣竿の場合、釣糸ガイドは、釣竿の上側に取り付けられている。一方、多くが磯や砂浜又は池等で使用されるスピニングリールを装着する釣竿の場合、釣糸ガイドは、釣竿の下側に取り付けられている。これらの釣糸ガイドは、通常、チタンやステンレス等の金属材料からなるフレームに、釣糸を挿通させて支持するSiC等からなるガイドリングが嵌め込まれて構成されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2011−004651号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
釣竿の製造技術の進歩に伴い、強度が改善され、細径化に伴う竿重量の軽量化が実現されている。この軽量化を実現した釣竿に、前述した金属フレームを有する釣糸ガイドを多数取り付けた場合、竿全体の重量を増加させる。例えば、スピニングリールを使用する釣竿、例えば、浜から仕掛けを遠投する4m超の長さを有する投げ竿においては、少しでも飛距離を伸ばしたい要望がある。従って、飛距離は、釣竿のしなやかな柔軟性と共に、竿先の振り抜け速度が影響するため、遠投動作には、竿の撓り具合及び、軽量化が大きく影響する。
【0006】
軽量化を実現した釣糸ガイドとして、例えば、特許文献1には、プリプレグ、即ち、熱硬化性樹脂で含浸した複数層に亘るカーボン素材等の強化繊維による引き揃えや織布基材でフレームを形成した釣糸ガイドが提案されている。特許文献1においては、プリグレにより形成された、1つの固定部に繋がる一脚(所謂、シングルフット)の支脚部を有する釣糸ガイド及び、2つの固定部に繋がる二脚(所謂、ダブルフット)の支脚部を有する釣糸ガイドが提案されている。二脚の釣糸ガイドについては、概念的な構成のみが提示されている。
【0007】
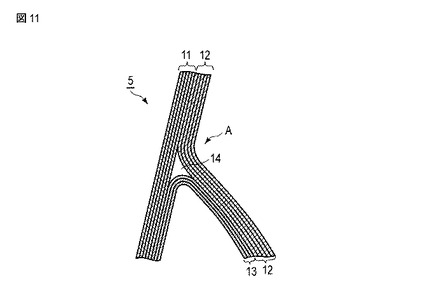
この二脚の釣糸ガイドを実際に形成する場合、1つのリング保持部から前後の支脚部に分岐する分岐箇所が存在する構造となる。この分岐箇所は、図11に示すように3組のシート部材11,12,13が当接し合うように、張り合わされて熱硬化されている。これらのシート部材は、強化繊維例えば、カーボン繊維等を平織りに編み上げた織布又は、各繊維を横並びの配列した引き揃え状に形成されている。このため、貼り合わせる際に、折り目を付けてしまうと、それぞれの細い繊維が折れてしまい強度的に弱くなるという問題が生じる。
【0008】
このため、図11に示すように、リング保持部から前後に分岐する2組のシート部材11,12の分岐箇所Aに下側から少なくとも1枚のシート部材13を折れないように宛がって互いに当接し合う構造となる。これらのシート部材を硬化した際に、分岐箇所Aの中心部分19が空隙となったり、各シート部材より滲み出た樹脂により密閉となったりして、釣糸ガイドにおける製造ばらつきが生じてしまう。
【0009】
また、分岐箇所に空隙が存在しているが設計性能(製造基準)を満たす釣糸ガイドであっても、ユーザには見た目により、分岐箇所Aの中心部分が密閉されたものが良品であり、空隙であるものが不良品であると判断されかねない。
【0010】
そこで本発明は、分岐箇所の空隙の有無を統一し、製造ばらつきがなく、軽量化された強化繊維を含浸する樹脂材料により形成された釣糸ガイド及び、その釣糸ガイドを備える釣竿を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するために、本発明に従う実施形態の釣糸ガイドは、釣糸を案内する釣糸案内部と、該釣糸案内部の端部から一方に延伸し先端に固定部が設けられた第1の脚部と、前記釣糸案内部の端部又は前記第1の脚部のいずれかから分岐して他方に延伸し先端に固定部が設けられた第2の脚部と、が一体的に構成される釣糸ガイドであって、前記釣糸案内部及び前記第1の脚部を形成する、強化繊維を含む複数のシート状の合成樹脂が積層された第1の繊維強化樹脂層と、前記分岐する箇所まで前記第1の繊維強化樹脂層と固着し、前記釣糸案内部及び前記第2の脚部を形成する前記合成樹脂が積層された第2の繊維強化樹脂層と、前記第1の脚部から前記分岐する箇所を経て前記第2の脚部に至り、前記第1の繊維強化樹脂層と第2の繊維強化樹脂層とに固着される前記合成樹脂が積層された第3の繊維強化樹脂層と、前記第1の繊維強化樹脂層乃至前記第3の繊維強化樹脂層で囲まれる前記分岐する箇所内に位置する分岐間隙部材と、を具備する。
【発明の効果】
【0012】
本発明によれば、分岐箇所の空隙の有無を統一し、製造ばらつきがなく、強化繊維を含浸する樹脂材料により形成された高強度で軽量化された釣糸ガイド及び、その釣糸ガイドを備える釣竿を提供することができる。
【図面の簡単な説明】
【0013】
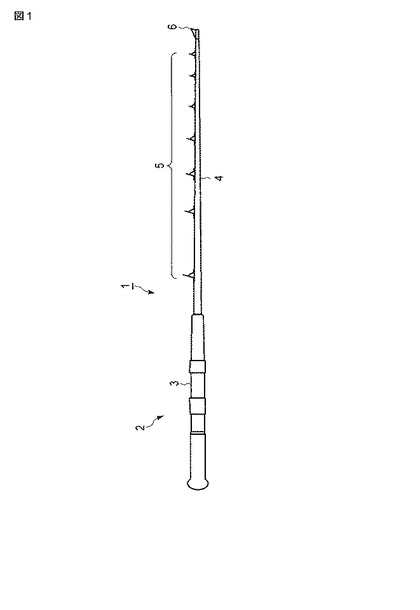
【図1】図1は、本発明の一実施形態に係る釣糸ガイドを備える釣竿の外観構成を示す図である。
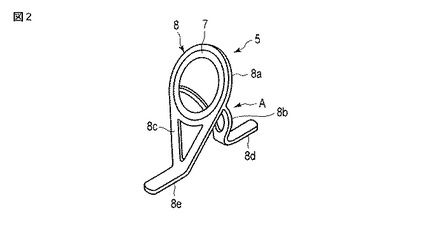
【図2】図2は、第1の実施形態における釣糸ガイドの外観構成を示す図である。
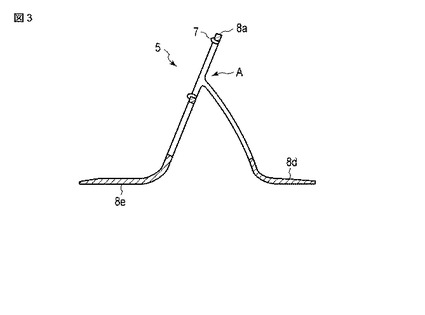
【図3】図3は、釣糸ガイドの断面構造を説明するための図である。
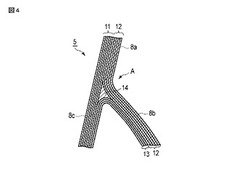
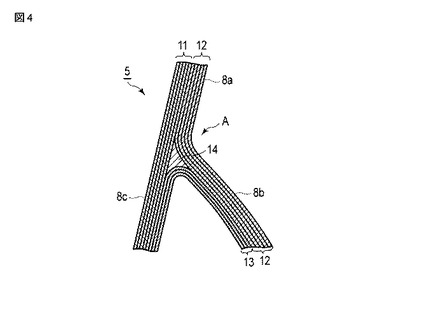
【図4】図4は、釣糸ガイドにおける分岐箇所を拡大して示す図である。
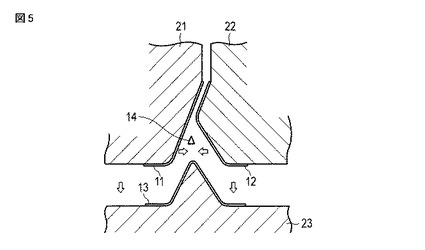
【図5】図5は、釣糸ガイドを形成するプレス成形による製造を概念的に示す図である。
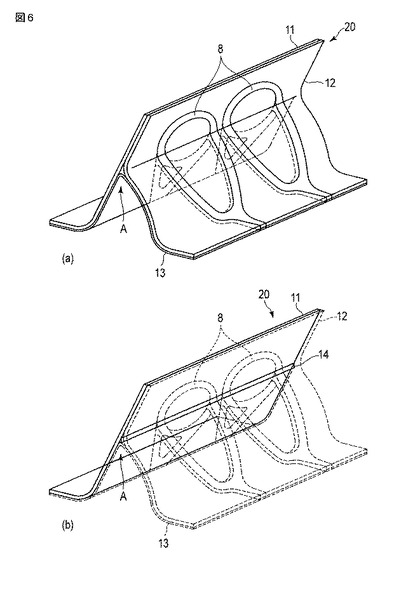
【図6】図6(a)は、プレス成形により製造された釣糸ガイドを含む硬化されたプリプレグの外観構成を示し、図6(b)は、その硬化されたプリプレグの分岐箇所を透視した構成を示す図である。
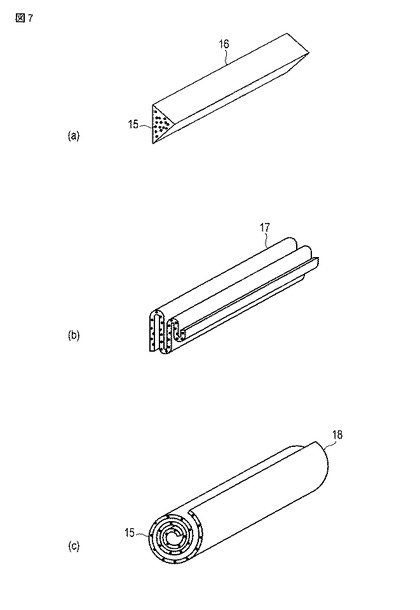
【図7】図7(a)は、第1の実施形態における第1の変形例の分岐間隙部材を示す図、図7(b)は、第2の変形例の分岐間隙部材を示す図、図7(c)は、第3の変形例の分岐間隙部材を示す図である。
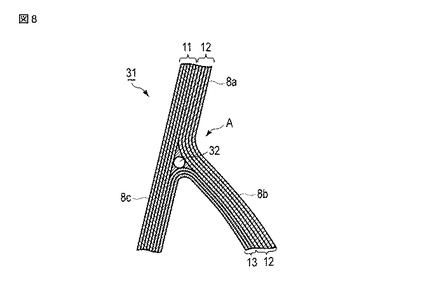
【図8】図8は、第2の実施形態における釣糸ガイドにおける分岐箇所を拡大して示す図である。
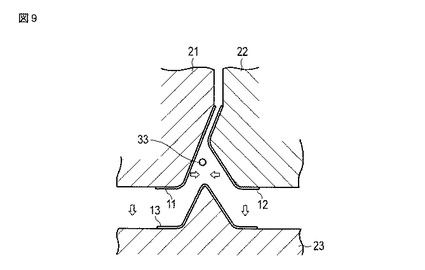
【図9】図9は、第2の実施形態における釣糸ガイドを形成するプレス成形について説明するための図である。
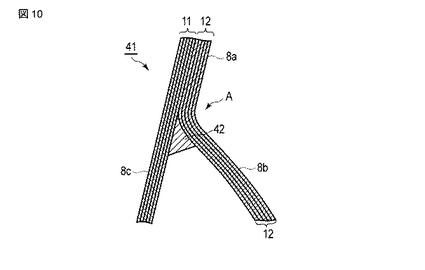
【図10】図10は、第3の実施形態における釣糸ガイドにおける分岐箇所を拡大して示す図である。
【図11】図11は、従来の釣糸ガイドにおける分岐箇所を拡大して示す図である。
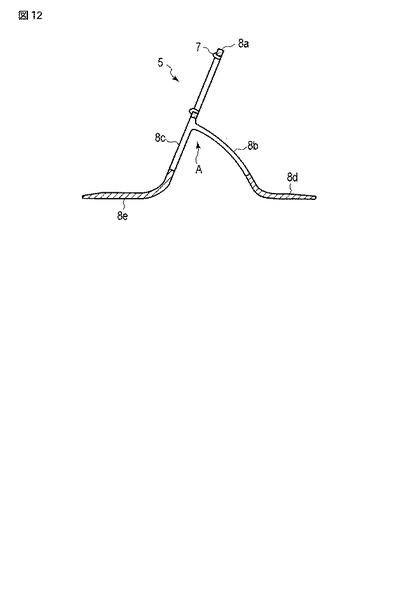
【図12】図12は、釣糸ガイドの脚部の変形例の一例を示す図である。
【発明を実施するための形態】
【0014】
以下、図面を参照して本発明の実施形態について詳細に説明する。
[第1の実施形態]
図1は、本発明の一実施形態に係る釣糸ガイドを備える釣竿の外観構成を示す図、図2は、第1の実施形態における釣糸ガイドの外観構成を示す図、図3は、釣糸ガイドの断面構造を説明するための図である。
【0015】
本実施形態の釣竿1は、バット2のリールシート3に図示しない両軸リール(又はベイトリール)を搭載するタイプであり、竿本体4の上面には複数の釣糸ガイド5 が間隔を空けて設けられ、竿先にはトップガイド6が設けられている。以下の説明において、釣竿の竿先側を前方とし、竿尻側を後方とする。
【0016】
この釣糸ガイド5は、後述する樹脂を含浸した繊維強化樹脂材料により形成されたフレーム8と、SiC等からなるガイドリング7とで構成されている。ガイドリング7は、フレーム8の上部に設けられた環形状のリング保持部(釣糸案内部)8aに嵌め込まれている。尚、以下を含む各実施形態において、リング保持部8aは、円、楕円、長丸、トラック形等の環状であり、その端部とは、周端上の全て、例えば、上端、下端、側端を含んでいる。
【0017】
図2は、一例として、2脚の支脚部8b,8cを有する釣糸ガイド5を示している。これらの支脚部8b,8cは、釣糸(道糸)を釣竿から所定の距離を離間させるための高さ(長さ)を有している。本実施形態の説明にあたり、図3に示す釣糸ガイドの2脚のうち、リング保持部(釣糸案内部)8aから略直線的に延びて、固定部に繋がる脚を竿に固定するための主脚部(第1の脚部)8cと称する。また、他方のリング保持部8aから分岐して固定部に繋がる脚を、主脚部8cを支持し且つ糸がらみを防止するための補助脚部(第2の脚部)8bと称する。勿論、釣糸ガイド5は、いずれの脚部を竿先又は竿尻に向けて固定してもよく、脚部における主又は補助の関係は限定されるものではない。
【0018】
主脚部8cは、リング保持部8aの途中2箇所からフレーム面に沿って延伸して、軽量化を図る肉抜きによるV字形状を成し、水平に屈曲して固定部8eに繋がっている。補助脚部8bは、リング保持部8aの途中2箇所から斜め下方に分岐箇所Aで分岐して、釣糸の絡まりを防止するガイドを行うためにV字形状を成し、水平に屈曲して固定部8dに繋がっている。それぞれの固定部8d,8eは、釣竿の所定位置に載置し、糸を巻き付けて固定され、糸表面から樹脂等によりラッピング及びコーティング処理が施される。
【0019】
図4は、釣糸ガイドにおける分岐箇所を拡大して示す断面図である。フレーム8は、図4に示すように、複数のプリプレグが積み重ねられた積層シート11(第1の繊維強化樹脂層)、積層シート12(第2の繊維強化樹脂層)及び積層シート13(第3の繊維強化樹脂層)を当接して熱硬化されて形成される。これらのプリプレグは、多数の強化繊維例えば、炭素繊維が同一方向に配列した引き揃え又は、平織り等に編み込まれて、熱加工により硬化するマトリックス樹脂に含浸されたシート部材である。これらのシート部材は、フレーム8が設計値に基づく強度を有するように、強化繊維の繊維方向を複数の方向となるように組み合わせて重ね合わされている。この場合、繊維方向に沿う方向の強度が高くなる。尚、強化繊維が平織り等に編み込まれたプリプレグを使用する場合には、その編み幅は、仕上がり寸法が最小幅のフレーム部位、例えば、補助脚部8bの幅よりも狭い幅とする。
【0020】
また、分岐箇所Aにおける主脚部8cと補助脚部8bとの曲がり半径(R)は、少なくとも強化繊維に折れなどの損傷が生じない程度が好ましい。この程度は、使用される強化繊維の材質、繊維径、繊維の配列方向(引き揃え方向)等により異なり、種々の数値となる。ガイドに用いる場合には、主脚部8cの層厚t1とし、補助脚部8bの層厚t2とすると、半径Rは、t1及びt2よりも大きく、例えば、半径Rは2mm以上が好ましい。
【0021】
本実施形態における強化繊維としては、炭素繊維の他に、硝子繊維、アラミド繊維、金属繊維、又は合成樹脂繊維等を用いることが可能である。また、マトリックス樹脂としては、熱硬化樹脂又は、熱可塑性樹脂が適用でき、例えば、エポキシ樹脂、ポリアミド樹脂、フェノール樹脂、不飽和ポリエステル樹脂等を用いることができる。分岐間隙部材14としては、他の部材として、マトリックス樹脂ほどの剛性は無いが、ABS樹脂、合成ゴム、発砲材等を適用することもできる。但し、他の部材においては、マトリックス樹脂の硬化温度では溶解しない部材が好ましい。フレームを形成する繊維強化樹脂層よりも剛性の小さい材料により、変形容易となり、破損し難いガイドとすることができる。
【0022】
前述した図11に示す分岐箇所Aは、3組の積層シート11,12,13が3方向より当接し合うように貼り合わされて熱硬化されている。従来の分岐箇所Aは、空隙が生じる又は、余分な樹脂の滲み出により密封されている。
【0023】
この分岐箇所Aは、装着した釣竿が曲がった場合に、2脚間を狭め、釣糸がリング保持部8aを固定部から引き離す(支脚部を引っ張る)方向に引き上げられる第1の作用又は、2脚間を拡げ、釣糸がリング保持部8aを下方向で固定部側に押し付ける第2の作用のいずれかが発生する。つまり、釣糸ガイドを釣竿の下側に配置して、スピニングリールを用いた釣竿は、釣糸に負荷が掛かり下方に屈曲した場合、第1の作用が働く。一方、釣糸ガイドを釣竿の上側に配置して、両軸リールを用いた釣竿は、釣糸に負荷が掛かり下方に屈曲した場合、第2の作用が働く。これらの作用は、釣糸に掛かる負荷の変化により、釣竿の屈曲状態が変化し、且つ釣糸から直接的に掛かる負荷も変化するため、釣糸ガイド5には強弱又は振動的に変化する負荷が掛かっている。これらの負荷により、分岐箇所Aの3組の積層シート11,12,13のそれぞれの接合面には、押し付ける又は引き剥がす力が働く。
【0024】
そこで本実施形態では、図4に示すように、分岐箇所Aの空隙をシート部材と同等な樹脂材料からなる分岐間隙部材14で充填するように一体的に設ける。この分岐間隙部材14は、積層シート11,12,13の各接合面に密着(溶着)しているため、接合面間に働く力を緩和することができる。また、積層シートの接合面の間に生じる剥離又は、ひび割れを防止する。
【0025】
図5は、本実施形態の釣糸ガイドを形成するためのプレス成形による製造を概念的に示す図である。図6(a)は、プレス成形により製造された釣糸ガイドを含む硬化されたプリプレグ成形品の外観構成を示し、図6(b)は、その硬化されたプリプレグ成形品の分岐箇所を透視した構成を示す図である。
【0026】
図4及び図5を参照して、分岐間隙部材14を含む積層シート11,12,13による釣糸ガイド5の成形について説明する。
本実施形態では、プレス成形するための金型21,22,23に対して、それぞれに複数の薄いプリプレグが積み重ねられた積層シート11,12,13を装填する。これらの金型の表面には、積層シートをセットするための凹部が設けられている。金型21,22への積層シート11,12の装填保持は、機械的部品例えば、金属ツメ等で保持させてもよいし、静電吸着等の電気的に保持させてもよい。尚、成形後に積層シートを外しやすいように剥離剤を塗布させてもよい。
【0027】
次に、金型21,22,23を加工装置(図示せず)により図5に示すように、所定の位置で当接させる。その際に、各金型の凸部(先端部分)が対峙する箇所(分岐箇所)に挟み込まれるように、分岐間隙部材14を差し入れる。分岐間隙部材14は、積層シートの幅を超える長さを有するロッド形状であり、その断面が分岐箇所の内部形状に近い三角形状を用いている。分岐間隙部材14の断面は、矩形であってもよいが、熱加工時の加圧に際して、分岐間隙部材14の角部分が積層シート損傷を与えることが懸念されるため、それぞれの積層シートと平面又は曲面で接する形状が好ましい。
【0028】
冷却された金型21,22,23からプリプレグ成形品20が取り出される。図6(a)に示すようなフレーム8を含む熱硬化されたプリプレグ成形品20が形成される。また、図6(b)に示すように、分岐箇所Aには、樹脂部材14が溶解して隙間を埋めて、それぞれの積層シートに密着するように形成されている。
【0029】
このプリプレグ成形品からフレーム8を切り出す。切り出す手法としては、例として、レーザ光、ウォータジェット又は、刃具を用いた装置例えば、レーザ加工装置、ウォータージェット加工装置、樹脂NC加工装置等を用いることができる。フレーム8を切り出す手法は特に限定されるものではない。
【0030】
尚、この切り出しが行われる際に、例えば、固定部の底面を竿本体に座りがよくなるように曲面加工を施してもよいし、固定部の上面で固定用の糸の掛かりがよくなるように溝加工を施してもよい。また、フレーム8に対しては、それぞれのエッジからの割れ防止やバリを取るための面取り加工やバレル研磨加工を施してもよい。他にも、表面保護のために重量が増えない程度の膜厚で硬度のある部材(例えば、セラミック、硝子又は、(塩水による)耐腐食性を有する金属等)により被膜処理を施してもよい。その膜形成は、物理的気層成長技術(PVD:蒸着方法又はスパッタリング方法等)又は化学的気層成長技術(CVD:CVD方法)を用いることができる。
【0031】
その後、完成したフレーム8のリング保持部8aに通常の手法を用いてガイドリング7が嵌め込まれ、接着剤等で固定されている。また、使用される釣竿による負荷や釣糸の種類によっては、必ずしもガイドリングは必要ではなく、リング保持部内面を鏡面状に研磨加工してもよいし、別途、硬質部材をラミネートする表面加工を行ってもよく、釣糸を案内しやすいように加工されればよい。
【0032】
以上説明したように、本実施形態によれば、フレーム8の分岐箇所Aの中央に、樹脂材料にからなる分岐間隙部材14を各積層シート11,12,13の接合面に密着し且つ密封するように一体的に設けているため、接合面間に働く力を緩和することができる。更に、釣糸の負荷や竿の曲がりの作用による各積層シートの接合面の間に生じる剥離又は、ひび割れを防止することができる。
【0033】
次に、第1の実施形態における第1の変形例について説明する。
前述した第1の実施形態では、分岐箇所に樹脂部材のみからなる分岐間隙部材14を差し入れる構成であったが、第1の変形例として、図7(a)に示すように、強化繊維15を含む分岐間隙部材16を用いてもよい。複数の強化繊維15は、分岐間隙部材16が延伸する方向に沿って入れられることにより、フレーム8の幅方向に強度を持たせる。
また第2の変形例として、図7(b)に示すように、分岐間隙部材として、強化繊維15を含むプリプレグ17を繊維の配列方向で三角形に葛折りして使用してもよい。又は、プリプレグ17を繊維の配列方向で細長く切断し重ねて使用してもよい。
【0034】
更には、第3の変形例として、図7(c)に示すように、空隙の大きさに合わせて、強化繊維15を含むプリプレグ18を丸めて用いてもよい。
本変形例によれば、前述した第1の実施形態に対して同様な効果を有し、更に、強化繊維により強度を増大させた釣糸ガイドを提供することができる。
【0035】
[第2の実施形態]
図8は、第2の実施形態における釣糸ガイドにおける分岐箇所を拡大して示す図である。図9は、本実施形態における釣糸ガイドを形成するプレス成形について説明するための図である。本実施形態において、前述した第1の実施形態と同等の部位には、同じ参照符号を付して、その説明を省略する。
【0036】
本実施形態の釣糸ガイド31は、設計性能(製造基準)を満たす条件下で、脚部の分岐箇所Aに同一形状を成す空隙32を意図的に形成する構造である。前述したように、性能を満たす釣糸ガイドであっても、空隙の有無が混在した場合、ユーザから空隙のあるものが不良品として見なされる場合があるため、本実施形態では、分岐箇所に同一形状の空隙を意図的に形成し、空隙の有無の混在を無くしている。
図8に示すように、釣糸ガイド31の分岐箇所Aには、3つの積層シート11,12,13の各面の対向状態に合った形状、本実施形態では、略三角形状又は円形状に形成された空隙32を設けている。この空隙を設けることにより、分岐部が低剛性化して、変形しやすくなり、竿の曲がりに追随しやすく、且つ破損しにくい。
【0037】
図9は、この空隙32を形成する釣糸ガイド31の成形について説明する。
前述した第1の実施形態と同様に、プレス成形するための金型21,22,23の所定位置に、プリプレグが積み重ねられた積層シート11,12,13を装填する。次に、金型21,22,23を加工装置により図9に示すように、所定の位置で当接させる。その際に、各金型の凸部(先端部分)が対峙する箇所(分岐箇所)に挟み込まれるように、抜き型33を差し入れる。抜き型33は、断面が円形状(円柱状)を成すロッド部材であり、例えば、金属により形成されている。抜き型33を差し込んだ状態で金型21,22,23による加圧及び熱加工を行う。この熱処理において、抜き型33と積層シート11,12,13との隙間を埋めるように、各積層シートから樹脂が溶け出して充填される。
【0038】
冷却された金型21,22,23から図6(a)に示したと同様なプリプレグ成形品20が取り出される。熱硬化されたプリプレグ成形品20から抜き型33を抜き取る。その後、第1の実施形態と同様に、プリプレグ成形品からフレームを切り出す。
【0039】
本実施形態によれば、分岐箇所に画一形状の空隙が設けられた釣糸ガイド31を提供することができる。従って、分岐箇所に形状の異なる空隙の有無が混在した状態が無くなり、ユーザによる不良品と見なされる事態を防止することができる。また、画一した形状の空隙であるため、軽量化を図ったデザインとしても捕らえることができる。また、規格化された空隙は、分岐部が低剛性化して変形しやすくなり、竿の曲がりに追随しやすく、且つ破損しにくい。
【0040】
[第2の実施形態の変形例]
変形例として、金属製の抜き型33に代わって、内部が中空な三角柱形状の樹脂からなる型枠部材を用いてもよい。尚、型枠部材に用いる樹脂材料は、プリプレグに対する加熱硬化の際に、変形や溶解しない材料を選択する。また、塩等に対して耐腐食性を有する薄い金属を用いることも可能である。型枠部材は、中空な三角柱形状が好ましいが、これに限定されるものではなく、積層シートに面で接する形状であれば、他にも、中空な円、楕円などの中空な環形状であってもよい。
本変形例によれば、型枠部材を用いることにより、熱硬化されたプリプレグ成形品から抜き取らず、フレームの切り出しを行うことができる。これにより、製造工程が簡略化される。
【0041】
[第3の実施形態]
図10は、第2の実施形態における釣糸ガイドにおける分岐箇所を拡大して示す図である。本実施形態において、前述した第1の実施形態と同等の部材には同じ参照符号を付してその説明を省略する。小型魚を釣魚対象とする釣竿においては、竿に掛かる負荷が比較的小さいため、釣糸ガイドに対しても、あまり強度を求められず、軽量化が最も要求される場合がある。
【0042】
本実施形態では、積層シート(第1の繊維強化樹脂層)及び積層シート12(第2の繊維強化樹脂層)がリング保持部下の分岐箇所Aから2つの支脚部(主脚部8b,補助脚部8c)に分岐して固定部(図示せず)に繋がる釣糸ガイド41である。分岐箇所Aには、積層シート11,12に対する熱硬化加工時に、分岐間隙部材42が宛がわれて、それぞれの脚部の面に溶解して固着されている。分岐間隙部材42は、釣竿と同様な材料の前述した熱硬化樹脂又は、熱可塑性樹脂からなり、複数の強化繊維を含ませてもよい。また、プリプレグを利用してもよい。
【0043】
本実施形態によれば、支脚部の分岐箇所に分岐間隙部材42を設けたことにより、積層シート11,12の裂け又は剥がれを防止することができる。更に、小型魚を釣魚対象とする負荷が比較的小さく釣竿に搭載される釣糸ガイドに好適し、さらなる軽量化が実現できる。
尚、上述した各実施形態は、2脚の固定部を備える釣糸ガイドについて説明したが、分岐箇所を有するガイドに対して適用することができ、これ以外として、竿先に取り付けられるトップガイドの分岐箇所に対しても同様に適用し、同等の効果を得ることができる。
【0044】
以上説明したように、本発明の各実施形態によれば、釣竿の製造技術の進歩に伴い軽量化を実現した釣竿に好適する釣糸ガイドを提供できる。即ち、金属フレームを有する釣糸ガイドを、軽量化された釣竿に多数取り付けた場合、竿全体の重量を増加させるだけではなく、釣竿全体の重量バランスが悪くなる。
【0045】
これは、竿先端側には小型(元竿側に比較して)ではあるが、間隔を詰めて多数の釣糸ガイドが取り付けられている。竿自体の重量バランスから見ると従来構造の釣竿に比べて、竿先側が重くなる傾向があり、スピニングリールを使用する釣竿においては、遠投する際に、竿先の振り抜き加減が異なるため、扱いにくくなる。スピニングリールを使用する釣竿、例えば、浜から仕掛けを遠投する4m超の長さを有する投げ竿においては、少しでも飛距離を伸ばしたい要望がある。従って、飛距離は、釣竿のしなやかな柔軟性と共に、竿先の振り抜け速度が影響するため、遠投動作に、竿の撓り具合、軽量化及び重量バランスが大きく影響する。
【0046】
このような問題に対して、前述した各実施形態を適用した釣糸ガイドを適用することにより、竿全体の軽量化を実現し、及び竿の重量バランスを大きく変化させることなくこれまでと同じ投げ方で竿先の振り抜け速度の高速化を実現できる。
更に、釣糸ガイドのフレームは、釣竿の材料に近い樹脂材料を使用して形成しているため、竿に固定した際に、竿の曲がりに追随して変形するため、金属フレームの釣糸ガイドに比べて、釣竿のしなやかな柔軟性を損なわずに、所望する竿の撓り具合を実現することができる。
【0047】
尚、前述した各実施形態においては、第1,第2の脚部は、リング保持部(釣糸案内部)8aの異なる箇所の端部から、それぞれに独立して伸び出しているが、これに限定されるものではない。例えば、リング保持部(釣糸案内部)8aの同じ箇所の端部からそれぞれに独立して伸び出す構成であってもよい。
更に、図12に示すように、一方の脚部が他方の脚部より分岐して伸び出る構成であってもよい。例えば、積層シート11と積層シート12により形成されるリング保持部(釣糸案内部)8aから伸び出た第1の脚部8cの途中から分岐して第2の脚部8bが設けられる。この場合、第1の脚部8cと第2の脚部8bとの間に分岐箇所Aが生じることとなる。このような構成においても、前述した第1乃至第3の実施形態を適用して、分岐箇所の空隙に樹脂部材が充填された又は、分岐箇所に画一形状の空隙が設けられた釣糸ガイドを提供できる。
【0048】
本発明による第2の実施形態は、以下の要旨を含んでいる。
(1)環状の釣糸案内部と、該釣糸案内部の端部から延伸し先端に固定部が設けられた第1の脚部と、前記釣糸案内部から分岐して延伸し先端に固定部が設けられた第2の脚部と、が一体的に構成される釣糸ガイドであって、
前記釣糸案内部及び前記第1の脚部を形成する、強化繊維を含む複数のシート状の合成樹脂が積層された第1の繊維強化樹脂層と、
前記釣糸案内部から前記分岐する箇所まで前記第1の繊維強化樹脂層と固着し、前記釣糸案内部及び前記第2の脚部を形成する前記合成樹脂が積層された第2の繊維強化樹脂層と、
前記第1の脚部から前記分岐する箇所を経て前記第2の脚部に至り、前記第1の繊維強化樹脂層と第2の繊維強化樹脂層とに固着される前記合成樹脂が積層された第3の繊維強化樹脂層と、を具備し、
前記第1の繊維強化樹脂層乃至前記第3の繊維強化樹脂層で囲まれる前記分岐する箇所に所定の形状を成す空隙が設けられていることを特徴とする釣糸ガイド。
【0049】
(2)前記空隙は、前記第1の繊維強化樹脂層乃至前記第3の繊維強化樹脂層の熱硬化加工時に、抜き型を介在させて形成されることを特徴とする前記(1)項に記載の釣糸ガイド。
(3)前記空隙は、前記第1の繊維強化樹脂層乃至前記第3の繊維強化樹脂層の熱硬化加工時に、前記分岐箇所に挿入され、加熱時に変形や溶解しない樹脂材料又は金属材料により形成されることを特徴とする前記(1)項に記載の釣糸ガイド。
【符号の説明】
【0050】
1…釣竿、2…バット、3…リールシート、4…竿本体、5,31…釣糸ガイド、6…トップガイド、7…ガイドリング、8…フレーム、8a…リング保持部、8b…補助脚部,8c…主脚部、8d,8e…固定部、11,12,13…積層シート、14,16…分岐間隙部材、17,18…プリプレグ、19…中心部分、20…プリプレグ成形品、21,22,23…金型、32…空隙、33…抜き型。
【技術分野】
【0001】
本発明は、強化繊維を含浸する樹脂材料により形成された釣糸ガイド及び、その釣糸ガイドを備える釣竿に関する。
【背景技術】
【0002】
一般的な魚釣用竿杆(以下、釣竿と称する)の中で、複数の釣糸外通し用釣糸ガイド(以下、釣糸ガイドと称する)が設けられた釣竿がある。これらの釣竿に設けられる釣糸ガイドは、使用するリールのタイプにより竿の上面又は下面のいずれかに取り付けられている。
【0003】
例えば、船釣りに多用される両軸リール(又は、淡水及び海水で使用されるベイトリール)を装着する釣竿の場合、釣糸ガイドは、釣竿の上側に取り付けられている。一方、多くが磯や砂浜又は池等で使用されるスピニングリールを装着する釣竿の場合、釣糸ガイドは、釣竿の下側に取り付けられている。これらの釣糸ガイドは、通常、チタンやステンレス等の金属材料からなるフレームに、釣糸を挿通させて支持するSiC等からなるガイドリングが嵌め込まれて構成されている。
【先行技術文献】
【特許文献】
【0004】
【特許文献1】特開2011−004651号公報
【発明の概要】
【発明が解決しようとする課題】
【0005】
釣竿の製造技術の進歩に伴い、強度が改善され、細径化に伴う竿重量の軽量化が実現されている。この軽量化を実現した釣竿に、前述した金属フレームを有する釣糸ガイドを多数取り付けた場合、竿全体の重量を増加させる。例えば、スピニングリールを使用する釣竿、例えば、浜から仕掛けを遠投する4m超の長さを有する投げ竿においては、少しでも飛距離を伸ばしたい要望がある。従って、飛距離は、釣竿のしなやかな柔軟性と共に、竿先の振り抜け速度が影響するため、遠投動作には、竿の撓り具合及び、軽量化が大きく影響する。
【0006】
軽量化を実現した釣糸ガイドとして、例えば、特許文献1には、プリプレグ、即ち、熱硬化性樹脂で含浸した複数層に亘るカーボン素材等の強化繊維による引き揃えや織布基材でフレームを形成した釣糸ガイドが提案されている。特許文献1においては、プリグレにより形成された、1つの固定部に繋がる一脚(所謂、シングルフット)の支脚部を有する釣糸ガイド及び、2つの固定部に繋がる二脚(所謂、ダブルフット)の支脚部を有する釣糸ガイドが提案されている。二脚の釣糸ガイドについては、概念的な構成のみが提示されている。
【0007】
この二脚の釣糸ガイドを実際に形成する場合、1つのリング保持部から前後の支脚部に分岐する分岐箇所が存在する構造となる。この分岐箇所は、図11に示すように3組のシート部材11,12,13が当接し合うように、張り合わされて熱硬化されている。これらのシート部材は、強化繊維例えば、カーボン繊維等を平織りに編み上げた織布又は、各繊維を横並びの配列した引き揃え状に形成されている。このため、貼り合わせる際に、折り目を付けてしまうと、それぞれの細い繊維が折れてしまい強度的に弱くなるという問題が生じる。
【0008】
このため、図11に示すように、リング保持部から前後に分岐する2組のシート部材11,12の分岐箇所Aに下側から少なくとも1枚のシート部材13を折れないように宛がって互いに当接し合う構造となる。これらのシート部材を硬化した際に、分岐箇所Aの中心部分19が空隙となったり、各シート部材より滲み出た樹脂により密閉となったりして、釣糸ガイドにおける製造ばらつきが生じてしまう。
【0009】
また、分岐箇所に空隙が存在しているが設計性能(製造基準)を満たす釣糸ガイドであっても、ユーザには見た目により、分岐箇所Aの中心部分が密閉されたものが良品であり、空隙であるものが不良品であると判断されかねない。
【0010】
そこで本発明は、分岐箇所の空隙の有無を統一し、製造ばらつきがなく、軽量化された強化繊維を含浸する樹脂材料により形成された釣糸ガイド及び、その釣糸ガイドを備える釣竿を提供することを目的とする。
【課題を解決するための手段】
【0011】
上記目的を達成するために、本発明に従う実施形態の釣糸ガイドは、釣糸を案内する釣糸案内部と、該釣糸案内部の端部から一方に延伸し先端に固定部が設けられた第1の脚部と、前記釣糸案内部の端部又は前記第1の脚部のいずれかから分岐して他方に延伸し先端に固定部が設けられた第2の脚部と、が一体的に構成される釣糸ガイドであって、前記釣糸案内部及び前記第1の脚部を形成する、強化繊維を含む複数のシート状の合成樹脂が積層された第1の繊維強化樹脂層と、前記分岐する箇所まで前記第1の繊維強化樹脂層と固着し、前記釣糸案内部及び前記第2の脚部を形成する前記合成樹脂が積層された第2の繊維強化樹脂層と、前記第1の脚部から前記分岐する箇所を経て前記第2の脚部に至り、前記第1の繊維強化樹脂層と第2の繊維強化樹脂層とに固着される前記合成樹脂が積層された第3の繊維強化樹脂層と、前記第1の繊維強化樹脂層乃至前記第3の繊維強化樹脂層で囲まれる前記分岐する箇所内に位置する分岐間隙部材と、を具備する。
【発明の効果】
【0012】
本発明によれば、分岐箇所の空隙の有無を統一し、製造ばらつきがなく、強化繊維を含浸する樹脂材料により形成された高強度で軽量化された釣糸ガイド及び、その釣糸ガイドを備える釣竿を提供することができる。
【図面の簡単な説明】
【0013】
【図1】図1は、本発明の一実施形態に係る釣糸ガイドを備える釣竿の外観構成を示す図である。
【図2】図2は、第1の実施形態における釣糸ガイドの外観構成を示す図である。
【図3】図3は、釣糸ガイドの断面構造を説明するための図である。
【図4】図4は、釣糸ガイドにおける分岐箇所を拡大して示す図である。
【図5】図5は、釣糸ガイドを形成するプレス成形による製造を概念的に示す図である。
【図6】図6(a)は、プレス成形により製造された釣糸ガイドを含む硬化されたプリプレグの外観構成を示し、図6(b)は、その硬化されたプリプレグの分岐箇所を透視した構成を示す図である。
【図7】図7(a)は、第1の実施形態における第1の変形例の分岐間隙部材を示す図、図7(b)は、第2の変形例の分岐間隙部材を示す図、図7(c)は、第3の変形例の分岐間隙部材を示す図である。
【図8】図8は、第2の実施形態における釣糸ガイドにおける分岐箇所を拡大して示す図である。
【図9】図9は、第2の実施形態における釣糸ガイドを形成するプレス成形について説明するための図である。
【図10】図10は、第3の実施形態における釣糸ガイドにおける分岐箇所を拡大して示す図である。
【図11】図11は、従来の釣糸ガイドにおける分岐箇所を拡大して示す図である。
【図12】図12は、釣糸ガイドの脚部の変形例の一例を示す図である。
【発明を実施するための形態】
【0014】
以下、図面を参照して本発明の実施形態について詳細に説明する。
[第1の実施形態]
図1は、本発明の一実施形態に係る釣糸ガイドを備える釣竿の外観構成を示す図、図2は、第1の実施形態における釣糸ガイドの外観構成を示す図、図3は、釣糸ガイドの断面構造を説明するための図である。
【0015】
本実施形態の釣竿1は、バット2のリールシート3に図示しない両軸リール(又はベイトリール)を搭載するタイプであり、竿本体4の上面には複数の釣糸ガイド5 が間隔を空けて設けられ、竿先にはトップガイド6が設けられている。以下の説明において、釣竿の竿先側を前方とし、竿尻側を後方とする。
【0016】
この釣糸ガイド5は、後述する樹脂を含浸した繊維強化樹脂材料により形成されたフレーム8と、SiC等からなるガイドリング7とで構成されている。ガイドリング7は、フレーム8の上部に設けられた環形状のリング保持部(釣糸案内部)8aに嵌め込まれている。尚、以下を含む各実施形態において、リング保持部8aは、円、楕円、長丸、トラック形等の環状であり、その端部とは、周端上の全て、例えば、上端、下端、側端を含んでいる。
【0017】
図2は、一例として、2脚の支脚部8b,8cを有する釣糸ガイド5を示している。これらの支脚部8b,8cは、釣糸(道糸)を釣竿から所定の距離を離間させるための高さ(長さ)を有している。本実施形態の説明にあたり、図3に示す釣糸ガイドの2脚のうち、リング保持部(釣糸案内部)8aから略直線的に延びて、固定部に繋がる脚を竿に固定するための主脚部(第1の脚部)8cと称する。また、他方のリング保持部8aから分岐して固定部に繋がる脚を、主脚部8cを支持し且つ糸がらみを防止するための補助脚部(第2の脚部)8bと称する。勿論、釣糸ガイド5は、いずれの脚部を竿先又は竿尻に向けて固定してもよく、脚部における主又は補助の関係は限定されるものではない。
【0018】
主脚部8cは、リング保持部8aの途中2箇所からフレーム面に沿って延伸して、軽量化を図る肉抜きによるV字形状を成し、水平に屈曲して固定部8eに繋がっている。補助脚部8bは、リング保持部8aの途中2箇所から斜め下方に分岐箇所Aで分岐して、釣糸の絡まりを防止するガイドを行うためにV字形状を成し、水平に屈曲して固定部8dに繋がっている。それぞれの固定部8d,8eは、釣竿の所定位置に載置し、糸を巻き付けて固定され、糸表面から樹脂等によりラッピング及びコーティング処理が施される。
【0019】
図4は、釣糸ガイドにおける分岐箇所を拡大して示す断面図である。フレーム8は、図4に示すように、複数のプリプレグが積み重ねられた積層シート11(第1の繊維強化樹脂層)、積層シート12(第2の繊維強化樹脂層)及び積層シート13(第3の繊維強化樹脂層)を当接して熱硬化されて形成される。これらのプリプレグは、多数の強化繊維例えば、炭素繊維が同一方向に配列した引き揃え又は、平織り等に編み込まれて、熱加工により硬化するマトリックス樹脂に含浸されたシート部材である。これらのシート部材は、フレーム8が設計値に基づく強度を有するように、強化繊維の繊維方向を複数の方向となるように組み合わせて重ね合わされている。この場合、繊維方向に沿う方向の強度が高くなる。尚、強化繊維が平織り等に編み込まれたプリプレグを使用する場合には、その編み幅は、仕上がり寸法が最小幅のフレーム部位、例えば、補助脚部8bの幅よりも狭い幅とする。
【0020】
また、分岐箇所Aにおける主脚部8cと補助脚部8bとの曲がり半径(R)は、少なくとも強化繊維に折れなどの損傷が生じない程度が好ましい。この程度は、使用される強化繊維の材質、繊維径、繊維の配列方向(引き揃え方向)等により異なり、種々の数値となる。ガイドに用いる場合には、主脚部8cの層厚t1とし、補助脚部8bの層厚t2とすると、半径Rは、t1及びt2よりも大きく、例えば、半径Rは2mm以上が好ましい。
【0021】
本実施形態における強化繊維としては、炭素繊維の他に、硝子繊維、アラミド繊維、金属繊維、又は合成樹脂繊維等を用いることが可能である。また、マトリックス樹脂としては、熱硬化樹脂又は、熱可塑性樹脂が適用でき、例えば、エポキシ樹脂、ポリアミド樹脂、フェノール樹脂、不飽和ポリエステル樹脂等を用いることができる。分岐間隙部材14としては、他の部材として、マトリックス樹脂ほどの剛性は無いが、ABS樹脂、合成ゴム、発砲材等を適用することもできる。但し、他の部材においては、マトリックス樹脂の硬化温度では溶解しない部材が好ましい。フレームを形成する繊維強化樹脂層よりも剛性の小さい材料により、変形容易となり、破損し難いガイドとすることができる。
【0022】
前述した図11に示す分岐箇所Aは、3組の積層シート11,12,13が3方向より当接し合うように貼り合わされて熱硬化されている。従来の分岐箇所Aは、空隙が生じる又は、余分な樹脂の滲み出により密封されている。
【0023】
この分岐箇所Aは、装着した釣竿が曲がった場合に、2脚間を狭め、釣糸がリング保持部8aを固定部から引き離す(支脚部を引っ張る)方向に引き上げられる第1の作用又は、2脚間を拡げ、釣糸がリング保持部8aを下方向で固定部側に押し付ける第2の作用のいずれかが発生する。つまり、釣糸ガイドを釣竿の下側に配置して、スピニングリールを用いた釣竿は、釣糸に負荷が掛かり下方に屈曲した場合、第1の作用が働く。一方、釣糸ガイドを釣竿の上側に配置して、両軸リールを用いた釣竿は、釣糸に負荷が掛かり下方に屈曲した場合、第2の作用が働く。これらの作用は、釣糸に掛かる負荷の変化により、釣竿の屈曲状態が変化し、且つ釣糸から直接的に掛かる負荷も変化するため、釣糸ガイド5には強弱又は振動的に変化する負荷が掛かっている。これらの負荷により、分岐箇所Aの3組の積層シート11,12,13のそれぞれの接合面には、押し付ける又は引き剥がす力が働く。
【0024】
そこで本実施形態では、図4に示すように、分岐箇所Aの空隙をシート部材と同等な樹脂材料からなる分岐間隙部材14で充填するように一体的に設ける。この分岐間隙部材14は、積層シート11,12,13の各接合面に密着(溶着)しているため、接合面間に働く力を緩和することができる。また、積層シートの接合面の間に生じる剥離又は、ひび割れを防止する。
【0025】
図5は、本実施形態の釣糸ガイドを形成するためのプレス成形による製造を概念的に示す図である。図6(a)は、プレス成形により製造された釣糸ガイドを含む硬化されたプリプレグ成形品の外観構成を示し、図6(b)は、その硬化されたプリプレグ成形品の分岐箇所を透視した構成を示す図である。
【0026】
図4及び図5を参照して、分岐間隙部材14を含む積層シート11,12,13による釣糸ガイド5の成形について説明する。
本実施形態では、プレス成形するための金型21,22,23に対して、それぞれに複数の薄いプリプレグが積み重ねられた積層シート11,12,13を装填する。これらの金型の表面には、積層シートをセットするための凹部が設けられている。金型21,22への積層シート11,12の装填保持は、機械的部品例えば、金属ツメ等で保持させてもよいし、静電吸着等の電気的に保持させてもよい。尚、成形後に積層シートを外しやすいように剥離剤を塗布させてもよい。
【0027】
次に、金型21,22,23を加工装置(図示せず)により図5に示すように、所定の位置で当接させる。その際に、各金型の凸部(先端部分)が対峙する箇所(分岐箇所)に挟み込まれるように、分岐間隙部材14を差し入れる。分岐間隙部材14は、積層シートの幅を超える長さを有するロッド形状であり、その断面が分岐箇所の内部形状に近い三角形状を用いている。分岐間隙部材14の断面は、矩形であってもよいが、熱加工時の加圧に際して、分岐間隙部材14の角部分が積層シート損傷を与えることが懸念されるため、それぞれの積層シートと平面又は曲面で接する形状が好ましい。
【0028】
冷却された金型21,22,23からプリプレグ成形品20が取り出される。図6(a)に示すようなフレーム8を含む熱硬化されたプリプレグ成形品20が形成される。また、図6(b)に示すように、分岐箇所Aには、樹脂部材14が溶解して隙間を埋めて、それぞれの積層シートに密着するように形成されている。
【0029】
このプリプレグ成形品からフレーム8を切り出す。切り出す手法としては、例として、レーザ光、ウォータジェット又は、刃具を用いた装置例えば、レーザ加工装置、ウォータージェット加工装置、樹脂NC加工装置等を用いることができる。フレーム8を切り出す手法は特に限定されるものではない。
【0030】
尚、この切り出しが行われる際に、例えば、固定部の底面を竿本体に座りがよくなるように曲面加工を施してもよいし、固定部の上面で固定用の糸の掛かりがよくなるように溝加工を施してもよい。また、フレーム8に対しては、それぞれのエッジからの割れ防止やバリを取るための面取り加工やバレル研磨加工を施してもよい。他にも、表面保護のために重量が増えない程度の膜厚で硬度のある部材(例えば、セラミック、硝子又は、(塩水による)耐腐食性を有する金属等)により被膜処理を施してもよい。その膜形成は、物理的気層成長技術(PVD:蒸着方法又はスパッタリング方法等)又は化学的気層成長技術(CVD:CVD方法)を用いることができる。
【0031】
その後、完成したフレーム8のリング保持部8aに通常の手法を用いてガイドリング7が嵌め込まれ、接着剤等で固定されている。また、使用される釣竿による負荷や釣糸の種類によっては、必ずしもガイドリングは必要ではなく、リング保持部内面を鏡面状に研磨加工してもよいし、別途、硬質部材をラミネートする表面加工を行ってもよく、釣糸を案内しやすいように加工されればよい。
【0032】
以上説明したように、本実施形態によれば、フレーム8の分岐箇所Aの中央に、樹脂材料にからなる分岐間隙部材14を各積層シート11,12,13の接合面に密着し且つ密封するように一体的に設けているため、接合面間に働く力を緩和することができる。更に、釣糸の負荷や竿の曲がりの作用による各積層シートの接合面の間に生じる剥離又は、ひび割れを防止することができる。
【0033】
次に、第1の実施形態における第1の変形例について説明する。
前述した第1の実施形態では、分岐箇所に樹脂部材のみからなる分岐間隙部材14を差し入れる構成であったが、第1の変形例として、図7(a)に示すように、強化繊維15を含む分岐間隙部材16を用いてもよい。複数の強化繊維15は、分岐間隙部材16が延伸する方向に沿って入れられることにより、フレーム8の幅方向に強度を持たせる。
また第2の変形例として、図7(b)に示すように、分岐間隙部材として、強化繊維15を含むプリプレグ17を繊維の配列方向で三角形に葛折りして使用してもよい。又は、プリプレグ17を繊維の配列方向で細長く切断し重ねて使用してもよい。
【0034】
更には、第3の変形例として、図7(c)に示すように、空隙の大きさに合わせて、強化繊維15を含むプリプレグ18を丸めて用いてもよい。
本変形例によれば、前述した第1の実施形態に対して同様な効果を有し、更に、強化繊維により強度を増大させた釣糸ガイドを提供することができる。
【0035】
[第2の実施形態]
図8は、第2の実施形態における釣糸ガイドにおける分岐箇所を拡大して示す図である。図9は、本実施形態における釣糸ガイドを形成するプレス成形について説明するための図である。本実施形態において、前述した第1の実施形態と同等の部位には、同じ参照符号を付して、その説明を省略する。
【0036】
本実施形態の釣糸ガイド31は、設計性能(製造基準)を満たす条件下で、脚部の分岐箇所Aに同一形状を成す空隙32を意図的に形成する構造である。前述したように、性能を満たす釣糸ガイドであっても、空隙の有無が混在した場合、ユーザから空隙のあるものが不良品として見なされる場合があるため、本実施形態では、分岐箇所に同一形状の空隙を意図的に形成し、空隙の有無の混在を無くしている。
図8に示すように、釣糸ガイド31の分岐箇所Aには、3つの積層シート11,12,13の各面の対向状態に合った形状、本実施形態では、略三角形状又は円形状に形成された空隙32を設けている。この空隙を設けることにより、分岐部が低剛性化して、変形しやすくなり、竿の曲がりに追随しやすく、且つ破損しにくい。
【0037】
図9は、この空隙32を形成する釣糸ガイド31の成形について説明する。
前述した第1の実施形態と同様に、プレス成形するための金型21,22,23の所定位置に、プリプレグが積み重ねられた積層シート11,12,13を装填する。次に、金型21,22,23を加工装置により図9に示すように、所定の位置で当接させる。その際に、各金型の凸部(先端部分)が対峙する箇所(分岐箇所)に挟み込まれるように、抜き型33を差し入れる。抜き型33は、断面が円形状(円柱状)を成すロッド部材であり、例えば、金属により形成されている。抜き型33を差し込んだ状態で金型21,22,23による加圧及び熱加工を行う。この熱処理において、抜き型33と積層シート11,12,13との隙間を埋めるように、各積層シートから樹脂が溶け出して充填される。
【0038】
冷却された金型21,22,23から図6(a)に示したと同様なプリプレグ成形品20が取り出される。熱硬化されたプリプレグ成形品20から抜き型33を抜き取る。その後、第1の実施形態と同様に、プリプレグ成形品からフレームを切り出す。
【0039】
本実施形態によれば、分岐箇所に画一形状の空隙が設けられた釣糸ガイド31を提供することができる。従って、分岐箇所に形状の異なる空隙の有無が混在した状態が無くなり、ユーザによる不良品と見なされる事態を防止することができる。また、画一した形状の空隙であるため、軽量化を図ったデザインとしても捕らえることができる。また、規格化された空隙は、分岐部が低剛性化して変形しやすくなり、竿の曲がりに追随しやすく、且つ破損しにくい。
【0040】
[第2の実施形態の変形例]
変形例として、金属製の抜き型33に代わって、内部が中空な三角柱形状の樹脂からなる型枠部材を用いてもよい。尚、型枠部材に用いる樹脂材料は、プリプレグに対する加熱硬化の際に、変形や溶解しない材料を選択する。また、塩等に対して耐腐食性を有する薄い金属を用いることも可能である。型枠部材は、中空な三角柱形状が好ましいが、これに限定されるものではなく、積層シートに面で接する形状であれば、他にも、中空な円、楕円などの中空な環形状であってもよい。
本変形例によれば、型枠部材を用いることにより、熱硬化されたプリプレグ成形品から抜き取らず、フレームの切り出しを行うことができる。これにより、製造工程が簡略化される。
【0041】
[第3の実施形態]
図10は、第2の実施形態における釣糸ガイドにおける分岐箇所を拡大して示す図である。本実施形態において、前述した第1の実施形態と同等の部材には同じ参照符号を付してその説明を省略する。小型魚を釣魚対象とする釣竿においては、竿に掛かる負荷が比較的小さいため、釣糸ガイドに対しても、あまり強度を求められず、軽量化が最も要求される場合がある。
【0042】
本実施形態では、積層シート(第1の繊維強化樹脂層)及び積層シート12(第2の繊維強化樹脂層)がリング保持部下の分岐箇所Aから2つの支脚部(主脚部8b,補助脚部8c)に分岐して固定部(図示せず)に繋がる釣糸ガイド41である。分岐箇所Aには、積層シート11,12に対する熱硬化加工時に、分岐間隙部材42が宛がわれて、それぞれの脚部の面に溶解して固着されている。分岐間隙部材42は、釣竿と同様な材料の前述した熱硬化樹脂又は、熱可塑性樹脂からなり、複数の強化繊維を含ませてもよい。また、プリプレグを利用してもよい。
【0043】
本実施形態によれば、支脚部の分岐箇所に分岐間隙部材42を設けたことにより、積層シート11,12の裂け又は剥がれを防止することができる。更に、小型魚を釣魚対象とする負荷が比較的小さく釣竿に搭載される釣糸ガイドに好適し、さらなる軽量化が実現できる。
尚、上述した各実施形態は、2脚の固定部を備える釣糸ガイドについて説明したが、分岐箇所を有するガイドに対して適用することができ、これ以外として、竿先に取り付けられるトップガイドの分岐箇所に対しても同様に適用し、同等の効果を得ることができる。
【0044】
以上説明したように、本発明の各実施形態によれば、釣竿の製造技術の進歩に伴い軽量化を実現した釣竿に好適する釣糸ガイドを提供できる。即ち、金属フレームを有する釣糸ガイドを、軽量化された釣竿に多数取り付けた場合、竿全体の重量を増加させるだけではなく、釣竿全体の重量バランスが悪くなる。
【0045】
これは、竿先端側には小型(元竿側に比較して)ではあるが、間隔を詰めて多数の釣糸ガイドが取り付けられている。竿自体の重量バランスから見ると従来構造の釣竿に比べて、竿先側が重くなる傾向があり、スピニングリールを使用する釣竿においては、遠投する際に、竿先の振り抜き加減が異なるため、扱いにくくなる。スピニングリールを使用する釣竿、例えば、浜から仕掛けを遠投する4m超の長さを有する投げ竿においては、少しでも飛距離を伸ばしたい要望がある。従って、飛距離は、釣竿のしなやかな柔軟性と共に、竿先の振り抜け速度が影響するため、遠投動作に、竿の撓り具合、軽量化及び重量バランスが大きく影響する。
【0046】
このような問題に対して、前述した各実施形態を適用した釣糸ガイドを適用することにより、竿全体の軽量化を実現し、及び竿の重量バランスを大きく変化させることなくこれまでと同じ投げ方で竿先の振り抜け速度の高速化を実現できる。
更に、釣糸ガイドのフレームは、釣竿の材料に近い樹脂材料を使用して形成しているため、竿に固定した際に、竿の曲がりに追随して変形するため、金属フレームの釣糸ガイドに比べて、釣竿のしなやかな柔軟性を損なわずに、所望する竿の撓り具合を実現することができる。
【0047】
尚、前述した各実施形態においては、第1,第2の脚部は、リング保持部(釣糸案内部)8aの異なる箇所の端部から、それぞれに独立して伸び出しているが、これに限定されるものではない。例えば、リング保持部(釣糸案内部)8aの同じ箇所の端部からそれぞれに独立して伸び出す構成であってもよい。
更に、図12に示すように、一方の脚部が他方の脚部より分岐して伸び出る構成であってもよい。例えば、積層シート11と積層シート12により形成されるリング保持部(釣糸案内部)8aから伸び出た第1の脚部8cの途中から分岐して第2の脚部8bが設けられる。この場合、第1の脚部8cと第2の脚部8bとの間に分岐箇所Aが生じることとなる。このような構成においても、前述した第1乃至第3の実施形態を適用して、分岐箇所の空隙に樹脂部材が充填された又は、分岐箇所に画一形状の空隙が設けられた釣糸ガイドを提供できる。
【0048】
本発明による第2の実施形態は、以下の要旨を含んでいる。
(1)環状の釣糸案内部と、該釣糸案内部の端部から延伸し先端に固定部が設けられた第1の脚部と、前記釣糸案内部から分岐して延伸し先端に固定部が設けられた第2の脚部と、が一体的に構成される釣糸ガイドであって、
前記釣糸案内部及び前記第1の脚部を形成する、強化繊維を含む複数のシート状の合成樹脂が積層された第1の繊維強化樹脂層と、
前記釣糸案内部から前記分岐する箇所まで前記第1の繊維強化樹脂層と固着し、前記釣糸案内部及び前記第2の脚部を形成する前記合成樹脂が積層された第2の繊維強化樹脂層と、
前記第1の脚部から前記分岐する箇所を経て前記第2の脚部に至り、前記第1の繊維強化樹脂層と第2の繊維強化樹脂層とに固着される前記合成樹脂が積層された第3の繊維強化樹脂層と、を具備し、
前記第1の繊維強化樹脂層乃至前記第3の繊維強化樹脂層で囲まれる前記分岐する箇所に所定の形状を成す空隙が設けられていることを特徴とする釣糸ガイド。
【0049】
(2)前記空隙は、前記第1の繊維強化樹脂層乃至前記第3の繊維強化樹脂層の熱硬化加工時に、抜き型を介在させて形成されることを特徴とする前記(1)項に記載の釣糸ガイド。
(3)前記空隙は、前記第1の繊維強化樹脂層乃至前記第3の繊維強化樹脂層の熱硬化加工時に、前記分岐箇所に挿入され、加熱時に変形や溶解しない樹脂材料又は金属材料により形成されることを特徴とする前記(1)項に記載の釣糸ガイド。
【符号の説明】
【0050】
1…釣竿、2…バット、3…リールシート、4…竿本体、5,31…釣糸ガイド、6…トップガイド、7…ガイドリング、8…フレーム、8a…リング保持部、8b…補助脚部,8c…主脚部、8d,8e…固定部、11,12,13…積層シート、14,16…分岐間隙部材、17,18…プリプレグ、19…中心部分、20…プリプレグ成形品、21,22,23…金型、32…空隙、33…抜き型。
【特許請求の範囲】
【請求項1】
釣糸を案内する釣糸案内部と、該釣糸案内部の端部から一方に延伸し先端に固定部が設けられた第1の脚部と、前記釣糸案内部の端部又は前記第1の脚部のいずれかから分岐して他方に延伸し先端に固定部が設けられた第2の脚部と、が一体的に構成される釣糸ガイドであって、
前記釣糸案内部及び前記第1の脚部を形成する、強化繊維を含む複数のシート状の合成樹脂が積層された第1の繊維強化樹脂層と、
前記分岐する箇所まで前記第1の繊維強化樹脂層と固着し、前記釣糸案内部及び前記第2の脚部を形成する前記合成樹脂が積層された第2の繊維強化樹脂層と、
前記第1の脚部から前記分岐する箇所を経て前記第2の脚部に至り、前記第1の繊維強化樹脂層と第2の繊維強化樹脂層とに固着される前記合成樹脂が積層された第3の繊維強化樹脂層と、
前記第1の繊維強化樹脂層乃至前記第3の繊維強化樹脂層で囲まれる前記分岐する箇所内に位置する分岐間隙部材と、
を具備することを特徴とする釣糸ガイド。
【請求項2】
釣糸を案内する釣糸案内部と、該釣糸案内部の端部から一方に延伸し先端に固定部が設けられた第1の脚部と、前記釣糸案内部の端部又は前記第1の脚部のいずれかから分岐して他方に延伸し先端に固定部が設けられた第2の脚部と、が一体的に構成される釣糸ガイドであって、
前記釣糸案内部及び前記第1の脚部を形成する、強化繊維を含む複数のシート状の合成樹脂が積層された第1の繊維強化樹脂層と、
前記釣糸案内部から前記分岐する箇所まで前記第1の繊維強化樹脂層と固着し、前記釣糸案内部及び前記第2の脚部を形成する前記合成樹脂が積層された第2の繊維強化樹脂層と、
前記第1の繊維強化樹脂層及び前記第2の繊維強化樹脂層における前記分岐する箇所に位置する分岐間隙部材と、
を具備することを特徴とする釣糸ガイド。
【請求項3】
前記第3の繊維強化樹脂層において、前記第1の脚部から前記分岐する箇所を経て前記第2の脚部に至る曲がり半径は、前記第1の繊維強化樹脂層及び第2の繊維強化樹脂層のそれぞれの層厚よりも大きく、少なくとも前記第3の繊維強化樹脂層内の前記強化繊維に折れが生じないことを特徴とする請求項1に記載の釣糸ガイド。
【請求項4】
前記分岐間隙部材は、複数の強化繊維が列状に配列されて熱硬化樹脂に含浸されたプリプレグにより形成されることを特徴とする請求項1又は2に記載の釣糸ガイド。
【請求項5】
環状の釣糸案内部と、該釣糸案内部の環状端部から延伸し先端に固定部が設けられた第1の脚部と、前記釣糸案内部の環状端部又は前記第1の脚部のいずれかから分岐して延伸し先端に固定部が設けられた第2の脚部と、が一体的に構成される複数の釣糸ガイドが設けられた魚釣用釣竿であって、
前記釣糸ガイドは、
前記釣糸案内部及び前記第1の脚部を形成する、強化繊維を含む複数のシート状の合成樹脂が積層された第1の繊維強化樹脂層と、
前記釣糸案内部から前記分岐する箇所まで前記第1の繊維強化樹脂層と固着し、前記釣糸案内部及び前記第2の脚部を形成する前記合成樹脂が積層された第2の繊維強化樹脂層と、
前記第1の脚部から前記分岐する箇所を経て前記第2の脚部に至り、前記第1の繊維強化樹脂層と第2の繊維強化樹脂層とに固着される前記合成樹脂が積層された第3の繊維強化樹脂層と、
前記第1の繊維強化樹脂層乃至前記第3の繊維強化樹脂層で囲まれる前記分岐する箇所内に位置する分岐間隙部材と、で構成されることを特徴とする釣糸ガイドを備える釣竿。
【請求項1】
釣糸を案内する釣糸案内部と、該釣糸案内部の端部から一方に延伸し先端に固定部が設けられた第1の脚部と、前記釣糸案内部の端部又は前記第1の脚部のいずれかから分岐して他方に延伸し先端に固定部が設けられた第2の脚部と、が一体的に構成される釣糸ガイドであって、
前記釣糸案内部及び前記第1の脚部を形成する、強化繊維を含む複数のシート状の合成樹脂が積層された第1の繊維強化樹脂層と、
前記分岐する箇所まで前記第1の繊維強化樹脂層と固着し、前記釣糸案内部及び前記第2の脚部を形成する前記合成樹脂が積層された第2の繊維強化樹脂層と、
前記第1の脚部から前記分岐する箇所を経て前記第2の脚部に至り、前記第1の繊維強化樹脂層と第2の繊維強化樹脂層とに固着される前記合成樹脂が積層された第3の繊維強化樹脂層と、
前記第1の繊維強化樹脂層乃至前記第3の繊維強化樹脂層で囲まれる前記分岐する箇所内に位置する分岐間隙部材と、
を具備することを特徴とする釣糸ガイド。
【請求項2】
釣糸を案内する釣糸案内部と、該釣糸案内部の端部から一方に延伸し先端に固定部が設けられた第1の脚部と、前記釣糸案内部の端部又は前記第1の脚部のいずれかから分岐して他方に延伸し先端に固定部が設けられた第2の脚部と、が一体的に構成される釣糸ガイドであって、
前記釣糸案内部及び前記第1の脚部を形成する、強化繊維を含む複数のシート状の合成樹脂が積層された第1の繊維強化樹脂層と、
前記釣糸案内部から前記分岐する箇所まで前記第1の繊維強化樹脂層と固着し、前記釣糸案内部及び前記第2の脚部を形成する前記合成樹脂が積層された第2の繊維強化樹脂層と、
前記第1の繊維強化樹脂層及び前記第2の繊維強化樹脂層における前記分岐する箇所に位置する分岐間隙部材と、
を具備することを特徴とする釣糸ガイド。
【請求項3】
前記第3の繊維強化樹脂層において、前記第1の脚部から前記分岐する箇所を経て前記第2の脚部に至る曲がり半径は、前記第1の繊維強化樹脂層及び第2の繊維強化樹脂層のそれぞれの層厚よりも大きく、少なくとも前記第3の繊維強化樹脂層内の前記強化繊維に折れが生じないことを特徴とする請求項1に記載の釣糸ガイド。
【請求項4】
前記分岐間隙部材は、複数の強化繊維が列状に配列されて熱硬化樹脂に含浸されたプリプレグにより形成されることを特徴とする請求項1又は2に記載の釣糸ガイド。
【請求項5】
環状の釣糸案内部と、該釣糸案内部の環状端部から延伸し先端に固定部が設けられた第1の脚部と、前記釣糸案内部の環状端部又は前記第1の脚部のいずれかから分岐して延伸し先端に固定部が設けられた第2の脚部と、が一体的に構成される複数の釣糸ガイドが設けられた魚釣用釣竿であって、
前記釣糸ガイドは、
前記釣糸案内部及び前記第1の脚部を形成する、強化繊維を含む複数のシート状の合成樹脂が積層された第1の繊維強化樹脂層と、
前記釣糸案内部から前記分岐する箇所まで前記第1の繊維強化樹脂層と固着し、前記釣糸案内部及び前記第2の脚部を形成する前記合成樹脂が積層された第2の繊維強化樹脂層と、
前記第1の脚部から前記分岐する箇所を経て前記第2の脚部に至り、前記第1の繊維強化樹脂層と第2の繊維強化樹脂層とに固着される前記合成樹脂が積層された第3の繊維強化樹脂層と、
前記第1の繊維強化樹脂層乃至前記第3の繊維強化樹脂層で囲まれる前記分岐する箇所内に位置する分岐間隙部材と、で構成されることを特徴とする釣糸ガイドを備える釣竿。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2013−102741(P2013−102741A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−249898(P2011−249898)
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000002495)グローブライド株式会社 (1,394)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月15日(2011.11.15)
【出願人】(000002495)グローブライド株式会社 (1,394)
【Fターム(参考)】
[ Back to top ]