
釣糸用モノフィラメントとその製造方法および釣糸

【課題】繊維軸方向とこれに直交する横方向の擦過に対して均等な耐擦過性を有し、実釣時の根擦れ耐久性に優れると共に、結節強伸度が向上した釣糸用モノフィラメントとその製造方法および釣糸を提供する。
【解決手段】熱可塑性樹脂モノフィラメントの表面にポリアミド系またはポリエステル系熱可塑性ホットメルト接着剤のコーティング層を形成してなり、結節強度が5.0cN/dtex以上、結節伸度が15%〜40%、且つ横方向擦過試験後の引張強力保持率が75%以上である。
【解決手段】熱可塑性樹脂モノフィラメントの表面にポリアミド系またはポリエステル系熱可塑性ホットメルト接着剤のコーティング層を形成してなり、結節強度が5.0cN/dtex以上、結節伸度が15%〜40%、且つ横方向擦過試験後の引張強力保持率が75%以上である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、繊維軸方向とこれに直交する横方向の擦過に対して均等な耐擦過性を有し、実釣時の根擦れ耐久性に優れると共に、結節強伸度が向上した釣糸用モノフィラメントとその製造方法および釣糸に関するものである。
【背景技術】
【0002】
魚釣りに使用される釣糸は、対象魚や釣りの手法により要求特性が異なり、それぞれの目的に応じた釣糸を選択または組み合わせて使用されている。
【0003】
従来の釣糸素材としては、ナイロン6、ナイロン6/66共重合体、ナイロン6/12共重合体などのポリアミド樹脂、ポリフッ化ビニリデンなどのフッ素系樹脂、ポリエチレンテレフタレートなどのポリエステル樹脂、超高分子量ポリエチレンなどのポリオレフィン樹脂などからなるモノフィラメントが広く用いられている。
【0004】
なかでもポリアミド樹脂からなる釣り糸は柔軟性、強靱性に優れ、さらには適度な伸びもあることから、例えば海用の道糸、鮎用の水中糸、へら用の道糸、ルアーライン、ハリスなどが主な用途として好ましく使用されている。
【0005】
しかしながら、ポリアミド樹脂モノフィラメントからなる釣糸は、実釣に使用する際にウキやウキ止めなどの仕掛けの移動時、釣り竿のガイド、更にリールのガイド及びスプール、水中の岩などの障害物など様々な場面で擦過され、キズが付くことによってその強度が極端に低くなってしまい、強度が低下した部分を基点に糸切れが発生しやすくなり、その結果魚を掛けた際に糸切れが発生して、せっかく掛けた魚を釣り逃してしまうという問題があった。
【0006】
したがって、ポリアミド樹脂モノフィラメントからなる釣糸には、耐摩耗性の更なる改善がしきりに求められていた。
【0007】
ポリアミド樹脂モノフィラメントからなる釣糸の耐摩耗性を改善する従来の方法としては、アミノ変性シリコーンオイルをポリアミドモノフィラメントの表面に付与した釣糸(例えば、特許文献1参照)、ポリアミド系樹脂モノフィラメントの外表面にポリシラザン透明ハードコート層および紫外線硬化型ハードコート層を有する釣糸(例えば、特許文献2参照)などが挙げられる。
【0008】
しかしながら、これらの従来技術によれば、それぞれある程度の効果が得られるものの、実釣で使用される釣糸として必要な要求特性である耐久性をすべて満足できるものではなかった。
【0009】
つまり、アミノ変性シリコーンオイルを表面に付与した釣糸は、耐久性に欠けるものであり、使用時間の経過とともに耐摩耗性が低下するものであった。
【0010】
また、表面にポリシラザン透明ハードコート層および紫外線硬化型ハードコート層を有する釣糸は、優れた耐摩耗性および根擦れ耐久性を有しているものの、表面が硬いために結節強伸度が劣るものであった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平4−4832号公報
【特許文献2】特開2007−87995号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、上述した従来技術における問題点を解決すべく検討した結果達成されたものである。
【0013】
したがって、本発明の目的は、繊維軸方向とこれに直交する横方向の擦過に対して均等な耐擦過性を有し、実釣時の根擦れ耐久性に優れると共に、結節強伸度が向上した釣糸用モノフィラメントとその製造方法および釣糸を提供することにある。
【課題を解決するための手段】
【0014】
上記目的を達成するために本発明によれば、熱可塑性樹脂モノフィラメントの表面にポリアミド系またはポリエステル系熱可塑性ホットメルト接着剤のコーティング層を形成してなり、結節強度が5.0cN/dtex以上、結節伸度が15%〜40%、且つ後述する横方向擦過試験後の引張強力保持率が75%以上であることを特徴とする釣糸用モノフィラメントが提供される。
【0015】
また、本発明の釣り糸においては、
前記モノフィラメントがポリアミド系樹脂からなること、および
前記熱可塑性ホットメルト接着剤が共重合ポリアミド系完全水系懸濁液であること
が、いずれも好ましい条件であり、これらの条件を満たすことによりさらに望ましい効果を得ることができる。
また、本発明の釣糸用モノフィラメントの製造方法は、熱可塑性樹脂モノフィラメントの表面にポリアミド系またはポリエステル系熱可塑性ホットメルト接着剤のコーティング層を形成した後、このモノフィラメントを定長または弛緩条件下、180〜200℃の温度で熱処理することを特徴とする。
さらに、本発明の釣糸は、上記の釣糸用モノフィラメントからなることを特徴とする。
【発明の効果】
【0016】
本発明によれば、以下に説明するとおり、繊維軸方向とこれに直交する横方向の擦過に対して均等な耐擦過性を有し、実釣時の根擦れ耐久性に優れると共に、結節強伸度が向上した釣糸用モノフィラメントおよび釣糸を得ることができる。
【図面の簡単な説明】
【0017】
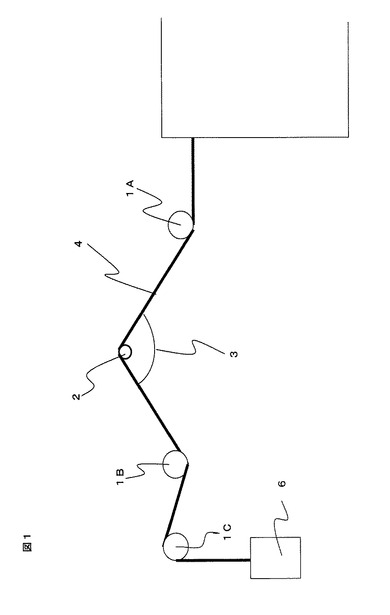
【図1】本発明で使用する擦過試験機の側面簡易説明図
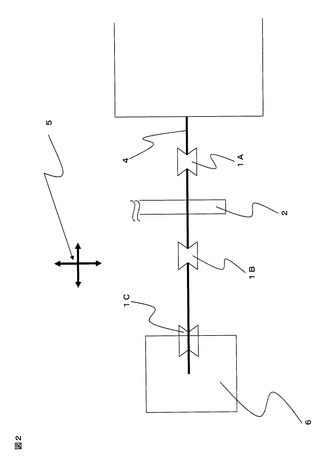
【図2】本発明で使用する擦過試験機の上面簡易説明図
【発明を実施するための形態】
【0018】
以下に本発明について具体的に説明する。
【0019】
本発明の釣糸は、熱可塑性樹脂を溶融紡糸してなるモノフィラメントからなり、その外表面に、ポリアミド系もしくはポリエステル系の熱可塑性ホットメルト接着剤のコーティング層を有することを特徴とするものである。
【0020】
本発明の釣糸用モノフィラメントを構成する合成樹脂としては、ナイロン6、ナイロン66、ナイロン610、ナイロン612、ナイロン6/66共重合体、ナイロン6/12共重合体などのポリアミド系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリプロピレンテレフタレート、ポリメチレンナフタレート、ポリブチレンナフタレートなどのポリエステル系樹脂、ポリプロピレン、低密度および高密度ポリエチレン、シンジオタクチックまたはアタクチックまたはイソタクチックポリスチレンなどのポリオレフィン系樹脂、ポリフェニレンサルファイド、ポリスチレン・ポリブタジエン・ポリスチレンブロックコポリマー、ポリスチレン・ポリイソプレン・ポリスチレンブロックコポリマーなどのスチレン系エラストマー、エチレン・プロピレン・ジエチレンコポリマーなどのオレフィン系ゴムとポリプロピレンまたはエチレンなどのポリオレフィンとのブレンドなどのポリオレフィン系エラストマー、ポリウレタン系エラストマー、ポリエステル系エラストマー、フッ素ゴム系エラストマー、ポリエーテルエステル、ポリウレタン、ポリカーボネート、ポリアリレート、エチレンテトラフロロエチレン、ポリビニリデンフロライド、ポリフッ化ビニリデンなどのフッ素系樹脂などが挙げられるが、中でもポリアミド系樹脂およびポリフッ化ビニリデンが好ましく、特にポリアミド系樹脂が好ましく使用される。
【0021】
本発明において、モノフィラメントの外表面にコーティング層を形成するために使用されるポリアミド系またはポリエステル系熱可塑性ホットメルト接着剤としては、共重合ポリアミド系もしくは共重合ポリエステル系の完全水系懸濁液が好ましく使用され、具体的には、共重合ポリアミド系完全水系懸濁液としては、エムスケミー・ジャパン株式会社製・商品名「Griltex 2A Suspension」、「Griltex D1500A Suspension」などが、また共重合ポリエステル系完全水系懸濁液としては、エムスケミー・ジャパン株式会社製・商品名「Griltex D1377E Suspension」、「Griltex 9E Suspension」などの市販品を適用することにより、コーティング層を形成することができる。
【0022】
ここで、ホットメルト接着剤のモノフィラメント外表面へのコーティング方法には特に限定されず、公知の方法を適用することができる。たとえば、ロールコーティング、スプレーコート、浸漬コーティングなどの方法が挙げられるが、本発明によれば浸漬コーティング方法を適用するのが望ましい。
【0023】
ただし、モノフィラメントの表面にポリアミド系またはポリエステル系熱可塑性ホットメルト接着剤のコーティング層を形成した後には、このモノフィラメントを定長または弛緩条件下、180〜200℃の温度で熱処理することが重要である。
【0024】
つまり、定長または弛緩条件下、180℃〜200℃の温度で熱処理を行なうことにより、熱可塑性樹脂モノフィラメントに塗布されたホットメルト接着剤の水分が除かれ、ホットメルト接着剤の樹脂成分である共重合ポリアミドまたは共重合ポリエステル樹脂の微粒子が、均一に熱可塑性樹脂モノフィラメントの表面に付着することになるため、コーティング層の溶融被覆が均一に行なわれるのである。
【0025】
また、こうして得られた本発明の釣糸用モノフィラメントは、分子構造が安定し、目的とする効果を遺憾なく発揮することとなる。
【0026】
ここで、上記熱処理を180℃の温度以下で行なった場合には、熱可塑性樹脂モノフィラメントに塗布されたホットメルト接着剤の樹脂成分の微粒子が途切れてしまい、均一な溶融被覆がなされないため好ましくない。逆に、熱処理温度が200℃を超える場合には、熱可塑性樹脂モノフィラメント自体に熱がかかりすぎるため、強度低下を引き起こすため好ましくない。また、熱処理は定長または弛緩条件下に行う必要があり、緊張下に行った場合は、モノフィラメントが切れてしまう可能性があるため好ましくない。
【0027】
かくして得られる本発明の釣糸用モノフィラメントは、下記の方法で測定した横方向擦過試験後の引張強力保持率が75%以上と優れた耐摩耗性を有し、結節強度が5.0cN/dtex以上、結節伸度が15%〜40%と優れた結節強伸度を有するものである。
【0028】
ここで、本発明の横方向擦過試験後の引張強力保持率の測定方法を図1にしたがって説明する。
【0029】
すなわち、擦過試験方法はまず2個のフリーローラー(ローラー間距離:70mm)1A、1Bを底辺として、擦過体2(仕上げ用丸ヤスリ:NTカッター社製RE−310P)を頂点とする二等辺三角形の頂点角度3が120°になる位置に、前記擦過体2をセットし、一端側を固定したモノフィラメント4を、一方のフリーローラー1Aの下側、擦過体2の上側、他方のフリーローラー1Bの下側、更に糸道規制用フリーローラー1Cの上側の順になるようにセットする。
【0030】
一方、このモノフィラメント4の多端側に、このモノフィラメントの繊度(dtex)に対して0.196cN/dtexの荷重6を掛けてセットする。
【0031】
この状態で擦過体2をモノフィラメント4の繊維軸に対して垂直方向(b−b方向)に速度30往復/1分、移動距離:25mm/片道の条件で、移動方向5へと10往復擦過させた後、モノフィラメント4を取り出して、その引張強力をJIS L1013の規定に準じて測定する。
【0032】
この測定値から擦過前の引張強力に対する強力保持率(%)を算出し、この値を横方向擦過試験後の引張強力保持率とする。
【0033】
本発明の釣糸用モノフィラメントにおいては、上記の方法で測定した横方向擦過試験後の引張強力保持率が75%〜100%、特に80%〜100%の範囲にあることが好ましい。
【0034】
強力保持率が75%を下回ると、魚を掛けたときに起こる釣り糸の繊維軸に直交する横方向の擦れに対しての磨耗性が低くなり、せっかく掛けた魚を釣り逃がしてしまうことになりかねない。また反対に引張強力保持率が100%を超える場合は測定誤差以外では考えられない。
【実施例】
【0035】
以下に、本発明の釣糸用モノフィラメントを実施例に基づいてさらに詳しく説明する。なお本発明に関わる釣り糸の評価は下記の方法で実施した。
【0036】
[直径測定]
MITUTOYO社製「デジタルマイクロメータ」を使用し、モノフィラメントの直径をその長さ方向に沿って5箇所無作為に測定し、その平均値を求めた。
【0037】
[結節破断強度測定]
JIS L1013の規定に準じて、モノフィラメントを20℃、65%RHの温湿度調整室で24時間以上放置後、株式会社オリエンテック社製「テンシロンUTM−4−100型」引張試験機を使用して、試長250mm、引張速度300mm/分の条件で結節破断強力を1サンプルにつき5回測定し、その平均値を求め強度を算出した。
【0038】
[結節破断伸度測定]
上記結節破断強度測定の項目で説明した方法と同様に測定し、その平均値を求め伸度を算出した。
【0039】
[横方向擦過試験後の強力保持率測定]
上記結節破断強度測定の項目で説明した方法と同様に測定した。
【0040】
[実釣評価]
複数の釣り人に、実施例および比較例で得られた釣糸をバス釣り用道糸、磯釣り用道糸として使用してもらい、耐根擦れ性について次の2段階で評価を行った。
○:三日間連続で同じ糸を使い、実釣評価を行ったが三日使用後の糸の表面に微キズの発生もなく使用前と変わらぬ状態であった。さらに魚を掛けた時の横方向の擦れに対しても糸切れすることもなく、また結節強度も問題なく、快適に使用ができた。
×:三日間連続で同じ糸を使用して、三日使用後の糸の表面に微キズが発生してザラついた感じが見られるばかりか、魚を掛けた時の横方向の擦れに対しても瞬間的に釣り糸が切れてしまい魚を逃がしてしまう場合も見られたため、快適とは言えない使用感であった。
【0041】
[実施例1]
6/66共重合ナイロン樹脂(東レ株式会社製M6151:融点212℃:相対粘度4.65)をエクストルーダー型紡糸機に供給し、270℃で溶融混練した後、孔径1.5mmのノズルから押出紡出させ、短い気体ゾーンを通過した後、直ちに温度10℃の冷水中で冷却固化させ未延伸モノフィラメントを得た。
【0042】
冷却した未延伸モノフィラメントを、100℃の水蒸気延伸浴中で3.8倍に延伸し、更に200℃の乾熱浴中で1.74倍に延伸(全延伸倍率6.6倍)した後、引き続いて180℃の乾熱浴中に処理倍率0.9倍で通過させ熱処理を施すことにより、直径0.205mmのナイロンモノフィラメントを得た。
【0043】
次いで、得られたモノフィラメントを、完全水系・共重合ポリアミドサスペンジョン(エムスケミー・ジャパン株式会社製Griltex 2A Suspension)に浸漬した後、180℃の温度で定長熱処理した。得られたモノフィラメントの評価結果を表1に示す。
【0044】
[実施例2]
前記ナイロンモノフィラメントの素材を6ナイロン樹脂(東レ株式会社製M1041:融点223℃、相対粘度4.30)に変更した以外は、実施例1に準じてモノフィラメントを作製した。得られたモノフィラメントの評価結果を表1に示す。
【0045】
[実施例3]
実施例1において、完全水系・共重合ポリアミドサスペンジョンを、完全水系・共重合ポリエステルサスペンジョン(エムスケミー・ジャパン株式会社製Griltex 9E Suspension)に変更した以外は、実施例1に準じてモノフィラメントを作製した。得られたモノフィラメントの評価結果を表1に示す。
【0046】
[実施例4]
実施例2において、完全水系・共重合ポリアミドサスペンジョンを、完全水系・共重合ポリエステルサスペンジョンに変更した以外は、実施例2に準じてモノフィラメントを作製した。得られたモノフィラメントの評価結果を表1に示す。
【0047】
[比較例1]
実施例1において、完全水系・共重合ポリアミドサスペンジョンをコーティングしないこと以外は、実施例1に準じてモノフィラメントを作製した。得られたモノフィラメントの評価結果を表1に示す。
【0048】
[比較例2]
実施例2において、完全水系・共重合ポリアミドサスペンジョンをコーティングしないこと以外は、実施例2に準じてモノフィラメントを作製した。得られたモノフィラメントの評価結果を表1に示す。
【0049】
[比較例3]
モノフィラメントの表面に完全水系・共重合ポリアミドサスペンジョンの代わりに、アミノ当量2000のシリコーンオイルの乳化剤を用いて濃度5%の水性エマルジョンとした溶液をコーティングした以外は、実施例1と同様にして、モノフィラメントを作製した。得られたモノフィラメントの評価結果を表1に示す。
【0050】
【表1】

【0051】
表1の結果から明らかなように、本発明のモノフィラメントは(実施例1〜4)は、いずれも耐久性に優れ、表面の凹凸の激しい擦過体に対する耐擦過性だけでなく、結節強度や結節伸度が優れていることから、実釣時に安心且つ快適に使用することができるものである。
【0052】
一方、本発明の条件を満たさないモノフィラメントは、上記効果を十分には発揮せず、例えば、コーティング層がない従来のモノフィラメント(比較例1〜2)は、耐久性に劣り、表面の凹凸の激しい擦過体に対して耐擦過性がなくキズが付き易いものであり、結節強伸度も本発明のモノフィラメントに比べ劣るものであった。
【0053】
さらに、アミノ当量2000のシリコーンオイルの乳化剤層を有したモノフィラメント(比較例3)は、コーティング層がない従来のモノフィラメントに比べると耐久性および耐擦過性はやや優れるが、本発明のモノフィラメントと比べるとやはり劣るものであった。
【産業上の利用可能性】
【0054】
以上、説明したとおり、本発明の釣糸用モノフィラメントは、繊維軸方向とこれに直交する横方向の擦過に対して均等な耐擦過性を有し、実釣時の根擦れ耐久性に優れると共に、結節強伸度が向上したものであることから、釣糸として好適に使用することができる。つまり、本発明の釣糸によれば、水中に存在する岩などの凹凸の激しい擦過体に対する繊維軸方向およびそれに直交する横方向の擦れに対して優れた耐久性を発揮するため、良好な釣果を期待することができる。
【符号の説明】
【0055】
1 フリーローラー
2 擦過体
3 頂点角度
4 モノフィラメント
5 移動方向
6 荷重
【技術分野】
【0001】
本発明は、繊維軸方向とこれに直交する横方向の擦過に対して均等な耐擦過性を有し、実釣時の根擦れ耐久性に優れると共に、結節強伸度が向上した釣糸用モノフィラメントとその製造方法および釣糸に関するものである。
【背景技術】
【0002】
魚釣りに使用される釣糸は、対象魚や釣りの手法により要求特性が異なり、それぞれの目的に応じた釣糸を選択または組み合わせて使用されている。
【0003】
従来の釣糸素材としては、ナイロン6、ナイロン6/66共重合体、ナイロン6/12共重合体などのポリアミド樹脂、ポリフッ化ビニリデンなどのフッ素系樹脂、ポリエチレンテレフタレートなどのポリエステル樹脂、超高分子量ポリエチレンなどのポリオレフィン樹脂などからなるモノフィラメントが広く用いられている。
【0004】
なかでもポリアミド樹脂からなる釣り糸は柔軟性、強靱性に優れ、さらには適度な伸びもあることから、例えば海用の道糸、鮎用の水中糸、へら用の道糸、ルアーライン、ハリスなどが主な用途として好ましく使用されている。
【0005】
しかしながら、ポリアミド樹脂モノフィラメントからなる釣糸は、実釣に使用する際にウキやウキ止めなどの仕掛けの移動時、釣り竿のガイド、更にリールのガイド及びスプール、水中の岩などの障害物など様々な場面で擦過され、キズが付くことによってその強度が極端に低くなってしまい、強度が低下した部分を基点に糸切れが発生しやすくなり、その結果魚を掛けた際に糸切れが発生して、せっかく掛けた魚を釣り逃してしまうという問題があった。
【0006】
したがって、ポリアミド樹脂モノフィラメントからなる釣糸には、耐摩耗性の更なる改善がしきりに求められていた。
【0007】
ポリアミド樹脂モノフィラメントからなる釣糸の耐摩耗性を改善する従来の方法としては、アミノ変性シリコーンオイルをポリアミドモノフィラメントの表面に付与した釣糸(例えば、特許文献1参照)、ポリアミド系樹脂モノフィラメントの外表面にポリシラザン透明ハードコート層および紫外線硬化型ハードコート層を有する釣糸(例えば、特許文献2参照)などが挙げられる。
【0008】
しかしながら、これらの従来技術によれば、それぞれある程度の効果が得られるものの、実釣で使用される釣糸として必要な要求特性である耐久性をすべて満足できるものではなかった。
【0009】
つまり、アミノ変性シリコーンオイルを表面に付与した釣糸は、耐久性に欠けるものであり、使用時間の経過とともに耐摩耗性が低下するものであった。
【0010】
また、表面にポリシラザン透明ハードコート層および紫外線硬化型ハードコート層を有する釣糸は、優れた耐摩耗性および根擦れ耐久性を有しているものの、表面が硬いために結節強伸度が劣るものであった。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特開平4−4832号公報
【特許文献2】特開2007−87995号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
本発明は、上述した従来技術における問題点を解決すべく検討した結果達成されたものである。
【0013】
したがって、本発明の目的は、繊維軸方向とこれに直交する横方向の擦過に対して均等な耐擦過性を有し、実釣時の根擦れ耐久性に優れると共に、結節強伸度が向上した釣糸用モノフィラメントとその製造方法および釣糸を提供することにある。
【課題を解決するための手段】
【0014】
上記目的を達成するために本発明によれば、熱可塑性樹脂モノフィラメントの表面にポリアミド系またはポリエステル系熱可塑性ホットメルト接着剤のコーティング層を形成してなり、結節強度が5.0cN/dtex以上、結節伸度が15%〜40%、且つ後述する横方向擦過試験後の引張強力保持率が75%以上であることを特徴とする釣糸用モノフィラメントが提供される。
【0015】
また、本発明の釣り糸においては、
前記モノフィラメントがポリアミド系樹脂からなること、および
前記熱可塑性ホットメルト接着剤が共重合ポリアミド系完全水系懸濁液であること
が、いずれも好ましい条件であり、これらの条件を満たすことによりさらに望ましい効果を得ることができる。
また、本発明の釣糸用モノフィラメントの製造方法は、熱可塑性樹脂モノフィラメントの表面にポリアミド系またはポリエステル系熱可塑性ホットメルト接着剤のコーティング層を形成した後、このモノフィラメントを定長または弛緩条件下、180〜200℃の温度で熱処理することを特徴とする。
さらに、本発明の釣糸は、上記の釣糸用モノフィラメントからなることを特徴とする。
【発明の効果】
【0016】
本発明によれば、以下に説明するとおり、繊維軸方向とこれに直交する横方向の擦過に対して均等な耐擦過性を有し、実釣時の根擦れ耐久性に優れると共に、結節強伸度が向上した釣糸用モノフィラメントおよび釣糸を得ることができる。
【図面の簡単な説明】
【0017】
【図1】本発明で使用する擦過試験機の側面簡易説明図
【図2】本発明で使用する擦過試験機の上面簡易説明図
【発明を実施するための形態】
【0018】
以下に本発明について具体的に説明する。
【0019】
本発明の釣糸は、熱可塑性樹脂を溶融紡糸してなるモノフィラメントからなり、その外表面に、ポリアミド系もしくはポリエステル系の熱可塑性ホットメルト接着剤のコーティング層を有することを特徴とするものである。
【0020】
本発明の釣糸用モノフィラメントを構成する合成樹脂としては、ナイロン6、ナイロン66、ナイロン610、ナイロン612、ナイロン6/66共重合体、ナイロン6/12共重合体などのポリアミド系樹脂、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリエチレンナフタレート、ポリプロピレンテレフタレート、ポリメチレンナフタレート、ポリブチレンナフタレートなどのポリエステル系樹脂、ポリプロピレン、低密度および高密度ポリエチレン、シンジオタクチックまたはアタクチックまたはイソタクチックポリスチレンなどのポリオレフィン系樹脂、ポリフェニレンサルファイド、ポリスチレン・ポリブタジエン・ポリスチレンブロックコポリマー、ポリスチレン・ポリイソプレン・ポリスチレンブロックコポリマーなどのスチレン系エラストマー、エチレン・プロピレン・ジエチレンコポリマーなどのオレフィン系ゴムとポリプロピレンまたはエチレンなどのポリオレフィンとのブレンドなどのポリオレフィン系エラストマー、ポリウレタン系エラストマー、ポリエステル系エラストマー、フッ素ゴム系エラストマー、ポリエーテルエステル、ポリウレタン、ポリカーボネート、ポリアリレート、エチレンテトラフロロエチレン、ポリビニリデンフロライド、ポリフッ化ビニリデンなどのフッ素系樹脂などが挙げられるが、中でもポリアミド系樹脂およびポリフッ化ビニリデンが好ましく、特にポリアミド系樹脂が好ましく使用される。
【0021】
本発明において、モノフィラメントの外表面にコーティング層を形成するために使用されるポリアミド系またはポリエステル系熱可塑性ホットメルト接着剤としては、共重合ポリアミド系もしくは共重合ポリエステル系の完全水系懸濁液が好ましく使用され、具体的には、共重合ポリアミド系完全水系懸濁液としては、エムスケミー・ジャパン株式会社製・商品名「Griltex 2A Suspension」、「Griltex D1500A Suspension」などが、また共重合ポリエステル系完全水系懸濁液としては、エムスケミー・ジャパン株式会社製・商品名「Griltex D1377E Suspension」、「Griltex 9E Suspension」などの市販品を適用することにより、コーティング層を形成することができる。
【0022】
ここで、ホットメルト接着剤のモノフィラメント外表面へのコーティング方法には特に限定されず、公知の方法を適用することができる。たとえば、ロールコーティング、スプレーコート、浸漬コーティングなどの方法が挙げられるが、本発明によれば浸漬コーティング方法を適用するのが望ましい。
【0023】
ただし、モノフィラメントの表面にポリアミド系またはポリエステル系熱可塑性ホットメルト接着剤のコーティング層を形成した後には、このモノフィラメントを定長または弛緩条件下、180〜200℃の温度で熱処理することが重要である。
【0024】
つまり、定長または弛緩条件下、180℃〜200℃の温度で熱処理を行なうことにより、熱可塑性樹脂モノフィラメントに塗布されたホットメルト接着剤の水分が除かれ、ホットメルト接着剤の樹脂成分である共重合ポリアミドまたは共重合ポリエステル樹脂の微粒子が、均一に熱可塑性樹脂モノフィラメントの表面に付着することになるため、コーティング層の溶融被覆が均一に行なわれるのである。
【0025】
また、こうして得られた本発明の釣糸用モノフィラメントは、分子構造が安定し、目的とする効果を遺憾なく発揮することとなる。
【0026】
ここで、上記熱処理を180℃の温度以下で行なった場合には、熱可塑性樹脂モノフィラメントに塗布されたホットメルト接着剤の樹脂成分の微粒子が途切れてしまい、均一な溶融被覆がなされないため好ましくない。逆に、熱処理温度が200℃を超える場合には、熱可塑性樹脂モノフィラメント自体に熱がかかりすぎるため、強度低下を引き起こすため好ましくない。また、熱処理は定長または弛緩条件下に行う必要があり、緊張下に行った場合は、モノフィラメントが切れてしまう可能性があるため好ましくない。
【0027】
かくして得られる本発明の釣糸用モノフィラメントは、下記の方法で測定した横方向擦過試験後の引張強力保持率が75%以上と優れた耐摩耗性を有し、結節強度が5.0cN/dtex以上、結節伸度が15%〜40%と優れた結節強伸度を有するものである。
【0028】
ここで、本発明の横方向擦過試験後の引張強力保持率の測定方法を図1にしたがって説明する。
【0029】
すなわち、擦過試験方法はまず2個のフリーローラー(ローラー間距離:70mm)1A、1Bを底辺として、擦過体2(仕上げ用丸ヤスリ:NTカッター社製RE−310P)を頂点とする二等辺三角形の頂点角度3が120°になる位置に、前記擦過体2をセットし、一端側を固定したモノフィラメント4を、一方のフリーローラー1Aの下側、擦過体2の上側、他方のフリーローラー1Bの下側、更に糸道規制用フリーローラー1Cの上側の順になるようにセットする。
【0030】
一方、このモノフィラメント4の多端側に、このモノフィラメントの繊度(dtex)に対して0.196cN/dtexの荷重6を掛けてセットする。
【0031】
この状態で擦過体2をモノフィラメント4の繊維軸に対して垂直方向(b−b方向)に速度30往復/1分、移動距離:25mm/片道の条件で、移動方向5へと10往復擦過させた後、モノフィラメント4を取り出して、その引張強力をJIS L1013の規定に準じて測定する。
【0032】
この測定値から擦過前の引張強力に対する強力保持率(%)を算出し、この値を横方向擦過試験後の引張強力保持率とする。
【0033】
本発明の釣糸用モノフィラメントにおいては、上記の方法で測定した横方向擦過試験後の引張強力保持率が75%〜100%、特に80%〜100%の範囲にあることが好ましい。
【0034】
強力保持率が75%を下回ると、魚を掛けたときに起こる釣り糸の繊維軸に直交する横方向の擦れに対しての磨耗性が低くなり、せっかく掛けた魚を釣り逃がしてしまうことになりかねない。また反対に引張強力保持率が100%を超える場合は測定誤差以外では考えられない。
【実施例】
【0035】
以下に、本発明の釣糸用モノフィラメントを実施例に基づいてさらに詳しく説明する。なお本発明に関わる釣り糸の評価は下記の方法で実施した。
【0036】
[直径測定]
MITUTOYO社製「デジタルマイクロメータ」を使用し、モノフィラメントの直径をその長さ方向に沿って5箇所無作為に測定し、その平均値を求めた。
【0037】
[結節破断強度測定]
JIS L1013の規定に準じて、モノフィラメントを20℃、65%RHの温湿度調整室で24時間以上放置後、株式会社オリエンテック社製「テンシロンUTM−4−100型」引張試験機を使用して、試長250mm、引張速度300mm/分の条件で結節破断強力を1サンプルにつき5回測定し、その平均値を求め強度を算出した。
【0038】
[結節破断伸度測定]
上記結節破断強度測定の項目で説明した方法と同様に測定し、その平均値を求め伸度を算出した。
【0039】
[横方向擦過試験後の強力保持率測定]
上記結節破断強度測定の項目で説明した方法と同様に測定した。
【0040】
[実釣評価]
複数の釣り人に、実施例および比較例で得られた釣糸をバス釣り用道糸、磯釣り用道糸として使用してもらい、耐根擦れ性について次の2段階で評価を行った。
○:三日間連続で同じ糸を使い、実釣評価を行ったが三日使用後の糸の表面に微キズの発生もなく使用前と変わらぬ状態であった。さらに魚を掛けた時の横方向の擦れに対しても糸切れすることもなく、また結節強度も問題なく、快適に使用ができた。
×:三日間連続で同じ糸を使用して、三日使用後の糸の表面に微キズが発生してザラついた感じが見られるばかりか、魚を掛けた時の横方向の擦れに対しても瞬間的に釣り糸が切れてしまい魚を逃がしてしまう場合も見られたため、快適とは言えない使用感であった。
【0041】
[実施例1]
6/66共重合ナイロン樹脂(東レ株式会社製M6151:融点212℃:相対粘度4.65)をエクストルーダー型紡糸機に供給し、270℃で溶融混練した後、孔径1.5mmのノズルから押出紡出させ、短い気体ゾーンを通過した後、直ちに温度10℃の冷水中で冷却固化させ未延伸モノフィラメントを得た。
【0042】
冷却した未延伸モノフィラメントを、100℃の水蒸気延伸浴中で3.8倍に延伸し、更に200℃の乾熱浴中で1.74倍に延伸(全延伸倍率6.6倍)した後、引き続いて180℃の乾熱浴中に処理倍率0.9倍で通過させ熱処理を施すことにより、直径0.205mmのナイロンモノフィラメントを得た。
【0043】
次いで、得られたモノフィラメントを、完全水系・共重合ポリアミドサスペンジョン(エムスケミー・ジャパン株式会社製Griltex 2A Suspension)に浸漬した後、180℃の温度で定長熱処理した。得られたモノフィラメントの評価結果を表1に示す。
【0044】
[実施例2]
前記ナイロンモノフィラメントの素材を6ナイロン樹脂(東レ株式会社製M1041:融点223℃、相対粘度4.30)に変更した以外は、実施例1に準じてモノフィラメントを作製した。得られたモノフィラメントの評価結果を表1に示す。
【0045】
[実施例3]
実施例1において、完全水系・共重合ポリアミドサスペンジョンを、完全水系・共重合ポリエステルサスペンジョン(エムスケミー・ジャパン株式会社製Griltex 9E Suspension)に変更した以外は、実施例1に準じてモノフィラメントを作製した。得られたモノフィラメントの評価結果を表1に示す。
【0046】
[実施例4]
実施例2において、完全水系・共重合ポリアミドサスペンジョンを、完全水系・共重合ポリエステルサスペンジョンに変更した以外は、実施例2に準じてモノフィラメントを作製した。得られたモノフィラメントの評価結果を表1に示す。
【0047】
[比較例1]
実施例1において、完全水系・共重合ポリアミドサスペンジョンをコーティングしないこと以外は、実施例1に準じてモノフィラメントを作製した。得られたモノフィラメントの評価結果を表1に示す。
【0048】
[比較例2]
実施例2において、完全水系・共重合ポリアミドサスペンジョンをコーティングしないこと以外は、実施例2に準じてモノフィラメントを作製した。得られたモノフィラメントの評価結果を表1に示す。
【0049】
[比較例3]
モノフィラメントの表面に完全水系・共重合ポリアミドサスペンジョンの代わりに、アミノ当量2000のシリコーンオイルの乳化剤を用いて濃度5%の水性エマルジョンとした溶液をコーティングした以外は、実施例1と同様にして、モノフィラメントを作製した。得られたモノフィラメントの評価結果を表1に示す。
【0050】
【表1】
【0051】
表1の結果から明らかなように、本発明のモノフィラメントは(実施例1〜4)は、いずれも耐久性に優れ、表面の凹凸の激しい擦過体に対する耐擦過性だけでなく、結節強度や結節伸度が優れていることから、実釣時に安心且つ快適に使用することができるものである。
【0052】
一方、本発明の条件を満たさないモノフィラメントは、上記効果を十分には発揮せず、例えば、コーティング層がない従来のモノフィラメント(比較例1〜2)は、耐久性に劣り、表面の凹凸の激しい擦過体に対して耐擦過性がなくキズが付き易いものであり、結節強伸度も本発明のモノフィラメントに比べ劣るものであった。
【0053】
さらに、アミノ当量2000のシリコーンオイルの乳化剤層を有したモノフィラメント(比較例3)は、コーティング層がない従来のモノフィラメントに比べると耐久性および耐擦過性はやや優れるが、本発明のモノフィラメントと比べるとやはり劣るものであった。
【産業上の利用可能性】
【0054】
以上、説明したとおり、本発明の釣糸用モノフィラメントは、繊維軸方向とこれに直交する横方向の擦過に対して均等な耐擦過性を有し、実釣時の根擦れ耐久性に優れると共に、結節強伸度が向上したものであることから、釣糸として好適に使用することができる。つまり、本発明の釣糸によれば、水中に存在する岩などの凹凸の激しい擦過体に対する繊維軸方向およびそれに直交する横方向の擦れに対して優れた耐久性を発揮するため、良好な釣果を期待することができる。
【符号の説明】
【0055】
1 フリーローラー
2 擦過体
3 頂点角度
4 モノフィラメント
5 移動方向
6 荷重
【特許請求の範囲】
【請求項1】
熱可塑性樹脂モノフィラメントの表面にポリアミド系またはポリエステル系熱可塑性ホットメルト接着剤のコーティング層を形成してなり、結節強度が5.0cN/dtex以上、結節伸度が15%〜40%、且つ下記横方向擦過試験後の引張強力保持率が75%以上であることを特徴とする釣糸用モノフィラメント。
擦過試験法:2個のフリーローラー(ローラー間距離:70mm)を底辺とし、擦過体としての仕上げ用の丸ヤスリ(NTカッター社製:RS−310P)を頂点とする二等辺三角形の頂点角度が120°になる位置に、前記擦過体をセットし、一端側を固定したモノフィラメントを、一方のフリーローラーの下側、擦過体の上側、他方のフリーローラーの下側、更に糸道規制用フリーローラーの上側の順になるようにセットし、このモノフィラメントの他端側に釣り糸の繊度(dtex)に対して0.196cN/dtexの荷重を掛けてセットする。この状態で擦過体を釣り糸の繊維軸に対して垂直方向に速度:30往復/1分、移動距離:25mm/片道の条件で10往復擦過させた。擦過後のモノフィラメントの引張強力をJIS L1013の規定に準じて測定し、擦過前の引張強力に対する強力保持率(%)を算出し、この値を横方向擦過試験後の引張強力保持率とする。
【請求項2】
前記モノフィラメントがポリアミド系樹脂からなることを特徴とする請求項1に記載の釣糸用モノフィラメント。
【請求項3】
前記熱可塑性ホットメルト接着剤が共重合ポリアミド系完全水系懸濁液であることを特徴とする請求項1または2に記載の釣糸用モノフィラメント。
【請求項4】
熱可塑性樹脂モノフィラメントの表面にポリアミド系またはポリエステル系熱可塑性ホットメルト接着剤のコーティング層を形成した後、このモノフィラメントを定長または弛緩条件下、180〜200℃の温度で熱処理することを特徴とする請求項1〜3のいずれかに記載の釣糸用モノフィラメントの製造方法。
【請求項5】
請求項1〜4のいずれかの釣糸用モノフィラメントからなることを特徴とする釣糸。
【請求項1】
熱可塑性樹脂モノフィラメントの表面にポリアミド系またはポリエステル系熱可塑性ホットメルト接着剤のコーティング層を形成してなり、結節強度が5.0cN/dtex以上、結節伸度が15%〜40%、且つ下記横方向擦過試験後の引張強力保持率が75%以上であることを特徴とする釣糸用モノフィラメント。
擦過試験法:2個のフリーローラー(ローラー間距離:70mm)を底辺とし、擦過体としての仕上げ用の丸ヤスリ(NTカッター社製:RS−310P)を頂点とする二等辺三角形の頂点角度が120°になる位置に、前記擦過体をセットし、一端側を固定したモノフィラメントを、一方のフリーローラーの下側、擦過体の上側、他方のフリーローラーの下側、更に糸道規制用フリーローラーの上側の順になるようにセットし、このモノフィラメントの他端側に釣り糸の繊度(dtex)に対して0.196cN/dtexの荷重を掛けてセットする。この状態で擦過体を釣り糸の繊維軸に対して垂直方向に速度:30往復/1分、移動距離:25mm/片道の条件で10往復擦過させた。擦過後のモノフィラメントの引張強力をJIS L1013の規定に準じて測定し、擦過前の引張強力に対する強力保持率(%)を算出し、この値を横方向擦過試験後の引張強力保持率とする。
【請求項2】
前記モノフィラメントがポリアミド系樹脂からなることを特徴とする請求項1に記載の釣糸用モノフィラメント。
【請求項3】
前記熱可塑性ホットメルト接着剤が共重合ポリアミド系完全水系懸濁液であることを特徴とする請求項1または2に記載の釣糸用モノフィラメント。
【請求項4】
熱可塑性樹脂モノフィラメントの表面にポリアミド系またはポリエステル系熱可塑性ホットメルト接着剤のコーティング層を形成した後、このモノフィラメントを定長または弛緩条件下、180〜200℃の温度で熱処理することを特徴とする請求項1〜3のいずれかに記載の釣糸用モノフィラメントの製造方法。
【請求項5】
請求項1〜4のいずれかの釣糸用モノフィラメントからなることを特徴とする釣糸。
【図1】

【図2】
【図2】
【公開番号】特開2011−205930(P2011−205930A)
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願番号】特願2010−75312(P2010−75312)
【出願日】平成22年3月29日(2010.3.29)
【出願人】(000219288)東レ・モノフィラメント株式会社 (239)
【Fターム(参考)】
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願日】平成22年3月29日(2010.3.29)
【出願人】(000219288)東レ・モノフィラメント株式会社 (239)
【Fターム(参考)】
[ Back to top ]