
鉄−アルミニウム材料の溶接方法及び鉄−アルミニウム接合部材

【課題】クラッド材が不要であり、且つ接合強度を高めることができる鉄−アルミニウム材料の溶接技術を提供することを課題とする。
【解決手段】鉄系材料10にアルミニウム系材料11を溶接する鉄−アルミニウム材料の溶接方法において、両材料の溶接に先立って、前記鉄系材料10の、少なくとも被接合面21及び、前記アルミニウム系材料11の、少なくとも被接合面21にめっき13a、13bを施し、このめっき13a、13bは、前記アルミニウム系材料11より低融点で且つ前記鉄系材料10との金属間化合物16、18、19を生成し得る金属で施す。
【効果】鉄系材料10及びアルミニウム系材料11を溶接する際、低融点のめっき13a、13bが溶融する。このめっき13a、13bが溶融されたことにより、接合域周囲に薄い金属間化合物を生成させることができ、高い接合強度を得ることができる。
【解決手段】鉄系材料10にアルミニウム系材料11を溶接する鉄−アルミニウム材料の溶接方法において、両材料の溶接に先立って、前記鉄系材料10の、少なくとも被接合面21及び、前記アルミニウム系材料11の、少なくとも被接合面21にめっき13a、13bを施し、このめっき13a、13bは、前記アルミニウム系材料11より低融点で且つ前記鉄系材料10との金属間化合物16、18、19を生成し得る金属で施す。
【効果】鉄系材料10及びアルミニウム系材料11を溶接する際、低融点のめっき13a、13bが溶融する。このめっき13a、13bが溶融されたことにより、接合域周囲に薄い金属間化合物を生成させることができ、高い接合強度を得ることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鉄系材料とアルミニウム系材料を溶接する異種材料溶接技術に関する。
【背景技術】
【0002】
例えば、自動車の車体は、軽量化と高剛性化とが求められる。軽量化には比重の小さなアルミニウム系材料が採用され、高剛性には鋼と呼ばれる鉄系材料が採用される。
車体では、鉄系材料とアルミニウム系材料とを溶接で一体化する箇所が少なからず発生する。
【0003】
アルミニウム系材料は表面に強固な酸化膜が存在し、この酸化膜が溶接の妨げとなる。加えて、アルミニウム系材料と鉄系材料とでは融点が全く相違するため、溶接が難しくなる。そのため、鉄系材料とアルミニウム系材料を溶接するには特殊な溶接方法が必要となる。
【0004】
従来、鉄−アルミニウム材料の溶接方法として異種材料の抵抗溶接方法が提案されている(例えば、特許文献1参照。)。
【特許文献1】特開2005−288524公報(図1(d))
【0005】
特許文献1を次図に基づいて説明する。
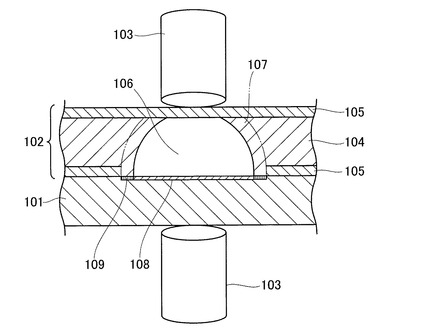
図7は従来の技術の基本原理を説明する図であり、異種材料の抵抗溶接を行うためには、溶接される鋼板101及びクラッド板102と、この鋼板101及びクラッド板102に電流を流しこれらを押圧するため鋼板101の下面及びクラッド板102の上面に配置される電極棒103、103とが準備される。
【0006】
クラッド板102は、芯材としてのアルミニウム板104と、このアルミニウム板104を挟む鉄系のクラッド部105とから構成される。
106は、電極棒103から電流を流した際に発生する溶融域であり、溶融域106の外側に想像線で示されるのは、溶接の熱の影響を受ける熱影響部107である。
【0007】
電極棒103に電流を流すと、クラッド部105及びアルミニウム板104の抵抗熱によりクラッド部105の一部及びアルミニウム板104の一部が溶融し、溶融域106が発生する。クラッド板102の上面及び鋼板101の下面は電極棒103、103により加圧されている。溶融域106の下面及び鋼板101のうち溶融域106に接触している面が金属間化合物108を生成することにより接合され、また、熱影響部107の下面及び鋼板101のうち熱影響部107に接触している面が、金属間化合物109を生成することにより接合される。
【0008】
鋼板101とクラッド板102は、金属間化合物108と金属間化合物109とで、接合している。
ところで、接合力は、金属間化合物109の面積が大きいほど増大する。そこで、金属間化合物109の面積拡大が望まれる。
【0009】
また、クラッド板102は、芯材としてのアルミニウム板104と、このアルミニウム板104を挟む鉄系のクラッド部105とから構成されるため、高価である。
このような高価なクラッド板102を用いないで、鉄系材料とアルミニウム系材料とを溶接することができれば、鉄−アルミニウム接合部材のコストを下げることができる。
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、クラッド材が不要であり、且つ接合強度を高めることができる鉄−アルミニウム材料の接合技術を提供することを課題とする。
【課題を解決するための手段】
【0011】
請求項1に係る発明では、鉄系材料にアルミニウム系材料を溶接する鉄−アルミニウム材料の溶接方法において、
両材料の溶接に先立って、前記鉄系材料の、少なくとも被接合面及び、前記アルミニウム系材料の、少なくとも被接合面にめっきを施し、このめっきは、前記アルミニウム系材料より低融点で且つ前記鉄系材料との金属間化合物を生成し得る金属で施すことを特徴とする。
【0012】
請求項2に係る発明では、溶接は、抵抗溶接、ガスシールドアーク溶接、レーザ溶接又は電子ビーム溶接のうちの、いずれかであることを特徴とする。
【0013】
請求項3に係る発明では、アルミニウム系材料よりも低融点で且つ前記鉄系材料との金属間化合物を生成し得る金属は、亜鉛を含むことを特徴とする。
【0014】
請求項4に係る発明は、請求項1、請求項2又は請求項3記載の鉄−アルミニウム材料の溶接方法で製造された鉄−アルミニウム接合部材であって、この鉄−アルミニウム接合部材は、前記アルミニウム系材料に主に形成される溶融域と前記鉄系材料との間に生成された金属間化合物による第1接合部と、前記アルミニウム系材料に前記溶融域を囲って形成される熱影響部と前記鉄系材料との間に生成された金属間化合物による第2接合部と、溶接に伴って発生するチリの熱により前記アルミニウム系材料と前記鉄系材料との間に生成された金属間化合物による第3接合部とからなる、第1〜第3接合部で接合されていることを特徴とする。
【0015】
請求項5に係る発明は、請求項4記載の鉄−アルミニウム接合部材であって、
前記第3接合部の上面及び前記アルミニウム系材料の下面の間に、前記チリによって前記第3接合部の上面及び前記鉄系材料の下面がろう付けされたろう付け部を有することを特徴とする。
【発明の効果】
【0016】
請求項1に係る発明では、鉄系材料及びアルミニウム系材料を接合する際、両材料の被接合面にアルミニウム系材料よりも低融点のめっきを施すことにより、アルミニウム系材料が溶融しない低温度の領域においても、鉄系材料及びアルミニウム系材料の接合面に新生面を生成させることができ、極めて薄い金属間化合物を生成させることができる。被接合面面積が広くなり、接合強度が増す。
【0017】
請求項2に係る発明では抵抗溶接、ガスシールドアーク溶接、レーザ溶接又は電子ビーム溶接のうちの、いずれかにより鉄系材料及びアルミニウム系材料を溶接する。これらの溶接方法は一般的な溶接方法であるため、既存の設備により実施することができ、溶接コストを低く抑えることができる。
【0018】
請求項3に係る発明では、アルミニウム系材料よりも低融点で且つ鉄系材料との金属間化合物を生成し得るめっき金属として、亜鉛を含む。亜鉛めっきは一般的に多く用いられている金属めっきであることから、本発明にかかる方法を安価で実施することができる。
【0019】
請求項4に係る発明では、鉄−アルミニウム接合部材は第1〜第3接合部で接合されている。第2接合部及び第3接合部は鉄系材料及びアルミニウム系材料の被接合面にアルミニウム材料よりも低融点のめっきを施すことにより形成される。第1〜第3接合部で接合されることにより、接合面積が広くなり、かつ第2接合部及び第3接合部においては金属間化合物を極めて薄く形成させることが可能となる。これにより鉄−アルミニウム接合部材を、低コストで提供することができる。
【0020】
請求項5に係る発明では、第3接合部の上面及びアルミニウム系材料の下面にチリによりろう付けされたろう付け部を有する。第3接合部の上面及びアルミニウム系材料の下面は、ろう付け部により接合される。ろう付け部により接合されることにより、より接合強度が増す。
【発明を実施するための最良の形態】
【0021】
本発明を実施するための最良の形態を添付図に基づいて以下に説明する。
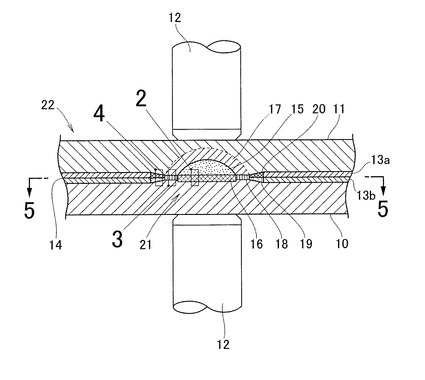
図1は本発明に係る鉄−アルミニウム材料が溶接される際の状態を説明する図である。
鉄系材料10及びアルミニウム系材料11は、1対の電極12、12により任意の力で加圧される。鉄系材料10の上面及びアルミニウム系材料11の下面には、それぞれアルミニウム系材料11よりも低融点で且つ鉄系材料との金属間化合物を生成し得る金属でめっき13a、13bが施されている。めっき13aの界面及びめっき13bの界面の間には、わずかな隙間14が存在する。
【0022】
次に電極12から電流を流した場合の状態を説明する。
電極12から電流を流すと、鉄系材料10の電気抵抗により生ずる熱により、めっき13a、13b及びアルミニウム系材料11が溶融された溶融域15即ちナゲットが形成される。この溶融域15と鉄系材料10との間に第1接合部16が生成される。
【0023】
溶融域15の周りに破線で示されるのは、アルミニウム系材料11の融点以下の熱影響部17であり、熱影響部17と鉄系材料10の間に第2接合部18が生成される。
第2接合部18の外周部には隙間14へ排出されるチリの影響により第3接合部19が生成され、第3接合部19の上面及びアルミニウム系材料11の下面の間に、チリによってろう付けされたろう付け部20が生成される。
【0024】
即ち、電極12から電流を流すと、鉄系材料10及びアルミニウム系材料11の被接合面21に接合部16、18、19及びろう付け部20が生成される。これらの接合部16、18、19及びろう付け部20を介して鉄系材料10及びアルミニウム系材料11は接合される。
鉄系材料10及びアルミニウム系材料11が接合されることにより鉄−アルミニウム接合部材22が製造される。
【0025】
なお、めっき13には亜鉛が望ましいが、アルミニウムよりも低融点で且つ金属間化合物を生成し得るめっき金属であればよい。
仮にめっき13に亜鉛を用いた場合には、亜鉛めっきは一般的に多く用いられている金属めっきであることから、本発明にかかる方法を安価で実施することができる。
【0026】
さらに、図1においては鉄系材料10の上面の全体及びアルミニウム系材料11の下面の全体にめっき13a、13bを施しているが、少なくとも被接合面21にめっき13a、13bが施されていれば本発明の効果を得ることができ、必ずしも鉄系材料10の上面の全体及びアルミニウム系材料11の下面の全体にめっき13a、13bを施す必要はない。
【0027】
鉄系材料10が厚さ1.6mmの590MPa級鋼、アルミニウム系材料11が厚さ1.2mmのA6022アルミニウム合金、鉄系材料10に施しためっき13aが10μmの亜鉛、アルミニウム系材料11に施しためっき13bが10μmの亜鉛とした。
そして、直径6mmの電極12、12を用い、溶接電流11kAの条件で溶接を実施した。その結果を、図2で説明する。
【0028】
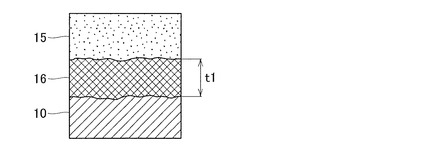
図2は図1の2部拡大図である。即ち、アルミニウム系材料の溶融域15と鉄系材料10との間に生成される第1接合部16の拡大図である。このとき第1接合部16に生成される金属間化合物の厚さt1は約1μmであった。
【0029】
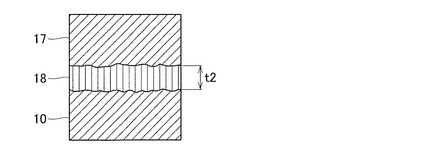
図3は図1の3部拡大図である。即ち、アルミニウム系材料の融点以下の熱影響部17と鉄系材料10との間に生成される第2接合部18の拡大図である。このとき第2接合部18生成にされる金属間化合物の厚さt2は約0.65μmであった。
【0030】
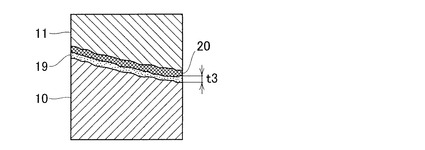
図4は図1の4部拡大図である。即ち、隙間14へ排出されるチリの影響により生成される第3接合部、及び、チリによりろう付けされたろう付け部20の拡大図である。このとき第3接合部19に生成される金属間化合物の厚さt3は約0.12μmであった。
【0031】
図2〜図4においてt1〜t3は、約0.12μm〜約1μmであった。
一般に、鉄系材料及びアルミニウム系材料を接合する場合、接合部に生成する金属間化合物の厚さが厚くなると、十分な接合強度が得られない。
特に被溶接面の外周部、即ち第3接合部19での金属間化合物の厚さが1μmよりも厚くなると、はく離に対しての強度が著しく低下する。従って、十分な接合強度を得るためには第3接合部19の金属間化合物の厚さを1μmよりも薄くする必要がある。
【0032】
本発明に係る方法を一般的に溶接が行われる条件で使用した場合、第3接合部19に生成される金属間化合物の厚さt3は、約0.12μmであり、十分な接合強度を得ることができる。
【0033】
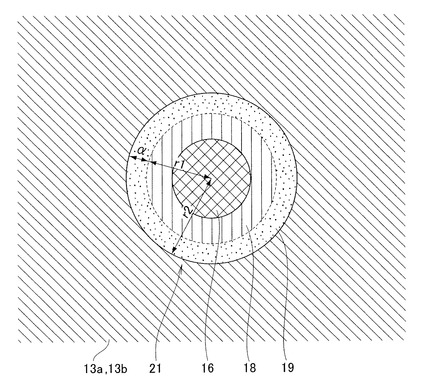
図5は図1の5−5線断面図であり、接合部16、18、19は同心円状に広がっている。第2接合部18の半径をr1、被接合面21の半径をr2、r2とr1の差をαとする。
被接合面21の面積は、(r2)2πである。第1接合部16及び第2接合部18の生成される領域の面積は(r1)2πである。
【0034】
即ち鉄系材料10及びアルミニウム系材料11にめっき13a、13bを施すことにより、被接合面21が図7に示す従来の方法よりも(r2)2π−(r1)2πだけ広くなった。r2=r1+αであるため、α2π+2(r1)απ広くなった。
接合部材22の接合強度は被接合面21の面積が大きいほど強くなる。
【0035】
本発明に係る方法及び本発明に係る鉄−アルミニウム接合部材によれば、第3接合部19では、溶接に伴って発生するチリの影響により金属間化合物が生成され、また、アルミニウム系材料はろう付けされる。被接合面面積が大きくなり、接合強度が増す。
【0036】
なお、スポット溶接を例に説明したが、ちりにめっき13a、13bが溶融されることにより第3接合部19が生成され、この第3接合部19が生成されることにより被接合面面積を広くすることができるものであれば、スポット溶接に限られるものではない。
【0037】
また、溶接は、抵抗溶接、ガスシールドアーク溶接、レーザ溶接又は電子ビーム溶接の内、いずれかが好適であるが、これらの溶接方法に限られるものではない。
仮に、抵抗溶接、ガスシールドアーク溶接、レーザ溶接又は電子ビーム溶接の内、いずれかの手段により溶接を行った場合には、既存の設備により実施することができ、新たな設備を設置する必要がない。実施をするための設備投資が必要ないため、コストを低く抑えることができる。
【0038】
(実験例)
本発明に係る実験例を以下に述べる。なお、本発明は実験例に限定されるものではない。
実施例1〜3では本発明に係る方法を使用し、比較例1〜3は図7に示す従来の方法を使用し、比較例4〜6はアルミニウム板に何らの処理も施さない方法により試験を行った。
【0039】
○実施例1〜3及び比較例1〜6における共通条件:
鋼板:
母材:590MPa級 鋼
被覆:溶融亜鉛めっき
厚さ:1.6mm
亜鉛めっき層厚さ:10μm
アルミニウム板:
母材:アルミニウム合金 A6022
総厚さ:1.2mm
溶接条件:
溶接方法:スポット溶接
電極直径:6mm
電極の挟持力:1.47kN
通電サイクル:20サイクル
【0040】
○実施例1〜3及び比較例1〜6における個別条件:
実施例1〜3ではアルミニウム板被覆を溶融亜鉛めっきで行い、めっき層厚さを10μmにした。
【0041】
比較例1〜3ではアルミニウム板をSi系アルミニウムでクラッドしたクラッド材を使用した。クラッド層の厚さは0.12mmとした。クラッド層のシリコン含有量は11%とした。
【0042】
実施例1、比較例1及び比較例4では9kAの溶接電流を流した。実施例2、比較例2及び比較例5では10kAの溶接電流を流した。実施例3、比較例3及び比較例6では11kAの溶接電流を流した。
【0043】
溶接した後に、JIS Z3137で定義される十字型引張試験により、鉄−アルミニウム接合部材のはく離接着強度を測定した。即ち、はく離接着強度は十字型引張試験の最大荷重による。
【0044】
表1は実施例1〜3及び比較例1〜6の試験結果である。
【0045】
【表1】

【0046】
実施例1では、溶融亜鉛めっき鋼板に、亜鉛めっきを施したアルミニウム板を、めっき同士が接触するようにして重ね、9kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は1.83kNであった。
【0047】
実施例2では、溶融亜鉛めっき鋼板に、亜鉛めっきを施したアルミニウム板を、めっき同士が接触するようにして重ね、10kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は2.37kNであった。
【0048】
実施例3では、溶融亜鉛めっき鋼板に、亜鉛めっきを施したアルミニウム板を、めっき同士が接触するようにして重ね、11kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は2.82kNであった。
【0049】
比較例1では、溶融亜鉛めっき鋼板に、アルミニウム板をSi系アルミニウムでクラッドしたクラッド材を、めっき同士が接触するようにして重ね、9kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は1.13kNであった。
【0050】
比較例2では、溶融亜鉛めっき鋼板に、アルミニウム板をSi系アルミニウムでクラッドしたクラッド材を、めっき同士が接触するようにして重ね、10kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は1.69kNであった。
【0051】
比較例3では、溶融亜鉛めっき鋼板に、アルミニウム板をSi系アルミニウムでクラッドしたクラッド材を、めっき同士が接触するようにして重ね、11kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は1.97kNであった。
【0052】
比較例4では、溶融亜鉛めっき鋼板に、被覆を行わないアルミニウム板を、めっき同士が接触するようにして重ね、9kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は0.72kNであった。
【0053】
比較例5では、溶融亜鉛めっき鋼板に、被覆を行わないアルミニウム板を、めっき同士が接触するようにして重ね、10kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は1.27kNであった。
【0054】
比較例6では、溶融亜鉛めっき鋼板に、被覆を行わないアルミニウム板を、めっき同士が接触するようにして重ね、11kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は1.41kNであった。
【0055】
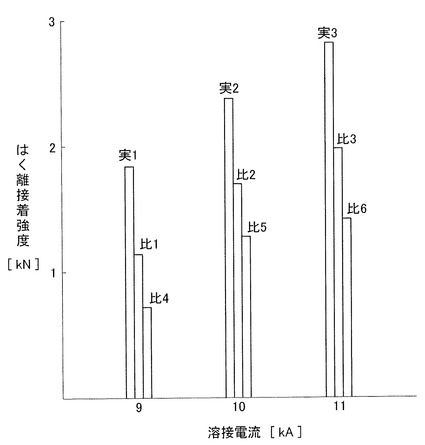
図6は実験例の結果を示すグラフであり、縦軸ははく離接着強度、横軸は溶接電流を示す。実1〜実3は、実施例1〜実施例3の結果であり、比1〜比6は、比較例1〜比較例6の結果である。
【0056】
溶接電流が9kAの場合には、アルミニウム母材に溶融亜鉛めっきを施した実施例1のはく離接着強度が最も強く、アルミニウム板をSi系アルミニウムでクラッドしたクラッド材を用いた比較例1、被覆を行わないアルミニウム板を用いた比較例4の順ではく離接着強度が大きい。
【0057】
溶接電流が10kAの場合には、アルミニウム母材に溶融亜鉛めっきを施した実施例2のはく離接着強度が最も強く、アルミニウム板をSi系アルミニウムでクラッドしたクラッド材を用いた比較例2、被覆を行わないアルミニウム板を用いた比較例5の順ではく離接着強度が大きい。
【0058】
溶接電流が11kAの場合には、アルミニウム母材に溶融亜鉛めっきを施した実施例3のはく離接着強度が最も強く、アルミニウム板をSi系アルミニウムでクラッドしたクラッド材を用いた比較例3、被覆を行わないアルミニウム板を用いた比較例6の順ではく離接着強度が大きい。
【0059】
どの溶接電流においても、はく離接着強度は、溶融亜鉛めっきを施した実施例1〜3、アルミニウム板をSi系アルミニウムでクラッドしたクラッド材を用いた比較例1〜3、被覆を行わないアルミニウム板を用いた比較例4〜6の順で強かった。
【0060】
即ち、本発明に係る方法を使用した鉄−アルミニウム接合部材のはく離接着強度が最も強く、具体的には、対比較例4〜6で187%〜254%、対比較例1〜3で140%〜162%の強さがあった。
【産業上の利用可能性】
【0061】
本発明の溶接方法は、高い接合強度が求められる異種材料の接合に好適である。
【図面の簡単な説明】
【0062】
【図1】本発明に係る鉄−アルミニウム材料が溶接される際の状態を説明する図である。
【図2】図1の2部拡大図である。
【図3】図1の3部拡大図である。
【図4】図1の4部拡大図である。
【図5】図1の5−5線断面図である。
【図6】実験例の結果を示すグラフである。
【図7】従来の技術の基本原理を説明する図である。
【符号の説明】
【0063】
10…鉄系材料、11…アルミニウム系材料、13a、13b…めっき、16…第1接合部、18…第2接合部、19…第3接合部、20…ろう付け部、21…被接合面、22…接合部材。
【技術分野】
【0001】
本発明は、鉄系材料とアルミニウム系材料を溶接する異種材料溶接技術に関する。
【背景技術】
【0002】
例えば、自動車の車体は、軽量化と高剛性化とが求められる。軽量化には比重の小さなアルミニウム系材料が採用され、高剛性には鋼と呼ばれる鉄系材料が採用される。
車体では、鉄系材料とアルミニウム系材料とを溶接で一体化する箇所が少なからず発生する。
【0003】
アルミニウム系材料は表面に強固な酸化膜が存在し、この酸化膜が溶接の妨げとなる。加えて、アルミニウム系材料と鉄系材料とでは融点が全く相違するため、溶接が難しくなる。そのため、鉄系材料とアルミニウム系材料を溶接するには特殊な溶接方法が必要となる。
【0004】
従来、鉄−アルミニウム材料の溶接方法として異種材料の抵抗溶接方法が提案されている(例えば、特許文献1参照。)。
【特許文献1】特開2005−288524公報(図1(d))
【0005】
特許文献1を次図に基づいて説明する。
図7は従来の技術の基本原理を説明する図であり、異種材料の抵抗溶接を行うためには、溶接される鋼板101及びクラッド板102と、この鋼板101及びクラッド板102に電流を流しこれらを押圧するため鋼板101の下面及びクラッド板102の上面に配置される電極棒103、103とが準備される。
【0006】
クラッド板102は、芯材としてのアルミニウム板104と、このアルミニウム板104を挟む鉄系のクラッド部105とから構成される。
106は、電極棒103から電流を流した際に発生する溶融域であり、溶融域106の外側に想像線で示されるのは、溶接の熱の影響を受ける熱影響部107である。
【0007】
電極棒103に電流を流すと、クラッド部105及びアルミニウム板104の抵抗熱によりクラッド部105の一部及びアルミニウム板104の一部が溶融し、溶融域106が発生する。クラッド板102の上面及び鋼板101の下面は電極棒103、103により加圧されている。溶融域106の下面及び鋼板101のうち溶融域106に接触している面が金属間化合物108を生成することにより接合され、また、熱影響部107の下面及び鋼板101のうち熱影響部107に接触している面が、金属間化合物109を生成することにより接合される。
【0008】
鋼板101とクラッド板102は、金属間化合物108と金属間化合物109とで、接合している。
ところで、接合力は、金属間化合物109の面積が大きいほど増大する。そこで、金属間化合物109の面積拡大が望まれる。
【0009】
また、クラッド板102は、芯材としてのアルミニウム板104と、このアルミニウム板104を挟む鉄系のクラッド部105とから構成されるため、高価である。
このような高価なクラッド板102を用いないで、鉄系材料とアルミニウム系材料とを溶接することができれば、鉄−アルミニウム接合部材のコストを下げることができる。
【発明の開示】
【発明が解決しようとする課題】
【0010】
本発明は、クラッド材が不要であり、且つ接合強度を高めることができる鉄−アルミニウム材料の接合技術を提供することを課題とする。
【課題を解決するための手段】
【0011】
請求項1に係る発明では、鉄系材料にアルミニウム系材料を溶接する鉄−アルミニウム材料の溶接方法において、
両材料の溶接に先立って、前記鉄系材料の、少なくとも被接合面及び、前記アルミニウム系材料の、少なくとも被接合面にめっきを施し、このめっきは、前記アルミニウム系材料より低融点で且つ前記鉄系材料との金属間化合物を生成し得る金属で施すことを特徴とする。
【0012】
請求項2に係る発明では、溶接は、抵抗溶接、ガスシールドアーク溶接、レーザ溶接又は電子ビーム溶接のうちの、いずれかであることを特徴とする。
【0013】
請求項3に係る発明では、アルミニウム系材料よりも低融点で且つ前記鉄系材料との金属間化合物を生成し得る金属は、亜鉛を含むことを特徴とする。
【0014】
請求項4に係る発明は、請求項1、請求項2又は請求項3記載の鉄−アルミニウム材料の溶接方法で製造された鉄−アルミニウム接合部材であって、この鉄−アルミニウム接合部材は、前記アルミニウム系材料に主に形成される溶融域と前記鉄系材料との間に生成された金属間化合物による第1接合部と、前記アルミニウム系材料に前記溶融域を囲って形成される熱影響部と前記鉄系材料との間に生成された金属間化合物による第2接合部と、溶接に伴って発生するチリの熱により前記アルミニウム系材料と前記鉄系材料との間に生成された金属間化合物による第3接合部とからなる、第1〜第3接合部で接合されていることを特徴とする。
【0015】
請求項5に係る発明は、請求項4記載の鉄−アルミニウム接合部材であって、
前記第3接合部の上面及び前記アルミニウム系材料の下面の間に、前記チリによって前記第3接合部の上面及び前記鉄系材料の下面がろう付けされたろう付け部を有することを特徴とする。
【発明の効果】
【0016】
請求項1に係る発明では、鉄系材料及びアルミニウム系材料を接合する際、両材料の被接合面にアルミニウム系材料よりも低融点のめっきを施すことにより、アルミニウム系材料が溶融しない低温度の領域においても、鉄系材料及びアルミニウム系材料の接合面に新生面を生成させることができ、極めて薄い金属間化合物を生成させることができる。被接合面面積が広くなり、接合強度が増す。
【0017】
請求項2に係る発明では抵抗溶接、ガスシールドアーク溶接、レーザ溶接又は電子ビーム溶接のうちの、いずれかにより鉄系材料及びアルミニウム系材料を溶接する。これらの溶接方法は一般的な溶接方法であるため、既存の設備により実施することができ、溶接コストを低く抑えることができる。
【0018】
請求項3に係る発明では、アルミニウム系材料よりも低融点で且つ鉄系材料との金属間化合物を生成し得るめっき金属として、亜鉛を含む。亜鉛めっきは一般的に多く用いられている金属めっきであることから、本発明にかかる方法を安価で実施することができる。
【0019】
請求項4に係る発明では、鉄−アルミニウム接合部材は第1〜第3接合部で接合されている。第2接合部及び第3接合部は鉄系材料及びアルミニウム系材料の被接合面にアルミニウム材料よりも低融点のめっきを施すことにより形成される。第1〜第3接合部で接合されることにより、接合面積が広くなり、かつ第2接合部及び第3接合部においては金属間化合物を極めて薄く形成させることが可能となる。これにより鉄−アルミニウム接合部材を、低コストで提供することができる。
【0020】
請求項5に係る発明では、第3接合部の上面及びアルミニウム系材料の下面にチリによりろう付けされたろう付け部を有する。第3接合部の上面及びアルミニウム系材料の下面は、ろう付け部により接合される。ろう付け部により接合されることにより、より接合強度が増す。
【発明を実施するための最良の形態】
【0021】
本発明を実施するための最良の形態を添付図に基づいて以下に説明する。
図1は本発明に係る鉄−アルミニウム材料が溶接される際の状態を説明する図である。
鉄系材料10及びアルミニウム系材料11は、1対の電極12、12により任意の力で加圧される。鉄系材料10の上面及びアルミニウム系材料11の下面には、それぞれアルミニウム系材料11よりも低融点で且つ鉄系材料との金属間化合物を生成し得る金属でめっき13a、13bが施されている。めっき13aの界面及びめっき13bの界面の間には、わずかな隙間14が存在する。
【0022】
次に電極12から電流を流した場合の状態を説明する。
電極12から電流を流すと、鉄系材料10の電気抵抗により生ずる熱により、めっき13a、13b及びアルミニウム系材料11が溶融された溶融域15即ちナゲットが形成される。この溶融域15と鉄系材料10との間に第1接合部16が生成される。
【0023】
溶融域15の周りに破線で示されるのは、アルミニウム系材料11の融点以下の熱影響部17であり、熱影響部17と鉄系材料10の間に第2接合部18が生成される。
第2接合部18の外周部には隙間14へ排出されるチリの影響により第3接合部19が生成され、第3接合部19の上面及びアルミニウム系材料11の下面の間に、チリによってろう付けされたろう付け部20が生成される。
【0024】
即ち、電極12から電流を流すと、鉄系材料10及びアルミニウム系材料11の被接合面21に接合部16、18、19及びろう付け部20が生成される。これらの接合部16、18、19及びろう付け部20を介して鉄系材料10及びアルミニウム系材料11は接合される。
鉄系材料10及びアルミニウム系材料11が接合されることにより鉄−アルミニウム接合部材22が製造される。
【0025】
なお、めっき13には亜鉛が望ましいが、アルミニウムよりも低融点で且つ金属間化合物を生成し得るめっき金属であればよい。
仮にめっき13に亜鉛を用いた場合には、亜鉛めっきは一般的に多く用いられている金属めっきであることから、本発明にかかる方法を安価で実施することができる。
【0026】
さらに、図1においては鉄系材料10の上面の全体及びアルミニウム系材料11の下面の全体にめっき13a、13bを施しているが、少なくとも被接合面21にめっき13a、13bが施されていれば本発明の効果を得ることができ、必ずしも鉄系材料10の上面の全体及びアルミニウム系材料11の下面の全体にめっき13a、13bを施す必要はない。
【0027】
鉄系材料10が厚さ1.6mmの590MPa級鋼、アルミニウム系材料11が厚さ1.2mmのA6022アルミニウム合金、鉄系材料10に施しためっき13aが10μmの亜鉛、アルミニウム系材料11に施しためっき13bが10μmの亜鉛とした。
そして、直径6mmの電極12、12を用い、溶接電流11kAの条件で溶接を実施した。その結果を、図2で説明する。
【0028】
図2は図1の2部拡大図である。即ち、アルミニウム系材料の溶融域15と鉄系材料10との間に生成される第1接合部16の拡大図である。このとき第1接合部16に生成される金属間化合物の厚さt1は約1μmであった。
【0029】
図3は図1の3部拡大図である。即ち、アルミニウム系材料の融点以下の熱影響部17と鉄系材料10との間に生成される第2接合部18の拡大図である。このとき第2接合部18生成にされる金属間化合物の厚さt2は約0.65μmであった。
【0030】
図4は図1の4部拡大図である。即ち、隙間14へ排出されるチリの影響により生成される第3接合部、及び、チリによりろう付けされたろう付け部20の拡大図である。このとき第3接合部19に生成される金属間化合物の厚さt3は約0.12μmであった。
【0031】
図2〜図4においてt1〜t3は、約0.12μm〜約1μmであった。
一般に、鉄系材料及びアルミニウム系材料を接合する場合、接合部に生成する金属間化合物の厚さが厚くなると、十分な接合強度が得られない。
特に被溶接面の外周部、即ち第3接合部19での金属間化合物の厚さが1μmよりも厚くなると、はく離に対しての強度が著しく低下する。従って、十分な接合強度を得るためには第3接合部19の金属間化合物の厚さを1μmよりも薄くする必要がある。
【0032】
本発明に係る方法を一般的に溶接が行われる条件で使用した場合、第3接合部19に生成される金属間化合物の厚さt3は、約0.12μmであり、十分な接合強度を得ることができる。
【0033】
図5は図1の5−5線断面図であり、接合部16、18、19は同心円状に広がっている。第2接合部18の半径をr1、被接合面21の半径をr2、r2とr1の差をαとする。
被接合面21の面積は、(r2)2πである。第1接合部16及び第2接合部18の生成される領域の面積は(r1)2πである。
【0034】
即ち鉄系材料10及びアルミニウム系材料11にめっき13a、13bを施すことにより、被接合面21が図7に示す従来の方法よりも(r2)2π−(r1)2πだけ広くなった。r2=r1+αであるため、α2π+2(r1)απ広くなった。
接合部材22の接合強度は被接合面21の面積が大きいほど強くなる。
【0035】
本発明に係る方法及び本発明に係る鉄−アルミニウム接合部材によれば、第3接合部19では、溶接に伴って発生するチリの影響により金属間化合物が生成され、また、アルミニウム系材料はろう付けされる。被接合面面積が大きくなり、接合強度が増す。
【0036】
なお、スポット溶接を例に説明したが、ちりにめっき13a、13bが溶融されることにより第3接合部19が生成され、この第3接合部19が生成されることにより被接合面面積を広くすることができるものであれば、スポット溶接に限られるものではない。
【0037】
また、溶接は、抵抗溶接、ガスシールドアーク溶接、レーザ溶接又は電子ビーム溶接の内、いずれかが好適であるが、これらの溶接方法に限られるものではない。
仮に、抵抗溶接、ガスシールドアーク溶接、レーザ溶接又は電子ビーム溶接の内、いずれかの手段により溶接を行った場合には、既存の設備により実施することができ、新たな設備を設置する必要がない。実施をするための設備投資が必要ないため、コストを低く抑えることができる。
【0038】
(実験例)
本発明に係る実験例を以下に述べる。なお、本発明は実験例に限定されるものではない。
実施例1〜3では本発明に係る方法を使用し、比較例1〜3は図7に示す従来の方法を使用し、比較例4〜6はアルミニウム板に何らの処理も施さない方法により試験を行った。
【0039】
○実施例1〜3及び比較例1〜6における共通条件:
鋼板:
母材:590MPa級 鋼
被覆:溶融亜鉛めっき
厚さ:1.6mm
亜鉛めっき層厚さ:10μm
アルミニウム板:
母材:アルミニウム合金 A6022
総厚さ:1.2mm
溶接条件:
溶接方法:スポット溶接
電極直径:6mm
電極の挟持力:1.47kN
通電サイクル:20サイクル
【0040】
○実施例1〜3及び比較例1〜6における個別条件:
実施例1〜3ではアルミニウム板被覆を溶融亜鉛めっきで行い、めっき層厚さを10μmにした。
【0041】
比較例1〜3ではアルミニウム板をSi系アルミニウムでクラッドしたクラッド材を使用した。クラッド層の厚さは0.12mmとした。クラッド層のシリコン含有量は11%とした。
【0042】
実施例1、比較例1及び比較例4では9kAの溶接電流を流した。実施例2、比較例2及び比較例5では10kAの溶接電流を流した。実施例3、比較例3及び比較例6では11kAの溶接電流を流した。
【0043】
溶接した後に、JIS Z3137で定義される十字型引張試験により、鉄−アルミニウム接合部材のはく離接着強度を測定した。即ち、はく離接着強度は十字型引張試験の最大荷重による。
【0044】
表1は実施例1〜3及び比較例1〜6の試験結果である。
【0045】
【表1】
【0046】
実施例1では、溶融亜鉛めっき鋼板に、亜鉛めっきを施したアルミニウム板を、めっき同士が接触するようにして重ね、9kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は1.83kNであった。
【0047】
実施例2では、溶融亜鉛めっき鋼板に、亜鉛めっきを施したアルミニウム板を、めっき同士が接触するようにして重ね、10kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は2.37kNであった。
【0048】
実施例3では、溶融亜鉛めっき鋼板に、亜鉛めっきを施したアルミニウム板を、めっき同士が接触するようにして重ね、11kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は2.82kNであった。
【0049】
比較例1では、溶融亜鉛めっき鋼板に、アルミニウム板をSi系アルミニウムでクラッドしたクラッド材を、めっき同士が接触するようにして重ね、9kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は1.13kNであった。
【0050】
比較例2では、溶融亜鉛めっき鋼板に、アルミニウム板をSi系アルミニウムでクラッドしたクラッド材を、めっき同士が接触するようにして重ね、10kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は1.69kNであった。
【0051】
比較例3では、溶融亜鉛めっき鋼板に、アルミニウム板をSi系アルミニウムでクラッドしたクラッド材を、めっき同士が接触するようにして重ね、11kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は1.97kNであった。
【0052】
比較例4では、溶融亜鉛めっき鋼板に、被覆を行わないアルミニウム板を、めっき同士が接触するようにして重ね、9kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は0.72kNであった。
【0053】
比較例5では、溶融亜鉛めっき鋼板に、被覆を行わないアルミニウム板を、めっき同士が接触するようにして重ね、10kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は1.27kNであった。
【0054】
比較例6では、溶融亜鉛めっき鋼板に、被覆を行わないアルミニウム板を、めっき同士が接触するようにして重ね、11kAの溶接電流で、スポット溶接を実施した接合部材を対象に十字型引張試験を行ったところ、はく離接着強度は1.41kNであった。
【0055】
図6は実験例の結果を示すグラフであり、縦軸ははく離接着強度、横軸は溶接電流を示す。実1〜実3は、実施例1〜実施例3の結果であり、比1〜比6は、比較例1〜比較例6の結果である。
【0056】
溶接電流が9kAの場合には、アルミニウム母材に溶融亜鉛めっきを施した実施例1のはく離接着強度が最も強く、アルミニウム板をSi系アルミニウムでクラッドしたクラッド材を用いた比較例1、被覆を行わないアルミニウム板を用いた比較例4の順ではく離接着強度が大きい。
【0057】
溶接電流が10kAの場合には、アルミニウム母材に溶融亜鉛めっきを施した実施例2のはく離接着強度が最も強く、アルミニウム板をSi系アルミニウムでクラッドしたクラッド材を用いた比較例2、被覆を行わないアルミニウム板を用いた比較例5の順ではく離接着強度が大きい。
【0058】
溶接電流が11kAの場合には、アルミニウム母材に溶融亜鉛めっきを施した実施例3のはく離接着強度が最も強く、アルミニウム板をSi系アルミニウムでクラッドしたクラッド材を用いた比較例3、被覆を行わないアルミニウム板を用いた比較例6の順ではく離接着強度が大きい。
【0059】
どの溶接電流においても、はく離接着強度は、溶融亜鉛めっきを施した実施例1〜3、アルミニウム板をSi系アルミニウムでクラッドしたクラッド材を用いた比較例1〜3、被覆を行わないアルミニウム板を用いた比較例4〜6の順で強かった。
【0060】
即ち、本発明に係る方法を使用した鉄−アルミニウム接合部材のはく離接着強度が最も強く、具体的には、対比較例4〜6で187%〜254%、対比較例1〜3で140%〜162%の強さがあった。
【産業上の利用可能性】
【0061】
本発明の溶接方法は、高い接合強度が求められる異種材料の接合に好適である。
【図面の簡単な説明】
【0062】
【図1】本発明に係る鉄−アルミニウム材料が溶接される際の状態を説明する図である。
【図2】図1の2部拡大図である。
【図3】図1の3部拡大図である。
【図4】図1の4部拡大図である。
【図5】図1の5−5線断面図である。
【図6】実験例の結果を示すグラフである。
【図7】従来の技術の基本原理を説明する図である。
【符号の説明】
【0063】
10…鉄系材料、11…アルミニウム系材料、13a、13b…めっき、16…第1接合部、18…第2接合部、19…第3接合部、20…ろう付け部、21…被接合面、22…接合部材。
【特許請求の範囲】
【請求項1】
鉄系材料にアルミニウム系材料を溶接する鉄−アルミニウム材料の溶接方法において、
両材料の溶接に先立って、前記鉄系材料の、少なくとも被接合面及び、前記アルミニウム系材料の、少なくとも被接合面にめっきを施し、このめっきは、前記アルミニウム系材料より低融点で且つ前記鉄系材料との金属間化合物を生成し得る金属で施すことを特徴とする鉄−アルミニウム材料の溶接方法。
【請求項2】
前記溶接は、抵抗溶接、ガスシールドアーク溶接、レーザ溶接又は電子ビーム溶接のうちの、いずれかであることを特徴とする請求項1記載の鉄−アルミニウム材料の溶接方法。
【請求項3】
前記アルミニウム系材料よりも低融点で且つ前記鉄系材料との金属間化合物を生成し得る金属は、亜鉛を含むことを特徴とする請求項1又は請求項2記載の鉄−アルミニウム材料の溶接方法。
【請求項4】
請求項1、請求項2又は請求項3記載の鉄−アルミニウム材料の溶接方法で製造された鉄−アルミニウム接合部材であって、この鉄−アルミニウム接合部材は、前記アルミニウム系材料に主に形成される溶融域と前記鉄系材料との間に生成された金属間化合物による第1接合部と、前記アルミニウム系材料に前記溶融域を囲って形成される熱影響部と前記鉄系材料との間に生成された金属間化合物による第2接合部と、溶接に伴って発生するチリの熱により前記アルミニウム系材料と前記鉄系材料との間に生成された金属間化合物による第3接合部とからなる、第1〜第3接合部で接合されていることを特徴とする鉄−アルミニウム接合部材。
【請求項5】
請求項4記載の鉄−アルミニウム接合部材であって、
前記第3接合部の上面及び前記アルミニウム系材料の下面の間に、前記チリによって前記第3接合部の上面及び前記鉄系材料の下面がろう付けされたろう付け部を有することを特徴とする鉄−アルミニウム接合部材。
【請求項1】
鉄系材料にアルミニウム系材料を溶接する鉄−アルミニウム材料の溶接方法において、
両材料の溶接に先立って、前記鉄系材料の、少なくとも被接合面及び、前記アルミニウム系材料の、少なくとも被接合面にめっきを施し、このめっきは、前記アルミニウム系材料より低融点で且つ前記鉄系材料との金属間化合物を生成し得る金属で施すことを特徴とする鉄−アルミニウム材料の溶接方法。
【請求項2】
前記溶接は、抵抗溶接、ガスシールドアーク溶接、レーザ溶接又は電子ビーム溶接のうちの、いずれかであることを特徴とする請求項1記載の鉄−アルミニウム材料の溶接方法。
【請求項3】
前記アルミニウム系材料よりも低融点で且つ前記鉄系材料との金属間化合物を生成し得る金属は、亜鉛を含むことを特徴とする請求項1又は請求項2記載の鉄−アルミニウム材料の溶接方法。
【請求項4】
請求項1、請求項2又は請求項3記載の鉄−アルミニウム材料の溶接方法で製造された鉄−アルミニウム接合部材であって、この鉄−アルミニウム接合部材は、前記アルミニウム系材料に主に形成される溶融域と前記鉄系材料との間に生成された金属間化合物による第1接合部と、前記アルミニウム系材料に前記溶融域を囲って形成される熱影響部と前記鉄系材料との間に生成された金属間化合物による第2接合部と、溶接に伴って発生するチリの熱により前記アルミニウム系材料と前記鉄系材料との間に生成された金属間化合物による第3接合部とからなる、第1〜第3接合部で接合されていることを特徴とする鉄−アルミニウム接合部材。
【請求項5】
請求項4記載の鉄−アルミニウム接合部材であって、
前記第3接合部の上面及び前記アルミニウム系材料の下面の間に、前記チリによって前記第3接合部の上面及び前記鉄系材料の下面がろう付けされたろう付け部を有することを特徴とする鉄−アルミニウム接合部材。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2009−72812(P2009−72812A)
【公開日】平成21年4月9日(2009.4.9)
【国際特許分類】
【出願番号】特願2007−244177(P2007−244177)
【出願日】平成19年9月20日(2007.9.20)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成21年4月9日(2009.4.9)
【国際特許分類】
【出願日】平成19年9月20日(2007.9.20)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]