
鉄心用鋼板積層体の製造方法及び製造装置
【課題】鋼板フィーダにより帯状鋼板を鋼板積層用テーブル側に送給する過程で帯状鋼板の移動が妨げられることがないようにした鉄心用鋼板積層体の製造装置を提供する。
【解決手段】鋼板積層用テーブル1と、長尺の帯状鋼板3を鋼板積層用テーブル側に送給する鋼板フィーダ5と、鋼板フィーダと鋼板積層用テーブルとの間に配置された切断機2とを備えて、鋼板フィーダ5により送給される帯状鋼板を切断機2により所定長さに切断して形成した短冊状の単位鋼板4を鋼板積層用テーブル1上に順次積層して鉄心用鋼板積層体を製造する鉄心用鋼板積層体の製造装置において、送給中の帯状鋼板3の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように、切断機2側から送給中の帯状鋼板3の下側に圧縮空気Aを吹き込む圧縮空気供給装置30を設けた。
【解決手段】鋼板積層用テーブル1と、長尺の帯状鋼板3を鋼板積層用テーブル側に送給する鋼板フィーダ5と、鋼板フィーダと鋼板積層用テーブルとの間に配置された切断機2とを備えて、鋼板フィーダ5により送給される帯状鋼板を切断機2により所定長さに切断して形成した短冊状の単位鋼板4を鋼板積層用テーブル1上に順次積層して鉄心用鋼板積層体を製造する鉄心用鋼板積層体の製造装置において、送給中の帯状鋼板3の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように、切断機2側から送給中の帯状鋼板3の下側に圧縮空気Aを吹き込む圧縮空気供給装置30を設けた。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、変圧器等の静止誘導電気機器の鉄心を構成するために用いる鉄心用鋼板積層体を製造する方法及びこの方法を実施するために用いる製造装置に関するものである。
【背景技術】
【0002】
変圧器等の静止誘導電気機器の鉄心は、短冊状に形成された単位鋼板の積層体により構成される。例えば、変圧器等の静止誘導電気機器に用いる1ターンカット形の巻鉄心は、1ターンをなすように巻回して両端を所定のラップ代(重ね代)La をもってラップさせた短冊状の単位鋼板を複数枚積層した構造の鉄心ブロック、またはラップ代が零の状態で両端を突き合わせた短冊状の単位鋼板を突き合わせ部の位置をずらして複数枚積層した構造の鉄心ブロックを更に複数個積層した構造を有している。
【0003】
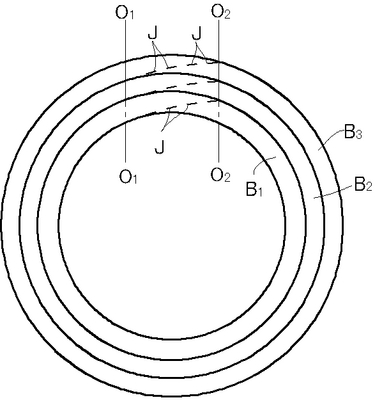
図9は円形に形成された1ターンカット形巻鉄心の構造の一例を示したもので、この巻鉄心では、3つの鉄心ブロックB1 〜B3 が設けられている。3つの鉄心ブロックB1 〜B3は、それぞれを構成する短冊状の単位鋼板の両端の接合部(重ね合わせた部分または突き合わせた部分)JをO1 −O1 線とO2 −O2 線との間のほぼ同じ範囲に階段状に分布させた状態で形成されている。
【0004】
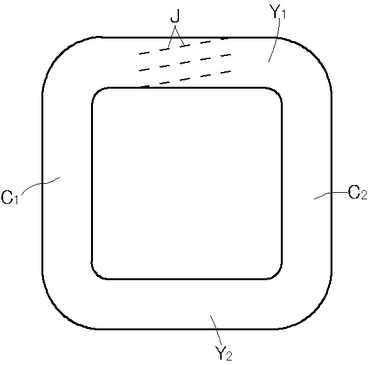
図9に示した円形の巻鉄心を矩形状に成形した後焼鈍することにより、図10に示すように、継鉄部Y1 及びY2 と、脚部C1 及びC2 とを有する矩形状の鉄心を得ることができる。
【0005】
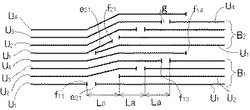
巻鉄心の巻回構造として種々のものが提案されている。図11は、ラップ巻回構造として知られた巻回構造を示している。この巻回構造では、先ず最内周の1枚目の単位鋼板U1 の長さL1 を巻枠の外周面の周長R1 に等しい長さとし、該1枚目の単位鋼板U1 を図示しない巻枠に図面上時計回りに巻き付けてその両端を突き合わせ接合する。図11においては、鋼板の接合部に隙間gが図示されているが、実際の鉄心の望ましい状態では、この隙間が実質的に零の状態にされる。
【0006】
次に最内周から2枚目の単位鋼板U2 の長さをL2 =R1 +La +2πt[tは鋼板の厚さ、La (≦Lo )はラップ代]とし、2枚目の単位鋼板U2 の先端位置を1枚目の単位鋼板U1 の後端位置からLo だけずらした状態で1枚目の単位鋼板の上に巻回して、両端を所定のラップ代La だけラップさせる。以下同様に、巻鉄心の最内周からn枚目の位置で鉄心ブロックを構成する単位鋼板の長さLn をLn =Rn-1 +La +2πtとし、各鉄心ブロックを構成する単位鋼板の両端をラップ代La だけラップさせた状態で接合する。ここでRn-1 は、Rn-1 =R1 +(n−2)・2πt[但しn≧2]で与えられる。
【0007】
1つの鉄心ブロックの巻回が終了した後、次に巻回する単位鋼板の先端位置を既に巻回された鉄心ブロックの先頭位置に一致させ、上記と同様にして次の鉄心ブロックを巻回する。
【0008】
上記のような巻鉄心を構成するために用いる鋼板積層体を製造する方法として、特許文献1、特許文献2及び特許文献3に示された方法が知られている。これらの特許文献に示された方法では、鋼板積層用テーブルと、帯状の鋼板を鋼板積層用テーブル側に送給する鋼板フィーダと、鋼板フィーダと鋼板積層用テーブルとの間に配置されて鋼板フィーダにより送給された帯状鋼板を切断する切断機とを設けておいて、鋼板フィーダにより帯状鋼板を鋼板積層用テーブル側に所定の長さ送給する毎に切断機により帯状鋼板を切断して短冊状の単位鋼板を形成し、形成された単位鋼板を鋼板積層用テーブル上に順次積層していくことにより鉄心用鋼板積層体を製造する。
【特許文献1】特公平5−67046号公報
【特許文献2】特開平8−124775号公報
【特許文献3】特開平10−241979号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
上記のような方法で鉄心用鋼板積層体を製造する場合には、帯状鋼板を鋼板フィーダにより鋼板積層用テーブル側に送給する際に、帯状鋼板が鋼板積層用テーブル上に既に積層されている鋼板積層体の最上部の鋼板の上を滑りながら移動するため、送給中の鋼板とその下の鋼板積層体との間に生じる摩擦抵抗が大きいと、送給途中で帯状鋼板が屈曲する等のトラブルが生じ、鋼板の送給を円滑に行なうことができなくなる。
【0010】
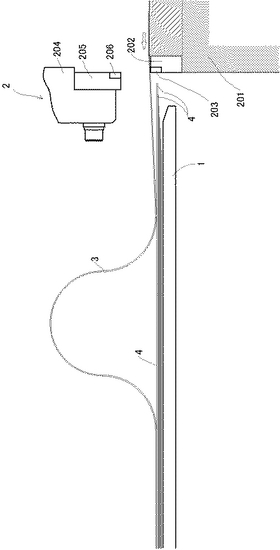
図8は、特許文献1に示されたような従来の鉄心用鋼板積層体の製造装置により鋼板積層体を製造している過程で上記のような不具合が生じた状態を示している。同図において、1は短冊状の単位鋼板を積層していく鋼板積層用テーブル、2は切断機である。切断機2は、フレーム201に支持された下刃物台202に保持された固定刃203と、図示しない駆動機構により駆動されて上下動させられるラム204の下端に取り付けられた上刃物台205に保持された可動刃206とを備えていて、可動刃206を固定刃203に向けて下降させることにより切断動作を行なう。図8には図示してないが、切断機2の右側方に鋼板フィーダが配置され、この鋼板フィーダにより図示しないドラムから供給される長尺の帯状鋼板3が固定刃203の上を越えて鋼板積層用テーブル1側に送給される。
【0011】
図8に示した装置により鋼板積層体を製造する際には、図示しない鋼板フィーダにより帯状鋼板3を鋼板積層用テーブル1側に所定の長さ送給する毎に切断機2の可動刃206を固定刃203に向けて下降させることにより帯状鋼板3を切断して短冊状の単位鋼板4を形成し、形成された単位鋼板4,4,…を鋼板積層用テーブル1上に順次積層していく。このようにして鋼板積層用テーブル上に所定枚数の単位鋼板を積層することにより鉄心用鋼板積層体を構成する。
【0012】
帯状鋼板3を鋼板積層用テーブル1上に既に積層されている鋼板積層体の最上部の鋼板の上を滑らせながら送給している過程で、送給中の帯状鋼板とその下に形成されている積層体の最上部の単位鋼板との間に生じる摩擦抵抗が大きいと、帯状鋼板3の先行部分の移動が妨げられた状態で、後続の部分が鋼板フィーダにより強制的に送給される現象が起こることがある。このような現象が起こると、図8に示されているように送給中の帯状鋼板3の屈曲が生じ、鋼板の送給を円滑に行なうことができなくなる。このような状態が生じると、帯状鋼板3の送給を一旦止めて帯状鋼板の屈曲を修正する等の作業を行う必要があるため、鋼板の積層作業の能率が低下し、好ましくない。
【0013】
本発明の目的は、鋼板フィーダにより帯状鋼板を鋼板積層用テーブル側に送給する過程で帯状鋼板が屈曲するなどのトラブルが生じるのを防いで、帯状鋼板の送給を円滑に行うことができるようにした鉄心用鋼板積層体の製造方法及び該製造方法を実施するために用いる製造装置を提供することにある。
【課題を解決するための手段】
【0014】
本発明は、鋼板積層用テーブルと、長尺の帯状鋼板を鋼板積層用テーブル側に送給する鋼板フィーダと、鋼板フィーダと鋼板積層用テーブルとの間に配置されて鋼板フィーダにより送給された帯状鋼板を切断する切断機とを設けて、鋼板フィーダにより帯状鋼板を鋼板積層用テーブル側に所定の長さ送給する毎に切断機により切断して短冊状の単位鋼板を形成し、形成された単位鋼板を鋼板積層用テーブル上に順次積層して鉄心用鋼板積層体を製造する方法に係わるものである。
【0015】
本発明においては、鋼板フィーダにより帯状鋼板を送給する過程で、切断機側から帯状鋼板の下側に圧縮空気を吹き込んで帯状鋼板の下側に該帯状鋼板の先端に向って流れる空気流を生じさせる。
【0016】
上記のように鋼板フィーダにより帯状鋼板を送給する過程で、切断機側から帯状鋼板の下側に圧縮空気を吹き込んで、帯状鋼板の下側に該鋼板の先端に向って流れる空気流を生じさせるようにすると、送給中の帯状鋼板とその下の部材(鋼板積層用テーブルまたは既に切断されて鋼板積層用テーブル上に配置された単位鋼板)との間の摩擦抵抗を軽減することができるため、送給中の帯状鋼板の先行部分の移動が妨げられて後続部分が屈曲するなどのトラブルが生じるのを防ぐことができる。
【0017】
上記の方法を実施するために用いる鉄心用鋼板積層体の製造装置は、鋼板積層用テーブルと、長尺の帯状鋼板を鋼板積層用テーブル側に送給する鋼板フィーダと、鋼板フィーダと鋼板積層用テーブルとの間に配置された切断機とを備えていて、鋼板フィーダにより送給される帯状鋼板を切断機により所定長さに切断して形成した短冊状の単位鋼板を鋼板積層用テーブル上に順次積層して鉄心用鋼板積層体を製造する。
【0018】
鉄心用鋼板積層体の製造装置が上記のように構成される場合には、送給中の帯状鋼板の下面に沿って該帯状鋼板の送給方向の前方側に流れる空気流を生じさせるよう送給中の帯状鋼板の下側に圧縮空気を吹き込む圧縮空気供給装置を設けることにより、本発明の目的を達成できる。
【0019】
上記切断機としては、鋼板積層用テーブルの後方に配置された固定刃と切断動作を行なう際に上方から固定刃に向けて下降する可動刃とを備えたものを用いることができる。この場合、鋼板フィーダは、長尺の帯状鋼板を切断機の固定刃の上を越えて鋼板積層用テーブル側に送給するように構成される。
【0020】
上記のような切断機が用いられる場合には、切断機の固定刃の上端寄りの位置に設定された上限位置と該上限位置よりも下方の位置との間を上下動自在に支持されて付勢手段により上限位置側に付勢された可動ブロックを固定刃と鋼板積層用テーブルとの間に配置し、固定刃の上を越えて送給される帯状鋼板の下面に沿って該帯状鋼板の送給方向の前方側に流れる空気流を生じさせるように送給中の帯状鋼板の下側に圧縮空気を吹き込む噴出口を備えた圧縮空気噴出孔を可動ブロックに少なくとも1つ設けるとともに、該圧縮空気噴出孔に圧縮空気を供給する圧縮空気供給源を設けることにより前記圧縮空気供給装置を構成することができる。この場合、切断機により切断された短冊状の単位鋼板を、送給中の帯状鋼板の下側への圧縮空気の吹き込みを妨げない位置まで移動させる鋼板移動機構を鋼板積層用テーブル側に設けておく。
【0021】
上記圧縮空気噴出孔は、固定刃を貫通させた状態で設けることもできる。このように圧縮空気噴出孔を設ける場合には、可動ブロックを省略することができるため、固定刃周りの構成が複雑になるのを防ぐことができる。
【発明の効果】
【0022】
以上のように、本発明によれば、鋼板フィーダにより帯状鋼板を送給する過程で、切断機側から帯状鋼板の下側に圧縮空気を吹き込んで、帯状鋼板の下側に該鋼板の先端に向って流れる空気流を生じさせるようにしたので、送給中の帯状鋼板とその下の部材との間の摩擦抵抗を軽減して帯状鋼板の送給を円滑に行わせることができ、送給中の帯状鋼板の先行部分の移動が妨げられて後続部分が屈曲するなどのトラブルが生じて鋼板の積層作業能率が低下するのを防ぐことができる。
【発明を実施するための最良の形態】
【0023】
以下図面を参照して本発明の好ましい実施形態を詳細に説明する。
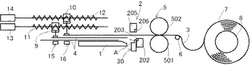
図1は本発明を適用する鉄心用鋼板積層体の製造方法を実施する製造装置の一例を示したもので、その基本的な構成は特許文献2に示されたものと同様である。図1において1は鋼板積層用テーブル、2は固定刃203と可動刃206とを備えて、可動刃206を上方から固定刃203に向けて下降させることにより切断動作を行う切断機(シヤー)である。切断機2の後方(テーブル1と反対側)には、フィードローラ501と押えローラ502とを備えた鋼板フィーダ5が配置されている。鋼板フィーダ5の後方には、ガイドローラ6とアンコイラ7とが配置されていて、アンコイラ7によりドラム8から巻戻された帯状鋼板3が、ガイドローラ6を経由してフィーダ5のフィードローラ501と押えローラ502との間に供給され、フィードローラ501の回転により鋼板3が鋼板積層用テーブル1側に送給されるようになっている。フィードローラ501の回転軸には、鋼板3の送給量(長さ)を計測するセンサが取り付けられ、該センサにより所定の長さの鋼板が送給されたことが検出されたときにフィーダが停止させられる。切断機2は、フィーダ5が停止したときに帯状鋼板3を切断して、短冊状の単位鋼板4,4,…を形成する。これらの単位鋼板は鋼板積層用テーブル1上に順次積層されていく。
【0024】
9及び10はそれぞれ図示しない支持手段により帯状鋼板3の送給方向にスライド自在に支持された第1スライダ及び第2のスライダである。第1のスライダ9及び第2のスライダ10にはそれぞれ帯状鋼板3の搬送方向に伸びるネジ孔が設けられていて、両スライダ9及び10のネジ孔に第1及び第2のボールネジ11及び12が螺合されている。これらのボールネジ11及び12はそれぞれ第1及び第2のサーボモータ13及び14の出力軸に連結されている。
【0025】
第1及び第2のスライダ9及び10にはそれぞれ第1のクランプ15及び第2のクランプ16が支持されている。第1のクランプ15はエアシリンダを駆動源としてクランプ動作とアンクランプ動作とを行うクランプ金具を備えていて、鋼板積層用テーブル1上の単位鋼板を一括してクランプする。同様に、第2のクランプ16もエアシリンダを駆動源としてクランプ動作とアンクランプ動作とを行うクランプ金具を備えていて、鋼板積層用テーブル1上の単位鋼板を一括してクランプする。第1のクランプ15及び第2のクランプ16は互いに干渉しない位置に配置されている。また第1及び第2のクランプ15及び16を指定された位置まで移動させるようにサーボモータ13及び14の回転角度を数値制御する制御部が設けられている。
【0026】
図示の製造装置においてはまた、鋼板積層用テーブル1上の全ての単位鋼板4,4,…を最上部に位置する単位鋼板の先端部付近の位置で第1のクランプ15により一括してクランプし、第2のクランプ16をアンクランプ状態にして第1のクランプ15をクランプしている単位鋼板とともに鋼板フィーダ5による搬送方向の前方側(図1において左側)に所定距離移動させる第1のステップ送り動作と、鋼板積層テーブル1上の全ての単位鋼板を最上部に位置する単位鋼板の先端部付近の位置で第2のクランプ16により一括してクランプし、第1のクランプ15をアンクランプ状態にして第2のクランプ16をクランプしている単位鋼板とともに搬送方向に所定距離移動させる第2のステップ送り動作とを、新たな単位鋼板が供給される毎に交互に行なわせるように、第1及び第2のクランプ15及び16と、サーボモータ13及び14とを制御する制御装置(図示せず。)が設けられている。
【0027】
また図示の装置では、鋼板フィーダ5とアンコイラ7との間に鋼板3の板厚tを計測するセンサが設けられ、このセンサにより計測された鋼板の板厚tが制御装置に随時与えられている。
【0028】
図示の製造装置により鋼板積層体を製造する際には、鋼板積層用テーブル1上の全ての単位鋼板4,4,…を最上部に位置する単位鋼板の先端部付近の位置で第1のクランプ15により一括してクランプし、第2のクランプ16をアンクランプ状態にして第1のクランプ15をクランプしている単位鋼板とともに鋼板フィーダ5による搬送方向の前方側に所定距離移動させる第1のステップ送り動作と、鋼板積層用テーブル1上の全ての単位鋼板を最上部に位置する単位鋼板の先端部付近の位置で第2のクランプ16により一括してクランプし、第1のクランプ15をアンクランプ状態にして第2のクランプ16をクランプしている単位鋼板とともに搬送方向に所定距離移動させる第2のステップ送り動作とを、新たな単位鋼板が供給される毎に交互に行なわせることにより鋼板積層体の端部に段部を形成する。
【0029】
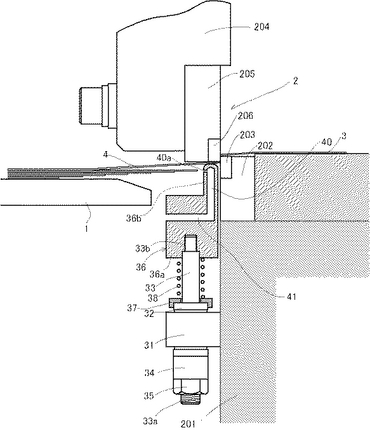
本発明においては、送給中の帯状鋼板3の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように、切断機2側から送給中の帯状鋼板3の下側に圧縮空気Aを吹き込む圧縮空気供給装置30が設けられている。
【0030】
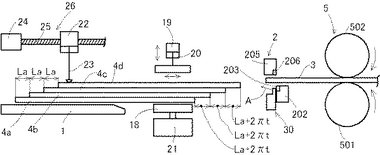
図3を参照すると、圧縮空気供給装置30付近の詳細な構造が示されている。切断機2の固定刃203は、フレーム201の上部に取り付けられた下刃物台202に保持されている。また可動刃206は、図示しない駆動機構により上下動させられるラム204の下端に取り付けられた上刃物台205の下端に保持されている。
【0031】
フレーム201のテーブル1側の側面にスラスト軸受31が固定され、このスラスト軸受に設けられたリニアブッシュ32によりガイドロッド33が上下動自在に支持されている。ガイドロッド33の下端にはネジ部33aが設けられてこのネジにストッパとして機能するナット34と、ナット34を所定の位置に固定するロックナット35とが螺合され、ナット34とリニアブッシュ32の下端との当接によりガイドロッド33の上方への移動範囲が規制されている。
【0032】
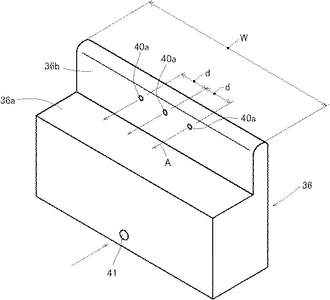
図6に示したように、ガイドロッド33の上端には、直方体状に形成された本体36aと、本体36aの奥行き方向の一端から上方に突出した突出部36bとを有する可動ブロック36が取り付けられる。可動ブロック36は、突出部36bを固定刃203側に位置させた状態で固定刃203と鋼板積層用テーブル1との間に配置されて、その本体36aの下端中央に設けられたネジ孔にガイドロッド33の上端に形成されたネジ部33bを螺合させることによりガイドロッド33に締結されている。可動ブロック36は、ガイドロッド33と軸受31とにより上下動自在に支持されていて、ガイドロッド33が上限位置まで変位したときに、可動ブロック36が上限位置に達してその突出部36bの上端が固定刃203の上端よりも僅かに下方の位置に達するように、ガイドロッド33の移動範囲が調整されている。可動ブロック36の下端とリニアブッシュ32の上端に嵌合されたバネ受け部材37との間にコイルバネ38が配設され、このコイルバネ38により可動ブロック36が常時上限位置側に付勢されている。
【0033】
可動ブロック36の内部には、上下方向に延びる3個の圧縮空気噴出孔40が、帯状鋼板3の幅方向に所定の間隔を隔てて並べた状態で形成されている。また可動ブロック36の本体の下部には、一端がテーブル1側に開口した圧縮空気導入通路41が形成され、この圧縮空気導入通路41の他端が可動ブロック内で3個の圧縮空気噴出孔40の下端に接続されている。圧縮空気導入通路41の一端には図示しない圧縮空気供給源から圧縮空気が供給される。
【0034】
各圧縮空気噴出孔40は、その上端に、帯状鋼板3の送給方向の前方側に向って斜め上方に開口した噴出口40aを備えており、各圧縮空気噴出孔40の噴出口40aから帯状鋼板3の下面に向けて圧縮空気Aが噴出することにより、固定刃203の上を越えて送給される帯状鋼板3の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせられるようになっている。
【0035】
可動ブロック36の噴出口42からの圧縮エアの噴出は、切断機2により切断されて鋼板積層用テーブル1の上に積層された単位鋼板4がサーボモータ13,14による前述の送り動作により帯状鋼板の送給方向の前方側に送られた後に行われる。鋼板積層用テーブル1上の鋼板積層体が帯状鋼板の送給方向の前方側に送られたときに、図3に示すように、噴出口40aから噴出される圧縮空気Aが鋼板積層テーブル1上に既に存在する鋼板積層体に妨げられることなく、次に送給される帯状鋼板3の下面とその下の単位鋼板との間に吹き込まれるように、可動ブロック36の突出部36bの高さ、噴出口40aの配設位置、及び噴出口40aの開口方向を設定しておく。可動ブロック36の幅寸法Wは鋼板の幅寸法よりも十分に大きく設定しておく。また3つの噴出口40aは、送給中の帯状鋼板3の幅寸法以内に等しい間隔dをもって並ぶように設けておく。
【0036】
上記のように、固定刃203側から帯状鋼板の下側に圧縮空気を吹き込む構成をとる場合には、切断機2により切断された短冊状の単位鋼板4を、送給中の帯状鋼板の下側への圧縮空気の吹き込みを妨げない位置まで移動させる鋼板移動機構を設けておく必要があるる。本実施形態では、鋼板積層用テーブル1上に単位鋼板を積層していく際に、積層される一連の単位鋼板4の端部の位置を所定長さずつずらすために第1のステップ送り動作と第2のステップ送り動作とを行う送り機構が設けられているので、上記鋼板移動機構を特別に設ける必要はなく、第1のステップ送り動作と第2のステップ送り動作とを行う送り機構を上記鋼板移動機構として利用することができる。
【0037】
本実施形態の製造装置を用いて鉄心用鋼板積層体を製造する際には、図3に示すように、帯状鋼板3を鋼板積層用テーブル1側に送給する過程で、圧縮空気噴出孔40の噴出口40aから圧縮空気Aを噴出させて、送給中の帯状鋼板3の下面に沿って、その送給方向の前方側に流れる空気流を生じさせる。このように送給中の帯状鋼板の下側に空気流を生じさせると、送給中の帯状鋼板とその下の部材(単位鋼板またはテーブル1)との間の摩擦抵抗を軽減して帯状鋼板3の送給を円滑に行わせることができる。従って、図8に示したように、送給中の帯状鋼板3の先行部分の移動が妨げられて後続部分が屈曲するなどのトラブルが生じて鋼板の積層作業能率が低下するのを防ぐことができる。
【0038】
帯状鋼板3を所定長さ送給したところでフィーダ5を停止させ、図4に示すように、切断機2の可動刃206を下降させることにより鋼板3を切断して単位鋼板4を形成する。可動刃206は鋼板を切断する際に、鋼板を介して可動ブロック36の上端に当接して該可動ブロック36をコイルバネ38の付勢力に抗して下方に変位させる。切断された単位鋼板4が、鋼板積層体の最下層の単位鋼板である場合には、該単位鋼板4が鋼板積層用テーブル1の上面に載せられる。切断された単位鋼板4が2層目以降の単位鋼板である場合には、該単位鋼板が鋼板積層用テーブル1上に既に積層されている鋼板積層体の最上部の単位鋼板4の上に載せられる。
【0039】
帯状鋼板3を切断して単位鋼板4を形成した後、切断機2の可動刃206を上方に変位させ、次の帯状鋼板3の送給に備えて、テーブル1上の単位鋼板4を帯状鋼板の送給方向の前方側に移動させる。その後噴出口40aから圧縮空気を噴出させてフィーダ502を起動し、帯状鋼板3を鋼板積層用テーブル1側に送給する。これらの動作を所定の回数繰り返すことにより、鋼板積層用テーブル1上に単位鋼板4,4,…を積層していく。
【0040】
上記の実施形態では、圧縮空気噴出孔40が3つ設けられているが圧縮空気噴出孔40は少なくとも1つ設けられていればよく、その数は任意である。
【0041】
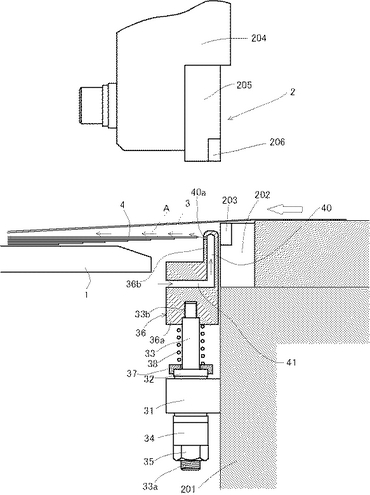
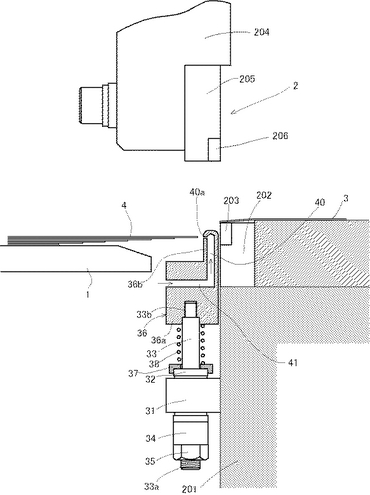
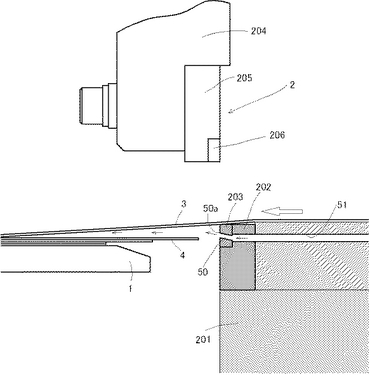
上記の実施形態では、固定刃206と鋼板積層用テーブル1との間に可動ブロック36を配置して、この可動ブロックに圧縮空気噴出孔40を設けたが、図7に示したように、固定刃206の上を越えて送給される帯状鋼板3の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように送給中の帯状鋼板3の下側に圧縮空気を吹き込む噴出口50aを備えた圧縮空気噴出孔50を、固定刃206を貫通させて少なくとも1つ設けるようにしてもよい。
【0042】
図7に示した例では、圧縮空気噴出孔50が、帯状鋼板3の送給方向の前方側に向って斜め上方に傾斜して延びるように設けられていて、その先端に設けられた噴出口50aが、固定刃203の上を越えて送給される帯状鋼板の下面に斜めに対向させられる。固定刃203を保持した下刃物台202内と、下刃物台202に隣接する固定フレーム201の上部ブロック201a内とを貫通して圧縮空気導入通路51が設けられ、圧縮空気導入通路51の一端が各圧縮空気噴出孔50に接続されている。圧縮空気導入通路51の他端は図示しない圧縮空気供給源に接続されている。
【0043】
図7に示したように、固定刃206を貫通させて圧縮空気噴出孔50を設けるようにすれば、図3ないし図5に示した実施形態で設けた可動ブロックを省略することができるため、固定刃203の回りの構成を複雑にすることなく、帯状鋼板3の下側に空気流を生じさせることができる。
【0044】
本発明で設ける圧縮空気供給装置は、送給中の帯状鋼板3の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように、切断機2側から送給中の帯状鋼板3の下側に圧縮空気を吹き込むものであればよく、その構成は上記の例に限らない。例えば、固定刃203の幅方向(鋼板の送給方向と直交する方向)の両側にそれぞれ圧縮空気噴出孔を有する噴射ノズルを配置して、送給中の帯状鋼板の幅方向の両側から送給中の帯状鋼板の下側に圧縮空気を吹き込むようにしてもよい。
【0045】
本発明を適用する鋼板積層体の製造装置は図1に示した例に限定されるものではなく、鋼板積層用テーブルと、長尺の帯状鋼板を鋼板積層用テーブル側に送給する鋼板フィーダと、鋼板フィーダと鋼板積層用テーブルとの間に配置された切断機とを備えて、鋼板フィーダにより送給される帯状鋼板を切断機により所定長さに切断して形成した短冊状の単位鋼板を鋼板積層用テーブル上に順次積層して鉄心用鋼板積層体を製造するものであれば如何なるものでもよい。
【0046】
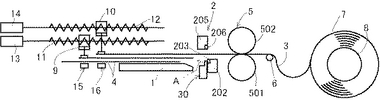
図2は本発明を適用する鋼板積層体の製造装置の他の構成例を示したもので、その基本的な構成は特許文献1に記載されたものと同様である。図2に示された製造装置は、帯状鋼板3をフィードローラ501と押えローラ502との間に挟んで送給する鋼板フィーダ5と、送給された帯状鋼板3を所定の長さに切断して単位鋼板4を形成する切断機(シヤー)2と、切断機2の固定刃203の前方に配置された鋼板積層用テーブル1と、鋼板積層用テーブル1と切断機2との間に配置された移動テーブル18と、シリンダ19により駆動されて切断された単位鋼板4を移動テーブル18に対してクランプするステップ送りクランプ20と、移動テーブル18をステップ送りクランプ20とともに所定の距離移動させてステップ作りをするステップ送り装置21と、シリンダ22により駆動されて鋼板の積層体をその先端側で鋼板積層用テーブル1に対してクランプする先端クランプ23と、電動機24により駆動されるネジ棒25とこのネジ棒に螺合されたナットとを有して先端クランプ23を鋼板の搬送方向に移動させる先端クランプ移動機構26とを備えている。ステップ送り装置21は、切断機2を駆動する電動機を駆動源として移動テーブルを往復移動させるカム機構を備えていて、切断機2が帯状鋼板3の切断を完了した後に(切断機の可動刃204が上方に退避した後に)移動テーブル18をラップ代La に鋼板の板厚による周長の増加分2πtを加えた分だけ鋼板積層用テーブル1側に前進させ、ステップ送りクランプ20がアンクランプ状態になった後に移動テーブル18を原位置に復帰させる。
【0047】
図2に示した装置により例えば図11に示したラップ巻回構造で図9に示す巻鉄心を製造するために用いる鋼板積層体を得る場合には、先ず鋼板フィーダ5により帯状鋼板3を巻枠の周長R1 に等しい長さL1 だけ送ったところで該フィーダを停止させ、切断機2により帯状鋼板3を切断して第1の鉄心ブロックB1 の1枚目の単位鋼板4aを形成する。この単位鋼板4aをステップ送りクランプ20により移動テーブル18に対してクランプし、ステップ送り装置21により単位鋼板4を移動テーブル18とともに図2の左方向にステップ送り量La +2πtだけ前進させる(ステップ送りを行なわせる)。次いでステップ送りクランプ20をアンクランプ状態(クランプを解除した状態)にした後、移動テーブル18を原位置まで後退させ、先端クランプ23により単位鋼板4aの先端を鋼板積層用テーブル1に対してクランプする。
【0048】
次に鋼板フィーダ5を再起動させて帯状鋼板3をクランプされている単位鋼板4aの上に搬送し、鋼板フィーダ5による帯状鋼板の送り量が単位鋼板4の長さL1 に2πt(tは鋼板の厚み)を加えた値に等しくなったことが検出されたときに帯状鋼板3を切断機2により切断する。これにより2枚目の単位鋼板4bを形成し、この単位鋼板4bを単位鋼板4aの上に重ねる。その後単位鋼板4a,4bの積層体をステップ送りクランプ20により移動テーブル18に対してクランプし、先端クランプ23をアンクランプ状態にした後、ステップ送り装置21により移動テーブル18を鋼板4a,4b及びクランプ20とともにステップ送り量La +2πtだけ前進させる。次いでステップ送りクランプ20をアンクランプ状態にし、移動テーブル18を原位置に復帰させた後、先端クランプ23を単位鋼板4bの先端に当接する位置まで移動させて該先端クランプ23により単位鋼板4a,4bの積層体の先端をクランプする。
【0049】
以下同様に、La +2πtだけ鋼板積層体をステップ送りする操作と、ステップ送りされた鋼板積層体の上に、板厚による周長の増加分2πtだけ前よりも長さを増大させた単位鋼板を重ね合わせる操作とを所定回数繰り返すことにより鉄心ブロックB1(図9参照)を構成する鋼板積層体を形成する。この鋼板積層体は鉄心ブロックB1 を平面上に展開したものに相当し、その先端部にはラップ代La に等しいずれ代を有するステップ(段部)が形成され、後端部には先端部側のずれ代La と2πtとの和に等しいずれ代La +2πtを有するステップ(段)が形成されている。
【0050】
図2に示した実施形態においては、ステップ送り装置21が、切断機2により切断された短冊状の単位鋼板4を、送給中の帯状鋼板の下側への圧縮空気の吹き込みを妨げない位置まで移動させる鋼板移動機構を兼ねている。
【図面の簡単な説明】
【0051】
【図1】本発明を適用する製造方法を実施するために用いる製造装置の一例を示した構成図である。
【図2】本発明を適用する製造方法を実施するために用いる製造装置の他の例を示した構成図である。
【図3】図1または図2に示した製造装置の圧縮空気供給装置付近の構成例を示した要部の断面図である。
【図4】図3に示したように構成された圧縮空気供給装置を備えた鉄心用鋼板製造装置において鋼板を切断する際の状態を示した要部の断面図である。
【図5】図3に示したように構成された圧縮空気供給装置を備えた鉄心用鋼板製造装置において帯状鋼板を切断して得た単位鋼板を他の単位鋼板とともに移動させた状態を示した要部の断面図である。
【図6】図3に示した圧縮空気供給装置を構成する可動ブロックを示した斜視図である。
【図7】図1または図2に示した製造装置の圧縮空気供給装置付近の他の構成例を示した要部の断面図である。
【図8】帯状鋼板を送給している途中で鋼板が屈曲してその送給が妨げられた状態にある従来の鉄心用鋼板積層体製造装置の要部の側面図である。
【図9】円形巻鉄心の構造を概略的に示した正面図である。
【図10】図9の円形巻鉄心を矩形状に成形して得た矩形状鉄心の構造を概略的に示した正面図である。
【図11】巻鉄心の接合部の構造を示した説明図である。
【符号の説明】
【0052】
1 鋼板積層用テーブル
2 切断機
203 固定刃
206 可動刃
3 帯状鋼板
5 鋼板フィーダ
30 圧縮空気供給装置
36 可動ブロック
40 圧縮空気噴出孔
40a 噴出口
50 圧縮空気噴出孔
50a 噴出口
【技術分野】
【0001】
本発明は、変圧器等の静止誘導電気機器の鉄心を構成するために用いる鉄心用鋼板積層体を製造する方法及びこの方法を実施するために用いる製造装置に関するものである。
【背景技術】
【0002】
変圧器等の静止誘導電気機器の鉄心は、短冊状に形成された単位鋼板の積層体により構成される。例えば、変圧器等の静止誘導電気機器に用いる1ターンカット形の巻鉄心は、1ターンをなすように巻回して両端を所定のラップ代(重ね代)La をもってラップさせた短冊状の単位鋼板を複数枚積層した構造の鉄心ブロック、またはラップ代が零の状態で両端を突き合わせた短冊状の単位鋼板を突き合わせ部の位置をずらして複数枚積層した構造の鉄心ブロックを更に複数個積層した構造を有している。
【0003】
図9は円形に形成された1ターンカット形巻鉄心の構造の一例を示したもので、この巻鉄心では、3つの鉄心ブロックB1 〜B3 が設けられている。3つの鉄心ブロックB1 〜B3は、それぞれを構成する短冊状の単位鋼板の両端の接合部(重ね合わせた部分または突き合わせた部分)JをO1 −O1 線とO2 −O2 線との間のほぼ同じ範囲に階段状に分布させた状態で形成されている。
【0004】
図9に示した円形の巻鉄心を矩形状に成形した後焼鈍することにより、図10に示すように、継鉄部Y1 及びY2 と、脚部C1 及びC2 とを有する矩形状の鉄心を得ることができる。
【0005】
巻鉄心の巻回構造として種々のものが提案されている。図11は、ラップ巻回構造として知られた巻回構造を示している。この巻回構造では、先ず最内周の1枚目の単位鋼板U1 の長さL1 を巻枠の外周面の周長R1 に等しい長さとし、該1枚目の単位鋼板U1 を図示しない巻枠に図面上時計回りに巻き付けてその両端を突き合わせ接合する。図11においては、鋼板の接合部に隙間gが図示されているが、実際の鉄心の望ましい状態では、この隙間が実質的に零の状態にされる。
【0006】
次に最内周から2枚目の単位鋼板U2 の長さをL2 =R1 +La +2πt[tは鋼板の厚さ、La (≦Lo )はラップ代]とし、2枚目の単位鋼板U2 の先端位置を1枚目の単位鋼板U1 の後端位置からLo だけずらした状態で1枚目の単位鋼板の上に巻回して、両端を所定のラップ代La だけラップさせる。以下同様に、巻鉄心の最内周からn枚目の位置で鉄心ブロックを構成する単位鋼板の長さLn をLn =Rn-1 +La +2πtとし、各鉄心ブロックを構成する単位鋼板の両端をラップ代La だけラップさせた状態で接合する。ここでRn-1 は、Rn-1 =R1 +(n−2)・2πt[但しn≧2]で与えられる。
【0007】
1つの鉄心ブロックの巻回が終了した後、次に巻回する単位鋼板の先端位置を既に巻回された鉄心ブロックの先頭位置に一致させ、上記と同様にして次の鉄心ブロックを巻回する。
【0008】
上記のような巻鉄心を構成するために用いる鋼板積層体を製造する方法として、特許文献1、特許文献2及び特許文献3に示された方法が知られている。これらの特許文献に示された方法では、鋼板積層用テーブルと、帯状の鋼板を鋼板積層用テーブル側に送給する鋼板フィーダと、鋼板フィーダと鋼板積層用テーブルとの間に配置されて鋼板フィーダにより送給された帯状鋼板を切断する切断機とを設けておいて、鋼板フィーダにより帯状鋼板を鋼板積層用テーブル側に所定の長さ送給する毎に切断機により帯状鋼板を切断して短冊状の単位鋼板を形成し、形成された単位鋼板を鋼板積層用テーブル上に順次積層していくことにより鉄心用鋼板積層体を製造する。
【特許文献1】特公平5−67046号公報
【特許文献2】特開平8−124775号公報
【特許文献3】特開平10−241979号公報
【発明の開示】
【発明が解決しようとする課題】
【0009】
上記のような方法で鉄心用鋼板積層体を製造する場合には、帯状鋼板を鋼板フィーダにより鋼板積層用テーブル側に送給する際に、帯状鋼板が鋼板積層用テーブル上に既に積層されている鋼板積層体の最上部の鋼板の上を滑りながら移動するため、送給中の鋼板とその下の鋼板積層体との間に生じる摩擦抵抗が大きいと、送給途中で帯状鋼板が屈曲する等のトラブルが生じ、鋼板の送給を円滑に行なうことができなくなる。
【0010】
図8は、特許文献1に示されたような従来の鉄心用鋼板積層体の製造装置により鋼板積層体を製造している過程で上記のような不具合が生じた状態を示している。同図において、1は短冊状の単位鋼板を積層していく鋼板積層用テーブル、2は切断機である。切断機2は、フレーム201に支持された下刃物台202に保持された固定刃203と、図示しない駆動機構により駆動されて上下動させられるラム204の下端に取り付けられた上刃物台205に保持された可動刃206とを備えていて、可動刃206を固定刃203に向けて下降させることにより切断動作を行なう。図8には図示してないが、切断機2の右側方に鋼板フィーダが配置され、この鋼板フィーダにより図示しないドラムから供給される長尺の帯状鋼板3が固定刃203の上を越えて鋼板積層用テーブル1側に送給される。
【0011】
図8に示した装置により鋼板積層体を製造する際には、図示しない鋼板フィーダにより帯状鋼板3を鋼板積層用テーブル1側に所定の長さ送給する毎に切断機2の可動刃206を固定刃203に向けて下降させることにより帯状鋼板3を切断して短冊状の単位鋼板4を形成し、形成された単位鋼板4,4,…を鋼板積層用テーブル1上に順次積層していく。このようにして鋼板積層用テーブル上に所定枚数の単位鋼板を積層することにより鉄心用鋼板積層体を構成する。
【0012】
帯状鋼板3を鋼板積層用テーブル1上に既に積層されている鋼板積層体の最上部の鋼板の上を滑らせながら送給している過程で、送給中の帯状鋼板とその下に形成されている積層体の最上部の単位鋼板との間に生じる摩擦抵抗が大きいと、帯状鋼板3の先行部分の移動が妨げられた状態で、後続の部分が鋼板フィーダにより強制的に送給される現象が起こることがある。このような現象が起こると、図8に示されているように送給中の帯状鋼板3の屈曲が生じ、鋼板の送給を円滑に行なうことができなくなる。このような状態が生じると、帯状鋼板3の送給を一旦止めて帯状鋼板の屈曲を修正する等の作業を行う必要があるため、鋼板の積層作業の能率が低下し、好ましくない。
【0013】
本発明の目的は、鋼板フィーダにより帯状鋼板を鋼板積層用テーブル側に送給する過程で帯状鋼板が屈曲するなどのトラブルが生じるのを防いで、帯状鋼板の送給を円滑に行うことができるようにした鉄心用鋼板積層体の製造方法及び該製造方法を実施するために用いる製造装置を提供することにある。
【課題を解決するための手段】
【0014】
本発明は、鋼板積層用テーブルと、長尺の帯状鋼板を鋼板積層用テーブル側に送給する鋼板フィーダと、鋼板フィーダと鋼板積層用テーブルとの間に配置されて鋼板フィーダにより送給された帯状鋼板を切断する切断機とを設けて、鋼板フィーダにより帯状鋼板を鋼板積層用テーブル側に所定の長さ送給する毎に切断機により切断して短冊状の単位鋼板を形成し、形成された単位鋼板を鋼板積層用テーブル上に順次積層して鉄心用鋼板積層体を製造する方法に係わるものである。
【0015】
本発明においては、鋼板フィーダにより帯状鋼板を送給する過程で、切断機側から帯状鋼板の下側に圧縮空気を吹き込んで帯状鋼板の下側に該帯状鋼板の先端に向って流れる空気流を生じさせる。
【0016】
上記のように鋼板フィーダにより帯状鋼板を送給する過程で、切断機側から帯状鋼板の下側に圧縮空気を吹き込んで、帯状鋼板の下側に該鋼板の先端に向って流れる空気流を生じさせるようにすると、送給中の帯状鋼板とその下の部材(鋼板積層用テーブルまたは既に切断されて鋼板積層用テーブル上に配置された単位鋼板)との間の摩擦抵抗を軽減することができるため、送給中の帯状鋼板の先行部分の移動が妨げられて後続部分が屈曲するなどのトラブルが生じるのを防ぐことができる。
【0017】
上記の方法を実施するために用いる鉄心用鋼板積層体の製造装置は、鋼板積層用テーブルと、長尺の帯状鋼板を鋼板積層用テーブル側に送給する鋼板フィーダと、鋼板フィーダと鋼板積層用テーブルとの間に配置された切断機とを備えていて、鋼板フィーダにより送給される帯状鋼板を切断機により所定長さに切断して形成した短冊状の単位鋼板を鋼板積層用テーブル上に順次積層して鉄心用鋼板積層体を製造する。
【0018】
鉄心用鋼板積層体の製造装置が上記のように構成される場合には、送給中の帯状鋼板の下面に沿って該帯状鋼板の送給方向の前方側に流れる空気流を生じさせるよう送給中の帯状鋼板の下側に圧縮空気を吹き込む圧縮空気供給装置を設けることにより、本発明の目的を達成できる。
【0019】
上記切断機としては、鋼板積層用テーブルの後方に配置された固定刃と切断動作を行なう際に上方から固定刃に向けて下降する可動刃とを備えたものを用いることができる。この場合、鋼板フィーダは、長尺の帯状鋼板を切断機の固定刃の上を越えて鋼板積層用テーブル側に送給するように構成される。
【0020】
上記のような切断機が用いられる場合には、切断機の固定刃の上端寄りの位置に設定された上限位置と該上限位置よりも下方の位置との間を上下動自在に支持されて付勢手段により上限位置側に付勢された可動ブロックを固定刃と鋼板積層用テーブルとの間に配置し、固定刃の上を越えて送給される帯状鋼板の下面に沿って該帯状鋼板の送給方向の前方側に流れる空気流を生じさせるように送給中の帯状鋼板の下側に圧縮空気を吹き込む噴出口を備えた圧縮空気噴出孔を可動ブロックに少なくとも1つ設けるとともに、該圧縮空気噴出孔に圧縮空気を供給する圧縮空気供給源を設けることにより前記圧縮空気供給装置を構成することができる。この場合、切断機により切断された短冊状の単位鋼板を、送給中の帯状鋼板の下側への圧縮空気の吹き込みを妨げない位置まで移動させる鋼板移動機構を鋼板積層用テーブル側に設けておく。
【0021】
上記圧縮空気噴出孔は、固定刃を貫通させた状態で設けることもできる。このように圧縮空気噴出孔を設ける場合には、可動ブロックを省略することができるため、固定刃周りの構成が複雑になるのを防ぐことができる。
【発明の効果】
【0022】
以上のように、本発明によれば、鋼板フィーダにより帯状鋼板を送給する過程で、切断機側から帯状鋼板の下側に圧縮空気を吹き込んで、帯状鋼板の下側に該鋼板の先端に向って流れる空気流を生じさせるようにしたので、送給中の帯状鋼板とその下の部材との間の摩擦抵抗を軽減して帯状鋼板の送給を円滑に行わせることができ、送給中の帯状鋼板の先行部分の移動が妨げられて後続部分が屈曲するなどのトラブルが生じて鋼板の積層作業能率が低下するのを防ぐことができる。
【発明を実施するための最良の形態】
【0023】
以下図面を参照して本発明の好ましい実施形態を詳細に説明する。
図1は本発明を適用する鉄心用鋼板積層体の製造方法を実施する製造装置の一例を示したもので、その基本的な構成は特許文献2に示されたものと同様である。図1において1は鋼板積層用テーブル、2は固定刃203と可動刃206とを備えて、可動刃206を上方から固定刃203に向けて下降させることにより切断動作を行う切断機(シヤー)である。切断機2の後方(テーブル1と反対側)には、フィードローラ501と押えローラ502とを備えた鋼板フィーダ5が配置されている。鋼板フィーダ5の後方には、ガイドローラ6とアンコイラ7とが配置されていて、アンコイラ7によりドラム8から巻戻された帯状鋼板3が、ガイドローラ6を経由してフィーダ5のフィードローラ501と押えローラ502との間に供給され、フィードローラ501の回転により鋼板3が鋼板積層用テーブル1側に送給されるようになっている。フィードローラ501の回転軸には、鋼板3の送給量(長さ)を計測するセンサが取り付けられ、該センサにより所定の長さの鋼板が送給されたことが検出されたときにフィーダが停止させられる。切断機2は、フィーダ5が停止したときに帯状鋼板3を切断して、短冊状の単位鋼板4,4,…を形成する。これらの単位鋼板は鋼板積層用テーブル1上に順次積層されていく。
【0024】
9及び10はそれぞれ図示しない支持手段により帯状鋼板3の送給方向にスライド自在に支持された第1スライダ及び第2のスライダである。第1のスライダ9及び第2のスライダ10にはそれぞれ帯状鋼板3の搬送方向に伸びるネジ孔が設けられていて、両スライダ9及び10のネジ孔に第1及び第2のボールネジ11及び12が螺合されている。これらのボールネジ11及び12はそれぞれ第1及び第2のサーボモータ13及び14の出力軸に連結されている。
【0025】
第1及び第2のスライダ9及び10にはそれぞれ第1のクランプ15及び第2のクランプ16が支持されている。第1のクランプ15はエアシリンダを駆動源としてクランプ動作とアンクランプ動作とを行うクランプ金具を備えていて、鋼板積層用テーブル1上の単位鋼板を一括してクランプする。同様に、第2のクランプ16もエアシリンダを駆動源としてクランプ動作とアンクランプ動作とを行うクランプ金具を備えていて、鋼板積層用テーブル1上の単位鋼板を一括してクランプする。第1のクランプ15及び第2のクランプ16は互いに干渉しない位置に配置されている。また第1及び第2のクランプ15及び16を指定された位置まで移動させるようにサーボモータ13及び14の回転角度を数値制御する制御部が設けられている。
【0026】
図示の製造装置においてはまた、鋼板積層用テーブル1上の全ての単位鋼板4,4,…を最上部に位置する単位鋼板の先端部付近の位置で第1のクランプ15により一括してクランプし、第2のクランプ16をアンクランプ状態にして第1のクランプ15をクランプしている単位鋼板とともに鋼板フィーダ5による搬送方向の前方側(図1において左側)に所定距離移動させる第1のステップ送り動作と、鋼板積層テーブル1上の全ての単位鋼板を最上部に位置する単位鋼板の先端部付近の位置で第2のクランプ16により一括してクランプし、第1のクランプ15をアンクランプ状態にして第2のクランプ16をクランプしている単位鋼板とともに搬送方向に所定距離移動させる第2のステップ送り動作とを、新たな単位鋼板が供給される毎に交互に行なわせるように、第1及び第2のクランプ15及び16と、サーボモータ13及び14とを制御する制御装置(図示せず。)が設けられている。
【0027】
また図示の装置では、鋼板フィーダ5とアンコイラ7との間に鋼板3の板厚tを計測するセンサが設けられ、このセンサにより計測された鋼板の板厚tが制御装置に随時与えられている。
【0028】
図示の製造装置により鋼板積層体を製造する際には、鋼板積層用テーブル1上の全ての単位鋼板4,4,…を最上部に位置する単位鋼板の先端部付近の位置で第1のクランプ15により一括してクランプし、第2のクランプ16をアンクランプ状態にして第1のクランプ15をクランプしている単位鋼板とともに鋼板フィーダ5による搬送方向の前方側に所定距離移動させる第1のステップ送り動作と、鋼板積層用テーブル1上の全ての単位鋼板を最上部に位置する単位鋼板の先端部付近の位置で第2のクランプ16により一括してクランプし、第1のクランプ15をアンクランプ状態にして第2のクランプ16をクランプしている単位鋼板とともに搬送方向に所定距離移動させる第2のステップ送り動作とを、新たな単位鋼板が供給される毎に交互に行なわせることにより鋼板積層体の端部に段部を形成する。
【0029】
本発明においては、送給中の帯状鋼板3の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように、切断機2側から送給中の帯状鋼板3の下側に圧縮空気Aを吹き込む圧縮空気供給装置30が設けられている。
【0030】
図3を参照すると、圧縮空気供給装置30付近の詳細な構造が示されている。切断機2の固定刃203は、フレーム201の上部に取り付けられた下刃物台202に保持されている。また可動刃206は、図示しない駆動機構により上下動させられるラム204の下端に取り付けられた上刃物台205の下端に保持されている。
【0031】
フレーム201のテーブル1側の側面にスラスト軸受31が固定され、このスラスト軸受に設けられたリニアブッシュ32によりガイドロッド33が上下動自在に支持されている。ガイドロッド33の下端にはネジ部33aが設けられてこのネジにストッパとして機能するナット34と、ナット34を所定の位置に固定するロックナット35とが螺合され、ナット34とリニアブッシュ32の下端との当接によりガイドロッド33の上方への移動範囲が規制されている。
【0032】
図6に示したように、ガイドロッド33の上端には、直方体状に形成された本体36aと、本体36aの奥行き方向の一端から上方に突出した突出部36bとを有する可動ブロック36が取り付けられる。可動ブロック36は、突出部36bを固定刃203側に位置させた状態で固定刃203と鋼板積層用テーブル1との間に配置されて、その本体36aの下端中央に設けられたネジ孔にガイドロッド33の上端に形成されたネジ部33bを螺合させることによりガイドロッド33に締結されている。可動ブロック36は、ガイドロッド33と軸受31とにより上下動自在に支持されていて、ガイドロッド33が上限位置まで変位したときに、可動ブロック36が上限位置に達してその突出部36bの上端が固定刃203の上端よりも僅かに下方の位置に達するように、ガイドロッド33の移動範囲が調整されている。可動ブロック36の下端とリニアブッシュ32の上端に嵌合されたバネ受け部材37との間にコイルバネ38が配設され、このコイルバネ38により可動ブロック36が常時上限位置側に付勢されている。
【0033】
可動ブロック36の内部には、上下方向に延びる3個の圧縮空気噴出孔40が、帯状鋼板3の幅方向に所定の間隔を隔てて並べた状態で形成されている。また可動ブロック36の本体の下部には、一端がテーブル1側に開口した圧縮空気導入通路41が形成され、この圧縮空気導入通路41の他端が可動ブロック内で3個の圧縮空気噴出孔40の下端に接続されている。圧縮空気導入通路41の一端には図示しない圧縮空気供給源から圧縮空気が供給される。
【0034】
各圧縮空気噴出孔40は、その上端に、帯状鋼板3の送給方向の前方側に向って斜め上方に開口した噴出口40aを備えており、各圧縮空気噴出孔40の噴出口40aから帯状鋼板3の下面に向けて圧縮空気Aが噴出することにより、固定刃203の上を越えて送給される帯状鋼板3の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせられるようになっている。
【0035】
可動ブロック36の噴出口42からの圧縮エアの噴出は、切断機2により切断されて鋼板積層用テーブル1の上に積層された単位鋼板4がサーボモータ13,14による前述の送り動作により帯状鋼板の送給方向の前方側に送られた後に行われる。鋼板積層用テーブル1上の鋼板積層体が帯状鋼板の送給方向の前方側に送られたときに、図3に示すように、噴出口40aから噴出される圧縮空気Aが鋼板積層テーブル1上に既に存在する鋼板積層体に妨げられることなく、次に送給される帯状鋼板3の下面とその下の単位鋼板との間に吹き込まれるように、可動ブロック36の突出部36bの高さ、噴出口40aの配設位置、及び噴出口40aの開口方向を設定しておく。可動ブロック36の幅寸法Wは鋼板の幅寸法よりも十分に大きく設定しておく。また3つの噴出口40aは、送給中の帯状鋼板3の幅寸法以内に等しい間隔dをもって並ぶように設けておく。
【0036】
上記のように、固定刃203側から帯状鋼板の下側に圧縮空気を吹き込む構成をとる場合には、切断機2により切断された短冊状の単位鋼板4を、送給中の帯状鋼板の下側への圧縮空気の吹き込みを妨げない位置まで移動させる鋼板移動機構を設けておく必要があるる。本実施形態では、鋼板積層用テーブル1上に単位鋼板を積層していく際に、積層される一連の単位鋼板4の端部の位置を所定長さずつずらすために第1のステップ送り動作と第2のステップ送り動作とを行う送り機構が設けられているので、上記鋼板移動機構を特別に設ける必要はなく、第1のステップ送り動作と第2のステップ送り動作とを行う送り機構を上記鋼板移動機構として利用することができる。
【0037】
本実施形態の製造装置を用いて鉄心用鋼板積層体を製造する際には、図3に示すように、帯状鋼板3を鋼板積層用テーブル1側に送給する過程で、圧縮空気噴出孔40の噴出口40aから圧縮空気Aを噴出させて、送給中の帯状鋼板3の下面に沿って、その送給方向の前方側に流れる空気流を生じさせる。このように送給中の帯状鋼板の下側に空気流を生じさせると、送給中の帯状鋼板とその下の部材(単位鋼板またはテーブル1)との間の摩擦抵抗を軽減して帯状鋼板3の送給を円滑に行わせることができる。従って、図8に示したように、送給中の帯状鋼板3の先行部分の移動が妨げられて後続部分が屈曲するなどのトラブルが生じて鋼板の積層作業能率が低下するのを防ぐことができる。
【0038】
帯状鋼板3を所定長さ送給したところでフィーダ5を停止させ、図4に示すように、切断機2の可動刃206を下降させることにより鋼板3を切断して単位鋼板4を形成する。可動刃206は鋼板を切断する際に、鋼板を介して可動ブロック36の上端に当接して該可動ブロック36をコイルバネ38の付勢力に抗して下方に変位させる。切断された単位鋼板4が、鋼板積層体の最下層の単位鋼板である場合には、該単位鋼板4が鋼板積層用テーブル1の上面に載せられる。切断された単位鋼板4が2層目以降の単位鋼板である場合には、該単位鋼板が鋼板積層用テーブル1上に既に積層されている鋼板積層体の最上部の単位鋼板4の上に載せられる。
【0039】
帯状鋼板3を切断して単位鋼板4を形成した後、切断機2の可動刃206を上方に変位させ、次の帯状鋼板3の送給に備えて、テーブル1上の単位鋼板4を帯状鋼板の送給方向の前方側に移動させる。その後噴出口40aから圧縮空気を噴出させてフィーダ502を起動し、帯状鋼板3を鋼板積層用テーブル1側に送給する。これらの動作を所定の回数繰り返すことにより、鋼板積層用テーブル1上に単位鋼板4,4,…を積層していく。
【0040】
上記の実施形態では、圧縮空気噴出孔40が3つ設けられているが圧縮空気噴出孔40は少なくとも1つ設けられていればよく、その数は任意である。
【0041】
上記の実施形態では、固定刃206と鋼板積層用テーブル1との間に可動ブロック36を配置して、この可動ブロックに圧縮空気噴出孔40を設けたが、図7に示したように、固定刃206の上を越えて送給される帯状鋼板3の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように送給中の帯状鋼板3の下側に圧縮空気を吹き込む噴出口50aを備えた圧縮空気噴出孔50を、固定刃206を貫通させて少なくとも1つ設けるようにしてもよい。
【0042】
図7に示した例では、圧縮空気噴出孔50が、帯状鋼板3の送給方向の前方側に向って斜め上方に傾斜して延びるように設けられていて、その先端に設けられた噴出口50aが、固定刃203の上を越えて送給される帯状鋼板の下面に斜めに対向させられる。固定刃203を保持した下刃物台202内と、下刃物台202に隣接する固定フレーム201の上部ブロック201a内とを貫通して圧縮空気導入通路51が設けられ、圧縮空気導入通路51の一端が各圧縮空気噴出孔50に接続されている。圧縮空気導入通路51の他端は図示しない圧縮空気供給源に接続されている。
【0043】
図7に示したように、固定刃206を貫通させて圧縮空気噴出孔50を設けるようにすれば、図3ないし図5に示した実施形態で設けた可動ブロックを省略することができるため、固定刃203の回りの構成を複雑にすることなく、帯状鋼板3の下側に空気流を生じさせることができる。
【0044】
本発明で設ける圧縮空気供給装置は、送給中の帯状鋼板3の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように、切断機2側から送給中の帯状鋼板3の下側に圧縮空気を吹き込むものであればよく、その構成は上記の例に限らない。例えば、固定刃203の幅方向(鋼板の送給方向と直交する方向)の両側にそれぞれ圧縮空気噴出孔を有する噴射ノズルを配置して、送給中の帯状鋼板の幅方向の両側から送給中の帯状鋼板の下側に圧縮空気を吹き込むようにしてもよい。
【0045】
本発明を適用する鋼板積層体の製造装置は図1に示した例に限定されるものではなく、鋼板積層用テーブルと、長尺の帯状鋼板を鋼板積層用テーブル側に送給する鋼板フィーダと、鋼板フィーダと鋼板積層用テーブルとの間に配置された切断機とを備えて、鋼板フィーダにより送給される帯状鋼板を切断機により所定長さに切断して形成した短冊状の単位鋼板を鋼板積層用テーブル上に順次積層して鉄心用鋼板積層体を製造するものであれば如何なるものでもよい。
【0046】
図2は本発明を適用する鋼板積層体の製造装置の他の構成例を示したもので、その基本的な構成は特許文献1に記載されたものと同様である。図2に示された製造装置は、帯状鋼板3をフィードローラ501と押えローラ502との間に挟んで送給する鋼板フィーダ5と、送給された帯状鋼板3を所定の長さに切断して単位鋼板4を形成する切断機(シヤー)2と、切断機2の固定刃203の前方に配置された鋼板積層用テーブル1と、鋼板積層用テーブル1と切断機2との間に配置された移動テーブル18と、シリンダ19により駆動されて切断された単位鋼板4を移動テーブル18に対してクランプするステップ送りクランプ20と、移動テーブル18をステップ送りクランプ20とともに所定の距離移動させてステップ作りをするステップ送り装置21と、シリンダ22により駆動されて鋼板の積層体をその先端側で鋼板積層用テーブル1に対してクランプする先端クランプ23と、電動機24により駆動されるネジ棒25とこのネジ棒に螺合されたナットとを有して先端クランプ23を鋼板の搬送方向に移動させる先端クランプ移動機構26とを備えている。ステップ送り装置21は、切断機2を駆動する電動機を駆動源として移動テーブルを往復移動させるカム機構を備えていて、切断機2が帯状鋼板3の切断を完了した後に(切断機の可動刃204が上方に退避した後に)移動テーブル18をラップ代La に鋼板の板厚による周長の増加分2πtを加えた分だけ鋼板積層用テーブル1側に前進させ、ステップ送りクランプ20がアンクランプ状態になった後に移動テーブル18を原位置に復帰させる。
【0047】
図2に示した装置により例えば図11に示したラップ巻回構造で図9に示す巻鉄心を製造するために用いる鋼板積層体を得る場合には、先ず鋼板フィーダ5により帯状鋼板3を巻枠の周長R1 に等しい長さL1 だけ送ったところで該フィーダを停止させ、切断機2により帯状鋼板3を切断して第1の鉄心ブロックB1 の1枚目の単位鋼板4aを形成する。この単位鋼板4aをステップ送りクランプ20により移動テーブル18に対してクランプし、ステップ送り装置21により単位鋼板4を移動テーブル18とともに図2の左方向にステップ送り量La +2πtだけ前進させる(ステップ送りを行なわせる)。次いでステップ送りクランプ20をアンクランプ状態(クランプを解除した状態)にした後、移動テーブル18を原位置まで後退させ、先端クランプ23により単位鋼板4aの先端を鋼板積層用テーブル1に対してクランプする。
【0048】
次に鋼板フィーダ5を再起動させて帯状鋼板3をクランプされている単位鋼板4aの上に搬送し、鋼板フィーダ5による帯状鋼板の送り量が単位鋼板4の長さL1 に2πt(tは鋼板の厚み)を加えた値に等しくなったことが検出されたときに帯状鋼板3を切断機2により切断する。これにより2枚目の単位鋼板4bを形成し、この単位鋼板4bを単位鋼板4aの上に重ねる。その後単位鋼板4a,4bの積層体をステップ送りクランプ20により移動テーブル18に対してクランプし、先端クランプ23をアンクランプ状態にした後、ステップ送り装置21により移動テーブル18を鋼板4a,4b及びクランプ20とともにステップ送り量La +2πtだけ前進させる。次いでステップ送りクランプ20をアンクランプ状態にし、移動テーブル18を原位置に復帰させた後、先端クランプ23を単位鋼板4bの先端に当接する位置まで移動させて該先端クランプ23により単位鋼板4a,4bの積層体の先端をクランプする。
【0049】
以下同様に、La +2πtだけ鋼板積層体をステップ送りする操作と、ステップ送りされた鋼板積層体の上に、板厚による周長の増加分2πtだけ前よりも長さを増大させた単位鋼板を重ね合わせる操作とを所定回数繰り返すことにより鉄心ブロックB1(図9参照)を構成する鋼板積層体を形成する。この鋼板積層体は鉄心ブロックB1 を平面上に展開したものに相当し、その先端部にはラップ代La に等しいずれ代を有するステップ(段部)が形成され、後端部には先端部側のずれ代La と2πtとの和に等しいずれ代La +2πtを有するステップ(段)が形成されている。
【0050】
図2に示した実施形態においては、ステップ送り装置21が、切断機2により切断された短冊状の単位鋼板4を、送給中の帯状鋼板の下側への圧縮空気の吹き込みを妨げない位置まで移動させる鋼板移動機構を兼ねている。
【図面の簡単な説明】
【0051】
【図1】本発明を適用する製造方法を実施するために用いる製造装置の一例を示した構成図である。
【図2】本発明を適用する製造方法を実施するために用いる製造装置の他の例を示した構成図である。
【図3】図1または図2に示した製造装置の圧縮空気供給装置付近の構成例を示した要部の断面図である。
【図4】図3に示したように構成された圧縮空気供給装置を備えた鉄心用鋼板製造装置において鋼板を切断する際の状態を示した要部の断面図である。
【図5】図3に示したように構成された圧縮空気供給装置を備えた鉄心用鋼板製造装置において帯状鋼板を切断して得た単位鋼板を他の単位鋼板とともに移動させた状態を示した要部の断面図である。
【図6】図3に示した圧縮空気供給装置を構成する可動ブロックを示した斜視図である。
【図7】図1または図2に示した製造装置の圧縮空気供給装置付近の他の構成例を示した要部の断面図である。
【図8】帯状鋼板を送給している途中で鋼板が屈曲してその送給が妨げられた状態にある従来の鉄心用鋼板積層体製造装置の要部の側面図である。
【図9】円形巻鉄心の構造を概略的に示した正面図である。
【図10】図9の円形巻鉄心を矩形状に成形して得た矩形状鉄心の構造を概略的に示した正面図である。
【図11】巻鉄心の接合部の構造を示した説明図である。
【符号の説明】
【0052】
1 鋼板積層用テーブル
2 切断機
203 固定刃
206 可動刃
3 帯状鋼板
5 鋼板フィーダ
30 圧縮空気供給装置
36 可動ブロック
40 圧縮空気噴出孔
40a 噴出口
50 圧縮空気噴出孔
50a 噴出口
【特許請求の範囲】
【請求項1】
鋼板積層用テーブルと、長尺の帯状鋼板を前記鋼板積層用テーブル側に送給する鋼板フィーダと、前記鋼板フィーダと前記鋼板積層用テーブルとの間に配置されて前記鋼板フィーダにより送給された帯状鋼板を切断する切断機とを設けておき、前記鋼板フィーダにより前記帯状鋼板を鋼板積層用テーブル側に所定の長さ送給する毎に前記切断機により切断して短冊状の単位鋼板を形成し、形成された単位鋼板を前記鋼板積層用テーブル上に順次積層して鉄心用鋼板積層体を製造する方法において、
前記鋼板フィーダにより前記帯状鋼板を送給する過程で、前記切断機側から前記帯状鋼板の下側に圧縮空気を吹き込んで前記帯状鋼板の下側に該帯状鋼板の先端に向って流れる空気流を生じさせること、
を特徴とする鉄心用鋼板積層体の製造方法。
【請求項2】
鋼板積層用テーブルと、長尺の帯状鋼板を前記鋼板積層用テーブル側に送給する鋼板フィーダと、前記鋼板フィーダと前記鋼板積層用テーブルとの間に配置された切断機とを備え、前記鋼板フィーダにより送給される帯状鋼板を前記切断機により所定長さに切断して形成した短冊状の単位鋼板を前記鋼板積層用テーブル上に順次積層して鉄心用鋼板積層体を製造する鉄心用鋼板積層体の製造装置において、
送給中の帯状鋼板の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように、前記切断機側から送給中の帯状鋼板の下側に圧縮空気を吹き込む圧縮空気供給装置を備えたこと、
を特徴とする鉄心用鋼板積層体の製造装置。
【請求項3】
鋼板積層用テーブルと、前記鋼板積層用テーブルの後方に配置された固定刃と切断動作を行なう際に上方から前記固定刃に向けて下降する可動刃とを備えた切断機と、長尺の帯状鋼板を前記切断機の固定刃の上を越えて前記鋼板積層用テーブル側に送給する鋼板フィーダとを備え、前記鋼板フィーダにより送給される帯状鋼板を前記切断機により所定長さに切断して形成した短冊状の単位鋼板を前記鋼板積層用テーブル上に順次積層して鉄心用鋼板積層体を製造する鉄心用鋼板積層体の製造装置において、
前記切断機の固定刃の上端寄りの位置に設定された上限位置と該上限位置よりも下方の位置との間を上下動自在に支持されて付勢手段により前記上限位置側に付勢された可動ブロックが前記固定刃と鋼板積層用テーブルとの間に配置され、
前記固定刃の上を越えて送給される帯状鋼板の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように前記切断機側から送給中の帯状鋼板の下側に圧縮空気を吹き込む噴出口を備えた圧縮空気噴出孔が前記可動ブロックに少なくとも1つ設けられ、
前記圧縮空気噴出孔に圧縮空気を供給する圧縮空気供給源が設けられ、
前記切断機により切断された短冊状の単位鋼板を、送給中の帯状鋼板の下側への圧縮空気の吹き込みを妨げない位置まで移動させる鋼板移動機構が前記鋼板積層用テーブル側に設けられていること、
を特徴とする鉄心用鋼板積層体の製造装置。
【請求項4】
鋼板積層用テーブルと、前記鋼板積層用テーブルの後方に配置された固定刃と切断動作を行なう際に上方から前記固定刃に向けて下降する可動刃とを備えた切断機と、長尺の帯状鋼板を前記切断機の固定刃の上を越えて前記鋼板積層用テーブル側に送給する鋼板フィーダとを備え、前記鋼板フィーダにより送給される帯状鋼板を前記切断機により所定長さに切断して形成した短冊状の単位鋼板を前記鋼板積層用テーブル上に順次積層して鉄心用鋼板積層体を製造する鉄心用鋼板積層体の製造装置において、
前記固定刃の上を越えて送給される帯状鋼板の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように送給中の帯状鋼板の下側に圧縮空気を吹き込む噴出口を備えた圧縮空気噴出孔が前記固定刃を貫通して少なくとも1つ設けられ、
前記圧縮空気噴出孔に圧縮空気を供給する圧縮空気供給源が設けられ、
前記切断機により切断された短冊状の単位鋼板を、送給中の帯状鋼板の下側への圧縮空気の吹き込みを妨げない位置まで移動させる鋼板移動機構が前記鋼板積層用テーブル側に設けられていること、
を特徴とする鉄心用鋼板積層体の製造装置。
【請求項1】
鋼板積層用テーブルと、長尺の帯状鋼板を前記鋼板積層用テーブル側に送給する鋼板フィーダと、前記鋼板フィーダと前記鋼板積層用テーブルとの間に配置されて前記鋼板フィーダにより送給された帯状鋼板を切断する切断機とを設けておき、前記鋼板フィーダにより前記帯状鋼板を鋼板積層用テーブル側に所定の長さ送給する毎に前記切断機により切断して短冊状の単位鋼板を形成し、形成された単位鋼板を前記鋼板積層用テーブル上に順次積層して鉄心用鋼板積層体を製造する方法において、
前記鋼板フィーダにより前記帯状鋼板を送給する過程で、前記切断機側から前記帯状鋼板の下側に圧縮空気を吹き込んで前記帯状鋼板の下側に該帯状鋼板の先端に向って流れる空気流を生じさせること、
を特徴とする鉄心用鋼板積層体の製造方法。
【請求項2】
鋼板積層用テーブルと、長尺の帯状鋼板を前記鋼板積層用テーブル側に送給する鋼板フィーダと、前記鋼板フィーダと前記鋼板積層用テーブルとの間に配置された切断機とを備え、前記鋼板フィーダにより送給される帯状鋼板を前記切断機により所定長さに切断して形成した短冊状の単位鋼板を前記鋼板積層用テーブル上に順次積層して鉄心用鋼板積層体を製造する鉄心用鋼板積層体の製造装置において、
送給中の帯状鋼板の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように、前記切断機側から送給中の帯状鋼板の下側に圧縮空気を吹き込む圧縮空気供給装置を備えたこと、
を特徴とする鉄心用鋼板積層体の製造装置。
【請求項3】
鋼板積層用テーブルと、前記鋼板積層用テーブルの後方に配置された固定刃と切断動作を行なう際に上方から前記固定刃に向けて下降する可動刃とを備えた切断機と、長尺の帯状鋼板を前記切断機の固定刃の上を越えて前記鋼板積層用テーブル側に送給する鋼板フィーダとを備え、前記鋼板フィーダにより送給される帯状鋼板を前記切断機により所定長さに切断して形成した短冊状の単位鋼板を前記鋼板積層用テーブル上に順次積層して鉄心用鋼板積層体を製造する鉄心用鋼板積層体の製造装置において、
前記切断機の固定刃の上端寄りの位置に設定された上限位置と該上限位置よりも下方の位置との間を上下動自在に支持されて付勢手段により前記上限位置側に付勢された可動ブロックが前記固定刃と鋼板積層用テーブルとの間に配置され、
前記固定刃の上を越えて送給される帯状鋼板の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように前記切断機側から送給中の帯状鋼板の下側に圧縮空気を吹き込む噴出口を備えた圧縮空気噴出孔が前記可動ブロックに少なくとも1つ設けられ、
前記圧縮空気噴出孔に圧縮空気を供給する圧縮空気供給源が設けられ、
前記切断機により切断された短冊状の単位鋼板を、送給中の帯状鋼板の下側への圧縮空気の吹き込みを妨げない位置まで移動させる鋼板移動機構が前記鋼板積層用テーブル側に設けられていること、
を特徴とする鉄心用鋼板積層体の製造装置。
【請求項4】
鋼板積層用テーブルと、前記鋼板積層用テーブルの後方に配置された固定刃と切断動作を行なう際に上方から前記固定刃に向けて下降する可動刃とを備えた切断機と、長尺の帯状鋼板を前記切断機の固定刃の上を越えて前記鋼板積層用テーブル側に送給する鋼板フィーダとを備え、前記鋼板フィーダにより送給される帯状鋼板を前記切断機により所定長さに切断して形成した短冊状の単位鋼板を前記鋼板積層用テーブル上に順次積層して鉄心用鋼板積層体を製造する鉄心用鋼板積層体の製造装置において、
前記固定刃の上を越えて送給される帯状鋼板の下面に沿って該帯状鋼板の先端側に流れる空気流を生じさせるように送給中の帯状鋼板の下側に圧縮空気を吹き込む噴出口を備えた圧縮空気噴出孔が前記固定刃を貫通して少なくとも1つ設けられ、
前記圧縮空気噴出孔に圧縮空気を供給する圧縮空気供給源が設けられ、
前記切断機により切断された短冊状の単位鋼板を、送給中の帯状鋼板の下側への圧縮空気の吹き込みを妨げない位置まで移動させる鋼板移動機構が前記鋼板積層用テーブル側に設けられていること、
を特徴とする鉄心用鋼板積層体の製造装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2006−93366(P2006−93366A)
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願番号】特願2004−276306(P2004−276306)
【出願日】平成16年9月24日(2004.9.24)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
【公開日】平成18年4月6日(2006.4.6)
【国際特許分類】
【出願日】平成16年9月24日(2004.9.24)
【出願人】(000000262)株式会社ダイヘン (990)
【Fターム(参考)】
[ Back to top ]