
鉄筋のガス圧接器
【課題】本発明は収納された環体のセット作業が極めて簡単で且つ安全に行うことが可能となる鉄筋のガス圧接器を提供することを目的とする。
【解決手段】従来のガス圧接器に対して、可動クランプ部3とラム受4の間に隙間Lを設ける構造と成す。また可動クランプ部3に引掛部6を固着し、ラム受4の外周に支点用固定棒7を固着させると良く、前記隙間Lは圧接器本体1の内部に設けたコイルバネ5の長さを短くして得るのが好ましい。又、その隙間Lとして10mm〜50mmとするのが良い。
【解決手段】従来のガス圧接器に対して、可動クランプ部3とラム受4の間に隙間Lを設ける構造と成す。また可動クランプ部3に引掛部6を固着し、ラム受4の外周に支点用固定棒7を固着させると良く、前記隙間Lは圧接器本体1の内部に設けたコイルバネ5の長さを短くして得るのが好ましい。又、その隙間Lとして10mm〜50mmとするのが良い。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は建築現場や土木現場等で利用される鉄筋をガス圧接する際に用いるガス圧接器、特には、2本の鉄筋を対向させて接合する端面間に、ガス圧接用環体を内蔵した環体保持部材が挟み込まれる作業を行うための隙間が得られる鉄筋のガス圧接器に関する。
【背景技術】
【0002】
従来、鉄筋のガス圧接器としては、圧接器本体の端部に固定クランプ部を固着し、圧接器本体の他端部に可動クランプ部を鉄筋の軸方向へ移動可能に設けると共に可動クランプ部よりも外側に圧接器本体の他端部にラム受を取付け、圧接器本体の内部にコイルバネを設けた構造のものである。このガス圧接器を使用する際、一方の鉄筋を固定クランプ部に締付ボルトを螺合して締付け固定させ、他方の鉄筋を可動クランプ部へ同様に締付ボルトを螺合して締付け固定する。両鉄筋の芯合せをした後、シリンダーに装着した油圧シリンダーを作動させて、そのラムにより、可動クランプ部が移動しながら接合面を押圧し、両鉄筋に所定の圧接力で加圧され、その後、加熱作業が行われていた。
【0003】
しかしながら、可動クランプ部に鉄筋を締付ボルトで締付け固定する場合、鉄筋のふしを目安として、締付ボルトの位置を微調整して決め、確実な位置に固定するように、締付ボルトが締付けられている。この時、可動クランプ部を移動させる際には、コイルバネによって付勢された弾性力以上の力を外部から可動クランプ部に加え、締付ボルトの位置を微調整し、且つ、力を加えた状態で締付ボルトを締付けなければならなかった。このため、締付ボルトの微妙な位置調整に手間が多く掛っているのが現状であった。又、従来のガス圧接器の可動クランプ部とラム受の間に隙間(ガタ)をなくすために、コイルバネが設けられているため、本発明のようなガス圧接器の可動クランプ部とラム受の間に隙間(ガタ)を設ける発想はないものであった。
【0004】
尚、鉄筋のガス圧接器としては、実公平4−51032号が提案されている。この構造は、ガス圧接により接合されるべき鉄筋を把持して一方のクランプ部に固定し、他方のクランプ部は鉄筋と平行に移動し得るようにした圧接器本体に取付けた鉄筋のガス圧接器に於いて、前記可動クランプ部と圧接器本体との間に鉄筋圧接時の圧接力による可動クランプ部の後退を阻止するための係止手段を設けたものである。又、この目的は鉄筋圧接時、可動クランプ部は油圧シリンダーによって押動しているが、圧接力保持手段が設けられているため、油圧シリンダーを直ちに取外した時でもその圧接力を保持することができ、鉄筋接合部の拡散を十分に行わせるものであった。従って、実公平4−51032号には、2本の鉄筋を対向させて接合する端面間に、ガス圧接用環体を内蔵した環体保持部材が挟み込まれる作業を行うための隙間が得られる作用効果は得られないと共にそのような発想もないものであった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実公平4−51032号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は収納された環体のセット作業が極めて簡単で且つ安全に行うことが可能となる鉄筋のガス圧接器を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は上記現状に鑑み成されたものであり、つまり、従来のガス圧接器に対して、可動クランプ部とラム受の間に隙間を設ける構造と成す。また可動クランプ部に引掛部を固着し、ラム受の外周に支点用固定棒を固着させると良い。又、前記隙間は圧接器本体の内部に設けたコイルバネの長さを短くして得るのが好ましく、前記隙間として10mm〜50mmとするのが良い。
【発明の効果】
【0008】
請求項1のように従来のガス圧接器の可動クランプ部(3)とラム受(4)の間に隙間(L)を設けることにより、対向させて2本の鉄筋(W)をガス圧接器に固定させる場合、固定クランプ部(2)に一方の鉄筋(W)を締付ボルト(9)で締付け固定した後、可動クランプ部(3)に他方の鉄筋(W)を固定する時に、コイルバネによる付勢された弾性力が働いていないので、可動クランプ部(3)は手で簡単に移動させて、締付ボルト(9)の微妙な位置調整が簡単に行えるものとなる。それと同時に環体保持部材(A)のセット作業が極めて簡単で且つ安全に行うことが出来るものとなる。
【0009】
請求項2のように可動クランプ部(3)に引掛部(6)を固着し、ラム受(4)の外周に支点用固定棒(7)を固着させることにより、丸棒や工具の柄などを利用し、それを引掛部(6)に差込み且つ支点用固定棒(7)に絡めてそれを支点として、可動クランプ部(3)を移動させることが出来るため、2本の鉄筋(W)の接合面が離れて隙間(L)を簡単に確保でき、その隙間(L)からガス圧接用環体(R)を内蔵した環体保持部材(A)が一方の鉄筋(W)に取付け、且つ、丸棒や工具の柄などを引掛部(6)から抜けば、ガス圧接用環体(R)が内蔵された環体保持部材(A)を2本の鉄筋(W)に挟み込まれて環体保持部材(A)のセットがスムーズに完了することが出来るものとなる。
【0010】
請求項3に示すように隙間(L)を、圧接器本体(1)の内部に設けたコイルバネ(5)の長さを短くして得ることにより、ガス圧接器の構造を変更することなく且つ部品を新たに追加することなく、ガス圧接用環体(R)が内蔵された環体保持部材(A)を2本の鉄筋(W)間に挟み込むための隙間(L)を簡単に得られるものとなる。このため、殆どコストアップせずに製作が可能となる。
【0011】
請求項4に示すように隙間(L)として10mm〜50mmにすることにより、必要最小限で作業を行えるガタが確保されるものとなり、環体保持部材(A)の取付作業が効率良く行えるものとなる。
【図面の簡単な説明】
【0012】
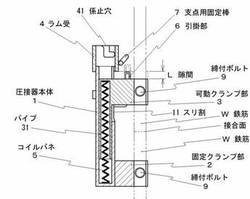
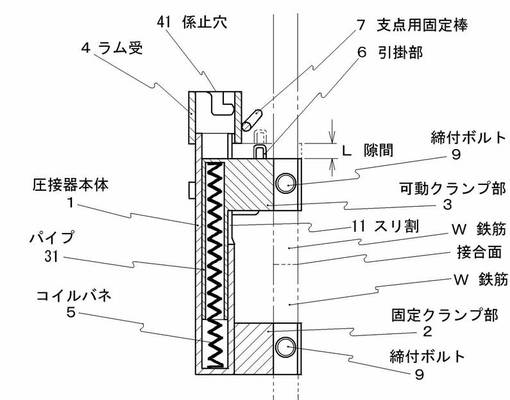
【図1】本発明の実施形態の要部断面を示す説明図である。
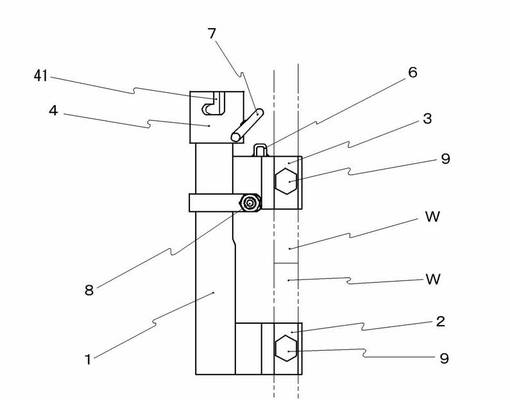
【図2】本実施形態の外観を示す説明図である。
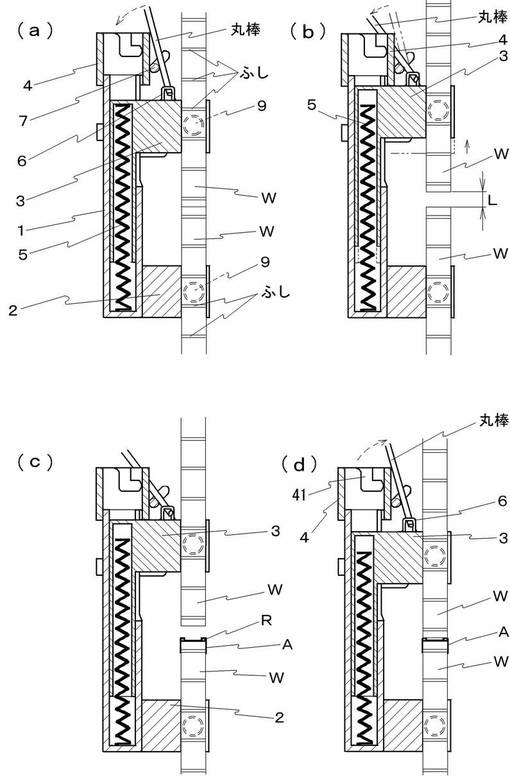
【図3】本発明の作用を示す説明図である。
【発明を実施するための形態】
【0013】
本発明者によって提案された特願2008−329814などのガス圧接方法に於いて、ガス圧接器に2本の鉄筋(W)を対向させて取付けた後、その端面間に、ガス圧接用環体(R)が内蔵された環体保持部材(A)を簡単に挟み込む作業が行えるという目的を、従来のガス圧接器に対して少なくとも、可動クランプ部(3)とラム受(4)の間に隙間(L)を設けることにより実現した。
【実施例1】
【0014】
図1、図2は本発明の実施形態を示す図であり、この図に基づいて説明する。(1)はガス圧接する際に使用するガス圧接器の筒状の圧接器本体であり、該圧接器本体(1)の開口側には、後述する可動クランプ部(3)が移動するためのスリ割(11)が形成されている。尚、このスリ割(11)は縮み量を考慮して長めに確保しておくのが好ましい。(2)は圧接器本体(1)の閉鎖側の端部に一体化して固着させた固定クランプ部であり、(3)は圧接器本体(1)の開口側の端部に設けると共に鉄筋(W)の軸方向へ移動可能な可動クランプ部であり、該可動クランプ部(3)の基部には圧接器本体(1)の内部に挿入した移動可能なパイプ(31)が用いられ、そのパイプ(31)の基部側は閉鎖されている。(4)は圧接器本体(1)の開口側端部に固着したラム受であり、該ラム受(4)には略L字状の係止穴(41)が複数個穿設されている。(5)は可動クランプ部(3)の内部に挿入され且つ圧接器本体(1)の内部に設けたコイルバネである。前記圧接器本体(1),固定クランプ部(2),可動クランプ部(3),ラム受(4),コイルバネ(5)は、既存の構造や材質と略同一で良いが、前記コイルバネ(5)は、その長さを短くしたものが用いられている。つまり、図1の状態で、可動クランプ部(3)の端面がラム受(4)の端面と密着せず、隙間(L)が得られるコイルバネ(5)の長さである。具体的な隙間(L)の寸法としては、10mm〜50mmとするのが良い。又、前記固定クランプ部(2)と可動クランプ部(3)には締付ボルト(9)がそれぞれに設けられている。尚、前記隙間(L)が設けられる方法としては、上記のようにコイルバネ(5)の長さを短くすること以外に、前記圧接器本体(1)を長くして、可動クランプ部(3)とラム受(4)間に隙間(L)を設けるようにしても良い。更に図1の状態に於いて、可動クランプ部(3)の端面と、圧接器本体(1)の開口側端面との間に別のバネを設ける。このバネはガス圧接器の運搬中に可動クランプ部(3)のガタ付きをなくす役目を果すものとなる。また、このバネの強度としては、例えば、鉄筋(W)を可動クランプ部(3)に締付ボルト(9)で固定させる際に、手で可動クランプ部(3)が移動できる程度の強さとするのが好ましい。
【0015】
(6)は可動クランプ部(3)のラム受(4)側に溶接などで固着した引掛部であり、該引掛部(6)は、逆U字状や逆L字状等に形成するのが好ましい。(7)はラム受(4)の外周で且つ水平に溶接などで固着させた支点用固定棒であり、該支点用固定棒(7)の取付位置としては、図示しない棒材やラッチェットなどの柄の先端が引掛部(6)に挿入された際に、棒や柄の中間部に当接して支点の役目を果すと共に可動クランプ部(3)が容易に移動できる位置を支点用固定棒(7)の取付位置とするのが好ましい。(8)は偏心調整ネジであり、これはガス圧接器に始めから付いている。
【0016】
図3は本発明の作用を示す図であり、これについて説明する。先ず始めに本発明品を使用して2本の鉄筋(W)を対向させて取付ける場合には、先ず、一方の鉄筋(W)を固定クランプ部(2)に締付ボルト(9)で固定し、他方の鉄筋(W)を可動クランプ部(3)に締付ボルト(9)で固定する。この時、従来のコイルバネ(5)と異なり、付勢されてないため、手で可動クランプ部(3)が簡単に移動するものとなる。従って、鉄筋(W)の固定時に行っていた締付ボルト(9)の微妙な位置調整が容易に行えると共にその固定も簡単に行うことが可能となった。
【0017】
前記可動クランプ部(3)に鉄筋(W)を固定した後、図3(a)に示すように、丸棒やラッチェットの柄などの先端を引掛部(6)に挿入し且つ前記丸棒などの中間部に支点用固定棒(7)を当接させ、前記丸棒などを図中の点線矢印のように動かし、テコの要領で可動クランプ部(3)を上方へ矢印のように移動させると、可動クランプ部(3)はラム受(4)に当接する。つまり、可動クランプ部(3)がガタ分移動することにより、鉄筋(W)の端面間には隙間(L)が図3(b)のように確保できるのである。この隙間(L)を利用し、ガス圧接用環体(R)が内蔵された環体保持部材(A)を簡単に挟み込む作業が行えるものとなる。つまり、予め用意した前記環体保持部材(A)を、一方の鉄筋(W)の端面に取付ければ良い。尚、前記ガス圧接用環体(R)を内蔵した環体保持部材(A)としては、本発明者の提案した特願2010−047345などを用いるのが良い。
【0018】
この環体保持部材(A)が鉄筋(W)の端面間に挟持される方法を詳細に説明する。図3(b)の状態で、先ず始めに環体保持部材(A)を片手に持ち、その開口側を一方の鉄筋(W)の端面に挿入して嵌め込むと、図3(c)のようになる。その後、丸棒などを引掛部(6)から抜けば良い。この時、2本の鉄筋(W)が垂直方向に取付けられている時には、可動クランプ部(3)は自重で落下し、鉄筋(W)の端面間に環体保持部材(A)は図3(d)のように挟まれるのである。又、2本の鉄筋(W)が水平方向に取付けられている時には、可動クランプ部(3)を元の方向に移動させて戻すことにより、鉄筋(W)の端面間に環体保持部材(A)が挟まれるのである。これで鉄筋(W)のセットが完了する。このように本発明品を用いれば、環体保持部材(A)が鉄筋(W)の接合面へ簡単にセットできるものとなるのである。
【0019】
その後の作業は、本発明者の提案したガス圧接作業を行えば良い。つまり、シリンダーに装着した油圧シリンダーを作動させて、そのラムにより、可動クランプ部(2)が移動しながら接合面を押圧し、両鉄筋(W)に所定の圧接力で従来工程同様に加圧させて、上限圧に達するまで加圧させた後、バーナーに着火させ、初期加熱と後期加熱を連続して行えば、良好なコブが形成され、良好な接合部分が得られるのである。
【符号の説明】
【0020】
W 鉄筋
L 隙間
1 圧接器本体
2 固定クランプ部
3 可動クランプ部
4 ラム受
5 コイルバネ
6 引掛部
7 支点用固定棒
【技術分野】
【0001】
本発明は建築現場や土木現場等で利用される鉄筋をガス圧接する際に用いるガス圧接器、特には、2本の鉄筋を対向させて接合する端面間に、ガス圧接用環体を内蔵した環体保持部材が挟み込まれる作業を行うための隙間が得られる鉄筋のガス圧接器に関する。
【背景技術】
【0002】
従来、鉄筋のガス圧接器としては、圧接器本体の端部に固定クランプ部を固着し、圧接器本体の他端部に可動クランプ部を鉄筋の軸方向へ移動可能に設けると共に可動クランプ部よりも外側に圧接器本体の他端部にラム受を取付け、圧接器本体の内部にコイルバネを設けた構造のものである。このガス圧接器を使用する際、一方の鉄筋を固定クランプ部に締付ボルトを螺合して締付け固定させ、他方の鉄筋を可動クランプ部へ同様に締付ボルトを螺合して締付け固定する。両鉄筋の芯合せをした後、シリンダーに装着した油圧シリンダーを作動させて、そのラムにより、可動クランプ部が移動しながら接合面を押圧し、両鉄筋に所定の圧接力で加圧され、その後、加熱作業が行われていた。
【0003】
しかしながら、可動クランプ部に鉄筋を締付ボルトで締付け固定する場合、鉄筋のふしを目安として、締付ボルトの位置を微調整して決め、確実な位置に固定するように、締付ボルトが締付けられている。この時、可動クランプ部を移動させる際には、コイルバネによって付勢された弾性力以上の力を外部から可動クランプ部に加え、締付ボルトの位置を微調整し、且つ、力を加えた状態で締付ボルトを締付けなければならなかった。このため、締付ボルトの微妙な位置調整に手間が多く掛っているのが現状であった。又、従来のガス圧接器の可動クランプ部とラム受の間に隙間(ガタ)をなくすために、コイルバネが設けられているため、本発明のようなガス圧接器の可動クランプ部とラム受の間に隙間(ガタ)を設ける発想はないものであった。
【0004】
尚、鉄筋のガス圧接器としては、実公平4−51032号が提案されている。この構造は、ガス圧接により接合されるべき鉄筋を把持して一方のクランプ部に固定し、他方のクランプ部は鉄筋と平行に移動し得るようにした圧接器本体に取付けた鉄筋のガス圧接器に於いて、前記可動クランプ部と圧接器本体との間に鉄筋圧接時の圧接力による可動クランプ部の後退を阻止するための係止手段を設けたものである。又、この目的は鉄筋圧接時、可動クランプ部は油圧シリンダーによって押動しているが、圧接力保持手段が設けられているため、油圧シリンダーを直ちに取外した時でもその圧接力を保持することができ、鉄筋接合部の拡散を十分に行わせるものであった。従って、実公平4−51032号には、2本の鉄筋を対向させて接合する端面間に、ガス圧接用環体を内蔵した環体保持部材が挟み込まれる作業を行うための隙間が得られる作用効果は得られないと共にそのような発想もないものであった。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】実公平4−51032号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
本発明は収納された環体のセット作業が極めて簡単で且つ安全に行うことが可能となる鉄筋のガス圧接器を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明は上記現状に鑑み成されたものであり、つまり、従来のガス圧接器に対して、可動クランプ部とラム受の間に隙間を設ける構造と成す。また可動クランプ部に引掛部を固着し、ラム受の外周に支点用固定棒を固着させると良い。又、前記隙間は圧接器本体の内部に設けたコイルバネの長さを短くして得るのが好ましく、前記隙間として10mm〜50mmとするのが良い。
【発明の効果】
【0008】
請求項1のように従来のガス圧接器の可動クランプ部(3)とラム受(4)の間に隙間(L)を設けることにより、対向させて2本の鉄筋(W)をガス圧接器に固定させる場合、固定クランプ部(2)に一方の鉄筋(W)を締付ボルト(9)で締付け固定した後、可動クランプ部(3)に他方の鉄筋(W)を固定する時に、コイルバネによる付勢された弾性力が働いていないので、可動クランプ部(3)は手で簡単に移動させて、締付ボルト(9)の微妙な位置調整が簡単に行えるものとなる。それと同時に環体保持部材(A)のセット作業が極めて簡単で且つ安全に行うことが出来るものとなる。
【0009】
請求項2のように可動クランプ部(3)に引掛部(6)を固着し、ラム受(4)の外周に支点用固定棒(7)を固着させることにより、丸棒や工具の柄などを利用し、それを引掛部(6)に差込み且つ支点用固定棒(7)に絡めてそれを支点として、可動クランプ部(3)を移動させることが出来るため、2本の鉄筋(W)の接合面が離れて隙間(L)を簡単に確保でき、その隙間(L)からガス圧接用環体(R)を内蔵した環体保持部材(A)が一方の鉄筋(W)に取付け、且つ、丸棒や工具の柄などを引掛部(6)から抜けば、ガス圧接用環体(R)が内蔵された環体保持部材(A)を2本の鉄筋(W)に挟み込まれて環体保持部材(A)のセットがスムーズに完了することが出来るものとなる。
【0010】
請求項3に示すように隙間(L)を、圧接器本体(1)の内部に設けたコイルバネ(5)の長さを短くして得ることにより、ガス圧接器の構造を変更することなく且つ部品を新たに追加することなく、ガス圧接用環体(R)が内蔵された環体保持部材(A)を2本の鉄筋(W)間に挟み込むための隙間(L)を簡単に得られるものとなる。このため、殆どコストアップせずに製作が可能となる。
【0011】
請求項4に示すように隙間(L)として10mm〜50mmにすることにより、必要最小限で作業を行えるガタが確保されるものとなり、環体保持部材(A)の取付作業が効率良く行えるものとなる。
【図面の簡単な説明】
【0012】
【図1】本発明の実施形態の要部断面を示す説明図である。
【図2】本実施形態の外観を示す説明図である。
【図3】本発明の作用を示す説明図である。
【発明を実施するための形態】
【0013】
本発明者によって提案された特願2008−329814などのガス圧接方法に於いて、ガス圧接器に2本の鉄筋(W)を対向させて取付けた後、その端面間に、ガス圧接用環体(R)が内蔵された環体保持部材(A)を簡単に挟み込む作業が行えるという目的を、従来のガス圧接器に対して少なくとも、可動クランプ部(3)とラム受(4)の間に隙間(L)を設けることにより実現した。
【実施例1】
【0014】
図1、図2は本発明の実施形態を示す図であり、この図に基づいて説明する。(1)はガス圧接する際に使用するガス圧接器の筒状の圧接器本体であり、該圧接器本体(1)の開口側には、後述する可動クランプ部(3)が移動するためのスリ割(11)が形成されている。尚、このスリ割(11)は縮み量を考慮して長めに確保しておくのが好ましい。(2)は圧接器本体(1)の閉鎖側の端部に一体化して固着させた固定クランプ部であり、(3)は圧接器本体(1)の開口側の端部に設けると共に鉄筋(W)の軸方向へ移動可能な可動クランプ部であり、該可動クランプ部(3)の基部には圧接器本体(1)の内部に挿入した移動可能なパイプ(31)が用いられ、そのパイプ(31)の基部側は閉鎖されている。(4)は圧接器本体(1)の開口側端部に固着したラム受であり、該ラム受(4)には略L字状の係止穴(41)が複数個穿設されている。(5)は可動クランプ部(3)の内部に挿入され且つ圧接器本体(1)の内部に設けたコイルバネである。前記圧接器本体(1),固定クランプ部(2),可動クランプ部(3),ラム受(4),コイルバネ(5)は、既存の構造や材質と略同一で良いが、前記コイルバネ(5)は、その長さを短くしたものが用いられている。つまり、図1の状態で、可動クランプ部(3)の端面がラム受(4)の端面と密着せず、隙間(L)が得られるコイルバネ(5)の長さである。具体的な隙間(L)の寸法としては、10mm〜50mmとするのが良い。又、前記固定クランプ部(2)と可動クランプ部(3)には締付ボルト(9)がそれぞれに設けられている。尚、前記隙間(L)が設けられる方法としては、上記のようにコイルバネ(5)の長さを短くすること以外に、前記圧接器本体(1)を長くして、可動クランプ部(3)とラム受(4)間に隙間(L)を設けるようにしても良い。更に図1の状態に於いて、可動クランプ部(3)の端面と、圧接器本体(1)の開口側端面との間に別のバネを設ける。このバネはガス圧接器の運搬中に可動クランプ部(3)のガタ付きをなくす役目を果すものとなる。また、このバネの強度としては、例えば、鉄筋(W)を可動クランプ部(3)に締付ボルト(9)で固定させる際に、手で可動クランプ部(3)が移動できる程度の強さとするのが好ましい。
【0015】
(6)は可動クランプ部(3)のラム受(4)側に溶接などで固着した引掛部であり、該引掛部(6)は、逆U字状や逆L字状等に形成するのが好ましい。(7)はラム受(4)の外周で且つ水平に溶接などで固着させた支点用固定棒であり、該支点用固定棒(7)の取付位置としては、図示しない棒材やラッチェットなどの柄の先端が引掛部(6)に挿入された際に、棒や柄の中間部に当接して支点の役目を果すと共に可動クランプ部(3)が容易に移動できる位置を支点用固定棒(7)の取付位置とするのが好ましい。(8)は偏心調整ネジであり、これはガス圧接器に始めから付いている。
【0016】
図3は本発明の作用を示す図であり、これについて説明する。先ず始めに本発明品を使用して2本の鉄筋(W)を対向させて取付ける場合には、先ず、一方の鉄筋(W)を固定クランプ部(2)に締付ボルト(9)で固定し、他方の鉄筋(W)を可動クランプ部(3)に締付ボルト(9)で固定する。この時、従来のコイルバネ(5)と異なり、付勢されてないため、手で可動クランプ部(3)が簡単に移動するものとなる。従って、鉄筋(W)の固定時に行っていた締付ボルト(9)の微妙な位置調整が容易に行えると共にその固定も簡単に行うことが可能となった。
【0017】
前記可動クランプ部(3)に鉄筋(W)を固定した後、図3(a)に示すように、丸棒やラッチェットの柄などの先端を引掛部(6)に挿入し且つ前記丸棒などの中間部に支点用固定棒(7)を当接させ、前記丸棒などを図中の点線矢印のように動かし、テコの要領で可動クランプ部(3)を上方へ矢印のように移動させると、可動クランプ部(3)はラム受(4)に当接する。つまり、可動クランプ部(3)がガタ分移動することにより、鉄筋(W)の端面間には隙間(L)が図3(b)のように確保できるのである。この隙間(L)を利用し、ガス圧接用環体(R)が内蔵された環体保持部材(A)を簡単に挟み込む作業が行えるものとなる。つまり、予め用意した前記環体保持部材(A)を、一方の鉄筋(W)の端面に取付ければ良い。尚、前記ガス圧接用環体(R)を内蔵した環体保持部材(A)としては、本発明者の提案した特願2010−047345などを用いるのが良い。
【0018】
この環体保持部材(A)が鉄筋(W)の端面間に挟持される方法を詳細に説明する。図3(b)の状態で、先ず始めに環体保持部材(A)を片手に持ち、その開口側を一方の鉄筋(W)の端面に挿入して嵌め込むと、図3(c)のようになる。その後、丸棒などを引掛部(6)から抜けば良い。この時、2本の鉄筋(W)が垂直方向に取付けられている時には、可動クランプ部(3)は自重で落下し、鉄筋(W)の端面間に環体保持部材(A)は図3(d)のように挟まれるのである。又、2本の鉄筋(W)が水平方向に取付けられている時には、可動クランプ部(3)を元の方向に移動させて戻すことにより、鉄筋(W)の端面間に環体保持部材(A)が挟まれるのである。これで鉄筋(W)のセットが完了する。このように本発明品を用いれば、環体保持部材(A)が鉄筋(W)の接合面へ簡単にセットできるものとなるのである。
【0019】
その後の作業は、本発明者の提案したガス圧接作業を行えば良い。つまり、シリンダーに装着した油圧シリンダーを作動させて、そのラムにより、可動クランプ部(2)が移動しながら接合面を押圧し、両鉄筋(W)に所定の圧接力で従来工程同様に加圧させて、上限圧に達するまで加圧させた後、バーナーに着火させ、初期加熱と後期加熱を連続して行えば、良好なコブが形成され、良好な接合部分が得られるのである。
【符号の説明】
【0020】
W 鉄筋
L 隙間
1 圧接器本体
2 固定クランプ部
3 可動クランプ部
4 ラム受
5 コイルバネ
6 引掛部
7 支点用固定棒
【特許請求の範囲】
【請求項1】
2本の鉄筋(W)を対向させてガス圧接する際に、圧接器本体(1)の端部に固定クランプ部(2)を固着し、前記圧接器本体(1)の他端部に可動クランプ部(3)を鉄筋(W)の軸方向へ移動可能に設けると共に前記可動クランプ部(3)よりも外側に前記圧接器本体(1)の他端部にラム受(4)を取付け、前記可動クランプ部(3)が前記ラム受(4)に付勢して密着されるためのコイルバネ(5)を前記圧接器本体(1)の内部に設けたガス圧接器に於いて、前記可動クランプ部(3)と前記ラム受(4)の間に隙間(L)を設けたことを特徴とする鉄筋のガス圧接器。
【請求項2】
前記可動クランプ部(3)に引掛部(6)が固着され、前記ラム受(4)の外周に支点用固定棒(7)を固着させた請求項1記載の鉄筋のガス圧接器。
【請求項3】
前記隙間(L)が、圧接器本体(1)の内部に設けたコイルバネ(5)の長さを短くして得られた請求項1記載の鉄筋のガス圧接器。
【請求項4】
前記隙間(L)が、10mm〜50mmである請求項1又は3記載の鉄筋のガス圧接器。
【請求項1】
2本の鉄筋(W)を対向させてガス圧接する際に、圧接器本体(1)の端部に固定クランプ部(2)を固着し、前記圧接器本体(1)の他端部に可動クランプ部(3)を鉄筋(W)の軸方向へ移動可能に設けると共に前記可動クランプ部(3)よりも外側に前記圧接器本体(1)の他端部にラム受(4)を取付け、前記可動クランプ部(3)が前記ラム受(4)に付勢して密着されるためのコイルバネ(5)を前記圧接器本体(1)の内部に設けたガス圧接器に於いて、前記可動クランプ部(3)と前記ラム受(4)の間に隙間(L)を設けたことを特徴とする鉄筋のガス圧接器。
【請求項2】
前記可動クランプ部(3)に引掛部(6)が固着され、前記ラム受(4)の外周に支点用固定棒(7)を固着させた請求項1記載の鉄筋のガス圧接器。
【請求項3】
前記隙間(L)が、圧接器本体(1)の内部に設けたコイルバネ(5)の長さを短くして得られた請求項1記載の鉄筋のガス圧接器。
【請求項4】
前記隙間(L)が、10mm〜50mmである請求項1又は3記載の鉄筋のガス圧接器。
【図1】


【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−189391(P2011−189391A)
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願番号】特願2010−58677(P2010−58677)
【出願日】平成22年3月16日(2010.3.16)
【出願人】(394024983)東海ガス圧接株式会社 (12)
【出願人】(596171384)株式会社 徳武製作所 (14)
【Fターム(参考)】
【公開日】平成23年9月29日(2011.9.29)
【国際特許分類】
【出願日】平成22年3月16日(2010.3.16)
【出願人】(394024983)東海ガス圧接株式会社 (12)
【出願人】(596171384)株式会社 徳武製作所 (14)
【Fターム(参考)】
[ Back to top ]