
鉄筋を含む被切削物を切削する際の鉄筋感知方法及び鉄筋感知装置並びに切削装置
【課題】鉄筋コンクリート構造物中の鉄筋の位置が不明な場合であっても鉄筋を破壊することなく工事を施工することが可能な鉄筋感知方法、及び鉄筋感知手段を備えた切削装置を提供することを目的とする。
【解決手段】本発明は、鉄筋を含む被切削物を切削手段により切削する際、前記被切削物中の鉄筋を感知する方法であって、前記鉄筋がグランドに接地した状態で、前記切削手段に、感知抵抗(R1)を介して直流電圧(E)を印加し、前記感知抵抗(R1)における感知電圧(E1)を計測し、前記感知電圧の変化により切削手段の切削部分と鉄筋との接触を感知する鉄筋感知方法である。
【解決手段】本発明は、鉄筋を含む被切削物を切削手段により切削する際、前記被切削物中の鉄筋を感知する方法であって、前記鉄筋がグランドに接地した状態で、前記切削手段に、感知抵抗(R1)を介して直流電圧(E)を印加し、前記感知抵抗(R1)における感知電圧(E1)を計測し、前記感知電圧の変化により切削手段の切削部分と鉄筋との接触を感知する鉄筋感知方法である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鉄筋を含む被切削物を切削する際の鉄筋感知方法,及び鉄筋感知手段を備えた切削装置に関するものである。
【背景技術】
【0002】
鉄筋コンクリート構造物の補修工事や改修工事では、コアドリルによる穿孔やウォールソーによる壁面の切断等が行われる。これらの工事においては、鉄筋コンクリート構造物全体の強度の低下を招くおそれがあるため、構造物中に既設の鉄筋を破壊しないように施工することが望まれる。
【0003】
鉄筋コンクリート構造物中の鉄筋の位置が、図面等により明確にわかっている場合には、鉄筋を避けて工事を行うことが可能である。例えば、特許文献1に示す切削装置を用いて、鉄筋を的確に把握しながら施工することができる。
【0004】
しかし、図面が保管されていないことにより鉄筋コンクリート構造物中に既設の鉄筋の位置が明確に把握できない場合や、図面があっても必ずしも設計図通りに鉄筋が配筋されていない場合がある。このようなケースでは、補修工事や改修工事において誤って鉄筋を破壊してしまう場合や、鉄筋を破壊することを想定した施工をする場合もある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−354904号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本出願人らは、鉄筋の位置が不明である鉄筋コンクリート構造物に対しても鉄筋を破壊することのない鉄筋感知方法,及び鉄筋感知手段を備えた切削装置についての関連出願を行っている(特願2008−080054)。この先行出願では、被切削物中の鉄筋感知の手法として、切削手段と被切削物との間に交流電圧を印加して、その際に測定されるインピーダンスの変化を検出するものである。
【0007】
この本出願人らによる鉄筋感知方法は、鉄筋の位置を特段に気にすることなく切削作業が可能であり、また、その原理、装置構成も比較的簡易であることから広く応用が期待できるものである。しかし、その後の検討から、対となる電極間距離の設定や、電極と測定装置間のケーブルの長さ、設置方法等の測定条件によっては、ケーブル自身のインダクタンスの影響等により感度が低下する場合があり、あらゆる切削作業に適応できないことが確認されている。
【0008】
そこで、本発明は、以上のような背景のもとになされたものであり、鉄筋を含む被切削物の切削作業の際、鉄筋を損傷することなくこれを検知する方法において、より高感度で鉄筋を感知し得る方法及びそのための装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本出願人らは、切削手段に直流電圧を印加してその際の電圧変化を計測することで鉄筋を感知することとした。
【0010】
即ち、本発明は、鉄筋を含む被切削物を切削手段により切削する際、前記被切削物中の鉄筋を感知する方法であって、前記鉄筋がグランドに接地した状態で、前記切削手段に、感知抵抗(R1)を介して直流電圧(E)を印加し、前記感知抵抗(R1)における感知電圧(E1)を計測し、前記感知電圧の変化により切削手段の切削部分と鉄筋との接触を感知する鉄筋感知方法である。
【0011】
本発明は、本出願人らによる上記従来技術が測定系に交流電圧を印加したのに対し、直流電圧を利用するものである。測定系を直流回路とすることで外部要因による影響を従来技術以上に排除することができ、より高感度での鉄筋感知が可能となる。
【0012】
本発明において形成される測定回路は、電源を起点とし切削手段、被切削物、鉄筋を経由するものである。そして、被切削物は抵抗を形成するが、切断手段による切削が進行し、鉄筋に接触する段階でこの抵抗は概ねゼロとなる。このとき、測定回路内の感知抵抗(R1)における感知電圧(E1)は急上昇することとなる。本発明は、この感知電圧の上昇をもとに鉄筋を感知するものである。本発明において、切削手段へ印加する直流電圧は、5V以上とするのが好ましい。鉄筋の接触に伴う感知電圧(E1)の変化量は、切削手段に印加する直流電圧(E)に比例するため、5V未満の低い印加電圧においては、前記感知電圧(E1)の変化量が相対的に小さくなり、感知情報が外乱ノイズに埋もれやすく正確な鉄筋感知ができないからである。尚、印加電圧の上限については、外乱ノイズへの耐性の点ではできるだけ高い印加電圧であるほうが好ましいが、感知抵抗(R1)の両端電圧を受ける後段回路の許容入力電圧範囲が多くの場合15Vを上限としていることから、印加電圧の上限値を15Vとするのが好ましい。但し、回路の工夫により、後段回路の許容入力電圧範囲の上限を高くすることが出来れば、印加電圧の上限値についてはこの限りではない。
【0013】
ところで、本発明における測定系では、鉄筋が測定系のグランドに接地状態にあることが必要であり、そうでなければ測定回路を形成することができない。この点、被切削物である鉄筋コンクリート構造物は、その構築時に当初から鉄筋を接地させているものも多い。このような鉄筋が接地されている場合には、そのまま測定することができる。
【0014】
一方、場合によっては鉄筋が埋設されただけで外部への接地がなされていない構造物もある。このような鉄筋が接地状態にない被切削物への対応としては、被切削物上に電極を設置し、この電極をグランドに接地させることが好ましい。ただし、この場合には電極と鉄筋との間の被切削物が抵抗となり、これは測定系の感度に影響を大きく及ぼすこととなる。そこで、電極と鉄筋との間の抵抗を極限まで低下させるため電極と被切削物との間に水を含浸させた保水パッドを設置するのが好ましい。
【0015】
本発明における測定回路において、感知電圧(E1)の計測は感知抵抗(R1)における電圧をそのまま計測しても良いが、この場合、鉄筋のグランド接地の有無、切削手段のサイズ、切削深さ等といった測定条件により、検出される感知電圧の値に幅があり、それが検出装置の限界を超える場合には適切な処理ができないことがある。そこで、測定条件の相違による感知電圧値の幅を補正するため、感知抵抗両端の電圧波形(p1、p2)に基づく第1の電圧信号(p3)を検出した後、第1の電圧信号(p3)を2つの電圧信号(p4、p5)に分岐し、一方の電圧信号を遅延回路に通過させた後、前記一方の電圧信号と他方の電圧信号との差分である第2の電圧信号を検出し、このように補正されたものを感知電圧(E1)として計測するのが好ましい。
【0016】
以上説明した鉄筋感知方法で使用される鉄筋感知装置としては、切削手段に直流電圧を印加するための印加電圧発生源、切削手段に電気的に接続される印加電圧線、前記印加電圧発生源と前記印加電圧線との間に設けられる感知抵抗、前記感知抵抗における感知電圧を測定する感知電圧測定部、を備えるものである。
【0017】
このとき、感知電圧測定部は、上記のような補正処理を行うため、感知抵抗両端の電圧波形(p1、p2)から第1の電圧信号(p3)を計測する第1の検出手段(IC1)と、前記第1の電圧信号(p3)を2つの電圧信号(p4、p5)に分岐し、一方の電圧信号(p4)が通過する遅延回路を有し、前記一方の電圧信号(p4)と他方の電圧信号(p5)との差分を検出する第2の検出手段(IC2)を備える補正回路を有することが好ましい。
【0018】
また、この鉄筋感知装置においては、感知電圧測定部に接続され、感知電圧の電圧信号の変化を検出する判定部と、前記判定部と切削手段の電源に接続された切削手段制御部とを備えたものが好ましく、この切削手段制御部は、前記判定部からの信号により切削手段の電源をオン・オフするようになっているのが良い。
【0019】
また、切削手段制御部は、更に、切削手段の駆動電流を検出し、その信号を判定部へ出力する動作信号出力部を備えるものが好ましい。
【発明の効果】
【0020】
以上説明した本発明に係る鉄筋感知方法、鉄筋感知装置によれば、対象となる被切削物の鉄筋の位置が不明な場合であっても、鉄筋を破壊することがなく補修工事や改修工事を施工することができる。
【図面の簡単な説明】
【0021】
【図1】本発明に係る鉄筋感知方法の工程を説明する図。
【図2】本発明に係る鉄筋感知方法の工程を説明する図。
【図3】電極の構成を説明する図。
【図4】電極の構成を説明する図。
【図5】鉄筋感知装置を備えた鉄筋感知システムの概略構成を示す図。
【図6】本実施形態の鉄筋感知装置の外観写真。
【図7】印加電圧発生源及び感知電圧測定部の回路図。
【図8】本実施形態の検知システムにおける電圧p3の変化を説明する図。
【図9】本実施形態の検知システムにおける電圧p6の変化を説明する図。
【図10】切削手段制御部の回路図。
【図11】鉄筋コンクリート切削時の感知電圧の変化を示す図。
【発明を実施するための形態】
【0022】
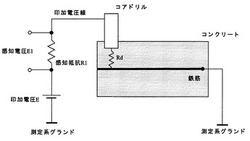
図1は、本発明に係る鉄筋感知方法の一例を示すものである。ここでは、切削手段としてコアドリルを適用する。図1に示すように、本発明では、コアドリルに印加電圧線を接続し、電源から印加電圧Eを印加する。コアドリルへの印加電圧線の接続は、ドリルの刃に直接するよりも、その筐体に接続するのが好ましい。図1の測定回路においては、電源とドリルとの間に感知抵抗R1が設置される。また、コンクリート中の鉄筋は測定系グランドに接地されている。
【0023】
図1の測定回路において、コアドリルによる切断作業中、コアドリルと鉄筋との間のコンクリートは抵抗体(Rd)として作用し、その抵抗値は比較的大きいことから、感知抵抗R1における電流は小さく、感知電圧E1も低い値を示す。そして、コアドリルの進行に伴い鉄筋への距離は小さくなることから、抵抗Rdも小さくなる。そして。コアドリルと鉄筋とが接触するとき、抵抗Rdは極小となることから、感知抵抗R1に流れる電流が急激に大きくなり、感知電圧E1も急上昇する。従って、この感知電圧E1の変化を監視し、その急上昇が生じた時点でコアドリルを停止することで、鉄筋の損傷を防止することができる。
【0024】
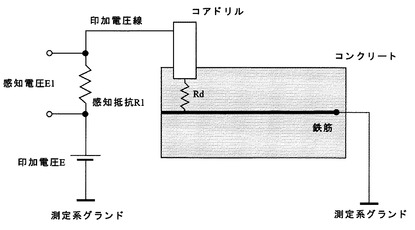
一方、上記したように、コンクリート中の鉄筋が接地されていない場合、図2のようにコンクリート上に電極を配置することが好ましい。このとき、電極と鉄筋との間のコンクリートは抵抗体(Re)を形成するが、その抵抗値を極小化するため電極と被切削物との間に水を含浸させた保水パッドを設置するのが好ましい。この保水パッドは、紙、不織布、スポンジ等の材質からなる保水性に優れた多孔質パッドである。
【0025】
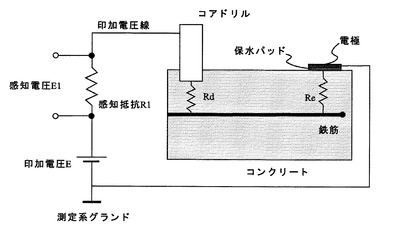
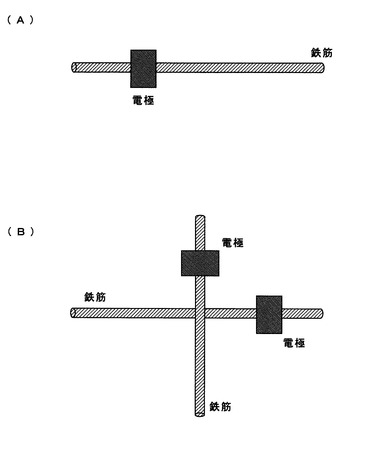
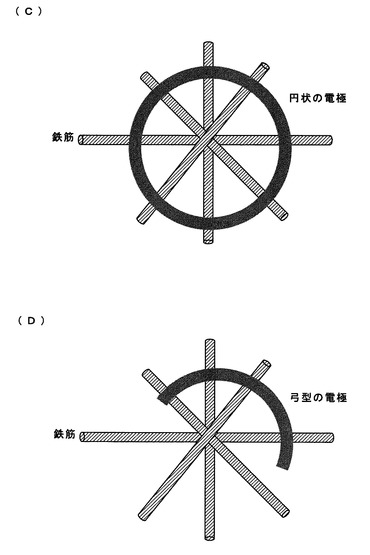
また、この場合の鉄筋感知方法では、少なくとも1つの電極を使用する。図3(A)に示すように、被切削物を切削する部位に対して鉄筋が一方向にのみ配置されている場合は、電極は1つあれば足りる。一方、図3(B)に示すように、被切削物を切削する部位に対して鉄筋が二方向に配置されて重なり合っている場合は、切削部分がいずれの鉄筋に接触するか不明であることから、鉄筋に対応させるために電極も2つ必要となる。また、被切削物を切削する部位に対して鉄筋が複数配置されて重なり合っている場合は、図3(B)と同様に切削部分がいずれの鉄筋に接触するか不明である。加えて、切削物中の鉄筋の位置が明確に把握できない場合もある。これらの場合は、鉄筋に対応させるために電極を複数用いてもよいが、図4(C)、図4(D)に示すように、円状又は弓形の電極を用いてもよい。
【0026】
尚、電極の面積については、少なくとも0.001m2以上であることが好ましい。かかる面積が0.001m2よりも小さいと、電極と鉄筋間のコンクリート抵抗(Re)の値が十分に低下せず、感知電圧の変化が小さくなるだけでなく、外来ノイズの影響も受けやすくなり、鉄筋接触の検知が困難となるからである。また、上記のように電極を用いて鉄筋を接地するとき、電極の設置位置は、切削手段から10cm以上10m以下程度の距離を置くことが好ましい。
【0027】
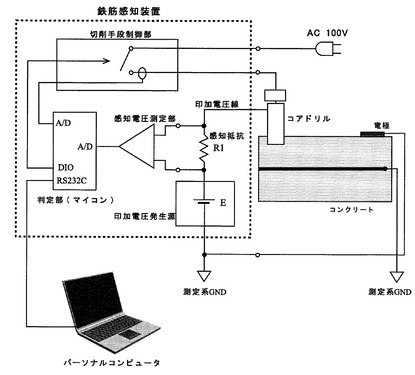
感知電圧E1の監視は、その測定・記録が自動化された鉄筋感知装置を用いるのが好ましい。図5は、この鉄筋感知装置を備えた鉄筋感知システムの概略構成を示すものである。図5の鉄筋感知システムにおける鉄筋感知装置は、切削手段に直流電圧を印加するための印加電圧発生源、切削手段に電気的に接続される印加電圧線、前記印加電圧発生源と前記印加電圧線との間に設けられる感知抵抗、前記感知抵抗における感知電圧を測定する感知電圧測定部を備える。また、鉄筋感知装置により計測される感知電圧E1等の情報は、鉄筋感知装置の出力端子から出力することができ、これをパーソナルコンピュータ等でモニタリングできるようにすることが好ましい。尚、本実施形態の鉄筋感知装置は、図6の写真のように印加電圧発生源等の各構成が筐体に一体的に組み込まれたものである。この鉄筋感知装置は、コアドリルとその電源との間に割り込んで接続させて使用するようになっている。
【0028】
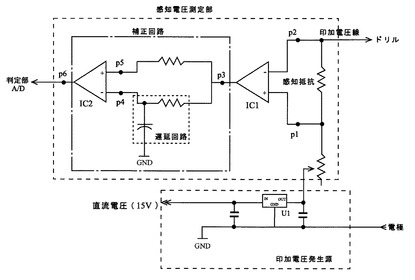
鉄筋感知装置の各構成について、まず、図7は、印加電圧発生源及び感知電圧測定部の回路図を示すものである。印加電圧発生源は、鉄筋感知装置外部の交流電源を直流化リニア電源等により変換された直流電圧が入力され、これを三端子レギュレータ(U1)により電圧調整をして、印加電圧Eを感知電圧測定部へ供給する。
【0029】
感知電圧測定部は、印加電圧線を介してコアドリルに接続されるものであり、感知抵抗R1を備え、その電圧を感知電圧E1として出力する。ここで、感知電圧の計測は、感知抵抗R1の両端電圧(p1、p2)を第1の検出手段である計装アンプ(IC1)に経由させて電圧p3として出力させる。上記の通り、この電圧p3をそのまま計測機器(後述の判定部)に出力すると、測定条件による出力レンジの相違により計測不可となる場合がある。
【0030】
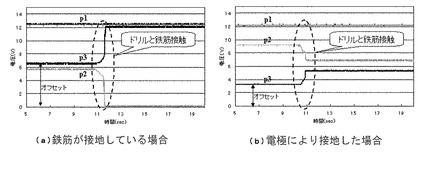
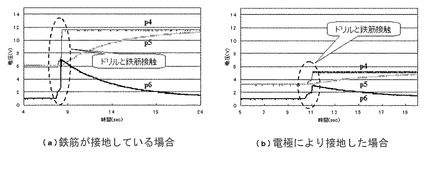
この点をより詳細に説明すると、図8は、図7の検知システムにおいて、コンクリート中の鉄筋自体が接地状態にある場合(図1)、鉄筋に接地がなされておらず、電極及び保水パッドを使用することで鉄筋を接地させた場合(図2)の各条件で、電圧p3をそのまま計測したときの変化を示すものである(試験条件は後述の実施例と同様)。ここで、鉄筋が接地されているとき(図8(a))、感知抵抗両端の電圧p3の変化は、切削開始時の6.5Vから鉄筋接触時には12Vに急上昇するが、鉄筋が接地されていない場合(図8(b))、電圧p3の変化は3.2Vから5.2Vとなる。従って、測定条件の相違により電圧p3の範囲が大きく相違し、これを考慮した計測機器を選択する必要があるが、それは困難といえる。
【0031】
そこで、本発明では、電圧p3について、遅延回路を備える補正回路を通過させることとする。この補正回路においては、分岐された一方の電圧p4を遅延回路に通過させる一方で、他方の電圧p5を第2の検出手段である計装アンプ(IC2)に入力する。そして、計装アンプIC2が、電圧p4、p5の差分をとり、これを電圧p6として出力する。このようにして補正された電圧p6について、上記と同じ2つの条件下で測定した結果が図9である。この図9からわかるように、本発明のように補正回路を設けることで、測定条件の相違による出力幅を狭くすることができる。これにより、測定条件によらずに計測機器を統一させて鉄筋検知装置を構成することができるようになる。
【0032】
本実施形態における鉄筋感知装置は、感知電圧測定部で測定された電圧信号(p6)の変化を検出する判定部を備える(図5)。ここでの判定部は、予め感知電圧が急上昇した場合の閾値を設定・算出し、これと実測の電圧値とを対比するプログラムが格納されたマイコンである。マイコンは、格納されたプログラムに従い、A/D端子を通じて入力された感知電圧が閾値を超えたとき、切削手段の電源をオフにするための信号を出力する。
【0033】
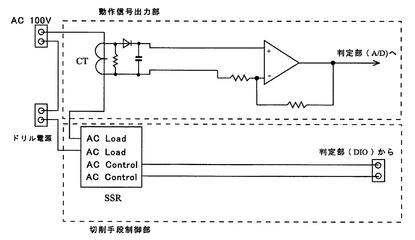
そして、本実施形態における鉄筋感知装置は、判定部及び切削手段の電源に接続された切削手段制御部を備える。図10は、この切削手段制御部の回路図である。切削手段制御部は、前記判定部からのオン・オフ信号によりソリッドステートリレー(SSR)を介して切削手段の電源オン・オフを制御する。
【0034】
また、切削手段制御部は、切削手段の駆動電流を検出し、その信号を判定部へ出力する動作信号出力部を備える。この動作信号出力部は、コアドリルの駆動電流を検知するカレントトランスCTからの信号を検波回路及び非反転増幅回路を経由させて判定部(マイコン)へ出力する。この動作信号出力部を設けることにより、コアドリルの負荷変化を判定部からモニタすることができ、また、そのプログラムによりコアドリルがコンクリートに接触したとき(負荷増大時)に自動的に感知電圧の検出・監視を開始させることができる。
【0035】
尚、以上の各構成を有する鉄筋感知装置は、上記実施形態のように切削手段とは別の筐体に収納されたものでも良いが、切削手段の筐体に内蔵されていても良い。
【実施例】
【0036】
上記実施形態で説明した鉄筋感知装置を適用して試験用の鉄筋コンクリート(幅110cm×奥行35cm×高さ25cm)の切削を行い、鉄筋感知可否を検討した。ここでの切削試験は、鉄筋コンクリートにアース線を接続し、グランドに接地させた場合と、コンクリート上に保水性パッド(材質:紙タオル)及び電極を設置しこれを測定系のグランドに接地させた場合の2つの条件で行った。使用したコアドリルは湿式ドリル(型式名:TS−132)を用い、切削中は水を供給しつつ使用した。
【0037】
鉄筋感知装置における感知抵抗R1は200Ωとし、印加電圧発生源においては、交流電源(AC100V)を直流(DC)15Vに変換したものを三端子レギュレータにより12Vに調整しドリルへの印加電圧としている。
【0038】
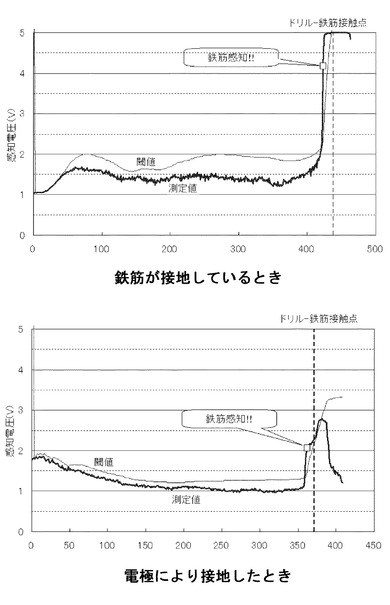
切削時の感知電圧E1の測定・監視は、鉄筋感知装置の判定部であるマイコンのプログラムに基づく。このプログラムは、順次測定される測定値の履歴から最小二乗法による一次近似式に基づき電圧の推定値を計算し、更に、その標準偏差の5倍(5σ)の値を閾値として計算する。そして、測定値が閾値を超えたか否かを判定し、閾値を所定回数超えたときにドリルが鉄筋に接触したと判断する。この実施例では、測定間隔を0.1秒とし、測定値が閾値を3回連続して超えた場合を鉄筋接触と判定した。尚、この実施例では、鉄筋感知装置にパーソナルコンピュータを接続し測定値等を出力・モニタリングした。
【0039】
図11は、鉄筋の接地状態を変更しつつ行った切削試験の際の電圧変化を示すものである。図11からわかるように、切削作業を開始してから感知電圧の値には大きな変化は認められないが、一定時間経過した際に電圧値が急上昇した。この段階で、切削作業を停止したところ、切削により生じた空洞の底部から鉄筋が目視にて確認された。
【0040】
この試験から、感知電圧の値の上昇は、コアドリルの切削部分が鉄筋に接触したことに対応したものである。この結果は、鉄筋の接地状態(鉄筋自体が接地しているか、又は、鉄筋コンクリートに電極を設置したか)によらず得られるものである。本発明によれば、感知電圧の値が変化することで、鉄筋コンクリート構造物中の鉄筋を感知することができることを確認された。
【産業上の利用可能性】
【0041】
本発明によれば、鉄筋を含む被切削物の切削作業において、鉄筋の損傷を回避することができ、従来技術よりも高感度で鉄筋を感知可能である。本発明は、鉄筋コンクリート構造物の補修工事や改修工事、特に最近需要が増加している耐震補強工事において、その作業性を大きく改善することができる。
【技術分野】
【0001】
本発明は、鉄筋を含む被切削物を切削する際の鉄筋感知方法,及び鉄筋感知手段を備えた切削装置に関するものである。
【背景技術】
【0002】
鉄筋コンクリート構造物の補修工事や改修工事では、コアドリルによる穿孔やウォールソーによる壁面の切断等が行われる。これらの工事においては、鉄筋コンクリート構造物全体の強度の低下を招くおそれがあるため、構造物中に既設の鉄筋を破壊しないように施工することが望まれる。
【0003】
鉄筋コンクリート構造物中の鉄筋の位置が、図面等により明確にわかっている場合には、鉄筋を避けて工事を行うことが可能である。例えば、特許文献1に示す切削装置を用いて、鉄筋を的確に把握しながら施工することができる。
【0004】
しかし、図面が保管されていないことにより鉄筋コンクリート構造物中に既設の鉄筋の位置が明確に把握できない場合や、図面があっても必ずしも設計図通りに鉄筋が配筋されていない場合がある。このようなケースでは、補修工事や改修工事において誤って鉄筋を破壊してしまう場合や、鉄筋を破壊することを想定した施工をする場合もある。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開2000−354904号公報
【発明の開示】
【発明が解決しようとする課題】
【0006】
本出願人らは、鉄筋の位置が不明である鉄筋コンクリート構造物に対しても鉄筋を破壊することのない鉄筋感知方法,及び鉄筋感知手段を備えた切削装置についての関連出願を行っている(特願2008−080054)。この先行出願では、被切削物中の鉄筋感知の手法として、切削手段と被切削物との間に交流電圧を印加して、その際に測定されるインピーダンスの変化を検出するものである。
【0007】
この本出願人らによる鉄筋感知方法は、鉄筋の位置を特段に気にすることなく切削作業が可能であり、また、その原理、装置構成も比較的簡易であることから広く応用が期待できるものである。しかし、その後の検討から、対となる電極間距離の設定や、電極と測定装置間のケーブルの長さ、設置方法等の測定条件によっては、ケーブル自身のインダクタンスの影響等により感度が低下する場合があり、あらゆる切削作業に適応できないことが確認されている。
【0008】
そこで、本発明は、以上のような背景のもとになされたものであり、鉄筋を含む被切削物の切削作業の際、鉄筋を損傷することなくこれを検知する方法において、より高感度で鉄筋を感知し得る方法及びそのための装置を提供することを目的とする。
【課題を解決するための手段】
【0009】
上記課題を解決するために、本出願人らは、切削手段に直流電圧を印加してその際の電圧変化を計測することで鉄筋を感知することとした。
【0010】
即ち、本発明は、鉄筋を含む被切削物を切削手段により切削する際、前記被切削物中の鉄筋を感知する方法であって、前記鉄筋がグランドに接地した状態で、前記切削手段に、感知抵抗(R1)を介して直流電圧(E)を印加し、前記感知抵抗(R1)における感知電圧(E1)を計測し、前記感知電圧の変化により切削手段の切削部分と鉄筋との接触を感知する鉄筋感知方法である。
【0011】
本発明は、本出願人らによる上記従来技術が測定系に交流電圧を印加したのに対し、直流電圧を利用するものである。測定系を直流回路とすることで外部要因による影響を従来技術以上に排除することができ、より高感度での鉄筋感知が可能となる。
【0012】
本発明において形成される測定回路は、電源を起点とし切削手段、被切削物、鉄筋を経由するものである。そして、被切削物は抵抗を形成するが、切断手段による切削が進行し、鉄筋に接触する段階でこの抵抗は概ねゼロとなる。このとき、測定回路内の感知抵抗(R1)における感知電圧(E1)は急上昇することとなる。本発明は、この感知電圧の上昇をもとに鉄筋を感知するものである。本発明において、切削手段へ印加する直流電圧は、5V以上とするのが好ましい。鉄筋の接触に伴う感知電圧(E1)の変化量は、切削手段に印加する直流電圧(E)に比例するため、5V未満の低い印加電圧においては、前記感知電圧(E1)の変化量が相対的に小さくなり、感知情報が外乱ノイズに埋もれやすく正確な鉄筋感知ができないからである。尚、印加電圧の上限については、外乱ノイズへの耐性の点ではできるだけ高い印加電圧であるほうが好ましいが、感知抵抗(R1)の両端電圧を受ける後段回路の許容入力電圧範囲が多くの場合15Vを上限としていることから、印加電圧の上限値を15Vとするのが好ましい。但し、回路の工夫により、後段回路の許容入力電圧範囲の上限を高くすることが出来れば、印加電圧の上限値についてはこの限りではない。
【0013】
ところで、本発明における測定系では、鉄筋が測定系のグランドに接地状態にあることが必要であり、そうでなければ測定回路を形成することができない。この点、被切削物である鉄筋コンクリート構造物は、その構築時に当初から鉄筋を接地させているものも多い。このような鉄筋が接地されている場合には、そのまま測定することができる。
【0014】
一方、場合によっては鉄筋が埋設されただけで外部への接地がなされていない構造物もある。このような鉄筋が接地状態にない被切削物への対応としては、被切削物上に電極を設置し、この電極をグランドに接地させることが好ましい。ただし、この場合には電極と鉄筋との間の被切削物が抵抗となり、これは測定系の感度に影響を大きく及ぼすこととなる。そこで、電極と鉄筋との間の抵抗を極限まで低下させるため電極と被切削物との間に水を含浸させた保水パッドを設置するのが好ましい。
【0015】
本発明における測定回路において、感知電圧(E1)の計測は感知抵抗(R1)における電圧をそのまま計測しても良いが、この場合、鉄筋のグランド接地の有無、切削手段のサイズ、切削深さ等といった測定条件により、検出される感知電圧の値に幅があり、それが検出装置の限界を超える場合には適切な処理ができないことがある。そこで、測定条件の相違による感知電圧値の幅を補正するため、感知抵抗両端の電圧波形(p1、p2)に基づく第1の電圧信号(p3)を検出した後、第1の電圧信号(p3)を2つの電圧信号(p4、p5)に分岐し、一方の電圧信号を遅延回路に通過させた後、前記一方の電圧信号と他方の電圧信号との差分である第2の電圧信号を検出し、このように補正されたものを感知電圧(E1)として計測するのが好ましい。
【0016】
以上説明した鉄筋感知方法で使用される鉄筋感知装置としては、切削手段に直流電圧を印加するための印加電圧発生源、切削手段に電気的に接続される印加電圧線、前記印加電圧発生源と前記印加電圧線との間に設けられる感知抵抗、前記感知抵抗における感知電圧を測定する感知電圧測定部、を備えるものである。
【0017】
このとき、感知電圧測定部は、上記のような補正処理を行うため、感知抵抗両端の電圧波形(p1、p2)から第1の電圧信号(p3)を計測する第1の検出手段(IC1)と、前記第1の電圧信号(p3)を2つの電圧信号(p4、p5)に分岐し、一方の電圧信号(p4)が通過する遅延回路を有し、前記一方の電圧信号(p4)と他方の電圧信号(p5)との差分を検出する第2の検出手段(IC2)を備える補正回路を有することが好ましい。
【0018】
また、この鉄筋感知装置においては、感知電圧測定部に接続され、感知電圧の電圧信号の変化を検出する判定部と、前記判定部と切削手段の電源に接続された切削手段制御部とを備えたものが好ましく、この切削手段制御部は、前記判定部からの信号により切削手段の電源をオン・オフするようになっているのが良い。
【0019】
また、切削手段制御部は、更に、切削手段の駆動電流を検出し、その信号を判定部へ出力する動作信号出力部を備えるものが好ましい。
【発明の効果】
【0020】
以上説明した本発明に係る鉄筋感知方法、鉄筋感知装置によれば、対象となる被切削物の鉄筋の位置が不明な場合であっても、鉄筋を破壊することがなく補修工事や改修工事を施工することができる。
【図面の簡単な説明】
【0021】
【図1】本発明に係る鉄筋感知方法の工程を説明する図。
【図2】本発明に係る鉄筋感知方法の工程を説明する図。
【図3】電極の構成を説明する図。
【図4】電極の構成を説明する図。
【図5】鉄筋感知装置を備えた鉄筋感知システムの概略構成を示す図。
【図6】本実施形態の鉄筋感知装置の外観写真。
【図7】印加電圧発生源及び感知電圧測定部の回路図。
【図8】本実施形態の検知システムにおける電圧p3の変化を説明する図。
【図9】本実施形態の検知システムにおける電圧p6の変化を説明する図。
【図10】切削手段制御部の回路図。
【図11】鉄筋コンクリート切削時の感知電圧の変化を示す図。
【発明を実施するための形態】
【0022】
図1は、本発明に係る鉄筋感知方法の一例を示すものである。ここでは、切削手段としてコアドリルを適用する。図1に示すように、本発明では、コアドリルに印加電圧線を接続し、電源から印加電圧Eを印加する。コアドリルへの印加電圧線の接続は、ドリルの刃に直接するよりも、その筐体に接続するのが好ましい。図1の測定回路においては、電源とドリルとの間に感知抵抗R1が設置される。また、コンクリート中の鉄筋は測定系グランドに接地されている。
【0023】
図1の測定回路において、コアドリルによる切断作業中、コアドリルと鉄筋との間のコンクリートは抵抗体(Rd)として作用し、その抵抗値は比較的大きいことから、感知抵抗R1における電流は小さく、感知電圧E1も低い値を示す。そして、コアドリルの進行に伴い鉄筋への距離は小さくなることから、抵抗Rdも小さくなる。そして。コアドリルと鉄筋とが接触するとき、抵抗Rdは極小となることから、感知抵抗R1に流れる電流が急激に大きくなり、感知電圧E1も急上昇する。従って、この感知電圧E1の変化を監視し、その急上昇が生じた時点でコアドリルを停止することで、鉄筋の損傷を防止することができる。
【0024】
一方、上記したように、コンクリート中の鉄筋が接地されていない場合、図2のようにコンクリート上に電極を配置することが好ましい。このとき、電極と鉄筋との間のコンクリートは抵抗体(Re)を形成するが、その抵抗値を極小化するため電極と被切削物との間に水を含浸させた保水パッドを設置するのが好ましい。この保水パッドは、紙、不織布、スポンジ等の材質からなる保水性に優れた多孔質パッドである。
【0025】
また、この場合の鉄筋感知方法では、少なくとも1つの電極を使用する。図3(A)に示すように、被切削物を切削する部位に対して鉄筋が一方向にのみ配置されている場合は、電極は1つあれば足りる。一方、図3(B)に示すように、被切削物を切削する部位に対して鉄筋が二方向に配置されて重なり合っている場合は、切削部分がいずれの鉄筋に接触するか不明であることから、鉄筋に対応させるために電極も2つ必要となる。また、被切削物を切削する部位に対して鉄筋が複数配置されて重なり合っている場合は、図3(B)と同様に切削部分がいずれの鉄筋に接触するか不明である。加えて、切削物中の鉄筋の位置が明確に把握できない場合もある。これらの場合は、鉄筋に対応させるために電極を複数用いてもよいが、図4(C)、図4(D)に示すように、円状又は弓形の電極を用いてもよい。
【0026】
尚、電極の面積については、少なくとも0.001m2以上であることが好ましい。かかる面積が0.001m2よりも小さいと、電極と鉄筋間のコンクリート抵抗(Re)の値が十分に低下せず、感知電圧の変化が小さくなるだけでなく、外来ノイズの影響も受けやすくなり、鉄筋接触の検知が困難となるからである。また、上記のように電極を用いて鉄筋を接地するとき、電極の設置位置は、切削手段から10cm以上10m以下程度の距離を置くことが好ましい。
【0027】
感知電圧E1の監視は、その測定・記録が自動化された鉄筋感知装置を用いるのが好ましい。図5は、この鉄筋感知装置を備えた鉄筋感知システムの概略構成を示すものである。図5の鉄筋感知システムにおける鉄筋感知装置は、切削手段に直流電圧を印加するための印加電圧発生源、切削手段に電気的に接続される印加電圧線、前記印加電圧発生源と前記印加電圧線との間に設けられる感知抵抗、前記感知抵抗における感知電圧を測定する感知電圧測定部を備える。また、鉄筋感知装置により計測される感知電圧E1等の情報は、鉄筋感知装置の出力端子から出力することができ、これをパーソナルコンピュータ等でモニタリングできるようにすることが好ましい。尚、本実施形態の鉄筋感知装置は、図6の写真のように印加電圧発生源等の各構成が筐体に一体的に組み込まれたものである。この鉄筋感知装置は、コアドリルとその電源との間に割り込んで接続させて使用するようになっている。
【0028】
鉄筋感知装置の各構成について、まず、図7は、印加電圧発生源及び感知電圧測定部の回路図を示すものである。印加電圧発生源は、鉄筋感知装置外部の交流電源を直流化リニア電源等により変換された直流電圧が入力され、これを三端子レギュレータ(U1)により電圧調整をして、印加電圧Eを感知電圧測定部へ供給する。
【0029】
感知電圧測定部は、印加電圧線を介してコアドリルに接続されるものであり、感知抵抗R1を備え、その電圧を感知電圧E1として出力する。ここで、感知電圧の計測は、感知抵抗R1の両端電圧(p1、p2)を第1の検出手段である計装アンプ(IC1)に経由させて電圧p3として出力させる。上記の通り、この電圧p3をそのまま計測機器(後述の判定部)に出力すると、測定条件による出力レンジの相違により計測不可となる場合がある。
【0030】
この点をより詳細に説明すると、図8は、図7の検知システムにおいて、コンクリート中の鉄筋自体が接地状態にある場合(図1)、鉄筋に接地がなされておらず、電極及び保水パッドを使用することで鉄筋を接地させた場合(図2)の各条件で、電圧p3をそのまま計測したときの変化を示すものである(試験条件は後述の実施例と同様)。ここで、鉄筋が接地されているとき(図8(a))、感知抵抗両端の電圧p3の変化は、切削開始時の6.5Vから鉄筋接触時には12Vに急上昇するが、鉄筋が接地されていない場合(図8(b))、電圧p3の変化は3.2Vから5.2Vとなる。従って、測定条件の相違により電圧p3の範囲が大きく相違し、これを考慮した計測機器を選択する必要があるが、それは困難といえる。
【0031】
そこで、本発明では、電圧p3について、遅延回路を備える補正回路を通過させることとする。この補正回路においては、分岐された一方の電圧p4を遅延回路に通過させる一方で、他方の電圧p5を第2の検出手段である計装アンプ(IC2)に入力する。そして、計装アンプIC2が、電圧p4、p5の差分をとり、これを電圧p6として出力する。このようにして補正された電圧p6について、上記と同じ2つの条件下で測定した結果が図9である。この図9からわかるように、本発明のように補正回路を設けることで、測定条件の相違による出力幅を狭くすることができる。これにより、測定条件によらずに計測機器を統一させて鉄筋検知装置を構成することができるようになる。
【0032】
本実施形態における鉄筋感知装置は、感知電圧測定部で測定された電圧信号(p6)の変化を検出する判定部を備える(図5)。ここでの判定部は、予め感知電圧が急上昇した場合の閾値を設定・算出し、これと実測の電圧値とを対比するプログラムが格納されたマイコンである。マイコンは、格納されたプログラムに従い、A/D端子を通じて入力された感知電圧が閾値を超えたとき、切削手段の電源をオフにするための信号を出力する。
【0033】
そして、本実施形態における鉄筋感知装置は、判定部及び切削手段の電源に接続された切削手段制御部を備える。図10は、この切削手段制御部の回路図である。切削手段制御部は、前記判定部からのオン・オフ信号によりソリッドステートリレー(SSR)を介して切削手段の電源オン・オフを制御する。
【0034】
また、切削手段制御部は、切削手段の駆動電流を検出し、その信号を判定部へ出力する動作信号出力部を備える。この動作信号出力部は、コアドリルの駆動電流を検知するカレントトランスCTからの信号を検波回路及び非反転増幅回路を経由させて判定部(マイコン)へ出力する。この動作信号出力部を設けることにより、コアドリルの負荷変化を判定部からモニタすることができ、また、そのプログラムによりコアドリルがコンクリートに接触したとき(負荷増大時)に自動的に感知電圧の検出・監視を開始させることができる。
【0035】
尚、以上の各構成を有する鉄筋感知装置は、上記実施形態のように切削手段とは別の筐体に収納されたものでも良いが、切削手段の筐体に内蔵されていても良い。
【実施例】
【0036】
上記実施形態で説明した鉄筋感知装置を適用して試験用の鉄筋コンクリート(幅110cm×奥行35cm×高さ25cm)の切削を行い、鉄筋感知可否を検討した。ここでの切削試験は、鉄筋コンクリートにアース線を接続し、グランドに接地させた場合と、コンクリート上に保水性パッド(材質:紙タオル)及び電極を設置しこれを測定系のグランドに接地させた場合の2つの条件で行った。使用したコアドリルは湿式ドリル(型式名:TS−132)を用い、切削中は水を供給しつつ使用した。
【0037】
鉄筋感知装置における感知抵抗R1は200Ωとし、印加電圧発生源においては、交流電源(AC100V)を直流(DC)15Vに変換したものを三端子レギュレータにより12Vに調整しドリルへの印加電圧としている。
【0038】
切削時の感知電圧E1の測定・監視は、鉄筋感知装置の判定部であるマイコンのプログラムに基づく。このプログラムは、順次測定される測定値の履歴から最小二乗法による一次近似式に基づき電圧の推定値を計算し、更に、その標準偏差の5倍(5σ)の値を閾値として計算する。そして、測定値が閾値を超えたか否かを判定し、閾値を所定回数超えたときにドリルが鉄筋に接触したと判断する。この実施例では、測定間隔を0.1秒とし、測定値が閾値を3回連続して超えた場合を鉄筋接触と判定した。尚、この実施例では、鉄筋感知装置にパーソナルコンピュータを接続し測定値等を出力・モニタリングした。
【0039】
図11は、鉄筋の接地状態を変更しつつ行った切削試験の際の電圧変化を示すものである。図11からわかるように、切削作業を開始してから感知電圧の値には大きな変化は認められないが、一定時間経過した際に電圧値が急上昇した。この段階で、切削作業を停止したところ、切削により生じた空洞の底部から鉄筋が目視にて確認された。
【0040】
この試験から、感知電圧の値の上昇は、コアドリルの切削部分が鉄筋に接触したことに対応したものである。この結果は、鉄筋の接地状態(鉄筋自体が接地しているか、又は、鉄筋コンクリートに電極を設置したか)によらず得られるものである。本発明によれば、感知電圧の値が変化することで、鉄筋コンクリート構造物中の鉄筋を感知することができることを確認された。
【産業上の利用可能性】
【0041】
本発明によれば、鉄筋を含む被切削物の切削作業において、鉄筋の損傷を回避することができ、従来技術よりも高感度で鉄筋を感知可能である。本発明は、鉄筋コンクリート構造物の補修工事や改修工事、特に最近需要が増加している耐震補強工事において、その作業性を大きく改善することができる。
【特許請求の範囲】
【請求項1】
鉄筋を含む被切削物を切削手段により切削する際、前記被切削物中の鉄筋を感知する方法であって、
前記鉄筋がグランドに接地した状態で、
前記切削手段に、感知抵抗(R1)を介して直流電圧(E)を印加し、
前記感知抵抗(R1)における感知電圧(E1)を計測し、
前記感知電圧の変化により切削手段の切削部分と鉄筋との接触を感知する鉄筋感知方法。
【請求項2】
被切削物上に、水を含浸させた保水パッドを介した電極を少なくとも1つ設置し、前記電極をグランドに接地させる請求項1に記載の鉄筋感知方法。
【請求項3】
感知抵抗両端の電圧波形(p1、p2)に基づく第1の電圧信号(p3)を検出した後、前記第1の電圧信号(p3)を2つの電圧信号(p4、p5)に分岐し、一方の電圧信号を遅延回路に通過させた後、前記一方の電圧信号と他方の電圧信号との差分である第2の電圧信号を検出し、これを感知電圧(E1)として計測する請求項1又は請求項2に記載の鉄筋感知方法。
【請求項4】
請求項1〜請求項3のいずれかに記載の鉄筋感知方法で使用される鉄筋感知装置であって、
切削手段に直流電圧を印加するための印加電圧発生源、
切削手段に電気的に接続される印加電圧線、
前記印加電圧発生源と前記印加電圧線との間に設けられる感知抵抗、
前記感知抵抗における感知電圧を測定する感知電圧測定部、
を備える鉄筋感知装置。
【請求項5】
被切削物上に設置される保水パッドと、
前記保水パッド上に載置され、測定系のグランドに接地状態にある電極を備える請求項4記載の鉄筋感知装置。
【請求項6】
感知電圧測定部は、感知抵抗両端の電圧波形(p1、p2)から第1の電圧信号(p3)を計測する第1の検出手段(IC1)と、
前記第1の電圧信号(p3)を2つの電圧信号(p4、p5)に分岐し、一方の電圧信号(p4)が通過する遅延回路を有し、前記一方の電圧信号(p4)と他方の電圧信号(p5)との差分を検出する第2の検出手段(IC2)を備える補正回路と、
を有する請求項4又は請求項5記載の鉄筋感知装置。
【請求項7】
感知電圧測定部に接続され、感知電圧の電圧信号の変化を検出する判定部と、
前記判定部と切削手段の電源に接続された切削手段制御部と、
を備え、
前記切削手段制御部は、前記判定部からの信号により切削手段の電源をオン・オフするようになっている請求項4〜請求項6のいずれか記載の鉄筋感知装置。
【請求項8】
切削手段制御部は、更に、切削手段の駆動電流を検出し、その信号を判定部へ出力する動作信号出力部を備える請求項7記載の鉄筋感知装置。
【請求項9】
請求項4〜請求項8のいずれかに記載の鉄筋感知装置を内蔵する切削装置。
【請求項10】
切削手段はコアドリルである請求項9記載の切削装置。
【請求項1】
鉄筋を含む被切削物を切削手段により切削する際、前記被切削物中の鉄筋を感知する方法であって、
前記鉄筋がグランドに接地した状態で、
前記切削手段に、感知抵抗(R1)を介して直流電圧(E)を印加し、
前記感知抵抗(R1)における感知電圧(E1)を計測し、
前記感知電圧の変化により切削手段の切削部分と鉄筋との接触を感知する鉄筋感知方法。
【請求項2】
被切削物上に、水を含浸させた保水パッドを介した電極を少なくとも1つ設置し、前記電極をグランドに接地させる請求項1に記載の鉄筋感知方法。
【請求項3】
感知抵抗両端の電圧波形(p1、p2)に基づく第1の電圧信号(p3)を検出した後、前記第1の電圧信号(p3)を2つの電圧信号(p4、p5)に分岐し、一方の電圧信号を遅延回路に通過させた後、前記一方の電圧信号と他方の電圧信号との差分である第2の電圧信号を検出し、これを感知電圧(E1)として計測する請求項1又は請求項2に記載の鉄筋感知方法。
【請求項4】
請求項1〜請求項3のいずれかに記載の鉄筋感知方法で使用される鉄筋感知装置であって、
切削手段に直流電圧を印加するための印加電圧発生源、
切削手段に電気的に接続される印加電圧線、
前記印加電圧発生源と前記印加電圧線との間に設けられる感知抵抗、
前記感知抵抗における感知電圧を測定する感知電圧測定部、
を備える鉄筋感知装置。
【請求項5】
被切削物上に設置される保水パッドと、
前記保水パッド上に載置され、測定系のグランドに接地状態にある電極を備える請求項4記載の鉄筋感知装置。
【請求項6】
感知電圧測定部は、感知抵抗両端の電圧波形(p1、p2)から第1の電圧信号(p3)を計測する第1の検出手段(IC1)と、
前記第1の電圧信号(p3)を2つの電圧信号(p4、p5)に分岐し、一方の電圧信号(p4)が通過する遅延回路を有し、前記一方の電圧信号(p4)と他方の電圧信号(p5)との差分を検出する第2の検出手段(IC2)を備える補正回路と、
を有する請求項4又は請求項5記載の鉄筋感知装置。
【請求項7】
感知電圧測定部に接続され、感知電圧の電圧信号の変化を検出する判定部と、
前記判定部と切削手段の電源に接続された切削手段制御部と、
を備え、
前記切削手段制御部は、前記判定部からの信号により切削手段の電源をオン・オフするようになっている請求項4〜請求項6のいずれか記載の鉄筋感知装置。
【請求項8】
切削手段制御部は、更に、切削手段の駆動電流を検出し、その信号を判定部へ出力する動作信号出力部を備える請求項7記載の鉄筋感知装置。
【請求項9】
請求項4〜請求項8のいずれかに記載の鉄筋感知装置を内蔵する切削装置。
【請求項10】
切削手段はコアドリルである請求項9記載の切削装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図7】
【図8】
【図9】
【図10】
【図11】
【図6】

【図2】
【図3】
【図4】
【図5】
【図7】
【図8】
【図9】
【図10】
【図11】
【図6】
【公開番号】特開2011−80913(P2011−80913A)
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願番号】特願2009−234541(P2009−234541)
【出願日】平成21年10月8日(2009.10.8)
【出願人】(591079487)広島県 (101)
【出願人】(593110580)株式会社シブヤ (18)
【Fターム(参考)】
【公開日】平成23年4月21日(2011.4.21)
【国際特許分類】
【出願日】平成21年10月8日(2009.10.8)
【出願人】(591079487)広島県 (101)
【出願人】(593110580)株式会社シブヤ (18)
【Fターム(参考)】
[ Back to top ]