
鉄筋加工装置
【課題】手間少なく安全に屈曲鉄筋を束ねて回収できる鉄筋加工装置を提供する。
【解決手段】上下方向に沿った姿勢の曲げ加工基盤と、曲げ加工基盤上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部と、鉄筋を切断する剪断刃を設け、切断されて曲げ加工基盤の表面に沿って落下する略環状の屈曲鉄筋を受け止め自在な鉄筋受け部材を設け、受けとめた屈曲鉄筋を電磁力で吸着する電磁吸着装置31を設け、吸着した屈曲鉄筋を曲げ加工基盤から遠ざける第1移動機構32を設け、第1移動機構32により移動された屈曲鉄筋を掛止用棒状体33で掛止自在な鉄筋受取装置を設け、電磁吸着装置31により吸着されて第1移動機構32により移動された略環状の屈曲鉄筋の内方に掛止用棒状体33が侵入する掛止準備状態と、その掛止準備状態から電磁吸着装置31の電磁力を解除する受渡し状態とに切換え操作する制御装置を設けてある。
【解決手段】上下方向に沿った姿勢の曲げ加工基盤と、曲げ加工基盤上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部と、鉄筋を切断する剪断刃を設け、切断されて曲げ加工基盤の表面に沿って落下する略環状の屈曲鉄筋を受け止め自在な鉄筋受け部材を設け、受けとめた屈曲鉄筋を電磁力で吸着する電磁吸着装置31を設け、吸着した屈曲鉄筋を曲げ加工基盤から遠ざける第1移動機構32を設け、第1移動機構32により移動された屈曲鉄筋を掛止用棒状体33で掛止自在な鉄筋受取装置を設け、電磁吸着装置31により吸着されて第1移動機構32により移動された略環状の屈曲鉄筋の内方に掛止用棒状体33が侵入する掛止準備状態と、その掛止準備状態から電磁吸着装置31の電磁力を解除する受渡し状態とに切換え操作する制御装置を設けてある。
【発明の詳細な説明】
【技術分野】
【0001】
上下方向に沿った姿勢の曲げ加工基盤を設けると共に、前記曲げ加工基盤上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部を設け、前記屈曲加工部に供給された鉄筋を切断する剪断刃を設けてある鉄筋加工装置に関する。
【背景技術】
【0002】
従来、上記鉄筋加工装置は、屈曲加工部で曲げ加工された鉄筋が、その屈曲加工部より下方に落下するように構成されていた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−148537号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した従来の鉄筋加工装置では、曲げ加工した鉄筋を回収するためには、屈曲加工部の下方で拾い集めて束ねる必要があり、屈曲加工部の作動中は、鉄筋が屈曲加工部で振り回されたり、屈曲鉄筋が落下により跳ねたりして非常に危険性が高い。そのために、完全に屈曲加工部の作動が停止してからでないと、屈曲鉄筋は回収できず、また、落下物を拾い集める操作は手間の多く掛かるものであった。
【0005】
従って、本発明の目的は、上記問題点を解消し、手間少なく安全に屈曲鉄筋を束ねて回収できる鉄筋加工装置を提供するところにある。
【課題を解決するための手段】
【0006】
本発明の第1の特徴構成は、上下方向に沿った姿勢の曲げ加工基盤を設けると共に、前記曲げ加工基盤上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部を設け、前記屈曲加工部に供給された鉄筋を切断する剪断刃を設けてある鉄筋加工装置であって、前記剪断刃により切断されて前記曲げ加工基盤の表面に沿って落下する略環状の屈曲鉄筋を受け止め自在な鉄筋受け部材を設け、鉄筋受け部材で受けとめた屈曲鉄筋を電磁力で吸着する電磁吸着装置を設け、前記電磁吸着装置で吸着した屈曲鉄筋を前記曲げ加工基盤から遠ざける第1移動機構を設け、前記第1移動機構により移動された屈曲鉄筋を掛止用棒状体で掛止自在な鉄筋受取装置を設け、前記電磁吸着装置により吸着されて前記第1移動機構により移動された略環状の屈曲鉄筋の内方に掛止用棒状体が侵入する掛止準備状態と、その掛止準備状態から前記電磁吸着装置の電磁力を解除する受渡し状態とに切換え操作する制御装置を設けてあるところにある。
【0007】
本発明の第1の特徴構成によれば、屈曲加工部で屈曲加工された鉄筋は、上下方向に沿った姿勢の曲げ加工基盤に沿って下方の鉄筋受け部材で受止められる。この時、屈曲鉄筋は、上下立ち姿勢のままであり、この屈曲鉄筋を電磁吸着装置が電磁力で吸着して第1移動機構によって曲げ加工基盤から遠ざけることにより、屈曲加工部は、引き続いて次の鉄筋を屈曲加工できる。その後、電磁吸着装置で吸着保持された屈曲鉄筋は、制御装置の制御で、掛止準備状態から受渡し状態に切換え操作をすることにより、鉄筋受取装置の掛止用棒状体に立ち姿勢のまま掛止するように受け渡される。
従って、上記の繰り返しにより、屈曲鉄筋は、曲げ加工基盤から離れた位置で複数本が掛止用棒状体に掛止される。
よって、屈曲鉄筋は、曲げ加工基盤から離れた安全な位置で立ち姿勢のまま束ねて取り出すことができ、安全性が高く労力の少ない屈曲鉄筋の回収作業が可能となる。
【0008】
本発明の第2の特徴構成は、前記掛止用棒状体により掛止した屈曲鉄筋を前記電磁吸着装置から離れた位置に移動させる第2移動機構を前記鉄筋受取装置に設けてあるところにある。
【0009】
本発明の第2の特徴構成によれば、本発明の第1の特徴構成による上述の作用効果を叶えることができるのに加えて、第2移動機構の移動操作により、曲げ加工基盤から遠ざかった位置よりも、さらに電磁吸着装置からも遠ざかった位置で屈曲鉄筋を回収することができ、安全性をより向上させることが可能となる。
【0010】
本発明の第3の特徴構成は、前記第1移動機構を構成するに、前記電磁吸着装置を上下軸心回りに第1支持体に回転自在に取り付け、前記電磁吸着装置を前記曲げ加工基盤に近接する位置と、前記曲げ加工基盤から遠ざかる位置とに前記第1支持体を回転させる第1駆動機構を設けてあることにある。
【0011】
本発明の第3の特徴構成によれば、電磁吸着装置を支持する第1支持体を上下軸心回りに回転させるという単純な動作の第1駆動機構で、曲げ加工基盤から遠ざかる位置に屈曲鉄筋を移動させることができ、装置の簡素化を図れる。
【0012】
本発明の第4の特徴構成は、前記第2移動機構を構成するに、前記掛止用棒状体を上下軸心回りに第2支持体に取り付け、前記掛止用棒状体を前記電磁吸着装置に近接する位置と、前記電磁吸着装置から遠ざかる位置とに第2支持体を回転させる第2駆動機構を鉄筋受取装置に設けてあることにある。
【0013】
本発明の第4の特徴構成によれば、前述の第1移動機構と同様に、第2移動機構においても装置の簡素化が図れる。
【図面の簡単な説明】
【0014】
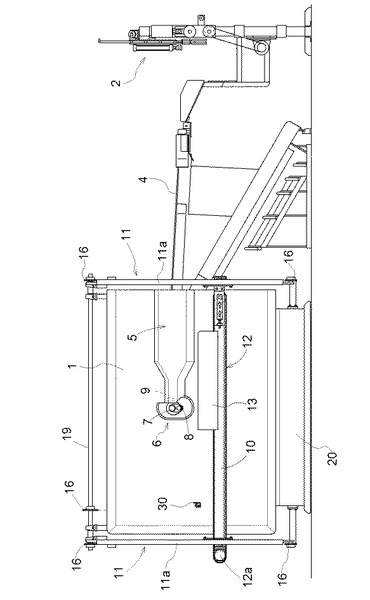
【図1】曲げ加工基盤の正面図である。
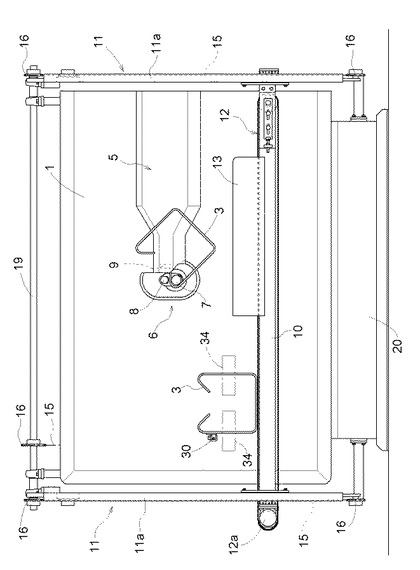
【図2】曲げ加工基盤の正面図である。
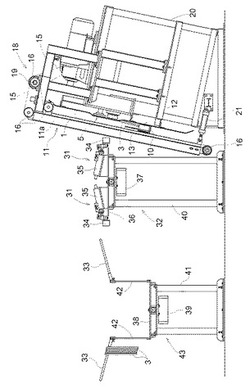
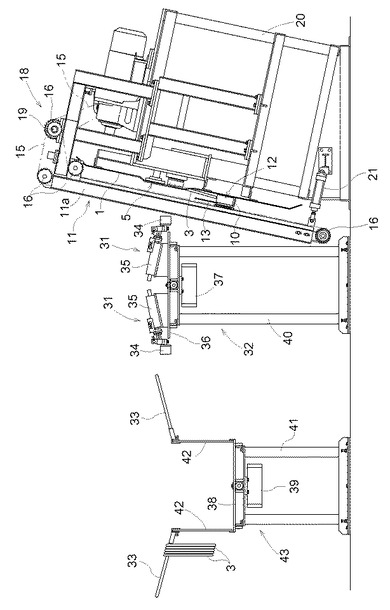
【図3】鉄筋加工装置全体の側面図である。
【図4】電磁吸着装置及び第1移動機構の側面図である。
【図5】電磁吸着装置及び第1移動機構の平面図である。
【図6】掛止用棒状体及び第2移送機構の側面図である。
【図7】掛止用棒状体及び第2移送機構の平面図である。
【図8】(a)、(b)は、電磁吸着装置の要部作用図である。
【図9】電磁吸着装置の要部作用図である。
【図10】(a)は、電磁吸着装置から掛止用棒状体への受渡しを示す作用図、(b)は、屈曲鉄筋に掛止用棒状体が掛止する状態の作用図である。
【発明を実施するための形態】
【0015】
以下に本発明の実施の形態を図面に基づいて説明する。
図1、図2及び図3に示すように、その表面が下側ほど鉄筋加工空間側に出た傾斜面に形成してある鉄板製の曲げ加工基盤1を設けると共に、鉄筋ピックアップ装置2により夫々定尺で複数本の鉄筋の束から一本だけ摘み上げられて、鉄筋取り込み部4を通って鉄筋供給駆動部5によって供給される鉄筋を、曲げ加工基盤1上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部6を設けて、鉄筋加工装置が構成されている。
【0016】
前記屈曲加工部6には、支点軸7と、その支点軸7の周りを回動操作自在な曲げローラ8とが、共に曲げ加工基盤1に直行する方向に出退すると共に、その基盤表面に沿って上下設定範囲内で変位自在に取付けられ、屈曲加工部6に供給された鉄筋を切断する剪断刃9を設けてある。
つまり、供給された鉄筋に対して、上に曲げる場合は、鉄筋供給駆動部5から供給された鉄筋に対して上側に支点軸7、下側に曲げローラ8が来るように支点軸7と曲げローラ8とを突出させて、支点軸7回りに上方に曲げローラ8を回動させ、下に曲げる場合は、鉄筋に対して下側に支点軸7、上側に曲げローラ8が来るように支点軸7と曲げローラ8とを上下変位させてから突出させて、支点軸7回りに下方に曲げローラ8を回動させるように構成してあり、設定寸法及び設定回の曲げ加工後には、剪断刃9で切断するように構成してある。
【0017】
前記鉄筋加工装置には、更に、剪断刃9により切断されて曲げ加工基盤1の表面に沿って落下する屈曲鉄筋3を受け止め自在な鉄筋受け部材10を設け、鉄筋受け部材10を曲げ加工基盤1の表面に沿わせて上下に受け止め位置変更自在に支持する第1支持機構11を設け、鉄筋受け部材10で受け止めた屈曲鉄筋3を、曲げ加工基盤1に沿って搬送自在なベルト式コンベアで形成された搬送機構12、及び、受け取る鉄筋を搬送機構12に沿った横側で搬送ガイドする側板13を、鉄筋受け部材10に設けて、屈曲加工部6の下方よりも離れた横方向に搬送するように構成してある。
【0018】
前記第1支持機構11を構成するに、曲げ加工基盤1の上側から鉄筋受け部材10を吊り下げ支持する第1支持フレーム11aを設け、その第1支持フレーム11aにおける鉄筋受け部材10の支持位置を上下変位自在に構成すると共に、曲げ加工基盤1の上方から伝動チェーン15及びスプロケット16を介して駆動モーターの駆動伝達により鉄筋受け部材10を上下変位動させる上下変位駆動機構18を設けてある。
そして、第1枢支軸19を介して前記第1支持フレーム11aの上部を鉄筋加工装置本体側上部に取付けることにより、曲げ加工基盤1の表面に対する遠近方向に第1支持フレーム11aを揺動自在にし、その第1支持フレーム11aと鉄筋加工装置本体20との間に亘り、第1支持フレーム11aを駆動揺動する駆動装置として第1伸縮駆動シリンダ21を設けて、鉄筋受け部材10を、曲げ加工基盤1の表面に近接する鉄筋受け作用状態と、曲げ加工基盤1の表面から離間した非作用状態とに変更する状態切替機構を、第1支持機構11に設けてあり、その上で、屈曲加工部6による鉄筋の屈曲加工操作時には鉄筋受け部材10を非作用状態にすると共に、剪断刃9による鉄筋切断時には、鉄筋受け部材10を鉄筋受け作用状態に駆動切り替えする第1制御装置を設けてある。
【0019】
尚、前記第1制御装置による自動切り替え制御の他に、第1制御装置を制御解除状態にして、手動操作により、状態切替機構を切替操作できるようにもしてある。
【0020】
前記鉄筋受け部材10に設けた搬送機構12は、回転駆動モーター12aにより回転する無端チェーンの外表面に、受ける屈曲鉄筋3が跳ねないようにゴムベルトを一体化して、そのゴムベルト上に切断した屈曲鉄筋3を受けるようにしてあり、図2に示すように、受け取った鉄筋を横方向に曲げ加工基盤1に沿ってストッパ30に当接するまで搬送するようにしてある。
尚、ストッパ30は、曲げ加工基盤1に対して、その表面に直行する方向に出退操作自在に構成してあり、ストッパ30の引退時には、屈曲鉄筋3を搬送装置12によって曲げ加工基盤1に沿って、その横側方に放出できるようになっている。
【0021】
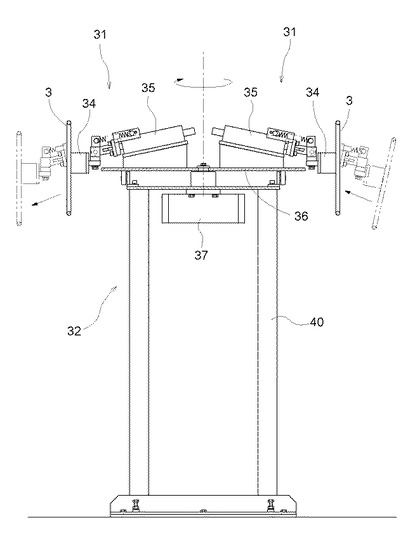
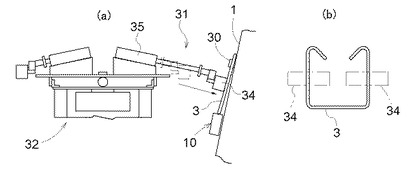
図3〜図7に示すように、前記鉄筋受け部材10で受けとめた屈曲鉄筋3を電磁力で吸着する電磁吸着装置31を設け、電磁吸着装置31で吸着した屈曲鉄筋3を曲げ加工基盤から遠ざける第1移動機構32を設け、第1移動機構32により移動された屈曲鉄筋3を掛止用棒状体33で掛止自在な鉄筋受取装置を設け、電磁吸着装置31により吸着されて第1移動機構32により移動された略環状の屈曲鉄筋3の内方に掛止用棒状体33が侵入する掛止準備状態と、その掛止準備状態から電磁吸着装置31の電磁力を解除する受渡し状態とに切換え操作する制御装置(図外)を設けてある。
【0022】
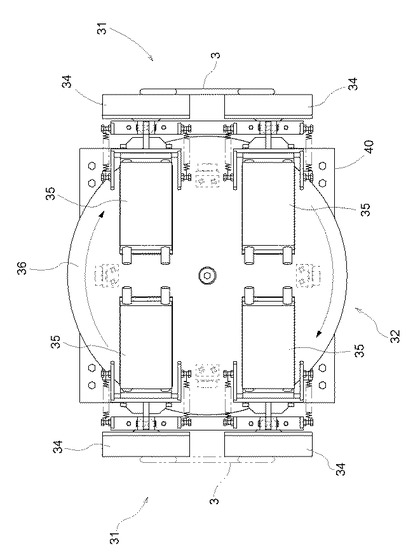
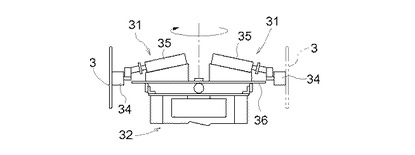
図3〜図5に示すように、前記電磁吸着装置31は、先端に電磁石を備えた吸着部34を流体圧シリンダ35によって横方向に出退操作自在に構成すると共に(図4)、同方向に出退動する左右一対の電磁吸着装置31を1組にして、2組を平面視で互いに180度対称の位置に配置して第1支持体40の第1回転テーブル36に取り付け(図5)、その第1回転テーブル36を上下軸心回りに回転自在に形成し、電磁吸着装置31を曲げ加工基盤に近接する位置と、曲げ加工基盤から遠ざかる位置とに第1駆動機構37によって駆動回転させる第1移動機構32を構成してある。
【0023】
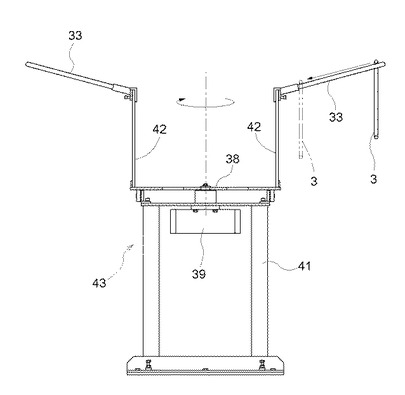
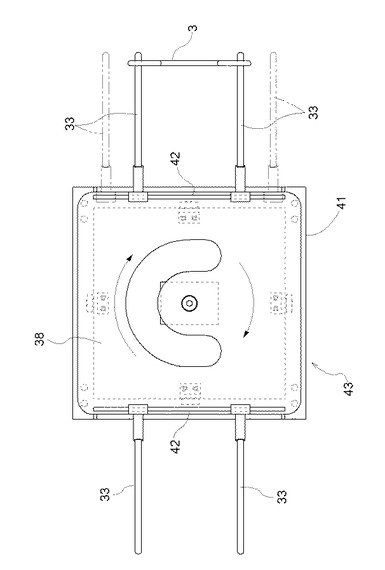
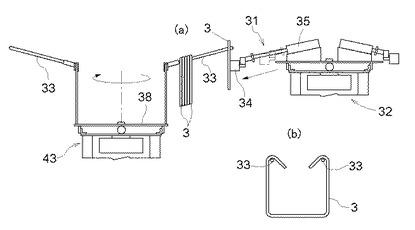
図6及び図7に示すように、屈曲鉄筋3を掛止する掛止用棒状体33は、左右一対を1組にして、平面視で第2支持体41の第2回転テーブル38上の180度対称の位置に、夫々支柱42を立設して、それらの支柱42に1組ずつ合計2組を、互いに反対方向の横斜め上方に突設する姿勢で取付けてある。第2回転テーブル38を第2駆動機構39で回転させることにより、掛止用棒状体33と掛止用棒状体33により掛止した屈曲鉄筋3を、電磁吸着装置31に近接する位置と、電磁吸着装置31から遠ざかる位置とに移動させる第2移動機構43を構成してある。
【0024】
次に、図8〜図10に示すように、制御装置による屈曲鉄筋3の受渡し動作について説明する。
1.曲げ加工基盤上で屈曲加工部により屈曲加工された屈曲鉄筋3は、鉄筋受け部材により受止められた状態で、電磁吸着装置31が流体圧シリンダ35の伸張作動により屈曲鉄筋3に近接し、電磁力により屈曲鉄筋3の上下中間部を吸着する(図8(a)、(b))。
2.屈曲鉄筋3を吸着した電磁吸着装置31は、流体圧シリンダ35の収縮動作の後に、第1移動機構32により第1回転テーブル36が180度回転し、屈曲鉄筋3を曲げ加工基盤から遠ざかる(図9)。
3.180度回転した電磁吸着装置31は、流体圧シリンダ35の伸張動作により、掛止用棒状体33に屈曲鉄筋3の上部屈曲部が掛止されるように、略環状の屈曲鉄筋3の内側に掛止用棒状体33が相対的に侵入するように移動する(図10(a)(b))。
4.これらの動作を数回繰り返し、掛止用棒状体33に屈曲鉄筋3が数本掛止されると、第2移動機構43の作動で、第2回転テーブル38が180度回転し、数本の束になった屈曲鉄筋3が、電磁吸着装置31から遠ざけられる。
【0025】
〔別実施形態〕
以下に他の実施の形態を説明する。
【0026】
〈1〉 第1移動機構32は、電磁吸着装置31を第1回転テーブル36上で180度回転させたが、回転移動以外に、曲げ加工基盤から遠ざける移動であれば、他の横移動を行っても良い。
〈2〉 第2移動機構43は、第1移動機構32と同様に、回転移動以外の他の横移動であっても良い。
〈3〉 掛止用棒状体33は、電磁吸着装置31に対して近接移動するようにしてあっても良い。
【0027】
尚、上述のように、図面との対照を便利にするために符号を記したが、該記入により本発明は添付図面の構成に限定されるものではない。また、本発明の要旨を逸脱しない範囲において、種々なる態様で実施し得ることは勿論である。
【符号の説明】
【0028】
1 曲げ加工基盤
3 屈曲鉄筋
6 屈曲加工部
10 鉄筋受け部材
31 電磁吸着装置
32 第1移動機構
33 掛止用棒状体
43 第2移動機構
【技術分野】
【0001】
上下方向に沿った姿勢の曲げ加工基盤を設けると共に、前記曲げ加工基盤上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部を設け、前記屈曲加工部に供給された鉄筋を切断する剪断刃を設けてある鉄筋加工装置に関する。
【背景技術】
【0002】
従来、上記鉄筋加工装置は、屈曲加工部で曲げ加工された鉄筋が、その屈曲加工部より下方に落下するように構成されていた(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開平7−148537号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
上述した従来の鉄筋加工装置では、曲げ加工した鉄筋を回収するためには、屈曲加工部の下方で拾い集めて束ねる必要があり、屈曲加工部の作動中は、鉄筋が屈曲加工部で振り回されたり、屈曲鉄筋が落下により跳ねたりして非常に危険性が高い。そのために、完全に屈曲加工部の作動が停止してからでないと、屈曲鉄筋は回収できず、また、落下物を拾い集める操作は手間の多く掛かるものであった。
【0005】
従って、本発明の目的は、上記問題点を解消し、手間少なく安全に屈曲鉄筋を束ねて回収できる鉄筋加工装置を提供するところにある。
【課題を解決するための手段】
【0006】
本発明の第1の特徴構成は、上下方向に沿った姿勢の曲げ加工基盤を設けると共に、前記曲げ加工基盤上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部を設け、前記屈曲加工部に供給された鉄筋を切断する剪断刃を設けてある鉄筋加工装置であって、前記剪断刃により切断されて前記曲げ加工基盤の表面に沿って落下する略環状の屈曲鉄筋を受け止め自在な鉄筋受け部材を設け、鉄筋受け部材で受けとめた屈曲鉄筋を電磁力で吸着する電磁吸着装置を設け、前記電磁吸着装置で吸着した屈曲鉄筋を前記曲げ加工基盤から遠ざける第1移動機構を設け、前記第1移動機構により移動された屈曲鉄筋を掛止用棒状体で掛止自在な鉄筋受取装置を設け、前記電磁吸着装置により吸着されて前記第1移動機構により移動された略環状の屈曲鉄筋の内方に掛止用棒状体が侵入する掛止準備状態と、その掛止準備状態から前記電磁吸着装置の電磁力を解除する受渡し状態とに切換え操作する制御装置を設けてあるところにある。
【0007】
本発明の第1の特徴構成によれば、屈曲加工部で屈曲加工された鉄筋は、上下方向に沿った姿勢の曲げ加工基盤に沿って下方の鉄筋受け部材で受止められる。この時、屈曲鉄筋は、上下立ち姿勢のままであり、この屈曲鉄筋を電磁吸着装置が電磁力で吸着して第1移動機構によって曲げ加工基盤から遠ざけることにより、屈曲加工部は、引き続いて次の鉄筋を屈曲加工できる。その後、電磁吸着装置で吸着保持された屈曲鉄筋は、制御装置の制御で、掛止準備状態から受渡し状態に切換え操作をすることにより、鉄筋受取装置の掛止用棒状体に立ち姿勢のまま掛止するように受け渡される。
従って、上記の繰り返しにより、屈曲鉄筋は、曲げ加工基盤から離れた位置で複数本が掛止用棒状体に掛止される。
よって、屈曲鉄筋は、曲げ加工基盤から離れた安全な位置で立ち姿勢のまま束ねて取り出すことができ、安全性が高く労力の少ない屈曲鉄筋の回収作業が可能となる。
【0008】
本発明の第2の特徴構成は、前記掛止用棒状体により掛止した屈曲鉄筋を前記電磁吸着装置から離れた位置に移動させる第2移動機構を前記鉄筋受取装置に設けてあるところにある。
【0009】
本発明の第2の特徴構成によれば、本発明の第1の特徴構成による上述の作用効果を叶えることができるのに加えて、第2移動機構の移動操作により、曲げ加工基盤から遠ざかった位置よりも、さらに電磁吸着装置からも遠ざかった位置で屈曲鉄筋を回収することができ、安全性をより向上させることが可能となる。
【0010】
本発明の第3の特徴構成は、前記第1移動機構を構成するに、前記電磁吸着装置を上下軸心回りに第1支持体に回転自在に取り付け、前記電磁吸着装置を前記曲げ加工基盤に近接する位置と、前記曲げ加工基盤から遠ざかる位置とに前記第1支持体を回転させる第1駆動機構を設けてあることにある。
【0011】
本発明の第3の特徴構成によれば、電磁吸着装置を支持する第1支持体を上下軸心回りに回転させるという単純な動作の第1駆動機構で、曲げ加工基盤から遠ざかる位置に屈曲鉄筋を移動させることができ、装置の簡素化を図れる。
【0012】
本発明の第4の特徴構成は、前記第2移動機構を構成するに、前記掛止用棒状体を上下軸心回りに第2支持体に取り付け、前記掛止用棒状体を前記電磁吸着装置に近接する位置と、前記電磁吸着装置から遠ざかる位置とに第2支持体を回転させる第2駆動機構を鉄筋受取装置に設けてあることにある。
【0013】
本発明の第4の特徴構成によれば、前述の第1移動機構と同様に、第2移動機構においても装置の簡素化が図れる。
【図面の簡単な説明】
【0014】
【図1】曲げ加工基盤の正面図である。
【図2】曲げ加工基盤の正面図である。
【図3】鉄筋加工装置全体の側面図である。
【図4】電磁吸着装置及び第1移動機構の側面図である。
【図5】電磁吸着装置及び第1移動機構の平面図である。
【図6】掛止用棒状体及び第2移送機構の側面図である。
【図7】掛止用棒状体及び第2移送機構の平面図である。
【図8】(a)、(b)は、電磁吸着装置の要部作用図である。
【図9】電磁吸着装置の要部作用図である。
【図10】(a)は、電磁吸着装置から掛止用棒状体への受渡しを示す作用図、(b)は、屈曲鉄筋に掛止用棒状体が掛止する状態の作用図である。
【発明を実施するための形態】
【0015】
以下に本発明の実施の形態を図面に基づいて説明する。
図1、図2及び図3に示すように、その表面が下側ほど鉄筋加工空間側に出た傾斜面に形成してある鉄板製の曲げ加工基盤1を設けると共に、鉄筋ピックアップ装置2により夫々定尺で複数本の鉄筋の束から一本だけ摘み上げられて、鉄筋取り込み部4を通って鉄筋供給駆動部5によって供給される鉄筋を、曲げ加工基盤1上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部6を設けて、鉄筋加工装置が構成されている。
【0016】
前記屈曲加工部6には、支点軸7と、その支点軸7の周りを回動操作自在な曲げローラ8とが、共に曲げ加工基盤1に直行する方向に出退すると共に、その基盤表面に沿って上下設定範囲内で変位自在に取付けられ、屈曲加工部6に供給された鉄筋を切断する剪断刃9を設けてある。
つまり、供給された鉄筋に対して、上に曲げる場合は、鉄筋供給駆動部5から供給された鉄筋に対して上側に支点軸7、下側に曲げローラ8が来るように支点軸7と曲げローラ8とを突出させて、支点軸7回りに上方に曲げローラ8を回動させ、下に曲げる場合は、鉄筋に対して下側に支点軸7、上側に曲げローラ8が来るように支点軸7と曲げローラ8とを上下変位させてから突出させて、支点軸7回りに下方に曲げローラ8を回動させるように構成してあり、設定寸法及び設定回の曲げ加工後には、剪断刃9で切断するように構成してある。
【0017】
前記鉄筋加工装置には、更に、剪断刃9により切断されて曲げ加工基盤1の表面に沿って落下する屈曲鉄筋3を受け止め自在な鉄筋受け部材10を設け、鉄筋受け部材10を曲げ加工基盤1の表面に沿わせて上下に受け止め位置変更自在に支持する第1支持機構11を設け、鉄筋受け部材10で受け止めた屈曲鉄筋3を、曲げ加工基盤1に沿って搬送自在なベルト式コンベアで形成された搬送機構12、及び、受け取る鉄筋を搬送機構12に沿った横側で搬送ガイドする側板13を、鉄筋受け部材10に設けて、屈曲加工部6の下方よりも離れた横方向に搬送するように構成してある。
【0018】
前記第1支持機構11を構成するに、曲げ加工基盤1の上側から鉄筋受け部材10を吊り下げ支持する第1支持フレーム11aを設け、その第1支持フレーム11aにおける鉄筋受け部材10の支持位置を上下変位自在に構成すると共に、曲げ加工基盤1の上方から伝動チェーン15及びスプロケット16を介して駆動モーターの駆動伝達により鉄筋受け部材10を上下変位動させる上下変位駆動機構18を設けてある。
そして、第1枢支軸19を介して前記第1支持フレーム11aの上部を鉄筋加工装置本体側上部に取付けることにより、曲げ加工基盤1の表面に対する遠近方向に第1支持フレーム11aを揺動自在にし、その第1支持フレーム11aと鉄筋加工装置本体20との間に亘り、第1支持フレーム11aを駆動揺動する駆動装置として第1伸縮駆動シリンダ21を設けて、鉄筋受け部材10を、曲げ加工基盤1の表面に近接する鉄筋受け作用状態と、曲げ加工基盤1の表面から離間した非作用状態とに変更する状態切替機構を、第1支持機構11に設けてあり、その上で、屈曲加工部6による鉄筋の屈曲加工操作時には鉄筋受け部材10を非作用状態にすると共に、剪断刃9による鉄筋切断時には、鉄筋受け部材10を鉄筋受け作用状態に駆動切り替えする第1制御装置を設けてある。
【0019】
尚、前記第1制御装置による自動切り替え制御の他に、第1制御装置を制御解除状態にして、手動操作により、状態切替機構を切替操作できるようにもしてある。
【0020】
前記鉄筋受け部材10に設けた搬送機構12は、回転駆動モーター12aにより回転する無端チェーンの外表面に、受ける屈曲鉄筋3が跳ねないようにゴムベルトを一体化して、そのゴムベルト上に切断した屈曲鉄筋3を受けるようにしてあり、図2に示すように、受け取った鉄筋を横方向に曲げ加工基盤1に沿ってストッパ30に当接するまで搬送するようにしてある。
尚、ストッパ30は、曲げ加工基盤1に対して、その表面に直行する方向に出退操作自在に構成してあり、ストッパ30の引退時には、屈曲鉄筋3を搬送装置12によって曲げ加工基盤1に沿って、その横側方に放出できるようになっている。
【0021】
図3〜図7に示すように、前記鉄筋受け部材10で受けとめた屈曲鉄筋3を電磁力で吸着する電磁吸着装置31を設け、電磁吸着装置31で吸着した屈曲鉄筋3を曲げ加工基盤から遠ざける第1移動機構32を設け、第1移動機構32により移動された屈曲鉄筋3を掛止用棒状体33で掛止自在な鉄筋受取装置を設け、電磁吸着装置31により吸着されて第1移動機構32により移動された略環状の屈曲鉄筋3の内方に掛止用棒状体33が侵入する掛止準備状態と、その掛止準備状態から電磁吸着装置31の電磁力を解除する受渡し状態とに切換え操作する制御装置(図外)を設けてある。
【0022】
図3〜図5に示すように、前記電磁吸着装置31は、先端に電磁石を備えた吸着部34を流体圧シリンダ35によって横方向に出退操作自在に構成すると共に(図4)、同方向に出退動する左右一対の電磁吸着装置31を1組にして、2組を平面視で互いに180度対称の位置に配置して第1支持体40の第1回転テーブル36に取り付け(図5)、その第1回転テーブル36を上下軸心回りに回転自在に形成し、電磁吸着装置31を曲げ加工基盤に近接する位置と、曲げ加工基盤から遠ざかる位置とに第1駆動機構37によって駆動回転させる第1移動機構32を構成してある。
【0023】
図6及び図7に示すように、屈曲鉄筋3を掛止する掛止用棒状体33は、左右一対を1組にして、平面視で第2支持体41の第2回転テーブル38上の180度対称の位置に、夫々支柱42を立設して、それらの支柱42に1組ずつ合計2組を、互いに反対方向の横斜め上方に突設する姿勢で取付けてある。第2回転テーブル38を第2駆動機構39で回転させることにより、掛止用棒状体33と掛止用棒状体33により掛止した屈曲鉄筋3を、電磁吸着装置31に近接する位置と、電磁吸着装置31から遠ざかる位置とに移動させる第2移動機構43を構成してある。
【0024】
次に、図8〜図10に示すように、制御装置による屈曲鉄筋3の受渡し動作について説明する。
1.曲げ加工基盤上で屈曲加工部により屈曲加工された屈曲鉄筋3は、鉄筋受け部材により受止められた状態で、電磁吸着装置31が流体圧シリンダ35の伸張作動により屈曲鉄筋3に近接し、電磁力により屈曲鉄筋3の上下中間部を吸着する(図8(a)、(b))。
2.屈曲鉄筋3を吸着した電磁吸着装置31は、流体圧シリンダ35の収縮動作の後に、第1移動機構32により第1回転テーブル36が180度回転し、屈曲鉄筋3を曲げ加工基盤から遠ざかる(図9)。
3.180度回転した電磁吸着装置31は、流体圧シリンダ35の伸張動作により、掛止用棒状体33に屈曲鉄筋3の上部屈曲部が掛止されるように、略環状の屈曲鉄筋3の内側に掛止用棒状体33が相対的に侵入するように移動する(図10(a)(b))。
4.これらの動作を数回繰り返し、掛止用棒状体33に屈曲鉄筋3が数本掛止されると、第2移動機構43の作動で、第2回転テーブル38が180度回転し、数本の束になった屈曲鉄筋3が、電磁吸着装置31から遠ざけられる。
【0025】
〔別実施形態〕
以下に他の実施の形態を説明する。
【0026】
〈1〉 第1移動機構32は、電磁吸着装置31を第1回転テーブル36上で180度回転させたが、回転移動以外に、曲げ加工基盤から遠ざける移動であれば、他の横移動を行っても良い。
〈2〉 第2移動機構43は、第1移動機構32と同様に、回転移動以外の他の横移動であっても良い。
〈3〉 掛止用棒状体33は、電磁吸着装置31に対して近接移動するようにしてあっても良い。
【0027】
尚、上述のように、図面との対照を便利にするために符号を記したが、該記入により本発明は添付図面の構成に限定されるものではない。また、本発明の要旨を逸脱しない範囲において、種々なる態様で実施し得ることは勿論である。
【符号の説明】
【0028】
1 曲げ加工基盤
3 屈曲鉄筋
6 屈曲加工部
10 鉄筋受け部材
31 電磁吸着装置
32 第1移動機構
33 掛止用棒状体
43 第2移動機構
【特許請求の範囲】
【請求項1】
上下方向に沿った姿勢の曲げ加工基盤を設けると共に、前記曲げ加工基盤上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部を設け、前記屈曲加工部に供給された鉄筋を切断する剪断刃を設けてある鉄筋加工装置であって、前記剪断刃により切断されて前記曲げ加工基盤の表面に沿って落下する略環状の屈曲鉄筋を受け止め自在な鉄筋受け部材を設け、鉄筋受け部材で受けとめた屈曲鉄筋を電磁力で吸着する電磁吸着装置を設け、前記電磁吸着装置で吸着した屈曲鉄筋を前記曲げ加工基盤から遠ざける第1移動機構を設け、前記第1移動機構により移動された屈曲鉄筋を掛止用棒状体で掛止自在な鉄筋受取装置を設け、前記電磁吸着装置により吸着されて前記第1移動機構により移動された略環状の屈曲鉄筋の内方に掛止用棒状体が侵入する掛止準備状態と、その掛止準備状態から前記電磁吸着装置の電磁力を解除する受渡し状態とに切換え操作する制御装置を設けてある鉄筋加工装置。
【請求項2】
前記掛止用棒状体により掛止した屈曲鉄筋を前記電磁吸着装置から離れた位置に移動させる第2移動機構を前記鉄筋受取装置に設けてある請求項1に記載の鉄筋加工装置。
【請求項3】
前記第1移動機構を構成するに、前記電磁吸着装置を上下軸心回りに第1支持体に回転自在に取り付け、前記電磁吸着装置を前記曲げ加工基盤に近接する位置と、前記曲げ加工基盤から遠ざかる位置とに前記第1支持体を回転させる第1駆動機構を設けてある請求項1又は2に記載の鉄筋加工装置。
【請求項4】
前記第2移動機構を構成するに、前記掛止用棒状体を上下軸心回りに第2支持体に取り付け、前記掛止用棒状体を前記電磁吸着装置に近接する位置と、前記電磁吸着装置から遠ざかる位置とに第2支持体を回転させる第2駆動機構を鉄筋受取装置に設けてある請求項2に記載の鉄筋加工装置。
【請求項1】
上下方向に沿った姿勢の曲げ加工基盤を設けると共に、前記曲げ加工基盤上でその表面に沿わせて鉄筋を屈曲加工する屈曲加工部を設け、前記屈曲加工部に供給された鉄筋を切断する剪断刃を設けてある鉄筋加工装置であって、前記剪断刃により切断されて前記曲げ加工基盤の表面に沿って落下する略環状の屈曲鉄筋を受け止め自在な鉄筋受け部材を設け、鉄筋受け部材で受けとめた屈曲鉄筋を電磁力で吸着する電磁吸着装置を設け、前記電磁吸着装置で吸着した屈曲鉄筋を前記曲げ加工基盤から遠ざける第1移動機構を設け、前記第1移動機構により移動された屈曲鉄筋を掛止用棒状体で掛止自在な鉄筋受取装置を設け、前記電磁吸着装置により吸着されて前記第1移動機構により移動された略環状の屈曲鉄筋の内方に掛止用棒状体が侵入する掛止準備状態と、その掛止準備状態から前記電磁吸着装置の電磁力を解除する受渡し状態とに切換え操作する制御装置を設けてある鉄筋加工装置。
【請求項2】
前記掛止用棒状体により掛止した屈曲鉄筋を前記電磁吸着装置から離れた位置に移動させる第2移動機構を前記鉄筋受取装置に設けてある請求項1に記載の鉄筋加工装置。
【請求項3】
前記第1移動機構を構成するに、前記電磁吸着装置を上下軸心回りに第1支持体に回転自在に取り付け、前記電磁吸着装置を前記曲げ加工基盤に近接する位置と、前記曲げ加工基盤から遠ざかる位置とに前記第1支持体を回転させる第1駆動機構を設けてある請求項1又は2に記載の鉄筋加工装置。
【請求項4】
前記第2移動機構を構成するに、前記掛止用棒状体を上下軸心回りに第2支持体に取り付け、前記掛止用棒状体を前記電磁吸着装置に近接する位置と、前記電磁吸着装置から遠ざかる位置とに第2支持体を回転させる第2駆動機構を鉄筋受取装置に設けてある請求項2に記載の鉄筋加工装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【公開番号】特開2011−31296(P2011−31296A)
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願番号】特願2009−182731(P2009−182731)
【出願日】平成21年8月5日(2009.8.5)
【出願人】(000223056)東陽建設工機株式会社 (17)
【Fターム(参考)】
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願日】平成21年8月5日(2009.8.5)
【出願人】(000223056)東陽建設工機株式会社 (17)
【Fターム(参考)】
[ Back to top ]