
鉄筋加工設備
【課題】設備の長大化を防止し、その設備に要する人員を少なく出来るようにする。
【解決手段】鉄筋切断機1と鉄筋曲げ機2を設けて、鉄筋切断機1に未処理鉄筋を供給する鉄筋供給装置5と、鉄筋切断機1から切断後の第1加工鉄筋を取り出して遠ざける第1搬送コンベア7と、第1加工鉄筋を鉄筋曲げ機2に搬送する第2搬送コンベア8と、鉄筋曲げ機2から曲げ加工された第2加工鉄筋を取り出して排出ゾーン10へ排出する第3搬送コンベア11とを設け、鉄筋供給装置5と鉄筋切断機1と第1搬送コンベア7とを鉄筋の長手方向に並べ、鉄筋曲げ機2を鉄筋切断機1の横側に配置し、第1搬送コンベア7から第1加工鉄筋を鉄筋曲げ機2に横搬送するように第2搬送コンベア8を形成し、第2加工鉄筋を鉄筋曲げ機2の横側で第1搬送コンベア7とは反対側に配置した排出ゾーン10へ搬送するように第3搬送コンベア11を形成してある。
【解決手段】鉄筋切断機1と鉄筋曲げ機2を設けて、鉄筋切断機1に未処理鉄筋を供給する鉄筋供給装置5と、鉄筋切断機1から切断後の第1加工鉄筋を取り出して遠ざける第1搬送コンベア7と、第1加工鉄筋を鉄筋曲げ機2に搬送する第2搬送コンベア8と、鉄筋曲げ機2から曲げ加工された第2加工鉄筋を取り出して排出ゾーン10へ排出する第3搬送コンベア11とを設け、鉄筋供給装置5と鉄筋切断機1と第1搬送コンベア7とを鉄筋の長手方向に並べ、鉄筋曲げ機2を鉄筋切断機1の横側に配置し、第1搬送コンベア7から第1加工鉄筋を鉄筋曲げ機2に横搬送するように第2搬送コンベア8を形成し、第2加工鉄筋を鉄筋曲げ機2の横側で第1搬送コンベア7とは反対側に配置した排出ゾーン10へ搬送するように第3搬送コンベア11を形成してある。
【発明の詳細な説明】
【技術分野】
【0001】
鉄筋を所定の長さに切断する鉄筋切断機を設けると共に、鉄筋の少なくとも一端側を曲げ加工する鉄筋曲げ機を設けてある鉄筋加工設備に関する。
【背景技術】
【0002】
従来、鉄筋切断機と鉄筋曲げ機とは、別々に離して設置され、個別に使用されるのが一般的であった(周知技術であり文献を示すことができない)。
【発明の概要】
【発明が解決しようとする課題】
【0003】
上述した従来の鉄筋加工設備においては、鉄筋切断機により切断した第1加工鉄筋を、人力により取り出して鉄筋曲げ機に供給しなければならず、手間の多く掛かる設備であった。
そこで、鉄筋切断機による鉄筋の切断後に、引き続いて鉄筋曲げ機による曲げ加工を連続的に行うには、前記鉄筋切断機に未処理鉄筋を供給する鉄筋供給装置と、前記鉄筋切断機から切断後の第1加工鉄筋を取り出して前記鉄筋切断機から遠ざける第1搬送コンベアとを設け、前記鉄筋供給装置と前記鉄筋切断機と前記第1搬送コンベアとを鉄筋の長手方向に並べ、その第1搬送コンベアの延長線上に鉄筋曲げ機を配置することが考えられる。
この場合、設備全体が長くなり、設置場所の確保が困難になる虞があり、しかも、鉄筋切断機と鉄筋曲げ機の夫々に管理者を配置しなければならず、人手を多く要するという問題があった。
【0004】
従って、本発明の目的は、上記問題点を解消し、設備の長大化を防止すると共に、その設備に要する人員を少なく出来るようにする鉄筋加工設備を提供するところにある。
【課題を解決するための手段】
【0005】
本発明の第1の特徴構成は、鉄筋を所定の長さに切断する鉄筋切断機を設けると共に、鉄筋の少なくとも一端側を曲げ加工する鉄筋曲げ機を設けてある鉄筋加工設備であって、前記鉄筋切断機に未処理鉄筋を供給する鉄筋供給装置と、前記鉄筋切断機から切断後の第1加工鉄筋を取り出して前記鉄筋切断機から遠ざける第1搬送コンベアと、前記第1搬送コンベア上の第1加工鉄筋を前記鉄筋曲げ機に搬送する第2搬送コンベアと、前記鉄筋曲げ機から曲げ加工された第2加工鉄筋を取り出して排出ゾーンへ排出する第3搬送コンベアとを設け、前記鉄筋供給装置と前記鉄筋切断機と前記第1搬送コンベアとを鉄筋の長手方向に並べ、前記鉄筋曲げ機を前記鉄筋切断機の横側に配置すると共に、前記第1搬送コンベアから前記第1加工鉄筋を前記鉄筋曲げ機に横搬送するように前記第2搬送コンベアを形成し、前記第2加工鉄筋を前記鉄筋曲げ機の横側で前記第1コンベアとは反対側に配置した排出ゾーンへ搬送するように前記第3搬送コンベアを形成してあるところにある。
【0006】
本発明の第1の特徴構成によれば、鉄筋供給装置と第1搬送コンベアと第2搬送コンベアと第3搬送コンベアとを設けることにより、鉄筋の切断から曲げ加工までを、人力を要せずに一連に行えると共に、鉄筋供給装置から第1搬送コンベアまでは、鉄筋はその長手方向に直線状に移動しながら切断され、その後、第1搬送コンベア上の第1加工鉄筋は、鉄筋切断機の横側に配置された鉄筋曲げ機に第2搬送コンベアにより横搬送され、曲げ加工後は、更に横方向の排出ゾーンへ第3搬送コンベアにより第2加工鉄筋が搬送されるようになっているために、設備全体として長大にならずに鉄筋の加工ができる。
その上、鉄筋切断機の横側に鉄筋曲げ機を配置することにより、一人の管理者が両者の機械の間に立って管理やオペレート操作ができ、そのために人員配置を少なくできる。
【0007】
本発明の第2の特徴構成は、前記第1搬送コンベアの横側で前記鉄筋曲げ機との間に、前記第2搬送コンベアで搬送する前記第1加工鉄筋の鉄筋滞留ゾーンを設けてあるところにある。
【0008】
本発明の第2の特徴構成によれば、本発明の第1の特徴構成による上述の作用効果を叶えることができるのに加えて、一般的に、鉄筋曲げ機は鉄筋切断機よりも加工時間が長く掛かるために、鉄筋曲げ機の加工ペースに合わせて鉄筋切断機を作動させたとしても、鉄筋曲げ機にトラブル等の加工ペースの乱れに基づく装置全体の緊急停止が発生すれば、その後の再開時には、第1加工鉄筋の供給が間に合わず、生産性を落とすことになる。これに対し、本発明は、第1加工鉄筋の鉄筋滞留ゾーンを、第1搬送コンベアの横側で鉄筋曲げ機との間に設けることにより、鉄筋曲げ機のトラブルに基づく緊急停止や作動遅れがあったとしても、その間に、鉄筋滞留ゾーンに鉄筋切断機から第1搬送コンベア及び第2搬送コンベアによって運ばれてくる第1加工鉄筋は滞留され、鉄筋曲げ機の作動再開時には、迅速に鉄筋滞留ゾーンから第1加工鉄筋が鉄筋曲げ機に供給され、生産性の低下を抑えることができる。
【図面の簡単な説明】
【0009】
【図1】実施形態で説明する鉄筋加工装置の全体平面図である。
【図2】鉄筋切断機の正面図である。
【図3】鉄筋曲げ機の正面図である。
【図4】第2搬送コンベアの要部縦断面である。
【図5】第2搬送コンベアの要部縦断面である。
【図6】第2搬送コンベアの要部縦断面である。
【図7】鉄筋曲げ機の要部縦断側面図である。
【図8】鉄筋曲げ機の要部縦断側面図である。
【図9】鉄筋曲げ機の要部縦断正面図である。
【図10】鉄筋曲げ機の要部縦断正面図である。
【図11】(a)本数計測装置の平面図,(b)本数計測装置の縦断正面図である。
【発明を実施するための形態】
【0010】
以下に本発明の実施の形態を図面に基づいて説明する。
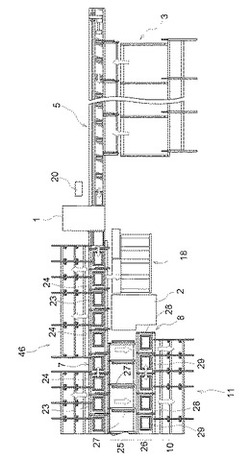
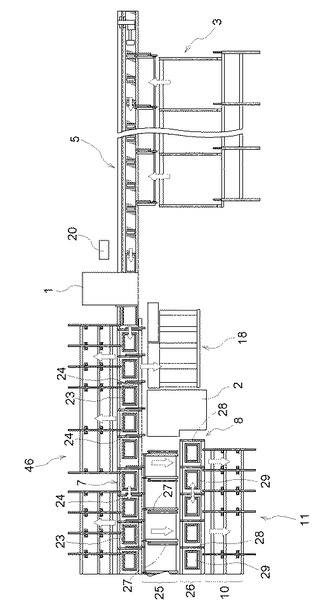
図1に示すように、鉄筋を所定の長さに切断する鉄筋切断機1を設けると共に、鉄筋の一端側を下方に曲げ加工する鉄筋曲げ機2を設け、鉄筋束搭載部3から未処理鉄筋をコンベア上に移して、鉄筋切断機1に供給する鉄筋供給装置5と、鉄筋切断機1から切断後の第1加工鉄筋6を取り出して鉄筋切断機1から遠ざける第1搬送コンベア7と、第1搬送コンベア7上の第1加工鉄筋6を鉄筋曲げ機2に搬送する第2搬送コンベア8と、鉄筋曲げ機2から曲げ加工された第2加工鉄筋9を取り出して排出ゾーン10へ排出する第3搬送コンベア11とを設け、鉄筋供給装置5と鉄筋切断機1と第1搬送コンベア7とを鉄筋の長手方向に並べ、鉄筋曲げ機2を鉄筋切断機1の横側に配置すると共に、第1搬送コンベア7から第1加工鉄筋6を鉄筋曲げ機2に横搬送するように第2搬送コンベア8を形成し、第2加工鉄筋9を鉄筋曲げ機2の横側で第1搬送コンベア7とは反対側に配置した排出ゾーン10へ搬送するように第3搬送コンベア11を形成して、鉄筋を切断加工から曲げ加工までを全自動で処理でき、しかも、鉄筋切断機1と鉄筋曲げ機2との間にオペレータが立つことにより、一人で制御盤20及び全ての装置の生産管理ができるようになる鉄筋加工設備を構成してある。
【0011】
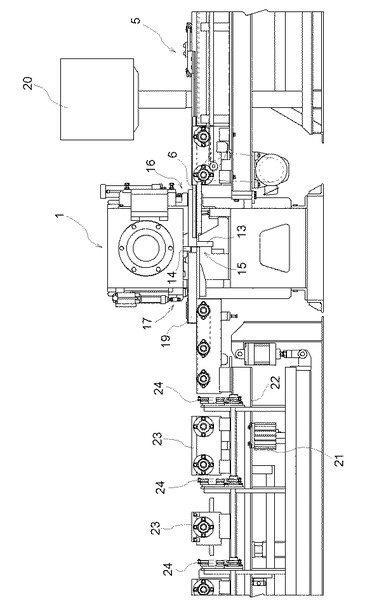
前記鉄筋切断機1には、図1、図2に示すように、固定刃13とその固定刃13に対して上下に駆動昇降して鉄筋を剪断する可動刃14とを切断部15に設け、鉄筋供給装置5によって供給された鉄筋を、切断時に切断部15の前後において押えて保持する鉄筋押え16と補助鉄筋押え17とを設け、切断部15の直後には、第1搬送コンベア7により搬送されない短尺の鉄筋を、横側の短尺ストッカ18に排除する短尺材押し出し装置19を設けてある。また、鉄筋切断機1の横側部に、鉄筋加工設備全体の制御盤20を配設してある。
【0012】
前記第1搬送コンベア7は、図1、図2に示すように、第1昇降シリンダ21により昇降駆動操作する支持フレーム22に、複数の第1ベルトコンベアユニット23を所定間隔置きに並べて着脱自在に取付け、隣接する第1ベルトコンベアユニット23間夫々に第1横搬送チェーン24を配設してある。従って、支持フレーム22の上昇位置により、複数の第1ベルトコンベアユニット23によって第1加工鉄筋6をその長手方向に搬送できるようになり、支持フレーム22の下降位置により、第1横搬送チェーン24により第1加工鉄筋6を第1搬送コンベア7の横側に搬送できるように構成してある。
【0013】
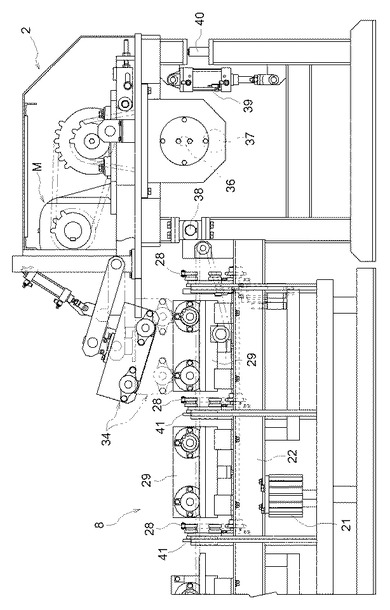
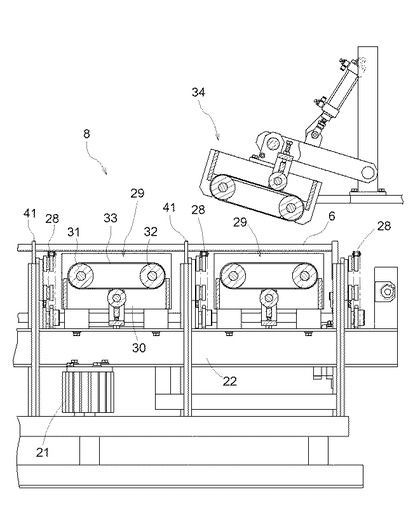
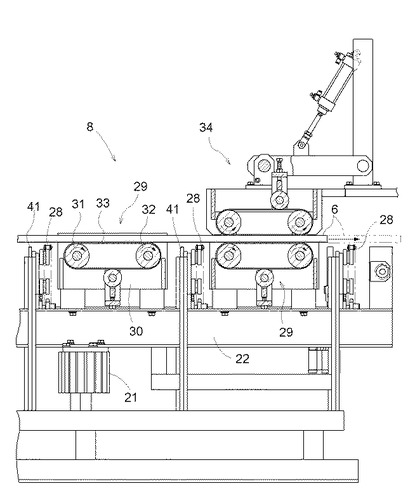
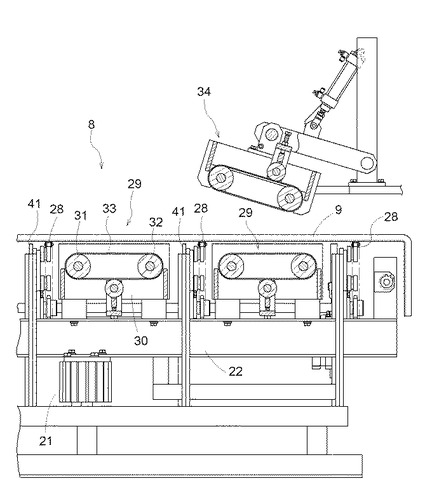
前記第2搬送コンベア8は、図1及び図3〜図6に示すように、第1搬送コンベア7の横側に鉄筋滞留ゾーン25と曲げ機供給ゾーン26とを併設し、鉄筋滞留ゾーン25には複数の第2横搬送チェーン27を設け、曲げ機供給ゾーン26には鉄筋の長手方向に複数の第2ベルトコンベアユニット29を、第1搬送コンベア7と同様に昇降駆動操作するように並べると共に、隣接する第2ベルトコンベアユニット29間の夫々に、第3横搬送チェーン28を配設してある。従って、第1搬送コンベア7上の第1加工鉄筋6は、第2搬送コンベア8の第2横搬送チェーン27と第3横搬送チェーン28とによって横搬送されると共に、第2ベルトコンベアユニット29の上昇により鉄筋曲げ機2に供給又は取出しできるように構成してある。
【0014】
前記第1ベルトコンベアユニット23と第2ベルトコンベアユニット29は、ユニット枠体30に取付けた駆動ローラ31と従動ローラ32とに亘って短尺の無端ベルト33を掛け回し、夫々のユニット枠体30が個別に支持フレーム22に着脱自在に取付けてある。そのために、メンテナンス時には全ての無端ベルト33を取り外さなくても一部の無端ベルト33を取り外すだけでよく、作業性と経済性は、良好である。
【0015】
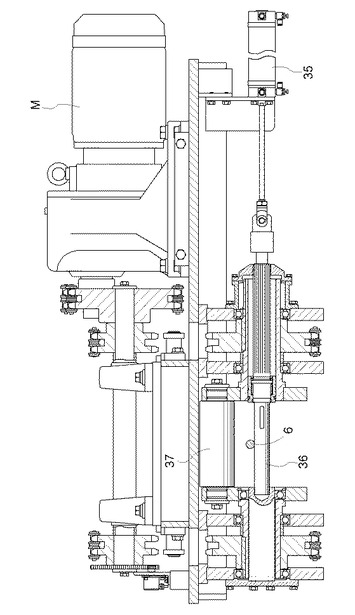
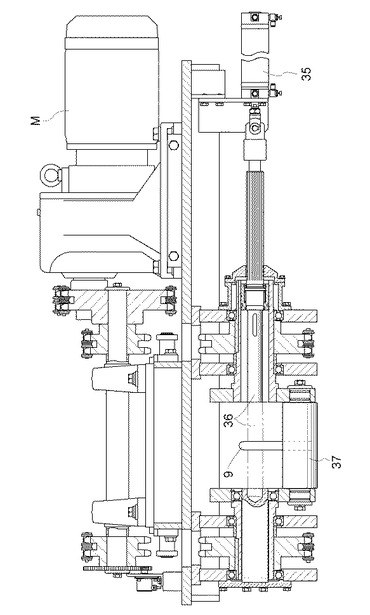
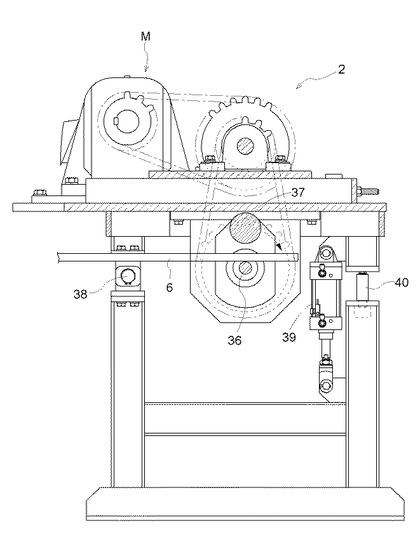
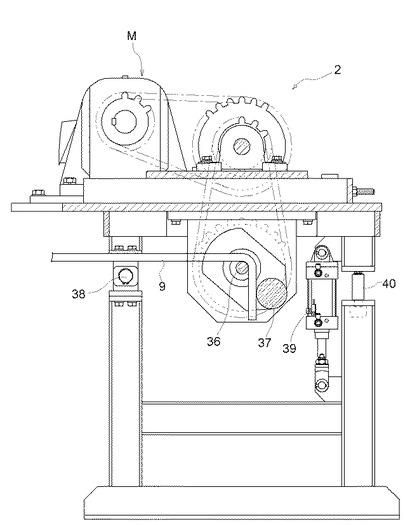
前記鉄筋曲げ機2は、図3〜図10に示すように、第1加工鉄筋6の入り口に上下揺動するベルトコンベア式の挟持搬送装置34を設け、その挟持搬送装置34と第2ベルトコンベアユニット29との挟持搬送により設定量挿入供給される鉄筋に対し、その長手方向と直行する方向に出退シリンダ35により出退動する(図7及び図8)支点軸36を設けると共に、支点軸36周りに駆動モータMにより回動する力点ローラ37とを設け、支点軸36よりも上方の図7及び図9の位置にある力点ローラ37が支点軸36の周りに下方へ回動移動することにより、図10に示すように、先端が曲がった第2加工鉄筋9を形成するようにしてある。
【0016】
尚、前記鉄筋曲げ機2は、図3、図9、図10に示すように、枢支軸38周りに第2昇降シリンダ39により上下揺動するように構成すると共に、長さの異なる高さ調整ピン40の交換により、支点軸36の上下位置を設定変更できるように構成してある。つまり、径の異なる支点軸36を交換して鉄筋の曲げ曲率を変更する時は、支点軸36の軸心の高さが不変であれば、支点軸36で受ける鉄筋の高さが変化するために、支点軸36により受ける鉄筋の高さを変えないように、支点軸36の高さを第2昇降シリンダ39と高さ調整ピン40の長さ変更により、微調整できるようにしてある。
【0017】
前記第3搬送コンベア11は、鉄筋曲げ機2から取り出した第2加工鉄筋9を排出ゾーン10へ横搬送するようにチェーン式の搬送装置で構成してある。
【0018】
第2搬送コンベア8から鉄筋曲げ機2に鉄筋が供給されて第3搬送コンベア11により排出されるまでの動作を説明すると、
1.第2横搬送チェーン27及び第3横搬送チェーン28により横搬送された第1加工鉄筋6は、上下出退するストッパー41により第2ベルトコンベアユニット29上で横移動が停止される(図4)。
2.第2ベルトコンベアユニット29が上昇すると共に、挟持搬送装置34は下降揺動して第1加工鉄筋6は挟持されて鉄筋曲げ機2に向けて搬送される(図5)。
3.突出した支点軸36上に第1加工鉄筋6が載った後(図7、図9)、力点ローラ37が下方に回動して第1加工鉄筋6は曲げられる(図8、図10)。
4.先端側が曲げ加工された第2加工鉄筋9は、支点軸36の引退後第2ベルトコンベアユニット29により引戻される(図6、図8)。
5.引戻された第2加工鉄筋9は、第3搬送コンベア11により排出ゾーン10へ排出される。
【0019】
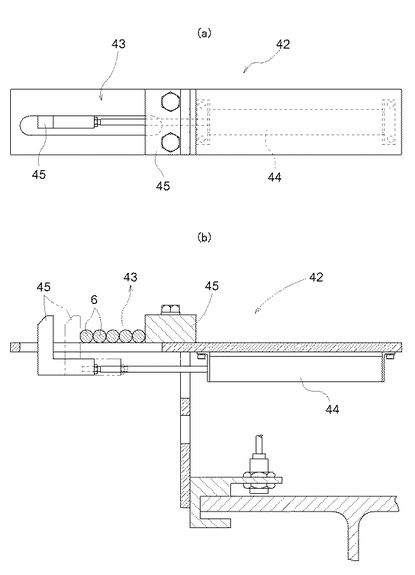
前記第1搬送コンベア7または、第2搬送コンベア8の途中には、図11(a),(b)に示すように、鉄筋の本数計測装置42を設けてある。つまり、鉄筋を受ける載置部43を設けると共に、載置部43上の複数本の鉄筋を流体圧シリンダ44により引き寄せて挟持する一対の挟持凸部45を設け、それらの挟持凸部45間の距離を計測する計測部(図外)を設け、その計測部により計測した距離を、予め入力した鉄筋の径で除して鉄筋本数を算出する演算装置(図外)を設けてある。
【0020】
図1に示す前記鉄筋滞留ゾーン25は、曲げ機供給ゾーン26に第1加工鉄筋6が搬送される前に滞留できるようにして、鉄筋曲げ機2のトラブルに基づく緊急停止や作動遅れがあったとしても、その間に、鉄筋滞留ゾーン25に鉄筋切断機1から第1搬送コンベア7及び第2搬送コンベア8によって運ばれてくる第1加工鉄筋6は滞留され、鉄筋曲げ機2の作動再開時には、迅速に鉄筋滞留ゾーン25から第1加工鉄筋6が鉄筋曲げ機2に供給され、生産性の低下を抑えることができるようにしてある。
【0021】
前記第1搬送コンベア7の横側で、第2搬送コンベア8とは反対側には、切断した第1加工鉄筋6を、曲げ加工しない場合に排出してストックする第1加工鉄筋ストッカ46を設けてある。
〔別実施形態〕
以下に他の実施の形態を説明する。
【0022】
〈1〉 前記鉄筋曲げ機2は、第1加工鉄筋6の一端側を曲げ加工するものを示したが、これに限らず、両端側を曲げ加工するものであったり、一端側を2回以上曲げ加工するものであっても良い。
〈2〉 前記鉄筋滞留ゾーン25は、必ずしも設けない場合であっても良い。
【0023】
尚、上述のように、図面との対照を便利にするために符号を記したが、該記入により本発明は添付図面の構成に限定されるものではない。また、本発明の要旨を逸脱しない範囲において、種々なる態様で実施し得ることは勿論である。
【符号の説明】
【0024】
1 鉄筋切断機
2 鉄筋曲げ機
5 鉄筋供給装置
6 第1加工鉄筋
7 第1搬送コンベア
8 第2搬送コンベア
9 第2加工鉄筋
10 排出ゾーン
11 第3搬送コンベア
25 鉄筋滞留ゾーン
【技術分野】
【0001】
鉄筋を所定の長さに切断する鉄筋切断機を設けると共に、鉄筋の少なくとも一端側を曲げ加工する鉄筋曲げ機を設けてある鉄筋加工設備に関する。
【背景技術】
【0002】
従来、鉄筋切断機と鉄筋曲げ機とは、別々に離して設置され、個別に使用されるのが一般的であった(周知技術であり文献を示すことができない)。
【発明の概要】
【発明が解決しようとする課題】
【0003】
上述した従来の鉄筋加工設備においては、鉄筋切断機により切断した第1加工鉄筋を、人力により取り出して鉄筋曲げ機に供給しなければならず、手間の多く掛かる設備であった。
そこで、鉄筋切断機による鉄筋の切断後に、引き続いて鉄筋曲げ機による曲げ加工を連続的に行うには、前記鉄筋切断機に未処理鉄筋を供給する鉄筋供給装置と、前記鉄筋切断機から切断後の第1加工鉄筋を取り出して前記鉄筋切断機から遠ざける第1搬送コンベアとを設け、前記鉄筋供給装置と前記鉄筋切断機と前記第1搬送コンベアとを鉄筋の長手方向に並べ、その第1搬送コンベアの延長線上に鉄筋曲げ機を配置することが考えられる。
この場合、設備全体が長くなり、設置場所の確保が困難になる虞があり、しかも、鉄筋切断機と鉄筋曲げ機の夫々に管理者を配置しなければならず、人手を多く要するという問題があった。
【0004】
従って、本発明の目的は、上記問題点を解消し、設備の長大化を防止すると共に、その設備に要する人員を少なく出来るようにする鉄筋加工設備を提供するところにある。
【課題を解決するための手段】
【0005】
本発明の第1の特徴構成は、鉄筋を所定の長さに切断する鉄筋切断機を設けると共に、鉄筋の少なくとも一端側を曲げ加工する鉄筋曲げ機を設けてある鉄筋加工設備であって、前記鉄筋切断機に未処理鉄筋を供給する鉄筋供給装置と、前記鉄筋切断機から切断後の第1加工鉄筋を取り出して前記鉄筋切断機から遠ざける第1搬送コンベアと、前記第1搬送コンベア上の第1加工鉄筋を前記鉄筋曲げ機に搬送する第2搬送コンベアと、前記鉄筋曲げ機から曲げ加工された第2加工鉄筋を取り出して排出ゾーンへ排出する第3搬送コンベアとを設け、前記鉄筋供給装置と前記鉄筋切断機と前記第1搬送コンベアとを鉄筋の長手方向に並べ、前記鉄筋曲げ機を前記鉄筋切断機の横側に配置すると共に、前記第1搬送コンベアから前記第1加工鉄筋を前記鉄筋曲げ機に横搬送するように前記第2搬送コンベアを形成し、前記第2加工鉄筋を前記鉄筋曲げ機の横側で前記第1コンベアとは反対側に配置した排出ゾーンへ搬送するように前記第3搬送コンベアを形成してあるところにある。
【0006】
本発明の第1の特徴構成によれば、鉄筋供給装置と第1搬送コンベアと第2搬送コンベアと第3搬送コンベアとを設けることにより、鉄筋の切断から曲げ加工までを、人力を要せずに一連に行えると共に、鉄筋供給装置から第1搬送コンベアまでは、鉄筋はその長手方向に直線状に移動しながら切断され、その後、第1搬送コンベア上の第1加工鉄筋は、鉄筋切断機の横側に配置された鉄筋曲げ機に第2搬送コンベアにより横搬送され、曲げ加工後は、更に横方向の排出ゾーンへ第3搬送コンベアにより第2加工鉄筋が搬送されるようになっているために、設備全体として長大にならずに鉄筋の加工ができる。
その上、鉄筋切断機の横側に鉄筋曲げ機を配置することにより、一人の管理者が両者の機械の間に立って管理やオペレート操作ができ、そのために人員配置を少なくできる。
【0007】
本発明の第2の特徴構成は、前記第1搬送コンベアの横側で前記鉄筋曲げ機との間に、前記第2搬送コンベアで搬送する前記第1加工鉄筋の鉄筋滞留ゾーンを設けてあるところにある。
【0008】
本発明の第2の特徴構成によれば、本発明の第1の特徴構成による上述の作用効果を叶えることができるのに加えて、一般的に、鉄筋曲げ機は鉄筋切断機よりも加工時間が長く掛かるために、鉄筋曲げ機の加工ペースに合わせて鉄筋切断機を作動させたとしても、鉄筋曲げ機にトラブル等の加工ペースの乱れに基づく装置全体の緊急停止が発生すれば、その後の再開時には、第1加工鉄筋の供給が間に合わず、生産性を落とすことになる。これに対し、本発明は、第1加工鉄筋の鉄筋滞留ゾーンを、第1搬送コンベアの横側で鉄筋曲げ機との間に設けることにより、鉄筋曲げ機のトラブルに基づく緊急停止や作動遅れがあったとしても、その間に、鉄筋滞留ゾーンに鉄筋切断機から第1搬送コンベア及び第2搬送コンベアによって運ばれてくる第1加工鉄筋は滞留され、鉄筋曲げ機の作動再開時には、迅速に鉄筋滞留ゾーンから第1加工鉄筋が鉄筋曲げ機に供給され、生産性の低下を抑えることができる。
【図面の簡単な説明】
【0009】
【図1】実施形態で説明する鉄筋加工装置の全体平面図である。
【図2】鉄筋切断機の正面図である。
【図3】鉄筋曲げ機の正面図である。
【図4】第2搬送コンベアの要部縦断面である。
【図5】第2搬送コンベアの要部縦断面である。
【図6】第2搬送コンベアの要部縦断面である。
【図7】鉄筋曲げ機の要部縦断側面図である。
【図8】鉄筋曲げ機の要部縦断側面図である。
【図9】鉄筋曲げ機の要部縦断正面図である。
【図10】鉄筋曲げ機の要部縦断正面図である。
【図11】(a)本数計測装置の平面図,(b)本数計測装置の縦断正面図である。
【発明を実施するための形態】
【0010】
以下に本発明の実施の形態を図面に基づいて説明する。
図1に示すように、鉄筋を所定の長さに切断する鉄筋切断機1を設けると共に、鉄筋の一端側を下方に曲げ加工する鉄筋曲げ機2を設け、鉄筋束搭載部3から未処理鉄筋をコンベア上に移して、鉄筋切断機1に供給する鉄筋供給装置5と、鉄筋切断機1から切断後の第1加工鉄筋6を取り出して鉄筋切断機1から遠ざける第1搬送コンベア7と、第1搬送コンベア7上の第1加工鉄筋6を鉄筋曲げ機2に搬送する第2搬送コンベア8と、鉄筋曲げ機2から曲げ加工された第2加工鉄筋9を取り出して排出ゾーン10へ排出する第3搬送コンベア11とを設け、鉄筋供給装置5と鉄筋切断機1と第1搬送コンベア7とを鉄筋の長手方向に並べ、鉄筋曲げ機2を鉄筋切断機1の横側に配置すると共に、第1搬送コンベア7から第1加工鉄筋6を鉄筋曲げ機2に横搬送するように第2搬送コンベア8を形成し、第2加工鉄筋9を鉄筋曲げ機2の横側で第1搬送コンベア7とは反対側に配置した排出ゾーン10へ搬送するように第3搬送コンベア11を形成して、鉄筋を切断加工から曲げ加工までを全自動で処理でき、しかも、鉄筋切断機1と鉄筋曲げ機2との間にオペレータが立つことにより、一人で制御盤20及び全ての装置の生産管理ができるようになる鉄筋加工設備を構成してある。
【0011】
前記鉄筋切断機1には、図1、図2に示すように、固定刃13とその固定刃13に対して上下に駆動昇降して鉄筋を剪断する可動刃14とを切断部15に設け、鉄筋供給装置5によって供給された鉄筋を、切断時に切断部15の前後において押えて保持する鉄筋押え16と補助鉄筋押え17とを設け、切断部15の直後には、第1搬送コンベア7により搬送されない短尺の鉄筋を、横側の短尺ストッカ18に排除する短尺材押し出し装置19を設けてある。また、鉄筋切断機1の横側部に、鉄筋加工設備全体の制御盤20を配設してある。
【0012】
前記第1搬送コンベア7は、図1、図2に示すように、第1昇降シリンダ21により昇降駆動操作する支持フレーム22に、複数の第1ベルトコンベアユニット23を所定間隔置きに並べて着脱自在に取付け、隣接する第1ベルトコンベアユニット23間夫々に第1横搬送チェーン24を配設してある。従って、支持フレーム22の上昇位置により、複数の第1ベルトコンベアユニット23によって第1加工鉄筋6をその長手方向に搬送できるようになり、支持フレーム22の下降位置により、第1横搬送チェーン24により第1加工鉄筋6を第1搬送コンベア7の横側に搬送できるように構成してある。
【0013】
前記第2搬送コンベア8は、図1及び図3〜図6に示すように、第1搬送コンベア7の横側に鉄筋滞留ゾーン25と曲げ機供給ゾーン26とを併設し、鉄筋滞留ゾーン25には複数の第2横搬送チェーン27を設け、曲げ機供給ゾーン26には鉄筋の長手方向に複数の第2ベルトコンベアユニット29を、第1搬送コンベア7と同様に昇降駆動操作するように並べると共に、隣接する第2ベルトコンベアユニット29間の夫々に、第3横搬送チェーン28を配設してある。従って、第1搬送コンベア7上の第1加工鉄筋6は、第2搬送コンベア8の第2横搬送チェーン27と第3横搬送チェーン28とによって横搬送されると共に、第2ベルトコンベアユニット29の上昇により鉄筋曲げ機2に供給又は取出しできるように構成してある。
【0014】
前記第1ベルトコンベアユニット23と第2ベルトコンベアユニット29は、ユニット枠体30に取付けた駆動ローラ31と従動ローラ32とに亘って短尺の無端ベルト33を掛け回し、夫々のユニット枠体30が個別に支持フレーム22に着脱自在に取付けてある。そのために、メンテナンス時には全ての無端ベルト33を取り外さなくても一部の無端ベルト33を取り外すだけでよく、作業性と経済性は、良好である。
【0015】
前記鉄筋曲げ機2は、図3〜図10に示すように、第1加工鉄筋6の入り口に上下揺動するベルトコンベア式の挟持搬送装置34を設け、その挟持搬送装置34と第2ベルトコンベアユニット29との挟持搬送により設定量挿入供給される鉄筋に対し、その長手方向と直行する方向に出退シリンダ35により出退動する(図7及び図8)支点軸36を設けると共に、支点軸36周りに駆動モータMにより回動する力点ローラ37とを設け、支点軸36よりも上方の図7及び図9の位置にある力点ローラ37が支点軸36の周りに下方へ回動移動することにより、図10に示すように、先端が曲がった第2加工鉄筋9を形成するようにしてある。
【0016】
尚、前記鉄筋曲げ機2は、図3、図9、図10に示すように、枢支軸38周りに第2昇降シリンダ39により上下揺動するように構成すると共に、長さの異なる高さ調整ピン40の交換により、支点軸36の上下位置を設定変更できるように構成してある。つまり、径の異なる支点軸36を交換して鉄筋の曲げ曲率を変更する時は、支点軸36の軸心の高さが不変であれば、支点軸36で受ける鉄筋の高さが変化するために、支点軸36により受ける鉄筋の高さを変えないように、支点軸36の高さを第2昇降シリンダ39と高さ調整ピン40の長さ変更により、微調整できるようにしてある。
【0017】
前記第3搬送コンベア11は、鉄筋曲げ機2から取り出した第2加工鉄筋9を排出ゾーン10へ横搬送するようにチェーン式の搬送装置で構成してある。
【0018】
第2搬送コンベア8から鉄筋曲げ機2に鉄筋が供給されて第3搬送コンベア11により排出されるまでの動作を説明すると、
1.第2横搬送チェーン27及び第3横搬送チェーン28により横搬送された第1加工鉄筋6は、上下出退するストッパー41により第2ベルトコンベアユニット29上で横移動が停止される(図4)。
2.第2ベルトコンベアユニット29が上昇すると共に、挟持搬送装置34は下降揺動して第1加工鉄筋6は挟持されて鉄筋曲げ機2に向けて搬送される(図5)。
3.突出した支点軸36上に第1加工鉄筋6が載った後(図7、図9)、力点ローラ37が下方に回動して第1加工鉄筋6は曲げられる(図8、図10)。
4.先端側が曲げ加工された第2加工鉄筋9は、支点軸36の引退後第2ベルトコンベアユニット29により引戻される(図6、図8)。
5.引戻された第2加工鉄筋9は、第3搬送コンベア11により排出ゾーン10へ排出される。
【0019】
前記第1搬送コンベア7または、第2搬送コンベア8の途中には、図11(a),(b)に示すように、鉄筋の本数計測装置42を設けてある。つまり、鉄筋を受ける載置部43を設けると共に、載置部43上の複数本の鉄筋を流体圧シリンダ44により引き寄せて挟持する一対の挟持凸部45を設け、それらの挟持凸部45間の距離を計測する計測部(図外)を設け、その計測部により計測した距離を、予め入力した鉄筋の径で除して鉄筋本数を算出する演算装置(図外)を設けてある。
【0020】
図1に示す前記鉄筋滞留ゾーン25は、曲げ機供給ゾーン26に第1加工鉄筋6が搬送される前に滞留できるようにして、鉄筋曲げ機2のトラブルに基づく緊急停止や作動遅れがあったとしても、その間に、鉄筋滞留ゾーン25に鉄筋切断機1から第1搬送コンベア7及び第2搬送コンベア8によって運ばれてくる第1加工鉄筋6は滞留され、鉄筋曲げ機2の作動再開時には、迅速に鉄筋滞留ゾーン25から第1加工鉄筋6が鉄筋曲げ機2に供給され、生産性の低下を抑えることができるようにしてある。
【0021】
前記第1搬送コンベア7の横側で、第2搬送コンベア8とは反対側には、切断した第1加工鉄筋6を、曲げ加工しない場合に排出してストックする第1加工鉄筋ストッカ46を設けてある。
〔別実施形態〕
以下に他の実施の形態を説明する。
【0022】
〈1〉 前記鉄筋曲げ機2は、第1加工鉄筋6の一端側を曲げ加工するものを示したが、これに限らず、両端側を曲げ加工するものであったり、一端側を2回以上曲げ加工するものであっても良い。
〈2〉 前記鉄筋滞留ゾーン25は、必ずしも設けない場合であっても良い。
【0023】
尚、上述のように、図面との対照を便利にするために符号を記したが、該記入により本発明は添付図面の構成に限定されるものではない。また、本発明の要旨を逸脱しない範囲において、種々なる態様で実施し得ることは勿論である。
【符号の説明】
【0024】
1 鉄筋切断機
2 鉄筋曲げ機
5 鉄筋供給装置
6 第1加工鉄筋
7 第1搬送コンベア
8 第2搬送コンベア
9 第2加工鉄筋
10 排出ゾーン
11 第3搬送コンベア
25 鉄筋滞留ゾーン
【特許請求の範囲】
【請求項1】
鉄筋を所定の長さに切断する鉄筋切断機を設けると共に、鉄筋の少なくとも一端側を曲げ加工する鉄筋曲げ機を設けてある鉄筋加工設備であって、前記鉄筋切断機に未処理鉄筋を供給する鉄筋供給装置と、前記鉄筋切断機から切断後の第1加工鉄筋を取り出して前記鉄筋切断機から遠ざける第1搬送コンベアと、前記第1搬送コンベア上の第1加工鉄筋を前記鉄筋曲げ機に搬送する第2搬送コンベアと、前記鉄筋曲げ機から曲げ加工された第2加工鉄筋を取り出して排出ゾーンへ排出する第3搬送コンベアとを設け、前記鉄筋供給装置と前記鉄筋切断機と前記第1搬送コンベアとを鉄筋の長手方向に並べ、前記鉄筋曲げ機を前記鉄筋切断機の横側に配置すると共に、前記第1搬送コンベアから前記第1加工鉄筋を前記鉄筋曲げ機に横搬送するように前記第2搬送コンベアを形成し、前記第2加工鉄筋を前記鉄筋曲げ機の横側で前記第1搬送コンベアとは反対側に配置した排出ゾーンへ搬送するように前記第3搬送コンベアを形成してある鉄筋加工設備。
【請求項2】
前記第1搬送コンベアの横側で前記鉄筋曲げ機との間に、前記第2搬送コンベアで搬送する前記第1加工鉄筋の鉄筋滞留ゾーンを設けてある請求項1に記載の鉄筋加工設備。
【請求項1】
鉄筋を所定の長さに切断する鉄筋切断機を設けると共に、鉄筋の少なくとも一端側を曲げ加工する鉄筋曲げ機を設けてある鉄筋加工設備であって、前記鉄筋切断機に未処理鉄筋を供給する鉄筋供給装置と、前記鉄筋切断機から切断後の第1加工鉄筋を取り出して前記鉄筋切断機から遠ざける第1搬送コンベアと、前記第1搬送コンベア上の第1加工鉄筋を前記鉄筋曲げ機に搬送する第2搬送コンベアと、前記鉄筋曲げ機から曲げ加工された第2加工鉄筋を取り出して排出ゾーンへ排出する第3搬送コンベアとを設け、前記鉄筋供給装置と前記鉄筋切断機と前記第1搬送コンベアとを鉄筋の長手方向に並べ、前記鉄筋曲げ機を前記鉄筋切断機の横側に配置すると共に、前記第1搬送コンベアから前記第1加工鉄筋を前記鉄筋曲げ機に横搬送するように前記第2搬送コンベアを形成し、前記第2加工鉄筋を前記鉄筋曲げ機の横側で前記第1搬送コンベアとは反対側に配置した排出ゾーンへ搬送するように前記第3搬送コンベアを形成してある鉄筋加工設備。
【請求項2】
前記第1搬送コンベアの横側で前記鉄筋曲げ機との間に、前記第2搬送コンベアで搬送する前記第1加工鉄筋の鉄筋滞留ゾーンを設けてある請求項1に記載の鉄筋加工設備。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【公開番号】特開2011−31295(P2011−31295A)
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願番号】特願2009−182730(P2009−182730)
【出願日】平成21年8月5日(2009.8.5)
【出願人】(000223056)東陽建設工機株式会社 (17)
【Fターム(参考)】
【公開日】平成23年2月17日(2011.2.17)
【国際特許分類】
【出願日】平成21年8月5日(2009.8.5)
【出願人】(000223056)東陽建設工機株式会社 (17)
【Fターム(参考)】
[ Back to top ]