
鉄系合金の表面改質材料、鉄系合金の表面改質方法および鋳造用金型
【課題】 比較的低い温度で鉄系合金の表面の改質ができる表面改質材と表面改質方法を提供する。
【解決手段】 以下の成分割合の表面改質材料をエポキシ樹脂及びシンナーに溶かしてペースト状にし、これを軟窒化処理を施した金型表面に塗布し、熱処理する。
Fe(鉄):6質量%以上10質量%以下
ニッケル(Ni):24質量%以上40質量%以下
コバルト(Co):5質量%以上10質量%以下
クロム(Cr):5質量%以上10質量%以下
アルミニウム(Al):1.3質量%以上10質量%以下
シリコン(Si):3質量%以上10質量%以下
マンガン(Mn):15質量%以上25質量%以下
タングステン(W):15質量%以下
ホウ素(B):0.1質量%以上2質量%以下
炭素(C):2質量%以下
モリブデン(Mo):3.2質量%以下
チタン(Ti):1質量%以下
【解決手段】 以下の成分割合の表面改質材料をエポキシ樹脂及びシンナーに溶かしてペースト状にし、これを軟窒化処理を施した金型表面に塗布し、熱処理する。
Fe(鉄):6質量%以上10質量%以下
ニッケル(Ni):24質量%以上40質量%以下
コバルト(Co):5質量%以上10質量%以下
クロム(Cr):5質量%以上10質量%以下
アルミニウム(Al):1.3質量%以上10質量%以下
シリコン(Si):3質量%以上10質量%以下
マンガン(Mn):15質量%以上25質量%以下
タングステン(W):15質量%以下
ホウ素(B):0.1質量%以上2質量%以下
炭素(C):2質量%以下
モリブデン(Mo):3.2質量%以下
チタン(Ti):1質量%以下
【発明の詳細な説明】
【技術分野】
【0001】
本発明は鉄系合金の表面改質材料、鉄系合金の表面改質方法およびこれらを適用した鋳造用の金型に関する。
【背景技術】
【0002】
ダイカスト金型の表面温度は各ショットごとに100℃〜700℃の急激な温度変化が繰り返されるため、熱衝撃によって金型成形面に多数のヒートチェックが発生し、これがクラックに進行する。クラックが発生すると、製品表面にそれが転写されるため使用できなくなり、金型の寿命が短くなる。
【0003】
このため、従来から金型表面を改質してクラックが発生し難くする技術として、特許文献1,2が提案され、また発生したクラックを補修する技術として、特許文献3,4が提案されている。
【0004】
特許文献1には、金型表面にTiAlN層のハードコーティング成膜を形成させて、耐溶損性ならびに耐ヒートチェック性を付与する技術が開示されている。
【0005】
特許文献2には、金型ではないが鋳鉄製摺動部品の表面改質法として、アルミナイズ処理によって、鋳鉄製摺動部品の表面にAlN及びFeAl3が混在する高硬度層を形成することが提案されている。
【0006】
特許文献3,4には、Mn(マンガン):15%以上20%以下、W(タングステン):8%以上15%以下、Fe(鉄):2%以上12%以下、Co(コバルト):7%以下、Cr(クロム):7%以下、Si(シリコン):7%以下、C(炭素):2%以下、B(ホウ素):2%以下、Ni(ニッケル):残部を含むペーストを、クラックを覆うように盛り付け、この表面を酸化抑制材でコーティングした後に、前記ペーストを加熱溶融せしめてクラック内に浸透させて合金化する内容が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−112266号公報
【特許文献2】特開平8−176795号公報
【特許文献3】特開2007−160390号公報
【特許文献4】特開2007−160392号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1に開示されるTiAlN層は、800℃まで分解しないため、耐熱性に優れ鋳造用金型に適している。しかしながら、TiAlN層を形成するには高度の技術と高価な設備が必要となり更に加工日数も長い。鋳造用金型に適用して金型の寿命を延長しても、日程やコストなど課題が多い。また特許文献2に開示されるアルミナイズ処理温度は鉄系窒化物が分解する高温が望ましいが、素材の変性変形を伴わない600℃前後が処理温度の上限である。したがってそれ以上の高温に曝される物品には適さない。
更に特許文献2の方法で小型部品は、請求項2のようにアルミニウム又はアルミニウム合金溶湯に浸漬し、表面効果処理が可能であろうと思われる。しかし大型製品や長尺物は前記方法では対応困難であり、より一般的方法が望まれている。
【0009】
一方、特許文献3,4にあってはペーストを溶解せしめて合金を形成するために、1000℃を超える温度で処理する必要がある。1000℃を超える高温で処理するのは作業が困難であるばかりでなく、環境も悪化し、更に金型に歪みが発生したり、クラック近傍も高温になって硬度が増して脆くなってしまう問題がある。
【課題を解決するための手段】
【0010】
上記課題を解決するべく本発明に係る鉄系合金の表面改質材料は、Fe(鉄)、ニッケル(Ni)、コバルト(Co)、クロム(Cr)、アルミニウム(Al)、シリコン(Si)、マンガン(Mn)、タングステン(W)、ホウ素(B)、炭素(C)、モリブデン(Mo)およびチタン(Ti)からなる。
【0011】
好ましい成分割合は以下の記述とし、これを樹脂(エポキシ樹脂など)と有機溶剤(シンナーなど)を加え混合物状(ペースト状)にして用いる。
Fe(鉄):6質量%以上10質量%以下
ニッケル(Ni):24質量%以上40質量%以下
コバルト(Co):5質量%以上10質量%以下
クロム(Cr):5質量%以上10質量%以下
アルミニウム(Al):1.3質量%以上10質量%以下
シリコン(Si):3質量%以上10質量%以下
マンガン(Mn):15質量%以上25質量%以下
タングステン(W):15質量%以下
ホウ素(B):0.1質量%以上2質量%以下
炭素(C):2質量%以下
モリブデン(Mo):3.2質量%以下
チタン(Ti):1質量%以下
【0012】
各成分を上記の割合としたのは、以下の理由による。
鉄(Fe)は合金形成上の準基幹成分であり、少なすぎても多すぎても合金としての特性を発揮できなくなるため、上記の割合とする。
【0013】
ニッケル(Ni)は超耐熱合金形成材料で、Feと同様に合金形成上の基幹成分であり、少量添加することで焼入れ性と靭性を増大させるが、過剰に加えるとオーステナイトを生じ、脆化するため、上記の割合とする。
【0014】
コバルト(Co)の一般的な特性は、マルテンサイト地を強化し、耐磨耗性と高温での硬度を増し、熱間強度の保持性向上のために添加する。本発明にあっては、生成合金の熱間強度保持を主目的として上記の割合を添加する。
【0015】
クロム(Cr)の一般的な特性は、安定した炭化物をつくり耐蝕性と耐磨耗性を増し、炭化物は結晶粒の成長を抑え、浸炭を促進し、焼入れ性を向上し、耐酸化性を増し、靭性を改善する。またV、Mo、Wなどと複合炭化物をつくり焼き戻し抵抗が増大する。本発明にあっては、生成合金の耐磨耗性向上を主目的として上記の割合を添加する。
【0016】
アルミニウム(Al)は脱酸効果を目的として上記の割合を添加する。アルミニウムの融点は660℃であり、この混合物では一番低温であり、次に融点の低いのはマンガンで1245℃である。したがって本願処理によりアルミニウムをベースとした共晶の合金膜が生成すると考えられる。単なる金属化合物ではなく、融点の低いアルミニウムを加えることにより共晶の合金膜を鉄系合金表面に作り、その表面改質が可能になったと考えられる。
【0017】
シリコン(Si)の一般的な特性は、脱酸効果が高く、低温の焼き戻し抵抗性を増大させる。多量に加えるとセメンタイトを黒鉛化して脆化したり、可鍛性を害する。また少量の添加で硬さと強度が増し、耐酸化性が増し、加熱による結晶粒の成長を抑制する。本発明にあっては、生成合金の耐酸化性向上を主目的として上記の割合を添加する。
【0018】
マンガン(Mn)の一般的な特性は、焼入れ性、耐磨耗性及び強度向上のために添加する。また脱酸剤としての効果も発揮し、S(硫黄)による脆化を防止する。しかしながら、多量に加えると、焼き割れを起こしたり、残留オーステナイトを生じ脆化する。本発明にあっては、生成合金の耐磨耗性向上を主目的として上記の割合を添加する。
【0019】
タングステン(W)の一般的な特性は、(構造)炭化物をつくり、硬さを上昇させ、焼き戻し抵抗性を増大させるために添加する。特にCrの存在によって焼き戻し抵抗性が更に増大し、二次硬化を起こし、耐磨耗性が増大する。しかしながら、多量に加えると脆くなる。本発明にあっては、生成合金の焼き戻し抵抗性向上を主目的として上記の割合を添加する。
【0020】
ホウ素(B)の一般的な特性は、微量の添加で焼入れ性が著しく増す一方、過剰に加えるとFe2Bを生じ赤熱脆性を起こす。少量添加であれば切削耐久性を増す。また、共晶炭化物を小さくする。本発明にあっては、生成合金の共晶炭化物の微細化を主目的として上記の割合を添加する。
【0021】
炭素(C)の一般的な特性は、マルテンサイトのひずみ率を上昇させて焼入れ硬さを増す。Fe、Cr、Mo、Vなどと炭化物をつくり強度を増す。引張強度を増す。炭化物量が多くなると耐磨耗性が増す。本発明にあっては、生成合金の耐引張強度向上を主目的として上記の割合を添加する。
【0022】
モリブデン(Mo)は焼き戻しによる脆弱性防止を目的として、上記の割合を添加する。
【0023】
チタン(Ti)は結晶粒子の微細化を目的として、上記の割合を添加する。
【0024】
樹脂はバインダー(接合材)として機能し、天然、合成いずれの樹脂でもよいが、性状が安定し入手が容易で安価な合成樹脂が好ましい。特に熱硬化性のエポキシ樹脂は硬化後は硬くて溶剤に強く、好ましい。
有機溶剤は本願材料を鉄系合金の表面に塗布するために、系全体を液体状とするために加える。
有機溶剤としては、炭化水素系:例えばトルエン、アルコール類:例えばエタノール、ケトン系:例えばアセトン、エステル系:例えば酢酸エチル、エーテル系:例えばメチルセルソルブ、ハロゲン系:例えばメチレンクロライド(ジクロロメタン)などがよいが、塗料を薄めて粘度を下げるために開発された有機溶剤であるシンナーが本願材料を鉄系合金の表面に塗布する際、乾燥が早すぎず遅すぎず、好適である。
シンナーは有機系複合混合剤である有機溶剤であり、製造各社により成分は多少異なるがトルエンを中心とし、キシレン、メタノール、エアタノール、酢酸メチル、エチルベンゼンなどが含まれる。
【0025】
また、本発明に係る鉄系合金の表面改質方法は、工程1として、鉄系合金の表面をガス軟窒化方法によって硬化せしめ、工程2として、工程1によって硬化せしめられた鉄系合金の表面に、前記表面改質材料を塗布し、工程3として、工程2によって表面改質材料が塗布された鉄系合金を、非酸素雰囲気中、焼鈍温度で熱処理する。
焼鈍は鋼をオーステナイト組織の状態で十分保持し炉中で徐冷する処理で、オーステナイト組織は純鉄で911℃〜1392℃の温度領域にある鉄の相のことである。ステンレス(例えばSUS304)では温度領域は低く700℃以上にてオーステナイト組織化が可能である。
【0026】
請求項3または請求項4に記載の鉄系合金の表面改質方法であって、前記非酸素雰囲気は、脱炭防止剤または酸化抑制剤を使用するか、還元性雰囲気とすることを特徴とする鉄系合金の表面改質方法。
【0027】
前記脱炭防止剤は加熱炉で加熱中のスラブ表面の脱酸を防止することが可能な酸化防止剤、または還元剤を含有する酸化防止剤とする。酸化防止剤は一般にCr2O3などの酸化物、無水水ガラス、アクリル樹脂成分からなる。また還元剤を含有する酸化防止剤は、例えば、Cr2O3などの酸化物と、無水水ガラス、アクリル樹脂と、ホウ素(B)、アルミニウム(Al)、SiCなどの還元成分からなる。脱炭防止剤としては、還元剤を含有する酸化防止剤とするのが還元剤を含有しない酸化防止剤よりもスラブ表面の脱酸防止効果が大きいので好ましい。但し、無水水ガラスに代えて水ガラスを用いてもよい。
酸化物としては、Al2O3、Cr2O3、ZrO2のうちから選ばれる1種または2種以上とするのが加熱炉雰囲気中の酸素との酸化に伴うフェライト系ステンレス鋼スラブの側端部の脱炭を抑制できるので好ましい。
また還元剤は、Si、SiC、Al、B、Cのうちから選ばれる1種または2種以上とするのが、入手しやすく安価であって、加熱炉で加熱時に、酸化スケールに起因するスラブ側端部の脱炭が進行する以前に、還元剤が酸化スケールを還元し脱炭を抑制するので好ましい。
また還元剤をBとSiC、またはBとAlとするのが、スラブ側端部における酸化スケールとの参加に伴う脱炭をほぼ完全に抑制でき、最もエッジシーム疵回り込み量を小さくできるので更に好ましい。
【0028】
前記酸化抑制剤は塩化ナトリウムが考えられ、前記還元性雰囲気は大気を、窒素ガス、ヘリウムガス、ネオンガスまたはアルゴンガスに置換するか、真空とすることが考えられる。
【0029】
更に本発明の対象には、前記した鉄系合金の表面改質方法によってキャビティ面が改質された鋳造用金型を含む。
【発明の効果】
【0030】
本発明に係る鉄系合金の表面改質材料及び改質方法によれば、比較的低い熱処理温度によって、耐熱性に優れ、ヒートクラックの発生の少ない改質された鉄系合金部材の表面を得ることができる。
【図面の簡単な説明】
【0031】
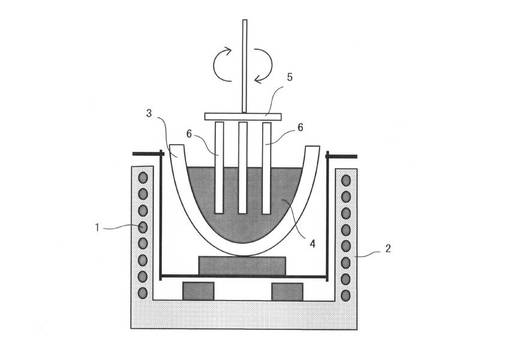
【図1】アルミ溶湯に対する溶損量を試験する装置の断面図。
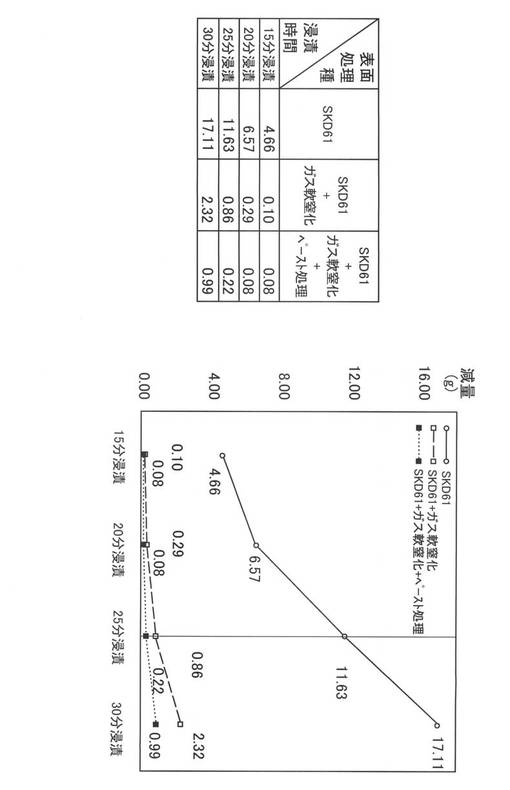
【図2】アルミ溶湯への浸漬時間と溶損量との関係をしめす表とグラフ。
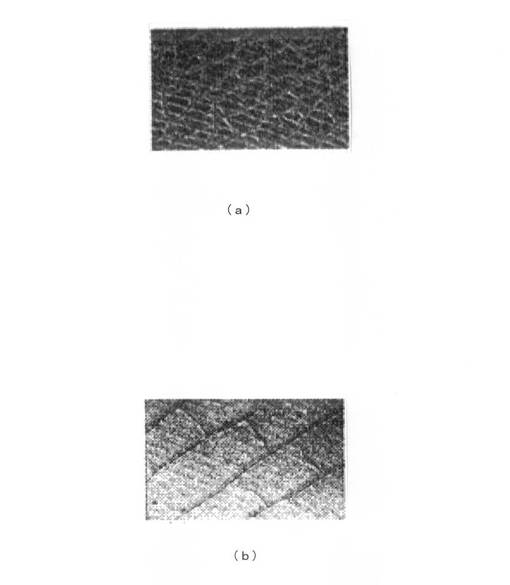
【図3】500サイクル後のヒートクラック性評価試験結果を示す写真で、(a)は軟窒化処理のみを行った場合、(b)は軟窒化処理後に本発明に係る表面改質を施した場合を示す。
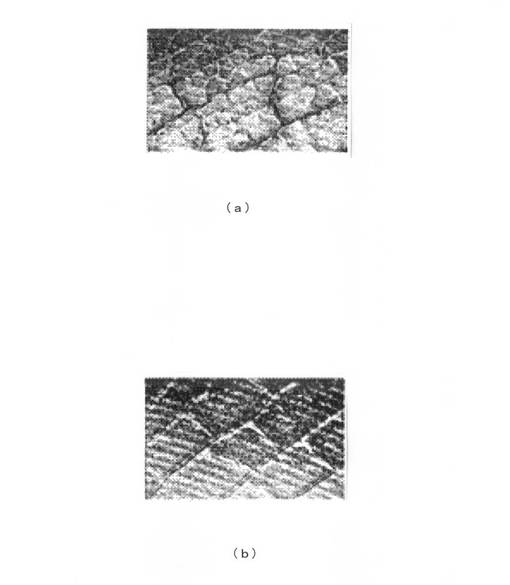
【図4】1000サイクル後のヒートクラック性評価試験結果を示す写真で、(a)は軟窒化処理のみを行った場合、(b)は軟窒化処理後に本発明に係る表面改質を施した場合を示す。
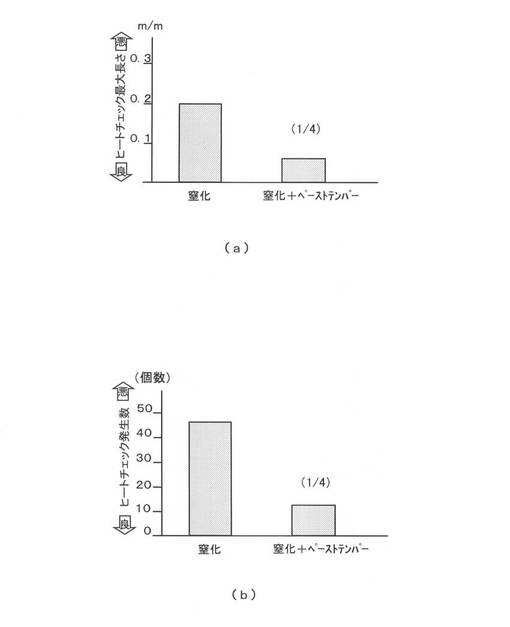
【図5】(a)は軟窒化処理のみを行った場合と軟窒化処理後に本発明に係る表面改質を施した場合の最大クラック深さを比較したグラフ、(b)は軟窒化処理のみを行った場合と軟窒化処理後に本発明に係る表面改質を施した場合のヒートチェック発生数を比較したグラフ。
【発明を実施するための形態】
【0032】
以下に本発明の実施例を添付図面に基づいて説明する。図1はアルミ溶湯に対する溶損量を試験する装置の断面図であり、この試験装置はヒータ1を内蔵した外側容器2内に坩堝3を配置し、この坩堝3内にアルミ溶湯4を保持している。
【0033】
坩堝3の上方には回転体5を配置し、この回転体5に棒状のテストピース6を3〜6本吊り下げることが可能になっている。本実施例では、表面処理を施していないテストピース、軟窒化処理を施したテストピース及び軟窒化処理を施した上に更に本発明にかかる表面改質方法を施したテストピースを取り付け、最大240rpmの速度でアルミ溶湯中を浸漬回転するようにしている。
【0034】
軟窒化処理の条件は一般的なガス軟窒化条件を採用した。具体的には、急熱型変性ガス(Endo Gas)あるいは有機溶剤の熱分解ガスなどの浸炭性ガスまたは窒素ガス雰囲気中にNH3ガスを30〜50%添加し、550〜600℃の温度範囲で1〜5時間加熱保持し、窒素を侵入拡散させ、表面に炭窒化物を形成させる。
【0035】
ここで、本発明にかかる表面改質方法は、軟窒化処理後のテストピースの表面に、以下の(表1)に示された表面改質材料を塗布し、更に、非酸素雰囲気中において焼鈍温度で熱処理する。
【0036】
【表1】

【0037】
図2はアルミ溶湯への浸漬時間と溶損量との関係をしめす表とグラフである。この図2から、何ら表面処理を施していないテストピースの溶損量は極めて大きく、また軟窒化処理を施すことで溶損量は少なくなり、更に本発明の表面処理を施すことで溶損量が大幅に少なくなることが分かる。
【0038】
図3は500サイクル後のヒートクラック性評価試験結果を示す写真で、(a)は軟窒化処理のみを行った場合、(b)は軟窒化処理後に本発明に係る表面改質を施した場合を示す。また、図4は1000サイクル後のヒートクラック性評価試験結果を示す写真で、(a)は軟窒化処理のみを行った場合、(b)は軟窒化処理後に本発明に係る表面改質を施した場合を示す。
【0039】
また、図5(a)は軟窒化処理のみを行った場合と軟窒化処理後に本発明に係る表面改質を施した場合の最大クラック深さを比較したグラフ、(b)は軟窒化処理のみを行った場合と軟窒化処理後に本発明に係る表面改質を施した場合のヒートチェック発生数を比較したグラフである。
【0040】
上記の図3〜図5から、軟窒化処理のみを行った場合よりも軟窒化処理後に本発明に係る表面改質を施した場合の方が、発生するヒートチェック数が1/4まで減少し、また最大クラックの深さも1/4まで浅くなっていることが分かる。
【産業上の利用可能性】
【0041】
本発明に係る鉄系合金の表面改質材料は、鋳造用金型などの鉄系合金からなる部材の表面改質に利用することができる。
【符号の説明】
【0042】
1…ヒータ、2…外側容器、3…坩堝、4…アルミ溶湯、5…回転体、6…テストピース。
【技術分野】
【0001】
本発明は鉄系合金の表面改質材料、鉄系合金の表面改質方法およびこれらを適用した鋳造用の金型に関する。
【背景技術】
【0002】
ダイカスト金型の表面温度は各ショットごとに100℃〜700℃の急激な温度変化が繰り返されるため、熱衝撃によって金型成形面に多数のヒートチェックが発生し、これがクラックに進行する。クラックが発生すると、製品表面にそれが転写されるため使用できなくなり、金型の寿命が短くなる。
【0003】
このため、従来から金型表面を改質してクラックが発生し難くする技術として、特許文献1,2が提案され、また発生したクラックを補修する技術として、特許文献3,4が提案されている。
【0004】
特許文献1には、金型表面にTiAlN層のハードコーティング成膜を形成させて、耐溶損性ならびに耐ヒートチェック性を付与する技術が開示されている。
【0005】
特許文献2には、金型ではないが鋳鉄製摺動部品の表面改質法として、アルミナイズ処理によって、鋳鉄製摺動部品の表面にAlN及びFeAl3が混在する高硬度層を形成することが提案されている。
【0006】
特許文献3,4には、Mn(マンガン):15%以上20%以下、W(タングステン):8%以上15%以下、Fe(鉄):2%以上12%以下、Co(コバルト):7%以下、Cr(クロム):7%以下、Si(シリコン):7%以下、C(炭素):2%以下、B(ホウ素):2%以下、Ni(ニッケル):残部を含むペーストを、クラックを覆うように盛り付け、この表面を酸化抑制材でコーティングした後に、前記ペーストを加熱溶融せしめてクラック内に浸透させて合金化する内容が開示されている。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】特開平7−112266号公報
【特許文献2】特開平8−176795号公報
【特許文献3】特開2007−160390号公報
【特許文献4】特開2007−160392号公報
【発明の概要】
【発明が解決しようとする課題】
【0008】
特許文献1に開示されるTiAlN層は、800℃まで分解しないため、耐熱性に優れ鋳造用金型に適している。しかしながら、TiAlN層を形成するには高度の技術と高価な設備が必要となり更に加工日数も長い。鋳造用金型に適用して金型の寿命を延長しても、日程やコストなど課題が多い。また特許文献2に開示されるアルミナイズ処理温度は鉄系窒化物が分解する高温が望ましいが、素材の変性変形を伴わない600℃前後が処理温度の上限である。したがってそれ以上の高温に曝される物品には適さない。
更に特許文献2の方法で小型部品は、請求項2のようにアルミニウム又はアルミニウム合金溶湯に浸漬し、表面効果処理が可能であろうと思われる。しかし大型製品や長尺物は前記方法では対応困難であり、より一般的方法が望まれている。
【0009】
一方、特許文献3,4にあってはペーストを溶解せしめて合金を形成するために、1000℃を超える温度で処理する必要がある。1000℃を超える高温で処理するのは作業が困難であるばかりでなく、環境も悪化し、更に金型に歪みが発生したり、クラック近傍も高温になって硬度が増して脆くなってしまう問題がある。
【課題を解決するための手段】
【0010】
上記課題を解決するべく本発明に係る鉄系合金の表面改質材料は、Fe(鉄)、ニッケル(Ni)、コバルト(Co)、クロム(Cr)、アルミニウム(Al)、シリコン(Si)、マンガン(Mn)、タングステン(W)、ホウ素(B)、炭素(C)、モリブデン(Mo)およびチタン(Ti)からなる。
【0011】
好ましい成分割合は以下の記述とし、これを樹脂(エポキシ樹脂など)と有機溶剤(シンナーなど)を加え混合物状(ペースト状)にして用いる。
Fe(鉄):6質量%以上10質量%以下
ニッケル(Ni):24質量%以上40質量%以下
コバルト(Co):5質量%以上10質量%以下
クロム(Cr):5質量%以上10質量%以下
アルミニウム(Al):1.3質量%以上10質量%以下
シリコン(Si):3質量%以上10質量%以下
マンガン(Mn):15質量%以上25質量%以下
タングステン(W):15質量%以下
ホウ素(B):0.1質量%以上2質量%以下
炭素(C):2質量%以下
モリブデン(Mo):3.2質量%以下
チタン(Ti):1質量%以下
【0012】
各成分を上記の割合としたのは、以下の理由による。
鉄(Fe)は合金形成上の準基幹成分であり、少なすぎても多すぎても合金としての特性を発揮できなくなるため、上記の割合とする。
【0013】
ニッケル(Ni)は超耐熱合金形成材料で、Feと同様に合金形成上の基幹成分であり、少量添加することで焼入れ性と靭性を増大させるが、過剰に加えるとオーステナイトを生じ、脆化するため、上記の割合とする。
【0014】
コバルト(Co)の一般的な特性は、マルテンサイト地を強化し、耐磨耗性と高温での硬度を増し、熱間強度の保持性向上のために添加する。本発明にあっては、生成合金の熱間強度保持を主目的として上記の割合を添加する。
【0015】
クロム(Cr)の一般的な特性は、安定した炭化物をつくり耐蝕性と耐磨耗性を増し、炭化物は結晶粒の成長を抑え、浸炭を促進し、焼入れ性を向上し、耐酸化性を増し、靭性を改善する。またV、Mo、Wなどと複合炭化物をつくり焼き戻し抵抗が増大する。本発明にあっては、生成合金の耐磨耗性向上を主目的として上記の割合を添加する。
【0016】
アルミニウム(Al)は脱酸効果を目的として上記の割合を添加する。アルミニウムの融点は660℃であり、この混合物では一番低温であり、次に融点の低いのはマンガンで1245℃である。したがって本願処理によりアルミニウムをベースとした共晶の合金膜が生成すると考えられる。単なる金属化合物ではなく、融点の低いアルミニウムを加えることにより共晶の合金膜を鉄系合金表面に作り、その表面改質が可能になったと考えられる。
【0017】
シリコン(Si)の一般的な特性は、脱酸効果が高く、低温の焼き戻し抵抗性を増大させる。多量に加えるとセメンタイトを黒鉛化して脆化したり、可鍛性を害する。また少量の添加で硬さと強度が増し、耐酸化性が増し、加熱による結晶粒の成長を抑制する。本発明にあっては、生成合金の耐酸化性向上を主目的として上記の割合を添加する。
【0018】
マンガン(Mn)の一般的な特性は、焼入れ性、耐磨耗性及び強度向上のために添加する。また脱酸剤としての効果も発揮し、S(硫黄)による脆化を防止する。しかしながら、多量に加えると、焼き割れを起こしたり、残留オーステナイトを生じ脆化する。本発明にあっては、生成合金の耐磨耗性向上を主目的として上記の割合を添加する。
【0019】
タングステン(W)の一般的な特性は、(構造)炭化物をつくり、硬さを上昇させ、焼き戻し抵抗性を増大させるために添加する。特にCrの存在によって焼き戻し抵抗性が更に増大し、二次硬化を起こし、耐磨耗性が増大する。しかしながら、多量に加えると脆くなる。本発明にあっては、生成合金の焼き戻し抵抗性向上を主目的として上記の割合を添加する。
【0020】
ホウ素(B)の一般的な特性は、微量の添加で焼入れ性が著しく増す一方、過剰に加えるとFe2Bを生じ赤熱脆性を起こす。少量添加であれば切削耐久性を増す。また、共晶炭化物を小さくする。本発明にあっては、生成合金の共晶炭化物の微細化を主目的として上記の割合を添加する。
【0021】
炭素(C)の一般的な特性は、マルテンサイトのひずみ率を上昇させて焼入れ硬さを増す。Fe、Cr、Mo、Vなどと炭化物をつくり強度を増す。引張強度を増す。炭化物量が多くなると耐磨耗性が増す。本発明にあっては、生成合金の耐引張強度向上を主目的として上記の割合を添加する。
【0022】
モリブデン(Mo)は焼き戻しによる脆弱性防止を目的として、上記の割合を添加する。
【0023】
チタン(Ti)は結晶粒子の微細化を目的として、上記の割合を添加する。
【0024】
樹脂はバインダー(接合材)として機能し、天然、合成いずれの樹脂でもよいが、性状が安定し入手が容易で安価な合成樹脂が好ましい。特に熱硬化性のエポキシ樹脂は硬化後は硬くて溶剤に強く、好ましい。
有機溶剤は本願材料を鉄系合金の表面に塗布するために、系全体を液体状とするために加える。
有機溶剤としては、炭化水素系:例えばトルエン、アルコール類:例えばエタノール、ケトン系:例えばアセトン、エステル系:例えば酢酸エチル、エーテル系:例えばメチルセルソルブ、ハロゲン系:例えばメチレンクロライド(ジクロロメタン)などがよいが、塗料を薄めて粘度を下げるために開発された有機溶剤であるシンナーが本願材料を鉄系合金の表面に塗布する際、乾燥が早すぎず遅すぎず、好適である。
シンナーは有機系複合混合剤である有機溶剤であり、製造各社により成分は多少異なるがトルエンを中心とし、キシレン、メタノール、エアタノール、酢酸メチル、エチルベンゼンなどが含まれる。
【0025】
また、本発明に係る鉄系合金の表面改質方法は、工程1として、鉄系合金の表面をガス軟窒化方法によって硬化せしめ、工程2として、工程1によって硬化せしめられた鉄系合金の表面に、前記表面改質材料を塗布し、工程3として、工程2によって表面改質材料が塗布された鉄系合金を、非酸素雰囲気中、焼鈍温度で熱処理する。
焼鈍は鋼をオーステナイト組織の状態で十分保持し炉中で徐冷する処理で、オーステナイト組織は純鉄で911℃〜1392℃の温度領域にある鉄の相のことである。ステンレス(例えばSUS304)では温度領域は低く700℃以上にてオーステナイト組織化が可能である。
【0026】
請求項3または請求項4に記載の鉄系合金の表面改質方法であって、前記非酸素雰囲気は、脱炭防止剤または酸化抑制剤を使用するか、還元性雰囲気とすることを特徴とする鉄系合金の表面改質方法。
【0027】
前記脱炭防止剤は加熱炉で加熱中のスラブ表面の脱酸を防止することが可能な酸化防止剤、または還元剤を含有する酸化防止剤とする。酸化防止剤は一般にCr2O3などの酸化物、無水水ガラス、アクリル樹脂成分からなる。また還元剤を含有する酸化防止剤は、例えば、Cr2O3などの酸化物と、無水水ガラス、アクリル樹脂と、ホウ素(B)、アルミニウム(Al)、SiCなどの還元成分からなる。脱炭防止剤としては、還元剤を含有する酸化防止剤とするのが還元剤を含有しない酸化防止剤よりもスラブ表面の脱酸防止効果が大きいので好ましい。但し、無水水ガラスに代えて水ガラスを用いてもよい。
酸化物としては、Al2O3、Cr2O3、ZrO2のうちから選ばれる1種または2種以上とするのが加熱炉雰囲気中の酸素との酸化に伴うフェライト系ステンレス鋼スラブの側端部の脱炭を抑制できるので好ましい。
また還元剤は、Si、SiC、Al、B、Cのうちから選ばれる1種または2種以上とするのが、入手しやすく安価であって、加熱炉で加熱時に、酸化スケールに起因するスラブ側端部の脱炭が進行する以前に、還元剤が酸化スケールを還元し脱炭を抑制するので好ましい。
また還元剤をBとSiC、またはBとAlとするのが、スラブ側端部における酸化スケールとの参加に伴う脱炭をほぼ完全に抑制でき、最もエッジシーム疵回り込み量を小さくできるので更に好ましい。
【0028】
前記酸化抑制剤は塩化ナトリウムが考えられ、前記還元性雰囲気は大気を、窒素ガス、ヘリウムガス、ネオンガスまたはアルゴンガスに置換するか、真空とすることが考えられる。
【0029】
更に本発明の対象には、前記した鉄系合金の表面改質方法によってキャビティ面が改質された鋳造用金型を含む。
【発明の効果】
【0030】
本発明に係る鉄系合金の表面改質材料及び改質方法によれば、比較的低い熱処理温度によって、耐熱性に優れ、ヒートクラックの発生の少ない改質された鉄系合金部材の表面を得ることができる。
【図面の簡単な説明】
【0031】
【図1】アルミ溶湯に対する溶損量を試験する装置の断面図。
【図2】アルミ溶湯への浸漬時間と溶損量との関係をしめす表とグラフ。
【図3】500サイクル後のヒートクラック性評価試験結果を示す写真で、(a)は軟窒化処理のみを行った場合、(b)は軟窒化処理後に本発明に係る表面改質を施した場合を示す。
【図4】1000サイクル後のヒートクラック性評価試験結果を示す写真で、(a)は軟窒化処理のみを行った場合、(b)は軟窒化処理後に本発明に係る表面改質を施した場合を示す。
【図5】(a)は軟窒化処理のみを行った場合と軟窒化処理後に本発明に係る表面改質を施した場合の最大クラック深さを比較したグラフ、(b)は軟窒化処理のみを行った場合と軟窒化処理後に本発明に係る表面改質を施した場合のヒートチェック発生数を比較したグラフ。
【発明を実施するための形態】
【0032】
以下に本発明の実施例を添付図面に基づいて説明する。図1はアルミ溶湯に対する溶損量を試験する装置の断面図であり、この試験装置はヒータ1を内蔵した外側容器2内に坩堝3を配置し、この坩堝3内にアルミ溶湯4を保持している。
【0033】
坩堝3の上方には回転体5を配置し、この回転体5に棒状のテストピース6を3〜6本吊り下げることが可能になっている。本実施例では、表面処理を施していないテストピース、軟窒化処理を施したテストピース及び軟窒化処理を施した上に更に本発明にかかる表面改質方法を施したテストピースを取り付け、最大240rpmの速度でアルミ溶湯中を浸漬回転するようにしている。
【0034】
軟窒化処理の条件は一般的なガス軟窒化条件を採用した。具体的には、急熱型変性ガス(Endo Gas)あるいは有機溶剤の熱分解ガスなどの浸炭性ガスまたは窒素ガス雰囲気中にNH3ガスを30〜50%添加し、550〜600℃の温度範囲で1〜5時間加熱保持し、窒素を侵入拡散させ、表面に炭窒化物を形成させる。
【0035】
ここで、本発明にかかる表面改質方法は、軟窒化処理後のテストピースの表面に、以下の(表1)に示された表面改質材料を塗布し、更に、非酸素雰囲気中において焼鈍温度で熱処理する。
【0036】
【表1】
【0037】
図2はアルミ溶湯への浸漬時間と溶損量との関係をしめす表とグラフである。この図2から、何ら表面処理を施していないテストピースの溶損量は極めて大きく、また軟窒化処理を施すことで溶損量は少なくなり、更に本発明の表面処理を施すことで溶損量が大幅に少なくなることが分かる。
【0038】
図3は500サイクル後のヒートクラック性評価試験結果を示す写真で、(a)は軟窒化処理のみを行った場合、(b)は軟窒化処理後に本発明に係る表面改質を施した場合を示す。また、図4は1000サイクル後のヒートクラック性評価試験結果を示す写真で、(a)は軟窒化処理のみを行った場合、(b)は軟窒化処理後に本発明に係る表面改質を施した場合を示す。
【0039】
また、図5(a)は軟窒化処理のみを行った場合と軟窒化処理後に本発明に係る表面改質を施した場合の最大クラック深さを比較したグラフ、(b)は軟窒化処理のみを行った場合と軟窒化処理後に本発明に係る表面改質を施した場合のヒートチェック発生数を比較したグラフである。
【0040】
上記の図3〜図5から、軟窒化処理のみを行った場合よりも軟窒化処理後に本発明に係る表面改質を施した場合の方が、発生するヒートチェック数が1/4まで減少し、また最大クラックの深さも1/4まで浅くなっていることが分かる。
【産業上の利用可能性】
【0041】
本発明に係る鉄系合金の表面改質材料は、鋳造用金型などの鉄系合金からなる部材の表面改質に利用することができる。
【符号の説明】
【0042】
1…ヒータ、2…外側容器、3…坩堝、4…アルミ溶湯、5…回転体、6…テストピース。
【特許請求の範囲】
【請求項1】
Fe(鉄)、ニッケル(Ni)、コバルト(Co)、クロム(Cr)、アルミニウム(Al)、シリコン(Si)、マンガン(Mn)、タングステン(W)、ホウ素(B)、炭素(C)、モリブデン(Mo)およびチタン(Ti)からなることを特徴とする鉄系合金の表面改質材料。
【請求項2】
請求項1に記載の鉄系合金の表面改質材料であって、以下の各成分割合とし、樹脂と有機溶剤を加え混合物状にしていることを特徴とする鉄系合金の表面改質材料。
Fe(鉄):6質量%以上10質量%以下、ニッケル(Ni):24質量%以上40質量%以下、コバルト(Co):5質量%以上10質量%以下、クロム(Cr):5質量%以上10質量%以下、アルミニウム(Al):1.3質量%以上10質量%以下、シリコン(Si):3質量%以上10質量%以下、マンガン(Mn):15質量%以上25質量%以下、タングステン(W):15質量%以下、ホウ素(B):0.1質量%以上2質量%以下、炭素(C):2質量%以下、モリブデン(Mo):3.2質量%以下、チタン(Ti):1質量%以下。
【請求項3】
以下の工程1〜3からなることを特徴とする鉄系合金の表面改質方法。
工程1
鉄系合金の表面をガス軟窒化方法によって硬化せしめる。
工程2
工程1によって硬化せしめられた鉄系合金の表面に、Fe(鉄)、ニッケル(Ni)、コバルト(Co)、クロム(Cr)、アルミニウム(Al)、シリコン(Si)、マンガン(Mn)、タングステン(W)、ホウ素(B)、炭素(C)、モリブデン(Mo)、およびチタン(Ti)からなる表面改質材料を塗布する。
工程3
工程2によって表面改質材料が塗布された鉄系合金を、非酸素雰囲気中、焼鈍温度で熱処理する。
【請求項4】
請求項3に記載の鉄系合金の表面改質方法であって、前記表面改質材料を以下の各成分割合とし、樹脂と有機溶剤を加え混合物状にしていることを特徴とする鉄系合金の表面改質材料。
Fe(鉄):6質量%以上10質量%以下、ニッケル(Ni):24質量%以上40質量%以下、コバルト(Co):5質量%以上10質量%以下、クロム(Cr):5質量%以上10質量%以下、アルミニウム(Al):1.3質量%以上10質量%以下、シリコン(Si):3質量%以上10質量%以下、マンガン(Mn):15質量%以上25質量%以下、タングステン(W):15質量%以下、ホウ素(B):0.1質量%以上2質量%以下、炭素(C):2質量%以下、モリブデン(Mo):3.2質量%以下、チタン(Ti):1質量%以下。
【請求項5】
請求項3または請求項4に記載の鉄系合金の表面改質方法であって、前記非酸素雰囲気は、脱炭防止剤または酸化抑制剤を使用するか、還元性雰囲気とすることを特徴とする鉄系合金の表面改質方法。
【請求項6】
請求項5に記載の鉄系合金の表面改質方法であって、前記酸化抑制剤は塩化ナトリウムであることを特徴とする鉄系合金の表面改質方法。
【請求項7】
請求項5に記載の鉄系合金の表面改質方法であって、前記還元性雰囲気は大気を、窒素ガス、ヘリウムガス、ネオンガスまたはアルゴンガスに置換するか、真空とすることを特徴とする鉄系合金の表面改質方法。
【請求項8】
請求項3乃至請求項7に記載のいずれかの鉄系合金の表面改質方法によってキャビティ面が改質されたことを特徴とする鋳造用金型。
【請求項1】
Fe(鉄)、ニッケル(Ni)、コバルト(Co)、クロム(Cr)、アルミニウム(Al)、シリコン(Si)、マンガン(Mn)、タングステン(W)、ホウ素(B)、炭素(C)、モリブデン(Mo)およびチタン(Ti)からなることを特徴とする鉄系合金の表面改質材料。
【請求項2】
請求項1に記載の鉄系合金の表面改質材料であって、以下の各成分割合とし、樹脂と有機溶剤を加え混合物状にしていることを特徴とする鉄系合金の表面改質材料。
Fe(鉄):6質量%以上10質量%以下、ニッケル(Ni):24質量%以上40質量%以下、コバルト(Co):5質量%以上10質量%以下、クロム(Cr):5質量%以上10質量%以下、アルミニウム(Al):1.3質量%以上10質量%以下、シリコン(Si):3質量%以上10質量%以下、マンガン(Mn):15質量%以上25質量%以下、タングステン(W):15質量%以下、ホウ素(B):0.1質量%以上2質量%以下、炭素(C):2質量%以下、モリブデン(Mo):3.2質量%以下、チタン(Ti):1質量%以下。
【請求項3】
以下の工程1〜3からなることを特徴とする鉄系合金の表面改質方法。
工程1
鉄系合金の表面をガス軟窒化方法によって硬化せしめる。
工程2
工程1によって硬化せしめられた鉄系合金の表面に、Fe(鉄)、ニッケル(Ni)、コバルト(Co)、クロム(Cr)、アルミニウム(Al)、シリコン(Si)、マンガン(Mn)、タングステン(W)、ホウ素(B)、炭素(C)、モリブデン(Mo)、およびチタン(Ti)からなる表面改質材料を塗布する。
工程3
工程2によって表面改質材料が塗布された鉄系合金を、非酸素雰囲気中、焼鈍温度で熱処理する。
【請求項4】
請求項3に記載の鉄系合金の表面改質方法であって、前記表面改質材料を以下の各成分割合とし、樹脂と有機溶剤を加え混合物状にしていることを特徴とする鉄系合金の表面改質材料。
Fe(鉄):6質量%以上10質量%以下、ニッケル(Ni):24質量%以上40質量%以下、コバルト(Co):5質量%以上10質量%以下、クロム(Cr):5質量%以上10質量%以下、アルミニウム(Al):1.3質量%以上10質量%以下、シリコン(Si):3質量%以上10質量%以下、マンガン(Mn):15質量%以上25質量%以下、タングステン(W):15質量%以下、ホウ素(B):0.1質量%以上2質量%以下、炭素(C):2質量%以下、モリブデン(Mo):3.2質量%以下、チタン(Ti):1質量%以下。
【請求項5】
請求項3または請求項4に記載の鉄系合金の表面改質方法であって、前記非酸素雰囲気は、脱炭防止剤または酸化抑制剤を使用するか、還元性雰囲気とすることを特徴とする鉄系合金の表面改質方法。
【請求項6】
請求項5に記載の鉄系合金の表面改質方法であって、前記酸化抑制剤は塩化ナトリウムであることを特徴とする鉄系合金の表面改質方法。
【請求項7】
請求項5に記載の鉄系合金の表面改質方法であって、前記還元性雰囲気は大気を、窒素ガス、ヘリウムガス、ネオンガスまたはアルゴンガスに置換するか、真空とすることを特徴とする鉄系合金の表面改質方法。
【請求項8】
請求項3乃至請求項7に記載のいずれかの鉄系合金の表面改質方法によってキャビティ面が改質されたことを特徴とする鋳造用金型。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2010−174326(P2010−174326A)
【公開日】平成22年8月12日(2010.8.12)
【国際特許分類】
【出願番号】特願2009−17984(P2009−17984)
【出願日】平成21年1月29日(2009.1.29)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
【公開日】平成22年8月12日(2010.8.12)
【国際特許分類】
【出願日】平成21年1月29日(2009.1.29)
【出願人】(000005326)本田技研工業株式会社 (23,863)
【Fターム(参考)】
[ Back to top ]