
鉄系材料とアルミニウム系材料との接合方法および接合継手
【課題】アルミニウム系材料と鉄系材料とを接合する際に、適用条件などの制約が少なくて汎用性に優れるとともに、形状的制約も少なく、また作業性に優れるとともに連続接合が可能であり、健全なビードを形成しつつ、接合部における脆弱な金属間化合物の生成を防止することによって高い接合強度が得られる接合方法およびそれにより得られる接合継手を提供する。
【解決手段】フッ化アルミニウムおよびフッ化カリウムを含み、さらにフッ化マグネシウム、フッ化カルシウム、フッ化ストロンチウムおよびフッ化バリウムよりなる群から選択される1種以上のフッ化物を含有するフラックスをアルミニウムまたはアルミニウム合金で被覆して形成したフラックス入りワイヤを溶加材として用い、アルミニウム系材料と鉄系材料とを交流MIG溶接により直接接合する。
【解決手段】フッ化アルミニウムおよびフッ化カリウムを含み、さらにフッ化マグネシウム、フッ化カルシウム、フッ化ストロンチウムおよびフッ化バリウムよりなる群から選択される1種以上のフッ化物を含有するフラックスをアルミニウムまたはアルミニウム合金で被覆して形成したフラックス入りワイヤを溶加材として用い、アルミニウム系材料と鉄系材料とを交流MIG溶接により直接接合する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車用構造物などの組立工程の際に必要となる鉄系材料とアルミニウム系材料との接合方法に関する。
【背景技術】
【0002】
鉄系材料とアルミニウム系材料(アルミニウムおよびアルミニウム合金を総称したもの)とを接合する場合、接合部に脆い金属間化合物が生成しやすいために信頼性のある高強度を有する接合部を得ることは非常に困難であった。
【0003】
この対策として以下のような多数の従来技術が開示されている。
【0004】
例えば、真空圧延接合する方法(特許文献1参照)、予め用意した鉄系材料層およびアルミニウム合金層からなる2層のクラッド材を介在させてシーム溶接する方法(特許文献2参照)、高温加圧接合する方法(特許文献3参照)、接合面にTi合金を予め介在させHIP処理により接合する方法(特許文献4および5参照)、摩擦圧接する方法(特許文献6参照)、アルミニウムと接する鉄系材料表面にアルミニウム合金をめっきして、あるいは予め用意した鉄系材料層およびアルミニウム合金層からなる2層のクラッド材を介在させて抵抗溶接する方法(特許文献7および8参照)などである。
【0005】
しかしながら、上記従来技術には以下のような問題がある。
【0006】
鉄系材料とアルミニウム系材料とを真空圧延、高温加圧、HIP処理により接合して鉄系材料とアルミニウム系材料との接合部材を得る方法は、このような複合部材を製造することを目的とするものである。したがって、この方法は、平板など比較的単純な形状の部材同士の接合には利用可能であるが、部材の形状が複雑な場合には適用できないため、適用範囲が狭く汎用性が劣っている。
【0007】
鉄系材料とアルミニウム系材料とを摩擦圧接により接合する方法は、部材形状の制約を受けるため汎用性に劣るとともに、接合部がスポット的なものとなるため連続的な接合部を得ることができない。
【0008】
アルミニウムと接する鉄系材料表面にアルミニウム合金をめっきして抵抗溶接する方法は、めっき工程を必要とし工程が複雑となるため、品質の安定性が確保できない問題がある。
【0009】
鉄系材料層およびアルミニウム合金層からなる2層のクラッド材を予め用意してシーム溶接あるいは抵抗溶接する方法では、鉄系材料とアルミニウム系材料との間にクラッド材がインサートされるため、2枚の板の接合が3枚の板の接合となる。このため、実際の施工時にインサート材(クラッド材)の挿入工程や固定工程が必要となり、上記と同様に工程が複雑となるため品質の安定性が確保できない。
【0010】
上記いずれの方法とも、上記問題以外に、現状の溶接ラインに新たな設備を組み入れなければならないため設備コストが高くなる問題があった。さらに、クラッド材を用いる方法では、クラッド材自体も鉄系材料とアルミニウム系材料とを接合して製造する必要があることからその製造条件が厳しく制約され、安価でかつ性能の安定したクラッド材を入手することが困難であった。
【0011】
鉄系材料とアルミニウム系材料との接合に上記のような種々の方法が提案されている背景の1つとして、鉄系材料とアルミニウム系材料とを直接溶融接合すると接合部に脆弱な金属間化合物が生成し、割れを生じ易くなることが挙げられる。そのため、溶接ワイヤを用いて接合する場合を含めて鉄系材料とアルミニウム系材料とを直接接合する際には、鉄系材料中の鉄とアルミニウム系材料中のアルミニウムとを如何にして極力溶融混合させないで、溶融金属部の延性を確保するか、また、鉄系材料とアルミニウム系材料との界面近傍に脆弱な金属間化合物層を如何にして生成させないようにするか、が極めて重要となる。
【0012】
このような観点から、フッ化セシウム及びフッ化アルミニウム及びフッ化カリウム及び酸化アルミニウムを少なくとも成分として含むフラックスを芯材としアルミニウム又はアルミニウム合金で被覆して形成されるフラックス入りワイヤ1を溶加材とし、アルミニウム又はアルミニウム合金部材と鉄鋼部材とをアーク溶接によって接合し、上記アルミニウム又はアルミニウム合金部材側の接合部は溶融させて接合し、上記鉄鋼部材側の接合部は溶融させないで薄い金属間化合物層を形成して接合するアルミニウムと鉄鋼の接合方法が開示されている(特許文献9参照)。
【0013】
しかしながら、もともとアルミニウムよりも融点の低い、フッ化アルミニウムおよびフッ化カリウムを含む混合物に、低融点のフッ化セシウムをさらに添加してなる上記フラックスは、その融点がさらに低くなるため、溶接時にフラックスが多量に蒸発し、ヒュームやスパッタが発生するなど作業性が劣化するうえ、アルミニウムからなる溶接金属が拡がり過ぎて、健全なビードが形成されず、高い接合強度が得られないという問題がある。
【特許文献1】特開2000−94162号公報
【特許文献2】特開平11−197846号公報
【特許文献3】特開平10−185040号公報
【特許文献4】特開平6−198458号公報
【特許文献5】特開平5−8056号公報
【特許文献6】特開平8−141755号公報
【特許文献7】特開平6−39558号公報
【特許文献8】特開平6−63762号公報
【特許文献9】特開2003−211270号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
そこで、本発明は、アルミニウム系材料と鉄系材料とを接合する際に、適用条件などの制約が少なくて汎用性に優れるとともに、形状的制約も少なく、また作業性に優れるとともに連続接合が可能であり、健全なビードを形成しつつ、接合部における脆弱な金属間化合物の生成を防止することによって高い接合強度が得られる接合方法およびそれにより得られる接合継手を提供することを目的とする。
【課題を解決するための手段】
【0015】
請求項1に係る発明は、フッ化アルミニウムおよびフッ化カリウムを含み、さらにフッ化マグネシウム、フッ化カルシウム、フッ化ストロンチウムおよびフッ化バリウムよりなる群から選択される1種以上のフッ化物を含有するフラックスをアルミニウムまたはアルミニウム合金で被覆して形成したフラックス入りワイヤを溶加材として用い、アルミニウム系材料と鉄系材料とを交流MIG溶接により直接接合することを特徴とする鉄系材料とアルミニウム系材料との接合方法である。
【0016】
請求項2に係る発明は、前記鉄系材料が、亜鉛めっき鋼板である請求項1に記載の鉄系材料とアルミニウム系材料との接合方法である。
【0017】
請求項3に係る発明は、請求項1または2に記載の接合方法により得られた、鉄系材料とアルミニウム系材料との接合継手である。
【発明の効果】
【0018】
本発明は以上のように構成されており、フッ化アルミニウムおよびフッ化カリウムに、高融点のフッ化物を含有させたフラックスを溶加材として用いることで、溶接時におけるフラックスの蒸発を抑制して作業性を改善するとともに、アルミニウムからなる溶接金属の拡がり過ぎを抑制して健全なビードを形成しつつ、接合部における脆弱な金属間化合物の生成を防止することによって高い接合強度が得られる。
【0019】
さらに、溶接手段として交流MIG溶接を用いることで、適用条件などの制約が少なくて汎用性に優れるとともに、形状的制約も少なく、連続接合が可能であり、効率的にアルミニウム系材料と鉄系材料との接合を行うことが実現できる。
【発明を実施するための最良の形態】
【0020】
本発明では、溶接手段として交流MIG溶接を採用するが、交流MIG溶接には汎用の交流MIG溶接装置を使用すればよい。交流MIG溶接装置は、被接合材への入熱を精密に制御できるため、アルミニウム系材料中のアルミニウムと鉄系材料中の鉄との溶融混合とそれらの反応を抑えるべく、入熱量をコントロールできる。その結果として、接合部における脆弱な金属間化合物の生成が抑えられ、ひいては接合部の強度欠陥(特に割れの発生)を防止できる。入熱量の精密制御が可能な溶接手段として、交流MIG溶接の他に、レーザ溶接も適用可能である。
【0021】
溶接ワイヤ(溶加材)としては、フラックスをアルミニウムまたはアルミニウム合金で被覆して形成されたフラックス入りワイヤを用いる。使用するワイヤ径については、できるだけ入熱量を少なくすべく、低電流条件で安定したアークを発生させる必要があるため、1.6mm以下のものを使用することが好ましい。ワイヤ径が1.6mmを超えると、安定したアークを得るための電流が過大となって母材の溶融が過剰気味となり、脆弱な金属間化合物(Fe−Al系化合物)の生成につながるおそれがある。
【0022】
溶接ワイヤのフラックスとしては、フッ化アルミニウムおよびフッ化カリウムを含み、さらにフッ化マグネシウム、フッ化カルシウム、フッ化ストロンチウムおよびフッ化バリウムよりなる群から選択される1種以上のフッ化物を含有するフラックスを用いる。
【0023】
従来は、アルミニウム系材料表面の強固な酸化物を溶解・除去する作用を有する、フッ化アルミニウムとフッ化カリウムを混合したフラックスが用いられていた。しかしながら、フッ化アルミニウムとフッ化カリウムの混合フラックスはその融点がアルミニウムの融点(660℃)以下と非常に低いため、フラックスが多量に蒸発し、ヒュームやスパッタが発生するなど作業性が劣化する。また、アルミニウムからなる溶接金属が拡がり過ぎて、健全なビードが形成されず、高い接合強度が得られない。したがって、本発明に使用する溶接ワイヤのフラックスとしては、フッ化アルミニウムとフッ化カリウムの混合フラックスに、IIA族元素のフッ化物のうち高融点化合物であるフッ化マグネシウム(融点1248℃)、フッ化カルシウム(同1403℃)、フッ化ストロンチウム(同約1400℃)およびフッ化バリウム(同1353℃)のうちいずれか1種または2種以上を添加したフラックスを含有するフラックスを使用する。これら高融点フッ化物の添加によりフラックスの融点を700〜1000℃程度の温度域まで上昇させることができるため、溶接初期におけるアルミニウムからなる溶接金属の広がりすぎが抑制されて健全なビードが形成されるとともに、溶接時におけるフラックスの蒸発・飛散が抑制され、ヒュームやスパッタの発生が低減できる。上記高融点フッ化物の合計含有量は、多すぎるとフラックスが溶融しにくくなり濡れ性改善効果が十分に発揮されなくなる一方、少なすぎるとフラックス融点の上昇効果が十分でなくなるため、フラックス全質量に対して10〜50%とすることが望ましい。
【0024】
本発明の接合方法を適用する鉄系材料は、鋼材、鉄基合金など鉄を主成分とする材料であれば特に限定されないが、鋼材を用いる場合は耐食性確保の観点から、亜鉛めっき鋼板を使用するのが好ましい。なお、鋼板の強度は特に限定されない。従来、亜鉛めっき鋼板の溶接では、発生する亜鉛蒸気によりアークが不安定になり、スパッタの発生やピット、ブローホール等の気孔欠陥の発生が問題となっていたが、本発明の接合方法によれば、フラックスの効果により鋼板表面の清浄作用が効果的に発揮され、溶融金属が濡れ性良く鋼板表面を覆うため、亜鉛蒸気の発生も少なく、アークの安定性にも優れる。したがって、亜鉛めっき鋼板を溶接してもブローホールなどの欠陥発生も少なく、疲労強度などの動的特性も期待できる。
【0025】
本発明を実施する際の交流MIG溶接の溶接条件としては、溶接電流が20A以上、より好ましくは30A以上で、100A以下、より好ましくは80A以下である。溶接電圧は、5V以上、より好ましくは7V以上で、20V以下、より好ましくは18V以下である。
【0026】
溶接速度は、上記溶接電流および溶接電圧に応じて母材中のFeおよびAlを過剰溶融させない範囲で適当に決めればよいが、溶接能率なども考慮して好ましいのは15cm/min以上、より好ましくは20cm/min以上で、60cm/min以下、より好ましくは50cm/min以下である。
【0027】
本発明では、交流MIG溶接によって鉄系材料とアルミニウム系材料とを直接接合できるので、適正な溶接電流・電圧条件・接合形状等を採用する限り特に制約を受けることがなく、適用可能範囲が拡大され汎用性が高められるとともに、また連続的な接合も可能となる。そして、鉄系材料およびアルミニウム系材料とも必要最小限の溶融量で健全な結合状態を得ることができ、鉄系材料とアルミニウム系材料との界面に脆い金属間化合物が生成し難く、高い接合強度が得られる。
【実施例】
【0028】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0029】
〔実施例〕
本発明の接合方法を採用してアルミニウム合金板と合金溶融化亜鉛めっき(GA)鋼板との重ねすみ肉溶接試験を行った。
1140139601343_0
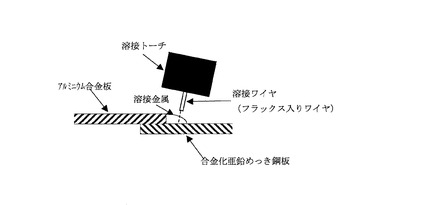
に示すように厚さ1.6mmのアルミニウム合金板を、厚さ1.2mmのGA鋼板に重ね合わせて重ねすみ肉継手を形成し、種々のフラックス入りワイヤを用いてアルミニウム合金板とGA鋼板との交流MIG溶接を行った。なお、シールドガスにはArを用いた。試験片の平面サイズは、アルミニウム合金板、GA鋼板とも100mm×300mmとし、直径1.2mmのフラックス入りワイヤを使用した。
【0030】
フラックス入りワイヤのフラックスとしては、比較例として、フッ化アルミニウム(AlF3)とフッ化カリウム(KF)の混合フラックスであるノコロック(登録商標)フラックスを用い、発明例として、このノコロック(登録商標)フラックスにフッ化マグネシウム(MgF2)、フッ化カルシウム(CaF2)、フッ化ストロンチウム(SrF2)およびフッ化バリウム(BaF2)のうちいずれか1種または2種を合計量でフラックス全質量に対して10〜50%の割合となるように添加したものを用いた。
【0031】
溶接条件は、上記最良の形態で推奨した交流MIG溶接の溶接条件である、溶接電流:30〜80A、溶接電圧:7〜18V、溶接速度:15〜60cm/minの範囲内とした。
【0032】
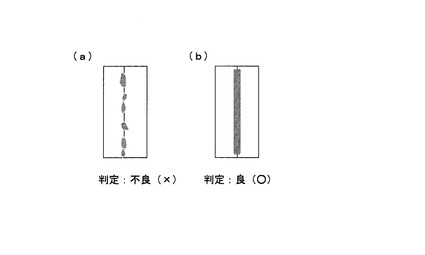
そして、得られた接合継手を調査することによりビード安定性および継手強度の評価を行った。ビード安定性の評価は、得られた接合継手のビード形状を観察することで行い、ビードが断続する場合を不良(×)、ビードの幅がほぼ一定し連続する場合を良(○)とした(図2参照)。また、継手強度の評価は、接合継手から板幅30mmの継手強度評価用試験片を採取し、25mm/minの速度で引張試験を行い、下記式(1)にて算出したせん断引張強度を用いて行った。
【0033】
式(1) (継手強度)=(最大荷重点荷重)/(継手断面積)
ここに、継手断面積はアルミニウム合金板の板厚方向断面積とした。
【0034】
評価試験の結果を表1に示す。フッ化カリウムとフッ化アルミニウムに加えて、IIA族元素のフッ化物のうち高融点化合物を含むフラックスを用いたフラックス入りワイヤを使用した場合(発明例)は、これらの高融点フッ化物を含まない従来品を用いた場合(比較例)に比べて、ヒューム、スパッタの発生が少なく溶接作業性が良好で、かつビード安定性に優れるとともに、ブローホールも少ない健全なビードが得られ、高い接合強度が得られた。
【表1】

【図面の簡単な説明】
【0035】
【図1】実施例における溶接試験の概要を示す正断面図である。
【図2】実施例における接合継手のビード形状の良否を判定する基準を説明するための平面図である。
【技術分野】
【0001】
本発明は、自動車用構造物などの組立工程の際に必要となる鉄系材料とアルミニウム系材料との接合方法に関する。
【背景技術】
【0002】
鉄系材料とアルミニウム系材料(アルミニウムおよびアルミニウム合金を総称したもの)とを接合する場合、接合部に脆い金属間化合物が生成しやすいために信頼性のある高強度を有する接合部を得ることは非常に困難であった。
【0003】
この対策として以下のような多数の従来技術が開示されている。
【0004】
例えば、真空圧延接合する方法(特許文献1参照)、予め用意した鉄系材料層およびアルミニウム合金層からなる2層のクラッド材を介在させてシーム溶接する方法(特許文献2参照)、高温加圧接合する方法(特許文献3参照)、接合面にTi合金を予め介在させHIP処理により接合する方法(特許文献4および5参照)、摩擦圧接する方法(特許文献6参照)、アルミニウムと接する鉄系材料表面にアルミニウム合金をめっきして、あるいは予め用意した鉄系材料層およびアルミニウム合金層からなる2層のクラッド材を介在させて抵抗溶接する方法(特許文献7および8参照)などである。
【0005】
しかしながら、上記従来技術には以下のような問題がある。
【0006】
鉄系材料とアルミニウム系材料とを真空圧延、高温加圧、HIP処理により接合して鉄系材料とアルミニウム系材料との接合部材を得る方法は、このような複合部材を製造することを目的とするものである。したがって、この方法は、平板など比較的単純な形状の部材同士の接合には利用可能であるが、部材の形状が複雑な場合には適用できないため、適用範囲が狭く汎用性が劣っている。
【0007】
鉄系材料とアルミニウム系材料とを摩擦圧接により接合する方法は、部材形状の制約を受けるため汎用性に劣るとともに、接合部がスポット的なものとなるため連続的な接合部を得ることができない。
【0008】
アルミニウムと接する鉄系材料表面にアルミニウム合金をめっきして抵抗溶接する方法は、めっき工程を必要とし工程が複雑となるため、品質の安定性が確保できない問題がある。
【0009】
鉄系材料層およびアルミニウム合金層からなる2層のクラッド材を予め用意してシーム溶接あるいは抵抗溶接する方法では、鉄系材料とアルミニウム系材料との間にクラッド材がインサートされるため、2枚の板の接合が3枚の板の接合となる。このため、実際の施工時にインサート材(クラッド材)の挿入工程や固定工程が必要となり、上記と同様に工程が複雑となるため品質の安定性が確保できない。
【0010】
上記いずれの方法とも、上記問題以外に、現状の溶接ラインに新たな設備を組み入れなければならないため設備コストが高くなる問題があった。さらに、クラッド材を用いる方法では、クラッド材自体も鉄系材料とアルミニウム系材料とを接合して製造する必要があることからその製造条件が厳しく制約され、安価でかつ性能の安定したクラッド材を入手することが困難であった。
【0011】
鉄系材料とアルミニウム系材料との接合に上記のような種々の方法が提案されている背景の1つとして、鉄系材料とアルミニウム系材料とを直接溶融接合すると接合部に脆弱な金属間化合物が生成し、割れを生じ易くなることが挙げられる。そのため、溶接ワイヤを用いて接合する場合を含めて鉄系材料とアルミニウム系材料とを直接接合する際には、鉄系材料中の鉄とアルミニウム系材料中のアルミニウムとを如何にして極力溶融混合させないで、溶融金属部の延性を確保するか、また、鉄系材料とアルミニウム系材料との界面近傍に脆弱な金属間化合物層を如何にして生成させないようにするか、が極めて重要となる。
【0012】
このような観点から、フッ化セシウム及びフッ化アルミニウム及びフッ化カリウム及び酸化アルミニウムを少なくとも成分として含むフラックスを芯材としアルミニウム又はアルミニウム合金で被覆して形成されるフラックス入りワイヤ1を溶加材とし、アルミニウム又はアルミニウム合金部材と鉄鋼部材とをアーク溶接によって接合し、上記アルミニウム又はアルミニウム合金部材側の接合部は溶融させて接合し、上記鉄鋼部材側の接合部は溶融させないで薄い金属間化合物層を形成して接合するアルミニウムと鉄鋼の接合方法が開示されている(特許文献9参照)。
【0013】
しかしながら、もともとアルミニウムよりも融点の低い、フッ化アルミニウムおよびフッ化カリウムを含む混合物に、低融点のフッ化セシウムをさらに添加してなる上記フラックスは、その融点がさらに低くなるため、溶接時にフラックスが多量に蒸発し、ヒュームやスパッタが発生するなど作業性が劣化するうえ、アルミニウムからなる溶接金属が拡がり過ぎて、健全なビードが形成されず、高い接合強度が得られないという問題がある。
【特許文献1】特開2000−94162号公報
【特許文献2】特開平11−197846号公報
【特許文献3】特開平10−185040号公報
【特許文献4】特開平6−198458号公報
【特許文献5】特開平5−8056号公報
【特許文献6】特開平8−141755号公報
【特許文献7】特開平6−39558号公報
【特許文献8】特開平6−63762号公報
【特許文献9】特開2003−211270号公報
【発明の開示】
【発明が解決しようとする課題】
【0014】
そこで、本発明は、アルミニウム系材料と鉄系材料とを接合する際に、適用条件などの制約が少なくて汎用性に優れるとともに、形状的制約も少なく、また作業性に優れるとともに連続接合が可能であり、健全なビードを形成しつつ、接合部における脆弱な金属間化合物の生成を防止することによって高い接合強度が得られる接合方法およびそれにより得られる接合継手を提供することを目的とする。
【課題を解決するための手段】
【0015】
請求項1に係る発明は、フッ化アルミニウムおよびフッ化カリウムを含み、さらにフッ化マグネシウム、フッ化カルシウム、フッ化ストロンチウムおよびフッ化バリウムよりなる群から選択される1種以上のフッ化物を含有するフラックスをアルミニウムまたはアルミニウム合金で被覆して形成したフラックス入りワイヤを溶加材として用い、アルミニウム系材料と鉄系材料とを交流MIG溶接により直接接合することを特徴とする鉄系材料とアルミニウム系材料との接合方法である。
【0016】
請求項2に係る発明は、前記鉄系材料が、亜鉛めっき鋼板である請求項1に記載の鉄系材料とアルミニウム系材料との接合方法である。
【0017】
請求項3に係る発明は、請求項1または2に記載の接合方法により得られた、鉄系材料とアルミニウム系材料との接合継手である。
【発明の効果】
【0018】
本発明は以上のように構成されており、フッ化アルミニウムおよびフッ化カリウムに、高融点のフッ化物を含有させたフラックスを溶加材として用いることで、溶接時におけるフラックスの蒸発を抑制して作業性を改善するとともに、アルミニウムからなる溶接金属の拡がり過ぎを抑制して健全なビードを形成しつつ、接合部における脆弱な金属間化合物の生成を防止することによって高い接合強度が得られる。
【0019】
さらに、溶接手段として交流MIG溶接を用いることで、適用条件などの制約が少なくて汎用性に優れるとともに、形状的制約も少なく、連続接合が可能であり、効率的にアルミニウム系材料と鉄系材料との接合を行うことが実現できる。
【発明を実施するための最良の形態】
【0020】
本発明では、溶接手段として交流MIG溶接を採用するが、交流MIG溶接には汎用の交流MIG溶接装置を使用すればよい。交流MIG溶接装置は、被接合材への入熱を精密に制御できるため、アルミニウム系材料中のアルミニウムと鉄系材料中の鉄との溶融混合とそれらの反応を抑えるべく、入熱量をコントロールできる。その結果として、接合部における脆弱な金属間化合物の生成が抑えられ、ひいては接合部の強度欠陥(特に割れの発生)を防止できる。入熱量の精密制御が可能な溶接手段として、交流MIG溶接の他に、レーザ溶接も適用可能である。
【0021】
溶接ワイヤ(溶加材)としては、フラックスをアルミニウムまたはアルミニウム合金で被覆して形成されたフラックス入りワイヤを用いる。使用するワイヤ径については、できるだけ入熱量を少なくすべく、低電流条件で安定したアークを発生させる必要があるため、1.6mm以下のものを使用することが好ましい。ワイヤ径が1.6mmを超えると、安定したアークを得るための電流が過大となって母材の溶融が過剰気味となり、脆弱な金属間化合物(Fe−Al系化合物)の生成につながるおそれがある。
【0022】
溶接ワイヤのフラックスとしては、フッ化アルミニウムおよびフッ化カリウムを含み、さらにフッ化マグネシウム、フッ化カルシウム、フッ化ストロンチウムおよびフッ化バリウムよりなる群から選択される1種以上のフッ化物を含有するフラックスを用いる。
【0023】
従来は、アルミニウム系材料表面の強固な酸化物を溶解・除去する作用を有する、フッ化アルミニウムとフッ化カリウムを混合したフラックスが用いられていた。しかしながら、フッ化アルミニウムとフッ化カリウムの混合フラックスはその融点がアルミニウムの融点(660℃)以下と非常に低いため、フラックスが多量に蒸発し、ヒュームやスパッタが発生するなど作業性が劣化する。また、アルミニウムからなる溶接金属が拡がり過ぎて、健全なビードが形成されず、高い接合強度が得られない。したがって、本発明に使用する溶接ワイヤのフラックスとしては、フッ化アルミニウムとフッ化カリウムの混合フラックスに、IIA族元素のフッ化物のうち高融点化合物であるフッ化マグネシウム(融点1248℃)、フッ化カルシウム(同1403℃)、フッ化ストロンチウム(同約1400℃)およびフッ化バリウム(同1353℃)のうちいずれか1種または2種以上を添加したフラックスを含有するフラックスを使用する。これら高融点フッ化物の添加によりフラックスの融点を700〜1000℃程度の温度域まで上昇させることができるため、溶接初期におけるアルミニウムからなる溶接金属の広がりすぎが抑制されて健全なビードが形成されるとともに、溶接時におけるフラックスの蒸発・飛散が抑制され、ヒュームやスパッタの発生が低減できる。上記高融点フッ化物の合計含有量は、多すぎるとフラックスが溶融しにくくなり濡れ性改善効果が十分に発揮されなくなる一方、少なすぎるとフラックス融点の上昇効果が十分でなくなるため、フラックス全質量に対して10〜50%とすることが望ましい。
【0024】
本発明の接合方法を適用する鉄系材料は、鋼材、鉄基合金など鉄を主成分とする材料であれば特に限定されないが、鋼材を用いる場合は耐食性確保の観点から、亜鉛めっき鋼板を使用するのが好ましい。なお、鋼板の強度は特に限定されない。従来、亜鉛めっき鋼板の溶接では、発生する亜鉛蒸気によりアークが不安定になり、スパッタの発生やピット、ブローホール等の気孔欠陥の発生が問題となっていたが、本発明の接合方法によれば、フラックスの効果により鋼板表面の清浄作用が効果的に発揮され、溶融金属が濡れ性良く鋼板表面を覆うため、亜鉛蒸気の発生も少なく、アークの安定性にも優れる。したがって、亜鉛めっき鋼板を溶接してもブローホールなどの欠陥発生も少なく、疲労強度などの動的特性も期待できる。
【0025】
本発明を実施する際の交流MIG溶接の溶接条件としては、溶接電流が20A以上、より好ましくは30A以上で、100A以下、より好ましくは80A以下である。溶接電圧は、5V以上、より好ましくは7V以上で、20V以下、より好ましくは18V以下である。
【0026】
溶接速度は、上記溶接電流および溶接電圧に応じて母材中のFeおよびAlを過剰溶融させない範囲で適当に決めればよいが、溶接能率なども考慮して好ましいのは15cm/min以上、より好ましくは20cm/min以上で、60cm/min以下、より好ましくは50cm/min以下である。
【0027】
本発明では、交流MIG溶接によって鉄系材料とアルミニウム系材料とを直接接合できるので、適正な溶接電流・電圧条件・接合形状等を採用する限り特に制約を受けることがなく、適用可能範囲が拡大され汎用性が高められるとともに、また連続的な接合も可能となる。そして、鉄系材料およびアルミニウム系材料とも必要最小限の溶融量で健全な結合状態を得ることができ、鉄系材料とアルミニウム系材料との界面に脆い金属間化合物が生成し難く、高い接合強度が得られる。
【実施例】
【0028】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより下記実施例によって制限を受けるものではなく、前・後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも可能であり、それらはいずれも本発明の技術的範囲に包含される。
【0029】
〔実施例〕
本発明の接合方法を採用してアルミニウム合金板と合金溶融化亜鉛めっき(GA)鋼板との重ねすみ肉溶接試験を行った。
1140139601343_0
に示すように厚さ1.6mmのアルミニウム合金板を、厚さ1.2mmのGA鋼板に重ね合わせて重ねすみ肉継手を形成し、種々のフラックス入りワイヤを用いてアルミニウム合金板とGA鋼板との交流MIG溶接を行った。なお、シールドガスにはArを用いた。試験片の平面サイズは、アルミニウム合金板、GA鋼板とも100mm×300mmとし、直径1.2mmのフラックス入りワイヤを使用した。
【0030】
フラックス入りワイヤのフラックスとしては、比較例として、フッ化アルミニウム(AlF3)とフッ化カリウム(KF)の混合フラックスであるノコロック(登録商標)フラックスを用い、発明例として、このノコロック(登録商標)フラックスにフッ化マグネシウム(MgF2)、フッ化カルシウム(CaF2)、フッ化ストロンチウム(SrF2)およびフッ化バリウム(BaF2)のうちいずれか1種または2種を合計量でフラックス全質量に対して10〜50%の割合となるように添加したものを用いた。
【0031】
溶接条件は、上記最良の形態で推奨した交流MIG溶接の溶接条件である、溶接電流:30〜80A、溶接電圧:7〜18V、溶接速度:15〜60cm/minの範囲内とした。
【0032】
そして、得られた接合継手を調査することによりビード安定性および継手強度の評価を行った。ビード安定性の評価は、得られた接合継手のビード形状を観察することで行い、ビードが断続する場合を不良(×)、ビードの幅がほぼ一定し連続する場合を良(○)とした(図2参照)。また、継手強度の評価は、接合継手から板幅30mmの継手強度評価用試験片を採取し、25mm/minの速度で引張試験を行い、下記式(1)にて算出したせん断引張強度を用いて行った。
【0033】
式(1) (継手強度)=(最大荷重点荷重)/(継手断面積)
ここに、継手断面積はアルミニウム合金板の板厚方向断面積とした。
【0034】
評価試験の結果を表1に示す。フッ化カリウムとフッ化アルミニウムに加えて、IIA族元素のフッ化物のうち高融点化合物を含むフラックスを用いたフラックス入りワイヤを使用した場合(発明例)は、これらの高融点フッ化物を含まない従来品を用いた場合(比較例)に比べて、ヒューム、スパッタの発生が少なく溶接作業性が良好で、かつビード安定性に優れるとともに、ブローホールも少ない健全なビードが得られ、高い接合強度が得られた。
【表1】
【図面の簡単な説明】
【0035】
【図1】実施例における溶接試験の概要を示す正断面図である。
【図2】実施例における接合継手のビード形状の良否を判定する基準を説明するための平面図である。
【特許請求の範囲】
【請求項1】
フッ化アルミニウムおよびフッ化カリウムを含み、さらにフッ化マグネシウム、フッ化カルシウム、フッ化ストロンチウムおよびフッ化バリウムよりなる群から選択される1種以上のフッ化物を含有するフラックスをアルミニウムまたはアルミニウム合金で被覆して形成したフラックス入りワイヤを溶加材として用い、アルミニウム系材料と鉄系材料とを交流MIG溶接により直接接合することを特徴とする鉄系材料とアルミニウム系材料との接合方法。
【請求項2】
前記鉄系材料が、亜鉛めっき鋼板である請求項1に記載の鉄系材料とアルミニウム系材料との接合方法。
【請求項3】
請求項1または2に記載の接合方法により得られた、鉄系材料とアルミニウム系材料との接合継手。
【請求項1】
フッ化アルミニウムおよびフッ化カリウムを含み、さらにフッ化マグネシウム、フッ化カルシウム、フッ化ストロンチウムおよびフッ化バリウムよりなる群から選択される1種以上のフッ化物を含有するフラックスをアルミニウムまたはアルミニウム合金で被覆して形成したフラックス入りワイヤを溶加材として用い、アルミニウム系材料と鉄系材料とを交流MIG溶接により直接接合することを特徴とする鉄系材料とアルミニウム系材料との接合方法。
【請求項2】
前記鉄系材料が、亜鉛めっき鋼板である請求項1に記載の鉄系材料とアルミニウム系材料との接合方法。
【請求項3】
請求項1または2に記載の接合方法により得られた、鉄系材料とアルミニウム系材料との接合継手。
【図1】

【図2】
【図2】
【公開番号】特開2007−216276(P2007−216276A)
【公開日】平成19年8月30日(2007.8.30)
【国際特許分類】
【出願番号】特願2006−41135(P2006−41135)
【出願日】平成18年2月17日(2006.2.17)
【国等の委託研究の成果に係る記載事項】(出願人による申告)国等の委託研究の成果に係る特許出願(平成17年度新エネルギー・産業技術総合開発機構「地球温暖化防止新技術プログラム/自動車軽量化のためのアルミニウム合金高度加工・形成技術の開発事業(2.アルミニウム/鋼ハイブリッド構造の開発)プロジェクト」委託研究、産業活力再生特別措置法第30条の適用を受けるもの)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
【公開日】平成19年8月30日(2007.8.30)
【国際特許分類】
【出願日】平成18年2月17日(2006.2.17)
【国等の委託研究の成果に係る記載事項】(出願人による申告)国等の委託研究の成果に係る特許出願(平成17年度新エネルギー・産業技術総合開発機構「地球温暖化防止新技術プログラム/自動車軽量化のためのアルミニウム合金高度加工・形成技術の開発事業(2.アルミニウム/鋼ハイブリッド構造の開発)プロジェクト」委託研究、産業活力再生特別措置法第30条の適用を受けるもの)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【Fターム(参考)】
[ Back to top ]