
鉄系材料とアルミニウム系材料とを接合した異材接合継手および溶接接合方法

【課題】 高い強度を確保しつつ延性に優れた継手を安定して得ることのできる、鉄系材料とアルミニウム系材料とを接合した異材接合継手および溶接接合方法を提供することを目的とする。
【解決手段】 鉄系材料2とアルミニウム系材料3とを接合した異材接合継手1であって、鉄系材料2側に、溶接線6に沿って、予め一定の間隔で空間4aが設けられ、これらの空間4aをアルミニウム7が溶融充填するように、両材料が溶接接合されており、接合後の溶接線6長さ100mm当たりにおける、前記各空間4aに充填されたアルミニウム系溶接材料3の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲であることとする。
【解決手段】 鉄系材料2とアルミニウム系材料3とを接合した異材接合継手1であって、鉄系材料2側に、溶接線6に沿って、予め一定の間隔で空間4aが設けられ、これらの空間4aをアルミニウム7が溶融充填するように、両材料が溶接接合されており、接合後の溶接線6長さ100mm当たりにおける、前記各空間4aに充填されたアルミニウム系溶接材料3の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲であることとする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、自動車、鉄道車両などの輸送分野、機械部品、建築構造物等の構造部材などとして好適で、特に、自動車用構造物などの組立工程の際に必要となる、鉄系材料とアルミニウム系材料との異材接合継手および溶接接合方法に関する。
【背景技術】
【0002】
鉄系材料 (以下、単に鋼材と言う)とアルミニウム系材料(純アルミニウムおよびアルミニウム合金を総称したもので、以下、単にアルミニウム材と言う)という、異種の金属部材の接合(異材接合体)に適用することができれば、軽量化等に著しく寄与することができる。
【0003】
しかし、鋼材とアルミニウム材とを溶接接合する場合、接合部に脆い金属間化合物が生成しやすいために、信頼性のある高強度を有する接合部(接合強度)を得ることは非常に困難であった。したがって、従来では、これら異種接合体(異種金属部材)の接合にはボルトやリベット等による接合がなされているが、接合継手の信頼性、気密性、コスト等の問題がある。
【0004】
そこで、従来より、これら異種接合体の接合方法について多くの検討がなされてきている。例えば、以下のような接合方法が提案されている。
真空圧延接合する方法(特許文献1参照)。
予め用意した鉄系材料層およびアルミニウム合金層からなる2層のクラッド材を介在させてシーム溶接する方法(特許文献2参照)。
高温加圧接合する方法(特許文献3参照)。
接合面にTi合金を予め介在させHIP処理により接合する方法(特許文献4および5参照)。
摩擦圧接する方法(特許文献6参照)。
アルミニウムと接する鋼材表面にアルミニウム合金をめっきして、あるいは予め用意した鋼材層およびアルミニウム合金層からなる2層のクラッド材を介在させて抵抗溶接する方法(特許文献7および8参照)。
また、鋼材とアルミニウム材とをアーク溶接にて接合する方法も提案されている(非特許文献1、2参照)。
【0005】
しかしながら、上記従来技術には以下のような問題がある。
特許文献1〜8の、鋼材とアルミニウム材との異材接合体を得る方法は、共通して、平板など比較的単純な形状の部材同士の接合には利用可能であるが、部材形状の制約を受け、部材の形状が複雑な場合には適用できない。このため適用範囲が狭く汎用性が劣っている。また、接合部がスポット的なものとなるため連続的な接合部を得ることができない問題もある。
【0006】
更に、いずれの方法とも、工程が複雑となるため、品質の安定性が確保できず、接合コストが高くなり、実用性に欠ける問題がある。また、現状の溶接ラインでは実施できず、上記各方法を実施するための、新たな設備を組み入れなければならないため、設備コストが高くなる問題もあった。
【0007】
これに対して、前記非特許文献1、2の、鋼材とアルミニウム材とをアーク溶接にて接合する方法では、強度確保の阻害要因となる金属間化合物の成長方向を制御することで高い接合強度が得られる。この方法は、接合する鋼材側に、予め一個の穴を設け、この穴を溶融アルミニウム材にて埋めることによって(充填することによって)、鋼材とアルミニウム材とを接合する方法である。
【0008】
鋼材とアルミニウム材との接合に、上記のような種々の方法が提案されている背景の1つとして、鋼材とアルミニウム材とを直接溶融接合すると接合部に脆弱な金属間化合物が生成し、割れを生じ易くなることが挙げられる。そのため、溶接ワイヤを用いて接合する場合を含めて鋼材とアルミニウム材とを直接接合する際には、i)鋼材中の鉄とアルミニウム材中のアルミニウムとを如何にして極力溶融混合させないで、溶融金属部の延性を確保するか、また、ii)鋼材とアルミニウム材との界面近傍に脆弱な金属間化合物層を如何にして生成させないようにするか、iii)仮に鋼材とアルミニウム材の接合界面に脆弱な金属間化合物が生成しても、継手の機械的性能を損なわない継手形状を設計するかが極めて重要となる。
【0009】
そこで、本出願人はこのような観点から、上記i)、ii)に示した障害を可及的に抑制し健全な接合継手を確保することのできる接合方法の確立を期して種々検討を重ねてきた。その結果、MIGロウ付法によって鋼材とアルミニウム材とを直接接合する方法を採用すれば、上記従来技術で指摘した様々の問題を生じることなく信頼性の高い接合継手が得られる(特許文献9参照)。
【特許文献1】特開2000-94162号公報
【特許文献2】特開平11-197846号公報
【特許文献3】特開平10-185040号公報
【特許文献4】特開平6-198458号公報
【特許文献5】特開平5-8056号公報
【特許文献6】特開平8-141755号公報
【特許文献7】特開平6-39558号公報
【特許文献8】特開平6-63762号公報
【特許文献9】特開2003-33865号公報
【非特許文献1】WELDING JOURNAL,(1963),p.302.
【非特許文献2】軽金属溶接:Vol.16(1978)No.12,p.8.
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかし、前記非特許文献1、2では、接合長さに応じて、多数の穴を周期的に設けて、これらの穴に沿った溶接線として、連続的にアーク溶接した場合には、ビードに割れが発生し、却って、溶接継手の疲労強度が低下するなどの問題があった。この理由は、アルミニウム溶接材にて形成されるビード内部に、鋼材側から鉄系成分が溶解混合するために、ビード内部に脆弱な金属間化合物が生成するためである。
【0011】
一方、上記特許文献9のMIGロウ付法によれば、鋼材とアルミニウム材との接合に際し、適用条件などの制約が少なく汎用性に優れる。しかし、鋼材とアルミニウム材との接合界面には、Fe/Al系のように脆弱な金属間化合物が形成されているのは事実であり、接合強度はなお改善の余地があった。
【0012】
そこで本発明は、上記特許文献9に開示した、非常に施工方法が容易で、線溶接が可能なアーク溶接を活用した接合方法の更なる継手性能の向上を狙い、具体的には高い強度を確保しつつ延性に優れた継手を安定して得ることのできる、アーク溶接法による接合方法を確立することを目的とする。
【課題を解決するための手段】
【0013】
上記目的を達成するための、本発明の異材接合継手の要旨は、鉄系材料とアルミニウム系材料とを接合した異材接合継手であって、鉄系材料側に溶接線に沿って予め一定の間隔で空間が設けられ、これらの空間にアルミニウム溶接材料が溶融充填されるとともに、アルミニウム溶接材料によるビードが形成されるように、両材料が溶接接合されており、接合後の溶接線長さ100mm当たりにおける、前記各空間に充填されたアルミニウム溶接材料の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲であることとする。
【0014】
また、上記目的を達成するための、本発明鉄系材料とアルミニウム系材料との異材継手を溶接接合する方法は、鉄系材料とアルミニウム系材料との異材継手をアーク溶接法にて接合する方法であって、鉄系材料側に溶接線に沿って予め一定の間隔で空間を設け、鉄系材料を上側、アルミニウム系材料を下側として、アルミニウム溶接ワイヤを用い、前記空間にアルミニウム溶接材料を溶融充填させつつ、かつアルミニウム溶接材料によるビードを形成するように接合し、かつ、接合後の溶接線長さ100mm当たりにおける、前記各空間に充填されたアルミニウム溶接材料の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲となるように、両材料を溶接接合することである。
【発明の効果】
【0015】
前記非特許文献1、2の、鋼材とアルミニウム材とをアーク溶接にて接合する方法のように、接合する鋼材側に予め穴を設け、この穴を、アルミニウム溶接ワイヤなどの溶接材料から供給される溶融アルミニウムにて埋める(充填する)ことによって、接合強度の阻害要因となる金属間化合物の成長方向を制御できる。
【0016】
非特許文献1、2では、継手乃至接合線長さが長い場合には、これに応じて、多数の穴を設ける必要がある。しかし、前記した通り、これら多数の穴に沿った溶接線をアーク溶接した場合には、アルミニウム溶接材料により形成されるビードに割れが発生し、却って、溶接継手の疲労強度が低下する。この理由は、アルミニウム溶接材料にて形成されるビード内部に、鋼材側から鉄系成分が溶解混合するために、ビード内部に脆弱な金属間化合物が生成するためである。
【0017】
これに対して、本発明者らは、接合後の前記穴(前記空間)に充填されたアルミニウム溶接材料の溶接線に沿った長さ(幅)と、これに両隣する鉄系材料の溶接線に沿った長さ(幅)との比を一定範囲内とすれば、表面にアルミニウム溶接材料が溶融凝固して形成される溶接ビード中への鉄系材料の溶融混合が最小限に抑えられることを知見した。
【0018】
これにより、ビード内部の脆弱なFe-Al系金属間化合物の生成が抑制でき、ビード表面の割れが抑制され、継手の接合線が長くても、高い接合強度が得られる。
【0019】
したがって、本発明は、これまで脆弱な金属間化合物が生成するために困難であった鉄系材料とアルミニウム系材料の直接接合を可能とする。そして、得られた継手は割れなどの欠陥がなく、さらに高い接合強度と延性を有する健全な接合継手を得ることができる。しかも、本発明接合方法を採用すれば、連続的な接合が可能であり、鉄系材料とアルミニウム系材料との接合を効率よく実施できる。
【発明を実施するための最良の形態】
【0020】
以下に、本発明の実施態様と、本発明の各要件の限定理由とを具体的に説明する。
【0021】
(異材接合継手)
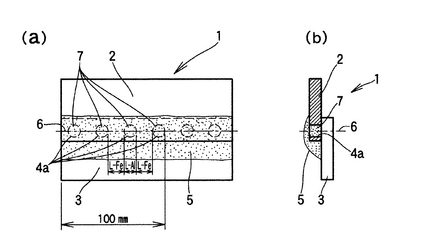
図1に本発明で規定する異材接合継手の一態様を平面図(a)および側面図(b)で示す。図1において、異材接合継手1は、上板である鋼材(鋼板)2と、下板であるアルミニウム材(アルミニウム合金板)3とを重ね合わせて、溶接線6にてアーク溶接にて接合している。5は、接合部表面に、アルミニウム溶接ワイヤなどから供給されるアルミニウム溶接材料が溶融凝固して形成された溶接ビードである。なお、図1(a)は上部の溶接ビード5を除いた溶接構造を示している。
【0022】
4aは、鋼材1の接合側に、溶接線に沿って予め間隔を開けて設けた複数の空間である丸穴を示す。また、7は、溶接接合の際に、アルミニウム溶接ワイヤなどから供給されて、この各丸穴4a中に溶融充填されて凝固したアルミニウム溶接材料である。
【0023】
(P値)
図1において、L-Alが、本発明で言う、接合後の前記丸穴4a中に充填凝固されたアルミニウム溶接材料の、溶接線に沿った長さ(アルミニウム溶接材料の幅)である。また、L-Feが、本発明で言う、これに(L-Alに)両隣する鋼材の溶接線に沿った長さ(丸穴4a同士の間隔)である。
【0024】
本発明では、接合後の溶接線6の長さ100mm当たりにおけるP値、即ち、(L-Al)と(L-Fe)との比(L-Al)/(L-Fe)の最小値[以下、単にP値とも言う]が、0.5を超え、7未満の範囲となるように、両材料を溶接接合する。
【0025】
例えば、図1においては、接合後の溶接線6の長さ100mmの範囲内には、L-Alが4個あり、L-Feが3個ある。したがって、この範囲内に存在する、互いに隣接するこれら(L-Al)と(L-Fe)との比(L-Al)/(L-Fe)の内から最小値(P値)を求め、この最小値Pが上記0.5を超え、7未満の範囲内となるようにする。
【0026】
なお、溶接線6の長さ100mmの部位は、実際の溶接線6から任意に選択される。また、溶接線6は、直線であっても、曲線であっても構わない。
【0027】
P値(L-Al/L-Feの最小値)が、0.5〜7の範囲から外れると、後述する実施例で示すように、アルミニウムをベースとする溶接ビード内部への鉄系材料の溶融混合量が過大となる。このため、脆弱な金属間化合物が多量に生成し、溶接ビードに割れが発生するに至る。
【0028】
P値が7を越えて大きいことは、丸穴4a(鋼材の空間)と、鋼材部分(非空間部)との長さが近い(丸穴4a間隔が小さすぎる)ことを意味する。この場合、溶融アルミニウム材料が丸穴4a(空間部)を埋めるために投入された溶接時の熱が、鋼材部分(非空間部)に貯まりやすくなる。この結果、溶接アーク点が、鋼材部分(非空間部)に移行した際に、鋼材部分(非空間部)の熱が高くなっているために、鉄がビード部を形成するアルミニウム溶融金属内部に熔解しやすくなる。その結果、金属間化合物が多量に生成し、ビードが割れやすくなる。
【0029】
逆に、P値が0.5より小さいと、丸穴4a(鋼材の空間)に比べて、鋼材部分(非空間部)の長さが長い(丸穴4a間隔が大き過ぎる)ことを意味する。この場合、鋼材部分(非空間部)を溶接アークが移動している際、溶接が進行するにつれて後に溶接される鋼材部分(非空間部)の温度が高まってしまうことになる。そのため、結果的に、P値が大きすぎる場合と同じ現象が生じ、やはりビードに割れが発生してしまう。
【0030】
この点、P値は、好ましくは0.8以上3.0以下とする。より好ましくは1.0以上2.0以下とする。さらに好ましくは1.0以上1.8以下とする。
【0031】
P値が本発明で規定する上記範囲内であれば、アークにより加熱される鋼材部分(非空間部)の熱を適度に放熱することが可能となる。その結果、著しく鋼材部分(非空間部)が加熱されることを防ぐことができる。このため、ビードに発生する割れを防止することができ、強度が高く延性に富むだけでなく、疲労強度にも優れる高性能な接合継手を得ることが可能となる。
【0032】
なお、丸穴4aあるいは後述する種々の形状の空間が、全てアルミニウムで埋め込まれる必要はないが、埋められなかった空間部分が、応力集中の起点となり得る可能性がある。このため、丸穴4aあるいは空間が全て溶接材料で埋められることが推奨される。
【0033】
また、図1(b)に示すように、前記した通り、鋼材2の丸穴(空間)4aには、これに充填凝固されたアルミニウム溶接材料7によって、アルミニウム溶接部が充填形成されている。ここで、図示はしないものの、アルミニウム溶接部の下端部(アルミニウム溶接材料7の右方側)は、アルミニウム材3が丸穴(空間)4aの底部に露呈した表面に(図の右方側に向かって)、溶け込んだ状態となって溶融接合されている。この溶け込み部は、丸穴4aの内面下端縁から、丸穴4a中央部の最大深さ部に亙って形成されている。
【0034】
更に、前記アルミニウム接合部の上端部(アルミニウム溶接材料7の左方側)は、鋼板2の表面に溶接線6に沿って被覆形成された溶接ビード5に溶着一体化(溶融接合)している。これら溶接ビード5、前記アルミニウム接合部および前記溶け込み部は、溶接ワイヤの溶融により、供給されたアルミニウム溶接材料によって一体的に形成された部分である。
【0035】
(最大溶け込み深さDとビードの平均厚さTb)
ここで、アルミニウム材3の厚みをTa、アルミニウム溶接材料7がアルミニウム材3の表面に溶け込んだ最大溶け込み深さ(丸穴4a中央部の最大深さ部の深さ)をD、溶接線6に沿って鋼材2の上面から溶接ビード5の上面までの距離であるビードの平均厚さをTb、丸穴4a(空間)の円相当半径をRとする。
【0036】
この場合に、前記最大溶け込み深さDは、アルミニウム材3の厚みTaとの比、D/Taで0.10以上とすることが好ましい。D/Taが0.10未満でも十分な接合強度が得られるが、アルミニウム溶接材料7の前記したアルミニウム材3への溶け込みが少なくなり、溶け込み部の界面に沿ってアルミニウム接合部(アルミニウム溶接材料7)が破断し易くなり、接合強度に劣る可能性がある。この点、更に好ましくはD/Taを0.40以上とする。
【0037】
(ビードの平均厚さTbと空間の円相当半径R)
また、アルミニウム溶接材料7の前記上端部の溶接ビード5への前記溶融接合を保証するためには、Tb/Rを0.50以上とすることが好ましい。0.50未満でも十分な接合強度が得られるが、溶接ビード5の部分で破断が生じるようになり、溶接ビード5やアルミニウム接合部(アルミニウム溶接材料7)のリベットとしての機能が劣る可能性がある。この点、更にさらに好ましくはTb/Rを0.70以上とする。
【0038】
なお、アルミニウム溶接材料7のアルミニウム材3表面への溶け込み部が大きくなり過ぎると、溶融したアルミニウム溶接材料7がアルミニウム材3を突き抜けて裏面に広がり、溶接ビード5が形成されないようになる。これを防止するためには、前記D/Taの上限を特に規定する必要はなく、前記した通り、Tb/Rの下限を規定することによって足りる。即ち、D/Taの下限とTb/Rの下限とを両方満足するようにする。
【0039】
これによって、ビードに発生する割れをより防止することができ、より強度が高く延性に富むだけでなく、疲労強度にもより優れる高性能な接合継手を得ることができる。
【0040】
(異材継手の溶接接合方法)
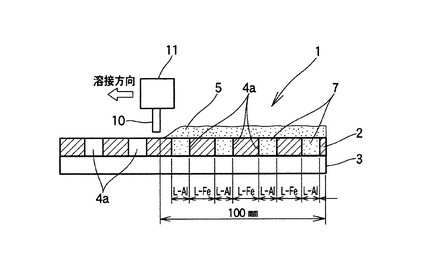
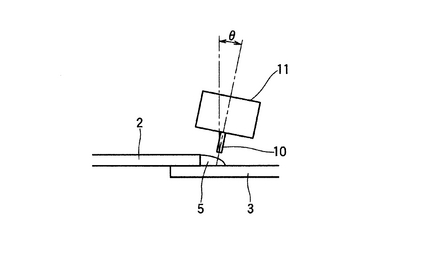
図2に本発明で規定する異材接合継手の溶接接合方法の一態様を正面図で示す。図2は異材継手をアーク溶接法にて接合する方法を示している。図2において、11は溶接トーチ、10はアルミニウム溶接ワイヤであり、上板である鋼材(鋼板)2と、下板であるアルミニウム材(アルミニウム合金板)3とを重ね合わせた部分を、図2の矢印方向(図2の右から左)へ移動しつつ、アルミニウムビード5を形成しながら溶接する。
【0041】
4aは、鋼材2の接合側に、溶接線に沿って予め間隔を開けて設けた複数の空間である丸穴を示す。図2の左側の2個の丸穴4aは、アルミニウム溶接材料がまだ充填されておらず、それより右側の丸穴4aは、溶接トーチが既に通過して、アルミニウム溶接ワイヤなどから供給されたアルミニウム溶接材料7が、溶融凝固して充填された態様を示している。
【0042】
そして、この図2においても、接合後の溶接線6の長さ100mm当たりにおける、(L-Al)と(L-Fe)との比(L-Al)/(L-Fe)の最小値であるP値が、0.5を超え、7未満の範囲となるように、鋼材2とアルミニウム材3とを溶接接合している。
【0043】
鋼材2に予め設けた丸穴4aに、アルミニウム溶接材料を溶融凝固して充填させるためには、アルミニウム溶接ワイヤを用い、かつ、鋼材(鉄系材料)を上側、アルミニウム材(アルミニウム系材料)を下側として、アーク溶接する。このいずれが欠けても、鋼材2の丸穴4aに、アルミニウム溶接材料を溶融凝固して充填させることができない。
【0044】
(鋼材の空間)
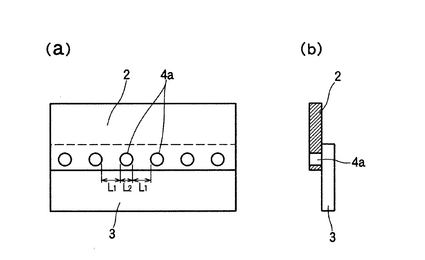
図3に、溶接前の、鋼材2とアルミニウム材3とを重ね合わせた状態を平面図(a)および側面図(b)で示す。これら図3に示すように、鋼材2に予め設ける空間である丸穴4a同士の間隔L1が前記P値におけるL-Feの大きさを規定する。また、丸穴4aの径(幅)L2が前記P値におけるL-Alの大きさを規定する。したがって、丸穴4aの間隔L1と、丸穴4aの径(幅)L2は、継手や溶接条件に応じて、溶接後の前記P値が0.5〜7の範囲となるように設定し、設けるようにする。
【0045】
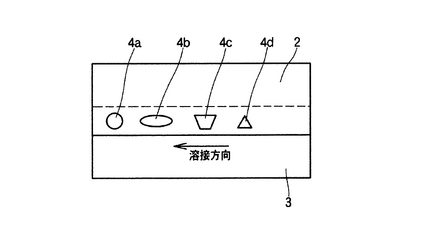
なお、鋼材に設ける空間の形状は、このような丸穴4a(円形の穴)だけでなく、図4に示すように、楕円形4b、台形4c、三角形4dなど、円形や、角形、多角形、あるいは不定形、更には、これらの組み合わせなど、本発明効果を発揮でき、形成しやすい形状であれば、適宜選択できる。ただ、例えば四角形のように、角部を有する形状の場合に、溶融アルミニウムにより空間が埋められたとしても、角の部分が応力集中端となる可能性があり、継手の強度や疲労強度を低下せしめる可能性がある。このため、角部が無く、応力集中しにくい、円形あるいは楕円形などの形状が望ましい。
【0046】
(溶接条件)
上記の通り、アルミニウム材と鋼材との界面に生成する金属間化合物の生成を抑制するためには、溶接条件として、母材である鋼材を過剰量溶融させることなく、必要最小限の母材溶融(希釈)量で健全な接合状態が得られるように溶接することが好ましい。
【0047】
なお、溶接する方法としては、前記鋼材の空間を埋めたり、ビードを形成するためのアルミニウム溶接材料の供給ができるものであれば、レーザ溶接なども考えられ、特に制限されないが、汎用性を考えるとアーク溶接方法が推奨される。
【0048】
(アーク溶接の場合)
この点、汎用性という面で推奨されるアーク溶接では、溶接時の溶接電流が過大とならない範囲に制御することが望ましい。そのため本発明を実施する際の好ましいアーク溶接条件としては以下の通りである。
【0049】
溶接電流:60A以上、より好ましくは70A以上で、100A以下、より好ましくは90A以下である。大電流となるほど、少なからず生成する接合界面の金属間化合物が、接合強度に悪影響をおよぼす可能性があるので、こうした金属間化合物を抑制する上で、低い電流条件で接合することが推奨される 。
【0050】
溶接電圧:10V以上、より好ましくは11V以上で、15V以下、より好ましくは14V以下である。
【0051】
溶接速度:上記溶接電流および溶接電圧に応じて、母材中のFeおよびAlを過剰溶融させない範囲で適当に決めればよい。ただ、溶接能率なども考慮して好ましいのは20cm/min以上、より好ましくは30cm/min以上で、100cm/min以下、より好ましくは90cm/min以下である。
【0052】
シールドガス:Arなど汎用されるガスが適宜使用でき、ガス流量も、汎用流量が選択でき、特に制限は無い。
【0053】
溶接トーチ(アークトーチ)角度:特に制約は無く、継手溶接条件に応じて、角度θは適宜選択される。
【0054】
ただ、本発明をアーク溶接によって達成する場合、鉄系材料とアルミニウム系材料とを直接接合できるので、適正な溶接電流・電圧条件・接合形状等を採用する限り、特に制約を受けることがなく、適用可能範囲が拡大され汎用性が高められるとともに、また連続的な接合も可能となる効果もある。そして、前述のように、ビードなどの溶接金属中への鉄系材料の必要最小限の溶融(希釈)量で健全な結合状態を得ることができ、脆い金属間化合物が生成し難く、高い接合強度が得られる。
【0055】
また、溶接継手にて、前記した好ましいD/Ta、Tb/Rの各条件を実現するための好ましい溶接条件は、アーク溶接の入熱量Q(kJ/cm)を下記式で規定し、アルミニウム系材料の厚みをTa(mm)とした時、TaとQとの関係が、下記条件範囲を満足するように、溶接電流、溶接電圧、溶接速度を制御する。
即ち、交流電源の場合には、Ta/3.5≦Q≦Ta/1.4、直流電源の場合には、Ta/1.5≦Q≦Ta/0.7とすることが好ましい。
ここで、Q(kJ/cm)=60(s/min)×溶接電流(A)×溶接電圧(V)/溶接速度(cm/min)/1000
【0056】
アーク溶接の入熱量QがTa/3.5未満(交流電源の場合)あるいはTa/1.5未満(直流電源の場合)では、アルミニウム接合部のアルミニウム材への溶け込みが不十分となる可能性がある。また、Ta/1.4(交流電源の場合)あるいはTa/0.7(直流電源の場合)を超えると、溶け込みが過大になり、著しい場合はアルミニウム材を突き破って流出するため、必要なビード厚さを確保できないようになる可能性がある。
【0057】
アーク溶接の入熱量Q入熱量を上記範囲に制御することで、前記D/Taが0.10以上で、かつTb/Rが0.50以上の条件が満足されるようになり、アルミニウム接合部が優れたリベット機能を発揮するようになり、より優れた接合強度が得られる。
【0058】
そして、溶接継手としての上記D/Ta、Tb/Rを実現するための、他の好ましいアーク溶接条件としては、上記入熱量の規定を満足することを前提として、以下の通りである。
溶接電流:交流電源の場合は60A以上、好ましくは70A以上で、100A以下、より好ましくは90A以下である。一方、直流電源の場合は、60A以上、好ましくは70A以上で、140A以下、より好ましくは130A以下である。
溶接電圧:交流電源の場合は10V以上、好ましくは11V以上で、15V以下、より好ましくは14V以下である。一方、直流電源の場合は13V以上、より好ましくは14V以上で、19V以下、より好ましくは18V以下である。
溶接速度:交流電源あるいは直流電源のいずれの場合も、20cm/min以上、好ましくは30cm/min以上で、120cm/min以下、より好ましくは100cm/min以下である。
【0059】
(溶接ワイヤ)
アーク溶接に使用する溶接ワイヤ素材としては、前記鋼材の空間を埋めたり、ビードを形成するためのアルミニウム溶接材料を供給できるアルミニウム系の材料であれば、継手や溶接条件に応じて、適宜選択される。この点、JISで規定される、A4043−WY、A4047−WY、A5356−WY、A5183−WYなどが、好適に例示される。しかし、これに限定されるわけではない。
【0060】
もっとも、前記Al-Mg系ワイヤは、Al-Si系ワイヤに比べて、アルミニウム材の強度が高く、またアークを短く、安定化する作用が強いために好ましい。このため、鉄鋼板として溶融亜鉛メッキ鋼板を使用する場合でも、好適に使用することができる。溶融亜鉛メッキ鋼板を用いて溶接すると、溶接の際に亜鉛蒸気が貫通穴の開口から噴出すので、Al-Si系ワイヤを用いた場合、アークが不安定になりやすく、貫通穴にアルミニウム接合部が充填されがたい可能性がある。これに対して、前記Mgを含むAl-Mg系ワイヤではアークが短く安定化するので、上記のような不都合がなく好適である。
【0061】
また、前記Al-Mg系ワイヤは、溶接ビードに割れが発生し難い点でも好ましい。アルミニウムと鉄鋼とでは、溶接、冷却時の熱収縮量が異なるため、溶接の際に溶接ビードに引張応力が発生する。このため、溶接ビードを形成するアルミニウム溶接材の強度が低く、またその熱収縮量が大きいほど、ビード割れが発生し易くなる。前記Al-Mg系ワイヤは、Al-Si系ワイヤに比べて、材料強度が高いので、溶接ビードに割れが発生し難い。このため、溶接継手の外観を損なうことなく、またビード割れによる溶接継手の疲労強度の低下を防止することができるという利点がある。
【0062】
前記Al-Mg系ワイヤにおけるMg量は、2.0%未満では上記の各作用が不足し、一方、6.0%を超えるとワイヤの溶接性が劣化(スマットの発生)し、また耐食性も低下するようになる。このため、Mg量の下限を2.0%、好ましくは2.5%とするのがよく、またその上限を6.0%、好ましくは5.5%とするのがよい。
【0063】
(鉄系材料)
本発明請求項で言う鉄系材料とは、普通鋼、高張力鋼(ハイテン)などの鋼材のことを指す。本発明においては、継手に使用する鋼材の種類や形状を特に限定するものではなく、構造部材に汎用される、あるいは構造部材用途から選択される、鋼板、鋼形材、鋼管などの適宜の形状、材料が使用可能である。その意味で、請求項では鉄系材料とした。ただ、継ぎ手や鋼材の強度を得るためには、高張力鋼(ハイテン)であることが好ましい。
【0064】
(アルミニウム系材料)
本発明請求項で言うアルミニウム系材料とは、純アルミニウム系材あるいはアルミニウム合金系材のようなアルミニウム材を指す。 本発明で用いるアルミニウム材は、その合金の種類や形状を特に限定するものではなく、各構造用部材としての要求特性に応じて、汎用されている板材、形材、鍛造材、鋳造材などが適宜選択される。その意味で、請求項ではアルミニウム系材料とした。
【0065】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより、下記実施例によって制限を受けるものではなく、前記、後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【実施例】
【0066】
種々のアルミニウム溶接ワイヤを用いて、本発明の空間(穴)を設けた鋼板(SPCEの軟鋼板から980MPaまでの高張力鋼板)と、アルミニウム合金板(A 5182)との重ね溶接試験を行い、異材接合継手を制作、評価した。
【0067】
(実施例1)
表1に、溶接電源として、交流電源を使用した溶接試験結果を示す。表1では、本溶接試験に使用した、鋼板とアルミニウム合金板の条件(材質、板厚)および溶接ワイヤ条件(材質)、溶接条件(電流、電圧、速度)、空間条件(形状、パラメータP値)、ならびに判定結果(ビード割れの有無、継手強度と伸び)などを各々示す。なお、今回の溶接試験では評価を容易にするため、鉄系材料に設けた空間形状は円形或いは楕円形とし、直径をサイズパラメータとした。
【0068】
アルミニウム合金板と鋼板とは、図5に断面図で示すように、鋼板試験片2を上側に、アルミニウム合金板試験片3を下側に重ね合わせて重ね継手を形成した。
試験片の平面サイズは、鋼板、アルミニウム合金板とも100mm×300mmとし、両者とも、300mmの辺側同士を重ね合わせて、全長をミグ(MIG)溶接した(溶接線の長さは300mm)。
【0069】
直径1.2mmのアルミニウム溶接ワイヤ10を使用した。シールドガスとしては、Ar(流量は20〜25L/min)を使用した。溶接トーチ(アークトーチ)11の角度θは80゜に固定した。
【0070】
これらの溶接(接合)後、下記基準にて、ビード5の割れ発生の有無を評価するとともに、この接合継手から板幅30mmの継手強度評価用試験片を採取し、25mm/minの速度で引張試験を行い、下記式にしたがい継手強度(MPa)を算出した。
継手強度(MPa)=最大荷重点荷重(MPa)/継手断面積(mm)
ここで、継手断面積はアルミニウム合金板の板厚方向断面積とした。
【0071】
ビード割れの判定基準:
ビード割れは、目視および浸透探傷試験によって接合継手部の割れ発生有無を調べた。
◎:割れが全くないもの。
○:溶接長100mmあたりの割れが2個以下
×:溶接長100mmあたりの割れが2個以上
【0072】
表1から明らかなように、発明例5〜14は、溶接条件パラメータP値が0.5〜7の範囲内であり、120MPa以上の高い継手強度が安定して得られている。また、伸びも4%以上であり、継手の延性も高い。したがって、発明例5〜14は、強度が高く延性も有する、優れた継手強度を有するとともに、溶接継手部に割れのない健全な継手を得ることが可能である。
【0073】
これに対して、比較例1〜3は、P値が上限7を超えている。このため、100MPa以上の継手強度が得られているが、ビード割れが生じており、健全な接合継手ではない。一方、P値が下限の0.5未満の比較例4も、100MPa以上の継手強度が得られているが、ビード割れが生じており、健全な接合継手ではない。
【0074】
また、発明例5〜14が、強度が高く延性も有する、優れた継手強度を有するとともに、溶接継手部に割れのない健全な継手となっているのは、前記した好ましい継手条件(パラメータ)である、D/Taが0.10以上、Tb/Rが0.50以上、の両方を満足するからでもある。これらの発明例の中でも、溶接条件が、交流電源の場合の前記した好ましい条件Ta/3.5≦Q≦Ta/1.4を満足する発明例7〜10は、この条件を満足しない他の発明例に比して、強度、延性が高く、より優れた継手強度を有する。対照的に、比較例1、2、4は、溶接条件がTa/3.5≦Q≦Ta/1.4を満たさず、Tb/Rが0.50未満となっている。
【0075】
したがって、これらの実施例の結果から、本発明で規定する要件、あるいは好まし要件の臨界的な意義が分かる。
【0076】
【表1】

【0077】
(実施例2)
表2に、溶接電源として、直流電源を使用した、溶接試験結果を示す。表2に、本溶接試験に使用した、鋼板とアルミニウム合金板の条件(材質、板厚)および溶接ワイヤ条件(材質)、溶接条件(電流、電圧、速度)、空間条件(形状、パラメータP値)、ならびに判定結果(ビード割れの有無、継手強度と伸び)などを各々示す。なお、今回の溶接試験では評価を容易にするため、鉄系材料に設けた空間形状は全て円形とし、直径をサイズパラメータとした。
【0078】
なお、この他の溶接試験条件および継手の測定評価は、上記溶接電源を除いて、全て実施例1と同じとした。
【0079】
表2から明らかなように、発明例19〜26は、溶接条件パラメータP値が0.5〜7の範囲内であり、180MPa以上の高い継手強度が安定して得られている。また、伸びも4%以上であり、継手の延性も高い。したがって、発明例19〜26は、強度が高く延性も有する、優れた継手強度を有するとともに、溶接継手部に割れのない健全な継手を得ることが可能である。
【0080】
これに対して、比較例16〜18は、P値が上限7を超えている。このため、110MPa以上の継手強度が得られているが、ビード割れが生じており、健全な接合継手ではない。一方、P値が下限の0.5未満の比較例15も、100MPa以上の継手強度が得られているが、ビード割れが生じており、健全な接合継手ではない。
【0081】
また、発明例19〜26が、強度が高く延性も有する、優れた継手強度を有するとともに、溶接継手部に割れのない健全な継手となっているのは、前記した好ましい継手条件(パラメータ)である、D/Taが0.10以上、Tb/Rが0.50以上、の両方を満足するからでもある。そして、溶接条件も、この好ましい継手条件を満足するために、直流電源の場合の、前記した好ましい条件、Ta/1.5≦Q≦Ta/0.7を満足するからである。対照的に、比較例15、17は、溶接条件が、Ta/1.5≦Q≦Ta/0.7を満たさず、Tb/Rが0.50未満となっている。
【0082】
したがって、これらの実施例の結果からも、本発明で規定する要件、あるいは好まし要件の臨界的な意義が分かる。
【0083】
【表2】
【産業上の利用可能性】
【0084】
本発明によれば、強度が高く延性も有する、優れた継手強度を有するとともに、溶接継手部に割れのない健全な異材接合継手を得ることができる。また、施工方法が容易で、線溶接が可能なアーク溶接を活用した接合方法を提供できる。したがって、鋼材とアルミニウム材との異材接合継手の分野に有用である。
【図面の簡単な説明】
【0085】
【図1】本発明異材接合継手の一態様を示し、図1(a)は平面図、および図1(b)は側面図である。
【図2】本発明異材接合継手の溶接接合方法の一態様を示す正面図である。
【図3】溶接前の鋼材とアルミニウム材とを重ね合わせた状態を示し、図3(a)は平面図、図3(b)は側面図である。
【図4】鋼材の空間の形状を示す平面図である。
【図5】実施例の重ね継手溶接試験の態様を示す断面図である。
【符号の説明】
【0086】
1:異材接合継手、2:鋼板、3:アルミニウム合金板、4:穴(空間)、
5:溶接ビード、6:溶接線、7:アルミニウム、10:アルミニウム溶接ワイヤ、
11:溶接トーチ
【技術分野】
【0001】
本発明は、自動車、鉄道車両などの輸送分野、機械部品、建築構造物等の構造部材などとして好適で、特に、自動車用構造物などの組立工程の際に必要となる、鉄系材料とアルミニウム系材料との異材接合継手および溶接接合方法に関する。
【背景技術】
【0002】
鉄系材料 (以下、単に鋼材と言う)とアルミニウム系材料(純アルミニウムおよびアルミニウム合金を総称したもので、以下、単にアルミニウム材と言う)という、異種の金属部材の接合(異材接合体)に適用することができれば、軽量化等に著しく寄与することができる。
【0003】
しかし、鋼材とアルミニウム材とを溶接接合する場合、接合部に脆い金属間化合物が生成しやすいために、信頼性のある高強度を有する接合部(接合強度)を得ることは非常に困難であった。したがって、従来では、これら異種接合体(異種金属部材)の接合にはボルトやリベット等による接合がなされているが、接合継手の信頼性、気密性、コスト等の問題がある。
【0004】
そこで、従来より、これら異種接合体の接合方法について多くの検討がなされてきている。例えば、以下のような接合方法が提案されている。
真空圧延接合する方法(特許文献1参照)。
予め用意した鉄系材料層およびアルミニウム合金層からなる2層のクラッド材を介在させてシーム溶接する方法(特許文献2参照)。
高温加圧接合する方法(特許文献3参照)。
接合面にTi合金を予め介在させHIP処理により接合する方法(特許文献4および5参照)。
摩擦圧接する方法(特許文献6参照)。
アルミニウムと接する鋼材表面にアルミニウム合金をめっきして、あるいは予め用意した鋼材層およびアルミニウム合金層からなる2層のクラッド材を介在させて抵抗溶接する方法(特許文献7および8参照)。
また、鋼材とアルミニウム材とをアーク溶接にて接合する方法も提案されている(非特許文献1、2参照)。
【0005】
しかしながら、上記従来技術には以下のような問題がある。
特許文献1〜8の、鋼材とアルミニウム材との異材接合体を得る方法は、共通して、平板など比較的単純な形状の部材同士の接合には利用可能であるが、部材形状の制約を受け、部材の形状が複雑な場合には適用できない。このため適用範囲が狭く汎用性が劣っている。また、接合部がスポット的なものとなるため連続的な接合部を得ることができない問題もある。
【0006】
更に、いずれの方法とも、工程が複雑となるため、品質の安定性が確保できず、接合コストが高くなり、実用性に欠ける問題がある。また、現状の溶接ラインでは実施できず、上記各方法を実施するための、新たな設備を組み入れなければならないため、設備コストが高くなる問題もあった。
【0007】
これに対して、前記非特許文献1、2の、鋼材とアルミニウム材とをアーク溶接にて接合する方法では、強度確保の阻害要因となる金属間化合物の成長方向を制御することで高い接合強度が得られる。この方法は、接合する鋼材側に、予め一個の穴を設け、この穴を溶融アルミニウム材にて埋めることによって(充填することによって)、鋼材とアルミニウム材とを接合する方法である。
【0008】
鋼材とアルミニウム材との接合に、上記のような種々の方法が提案されている背景の1つとして、鋼材とアルミニウム材とを直接溶融接合すると接合部に脆弱な金属間化合物が生成し、割れを生じ易くなることが挙げられる。そのため、溶接ワイヤを用いて接合する場合を含めて鋼材とアルミニウム材とを直接接合する際には、i)鋼材中の鉄とアルミニウム材中のアルミニウムとを如何にして極力溶融混合させないで、溶融金属部の延性を確保するか、また、ii)鋼材とアルミニウム材との界面近傍に脆弱な金属間化合物層を如何にして生成させないようにするか、iii)仮に鋼材とアルミニウム材の接合界面に脆弱な金属間化合物が生成しても、継手の機械的性能を損なわない継手形状を設計するかが極めて重要となる。
【0009】
そこで、本出願人はこのような観点から、上記i)、ii)に示した障害を可及的に抑制し健全な接合継手を確保することのできる接合方法の確立を期して種々検討を重ねてきた。その結果、MIGロウ付法によって鋼材とアルミニウム材とを直接接合する方法を採用すれば、上記従来技術で指摘した様々の問題を生じることなく信頼性の高い接合継手が得られる(特許文献9参照)。
【特許文献1】特開2000-94162号公報
【特許文献2】特開平11-197846号公報
【特許文献3】特開平10-185040号公報
【特許文献4】特開平6-198458号公報
【特許文献5】特開平5-8056号公報
【特許文献6】特開平8-141755号公報
【特許文献7】特開平6-39558号公報
【特許文献8】特開平6-63762号公報
【特許文献9】特開2003-33865号公報
【非特許文献1】WELDING JOURNAL,(1963),p.302.
【非特許文献2】軽金属溶接:Vol.16(1978)No.12,p.8.
【発明の開示】
【発明が解決しようとする課題】
【0010】
しかし、前記非特許文献1、2では、接合長さに応じて、多数の穴を周期的に設けて、これらの穴に沿った溶接線として、連続的にアーク溶接した場合には、ビードに割れが発生し、却って、溶接継手の疲労強度が低下するなどの問題があった。この理由は、アルミニウム溶接材にて形成されるビード内部に、鋼材側から鉄系成分が溶解混合するために、ビード内部に脆弱な金属間化合物が生成するためである。
【0011】
一方、上記特許文献9のMIGロウ付法によれば、鋼材とアルミニウム材との接合に際し、適用条件などの制約が少なく汎用性に優れる。しかし、鋼材とアルミニウム材との接合界面には、Fe/Al系のように脆弱な金属間化合物が形成されているのは事実であり、接合強度はなお改善の余地があった。
【0012】
そこで本発明は、上記特許文献9に開示した、非常に施工方法が容易で、線溶接が可能なアーク溶接を活用した接合方法の更なる継手性能の向上を狙い、具体的には高い強度を確保しつつ延性に優れた継手を安定して得ることのできる、アーク溶接法による接合方法を確立することを目的とする。
【課題を解決するための手段】
【0013】
上記目的を達成するための、本発明の異材接合継手の要旨は、鉄系材料とアルミニウム系材料とを接合した異材接合継手であって、鉄系材料側に溶接線に沿って予め一定の間隔で空間が設けられ、これらの空間にアルミニウム溶接材料が溶融充填されるとともに、アルミニウム溶接材料によるビードが形成されるように、両材料が溶接接合されており、接合後の溶接線長さ100mm当たりにおける、前記各空間に充填されたアルミニウム溶接材料の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲であることとする。
【0014】
また、上記目的を達成するための、本発明鉄系材料とアルミニウム系材料との異材継手を溶接接合する方法は、鉄系材料とアルミニウム系材料との異材継手をアーク溶接法にて接合する方法であって、鉄系材料側に溶接線に沿って予め一定の間隔で空間を設け、鉄系材料を上側、アルミニウム系材料を下側として、アルミニウム溶接ワイヤを用い、前記空間にアルミニウム溶接材料を溶融充填させつつ、かつアルミニウム溶接材料によるビードを形成するように接合し、かつ、接合後の溶接線長さ100mm当たりにおける、前記各空間に充填されたアルミニウム溶接材料の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲となるように、両材料を溶接接合することである。
【発明の効果】
【0015】
前記非特許文献1、2の、鋼材とアルミニウム材とをアーク溶接にて接合する方法のように、接合する鋼材側に予め穴を設け、この穴を、アルミニウム溶接ワイヤなどの溶接材料から供給される溶融アルミニウムにて埋める(充填する)ことによって、接合強度の阻害要因となる金属間化合物の成長方向を制御できる。
【0016】
非特許文献1、2では、継手乃至接合線長さが長い場合には、これに応じて、多数の穴を設ける必要がある。しかし、前記した通り、これら多数の穴に沿った溶接線をアーク溶接した場合には、アルミニウム溶接材料により形成されるビードに割れが発生し、却って、溶接継手の疲労強度が低下する。この理由は、アルミニウム溶接材料にて形成されるビード内部に、鋼材側から鉄系成分が溶解混合するために、ビード内部に脆弱な金属間化合物が生成するためである。
【0017】
これに対して、本発明者らは、接合後の前記穴(前記空間)に充填されたアルミニウム溶接材料の溶接線に沿った長さ(幅)と、これに両隣する鉄系材料の溶接線に沿った長さ(幅)との比を一定範囲内とすれば、表面にアルミニウム溶接材料が溶融凝固して形成される溶接ビード中への鉄系材料の溶融混合が最小限に抑えられることを知見した。
【0018】
これにより、ビード内部の脆弱なFe-Al系金属間化合物の生成が抑制でき、ビード表面の割れが抑制され、継手の接合線が長くても、高い接合強度が得られる。
【0019】
したがって、本発明は、これまで脆弱な金属間化合物が生成するために困難であった鉄系材料とアルミニウム系材料の直接接合を可能とする。そして、得られた継手は割れなどの欠陥がなく、さらに高い接合強度と延性を有する健全な接合継手を得ることができる。しかも、本発明接合方法を採用すれば、連続的な接合が可能であり、鉄系材料とアルミニウム系材料との接合を効率よく実施できる。
【発明を実施するための最良の形態】
【0020】
以下に、本発明の実施態様と、本発明の各要件の限定理由とを具体的に説明する。
【0021】
(異材接合継手)
図1に本発明で規定する異材接合継手の一態様を平面図(a)および側面図(b)で示す。図1において、異材接合継手1は、上板である鋼材(鋼板)2と、下板であるアルミニウム材(アルミニウム合金板)3とを重ね合わせて、溶接線6にてアーク溶接にて接合している。5は、接合部表面に、アルミニウム溶接ワイヤなどから供給されるアルミニウム溶接材料が溶融凝固して形成された溶接ビードである。なお、図1(a)は上部の溶接ビード5を除いた溶接構造を示している。
【0022】
4aは、鋼材1の接合側に、溶接線に沿って予め間隔を開けて設けた複数の空間である丸穴を示す。また、7は、溶接接合の際に、アルミニウム溶接ワイヤなどから供給されて、この各丸穴4a中に溶融充填されて凝固したアルミニウム溶接材料である。
【0023】
(P値)
図1において、L-Alが、本発明で言う、接合後の前記丸穴4a中に充填凝固されたアルミニウム溶接材料の、溶接線に沿った長さ(アルミニウム溶接材料の幅)である。また、L-Feが、本発明で言う、これに(L-Alに)両隣する鋼材の溶接線に沿った長さ(丸穴4a同士の間隔)である。
【0024】
本発明では、接合後の溶接線6の長さ100mm当たりにおけるP値、即ち、(L-Al)と(L-Fe)との比(L-Al)/(L-Fe)の最小値[以下、単にP値とも言う]が、0.5を超え、7未満の範囲となるように、両材料を溶接接合する。
【0025】
例えば、図1においては、接合後の溶接線6の長さ100mmの範囲内には、L-Alが4個あり、L-Feが3個ある。したがって、この範囲内に存在する、互いに隣接するこれら(L-Al)と(L-Fe)との比(L-Al)/(L-Fe)の内から最小値(P値)を求め、この最小値Pが上記0.5を超え、7未満の範囲内となるようにする。
【0026】
なお、溶接線6の長さ100mmの部位は、実際の溶接線6から任意に選択される。また、溶接線6は、直線であっても、曲線であっても構わない。
【0027】
P値(L-Al/L-Feの最小値)が、0.5〜7の範囲から外れると、後述する実施例で示すように、アルミニウムをベースとする溶接ビード内部への鉄系材料の溶融混合量が過大となる。このため、脆弱な金属間化合物が多量に生成し、溶接ビードに割れが発生するに至る。
【0028】
P値が7を越えて大きいことは、丸穴4a(鋼材の空間)と、鋼材部分(非空間部)との長さが近い(丸穴4a間隔が小さすぎる)ことを意味する。この場合、溶融アルミニウム材料が丸穴4a(空間部)を埋めるために投入された溶接時の熱が、鋼材部分(非空間部)に貯まりやすくなる。この結果、溶接アーク点が、鋼材部分(非空間部)に移行した際に、鋼材部分(非空間部)の熱が高くなっているために、鉄がビード部を形成するアルミニウム溶融金属内部に熔解しやすくなる。その結果、金属間化合物が多量に生成し、ビードが割れやすくなる。
【0029】
逆に、P値が0.5より小さいと、丸穴4a(鋼材の空間)に比べて、鋼材部分(非空間部)の長さが長い(丸穴4a間隔が大き過ぎる)ことを意味する。この場合、鋼材部分(非空間部)を溶接アークが移動している際、溶接が進行するにつれて後に溶接される鋼材部分(非空間部)の温度が高まってしまうことになる。そのため、結果的に、P値が大きすぎる場合と同じ現象が生じ、やはりビードに割れが発生してしまう。
【0030】
この点、P値は、好ましくは0.8以上3.0以下とする。より好ましくは1.0以上2.0以下とする。さらに好ましくは1.0以上1.8以下とする。
【0031】
P値が本発明で規定する上記範囲内であれば、アークにより加熱される鋼材部分(非空間部)の熱を適度に放熱することが可能となる。その結果、著しく鋼材部分(非空間部)が加熱されることを防ぐことができる。このため、ビードに発生する割れを防止することができ、強度が高く延性に富むだけでなく、疲労強度にも優れる高性能な接合継手を得ることが可能となる。
【0032】
なお、丸穴4aあるいは後述する種々の形状の空間が、全てアルミニウムで埋め込まれる必要はないが、埋められなかった空間部分が、応力集中の起点となり得る可能性がある。このため、丸穴4aあるいは空間が全て溶接材料で埋められることが推奨される。
【0033】
また、図1(b)に示すように、前記した通り、鋼材2の丸穴(空間)4aには、これに充填凝固されたアルミニウム溶接材料7によって、アルミニウム溶接部が充填形成されている。ここで、図示はしないものの、アルミニウム溶接部の下端部(アルミニウム溶接材料7の右方側)は、アルミニウム材3が丸穴(空間)4aの底部に露呈した表面に(図の右方側に向かって)、溶け込んだ状態となって溶融接合されている。この溶け込み部は、丸穴4aの内面下端縁から、丸穴4a中央部の最大深さ部に亙って形成されている。
【0034】
更に、前記アルミニウム接合部の上端部(アルミニウム溶接材料7の左方側)は、鋼板2の表面に溶接線6に沿って被覆形成された溶接ビード5に溶着一体化(溶融接合)している。これら溶接ビード5、前記アルミニウム接合部および前記溶け込み部は、溶接ワイヤの溶融により、供給されたアルミニウム溶接材料によって一体的に形成された部分である。
【0035】
(最大溶け込み深さDとビードの平均厚さTb)
ここで、アルミニウム材3の厚みをTa、アルミニウム溶接材料7がアルミニウム材3の表面に溶け込んだ最大溶け込み深さ(丸穴4a中央部の最大深さ部の深さ)をD、溶接線6に沿って鋼材2の上面から溶接ビード5の上面までの距離であるビードの平均厚さをTb、丸穴4a(空間)の円相当半径をRとする。
【0036】
この場合に、前記最大溶け込み深さDは、アルミニウム材3の厚みTaとの比、D/Taで0.10以上とすることが好ましい。D/Taが0.10未満でも十分な接合強度が得られるが、アルミニウム溶接材料7の前記したアルミニウム材3への溶け込みが少なくなり、溶け込み部の界面に沿ってアルミニウム接合部(アルミニウム溶接材料7)が破断し易くなり、接合強度に劣る可能性がある。この点、更に好ましくはD/Taを0.40以上とする。
【0037】
(ビードの平均厚さTbと空間の円相当半径R)
また、アルミニウム溶接材料7の前記上端部の溶接ビード5への前記溶融接合を保証するためには、Tb/Rを0.50以上とすることが好ましい。0.50未満でも十分な接合強度が得られるが、溶接ビード5の部分で破断が生じるようになり、溶接ビード5やアルミニウム接合部(アルミニウム溶接材料7)のリベットとしての機能が劣る可能性がある。この点、更にさらに好ましくはTb/Rを0.70以上とする。
【0038】
なお、アルミニウム溶接材料7のアルミニウム材3表面への溶け込み部が大きくなり過ぎると、溶融したアルミニウム溶接材料7がアルミニウム材3を突き抜けて裏面に広がり、溶接ビード5が形成されないようになる。これを防止するためには、前記D/Taの上限を特に規定する必要はなく、前記した通り、Tb/Rの下限を規定することによって足りる。即ち、D/Taの下限とTb/Rの下限とを両方満足するようにする。
【0039】
これによって、ビードに発生する割れをより防止することができ、より強度が高く延性に富むだけでなく、疲労強度にもより優れる高性能な接合継手を得ることができる。
【0040】
(異材継手の溶接接合方法)
図2に本発明で規定する異材接合継手の溶接接合方法の一態様を正面図で示す。図2は異材継手をアーク溶接法にて接合する方法を示している。図2において、11は溶接トーチ、10はアルミニウム溶接ワイヤであり、上板である鋼材(鋼板)2と、下板であるアルミニウム材(アルミニウム合金板)3とを重ね合わせた部分を、図2の矢印方向(図2の右から左)へ移動しつつ、アルミニウムビード5を形成しながら溶接する。
【0041】
4aは、鋼材2の接合側に、溶接線に沿って予め間隔を開けて設けた複数の空間である丸穴を示す。図2の左側の2個の丸穴4aは、アルミニウム溶接材料がまだ充填されておらず、それより右側の丸穴4aは、溶接トーチが既に通過して、アルミニウム溶接ワイヤなどから供給されたアルミニウム溶接材料7が、溶融凝固して充填された態様を示している。
【0042】
そして、この図2においても、接合後の溶接線6の長さ100mm当たりにおける、(L-Al)と(L-Fe)との比(L-Al)/(L-Fe)の最小値であるP値が、0.5を超え、7未満の範囲となるように、鋼材2とアルミニウム材3とを溶接接合している。
【0043】
鋼材2に予め設けた丸穴4aに、アルミニウム溶接材料を溶融凝固して充填させるためには、アルミニウム溶接ワイヤを用い、かつ、鋼材(鉄系材料)を上側、アルミニウム材(アルミニウム系材料)を下側として、アーク溶接する。このいずれが欠けても、鋼材2の丸穴4aに、アルミニウム溶接材料を溶融凝固して充填させることができない。
【0044】
(鋼材の空間)
図3に、溶接前の、鋼材2とアルミニウム材3とを重ね合わせた状態を平面図(a)および側面図(b)で示す。これら図3に示すように、鋼材2に予め設ける空間である丸穴4a同士の間隔L1が前記P値におけるL-Feの大きさを規定する。また、丸穴4aの径(幅)L2が前記P値におけるL-Alの大きさを規定する。したがって、丸穴4aの間隔L1と、丸穴4aの径(幅)L2は、継手や溶接条件に応じて、溶接後の前記P値が0.5〜7の範囲となるように設定し、設けるようにする。
【0045】
なお、鋼材に設ける空間の形状は、このような丸穴4a(円形の穴)だけでなく、図4に示すように、楕円形4b、台形4c、三角形4dなど、円形や、角形、多角形、あるいは不定形、更には、これらの組み合わせなど、本発明効果を発揮でき、形成しやすい形状であれば、適宜選択できる。ただ、例えば四角形のように、角部を有する形状の場合に、溶融アルミニウムにより空間が埋められたとしても、角の部分が応力集中端となる可能性があり、継手の強度や疲労強度を低下せしめる可能性がある。このため、角部が無く、応力集中しにくい、円形あるいは楕円形などの形状が望ましい。
【0046】
(溶接条件)
上記の通り、アルミニウム材と鋼材との界面に生成する金属間化合物の生成を抑制するためには、溶接条件として、母材である鋼材を過剰量溶融させることなく、必要最小限の母材溶融(希釈)量で健全な接合状態が得られるように溶接することが好ましい。
【0047】
なお、溶接する方法としては、前記鋼材の空間を埋めたり、ビードを形成するためのアルミニウム溶接材料の供給ができるものであれば、レーザ溶接なども考えられ、特に制限されないが、汎用性を考えるとアーク溶接方法が推奨される。
【0048】
(アーク溶接の場合)
この点、汎用性という面で推奨されるアーク溶接では、溶接時の溶接電流が過大とならない範囲に制御することが望ましい。そのため本発明を実施する際の好ましいアーク溶接条件としては以下の通りである。
【0049】
溶接電流:60A以上、より好ましくは70A以上で、100A以下、より好ましくは90A以下である。大電流となるほど、少なからず生成する接合界面の金属間化合物が、接合強度に悪影響をおよぼす可能性があるので、こうした金属間化合物を抑制する上で、低い電流条件で接合することが推奨される 。
【0050】
溶接電圧:10V以上、より好ましくは11V以上で、15V以下、より好ましくは14V以下である。
【0051】
溶接速度:上記溶接電流および溶接電圧に応じて、母材中のFeおよびAlを過剰溶融させない範囲で適当に決めればよい。ただ、溶接能率なども考慮して好ましいのは20cm/min以上、より好ましくは30cm/min以上で、100cm/min以下、より好ましくは90cm/min以下である。
【0052】
シールドガス:Arなど汎用されるガスが適宜使用でき、ガス流量も、汎用流量が選択でき、特に制限は無い。
【0053】
溶接トーチ(アークトーチ)角度:特に制約は無く、継手溶接条件に応じて、角度θは適宜選択される。
【0054】
ただ、本発明をアーク溶接によって達成する場合、鉄系材料とアルミニウム系材料とを直接接合できるので、適正な溶接電流・電圧条件・接合形状等を採用する限り、特に制約を受けることがなく、適用可能範囲が拡大され汎用性が高められるとともに、また連続的な接合も可能となる効果もある。そして、前述のように、ビードなどの溶接金属中への鉄系材料の必要最小限の溶融(希釈)量で健全な結合状態を得ることができ、脆い金属間化合物が生成し難く、高い接合強度が得られる。
【0055】
また、溶接継手にて、前記した好ましいD/Ta、Tb/Rの各条件を実現するための好ましい溶接条件は、アーク溶接の入熱量Q(kJ/cm)を下記式で規定し、アルミニウム系材料の厚みをTa(mm)とした時、TaとQとの関係が、下記条件範囲を満足するように、溶接電流、溶接電圧、溶接速度を制御する。
即ち、交流電源の場合には、Ta/3.5≦Q≦Ta/1.4、直流電源の場合には、Ta/1.5≦Q≦Ta/0.7とすることが好ましい。
ここで、Q(kJ/cm)=60(s/min)×溶接電流(A)×溶接電圧(V)/溶接速度(cm/min)/1000
【0056】
アーク溶接の入熱量QがTa/3.5未満(交流電源の場合)あるいはTa/1.5未満(直流電源の場合)では、アルミニウム接合部のアルミニウム材への溶け込みが不十分となる可能性がある。また、Ta/1.4(交流電源の場合)あるいはTa/0.7(直流電源の場合)を超えると、溶け込みが過大になり、著しい場合はアルミニウム材を突き破って流出するため、必要なビード厚さを確保できないようになる可能性がある。
【0057】
アーク溶接の入熱量Q入熱量を上記範囲に制御することで、前記D/Taが0.10以上で、かつTb/Rが0.50以上の条件が満足されるようになり、アルミニウム接合部が優れたリベット機能を発揮するようになり、より優れた接合強度が得られる。
【0058】
そして、溶接継手としての上記D/Ta、Tb/Rを実現するための、他の好ましいアーク溶接条件としては、上記入熱量の規定を満足することを前提として、以下の通りである。
溶接電流:交流電源の場合は60A以上、好ましくは70A以上で、100A以下、より好ましくは90A以下である。一方、直流電源の場合は、60A以上、好ましくは70A以上で、140A以下、より好ましくは130A以下である。
溶接電圧:交流電源の場合は10V以上、好ましくは11V以上で、15V以下、より好ましくは14V以下である。一方、直流電源の場合は13V以上、より好ましくは14V以上で、19V以下、より好ましくは18V以下である。
溶接速度:交流電源あるいは直流電源のいずれの場合も、20cm/min以上、好ましくは30cm/min以上で、120cm/min以下、より好ましくは100cm/min以下である。
【0059】
(溶接ワイヤ)
アーク溶接に使用する溶接ワイヤ素材としては、前記鋼材の空間を埋めたり、ビードを形成するためのアルミニウム溶接材料を供給できるアルミニウム系の材料であれば、継手や溶接条件に応じて、適宜選択される。この点、JISで規定される、A4043−WY、A4047−WY、A5356−WY、A5183−WYなどが、好適に例示される。しかし、これに限定されるわけではない。
【0060】
もっとも、前記Al-Mg系ワイヤは、Al-Si系ワイヤに比べて、アルミニウム材の強度が高く、またアークを短く、安定化する作用が強いために好ましい。このため、鉄鋼板として溶融亜鉛メッキ鋼板を使用する場合でも、好適に使用することができる。溶融亜鉛メッキ鋼板を用いて溶接すると、溶接の際に亜鉛蒸気が貫通穴の開口から噴出すので、Al-Si系ワイヤを用いた場合、アークが不安定になりやすく、貫通穴にアルミニウム接合部が充填されがたい可能性がある。これに対して、前記Mgを含むAl-Mg系ワイヤではアークが短く安定化するので、上記のような不都合がなく好適である。
【0061】
また、前記Al-Mg系ワイヤは、溶接ビードに割れが発生し難い点でも好ましい。アルミニウムと鉄鋼とでは、溶接、冷却時の熱収縮量が異なるため、溶接の際に溶接ビードに引張応力が発生する。このため、溶接ビードを形成するアルミニウム溶接材の強度が低く、またその熱収縮量が大きいほど、ビード割れが発生し易くなる。前記Al-Mg系ワイヤは、Al-Si系ワイヤに比べて、材料強度が高いので、溶接ビードに割れが発生し難い。このため、溶接継手の外観を損なうことなく、またビード割れによる溶接継手の疲労強度の低下を防止することができるという利点がある。
【0062】
前記Al-Mg系ワイヤにおけるMg量は、2.0%未満では上記の各作用が不足し、一方、6.0%を超えるとワイヤの溶接性が劣化(スマットの発生)し、また耐食性も低下するようになる。このため、Mg量の下限を2.0%、好ましくは2.5%とするのがよく、またその上限を6.0%、好ましくは5.5%とするのがよい。
【0063】
(鉄系材料)
本発明請求項で言う鉄系材料とは、普通鋼、高張力鋼(ハイテン)などの鋼材のことを指す。本発明においては、継手に使用する鋼材の種類や形状を特に限定するものではなく、構造部材に汎用される、あるいは構造部材用途から選択される、鋼板、鋼形材、鋼管などの適宜の形状、材料が使用可能である。その意味で、請求項では鉄系材料とした。ただ、継ぎ手や鋼材の強度を得るためには、高張力鋼(ハイテン)であることが好ましい。
【0064】
(アルミニウム系材料)
本発明請求項で言うアルミニウム系材料とは、純アルミニウム系材あるいはアルミニウム合金系材のようなアルミニウム材を指す。 本発明で用いるアルミニウム材は、その合金の種類や形状を特に限定するものではなく、各構造用部材としての要求特性に応じて、汎用されている板材、形材、鍛造材、鋳造材などが適宜選択される。その意味で、請求項ではアルミニウム系材料とした。
【0065】
以下、実施例を挙げて本発明をより具体的に説明するが、本発明はもとより、下記実施例によって制限を受けるものではなく、前記、後記の趣旨に適合し得る範囲で適当に変更を加えて実施することも勿論可能であり、それらはいずれも本発明の技術的範囲に包含される。
【実施例】
【0066】
種々のアルミニウム溶接ワイヤを用いて、本発明の空間(穴)を設けた鋼板(SPCEの軟鋼板から980MPaまでの高張力鋼板)と、アルミニウム合金板(A 5182)との重ね溶接試験を行い、異材接合継手を制作、評価した。
【0067】
(実施例1)
表1に、溶接電源として、交流電源を使用した溶接試験結果を示す。表1では、本溶接試験に使用した、鋼板とアルミニウム合金板の条件(材質、板厚)および溶接ワイヤ条件(材質)、溶接条件(電流、電圧、速度)、空間条件(形状、パラメータP値)、ならびに判定結果(ビード割れの有無、継手強度と伸び)などを各々示す。なお、今回の溶接試験では評価を容易にするため、鉄系材料に設けた空間形状は円形或いは楕円形とし、直径をサイズパラメータとした。
【0068】
アルミニウム合金板と鋼板とは、図5に断面図で示すように、鋼板試験片2を上側に、アルミニウム合金板試験片3を下側に重ね合わせて重ね継手を形成した。
試験片の平面サイズは、鋼板、アルミニウム合金板とも100mm×300mmとし、両者とも、300mmの辺側同士を重ね合わせて、全長をミグ(MIG)溶接した(溶接線の長さは300mm)。
【0069】
直径1.2mmのアルミニウム溶接ワイヤ10を使用した。シールドガスとしては、Ar(流量は20〜25L/min)を使用した。溶接トーチ(アークトーチ)11の角度θは80゜に固定した。
【0070】
これらの溶接(接合)後、下記基準にて、ビード5の割れ発生の有無を評価するとともに、この接合継手から板幅30mmの継手強度評価用試験片を採取し、25mm/minの速度で引張試験を行い、下記式にしたがい継手強度(MPa)を算出した。
継手強度(MPa)=最大荷重点荷重(MPa)/継手断面積(mm)
ここで、継手断面積はアルミニウム合金板の板厚方向断面積とした。
【0071】
ビード割れの判定基準:
ビード割れは、目視および浸透探傷試験によって接合継手部の割れ発生有無を調べた。
◎:割れが全くないもの。
○:溶接長100mmあたりの割れが2個以下
×:溶接長100mmあたりの割れが2個以上
【0072】
表1から明らかなように、発明例5〜14は、溶接条件パラメータP値が0.5〜7の範囲内であり、120MPa以上の高い継手強度が安定して得られている。また、伸びも4%以上であり、継手の延性も高い。したがって、発明例5〜14は、強度が高く延性も有する、優れた継手強度を有するとともに、溶接継手部に割れのない健全な継手を得ることが可能である。
【0073】
これに対して、比較例1〜3は、P値が上限7を超えている。このため、100MPa以上の継手強度が得られているが、ビード割れが生じており、健全な接合継手ではない。一方、P値が下限の0.5未満の比較例4も、100MPa以上の継手強度が得られているが、ビード割れが生じており、健全な接合継手ではない。
【0074】
また、発明例5〜14が、強度が高く延性も有する、優れた継手強度を有するとともに、溶接継手部に割れのない健全な継手となっているのは、前記した好ましい継手条件(パラメータ)である、D/Taが0.10以上、Tb/Rが0.50以上、の両方を満足するからでもある。これらの発明例の中でも、溶接条件が、交流電源の場合の前記した好ましい条件Ta/3.5≦Q≦Ta/1.4を満足する発明例7〜10は、この条件を満足しない他の発明例に比して、強度、延性が高く、より優れた継手強度を有する。対照的に、比較例1、2、4は、溶接条件がTa/3.5≦Q≦Ta/1.4を満たさず、Tb/Rが0.50未満となっている。
【0075】
したがって、これらの実施例の結果から、本発明で規定する要件、あるいは好まし要件の臨界的な意義が分かる。
【0076】
【表1】
【0077】
(実施例2)
表2に、溶接電源として、直流電源を使用した、溶接試験結果を示す。表2に、本溶接試験に使用した、鋼板とアルミニウム合金板の条件(材質、板厚)および溶接ワイヤ条件(材質)、溶接条件(電流、電圧、速度)、空間条件(形状、パラメータP値)、ならびに判定結果(ビード割れの有無、継手強度と伸び)などを各々示す。なお、今回の溶接試験では評価を容易にするため、鉄系材料に設けた空間形状は全て円形とし、直径をサイズパラメータとした。
【0078】
なお、この他の溶接試験条件および継手の測定評価は、上記溶接電源を除いて、全て実施例1と同じとした。
【0079】
表2から明らかなように、発明例19〜26は、溶接条件パラメータP値が0.5〜7の範囲内であり、180MPa以上の高い継手強度が安定して得られている。また、伸びも4%以上であり、継手の延性も高い。したがって、発明例19〜26は、強度が高く延性も有する、優れた継手強度を有するとともに、溶接継手部に割れのない健全な継手を得ることが可能である。
【0080】
これに対して、比較例16〜18は、P値が上限7を超えている。このため、110MPa以上の継手強度が得られているが、ビード割れが生じており、健全な接合継手ではない。一方、P値が下限の0.5未満の比較例15も、100MPa以上の継手強度が得られているが、ビード割れが生じており、健全な接合継手ではない。
【0081】
また、発明例19〜26が、強度が高く延性も有する、優れた継手強度を有するとともに、溶接継手部に割れのない健全な継手となっているのは、前記した好ましい継手条件(パラメータ)である、D/Taが0.10以上、Tb/Rが0.50以上、の両方を満足するからでもある。そして、溶接条件も、この好ましい継手条件を満足するために、直流電源の場合の、前記した好ましい条件、Ta/1.5≦Q≦Ta/0.7を満足するからである。対照的に、比較例15、17は、溶接条件が、Ta/1.5≦Q≦Ta/0.7を満たさず、Tb/Rが0.50未満となっている。
【0082】
したがって、これらの実施例の結果からも、本発明で規定する要件、あるいは好まし要件の臨界的な意義が分かる。
【0083】
【表2】
【産業上の利用可能性】
【0084】
本発明によれば、強度が高く延性も有する、優れた継手強度を有するとともに、溶接継手部に割れのない健全な異材接合継手を得ることができる。また、施工方法が容易で、線溶接が可能なアーク溶接を活用した接合方法を提供できる。したがって、鋼材とアルミニウム材との異材接合継手の分野に有用である。
【図面の簡単な説明】
【0085】
【図1】本発明異材接合継手の一態様を示し、図1(a)は平面図、および図1(b)は側面図である。
【図2】本発明異材接合継手の溶接接合方法の一態様を示す正面図である。
【図3】溶接前の鋼材とアルミニウム材とを重ね合わせた状態を示し、図3(a)は平面図、図3(b)は側面図である。
【図4】鋼材の空間の形状を示す平面図である。
【図5】実施例の重ね継手溶接試験の態様を示す断面図である。
【符号の説明】
【0086】
1:異材接合継手、2:鋼板、3:アルミニウム合金板、4:穴(空間)、
5:溶接ビード、6:溶接線、7:アルミニウム、10:アルミニウム溶接ワイヤ、
11:溶接トーチ
【特許請求の範囲】
【請求項1】
鉄系材料とアルミニウム系材料とを接合した異材接合継手であって、鉄系材料側に溶接線に沿って予め一定の間隔で空間が設けられ、これらの空間にアルミニウム溶接材料が溶融充填されるとともに、アルミニウム溶接材料によるビードが形成されるように、両材料が溶接接合されており、接合後の溶接線長さ100mm当たりにおける、前記各空間に充填されたアルミニウム溶接材料の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲であることを特徴とする異材接合継手。
【請求項2】
前記溶接接合をアルミニウム溶接ワイヤを用いたアーク溶接法により行なう請求項1に記載の異材接合継手。
【請求項3】
前記鉄系材料側に設ける空間が円または楕円である請求項1または2に記載の異材接合継手。
【請求項4】
鉄系材料とアルミニウム系材料との異材継手をアーク溶接法にて接合する方法であって、鉄系材料側に溶接線に沿って予め一定の間隔で空間を設け、鉄系材料を上側、アルミニウム系材料を下側として、アルミニウム溶接ワイヤを用い、前記空間にアルミニウム溶接材料を溶融充填させつつ、かつアルミニウム溶接材料によるビードを形成するように接合し、かつ、接合後の溶接線長さ100mm当たりにおける、前記各空間に充填されたアルミニウム溶接材料の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲となるように、両材料を溶接接合することを特徴とする異材接合継手の溶接接合方法。
【請求項1】
鉄系材料とアルミニウム系材料とを接合した異材接合継手であって、鉄系材料側に溶接線に沿って予め一定の間隔で空間が設けられ、これらの空間にアルミニウム溶接材料が溶融充填されるとともに、アルミニウム溶接材料によるビードが形成されるように、両材料が溶接接合されており、接合後の溶接線長さ100mm当たりにおける、前記各空間に充填されたアルミニウム溶接材料の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲であることを特徴とする異材接合継手。
【請求項2】
前記溶接接合をアルミニウム溶接ワイヤを用いたアーク溶接法により行なう請求項1に記載の異材接合継手。
【請求項3】
前記鉄系材料側に設ける空間が円または楕円である請求項1または2に記載の異材接合継手。
【請求項4】
鉄系材料とアルミニウム系材料との異材継手をアーク溶接法にて接合する方法であって、鉄系材料側に溶接線に沿って予め一定の間隔で空間を設け、鉄系材料を上側、アルミニウム系材料を下側として、アルミニウム溶接ワイヤを用い、前記空間にアルミニウム溶接材料を溶融充填させつつ、かつアルミニウム溶接材料によるビードを形成するように接合し、かつ、接合後の溶接線長さ100mm当たりにおける、前記各空間に充填されたアルミニウム溶接材料の断面における溶接線方向に沿った長さ(L-Al)と、これに両隣する鉄系材料の断面における溶接線方向に沿った長さ(L-Fe)との比(L-Al)/(L-Fe)の最小値が、0.5を超え、7未満の範囲となるように、両材料を溶接接合することを特徴とする異材接合継手の溶接接合方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2006−21249(P2006−21249A)
【公開日】平成18年1月26日(2006.1.26)
【国際特許分類】
【出願番号】特願2005−161724(P2005−161724)
【出願日】平成17年6月1日(2005.6.1)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【出願人】(504226733)神鋼溶接サービス株式会社 (6)
【Fターム(参考)】
【公開日】平成18年1月26日(2006.1.26)
【国際特許分類】
【出願日】平成17年6月1日(2005.6.1)
【出願人】(000001199)株式会社神戸製鋼所 (5,860)
【出願人】(504226733)神鋼溶接サービス株式会社 (6)
【Fターム(参考)】
[ Back to top ]