
鉄道車両の外板・付帯物溶接接合方法とそれによる側構体
【課題】 外観、作業性、コストの面に有利な外板・付帯物溶接接合構造を実現できるようにする。
【解決手段】 外板3とそれの補強や内外装を目的とした骨1、2や開口枠、開口枠材42a、43aなどの付帯物とを溶接接合するのに、外板3とこれに当てがった付帯物1、2、42a、43aとの重合部につき、それら外板3および付帯物1、2、42a、43aの外面に露出する側の表面にある一方向に揃った研磨目に沿う方向にレーザ溶接4、45して、外板3および付帯物1、2、42a、43aを溶接接合することにより、上記の目的を達成する。
【解決手段】 外板3とそれの補強や内外装を目的とした骨1、2や開口枠、開口枠材42a、43aなどの付帯物とを溶接接合するのに、外板3とこれに当てがった付帯物1、2、42a、43aとの重合部につき、それら外板3および付帯物1、2、42a、43aの外面に露出する側の表面にある一方向に揃った研磨目に沿う方向にレーザ溶接4、45して、外板3および付帯物1、2、42a、43aを溶接接合することにより、上記の目的を達成する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鉄道車両の外板・付帯物溶接接合方法、詳しくは、外板とそれの補強や内外装を目的とした骨や開口枠、開口枠材などの付帯物とを溶接接合する鉄道車両の外板・付帯物溶接接合方法とそれによる側構体に関するものである。
【背景技術】
【0002】
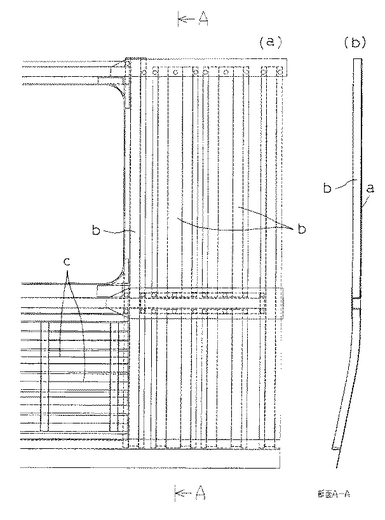
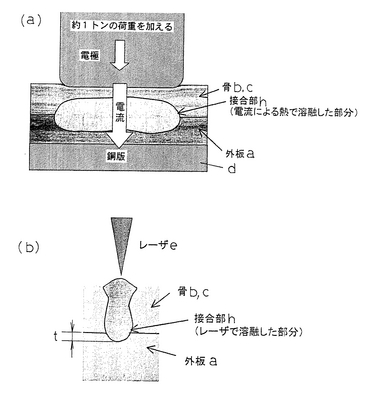
外板の内面に縦横に配した骨を当てがって溶接接合し、外板の補強を図る鉄道車両の外板補強構造は既に知られているし(例えば、特許文献1参照。)、図6(a)(b)に示すように外板aに対し縦横の骨b、cを配して溶接接合したものも知られている。これらのものは図7(a)に示すようなスポット溶接をして溶接接合している。しかし、スポット溶接では1tもの荷重を掛けて溶接するので、圧痕が外面に出て見栄えが悪く、接合にも手間や時間が掛かるので、コスト高になるし、荷重が大きく大掛かりな装置となる上、高価な銅製の電極盤dが必要であるなど設備費も高くつく。
【0003】
そこで、図7(b)に示すようなレーザ溶接によって溶接接合することも知られている(例えば、特許文献2参照。)。
【特許文献1】特開平9−30414号公報
【特許文献2】特許第2843899号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
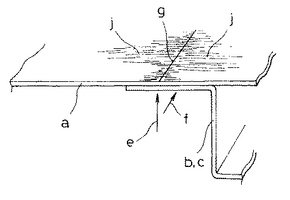
ところで、本発明者は外板とその付帯物とを溶接接合するのにステンレス製車体においてレーザ溶接を実用すべく種々に実験をし検討を重ねているなか、図5に示すように外板aの内面に骨b、cを当てがい内側から照射するレーザ光eによって矢印fの方向にレーザ溶接するのに、外板aの外面にレーザ溶接ラインに沿った線状痕gが現れることがあった。これは、図7(b)に示すようにレーザ溶接では溶融して接合部hとなる部分の外板a側への溶け込みが浅く、骨b、c側に高い凝固力が働き、これによって1.5〜3mm程度の厚みの外板aや1〜2.5mm程度の厚みの骨b、cがレーザ溶接ラインに沿って僅かに屈曲させられていることによるもので、鏡面の場合よりも図5に示すようなキズや汚れを目立たなくする化粧の一種である研磨目jのある面で特定の場合に目立った。この特定の場合はレーザ溶接ラインが研磨目jに交差するような場合であることが判明し、レーザ溶接ラインが研磨目jに沿うようにレーザ溶接すると全く目立たなくなった。このような傾向はアルミニウムなど他の金属板の場合も同様であると思われる。
【0005】
そこで、特許文献1に記載のものが、縦横の骨を外板にレーザ溶接していて、上記のような化粧面での線状痕gを解消し切れないことや、横向きの骨が縦向きの骨に分断されて連続溶接できないことをも踏まえ、特定の向きに研磨目を有した外板を採用して、外観、作業性、コストの面に有利な鉄道車両の外板・付帯物溶接接合方法とそれによる側構体を実現した。
【0006】
本発明の目的は、本発明者の上記のような鋭意努力によるところの、外観、作業性、コストの面に有利な鉄道車両の外板・付帯物溶接接合方法とそれによる側構体を提供するものである。
【課題を解決するための手段】
【0007】
上記のような課題を達成するために、本発明の、鉄道車両の外板・付帯物溶接接合方法は、外板とそれの補強や内外装を目的とした骨や開口枠、開口枠材などの付帯物とを溶接接合する鉄道車両の外板・付帯物溶接接合方法であって、外板とこれに当てがった付帯物との重合部につき、それら外板および付帯物の外面に露出する側の表面にある一方向に揃った研磨目に沿う方向にレーザ溶接して、外板および付帯物を溶接接合することを主たる特徴としている。
【0008】
このような構成では、例えば、付帯物の1つである骨は外板の内面に当てがわれて外板が外面となった溶接接合が行われ、付帯物の1つである開口枠、開口枠材は外板の外面に当てがって開口枠、開口枠材が外面となった溶接接合が行われることに関し、これら外板と付帯物とを当てがい、それらの重合部につき内側からレーザ溶接して溶接接合するのに、そのレーザ溶接を外板および付帯物の外面となる側の表面にある研磨目に沿った方向で行うので、外面にレーザ溶接に沿って目立った線状痕ができるのを回避して、外板と付帯物との溶接接合にレーザ溶接を実用することができる。
【0009】
車両の長手方向に向く研磨目を有した外板と、この外板の内面に横向きに当てがった骨とを、その骨の長手方向にレーザ溶接して溶接接合する、さらなる構成では、
外板の研磨目の向きを車両の長手方向に設定することで、長尺な横向きの骨を多数採用して連続レーザ溶接して必要な構体強度の確保に貢献できる。
【0010】
外板と、この外板の内面に縦向きに当てがった骨とは、スポット溶接して溶接接合する、さらなる構成では、
研磨目の向きを車両の長手方向に設定した外板に縦向きの骨を溶接接合するのに、スポット溶接による溶接接合を採用することで、縦向きの骨に沿ったレーザ溶接により研磨目に交差する目立った線状痕が生じるのを回避しながら、横向きの骨を多くした分だけ縦向きの骨を少なくして必要な構体強度確保を実現させられる。
【0011】
縦向きの骨と横向きの骨とは、栓溶接、スポット溶接、レーザ溶接のいずれかで溶接接合する、さらなる構成では、
縦横の骨どうしを種々な溶接によって外板や外観に影響なく溶接接合し、それらの継手強度を高められる。
【0012】
上記のような鉄道車両の外板・付帯物溶接接合方法によって、車両の長手方向に向く研磨目を有した外板と、この外板の内面に横向きに当てがった骨とが、その骨の長手方向にレーザ溶接した溶接接合部で接合され、前記外板と、この外板の内面に縦向きに当てがった骨とがスポット溶接した溶接接合部で接合され、前記外板と、この外板の開口縁の外面に当てがい自身の外面に長手方向に沿った研磨目を有した開口枠または開口枠材とが、その開口枠または開口枠材の長手方向にレーザ溶接した溶接接合部で接合されていることを主たる特徴とする鉄道車両の側構体が、上記各方法での特徴を生かして得られる。
【0013】
横向きの骨は外板の窓および出入り口の開口を除いた部分の内面に通して上下にほぼ等間隔に配列し、縦向きの骨は外板の窓および出入り口の開口の側部、端部に沿って配し、縦向きの骨間では横向きの骨に縦向きの補強材を内側から渡して当てがい栓溶接、スポット溶接、レーザ溶接のいずれかの溶接接合部で接合されている、さらなる構成では、
横向きの骨を通せる面域には縦向きの骨に優先して多く配列し、縦向きの骨による分断を回避してレーザ溶接の連続性を確保しながら、極端に少なくなる縦向きの骨と、縦向きの骨間で横向きの骨に縦向きに渡して外板や外観に影響なく種々な溶接により溶接接合した補強材とで必要な構体強度を確保できる。特に、補強材は外板との溶接がない上、接触もせず浮いた状態で、外板の面内せん断力による面外変形に対する強度を高められる。
【0014】
それには、横向きの骨はハット型断面を有してその両側のフランジが外板に溶接接合され、縦向きの補強材は横向きの骨のフランジより背部に嵌り合う切り欠きを有して横向きの骨のフランジに当てがわれてそのフランジに溶接接合されているのが好適である。
【0015】
本発明のそれ以上の目的および特徴は、以下の詳細な説明および図面の記載によって明らかになる。本発明の各特徴は、それ単独で、あるいは可能な限りにおいて種々な組合せで複合して用いることができる。
【発明の効果】
【0016】
本発明の鉄道車両の外板・付帯物溶接接合方法によれば、外板と付帯物と重合部で内側からするレーザ溶接を、外板および付帯物の外面となる側の表面にある研磨目に沿った方向で行って、外面にレーザ溶接に沿って目立った線状痕ができるのを回避し、レーザ溶接にて外板と付帯物とを溶接接合して、外観を損なわずにレーザ溶接を採用できる分だけ作業性がよくなり、コストも低減する。
【0017】
外板の研磨目の向きを車両の長手方向に設定して、長尺な横向きの骨およびそれに沿った連続レーザ溶接の採用率を高めて、作業性、コスト低減にさらに有利にしながら、必要な構体強度の確保に貢献できる。
【0018】
研磨目の向きを車両の長手方向に設定した外板に縦向きの骨をスポット溶接することで、縦向きの骨溶接接合が研磨目に交差する目立った線状痕が生じる原因にならないようにして、しかも、横向きの骨を多くした分だけスポット溶接の必要な縦向きの骨を少なくして作業性が低下するのを抑えながら必要な構体強度確保を実現させられる。
【0019】
縦横の骨どうしを種々な溶接によって外板や外観に影響なく溶接接合し、それらの継手強度を高められる。
【0020】
上記のような鉄道車両の外板・付帯物溶接接合方法によって、鉄道車両の側構体が、上記各方法での特徴を生かして外観よく、作業性良く安価に得られる。
【0021】
しかも、横向きの骨を通せる面域には縦向きの骨に優先して多く配列し、縦向きの骨による分断を回避してレーザ溶接の連続性を確保しながら、極端に少なくなる縦向きの骨と、縦向きの骨間で横向きの骨に縦向きに渡して外板や外観に影響なく種々な溶接により溶接接合した補強材とで必要な構体強度を確保できる。
【発明を実施するための最良の形態】
【0022】
本発明の鉄道車両の外板・付帯物溶接接合方法とそれによる側構体に係る実施の形態につき、図1〜図4を参照しながら具体的に説明し、本発明の理解に供する。
【0023】
本実施の形態は図1、図2に示すような側構体41を製作するのに、図2に示すようなステンレス製の外板3に対し、この外板3を補強する縦横に配したステンレス製の骨1、2、および出入り口42や窓43の開口縁に設けられる外装部材の一種としてのステンレス製の開口枠や開口枠材42a、43aを付帯物として溶接接合する場合の一例である。しかし、本発明はこれに限られることはなく、鉄道車両の外板3とこれに溶接接合する付帯物とを有したどの部分の構体にても適用できる。また、材料もステンレスに特に限られることはない。
【0024】
また、図2に示すように、付帯物の1つである骨1、2は外板3の内面に当てがわれて外板3が外面となった溶接接合が行われ、付帯物の1つである開口枠、開口枠材42a、43aは外板3の外面に当てがって開口枠、開口枠材42a、43aが外面となった溶接接合が行われる。このような関係から本実施の形態では、外板3とそれの補強や内外装を目的とした骨1、2や開口枠、開口枠材42a、43aなどの付帯物とを、図1、図2に示す溶接接合部4、5、45にて溶接接合するのに、外板3とこれに当てがった付帯物である骨1、2、開口枠、開口枠材42a、43aとの重合部につき、それら外板3および付帯物1、2、42a、43aの外面に露出する側の表面にある一方向に揃った研磨目に沿う方向にレーザ溶接して、外板3および付帯物1、2、42a、43aを溶接接合する。ステンレス材に対してレーザ光はYAGレーザが適する。しかし、これに限られることはない。
【0025】
このように、外板3と付帯物である骨1、2、開口枠、開口枠材42a、43aとを当てがい、それらの重合部につき内側からレーザ溶接して溶接接合するのを外板3および付帯物である骨1、2、開口枠、開口枠材42a、43aの外面となる側の表面にある研磨目に沿った方向で行うので、外面にレーザ溶接に沿って目立った線状痕ができるのを回避して、外板3と付帯物である骨1、2、開口枠、開口枠材42a、43aとの溶接接合にレーザ溶接を実用することができる。従って、外板3と付帯物である骨1、2、開口枠、開口枠材42a、43aと重合部で内側からするレーザ溶接のラインが、それらの外面となる側の表面にある研磨目に沿った向きとなるので、外面にレーザ溶接に沿って目立った線状痕ができるのを回避し、レーザ溶接にて外板3と付帯物である骨1、2、開口枠、開口枠材42a、43aとを溶接接合して、外観を損なわずにレーザ溶接を採用できる分だけ作業性がよくなり、コストも低減する。なお、レーザ溶接における外板3への溶け込み深さtは、接合強度と外板3の美観上から、0.1mm〜外板3の厚みの50%程度までとするのが好適である。
【0026】
本実施の形態では、特に、外板3は車両の長手方向に向く研磨目を有したものを採用して、この外板3の内面に図1、図2に示すように横向きに当てがった骨2とを、その骨2の長手方向に連続した溶接接合部5が示すようにレーザ溶接して溶接接合している。このように、外板3の研磨目の向きを車両の長手方向に設定することで、長尺な横向きの骨2を図1に示すように多数採用してそれぞれで連続レーザ溶接し、必要な構体強度の確保に貢献できる。つまり、長尺な横向きの骨2およびそれに沿った連続レーザ溶接の採用率を高めて、作業性、コスト低減にさらに有利にしながら、必要な構体強度の確保に貢献できる。
【0027】
これに対し、外板3と、この外板3の内面に縦向きに当てがった骨1とは、図に溶接接合部4で示すようにスポット溶接して溶接接合している。これにより、研磨目の向きを車両の長手方向に設定した外板3に縦向きの骨1を溶接接合するのに、スポット溶接による溶接接合を採用することで、縦向きの骨2に沿ったレーザ溶接により研磨目に交差する目立った線状痕が生じるのを回避しながら、横向きの骨2を多くした分だけ縦向きの骨1を少なくして必要な構体強度確保を実現させられる。
【0028】
一方、縦向きの骨1と横向きの骨2とは、溶接接合部6で示すように栓溶接、スポット溶接、レーザ溶接のいずれかで溶接接合する。これにより、縦横の骨1、2どうしを種々な溶接によって外板3や外観に影響なく溶接接合し、それらの継手強度を高められる。
【0029】
上記のような外板・付帯物溶接接合方法によって、車両の長手方向に向く研磨目を有した外板3と、この外板3の内面に横向きに当てがった骨2とが、その骨2の長手方向にレーザ溶接した溶接接合部5で接合され、前記外板3と、この外板3の内面に縦向きに当てがった骨1とがスポット溶接した溶接接合部4で接合され、前記外板3と、この外板3の出入り口42や窓43の開口縁の外面に当てがい自身の外面に長手方向に沿った、つまり周方向の研磨目を有した開口枠、開口枠材42a、43aとが、その開口枠、開口枠材42a、43aの長手方向にレーザ溶接した溶接接合部45で接合されている鉄道車両の側構体41が得られ、上記各方法での特徴を生かして、外観よく安価に十分な構体強度を有したものとして提供できる。なお、側構体41とする標準作業手順としては、出入り口42間に対応する大きさで、窓43の開口を持った外板3の外面の窓43の開口縁に開口枠43aを当てがって溶接接合した後、外板3の内面に縦横の骨1、2を配して溶接接合し、さらに補強材46を配して溶接接合したものを個別に製作し、それらの出入り口の開口縁となる端部に開口枠材42aを当てがい溶接接合して接いで1両分の長さとする。
【0030】
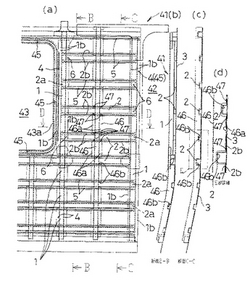
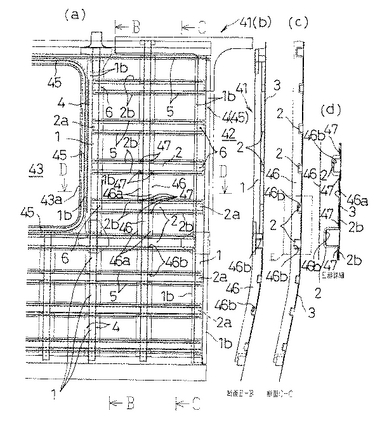
図1、図2に示す側構体41は特に、図1(a)〜(d)に示すように横向きの骨2は外板3の窓43および出入り口42の開口を除いた部分の内面に通して上下にほぼ等間隔に配列し、縦向きの骨1は外板3の窓43および出入り口42の開口およびの側部、外板3の端部(図示せず)に沿って配し、縦向きの骨1間では横向きの骨2に縦向きの補強材46を内側から渡して当てがい栓溶接、スポット溶接、レーザ溶接のいずれかの溶接接合部47で接合している。これにより、横向きの骨2を通せる面域には縦向きの骨1に優先して多く配列し、縦向きの骨1による横向きの骨2に対する分断を回避してレーザ溶接の連続性を確保しながら、極端に少なくなる縦向きの骨1と、縦向きの骨1間で横向きの骨2に縦向きに渡して外板3や外観に影響なく種々な溶接により溶接接合した補強材46とで必要な構体強度を確保できる。特に、補強材は外板との溶接がない上、接触もせず浮いた状態で、外板の面内せん断力による面外変形に対する強度を高められる。それには、図示しているように横向きの骨2はハット型断面を有してその両側のフランジ2bが外板3に溶接接合され、縦向きの補強材46はハット型の断面を有して横向きの骨2のフランジ2bより背部に嵌り合う切り欠き46bを有して横向きの骨2のフランジ2bに自身のフランジ46aを当ってそのフランジ2bに溶接接合されている構成が好適である。
【0031】
なお、縦向きの骨1が、これに優先して連続に通して配した横向きの骨2と競合する部分では、縦向きの骨1を分断して配してあるが、外板3に対して連続性の要らないスポット溶接するものであるから作業性上特に問題になることはない。
【0032】
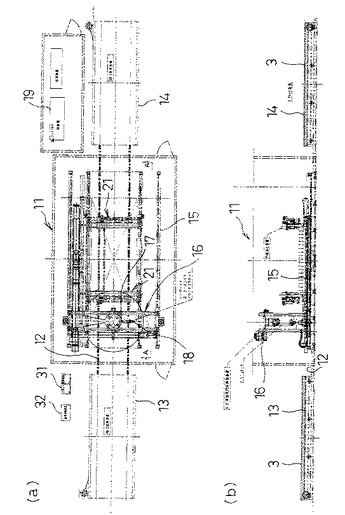
以上のようなレーザ溶接には、例えば、図3、図4に示すようなレーザ溶接設備を用いて行う。このレーザ溶接設備は図4(a)(b)に示すように、溶接作業部11と、この溶接作業部11から左右に延びるレール12上を走行する左右の治具台車13、14とを備え、左右の治具台車13は車体の側、屋根、妻などの構体などを構成する外板3を支持して溶接作業部11へ交互に進入し、支持している外板3をそれに縦横に配する骨1、2とのレーザ溶接に供することを繰り返し、溶接作業部11から出る都度溶接によって製作した構体を取外して新たな外板3と交換する。溶接作業部11はレール15上を走行する門型の作業脚16を有している。この作業脚16は例えば5関節程度の多関節ロボット17を支持しており、溶接作業部11に進入した治具台車13上の外板3に縦横に配する骨1、2をレーザ溶接する。このレーザ溶接のために多関節ロボット17は図3に示すようにロボットアームの先端にレーザトーチ18を有し、このレーザトーチ18によって冷却機構付きのレーザ発振装置19から光ファイバを通じてレーザ光を供給され溶接接合部にレーザ照射して所定のレーザ溶接を行う。このレーザ溶接のために溶接作業部11は、その左右2箇所に加圧機構21を有し、溶接作業部11に進入してきた治具台車13、14上の外板およびそれに縦横に配する骨1、2を上方から所定位置に加圧支持し、レーザ溶接に備えるようにしている。加圧機構21はレール22上を走行する門型の支持脚23に加圧ロッド24を左右に2本ずつ支持しており、これら左右2本ずつの加圧ロッド24によって前記加圧支持を行う。これらレーザ溶接作業はロボット系制御装置31と治具系制御装置32との協働した動作制御を伴って行われる。
【0033】
なお、縦横に配した骨1、2における一方の骨2の端部2aが図1、図2に示すように他方の骨1の側面に対向する関係を有して外板3に溶接接合し、外板3の補強を図るのに、図2に示すように外板3に溶接接合部5で溶接接合した一方の骨2の端部2aおよび外板3に跨って他方の骨1を当てがい、それら双方に他方の骨1を溶接接合部6、4にて溶接接合している。このように、外板3に溶接接合された一方の骨2の端部2aと外板3とに他方の骨1を跨って当てがい双方に溶接接合していることによって、横向きの骨2の外板3への連続したレーザ溶接をも許容しながら、一方の骨2の端部2a全体が外板3への溶接接合構造を有して他方の骨1の下に双方の材料力学的な立体形状のまま重なり合って、外板3に溶接接合された他方の骨1と溶接接合されるので、縦横の骨1、2の継手強度を高めながら一方の骨2の端部2aに応力が集中しないようにすることができる。
【0034】
さらに、具体的には、一方の骨2は図1、図2に示すようにハット型断面を有して両側フランジ2b、2bを外板3に当てがいレーザ溶接にて溶接接合し、他方の骨1は図1の例のようにハット型断面または図2の例のようにハット型断面を有して、一方の骨2の端部2aと外板3とに跨り、それらに両側のフランジ1b、1bを個別に当てがい、一方の骨2の端部2aにはレーザ溶接、スポット溶接、あるいは既述した栓溶接の1つによって溶接接合し、外板3にはレーザ溶接によって溶接接合している。これにより、縦横の骨1、2の外板3へのレーザ溶接による接合を実現して、しかも、縦横の骨1、2の相互接合、外板との接合、それらの力学的形状を生かした前記継手強度や接合強度の向上が図れる。
【0035】
鉄道車両では図1、図2に示す側構体41で見られるように、その長手方向に長尺の横向きの骨2を通して外板3を補強することが広く採用され、窓43や出入り口42の開口に沿う縦向きの骨1の側部に端部2aが対向する本数が多く、それらの間の継手強度や外板3への接合強度が問題になりやすいところ、それら継手強度や接合強度を高めるのに図1、図2に示す具体例は有効である。しかも、窓43および出入り口42の開口に沿って連続するレーザ溶接した溶接接合部4はそれら開口からの雨水などの侵入に対する防水となるので好適である。また、窓43や出入り口42の開口に沿う縦向きの骨1は、図2に示すように窓43や出入り口42の開口に設ける開口枠ないしは開口枠材42a、43aと別体としてあり、開口枠43aと骨1とは特に個別にレーザ溶接してあり、それらが外板3を含め3重になってレーザ溶接するのでは最内面側から外板3にまで溶け込みを及ぼすのに時間が掛かるなどの問題があるのを回避している。この場合、開口枠43aに隣接する骨1のレーザ溶接によるラインが外板3の車両長手方向に向いた研磨目と直交するように目立って現れるが、外板3の外面に当てがって内側からレーザ溶接する開口枠43aにて覆い隠すことはできる。また、覆い隠さなくても開口枠43aの際に位置するようにすれば特に目立たなくなる。開口枠材42aと骨1との関係はスペースの問題上、3重に重なった状態で内側からレーザ溶接している。しかし、接合の簡易化からスポット溶接を採用することもできる。また、骨1と開口枠、開口枠材42a、43aとはこれを一体に形成した共用部材とする簡略構造にても、前記継手強度や接合強度の向上が図れる。
【産業上の利用可能性】
【0036】
本発明は鉄道車両の外板と、その骨や開口枠、開口枠材などによる補強や内外装に実用でき、溶接の作業面、コスト面、強度面、美観上等に有利となる。
【図面の簡単な説明】
【0037】
【図1】本発明の実施の形態に係る鉄道車両の側構体に適用した外板と縦横に配した骨および開口枠、開口枠材との接合構造の1つの例を示す内面側からの正面図および断面図である。
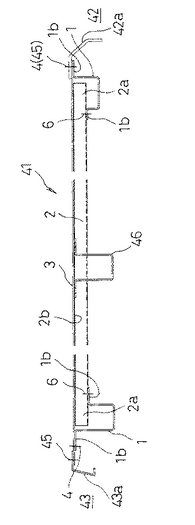
【図2】図1の側構体の窓、出切り口間の横断面図である。
【図3】本実施の形態での溶接接合部の溶接を行うレーザ溶接設備を示す横断面図である。
【図4】図3のレーザ溶接設備の平面図および正面図である。
【図5】従来での外板と骨とのレーザ溶接による溶接接合部の状態例を示す斜視図である。
【図6】従来の鉄道車両の側構体に適用した外板と縦横に配した骨および開口枠、開口枠材との接合構造の1つの例を示す内面側からの正面図および断面図である。
【図7】スポット溶接およびレーザ溶接の溶接接合状態を示す断面図である。
【符号の説明】
【0038】
1、2 骨
1b、2b フランジ
3 外板
4、5、6、45 溶接接合部
41 側構体
42 出入り口
43 窓
42a、43a 開口枠ないしは開口枠材
【技術分野】
【0001】
本発明は、鉄道車両の外板・付帯物溶接接合方法、詳しくは、外板とそれの補強や内外装を目的とした骨や開口枠、開口枠材などの付帯物とを溶接接合する鉄道車両の外板・付帯物溶接接合方法とそれによる側構体に関するものである。
【背景技術】
【0002】
外板の内面に縦横に配した骨を当てがって溶接接合し、外板の補強を図る鉄道車両の外板補強構造は既に知られているし(例えば、特許文献1参照。)、図6(a)(b)に示すように外板aに対し縦横の骨b、cを配して溶接接合したものも知られている。これらのものは図7(a)に示すようなスポット溶接をして溶接接合している。しかし、スポット溶接では1tもの荷重を掛けて溶接するので、圧痕が外面に出て見栄えが悪く、接合にも手間や時間が掛かるので、コスト高になるし、荷重が大きく大掛かりな装置となる上、高価な銅製の電極盤dが必要であるなど設備費も高くつく。
【0003】
そこで、図7(b)に示すようなレーザ溶接によって溶接接合することも知られている(例えば、特許文献2参照。)。
【特許文献1】特開平9−30414号公報
【特許文献2】特許第2843899号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
ところで、本発明者は外板とその付帯物とを溶接接合するのにステンレス製車体においてレーザ溶接を実用すべく種々に実験をし検討を重ねているなか、図5に示すように外板aの内面に骨b、cを当てがい内側から照射するレーザ光eによって矢印fの方向にレーザ溶接するのに、外板aの外面にレーザ溶接ラインに沿った線状痕gが現れることがあった。これは、図7(b)に示すようにレーザ溶接では溶融して接合部hとなる部分の外板a側への溶け込みが浅く、骨b、c側に高い凝固力が働き、これによって1.5〜3mm程度の厚みの外板aや1〜2.5mm程度の厚みの骨b、cがレーザ溶接ラインに沿って僅かに屈曲させられていることによるもので、鏡面の場合よりも図5に示すようなキズや汚れを目立たなくする化粧の一種である研磨目jのある面で特定の場合に目立った。この特定の場合はレーザ溶接ラインが研磨目jに交差するような場合であることが判明し、レーザ溶接ラインが研磨目jに沿うようにレーザ溶接すると全く目立たなくなった。このような傾向はアルミニウムなど他の金属板の場合も同様であると思われる。
【0005】
そこで、特許文献1に記載のものが、縦横の骨を外板にレーザ溶接していて、上記のような化粧面での線状痕gを解消し切れないことや、横向きの骨が縦向きの骨に分断されて連続溶接できないことをも踏まえ、特定の向きに研磨目を有した外板を採用して、外観、作業性、コストの面に有利な鉄道車両の外板・付帯物溶接接合方法とそれによる側構体を実現した。
【0006】
本発明の目的は、本発明者の上記のような鋭意努力によるところの、外観、作業性、コストの面に有利な鉄道車両の外板・付帯物溶接接合方法とそれによる側構体を提供するものである。
【課題を解決するための手段】
【0007】
上記のような課題を達成するために、本発明の、鉄道車両の外板・付帯物溶接接合方法は、外板とそれの補強や内外装を目的とした骨や開口枠、開口枠材などの付帯物とを溶接接合する鉄道車両の外板・付帯物溶接接合方法であって、外板とこれに当てがった付帯物との重合部につき、それら外板および付帯物の外面に露出する側の表面にある一方向に揃った研磨目に沿う方向にレーザ溶接して、外板および付帯物を溶接接合することを主たる特徴としている。
【0008】
このような構成では、例えば、付帯物の1つである骨は外板の内面に当てがわれて外板が外面となった溶接接合が行われ、付帯物の1つである開口枠、開口枠材は外板の外面に当てがって開口枠、開口枠材が外面となった溶接接合が行われることに関し、これら外板と付帯物とを当てがい、それらの重合部につき内側からレーザ溶接して溶接接合するのに、そのレーザ溶接を外板および付帯物の外面となる側の表面にある研磨目に沿った方向で行うので、外面にレーザ溶接に沿って目立った線状痕ができるのを回避して、外板と付帯物との溶接接合にレーザ溶接を実用することができる。
【0009】
車両の長手方向に向く研磨目を有した外板と、この外板の内面に横向きに当てがった骨とを、その骨の長手方向にレーザ溶接して溶接接合する、さらなる構成では、
外板の研磨目の向きを車両の長手方向に設定することで、長尺な横向きの骨を多数採用して連続レーザ溶接して必要な構体強度の確保に貢献できる。
【0010】
外板と、この外板の内面に縦向きに当てがった骨とは、スポット溶接して溶接接合する、さらなる構成では、
研磨目の向きを車両の長手方向に設定した外板に縦向きの骨を溶接接合するのに、スポット溶接による溶接接合を採用することで、縦向きの骨に沿ったレーザ溶接により研磨目に交差する目立った線状痕が生じるのを回避しながら、横向きの骨を多くした分だけ縦向きの骨を少なくして必要な構体強度確保を実現させられる。
【0011】
縦向きの骨と横向きの骨とは、栓溶接、スポット溶接、レーザ溶接のいずれかで溶接接合する、さらなる構成では、
縦横の骨どうしを種々な溶接によって外板や外観に影響なく溶接接合し、それらの継手強度を高められる。
【0012】
上記のような鉄道車両の外板・付帯物溶接接合方法によって、車両の長手方向に向く研磨目を有した外板と、この外板の内面に横向きに当てがった骨とが、その骨の長手方向にレーザ溶接した溶接接合部で接合され、前記外板と、この外板の内面に縦向きに当てがった骨とがスポット溶接した溶接接合部で接合され、前記外板と、この外板の開口縁の外面に当てがい自身の外面に長手方向に沿った研磨目を有した開口枠または開口枠材とが、その開口枠または開口枠材の長手方向にレーザ溶接した溶接接合部で接合されていることを主たる特徴とする鉄道車両の側構体が、上記各方法での特徴を生かして得られる。
【0013】
横向きの骨は外板の窓および出入り口の開口を除いた部分の内面に通して上下にほぼ等間隔に配列し、縦向きの骨は外板の窓および出入り口の開口の側部、端部に沿って配し、縦向きの骨間では横向きの骨に縦向きの補強材を内側から渡して当てがい栓溶接、スポット溶接、レーザ溶接のいずれかの溶接接合部で接合されている、さらなる構成では、
横向きの骨を通せる面域には縦向きの骨に優先して多く配列し、縦向きの骨による分断を回避してレーザ溶接の連続性を確保しながら、極端に少なくなる縦向きの骨と、縦向きの骨間で横向きの骨に縦向きに渡して外板や外観に影響なく種々な溶接により溶接接合した補強材とで必要な構体強度を確保できる。特に、補強材は外板との溶接がない上、接触もせず浮いた状態で、外板の面内せん断力による面外変形に対する強度を高められる。
【0014】
それには、横向きの骨はハット型断面を有してその両側のフランジが外板に溶接接合され、縦向きの補強材は横向きの骨のフランジより背部に嵌り合う切り欠きを有して横向きの骨のフランジに当てがわれてそのフランジに溶接接合されているのが好適である。
【0015】
本発明のそれ以上の目的および特徴は、以下の詳細な説明および図面の記載によって明らかになる。本発明の各特徴は、それ単独で、あるいは可能な限りにおいて種々な組合せで複合して用いることができる。
【発明の効果】
【0016】
本発明の鉄道車両の外板・付帯物溶接接合方法によれば、外板と付帯物と重合部で内側からするレーザ溶接を、外板および付帯物の外面となる側の表面にある研磨目に沿った方向で行って、外面にレーザ溶接に沿って目立った線状痕ができるのを回避し、レーザ溶接にて外板と付帯物とを溶接接合して、外観を損なわずにレーザ溶接を採用できる分だけ作業性がよくなり、コストも低減する。
【0017】
外板の研磨目の向きを車両の長手方向に設定して、長尺な横向きの骨およびそれに沿った連続レーザ溶接の採用率を高めて、作業性、コスト低減にさらに有利にしながら、必要な構体強度の確保に貢献できる。
【0018】
研磨目の向きを車両の長手方向に設定した外板に縦向きの骨をスポット溶接することで、縦向きの骨溶接接合が研磨目に交差する目立った線状痕が生じる原因にならないようにして、しかも、横向きの骨を多くした分だけスポット溶接の必要な縦向きの骨を少なくして作業性が低下するのを抑えながら必要な構体強度確保を実現させられる。
【0019】
縦横の骨どうしを種々な溶接によって外板や外観に影響なく溶接接合し、それらの継手強度を高められる。
【0020】
上記のような鉄道車両の外板・付帯物溶接接合方法によって、鉄道車両の側構体が、上記各方法での特徴を生かして外観よく、作業性良く安価に得られる。
【0021】
しかも、横向きの骨を通せる面域には縦向きの骨に優先して多く配列し、縦向きの骨による分断を回避してレーザ溶接の連続性を確保しながら、極端に少なくなる縦向きの骨と、縦向きの骨間で横向きの骨に縦向きに渡して外板や外観に影響なく種々な溶接により溶接接合した補強材とで必要な構体強度を確保できる。
【発明を実施するための最良の形態】
【0022】
本発明の鉄道車両の外板・付帯物溶接接合方法とそれによる側構体に係る実施の形態につき、図1〜図4を参照しながら具体的に説明し、本発明の理解に供する。
【0023】
本実施の形態は図1、図2に示すような側構体41を製作するのに、図2に示すようなステンレス製の外板3に対し、この外板3を補強する縦横に配したステンレス製の骨1、2、および出入り口42や窓43の開口縁に設けられる外装部材の一種としてのステンレス製の開口枠や開口枠材42a、43aを付帯物として溶接接合する場合の一例である。しかし、本発明はこれに限られることはなく、鉄道車両の外板3とこれに溶接接合する付帯物とを有したどの部分の構体にても適用できる。また、材料もステンレスに特に限られることはない。
【0024】
また、図2に示すように、付帯物の1つである骨1、2は外板3の内面に当てがわれて外板3が外面となった溶接接合が行われ、付帯物の1つである開口枠、開口枠材42a、43aは外板3の外面に当てがって開口枠、開口枠材42a、43aが外面となった溶接接合が行われる。このような関係から本実施の形態では、外板3とそれの補強や内外装を目的とした骨1、2や開口枠、開口枠材42a、43aなどの付帯物とを、図1、図2に示す溶接接合部4、5、45にて溶接接合するのに、外板3とこれに当てがった付帯物である骨1、2、開口枠、開口枠材42a、43aとの重合部につき、それら外板3および付帯物1、2、42a、43aの外面に露出する側の表面にある一方向に揃った研磨目に沿う方向にレーザ溶接して、外板3および付帯物1、2、42a、43aを溶接接合する。ステンレス材に対してレーザ光はYAGレーザが適する。しかし、これに限られることはない。
【0025】
このように、外板3と付帯物である骨1、2、開口枠、開口枠材42a、43aとを当てがい、それらの重合部につき内側からレーザ溶接して溶接接合するのを外板3および付帯物である骨1、2、開口枠、開口枠材42a、43aの外面となる側の表面にある研磨目に沿った方向で行うので、外面にレーザ溶接に沿って目立った線状痕ができるのを回避して、外板3と付帯物である骨1、2、開口枠、開口枠材42a、43aとの溶接接合にレーザ溶接を実用することができる。従って、外板3と付帯物である骨1、2、開口枠、開口枠材42a、43aと重合部で内側からするレーザ溶接のラインが、それらの外面となる側の表面にある研磨目に沿った向きとなるので、外面にレーザ溶接に沿って目立った線状痕ができるのを回避し、レーザ溶接にて外板3と付帯物である骨1、2、開口枠、開口枠材42a、43aとを溶接接合して、外観を損なわずにレーザ溶接を採用できる分だけ作業性がよくなり、コストも低減する。なお、レーザ溶接における外板3への溶け込み深さtは、接合強度と外板3の美観上から、0.1mm〜外板3の厚みの50%程度までとするのが好適である。
【0026】
本実施の形態では、特に、外板3は車両の長手方向に向く研磨目を有したものを採用して、この外板3の内面に図1、図2に示すように横向きに当てがった骨2とを、その骨2の長手方向に連続した溶接接合部5が示すようにレーザ溶接して溶接接合している。このように、外板3の研磨目の向きを車両の長手方向に設定することで、長尺な横向きの骨2を図1に示すように多数採用してそれぞれで連続レーザ溶接し、必要な構体強度の確保に貢献できる。つまり、長尺な横向きの骨2およびそれに沿った連続レーザ溶接の採用率を高めて、作業性、コスト低減にさらに有利にしながら、必要な構体強度の確保に貢献できる。
【0027】
これに対し、外板3と、この外板3の内面に縦向きに当てがった骨1とは、図に溶接接合部4で示すようにスポット溶接して溶接接合している。これにより、研磨目の向きを車両の長手方向に設定した外板3に縦向きの骨1を溶接接合するのに、スポット溶接による溶接接合を採用することで、縦向きの骨2に沿ったレーザ溶接により研磨目に交差する目立った線状痕が生じるのを回避しながら、横向きの骨2を多くした分だけ縦向きの骨1を少なくして必要な構体強度確保を実現させられる。
【0028】
一方、縦向きの骨1と横向きの骨2とは、溶接接合部6で示すように栓溶接、スポット溶接、レーザ溶接のいずれかで溶接接合する。これにより、縦横の骨1、2どうしを種々な溶接によって外板3や外観に影響なく溶接接合し、それらの継手強度を高められる。
【0029】
上記のような外板・付帯物溶接接合方法によって、車両の長手方向に向く研磨目を有した外板3と、この外板3の内面に横向きに当てがった骨2とが、その骨2の長手方向にレーザ溶接した溶接接合部5で接合され、前記外板3と、この外板3の内面に縦向きに当てがった骨1とがスポット溶接した溶接接合部4で接合され、前記外板3と、この外板3の出入り口42や窓43の開口縁の外面に当てがい自身の外面に長手方向に沿った、つまり周方向の研磨目を有した開口枠、開口枠材42a、43aとが、その開口枠、開口枠材42a、43aの長手方向にレーザ溶接した溶接接合部45で接合されている鉄道車両の側構体41が得られ、上記各方法での特徴を生かして、外観よく安価に十分な構体強度を有したものとして提供できる。なお、側構体41とする標準作業手順としては、出入り口42間に対応する大きさで、窓43の開口を持った外板3の外面の窓43の開口縁に開口枠43aを当てがって溶接接合した後、外板3の内面に縦横の骨1、2を配して溶接接合し、さらに補強材46を配して溶接接合したものを個別に製作し、それらの出入り口の開口縁となる端部に開口枠材42aを当てがい溶接接合して接いで1両分の長さとする。
【0030】
図1、図2に示す側構体41は特に、図1(a)〜(d)に示すように横向きの骨2は外板3の窓43および出入り口42の開口を除いた部分の内面に通して上下にほぼ等間隔に配列し、縦向きの骨1は外板3の窓43および出入り口42の開口およびの側部、外板3の端部(図示せず)に沿って配し、縦向きの骨1間では横向きの骨2に縦向きの補強材46を内側から渡して当てがい栓溶接、スポット溶接、レーザ溶接のいずれかの溶接接合部47で接合している。これにより、横向きの骨2を通せる面域には縦向きの骨1に優先して多く配列し、縦向きの骨1による横向きの骨2に対する分断を回避してレーザ溶接の連続性を確保しながら、極端に少なくなる縦向きの骨1と、縦向きの骨1間で横向きの骨2に縦向きに渡して外板3や外観に影響なく種々な溶接により溶接接合した補強材46とで必要な構体強度を確保できる。特に、補強材は外板との溶接がない上、接触もせず浮いた状態で、外板の面内せん断力による面外変形に対する強度を高められる。それには、図示しているように横向きの骨2はハット型断面を有してその両側のフランジ2bが外板3に溶接接合され、縦向きの補強材46はハット型の断面を有して横向きの骨2のフランジ2bより背部に嵌り合う切り欠き46bを有して横向きの骨2のフランジ2bに自身のフランジ46aを当ってそのフランジ2bに溶接接合されている構成が好適である。
【0031】
なお、縦向きの骨1が、これに優先して連続に通して配した横向きの骨2と競合する部分では、縦向きの骨1を分断して配してあるが、外板3に対して連続性の要らないスポット溶接するものであるから作業性上特に問題になることはない。
【0032】
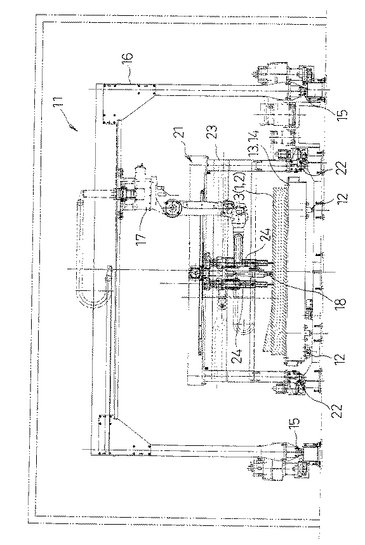
以上のようなレーザ溶接には、例えば、図3、図4に示すようなレーザ溶接設備を用いて行う。このレーザ溶接設備は図4(a)(b)に示すように、溶接作業部11と、この溶接作業部11から左右に延びるレール12上を走行する左右の治具台車13、14とを備え、左右の治具台車13は車体の側、屋根、妻などの構体などを構成する外板3を支持して溶接作業部11へ交互に進入し、支持している外板3をそれに縦横に配する骨1、2とのレーザ溶接に供することを繰り返し、溶接作業部11から出る都度溶接によって製作した構体を取外して新たな外板3と交換する。溶接作業部11はレール15上を走行する門型の作業脚16を有している。この作業脚16は例えば5関節程度の多関節ロボット17を支持しており、溶接作業部11に進入した治具台車13上の外板3に縦横に配する骨1、2をレーザ溶接する。このレーザ溶接のために多関節ロボット17は図3に示すようにロボットアームの先端にレーザトーチ18を有し、このレーザトーチ18によって冷却機構付きのレーザ発振装置19から光ファイバを通じてレーザ光を供給され溶接接合部にレーザ照射して所定のレーザ溶接を行う。このレーザ溶接のために溶接作業部11は、その左右2箇所に加圧機構21を有し、溶接作業部11に進入してきた治具台車13、14上の外板およびそれに縦横に配する骨1、2を上方から所定位置に加圧支持し、レーザ溶接に備えるようにしている。加圧機構21はレール22上を走行する門型の支持脚23に加圧ロッド24を左右に2本ずつ支持しており、これら左右2本ずつの加圧ロッド24によって前記加圧支持を行う。これらレーザ溶接作業はロボット系制御装置31と治具系制御装置32との協働した動作制御を伴って行われる。
【0033】
なお、縦横に配した骨1、2における一方の骨2の端部2aが図1、図2に示すように他方の骨1の側面に対向する関係を有して外板3に溶接接合し、外板3の補強を図るのに、図2に示すように外板3に溶接接合部5で溶接接合した一方の骨2の端部2aおよび外板3に跨って他方の骨1を当てがい、それら双方に他方の骨1を溶接接合部6、4にて溶接接合している。このように、外板3に溶接接合された一方の骨2の端部2aと外板3とに他方の骨1を跨って当てがい双方に溶接接合していることによって、横向きの骨2の外板3への連続したレーザ溶接をも許容しながら、一方の骨2の端部2a全体が外板3への溶接接合構造を有して他方の骨1の下に双方の材料力学的な立体形状のまま重なり合って、外板3に溶接接合された他方の骨1と溶接接合されるので、縦横の骨1、2の継手強度を高めながら一方の骨2の端部2aに応力が集中しないようにすることができる。
【0034】
さらに、具体的には、一方の骨2は図1、図2に示すようにハット型断面を有して両側フランジ2b、2bを外板3に当てがいレーザ溶接にて溶接接合し、他方の骨1は図1の例のようにハット型断面または図2の例のようにハット型断面を有して、一方の骨2の端部2aと外板3とに跨り、それらに両側のフランジ1b、1bを個別に当てがい、一方の骨2の端部2aにはレーザ溶接、スポット溶接、あるいは既述した栓溶接の1つによって溶接接合し、外板3にはレーザ溶接によって溶接接合している。これにより、縦横の骨1、2の外板3へのレーザ溶接による接合を実現して、しかも、縦横の骨1、2の相互接合、外板との接合、それらの力学的形状を生かした前記継手強度や接合強度の向上が図れる。
【0035】
鉄道車両では図1、図2に示す側構体41で見られるように、その長手方向に長尺の横向きの骨2を通して外板3を補強することが広く採用され、窓43や出入り口42の開口に沿う縦向きの骨1の側部に端部2aが対向する本数が多く、それらの間の継手強度や外板3への接合強度が問題になりやすいところ、それら継手強度や接合強度を高めるのに図1、図2に示す具体例は有効である。しかも、窓43および出入り口42の開口に沿って連続するレーザ溶接した溶接接合部4はそれら開口からの雨水などの侵入に対する防水となるので好適である。また、窓43や出入り口42の開口に沿う縦向きの骨1は、図2に示すように窓43や出入り口42の開口に設ける開口枠ないしは開口枠材42a、43aと別体としてあり、開口枠43aと骨1とは特に個別にレーザ溶接してあり、それらが外板3を含め3重になってレーザ溶接するのでは最内面側から外板3にまで溶け込みを及ぼすのに時間が掛かるなどの問題があるのを回避している。この場合、開口枠43aに隣接する骨1のレーザ溶接によるラインが外板3の車両長手方向に向いた研磨目と直交するように目立って現れるが、外板3の外面に当てがって内側からレーザ溶接する開口枠43aにて覆い隠すことはできる。また、覆い隠さなくても開口枠43aの際に位置するようにすれば特に目立たなくなる。開口枠材42aと骨1との関係はスペースの問題上、3重に重なった状態で内側からレーザ溶接している。しかし、接合の簡易化からスポット溶接を採用することもできる。また、骨1と開口枠、開口枠材42a、43aとはこれを一体に形成した共用部材とする簡略構造にても、前記継手強度や接合強度の向上が図れる。
【産業上の利用可能性】
【0036】
本発明は鉄道車両の外板と、その骨や開口枠、開口枠材などによる補強や内外装に実用でき、溶接の作業面、コスト面、強度面、美観上等に有利となる。
【図面の簡単な説明】
【0037】
【図1】本発明の実施の形態に係る鉄道車両の側構体に適用した外板と縦横に配した骨および開口枠、開口枠材との接合構造の1つの例を示す内面側からの正面図および断面図である。
【図2】図1の側構体の窓、出切り口間の横断面図である。
【図3】本実施の形態での溶接接合部の溶接を行うレーザ溶接設備を示す横断面図である。
【図4】図3のレーザ溶接設備の平面図および正面図である。
【図5】従来での外板と骨とのレーザ溶接による溶接接合部の状態例を示す斜視図である。
【図6】従来の鉄道車両の側構体に適用した外板と縦横に配した骨および開口枠、開口枠材との接合構造の1つの例を示す内面側からの正面図および断面図である。
【図7】スポット溶接およびレーザ溶接の溶接接合状態を示す断面図である。
【符号の説明】
【0038】
1、2 骨
1b、2b フランジ
3 外板
4、5、6、45 溶接接合部
41 側構体
42 出入り口
43 窓
42a、43a 開口枠ないしは開口枠材
【特許請求の範囲】
【請求項1】
外板とそれの補強や内外装を目的とした骨や開口枠、開口枠材などの付帯物とを溶接接合する鉄道車両の外板・付帯物溶接接合方法であって、
外板とこれに当てがった付帯物との重合部につき、それら外板および付帯物の外面に露出する側の表面にある一方向に揃った研磨目に沿う方向にレーザ溶接して、外板および付帯物を溶接接合することを特徴とする鉄道車両の外板・付帯物溶接接合方法。
【請求項2】
車両の長手方向に向く研磨目を有した外板と、この外板の内面に横向きに当てがった骨とを、その骨の長手方向にレーザ溶接して溶接接合する請求項1に記載の鉄道車両の外板・付帯物溶接接合方法。
【請求項3】
外板と、この外板の内面に縦向きに当てがった骨とは、スポット溶接して溶接接合する請求項2に記載の鉄道車両の外板・付帯物溶接接合方法。
【請求項4】
縦向きの骨と横向きの骨とは、栓溶接、スポット溶接、レーザ溶接のいずれかで溶接接合する請求項3に記載の鉄道車両の外板・付帯物溶接接合方法。
【請求項5】
外板と、この外板の開口縁の外面に当てがった開口枠または開口枠材とを、その開口枠または開口枠材の長手方向にレーザ溶接して、外板および開口枠または開口枠材を溶接接合する請求項1〜4のいずれか1項に記載の鉄道車両の外板・付帯物溶接接合方法。
【請求項6】
車両の長手方向に向く研磨目を有した外板と、この外板の内面に横向きに当てがった骨とが、その骨の長手方向にレーザ溶接した溶接接合部で接合され、前記外板と、この外板の内面に縦向きに当てがった骨とがスポット溶接した溶接接合部で接合され、前記外板と、この外板の開口縁の外面に当てがい自身の外面に長手方向に沿った研磨目を有した開口枠または開口枠材とが、その開口枠または開口枠材の長手方向にレーザ溶接した溶接接合部で接合されていることを特徴とする鉄道車両の側構体。
【請求項7】
縦向きの骨と横向きの骨とは、栓溶接、スポット溶接、レーザ溶接のいずれかの溶接接合部で接合されている請求項6に記載の鉄道車両の側構体。
【請求項8】
横向きの骨は外板の窓および出入り口の開口を除いた部分の内面に通して上下にほぼ等間隔に配列し、縦向きの骨は外板の窓および出入り口の開口の側部、端部に沿って配して溶接接合され、縦向きの骨間では横向きの骨の途中に縦向きの補強材を内側から渡して当てがい栓溶接、スポット溶接、レーザ溶接のいずれかの溶接接合部で接合されている請求項6、7のいずれか1項に記載の鉄道車両の側構体。
【請求項9】
横向きの骨はハット型断面を有してその両側のフランジが外板に溶接接合され、縦向きの補強材は横向きの骨のフランジより背部に嵌り合う切り欠きを有して横向きの骨のフランジに当てがわれてそのフランジに溶接接合されている請求項8に記載の鉄道車両の側構体。
【請求項10】
外板および骨、開口枠または開口枠材はステンレスである請求項6〜9のいずれか1項に記載の鉄道車両の側構体。
【請求項1】
外板とそれの補強や内外装を目的とした骨や開口枠、開口枠材などの付帯物とを溶接接合する鉄道車両の外板・付帯物溶接接合方法であって、
外板とこれに当てがった付帯物との重合部につき、それら外板および付帯物の外面に露出する側の表面にある一方向に揃った研磨目に沿う方向にレーザ溶接して、外板および付帯物を溶接接合することを特徴とする鉄道車両の外板・付帯物溶接接合方法。
【請求項2】
車両の長手方向に向く研磨目を有した外板と、この外板の内面に横向きに当てがった骨とを、その骨の長手方向にレーザ溶接して溶接接合する請求項1に記載の鉄道車両の外板・付帯物溶接接合方法。
【請求項3】
外板と、この外板の内面に縦向きに当てがった骨とは、スポット溶接して溶接接合する請求項2に記載の鉄道車両の外板・付帯物溶接接合方法。
【請求項4】
縦向きの骨と横向きの骨とは、栓溶接、スポット溶接、レーザ溶接のいずれかで溶接接合する請求項3に記載の鉄道車両の外板・付帯物溶接接合方法。
【請求項5】
外板と、この外板の開口縁の外面に当てがった開口枠または開口枠材とを、その開口枠または開口枠材の長手方向にレーザ溶接して、外板および開口枠または開口枠材を溶接接合する請求項1〜4のいずれか1項に記載の鉄道車両の外板・付帯物溶接接合方法。
【請求項6】
車両の長手方向に向く研磨目を有した外板と、この外板の内面に横向きに当てがった骨とが、その骨の長手方向にレーザ溶接した溶接接合部で接合され、前記外板と、この外板の内面に縦向きに当てがった骨とがスポット溶接した溶接接合部で接合され、前記外板と、この外板の開口縁の外面に当てがい自身の外面に長手方向に沿った研磨目を有した開口枠または開口枠材とが、その開口枠または開口枠材の長手方向にレーザ溶接した溶接接合部で接合されていることを特徴とする鉄道車両の側構体。
【請求項7】
縦向きの骨と横向きの骨とは、栓溶接、スポット溶接、レーザ溶接のいずれかの溶接接合部で接合されている請求項6に記載の鉄道車両の側構体。
【請求項8】
横向きの骨は外板の窓および出入り口の開口を除いた部分の内面に通して上下にほぼ等間隔に配列し、縦向きの骨は外板の窓および出入り口の開口の側部、端部に沿って配して溶接接合され、縦向きの骨間では横向きの骨の途中に縦向きの補強材を内側から渡して当てがい栓溶接、スポット溶接、レーザ溶接のいずれかの溶接接合部で接合されている請求項6、7のいずれか1項に記載の鉄道車両の側構体。
【請求項9】
横向きの骨はハット型断面を有してその両側のフランジが外板に溶接接合され、縦向きの補強材は横向きの骨のフランジより背部に嵌り合う切り欠きを有して横向きの骨のフランジに当てがわれてそのフランジに溶接接合されている請求項8に記載の鉄道車両の側構体。
【請求項10】
外板および骨、開口枠または開口枠材はステンレスである請求項6〜9のいずれか1項に記載の鉄道車両の側構体。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【公開番号】特開2006−341300(P2006−341300A)
【公開日】平成18年12月21日(2006.12.21)
【国際特許分類】
【出願番号】特願2005−171262(P2005−171262)
【出願日】平成17年6月10日(2005.6.10)
【出願人】(000163372)近畿車輌株式会社 (108)
【Fターム(参考)】
【公開日】平成18年12月21日(2006.12.21)
【国際特許分類】
【出願日】平成17年6月10日(2005.6.10)
【出願人】(000163372)近畿車輌株式会社 (108)
【Fターム(参考)】
[ Back to top ]