
鉄道車両構体及びその製造方法
【課題】補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板の適切な位置に補強部材を取り付け可能であり、外板表面に対する溶接接合による影響を抑制することが可能な鉄道車両構体を提供すること。
【解決手段】この鉄道車両構体を構成する側構体ブロックSBaは補強部材20を有し、補強部材20は、外板8に当接されるシート部材201と、シート部材201に当接しながら外板8と交わる方向に延出する第二補強部品202とを有しており、シート部材201は、外板8の裏面に当接されると共に溶接接合されており、シート部材201に溶接接合されるコマ部材203と第二補強部品202とがアーク溶接にて溶接接合されている。
【解決手段】この鉄道車両構体を構成する側構体ブロックSBaは補強部材20を有し、補強部材20は、外板8に当接されるシート部材201と、シート部材201に当接しながら外板8と交わる方向に延出する第二補強部品202とを有しており、シート部材201は、外板8の裏面に当接されると共に溶接接合されており、シート部材201に溶接接合されるコマ部材203と第二補強部品202とがアーク溶接にて溶接接合されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、その表面が鉄道車両の外観面を形成する金属製の外板と、前記外板の裏面に接合され前記外板を補強する金属製の補強部材とを備える鉄道車両構体及びその製造方法に関する。
【背景技術】
【0002】
その表面が鉄道車両の外観面を形成する金属製の外板と、前記外板の裏面に接合され前記外板を補強する金属製の補強部材とを備える鉄道車両構体が広く知られている。このような鉄道車両構体として、外板と骨組みと外板補強部材とからなる構体や、外板と一体プレス成形内板とからなる構体や、いわゆるダブルスキンタイプの構体等が知られている。
【0003】
そのような鉄道車両構体の一例として、下記特許文献1に記載の技術が開示されている。下記特許文献1に記載の技術は、それ以前の鉄道車両構体に対して、(1)全体座屈及び局部座屈に対する強度低下の課題、(2)応力集中部における永久変形(引張側)又は局部座屈(圧縮側)の課題、(3)水密性の課題、(4)外板の美観性の課題、(5)内部骨組みの煩雑さの課題を解決するものである。
【0004】
尚、本明細書において、鉄道車両構体とは、鉄道車両のボディを構成するものであって、主に鉄道車両ボディの側面を構成する側構体と、主に鉄道車両ボディの屋根を構成する屋根構体と、主に鉄道車両ボディの端面を構成する妻構体とを備えるものとして説明している。側構体、屋根構体、及び妻構体は、単数又は複数の外板を有しており、その外板に対して適宜補強部材が取り付けられるものである。
【0005】
下記特許文献1に記載の鉄道車両構体以前の鉄道車両構体では、外板と外板補強部材との接合には、熱歪み低減の観点から、抵抗スポット溶接が多用されていたが、既打点への分流を避けるためにその打点ピッチは通常50〜80mm程度とされていた。
【0006】
車体自重・乗客により負荷される垂直荷重により、側外板パネル(外板と補強部材とを含むパネルである)は主として面内せん断作用を受ける。また、車両間の前後力(車端圧縮荷重)により、側外板パネルには連結器を通じての荷重により面内軸圧縮・面内曲げ作用も負荷される。強度設計上、第1に留意すべき破壊モードは側外板パネルの座屈であり、これをもとに構造の概要が決定される。
【0007】
例えば、側外板パネルが広範囲で圧縮作用を受ける部位(例えば車端圧縮荷重時の車体中央腰板下部)では、所要の面外剛性をもつ補強部材を外板の内側に接合することが行われている。一般に、鉄道車両の側構体は車体長手方向の圧縮作用をより大きく受けるので、車体長手方向に沿って外板の内側に補強部材を設けるのが普通である。また、側外板パネルが広範囲で主としてせん断を受ける部位(例えば垂直荷重時における台車直上の戸袋部)では、補強部材をレール方向に対し45度の角度で外板に接合するのが理想であるが、そのような角度を持たせて接合することが製造上煩雑であるので、実際には補強部材を水平方向(レール方向)あるいは垂直方向に配置している。
【0008】
しかしながら、このような鉄道車両構体には、前述したような5つの課題がある。引き続いて、それら5つの課題について詳述する。
【0009】
まず第1の課題は、全体座屈および局部座屈に対する強度低下の課題である。前述したように、外板と補強部材との接合には、熱歪み低減の観点から、抵抗スポット溶接が多用されるが、既打点への分流を避けるためにその打点ピッチは通常50〜80mm程度である。この場合、補強部材にうまく応力が分散せずに理論どおりの座屈強度を得られないことがある。
【0010】
つまり、面外曲げ剛性が理論値よりも低下し、想定より低い荷重で全体座屈を引き起こす可能性がある。また、補強部材に平行な方向の圧縮に対してスポット溶接点間で外板が座屈するおそれがあり、このような局部座屈に対しても理論上の座屈強度より劣る。また、圧接によるスポットまわりの歪みにより外板に初期歪みが生じ、これによっても局部の座屈強度が大きく低下する。
【0011】
第2の課題は、応力集中部における永久変形(引張側)、あるいは局部座屈(圧縮側)の課題である。側外板パネルには、側外板パネルの開口部における隅部において応力集中が生じる。特に通勤車用の側構体には窓、出入口などの開口部が多く、これらの隅部における応力集中が問題となる。
【0012】
これら応力集中部において引張側では永久変形、圧縮側では座屈変形を起こして最終的に破壊に至る。これに対する対策としては、引張側ではプレート状の補強部材を内側に足して増厚し、応力を軽減することが考えられる。圧縮側も理論上は同様に対処が可能であるが、しかし抵抗スポット溶接で組立てられた従来の鉄道車両構体ではいくつか問題がある。
【0013】
すなわち、前述したように、抵抗スポット溶接の打点ピッチは通常50〜80mm程度であるが、この場合、補強プレートにうまく応力が分散せずに理論どおりの座屈強度を得られないことがある。また、せっかく補強プレートをあてがっても、これを接合するためのスポット溶接が増え、圧接・入熱によるスポットまわりの歪みにより外板に初期歪みが生じ、かえって局部の座屈強度を低下させることがある。
【0014】
第3の課題は、水密性の課題である。鉄道車両構体の組立において多用される抵抗スポット溶接は重ね継手しか構成することができないため、外板どうし、あるいは外板と縁部材(窓枠、ドアマスクなど)との接合も重ね継手となる。
【0015】
ところで、これらの継手では外部からの浸水を防ぐため、水密性を保つ工夫が必要であるが、重ね部で微小な隙間を生じるのに加えスポット溶接は間欠的な接合法であるため、重ね部にあらかじめシール材をはさみ込んで溶接を行うことにより水密性を確保している。あるいは重ね端部に隅肉状にシール材を盛ることにより水密性を確保している。しかし、風雨や洗車に伴うシール材の経年劣化によりシール切れが生じ、車内への浸水が発生することがある。
【0016】
第4の課題は、外板(側外板、妻外板)の美観性の課題である。鉄道車両構体の組立において多用される抵抗スポット溶接は、施工時にスポット状に押圧を行うため、押圧力と入熱によりその周囲に歪みを生じる。また打点部には凹状の圧痕も生じるため、これらが外板の美観を損ねている。とくに側外板、妻外板の美観を損ねることは製品価値を低下させることになる。
【0017】
なお、スポット溶接による外板の「焼け」は電解処理により消すことが可能であるが、圧痕は比較的深く、接合後の研磨等によって見えなくすることは困難である。また、カラーバンド(フィルム)により覆うこともできるが、覆っても、見る角度によっては、圧痕はさらに目立つことになりかねない。
【0018】
第5の課題は、内部骨組の煩雑さの課題である。内装、機器類を構体に取り付ける構造として、従来は主構造あるいは内部骨組(2次構造材)にネジ座を溶接付けしたり、あるいは取付金を別途設けたりすることにより対応していた。
【0019】
これらの取付金、ネジ座はほとんどが車両毎の個別設計であり、構体への取付場所も車種、部位によってまちまちである。従って、ネジ座、内部骨組、取付金等、部品点数が増し、部品製作、溶接付けに多大な工数を要している。また取付位置が標準化されていないので、取付の寸法管理も煩雑である。
【0020】
下記特許文献1に記載の鉄道車両構体は、これらの課題を解決するものであって、外板と補強部材との接合に、抵抗スポット溶接に代えて、レーザ溶接を利用するものである。より具体的には、側構体の外板と、その外板の内側に接合され外板を補剛する補強部材とを有し、この補強部材の一部あるいは全部が車体長手方向に配置され、補強部材が外板にほぼ連続なるレーザ溶接にて接合されている鉄道車両構体が提案されている。
【先行技術文献】
【特許文献】
【0021】
【特許文献1】特開2006−27366号公報
【発明の概要】
【発明が解決しようとする課題】
【0022】
上記従来の技術は、確かにそれ以前の鉄道車両構体に比べて、(1)全体座屈及び局部座屈に対する強度低下の課題、(2)応力集中部における永久変形(引張側)又は局部座屈(圧縮側)の課題、(3)水密性の課題、(4)外板の美観性の課題、(5)内部骨組みの煩雑さの課題を解決するものであって、その限りにおいては優れた技術ともいえる。
【0023】
しかしながら、実際に鉄道車両構体を構築するにあたっては、様々な新たな課題が発生するものである。鉄道車両構体において、外板を補強するために内側に取り付けられる補強部材としては、上記特許文献1に記載のようないわゆるハット材が用いられる場合が多い。
【0024】
ハット材とは、外板に当接されるフランジ部と、そのフランジ部と繋がっており外板から離隔するように形成されるチャネル部とを有するものである。より具体的には、断面が鍔付き帽子形状をなしており、断面がC字状のチャネル部と、断面がC字状のチャネル部の両端から外側に延びるフランジ部とを有するものである。
【0025】
ハット材で構成される補強部材を外板に取り付けるには、従来の技術では、外板裏面に対してハット材を位置決めし、ハット材のフランジ部と外板とをレーザ溶接で接合することになる。しかしながら、上述したようにハット材は、断面が鍔付き帽子形状をなしており、断面がC字状のチャネル部と、断面がC字状のチャネル部の両端から外側に延びるフランジ部とを有するものである。一方、レーザ溶接を行うためにレーザ光線を照射するレーザヘッドは比較的大型のものになりやすいのに対して、レーザ光線の焦点距離を長くすることは困難であり、レーザヘッドとハット材のチャネル部との干渉が起こり易くなる。
【0026】
このようなレーザヘッドとハット材のチャネル部との干渉を回避するためには、ハット材のチャネル部の高さを制限したり、ハット材のフランジ部のチャネル部からの張り出し量を大きくしてレーザヘッドが入り込む領域を確保したりしなければならない。このように、レーザヘッドを溶接部分に近づけるためだけにハット材の寸法に制約が生じてしまうことは、鉄道車両構体の強度確保や重量低減の観点からは好ましいものではない。
【0027】
また、ハット材には、外板が湾曲している場合にその内側に沿わせ難く、外板とハット材との間に隙間が空いてしまうという課題もある。このように外板とハット材との間に隙間が空いてしまうと、溶接接合するために焦点が合う前後方向の距離(溶接における焦点深度)が短いレーザ溶接では確実に溶接接合できない場合もある。このようにレーザ溶接を採用するが故にハット材に寸法上の制約が生じ、外板が湾曲している場合の接合性に難が生じかねないという、双方の課題を同時に解決することが求められる。
【0028】
本発明はこのような課題に鑑みてなされたものであり、その目的は、その表面が鉄道車両の外観面を形成する金属製の外板と、前記外板の裏面に接合され前記外板を補強する金属製の補強部材とを備える鉄道車両構体であって、補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板が湾曲しているような場合であっても外板の適切な位置に補強部材を確実に取り付けることが可能であり、外板表面に対する溶接接合による影響を抑制することが可能な鉄道車両構体を提供することにある。また、そのような鉄道車両構体を製造するための製造方法を提供することも本発明の目的である。
【課題を解決するための手段】
【0029】
上記課題を解決するために本発明に係る鉄道車両構体は、その表面が鉄道車両の外観面を形成する金属製の外板と、前記外板の裏面に接合され前記外板を補強する金属製の補強部材とを備える鉄道車両構体であって、前記補強部材は、前記外板に当接される第一補強部品と、前記第一補強部品に当接しながら前記外板と交わる方向に延出する第二補強部品とを有しており、前記第一補強部品は、前記外板の裏面に当接されると共に前記外板に溶接接合されており、前記第一補強部品と前記第二補強部品とがアーク溶接にて溶接接合されることで前記補強部材を形成していることを特徴とする。
【0030】
本発明に係る鉄道車両構体においては、補強部材を第一補強部品と第二補強部品とで構成している。第一補強部品は外板に当接されるものであり、第二補強部品は第一補強部品に当接しながら外板と交わる方向に延出するものである。従って、第一補強部品は外板と当接するために好適な形態となし、第二補強部品は補強部材の強度を担うために好適な形態となすことができ、結果として補強部材による補強強度を十分に確保しつつ外板との当接性を高めることができる。
【0031】
第一補強部品は、外板の裏面に当接されると共に外板に溶接接合されており、第一補強部品と前記第二補強部品とがアーク溶接にて溶接接合されることで補強部材を形成している。従って、第一補強部品は、外板の表面に極力溶接痕が出ないか、出たとしても外観上問題のないレベルのものとするように溶接接合することができる。
【0032】
一方、補強部材は、第二補強部品を第一補強部品に対してアーク溶接にて溶接接合されることで形成される。従って、アーク溶接という対象ワーク間のギャップが空いていてもレーザ溶接よりは確実に溶接接合することが可能であって、レーザヘッドと補強部材との干渉といった制約条件が多いレーザ溶接に比べ、装置がコンパクトで、溶接姿勢の自由度も高い溶接手法を採用することで、補強部材の設計上の自由度を確保することと外板と補強部材との間に隙間が空いている場合への対応とを両立することができる。
【0033】
第二補強部品は、外板に別途溶接接合されている第一補強部品に対してアーク溶接にて溶接接合されるので、第一補強部品を緩衝部材としてアーク溶接による外板表面への影響を最小限のものとすることができる。また、外板が湾曲している場合であっても、第一補強部品のみを外板に沿わせるように接合することが可能となる。更に、第二補強部品は、このように外板に接合された第一補強部品に対してアーク溶接にて溶接接合するので、第二補強部品自体は外板の湾曲に沿っていなくても、第一補強部品に確実に溶接接合することで補強部材全体としての強度を保つことができる。従って、補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板が湾曲しているような場合であっても外板の適切な位置に補強部材を確実に取り付けることが可能であり、外板表面に対する溶接接合による影響を抑制することが可能な鉄道車両構体を提供することができる。
【0034】
また本発明に係る鉄道車両構体では、前記第二補強部品は板状部分を有しており、前記板状部分の端部が前記外板に対して相対的に位置変化しないように、前記板状部分の面部が前記第一補強部品の端部に当接し、当該当接部分がアーク溶接にて溶接接合されていることも好ましい。
【0035】
この好ましい態様では、第二補強部品における板状部分の端部が外板に対して相対的に位置変化しないように、板状部分の面部を第一補強部品の端部に当接させているので、この状態では第一補強部品及び外板に対して第二補強部品を適切な位置に保持することができる。更に、このような状態を保ったまま、板状部分の面部と第一補強部品の端部近傍とをアーク溶接にて溶接接合するので、第二補強部品自体は外板の湾曲に沿っていなくても、第一補強部品に確実に溶接接合することで補強部材全体としての強度を保つことができる。
【0036】
また本発明に係る鉄道車両構体では、前記第二補強部品は、断面がC字状を成しており、前記板状部分を一対と、当該一対の板状部分を繋ぐ架橋部分とを有することも好ましい。
【0037】
この好ましい態様では、第二補強部品が、板状部分を一対と当該一対の板状部分を繋ぐ架橋部分とを有する断面C字状のものとして構成されるので、一対の板状部分を第一補強部品に対してアーク溶接にて溶接接合することができる。従って、第一補強部品と第二補強部品とをアーク溶接にて溶接接合した後には、第一補強部品がハット材のフランジ部に相当し、第二補強部品がハット材のチャネル部に相当するように構成することができる。そのため、補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板が湾曲しているような場合であっても外板の適切な位置に補強部材を確実に取り付けることが可能であり、外板表面に対する溶接接合による影響を抑制することが可能なものを提供しつつ、ハット材と同等の補強部材を提供することができる。
【0038】
また本発明に係る鉄道車両構体では、前記第一補強部品の少なくとも一部は、前記一対の板状部分それぞれに対応し、前記架橋部分の外側にそれぞれが配置されるように一対設けられていることも好ましい。
【0039】
この好ましい態様では、第一補強部品の少なくとも一部を、一対の板状部分それぞれに対応するように配置すると共に、架橋部分の外側に配置するので、一対の板状部分それぞれに対して第一補強部品を近接させて配置することができ、溶接接合に当たっての作業空間も確保することができる。従って、第一補強部品と第二補強部品とをアーク溶接によってより確実に溶接接合することができる。
【0040】
また本発明に係る鉄道車両構体では、前記第一補強部品は、前記外板の裏面に当接するシート部材と、前記シート部材が前記外板に当接する当接面とは反対側の裏面に当接するコマ部材とを有しており、前記シート部材と前記コマ部材とは、双方に溶接接合に起因する溶接痕が形成されるように溶接接合される一方で、前記シート部材と前記外板とは当該溶接痕が形成されている部分以外で溶接接合されていることも好ましい。
【0041】
この好ましい態様では、第一補強部品を構成するシート部材とコマ部材とは、互いに溶接接合によって接合され、溶接接合に起因する溶接痕が形成されている。このように、シート部材とコマ部材との双方に溶接接合に起因する溶接痕(シート部材とコマ部材とを挟み込んで保持した結果生じる保持痕や、シート部材とコマ部材とを溶接した際の溶融痕といった痕)が形成されるように接合するので、シート部材とコマ部材とを挟み込むように確実に保持した溶接が可能となり、シート部材とコマ部材とを確実に溶接接合することができる。従って、第二補強部品との接合強度を担うためのコマ部材と外板との当接性を担うためのシート部材とを確実に一体化した第一補強部品とすることができる。
【0042】
更に、このように形成されてなる第一補強部品のシート部材と外板とは、シート部材とコマ部材とを接合した溶接痕が形成されている部分以外で溶接接合されている。シート部材とコマ部材との接合とは独立して、シート部材を外板に接合するために適切な部分及び手法によって、外板の表面に極力溶接痕が出ないか、出たとしても外観上問題のないレベルのものとするように溶接接合することができる。
【0043】
また本発明に係る鉄道車両構体では、前記コマ部材は、一つの前記シート部材に対して複数の列を成すように配置されていることも好ましい。
【0044】
この好ましい態様では、コマ部材を一つのシート部材に対して複数の列を成すように配置しているので、複数の列状配置されたコマ部材を一つのシート部材にまとめて溶接接合することができ、第二補強部品が板状部分を複数備える場合や第二補強部品を複数取り付ける場合に、より効率的な作業が可能となる。
【0045】
また本発明に係る鉄道車両構体では、前記第一補強部品は、複数の前記コマ部材を有しており、前記複数のコマ部材が、少なくとも一つの列を成すように配置されていることも好ましい。
【0046】
この好ましい態様では、第一補強部品が複数のコマ部材を有するように構成し、それら複数のコマ部材が少なくとも一つの列を成すように配置しているので、第二補強部品をアーク溶接にて溶接接合する際に必要な部分のみにコマ部材を配置することができ、強度確保と鉄道車両構体の軽量化とを両立することができる。
【0047】
また本発明に係る鉄道車両構体では、前記コマ部材は、前記外板に直交する方向の厚みが前記シート部材よりも厚くなるように構成されていることも好ましい。
【0048】
この好ましい態様では、コマ部材の厚みをシート部材よりも厚くなるように構成しているので、コマ部材の厚みを十分に確保することができ、アーク溶接による外板表面への影響を確実に排除することができる。
【0049】
上記課題を解決するために本発明に係る鉄道車両構体の製造方法は、その表面が鉄道車両の外観面を形成する金属製の外板と、前記外板の裏面に接合され前記外板を補強する金属製の補強部材とを備える鉄道車両構体の製造方法であって、前記外板と、前記補強部材を構成する第一補強部品及び第二補強部品とを準備する準備工程と、前記第一補強部品を前記外板の裏面に当接させると共に、前記外板に溶接接合する第一補強工程と、前記第二補強部品を前記第一補強部品に当接させながら前記外板と交わる方向に延出させると共に、アーク溶接にて前記第一補強部品に溶接接合する第二補強工程と、を備えることを特徴とする。
【0050】
本発明に係る鉄道車両構体の製造方法においては、補強部材を第一補強部品と第二補強部品とで構成している。第一補強部品は外板に当接させられるものであり、第二補強部品は第一補強部品に当接させられながら外板と交わる方向に延出させられるものである。従って、第一補強部品は外板と当接するために好適な形態となし、第二補強部品は補強部材の強度を担うために好適な形態となすことができ、結果として補強部材による補強強度を十分に確保しつつ外板との当接性を高めることができる。
【0051】
第一補強工程において第一補強部品は、外板の裏面に当接させられると共に外板に溶接接合されており、第二補強工程において第一補強部品と前記第二補強部品とがアーク溶接にて溶接接合されることで補強部材を形成している。従って、第一補強工程において第一補強部品は、外板の表面に極力溶接痕が出ないか、出たとしても外観上問題のないレベルのものとするように溶接接合させられている。
【0052】
一方、補強部材は、第二補強工程において第二補強部品を第一補強部品に対してアーク溶接にて溶接接合されることで形成される。従って、第二補強工程においては、アーク溶接という対象ワーク間のギャップが空いていてもレーザ溶接よりは確実に溶接接合することが可能であって、レーザヘッドと補強部材との干渉といった制約条件が多いレーザ溶接に比べ、装置がコンパクトで、溶接姿勢の自由度も高い溶接手法を採用することで、補強部材の設計上の自由度を確保することと外板と補強部材との間に隙間が空いている場合への対応とを両立することができる。
【0053】
第二補強工程において第二補強部品は、外板に別途溶接接合されている第一補強部品に対してアーク溶接にて溶接接合されるので、第一補強部品を緩衝部材としてアーク溶接による外板表面への影響を最小限のものとすることができる。また、外板が湾曲している場合であっても、第一補強部品のみを外板に沿わせるように接合することが可能となる。更に、第二補強部品は、このように外板に接合された第一補強部品に対してアーク溶接にて溶接接合させられるので、第二補強部品自体は外板の湾曲に沿っていなくても、第一補強部品に確実に溶接接合することで補強部材全体としての強度を保つことができる。従って、補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板が湾曲しているような場合であっても外板の適切な位置に補強部材を確実に取り付けることが可能であり、外板表面に対する溶接接合による影響を抑制することが可能な鉄道車両構体の製造方法を提供することができる。
【0054】
また本発明に係る鉄道車両構体の製造方法では、前記第二補強部品は板状部分を有しており、前記第二補強工程において、前記板状部分の端部が前記外板に対して相対的に位置変化しないように、前記板状部分の面部を前記第一補強部品の端部に当接させ、当該当接部分をアーク溶接にて溶接接合することも好ましい。
【0055】
この好ましい態様では、第二補強部品における板状部分の端部が外板に対して相対的に位置変化しないように、板状部分の面部を第一補強部品の端部に当接させているので、この状態では第一補強部品及び外板に対して第二補強部品を適切な位置に保持することができる。更に、このような状態を保ったまま、板状部分の面部と第一補強部品の端部近傍とをアーク溶接にて溶接接合するので、第二補強部品自体は外板の湾曲に沿っていなくても、第一補強部品に確実に溶接接合することで補強部材全体としての強度を保つことができる。
【0056】
また本発明に係る鉄道車両構体の製造方法では、前記第二補強部品は、断面がC字状を成しており、前記板状部分を一対と、当該一対の板状部分を繋ぐ架橋部分とを有しており、前記第一補強工程において、一対の前記第一補強部品を前記外板の裏面に当接させると共に、前記外板に前記一対音第一補強部品を溶接接合し、前記第二補強工程において、第二補強部品の前記一対の板状部分を前記一対の第一補強部品それぞれに当接させ、前記架橋部分が前記外板から離隔するように配置し、アーク溶接にて前記一対の板状部分を前記一対の第一補強部品に溶接接合することも好ましい。
【0057】
この好ましい態様では、第二補強部品が、板状部分を一対と当該一対の板状部分を繋ぐ架橋部分とを有する断面C字状のものとして構成されるので、第二補強工程において一対の板状部分を第一補強部品に対してアーク溶接にて溶接接合することができる。従って、第一補強部品と第二補強部品とをアーク溶接にて溶接接合した後には、第一補強部品がハット材のフランジ部に相当し、第二補強部品がハット材のチャネル部に相当するように構成することができる。そのため、補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板が湾曲しているような場合であっても外板の適切な位置に補強部材を確実に取り付けることが可能であり、外板表面に対する溶接接合による影響を抑制することが可能なものを提供しつつ、ハット材と同等の補強部材を提供することができる。
【0058】
また本発明に係る鉄道車両構体の製造方法では、前記第一補強工程において、前記第一補強部品の少なくとも一部を、前記一対の板状部分それぞれに対応させ、前記架橋部分の外側にそれぞれを配置することも好ましい。
【0059】
この好ましい態様では、第一補強工程において第一補強部品の少なくとも一部を、一対の板状部分それぞれに対応するように配置すると共に、架橋部分の外側に配置するので、一対の板状部分それぞれに対して第一補強部品を近接させて配置することができ、第二補強工程における溶接接合に当たっての作業空間も確保することができる。従って、第一補強部品と第二補強部品とをアーク溶接によってより確実に溶接接合することができる。
【0060】
また本発明に係る鉄道車両構体の製造方法では、前記第一補強部品は、前記外板の裏面に当接するシート部材と、前記シート部材が前記外板に当接する当接面とは反対側の裏面に当接するコマ部材とを有しており、前記第一補強工程において、前記シート部材と前記コマ部材とを、双方に溶接接合に起因する溶接痕が形成されるように溶接接合する一方で、前記シート部材と前記外板とを当該溶接痕が形成されている部分以外で溶接接合することも好ましい。
【0061】
この好ましい態様では、第一補強部品を構成するシート部材とコマ部材とは、第一補強工程において互いに溶接接合によって接合され、溶接接合に起因する溶接痕が形成されている。このように、シート部材とコマ部材との双方に溶接接合に起因する溶接痕(シート部材とコマ部材とを挟み込んで保持した結果生じる保持痕や、シート部材とコマ部材とを溶接した際の溶融痕といった痕)が形成されるように接合するので、シート部材とコマ部材とを挟み込むように確実に保持した溶接が可能となり、シート部材とコマ部材とを確実に溶接接合することができる。従って、第二補強部品との接合強度を担うためのコマ部材と外板との当接性を担うためのシート部材とを確実に一体化した第一補強部品とすることができる。
【0062】
更に、このように形成されてなる第一補強部品のシート部材と外板とは、シート部材とコマ部材とを接合した溶接痕が形成されている部分以外で溶接接合されている。シート部材とコマ部材との接合とは独立して、シート部材を外板に接合するために適切な部分及び手法によって、外板の表面に極力溶接痕が出ないか、出たとしても外観上問題のないレベルのものとするように溶接接合することができる。
【0063】
また本発明に係る鉄道車両構体の製造方法では、前記第一補強工程において、前記コマ部材を、一つの前記シート部材に対して複数の列を成すように配置し、前記シート部材に対して溶接接合することも好ましい。
【0064】
この好ましい態様では、第一補強工程においてコマ部材を一つのシート部材に対して複数の列を成すように配置しているので、複数の列状配置されたコマ部材を一つのシート部材にまとめて溶接接合することができ、第二補強部品が板状部分を複数備える場合や第二補強部品を複数取り付ける場合に、より効率的な作業が可能となる。
【0065】
また本発明に係る鉄道車両構体の製造方法では、前記第一補強部品は、複数の前記コマ部材を有しており、前記第一補強工程において、前記複数のコマ部材が、少なくとも一つの列を成すように配置し、前記シート部材に対して溶接接合することも好ましい。
【0066】
この好ましい態様では、第一補強部品が複数のコマ部材を有するように構成し、第一補強工程においてそれら複数のコマ部材が少なくとも一つの列を成すように配置しているので、第二補強部品をアーク溶接にて溶接接合する際に必要な部分のみにコマ部材を配置することができ、強度確保と鉄道車両構体の軽量化とを両立することができる。
【0067】
また本発明に係る鉄道車両構体の製造方法では、前記コマ部材は、前記外板に直交する方向の厚みが前記シート部材よりも厚くなるように構成されており、前記第二補強工程において、前記板状部分の面部を前記コマ部材の端部に当接させ、当該当接部分をアーク溶接にて溶接接合することも好ましい。
【0068】
この好ましい態様では、コマ部材の厚みをシート部材よりも厚くなるように構成し、第二補強工程において、板状部分の面部をコマ部材の端部に当接させ、当該当接部分をアーク溶接にて溶接接合しているので、十分に厚みを確保したコマ部材を用いて、アーク溶接による外板表面への影響を確実に排除することができる。
【発明の効果】
【0069】
本発明によれば、補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板が湾曲しているような場合であっても外板の適切な位置に補強部材を確実に取り付けることが可能な鉄道車両構体を提供することができる。
【図面の簡単な説明】
【0070】
【図1】本発明の実施形態に係る鉄道車両構体を示す斜視図である。
【図2】本発明の実施形態に係る鉄道車両構体の製造方法を示すフロー図である。
【図3】図2の外板形成工程において形成される外板を示す平面図である。
【図4】図2の準備工程において準備される補強部材を示す斜視図である。
【図5】図2の第一補強工程において形成される第一補強部品を示す斜視図である。
【図6】図2の第一補強工程において形成される第一補強部品を外板に取り付けた状態を示す斜視図である。
【図7】図2の第二補強工程において第二補強部品を第一補強部品に取り付けた状態を示す斜視図である。
【図8】図7のA矢視図である。
【図9】図8の変形例を示す図である。
【図10】図3に示す外板に第一補強工程及び第二補強工程によって補強部材を取り付けた状態を示す平面図である。
【図11】図10に示す外板及び補強部材に対して、縦骨を取り付ける際の第一補強工程の状態を示す平面図である。
【図12】図10に示す外板及び補強部材に対して、縦骨を取り付ける際の第二補強工程の状態を示す平面図である。
【発明を実施するための形態】
【0071】
以下、添付図面を参照しながら本発明の実施の形態について説明する。説明の理解を容易にするため、各図面において同一の構成要素に対しては可能な限り同一の符号を付して、重複する説明は省略する。
【0072】
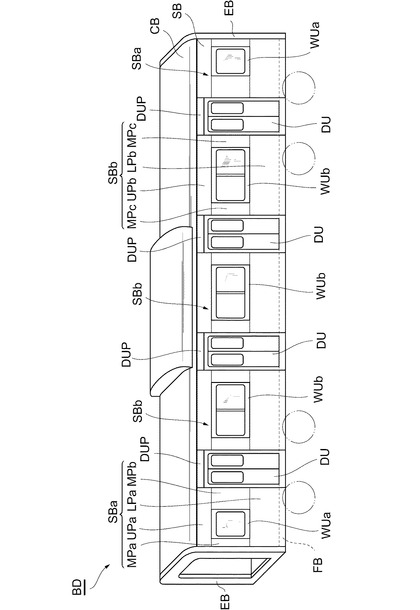
図1は、本実施形態に係る鉄道車両構体を示す斜視図である。図1に示すように、鉄道車両構体BDは、床構体FBと、屋根構体CBと、側構体SBと、妻構体EBとが互いに接合されて構成されている。床構体FBは、鉄道車両構体BDの床部を構成する部分である。屋根構体CBは、鉄道車両構体BDの屋根部を構成する部分である。側構体SBは、鉄道車両構体BDの側部を構成する部分であって、左右対称に一対設けられている。妻構体EBは、鉄道車両構体BDの端部を構成する部分であって、前方の端部と後方の端部とに一対設けられている。
【0073】
側構体SBは、ドアユニットDUと、ドア上部パネルDUPと、側構体ブロックSBaと、側構体ブロックSBbと、窓ユニットWUaと、窓ユニットWUbとを有している。ドアユニットDUは、鉄道車両構体BDの出入り口を構成するユニットであって、片側に(一つの側構体SBにおいて)4個設けられている。ドア上部パネルDUPは、ドアユニットDUの上縁部よりも上側に位置し、屋根構体CBと接合される部分である。
【0074】
側構体ブロックSBaは、妻構体EBとドアユニットDUとの間に配置される部分であって、片側に(一つの側構体SBにおいて)2個設けられている。側構体ブロックSBaは、幕パネルUPaと、吹寄パネルMPaと、吹寄パネルMPbと、腰パネルLPaとを備えている。窓ユニットWUaは、側構体ブロックSBaに配置される窓を構成するユニットである。
【0075】
幕パネルUPaは、窓ユニットWUaの上縁部よりも上側に位置し、屋根構体CBと接合されるパネルである。吹寄パネルMPaは、妻構体EBと窓ユニットWUaとの間に配置されるパネルである。吹寄パネルMPbは、ドアユニットDUと窓ユニットWUaとの間に配置されるパネルである。腰パネルLPaは、窓ユニットWUaの下縁部よりも下側に位置し、床構体FBと接合されるパネルである。従って、窓ユニットWUaは、幕パネルUPaと、吹寄パネルMPaと、吹寄パネルMPbと、腰パネルLPaとによって囲まれている。
【0076】
側構体ブロックSBbは、ドアユニットDUとドアユニットDUとの間に配置される部分であって、片側に(一つの側構体SBにおいて)3個設けられている。側構体ブロックSBbは、幕パネルUPbと、吹寄パネルMPc,MPcと、腰パネルLPbとを備えている。窓ユニットWUbは、側構体ブロックSBbに配置される窓を構成するユニットである。
【0077】
幕パネルUPbは、窓ユニットWUbの上縁部よりも上側に位置し、屋根構体CBと接合されるパネルである。吹寄パネルMPcは、ドアユニットDUと窓ユニットWUbとの間に配置されるパネルである。腰パネルLPbは、窓ユニットWUbの下縁部よりも下側に位置し、床構体FBと接合されるパネルである。従って、窓ユニットWUbは、幕パネルUPbと、吹寄パネルMPc,MPcと、腰パネルLPbとによって囲まれている。
【0078】
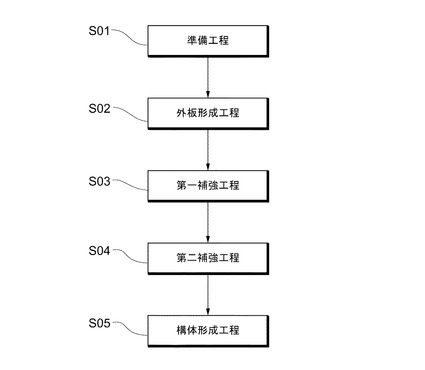
続いて、鉄道車両構体BDを構成する側構体ブロックSBaについて説明する。側構体ブロックSBaの説明にあたっては、その製造方法も併せて説明する。図2は、側構体ブロックSBa及び鉄道車両構体BDの製造方法を示すフロー図である。図2に示すように、側構体ブロックSBa及び鉄道車両構体BDの製造方法は、準備工程S01と、外板形成工程S02と、第一補強工程S03と、第二補強工程S04と、構体形成工程S05とを備えている。
【0079】
準備工程S01では、床構体FB、屋根構体CB、側構体SB、及び妻構体EBをそれぞれ構成するための部材を準備する。側構体SBを例にとると、ドアユニットDUと、ドア上部パネルDUPと、側構体ブロックSBaと、側構体ブロックSBbと、窓ユニットWUaと、窓ユニットWUbとを構成するための部材を準備する。側構体ブロックSBbを構成する部材は、形状は若干異なるものの側構体ブロックSBbを構成する部材とほぼ同等なのでその説明を省略する。また、ドアユニットDU、ドア上部パネルDUP、窓ユニットWUa、及び窓ユニットWUbの構成は公知の構成であるので、それらの説明についても省略する。
【0080】
上述したように側構体ブロックSBaは、幕パネルUPaと、吹寄パネルMPaと、吹寄パネルMPbと、腰パネルLPaとを備えている。側構体ブロックSBaを構成する部材として、幕パネルUPa、吹寄パネルMPa、吹寄パネルMPb、及び腰パネルLPaを構成する外板と、それら外板の裏側に設けられる補強部材を構成する部材とを準備する。
【0081】
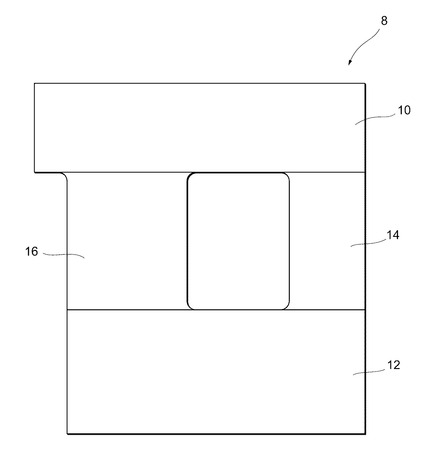
外板形成工程S02では、幕パネルUPa、吹寄パネルMPa、吹寄パネルMPb、及び腰パネルLPaを構成する外板を形成する。図3に、その外板8の平面図を示す。図3に示すように、外板8は、外板部材10と、外板部材12と、外板部材14と、外板部材16とを備えている。
【0082】
外板部材10は、ステンレス製の板状部材であって、幕パネルUPaに対応するものである。外板部材12は、ステンレス製の板状部材であって、腰パネルLPaに対応するものである。外板部材14は、ステンレス製の板状部材であって、吹寄パネルMPaに対応するものである。外板部材16は、ステンレス製の板状部材であって、吹寄パネルMPbに対応するものである。
【0083】
外板部材10と、外板部材12と、外板部材14と、外板部材16とを図3に示すような所定の位置に配置し、互いに溶接接合することで外板8を形成する。
【0084】
図2に戻り、外板形成工程S02に続く第一補強工程S03では、外板8の裏面に第一補強部品を当接させて、その第一補強部品を外板8に溶接接合する。第一補強工程S03に続く第二補強工程S04では、第一補強部品に第二補強部品を当接させて、その第二補強部品を第一補強部品に溶接接合する。
【0085】
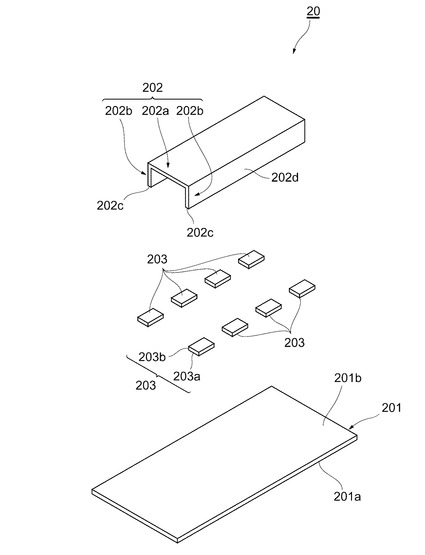
図4に、第一補強部品及び第二補強部品からなる補強部材の斜視図を示す。図4に示す補強部材20は、第一補強部品を構成するシート部材201と、第一補強部品を構成するコマ部材203と、第二補強部品202とを有している。第二補強部品202は、長手方向においてシート部材201よりも短くなるように形成されている。
【0086】
第一補強部品を構成するシート部材201は、外板8に当接されるものであって、外板8に当接される当接面201aと、当接面201aとは反対側の裏面201bとを有している。シート部材201は、外板8に当接されて、外板8とレーザ溶接によって溶接接合される。本実施形態の場合、シート部材201は、ステンレス製の板状部材であって、その厚みは1mm程度である。
【0087】
第一補強部品を構成するコマ部材203は、シート部材201に当接されるものであって、シート部材201の裏面201bに当接される当接面203aと、第二補強部品202に当接される端部203bとを有している。本実施形態の場合、コマ部材203は8個準備されている。8個のコマ部材203は、4個で一列を構成するように並べられている。8個のコマ部材203は、二列を成すように配置されている。コマ部材203は、ステンレス製のブロック状部材であって、その厚みは1mm程度である。コマ部材203の当接面203aの寸法は、20mm×50mm程度である。
【0088】
第二補強部品202は、シート部材201が外板8と当接される当接面201aとは反対側の裏面201bにおいてシート部材201に当接されるものである。第二補強部品202は、二列を成すように配置されている8個のコマ部材203全てに当接するように配置される。第二補強部品202は、C字状の断面を有するように構成され、一対の板状部分202b,202bと、それら一対の板状部分202b,202bを繋ぐ架橋部分202aとを有している。
【0089】
架橋部分202aも板状を成す部分であって、対向する一対の辺それぞれから同じ方向に板状部分202b,202bが延出している。板状部分202b,202bの、架橋部分202aに繋がっている端とは反対側の端部202c,202cは、シート部材201の裏面201bに当接する部分である。板状部分202b,202bの架橋部分202aから延出する面である面部202dは、コマ部材203の端部203bに当接する部分である。
【0090】
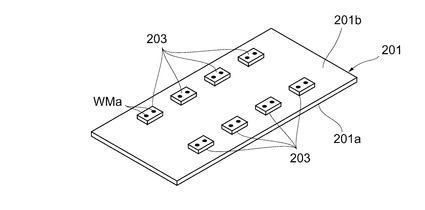
第一補強工程S03(図2参照)では、シート部材201とコマ部材203とを溶接接合する。シート部材201とコマ部材203との接合状態を図5に示す。図5に示すように、コマ部材203は4個を一列として二列に分配され、シート部材201の所定の位置に配置される。コマ部材203の当接面203aはシート部材201の裏面201bに当接され、シート部材201側とコマ部材203側とから挟み込むように保持し、それぞれのコマ部材203に対応してスポット溶接する。
【0091】
従って、シート部材201とコマ部材203との双方には、溶接接合に起因する溶接痕WMaが形成される。この溶接痕WMaは、シート部材201とコマ部材203とを挟み込むように保持した際にチャック等によって高い保持圧がかけられた結果生じる保持痕や、溶接によってシート部材201及びコマ部材203が溶融した結果生じる溶融痕である。このように溶接痕WMaが、シート部材201とコマ部材203との双方に残ることを許容できる構成とすることで、シート部材201とコマ部材203とのを確実に接合させることができる。
【0092】
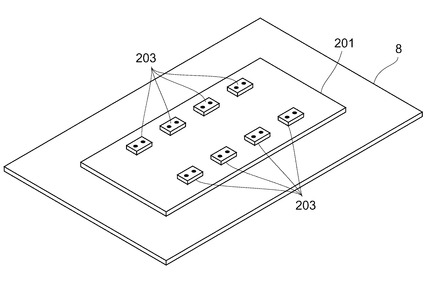
続いて、図6に示すように、シート部材201とコマ部材203とからなる第一補強部品を外板8の裏面に当接させ、第一補強部品であるシート部材201及びコマ部材203と外板8とを溶接接合する。具体的には、シート部材201を外板8に対してレーザ溶接にて溶接接合する。この場合のレーザ溶接部分は、コマ部材203が存在していない領域であればどこでも選択することができ、レーザ溶接方向も任意に選択することができる。従って、必ずしもシート部材201の長手方向(横方向)に沿ってレーザ溶接する必要はなく、シート部材201の短手方向(縦方向)に沿ってレーザ溶接することも好ましい。
【0093】
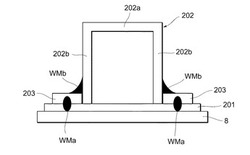
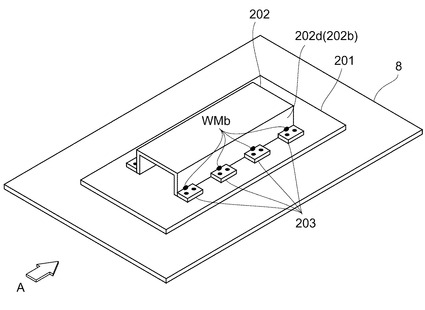
図2に戻り、第一補強工程S03に続く第二補強工程S04では、第二補強部品202を第一補強部品であるコマ部材203に対してアーク溶接にて溶接接合する。第二補強部品202とコマ部材203との接合状態を図7に示す。図7に示すように、第二補強部品202の板状部分202b,202bの端部202c,202cをシート部材201の裏面201bに当接させると共に、板状部分202b,202bが、二列に配置されたコマ部材203,203の間に位置するように配置する。このように、板状部分202b,202bの面部202d,202dを、コマ部材203,203の端部203b,203bに当接させる。その後、板状部分202b,202bとコマ部材203,203とをアーク溶接にて溶接接合する。
【0094】
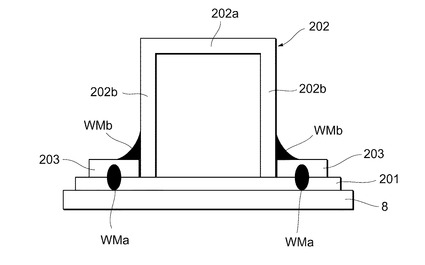
従って、板状部分202bとコマ部材203との間には、アーク溶接に起因する溶接痕WMbが形成される。溶接痕WMa及び溶接痕WMbを説明するために、図7のA矢視図を図8に示す。
【0095】
図8に示すように、シート部材201とコマ部材203とをスポット溶接した際に発生する溶接痕WMaは、シート部材201及びコマ部材203にのみ発生する。シート部材201とコマ部材203とを溶接接合して一体化した後に外板8に溶接するので、シート部材201とコマ部材203とを溶接した際に発生する溶接痕WMaは、外板8には生じることがない。また、シート部材201及びコマ部材203からなる第一補強部材を外板8に溶接接合する際には、シート部材201のみを外板8に溶接すれば足りるので、外板8の表面側に極力影響を与えないような溶接態様が選択可能である。
【0096】
また図8に示すように、第二補強部品202とコマ部材203とをアーク溶接した際の溶接痕WMbは、第二補強部品202及びコマ部材203にのみ発生する。コマ部材203の厚みは、第二補強部品202をコマ部材203にアーク溶接した際の溶接痕WMbが、シート部材201に極力影響を与えず、万が一シート部材201に影響を与えた場合であっても外板8の表面側に影響を与えないような厚みに設定されている。
【0097】
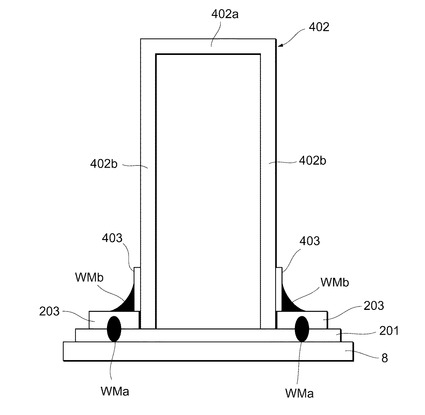
本実施形態のように、第二補強部品202をコマ部材203に対してアーク溶接することが可能であれば、第二補強部品202の取り得る形態はより自由なものとなる。第二補強部品202の変形例である第二補強部品402の例を図9に示す。
【0098】
図9に示すように、第二補強部品402は、板状部分402b,402bと、架橋部分402aとを有している。架橋部分402aは、第二補強部品202の架橋部分202aと同様のものである。板状部分402bは、第二補強部品202の板状部分202bよりも外板8に交わる方向の長さが長く、板状部分202bの略2倍の長さとなっている。このように第二補強部品402の嵩が高くなっても、アーク溶接でコマ部材203に溶接接合するので、確実に接合することができる。
【0099】
また、板状部分402bの外側であって、コマ部材203に近接する部分には補強板403を設けることも好ましい態様である。このように構成することで、アーク溶接による入熱量が増大しても、第二補強部品402が肉痩せしてしまい強度が低下してしまうようなことを確実に回避することができる。
【0100】
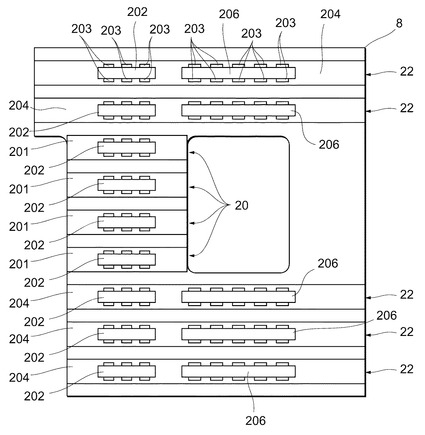
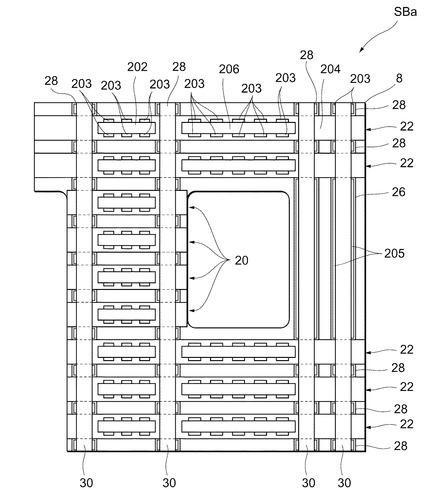
続いて、外板8に対して、シート部材201、コマ部材203及び第二補強部品202をどのように配置するかの具体例を、図10を参照しながら説明する。図10に示すように、外板8(図3参照)に、補強部材20及び補強部材22を取り付ける。補強部材20は、外板8の外板部材16に相当する領域(図3参照)に取り付けられている。補強部材22は、外板8の外板部材10及び外板部材12に相当する領域(図3参照)に取り付けられている。
【0101】
補強部材22は、シート部材204と、第二補強部品202,206と、コマ部材203とからなるものである。シート部材204は、補強部材20を構成するシート部材201よりも長く、その幅は略同一である。第二補強部品206は、補強部材20を構成する第二補強部品202よりも長く、その幅は略同一である。
【0102】
一つのシート部材204に対して、一つの第二補強部品202と、一つの第二補強部品206とが直列に並んで互いに離隔するように配置される。それぞれの第二補強部品202,206に対して、第二補強部品202,206を固定するのに必要な数のコマ部材203が配置されている。シート部材204と、コマ部材203と、第二補強部品202,206とによって補強部材22を構築する手法は、補強部材20を第一補強工程S03及び第二補強工程S04によって構築した手法と同等であるのでその説明を省略する。
【0103】
補強部材20,22は、鉄道車両構体BDの長手方向(図1参照)に沿うように、すなわち鉄道車両が走行するレールが延伸する方向に沿うように取り付けられる。補強部材20,22を外板8に取り付けるにあたっては、補強部材20を構成する第二補強部品202と、補強部材22を構成する第二補強部品202とが略同じ位置になるように取り付けるものとする。
【0104】
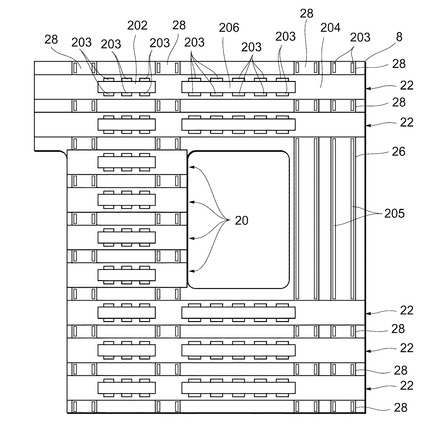
続いて図11に示すように、外板8にシート部材26,28を取り付ける。シート部材26,28は、シート部材201,204と略同一の厚みを有する板状部材である。シート部材26は、外板部材10に相当する領域(図3参照)の最下方に取り付けられた補強部材22と、外板部材12に相当する領域(図3参照)の最上方に取り付けられた補強部材22との間に配置され、レーザ溶接にて外板8に溶接接合される。シート部材26は、縦方向に配置される一方で、レーザ溶接は横方向に沿って適宜決められる間隔において溶接接合される。
【0105】
シート部材26には、一対のコマ部材205,205が取り付けられている。コマ部材205は、コマ部材203よりも長手方向に長く、シート部材26よりもやや短い程度の長さで構成されている。シート部材26とコマ部材205,205とは、スポット溶接にて溶接接合されている。
【0106】
シート部材28は、補強部材20と補強部材20との間、補強部材20と補強部材22との間、補強部材22と補強部材22との間に配置され、レーザ溶接にて外板8に溶接接合される。シート部材28は、縦方向に配置される一方で、レーザ溶接は横方向に沿って適宜決められる間隔において溶接接合される。
【0107】
シート部材28には、一対のコマ部材203,203が取り付けられている。シート部材28とコマ部材203,203とは、スポット溶接にて溶接接合されている。
【0108】
続いて図12に示すように、第二補強部品30を取り付ける。第二補強部品30は、補強部材20,22に対して、シート部材201,204が露出している部分に縦方向に沿って取り付けられる。また、シート部材26,28は、このように取り付けられる第二補強部品30に対応する位置に取り付けられるものである。第二補強部品30は、外板8に既に取り付けられているシート部材26,28に対してアーク溶接によって溶接接合される。
【0109】
図2に戻り、構体形成工程S05では、上述したように形成した側構体ブロックSBa等を利用して側構体SBを組み立てる。最終的には、床構体FB、屋根構体CB、側構体SB、及び妻構体EBを用いて鉄道車両構体BDを組み立てる。
【0110】
上述した本実施形態においては、補強部材20を第一補強部品であるシート部材201及びコマ部材203と第二補強部品202とで構成している。第一補強部品であるシート部材201は外板8に当接されるものであり、第二補強部品202は第一補強部品であるシート部材及びコマ部材203に当接しながら外板8と交わる方向に延出するものである。従って、第一補強部品であるシート部材201は外板8と当接するために好適な形態となし、第二補強部品202は補強部材20の強度を担うために好適な形態となすことができ、結果として補強部材20による補強強度を十分に確保しつつ外板8との当接性を高めることができる。
【0111】
第一補強部品であるシート部材201は、外板8の裏面に当接されると共に外板8に溶接接合されており、第一補強部品であるコマ部材203と第二補強部品202とがアーク溶接にて溶接接合されることで補強部材20を形成している。従って、第一補強部品であるシート部材201は、外板8の表面に極力溶接痕が出ないか、出たとしても外観上問題のないレベルのものとするように溶接接合することができる。
【0112】
一方、補強部材20は、第二補強部品202を第一補強部品であるコマ部材203に対してアーク溶接にて溶接接合されることで形成される。従って、アーク溶接という対象ワーク間のギャップが空いていてもレーザ溶接よりは確実に溶接接合することが可能であって、電極と対象ワークとの距離をレーザ溶接におけるレーザヘッドと対象ワークとの距離よりは広く取れる溶接手法を採用することで、補強部材20の設計上の自由度を確保することと外板8と補強部材20との間に隙間が空いている場合への対応とを両立することができる。
【0113】
第二補強部品202は、外板8に別途溶接接合されている第一補強部品であるシート部材201に更に溶接接合されているコマ部材203に対してアーク溶接にて溶接接合されるので、第一補強部品であるシート部材201を緩衝部材としてアーク溶接による外板表面への影響を最小限のものとすることができる。また、外板8が湾曲している場合であっても、第一補強部品であるシート部材201のみを先に外板8に沿わせるように接合することが可能となる。更に、第二補強部品202は、このように外板8に接合された第一補強部品であるシート部材に更に溶接接合されているコマ部材203に対してアーク溶接にて溶接接合するので、第二補強部品202自体は外板8の湾曲に完全には沿っていなくても、第一補強部品であるコマ部材203に確実に溶接接合することで補強部材20全体としての強度を保つことができる。従って、補強部材20の設計上の自由度を確保しつつ外板8への溶接接合が容易であって、外板8が湾曲しているような場合であっても外板8の適切な位置に補強部材20を確実に取り付けることが可能であり、外板表面に対する溶接接合による影響を抑制することが可能な鉄道車両構体BDを提供することができる。
【0114】
尚、本実施形態では、第一補強部品をシート部材201とコマ部材203とによって構成したけれども、コマ部材203のみによって構成することも好ましい態様である。この場合、外板8の裏面の所定の位置にコマ部材203を溶接接合する。上述したようなシート部材201が存在することによる作用効果は奏さないものの、シート部材201を省略することで軽量化を図ることができる。
【0115】
また本実施形態では、第二補強部品202における板状部分202bの端部202cが外板8に対して相対的に位置変化しないように、板状部分202bの面部202dを第一補強部品であるコマ部材203の端部203bに当接させているので、この状態では第一補強部品及び外板8に対して第二補強部品202を適切な位置に保持することができる。更に、このような状態を保ったまま、板状部分202bの面部202dとコマ部材203の端部203b近傍とをアーク溶接にて溶接接合するので、第二補強部品202自体は外板8の湾曲に沿っていなくても、第一補強部品であるコマ部材203に確実に溶接接合することで補強部材20全体としての強度を保つことができる。
【0116】
また本実施形態では、第二補強部品202が、板状部分202bを一対と当該一対の板状部分202b,202bを繋ぐ架橋部分202aとを有する断面C字状のものとして構成されるので、一対の板状部分202b,202bを第一補強部品であるコマ部材203に対してアーク溶接にて溶接接合することができる。従って、第一補強部品と第二補強部品202とをアーク溶接にて溶接接合した後には、第一補強部品のコマ部材203がハット材のフランジ部に相当し、第二補強部品202がハット材のチャネル部に相当するように構成することができる。そのため、補強部材20の設計上の自由度を確保しつつ外板8への溶接接合が容易であって、外板8が湾曲しているような場合であっても外板8の適切な位置に補強部材20を確実に取り付けることが可能であり、外板表面に対する溶接接合による影響を抑制することが可能なものを提供しつつ、ハット材と同等の補強部材20を提供することができる。
【0117】
また本実施形態では、第一補強部品であるコマ部材203を、一対の板状部分202b,202bそれぞれに対応するように配置すると共に、架橋部分202aの外側に配置するので、一対の板状部分202b,202bそれぞれに対してコマ部材203を近接させて配置することができ、溶接接合に当たっての作業空間も確保することができる。従って、コマ部材203と第二補強部品202とをアーク溶接によってより確実に溶接接合することができる。
【0118】
また本実施形態では、第一補強部品を構成するシート部材201とコマ部材203とは、互いに溶接接合によって接合され、溶接接合に起因する溶接痕WMaが形成されている。このように、シート部材201とコマ部材202との双方に溶接接合に起因する溶接痕WMa(シート部材201とコマ部材202とを挟み込んで保持した結果生じる保持痕や、シート部材201とコマ部材202とを溶接した際の溶融痕といった痕)が形成されるように接合するので、シート部材201とコマ部材203とを挟み込むように確実に保持した溶接が可能となり、シート部材201とコマ部材203とを確実に溶接接合することができる。従って、第二補強部品202との接合強度を担うためのコマ部材203と外板8との当接性を担うためのシート部材201とを確実に一体化した第一補強部品とすることができる。
【0119】
更に、このように形成されてなる第一補強部品のシート部材201と外板8とは、シート部材201とコマ部材203とを接合した溶接痕WMaが形成されている部分以外で溶接接合されている。シート部材201とコマ部材203との接合とは独立して、シート部材201を外板8に接合するために適切な部分及び手法によって、外板8の表面に極力溶接痕が出ないか、出たとしても外観上問題のないレベルのものとするように溶接接合することができる。
【0120】
また本実施形態では、コマ部材203を一つのシート部材201に対して複数の列を成すように配置しているので、複数の列状配置されたコマ部材203を一つのシート部材201にまとめて溶接接合することができ、第二補強部品202が板状部分202b,202bを複数備える場合や第二補強部品202を複数取り付ける場合に、より効率的な作業が可能となる。
【0121】
また本実施形態では、第一補強部品は複数のコマ部材203によって構成し、それら複数のコマ部材203が少なくとも一つの列を成すように配置しているので、第二補強部品202をアーク溶接にて溶接接合する際に必要な部分のみにコマ部材203を配置することができ、強度確保と鉄道車両構体BDの軽量化とを両立することができる。
【0122】
また本実施形態では、コマ部材203の厚みをシート部材201よりも厚くなるように構成することも好ましいものである。このようにコマ部材203の厚みをシート部材201よりも厚くなるように構成することで、コマ部材203の厚みを十分に確保することができ、アーク溶接による外板表面への影響を確実に排除することができる。
【0123】
以上、具体例を参照しつつ本発明の実施の形態について説明した。しかし、本発明はこれらの具体例に限定されるものではない。すなわち、これら具体例に、当業者が適宜設計変更を加えたものも、本発明の特徴を備えている限り、本発明の範囲に包含される。例えば、前述した各具体例が備える各要素およびその配置、材料、条件、形状、サイズなどは、例示したものに限定されるわけではなく適宜変更することができる。また、前述した各実施の形態が備える各要素は、技術的に可能な限りにおいて組み合わせることができ、これらを組み合わせたものも本発明の特徴を含む限り本発明の範囲に包含される。
【符号の説明】
【0124】
8:外板
10:外板部材
12:外板部材
14:外板部材
16:外板部材
20:補強部材
22:補強部材
26:シート部材
28:シート部材
30:第二補強部品
201:シート部材
201a:当接面
201b:裏面
202:第二補強部品
202a:架橋部分
202b:板状部分
202c:端部
202d:面部
203:コマ部材
203a:当接面
203b:端部
204:シート部材
205:コマ部材
206:第二補強部品
402:第二補強部品
402a:架橋部分
402b:板状部分
403:補強板
BD:鉄道車両構体
CB:屋根構体
DU:ドアユニット
DUP:ドア上部パネル
EB:妻構体
FB:床構体
LPa:腰パネル
LPb:腰パネル
MPa:吹寄パネル
MPb:吹寄パネル
MPc:吹寄パネル
SB:側構体
SBa:側構体ブロック
SBb:側構体ブロック
UPa:幕パネル
UPb:幕パネル
WMa:溶接痕
WMb:溶接痕
WUa:窓ユニット
WUb:窓ユニット
【技術分野】
【0001】
本発明は、その表面が鉄道車両の外観面を形成する金属製の外板と、前記外板の裏面に接合され前記外板を補強する金属製の補強部材とを備える鉄道車両構体及びその製造方法に関する。
【背景技術】
【0002】
その表面が鉄道車両の外観面を形成する金属製の外板と、前記外板の裏面に接合され前記外板を補強する金属製の補強部材とを備える鉄道車両構体が広く知られている。このような鉄道車両構体として、外板と骨組みと外板補強部材とからなる構体や、外板と一体プレス成形内板とからなる構体や、いわゆるダブルスキンタイプの構体等が知られている。
【0003】
そのような鉄道車両構体の一例として、下記特許文献1に記載の技術が開示されている。下記特許文献1に記載の技術は、それ以前の鉄道車両構体に対して、(1)全体座屈及び局部座屈に対する強度低下の課題、(2)応力集中部における永久変形(引張側)又は局部座屈(圧縮側)の課題、(3)水密性の課題、(4)外板の美観性の課題、(5)内部骨組みの煩雑さの課題を解決するものである。
【0004】
尚、本明細書において、鉄道車両構体とは、鉄道車両のボディを構成するものであって、主に鉄道車両ボディの側面を構成する側構体と、主に鉄道車両ボディの屋根を構成する屋根構体と、主に鉄道車両ボディの端面を構成する妻構体とを備えるものとして説明している。側構体、屋根構体、及び妻構体は、単数又は複数の外板を有しており、その外板に対して適宜補強部材が取り付けられるものである。
【0005】
下記特許文献1に記載の鉄道車両構体以前の鉄道車両構体では、外板と外板補強部材との接合には、熱歪み低減の観点から、抵抗スポット溶接が多用されていたが、既打点への分流を避けるためにその打点ピッチは通常50〜80mm程度とされていた。
【0006】
車体自重・乗客により負荷される垂直荷重により、側外板パネル(外板と補強部材とを含むパネルである)は主として面内せん断作用を受ける。また、車両間の前後力(車端圧縮荷重)により、側外板パネルには連結器を通じての荷重により面内軸圧縮・面内曲げ作用も負荷される。強度設計上、第1に留意すべき破壊モードは側外板パネルの座屈であり、これをもとに構造の概要が決定される。
【0007】
例えば、側外板パネルが広範囲で圧縮作用を受ける部位(例えば車端圧縮荷重時の車体中央腰板下部)では、所要の面外剛性をもつ補強部材を外板の内側に接合することが行われている。一般に、鉄道車両の側構体は車体長手方向の圧縮作用をより大きく受けるので、車体長手方向に沿って外板の内側に補強部材を設けるのが普通である。また、側外板パネルが広範囲で主としてせん断を受ける部位(例えば垂直荷重時における台車直上の戸袋部)では、補強部材をレール方向に対し45度の角度で外板に接合するのが理想であるが、そのような角度を持たせて接合することが製造上煩雑であるので、実際には補強部材を水平方向(レール方向)あるいは垂直方向に配置している。
【0008】
しかしながら、このような鉄道車両構体には、前述したような5つの課題がある。引き続いて、それら5つの課題について詳述する。
【0009】
まず第1の課題は、全体座屈および局部座屈に対する強度低下の課題である。前述したように、外板と補強部材との接合には、熱歪み低減の観点から、抵抗スポット溶接が多用されるが、既打点への分流を避けるためにその打点ピッチは通常50〜80mm程度である。この場合、補強部材にうまく応力が分散せずに理論どおりの座屈強度を得られないことがある。
【0010】
つまり、面外曲げ剛性が理論値よりも低下し、想定より低い荷重で全体座屈を引き起こす可能性がある。また、補強部材に平行な方向の圧縮に対してスポット溶接点間で外板が座屈するおそれがあり、このような局部座屈に対しても理論上の座屈強度より劣る。また、圧接によるスポットまわりの歪みにより外板に初期歪みが生じ、これによっても局部の座屈強度が大きく低下する。
【0011】
第2の課題は、応力集中部における永久変形(引張側)、あるいは局部座屈(圧縮側)の課題である。側外板パネルには、側外板パネルの開口部における隅部において応力集中が生じる。特に通勤車用の側構体には窓、出入口などの開口部が多く、これらの隅部における応力集中が問題となる。
【0012】
これら応力集中部において引張側では永久変形、圧縮側では座屈変形を起こして最終的に破壊に至る。これに対する対策としては、引張側ではプレート状の補強部材を内側に足して増厚し、応力を軽減することが考えられる。圧縮側も理論上は同様に対処が可能であるが、しかし抵抗スポット溶接で組立てられた従来の鉄道車両構体ではいくつか問題がある。
【0013】
すなわち、前述したように、抵抗スポット溶接の打点ピッチは通常50〜80mm程度であるが、この場合、補強プレートにうまく応力が分散せずに理論どおりの座屈強度を得られないことがある。また、せっかく補強プレートをあてがっても、これを接合するためのスポット溶接が増え、圧接・入熱によるスポットまわりの歪みにより外板に初期歪みが生じ、かえって局部の座屈強度を低下させることがある。
【0014】
第3の課題は、水密性の課題である。鉄道車両構体の組立において多用される抵抗スポット溶接は重ね継手しか構成することができないため、外板どうし、あるいは外板と縁部材(窓枠、ドアマスクなど)との接合も重ね継手となる。
【0015】
ところで、これらの継手では外部からの浸水を防ぐため、水密性を保つ工夫が必要であるが、重ね部で微小な隙間を生じるのに加えスポット溶接は間欠的な接合法であるため、重ね部にあらかじめシール材をはさみ込んで溶接を行うことにより水密性を確保している。あるいは重ね端部に隅肉状にシール材を盛ることにより水密性を確保している。しかし、風雨や洗車に伴うシール材の経年劣化によりシール切れが生じ、車内への浸水が発生することがある。
【0016】
第4の課題は、外板(側外板、妻外板)の美観性の課題である。鉄道車両構体の組立において多用される抵抗スポット溶接は、施工時にスポット状に押圧を行うため、押圧力と入熱によりその周囲に歪みを生じる。また打点部には凹状の圧痕も生じるため、これらが外板の美観を損ねている。とくに側外板、妻外板の美観を損ねることは製品価値を低下させることになる。
【0017】
なお、スポット溶接による外板の「焼け」は電解処理により消すことが可能であるが、圧痕は比較的深く、接合後の研磨等によって見えなくすることは困難である。また、カラーバンド(フィルム)により覆うこともできるが、覆っても、見る角度によっては、圧痕はさらに目立つことになりかねない。
【0018】
第5の課題は、内部骨組の煩雑さの課題である。内装、機器類を構体に取り付ける構造として、従来は主構造あるいは内部骨組(2次構造材)にネジ座を溶接付けしたり、あるいは取付金を別途設けたりすることにより対応していた。
【0019】
これらの取付金、ネジ座はほとんどが車両毎の個別設計であり、構体への取付場所も車種、部位によってまちまちである。従って、ネジ座、内部骨組、取付金等、部品点数が増し、部品製作、溶接付けに多大な工数を要している。また取付位置が標準化されていないので、取付の寸法管理も煩雑である。
【0020】
下記特許文献1に記載の鉄道車両構体は、これらの課題を解決するものであって、外板と補強部材との接合に、抵抗スポット溶接に代えて、レーザ溶接を利用するものである。より具体的には、側構体の外板と、その外板の内側に接合され外板を補剛する補強部材とを有し、この補強部材の一部あるいは全部が車体長手方向に配置され、補強部材が外板にほぼ連続なるレーザ溶接にて接合されている鉄道車両構体が提案されている。
【先行技術文献】
【特許文献】
【0021】
【特許文献1】特開2006−27366号公報
【発明の概要】
【発明が解決しようとする課題】
【0022】
上記従来の技術は、確かにそれ以前の鉄道車両構体に比べて、(1)全体座屈及び局部座屈に対する強度低下の課題、(2)応力集中部における永久変形(引張側)又は局部座屈(圧縮側)の課題、(3)水密性の課題、(4)外板の美観性の課題、(5)内部骨組みの煩雑さの課題を解決するものであって、その限りにおいては優れた技術ともいえる。
【0023】
しかしながら、実際に鉄道車両構体を構築するにあたっては、様々な新たな課題が発生するものである。鉄道車両構体において、外板を補強するために内側に取り付けられる補強部材としては、上記特許文献1に記載のようないわゆるハット材が用いられる場合が多い。
【0024】
ハット材とは、外板に当接されるフランジ部と、そのフランジ部と繋がっており外板から離隔するように形成されるチャネル部とを有するものである。より具体的には、断面が鍔付き帽子形状をなしており、断面がC字状のチャネル部と、断面がC字状のチャネル部の両端から外側に延びるフランジ部とを有するものである。
【0025】
ハット材で構成される補強部材を外板に取り付けるには、従来の技術では、外板裏面に対してハット材を位置決めし、ハット材のフランジ部と外板とをレーザ溶接で接合することになる。しかしながら、上述したようにハット材は、断面が鍔付き帽子形状をなしており、断面がC字状のチャネル部と、断面がC字状のチャネル部の両端から外側に延びるフランジ部とを有するものである。一方、レーザ溶接を行うためにレーザ光線を照射するレーザヘッドは比較的大型のものになりやすいのに対して、レーザ光線の焦点距離を長くすることは困難であり、レーザヘッドとハット材のチャネル部との干渉が起こり易くなる。
【0026】
このようなレーザヘッドとハット材のチャネル部との干渉を回避するためには、ハット材のチャネル部の高さを制限したり、ハット材のフランジ部のチャネル部からの張り出し量を大きくしてレーザヘッドが入り込む領域を確保したりしなければならない。このように、レーザヘッドを溶接部分に近づけるためだけにハット材の寸法に制約が生じてしまうことは、鉄道車両構体の強度確保や重量低減の観点からは好ましいものではない。
【0027】
また、ハット材には、外板が湾曲している場合にその内側に沿わせ難く、外板とハット材との間に隙間が空いてしまうという課題もある。このように外板とハット材との間に隙間が空いてしまうと、溶接接合するために焦点が合う前後方向の距離(溶接における焦点深度)が短いレーザ溶接では確実に溶接接合できない場合もある。このようにレーザ溶接を採用するが故にハット材に寸法上の制約が生じ、外板が湾曲している場合の接合性に難が生じかねないという、双方の課題を同時に解決することが求められる。
【0028】
本発明はこのような課題に鑑みてなされたものであり、その目的は、その表面が鉄道車両の外観面を形成する金属製の外板と、前記外板の裏面に接合され前記外板を補強する金属製の補強部材とを備える鉄道車両構体であって、補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板が湾曲しているような場合であっても外板の適切な位置に補強部材を確実に取り付けることが可能であり、外板表面に対する溶接接合による影響を抑制することが可能な鉄道車両構体を提供することにある。また、そのような鉄道車両構体を製造するための製造方法を提供することも本発明の目的である。
【課題を解決するための手段】
【0029】
上記課題を解決するために本発明に係る鉄道車両構体は、その表面が鉄道車両の外観面を形成する金属製の外板と、前記外板の裏面に接合され前記外板を補強する金属製の補強部材とを備える鉄道車両構体であって、前記補強部材は、前記外板に当接される第一補強部品と、前記第一補強部品に当接しながら前記外板と交わる方向に延出する第二補強部品とを有しており、前記第一補強部品は、前記外板の裏面に当接されると共に前記外板に溶接接合されており、前記第一補強部品と前記第二補強部品とがアーク溶接にて溶接接合されることで前記補強部材を形成していることを特徴とする。
【0030】
本発明に係る鉄道車両構体においては、補強部材を第一補強部品と第二補強部品とで構成している。第一補強部品は外板に当接されるものであり、第二補強部品は第一補強部品に当接しながら外板と交わる方向に延出するものである。従って、第一補強部品は外板と当接するために好適な形態となし、第二補強部品は補強部材の強度を担うために好適な形態となすことができ、結果として補強部材による補強強度を十分に確保しつつ外板との当接性を高めることができる。
【0031】
第一補強部品は、外板の裏面に当接されると共に外板に溶接接合されており、第一補強部品と前記第二補強部品とがアーク溶接にて溶接接合されることで補強部材を形成している。従って、第一補強部品は、外板の表面に極力溶接痕が出ないか、出たとしても外観上問題のないレベルのものとするように溶接接合することができる。
【0032】
一方、補強部材は、第二補強部品を第一補強部品に対してアーク溶接にて溶接接合されることで形成される。従って、アーク溶接という対象ワーク間のギャップが空いていてもレーザ溶接よりは確実に溶接接合することが可能であって、レーザヘッドと補強部材との干渉といった制約条件が多いレーザ溶接に比べ、装置がコンパクトで、溶接姿勢の自由度も高い溶接手法を採用することで、補強部材の設計上の自由度を確保することと外板と補強部材との間に隙間が空いている場合への対応とを両立することができる。
【0033】
第二補強部品は、外板に別途溶接接合されている第一補強部品に対してアーク溶接にて溶接接合されるので、第一補強部品を緩衝部材としてアーク溶接による外板表面への影響を最小限のものとすることができる。また、外板が湾曲している場合であっても、第一補強部品のみを外板に沿わせるように接合することが可能となる。更に、第二補強部品は、このように外板に接合された第一補強部品に対してアーク溶接にて溶接接合するので、第二補強部品自体は外板の湾曲に沿っていなくても、第一補強部品に確実に溶接接合することで補強部材全体としての強度を保つことができる。従って、補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板が湾曲しているような場合であっても外板の適切な位置に補強部材を確実に取り付けることが可能であり、外板表面に対する溶接接合による影響を抑制することが可能な鉄道車両構体を提供することができる。
【0034】
また本発明に係る鉄道車両構体では、前記第二補強部品は板状部分を有しており、前記板状部分の端部が前記外板に対して相対的に位置変化しないように、前記板状部分の面部が前記第一補強部品の端部に当接し、当該当接部分がアーク溶接にて溶接接合されていることも好ましい。
【0035】
この好ましい態様では、第二補強部品における板状部分の端部が外板に対して相対的に位置変化しないように、板状部分の面部を第一補強部品の端部に当接させているので、この状態では第一補強部品及び外板に対して第二補強部品を適切な位置に保持することができる。更に、このような状態を保ったまま、板状部分の面部と第一補強部品の端部近傍とをアーク溶接にて溶接接合するので、第二補強部品自体は外板の湾曲に沿っていなくても、第一補強部品に確実に溶接接合することで補強部材全体としての強度を保つことができる。
【0036】
また本発明に係る鉄道車両構体では、前記第二補強部品は、断面がC字状を成しており、前記板状部分を一対と、当該一対の板状部分を繋ぐ架橋部分とを有することも好ましい。
【0037】
この好ましい態様では、第二補強部品が、板状部分を一対と当該一対の板状部分を繋ぐ架橋部分とを有する断面C字状のものとして構成されるので、一対の板状部分を第一補強部品に対してアーク溶接にて溶接接合することができる。従って、第一補強部品と第二補強部品とをアーク溶接にて溶接接合した後には、第一補強部品がハット材のフランジ部に相当し、第二補強部品がハット材のチャネル部に相当するように構成することができる。そのため、補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板が湾曲しているような場合であっても外板の適切な位置に補強部材を確実に取り付けることが可能であり、外板表面に対する溶接接合による影響を抑制することが可能なものを提供しつつ、ハット材と同等の補強部材を提供することができる。
【0038】
また本発明に係る鉄道車両構体では、前記第一補強部品の少なくとも一部は、前記一対の板状部分それぞれに対応し、前記架橋部分の外側にそれぞれが配置されるように一対設けられていることも好ましい。
【0039】
この好ましい態様では、第一補強部品の少なくとも一部を、一対の板状部分それぞれに対応するように配置すると共に、架橋部分の外側に配置するので、一対の板状部分それぞれに対して第一補強部品を近接させて配置することができ、溶接接合に当たっての作業空間も確保することができる。従って、第一補強部品と第二補強部品とをアーク溶接によってより確実に溶接接合することができる。
【0040】
また本発明に係る鉄道車両構体では、前記第一補強部品は、前記外板の裏面に当接するシート部材と、前記シート部材が前記外板に当接する当接面とは反対側の裏面に当接するコマ部材とを有しており、前記シート部材と前記コマ部材とは、双方に溶接接合に起因する溶接痕が形成されるように溶接接合される一方で、前記シート部材と前記外板とは当該溶接痕が形成されている部分以外で溶接接合されていることも好ましい。
【0041】
この好ましい態様では、第一補強部品を構成するシート部材とコマ部材とは、互いに溶接接合によって接合され、溶接接合に起因する溶接痕が形成されている。このように、シート部材とコマ部材との双方に溶接接合に起因する溶接痕(シート部材とコマ部材とを挟み込んで保持した結果生じる保持痕や、シート部材とコマ部材とを溶接した際の溶融痕といった痕)が形成されるように接合するので、シート部材とコマ部材とを挟み込むように確実に保持した溶接が可能となり、シート部材とコマ部材とを確実に溶接接合することができる。従って、第二補強部品との接合強度を担うためのコマ部材と外板との当接性を担うためのシート部材とを確実に一体化した第一補強部品とすることができる。
【0042】
更に、このように形成されてなる第一補強部品のシート部材と外板とは、シート部材とコマ部材とを接合した溶接痕が形成されている部分以外で溶接接合されている。シート部材とコマ部材との接合とは独立して、シート部材を外板に接合するために適切な部分及び手法によって、外板の表面に極力溶接痕が出ないか、出たとしても外観上問題のないレベルのものとするように溶接接合することができる。
【0043】
また本発明に係る鉄道車両構体では、前記コマ部材は、一つの前記シート部材に対して複数の列を成すように配置されていることも好ましい。
【0044】
この好ましい態様では、コマ部材を一つのシート部材に対して複数の列を成すように配置しているので、複数の列状配置されたコマ部材を一つのシート部材にまとめて溶接接合することができ、第二補強部品が板状部分を複数備える場合や第二補強部品を複数取り付ける場合に、より効率的な作業が可能となる。
【0045】
また本発明に係る鉄道車両構体では、前記第一補強部品は、複数の前記コマ部材を有しており、前記複数のコマ部材が、少なくとも一つの列を成すように配置されていることも好ましい。
【0046】
この好ましい態様では、第一補強部品が複数のコマ部材を有するように構成し、それら複数のコマ部材が少なくとも一つの列を成すように配置しているので、第二補強部品をアーク溶接にて溶接接合する際に必要な部分のみにコマ部材を配置することができ、強度確保と鉄道車両構体の軽量化とを両立することができる。
【0047】
また本発明に係る鉄道車両構体では、前記コマ部材は、前記外板に直交する方向の厚みが前記シート部材よりも厚くなるように構成されていることも好ましい。
【0048】
この好ましい態様では、コマ部材の厚みをシート部材よりも厚くなるように構成しているので、コマ部材の厚みを十分に確保することができ、アーク溶接による外板表面への影響を確実に排除することができる。
【0049】
上記課題を解決するために本発明に係る鉄道車両構体の製造方法は、その表面が鉄道車両の外観面を形成する金属製の外板と、前記外板の裏面に接合され前記外板を補強する金属製の補強部材とを備える鉄道車両構体の製造方法であって、前記外板と、前記補強部材を構成する第一補強部品及び第二補強部品とを準備する準備工程と、前記第一補強部品を前記外板の裏面に当接させると共に、前記外板に溶接接合する第一補強工程と、前記第二補強部品を前記第一補強部品に当接させながら前記外板と交わる方向に延出させると共に、アーク溶接にて前記第一補強部品に溶接接合する第二補強工程と、を備えることを特徴とする。
【0050】
本発明に係る鉄道車両構体の製造方法においては、補強部材を第一補強部品と第二補強部品とで構成している。第一補強部品は外板に当接させられるものであり、第二補強部品は第一補強部品に当接させられながら外板と交わる方向に延出させられるものである。従って、第一補強部品は外板と当接するために好適な形態となし、第二補強部品は補強部材の強度を担うために好適な形態となすことができ、結果として補強部材による補強強度を十分に確保しつつ外板との当接性を高めることができる。
【0051】
第一補強工程において第一補強部品は、外板の裏面に当接させられると共に外板に溶接接合されており、第二補強工程において第一補強部品と前記第二補強部品とがアーク溶接にて溶接接合されることで補強部材を形成している。従って、第一補強工程において第一補強部品は、外板の表面に極力溶接痕が出ないか、出たとしても外観上問題のないレベルのものとするように溶接接合させられている。
【0052】
一方、補強部材は、第二補強工程において第二補強部品を第一補強部品に対してアーク溶接にて溶接接合されることで形成される。従って、第二補強工程においては、アーク溶接という対象ワーク間のギャップが空いていてもレーザ溶接よりは確実に溶接接合することが可能であって、レーザヘッドと補強部材との干渉といった制約条件が多いレーザ溶接に比べ、装置がコンパクトで、溶接姿勢の自由度も高い溶接手法を採用することで、補強部材の設計上の自由度を確保することと外板と補強部材との間に隙間が空いている場合への対応とを両立することができる。
【0053】
第二補強工程において第二補強部品は、外板に別途溶接接合されている第一補強部品に対してアーク溶接にて溶接接合されるので、第一補強部品を緩衝部材としてアーク溶接による外板表面への影響を最小限のものとすることができる。また、外板が湾曲している場合であっても、第一補強部品のみを外板に沿わせるように接合することが可能となる。更に、第二補強部品は、このように外板に接合された第一補強部品に対してアーク溶接にて溶接接合させられるので、第二補強部品自体は外板の湾曲に沿っていなくても、第一補強部品に確実に溶接接合することで補強部材全体としての強度を保つことができる。従って、補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板が湾曲しているような場合であっても外板の適切な位置に補強部材を確実に取り付けることが可能であり、外板表面に対する溶接接合による影響を抑制することが可能な鉄道車両構体の製造方法を提供することができる。
【0054】
また本発明に係る鉄道車両構体の製造方法では、前記第二補強部品は板状部分を有しており、前記第二補強工程において、前記板状部分の端部が前記外板に対して相対的に位置変化しないように、前記板状部分の面部を前記第一補強部品の端部に当接させ、当該当接部分をアーク溶接にて溶接接合することも好ましい。
【0055】
この好ましい態様では、第二補強部品における板状部分の端部が外板に対して相対的に位置変化しないように、板状部分の面部を第一補強部品の端部に当接させているので、この状態では第一補強部品及び外板に対して第二補強部品を適切な位置に保持することができる。更に、このような状態を保ったまま、板状部分の面部と第一補強部品の端部近傍とをアーク溶接にて溶接接合するので、第二補強部品自体は外板の湾曲に沿っていなくても、第一補強部品に確実に溶接接合することで補強部材全体としての強度を保つことができる。
【0056】
また本発明に係る鉄道車両構体の製造方法では、前記第二補強部品は、断面がC字状を成しており、前記板状部分を一対と、当該一対の板状部分を繋ぐ架橋部分とを有しており、前記第一補強工程において、一対の前記第一補強部品を前記外板の裏面に当接させると共に、前記外板に前記一対音第一補強部品を溶接接合し、前記第二補強工程において、第二補強部品の前記一対の板状部分を前記一対の第一補強部品それぞれに当接させ、前記架橋部分が前記外板から離隔するように配置し、アーク溶接にて前記一対の板状部分を前記一対の第一補強部品に溶接接合することも好ましい。
【0057】
この好ましい態様では、第二補強部品が、板状部分を一対と当該一対の板状部分を繋ぐ架橋部分とを有する断面C字状のものとして構成されるので、第二補強工程において一対の板状部分を第一補強部品に対してアーク溶接にて溶接接合することができる。従って、第一補強部品と第二補強部品とをアーク溶接にて溶接接合した後には、第一補強部品がハット材のフランジ部に相当し、第二補強部品がハット材のチャネル部に相当するように構成することができる。そのため、補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板が湾曲しているような場合であっても外板の適切な位置に補強部材を確実に取り付けることが可能であり、外板表面に対する溶接接合による影響を抑制することが可能なものを提供しつつ、ハット材と同等の補強部材を提供することができる。
【0058】
また本発明に係る鉄道車両構体の製造方法では、前記第一補強工程において、前記第一補強部品の少なくとも一部を、前記一対の板状部分それぞれに対応させ、前記架橋部分の外側にそれぞれを配置することも好ましい。
【0059】
この好ましい態様では、第一補強工程において第一補強部品の少なくとも一部を、一対の板状部分それぞれに対応するように配置すると共に、架橋部分の外側に配置するので、一対の板状部分それぞれに対して第一補強部品を近接させて配置することができ、第二補強工程における溶接接合に当たっての作業空間も確保することができる。従って、第一補強部品と第二補強部品とをアーク溶接によってより確実に溶接接合することができる。
【0060】
また本発明に係る鉄道車両構体の製造方法では、前記第一補強部品は、前記外板の裏面に当接するシート部材と、前記シート部材が前記外板に当接する当接面とは反対側の裏面に当接するコマ部材とを有しており、前記第一補強工程において、前記シート部材と前記コマ部材とを、双方に溶接接合に起因する溶接痕が形成されるように溶接接合する一方で、前記シート部材と前記外板とを当該溶接痕が形成されている部分以外で溶接接合することも好ましい。
【0061】
この好ましい態様では、第一補強部品を構成するシート部材とコマ部材とは、第一補強工程において互いに溶接接合によって接合され、溶接接合に起因する溶接痕が形成されている。このように、シート部材とコマ部材との双方に溶接接合に起因する溶接痕(シート部材とコマ部材とを挟み込んで保持した結果生じる保持痕や、シート部材とコマ部材とを溶接した際の溶融痕といった痕)が形成されるように接合するので、シート部材とコマ部材とを挟み込むように確実に保持した溶接が可能となり、シート部材とコマ部材とを確実に溶接接合することができる。従って、第二補強部品との接合強度を担うためのコマ部材と外板との当接性を担うためのシート部材とを確実に一体化した第一補強部品とすることができる。
【0062】
更に、このように形成されてなる第一補強部品のシート部材と外板とは、シート部材とコマ部材とを接合した溶接痕が形成されている部分以外で溶接接合されている。シート部材とコマ部材との接合とは独立して、シート部材を外板に接合するために適切な部分及び手法によって、外板の表面に極力溶接痕が出ないか、出たとしても外観上問題のないレベルのものとするように溶接接合することができる。
【0063】
また本発明に係る鉄道車両構体の製造方法では、前記第一補強工程において、前記コマ部材を、一つの前記シート部材に対して複数の列を成すように配置し、前記シート部材に対して溶接接合することも好ましい。
【0064】
この好ましい態様では、第一補強工程においてコマ部材を一つのシート部材に対して複数の列を成すように配置しているので、複数の列状配置されたコマ部材を一つのシート部材にまとめて溶接接合することができ、第二補強部品が板状部分を複数備える場合や第二補強部品を複数取り付ける場合に、より効率的な作業が可能となる。
【0065】
また本発明に係る鉄道車両構体の製造方法では、前記第一補強部品は、複数の前記コマ部材を有しており、前記第一補強工程において、前記複数のコマ部材が、少なくとも一つの列を成すように配置し、前記シート部材に対して溶接接合することも好ましい。
【0066】
この好ましい態様では、第一補強部品が複数のコマ部材を有するように構成し、第一補強工程においてそれら複数のコマ部材が少なくとも一つの列を成すように配置しているので、第二補強部品をアーク溶接にて溶接接合する際に必要な部分のみにコマ部材を配置することができ、強度確保と鉄道車両構体の軽量化とを両立することができる。
【0067】
また本発明に係る鉄道車両構体の製造方法では、前記コマ部材は、前記外板に直交する方向の厚みが前記シート部材よりも厚くなるように構成されており、前記第二補強工程において、前記板状部分の面部を前記コマ部材の端部に当接させ、当該当接部分をアーク溶接にて溶接接合することも好ましい。
【0068】
この好ましい態様では、コマ部材の厚みをシート部材よりも厚くなるように構成し、第二補強工程において、板状部分の面部をコマ部材の端部に当接させ、当該当接部分をアーク溶接にて溶接接合しているので、十分に厚みを確保したコマ部材を用いて、アーク溶接による外板表面への影響を確実に排除することができる。
【発明の効果】
【0069】
本発明によれば、補強部材の設計上の自由度を確保しつつ外板への溶接接合が容易であって、外板が湾曲しているような場合であっても外板の適切な位置に補強部材を確実に取り付けることが可能な鉄道車両構体を提供することができる。
【図面の簡単な説明】
【0070】
【図1】本発明の実施形態に係る鉄道車両構体を示す斜視図である。
【図2】本発明の実施形態に係る鉄道車両構体の製造方法を示すフロー図である。
【図3】図2の外板形成工程において形成される外板を示す平面図である。
【図4】図2の準備工程において準備される補強部材を示す斜視図である。
【図5】図2の第一補強工程において形成される第一補強部品を示す斜視図である。
【図6】図2の第一補強工程において形成される第一補強部品を外板に取り付けた状態を示す斜視図である。
【図7】図2の第二補強工程において第二補強部品を第一補強部品に取り付けた状態を示す斜視図である。
【図8】図7のA矢視図である。
【図9】図8の変形例を示す図である。
【図10】図3に示す外板に第一補強工程及び第二補強工程によって補強部材を取り付けた状態を示す平面図である。
【図11】図10に示す外板及び補強部材に対して、縦骨を取り付ける際の第一補強工程の状態を示す平面図である。
【図12】図10に示す外板及び補強部材に対して、縦骨を取り付ける際の第二補強工程の状態を示す平面図である。
【発明を実施するための形態】
【0071】
以下、添付図面を参照しながら本発明の実施の形態について説明する。説明の理解を容易にするため、各図面において同一の構成要素に対しては可能な限り同一の符号を付して、重複する説明は省略する。
【0072】
図1は、本実施形態に係る鉄道車両構体を示す斜視図である。図1に示すように、鉄道車両構体BDは、床構体FBと、屋根構体CBと、側構体SBと、妻構体EBとが互いに接合されて構成されている。床構体FBは、鉄道車両構体BDの床部を構成する部分である。屋根構体CBは、鉄道車両構体BDの屋根部を構成する部分である。側構体SBは、鉄道車両構体BDの側部を構成する部分であって、左右対称に一対設けられている。妻構体EBは、鉄道車両構体BDの端部を構成する部分であって、前方の端部と後方の端部とに一対設けられている。
【0073】
側構体SBは、ドアユニットDUと、ドア上部パネルDUPと、側構体ブロックSBaと、側構体ブロックSBbと、窓ユニットWUaと、窓ユニットWUbとを有している。ドアユニットDUは、鉄道車両構体BDの出入り口を構成するユニットであって、片側に(一つの側構体SBにおいて)4個設けられている。ドア上部パネルDUPは、ドアユニットDUの上縁部よりも上側に位置し、屋根構体CBと接合される部分である。
【0074】
側構体ブロックSBaは、妻構体EBとドアユニットDUとの間に配置される部分であって、片側に(一つの側構体SBにおいて)2個設けられている。側構体ブロックSBaは、幕パネルUPaと、吹寄パネルMPaと、吹寄パネルMPbと、腰パネルLPaとを備えている。窓ユニットWUaは、側構体ブロックSBaに配置される窓を構成するユニットである。
【0075】
幕パネルUPaは、窓ユニットWUaの上縁部よりも上側に位置し、屋根構体CBと接合されるパネルである。吹寄パネルMPaは、妻構体EBと窓ユニットWUaとの間に配置されるパネルである。吹寄パネルMPbは、ドアユニットDUと窓ユニットWUaとの間に配置されるパネルである。腰パネルLPaは、窓ユニットWUaの下縁部よりも下側に位置し、床構体FBと接合されるパネルである。従って、窓ユニットWUaは、幕パネルUPaと、吹寄パネルMPaと、吹寄パネルMPbと、腰パネルLPaとによって囲まれている。
【0076】
側構体ブロックSBbは、ドアユニットDUとドアユニットDUとの間に配置される部分であって、片側に(一つの側構体SBにおいて)3個設けられている。側構体ブロックSBbは、幕パネルUPbと、吹寄パネルMPc,MPcと、腰パネルLPbとを備えている。窓ユニットWUbは、側構体ブロックSBbに配置される窓を構成するユニットである。
【0077】
幕パネルUPbは、窓ユニットWUbの上縁部よりも上側に位置し、屋根構体CBと接合されるパネルである。吹寄パネルMPcは、ドアユニットDUと窓ユニットWUbとの間に配置されるパネルである。腰パネルLPbは、窓ユニットWUbの下縁部よりも下側に位置し、床構体FBと接合されるパネルである。従って、窓ユニットWUbは、幕パネルUPbと、吹寄パネルMPc,MPcと、腰パネルLPbとによって囲まれている。
【0078】
続いて、鉄道車両構体BDを構成する側構体ブロックSBaについて説明する。側構体ブロックSBaの説明にあたっては、その製造方法も併せて説明する。図2は、側構体ブロックSBa及び鉄道車両構体BDの製造方法を示すフロー図である。図2に示すように、側構体ブロックSBa及び鉄道車両構体BDの製造方法は、準備工程S01と、外板形成工程S02と、第一補強工程S03と、第二補強工程S04と、構体形成工程S05とを備えている。
【0079】
準備工程S01では、床構体FB、屋根構体CB、側構体SB、及び妻構体EBをそれぞれ構成するための部材を準備する。側構体SBを例にとると、ドアユニットDUと、ドア上部パネルDUPと、側構体ブロックSBaと、側構体ブロックSBbと、窓ユニットWUaと、窓ユニットWUbとを構成するための部材を準備する。側構体ブロックSBbを構成する部材は、形状は若干異なるものの側構体ブロックSBbを構成する部材とほぼ同等なのでその説明を省略する。また、ドアユニットDU、ドア上部パネルDUP、窓ユニットWUa、及び窓ユニットWUbの構成は公知の構成であるので、それらの説明についても省略する。
【0080】
上述したように側構体ブロックSBaは、幕パネルUPaと、吹寄パネルMPaと、吹寄パネルMPbと、腰パネルLPaとを備えている。側構体ブロックSBaを構成する部材として、幕パネルUPa、吹寄パネルMPa、吹寄パネルMPb、及び腰パネルLPaを構成する外板と、それら外板の裏側に設けられる補強部材を構成する部材とを準備する。
【0081】
外板形成工程S02では、幕パネルUPa、吹寄パネルMPa、吹寄パネルMPb、及び腰パネルLPaを構成する外板を形成する。図3に、その外板8の平面図を示す。図3に示すように、外板8は、外板部材10と、外板部材12と、外板部材14と、外板部材16とを備えている。
【0082】
外板部材10は、ステンレス製の板状部材であって、幕パネルUPaに対応するものである。外板部材12は、ステンレス製の板状部材であって、腰パネルLPaに対応するものである。外板部材14は、ステンレス製の板状部材であって、吹寄パネルMPaに対応するものである。外板部材16は、ステンレス製の板状部材であって、吹寄パネルMPbに対応するものである。
【0083】
外板部材10と、外板部材12と、外板部材14と、外板部材16とを図3に示すような所定の位置に配置し、互いに溶接接合することで外板8を形成する。
【0084】
図2に戻り、外板形成工程S02に続く第一補強工程S03では、外板8の裏面に第一補強部品を当接させて、その第一補強部品を外板8に溶接接合する。第一補強工程S03に続く第二補強工程S04では、第一補強部品に第二補強部品を当接させて、その第二補強部品を第一補強部品に溶接接合する。
【0085】
図4に、第一補強部品及び第二補強部品からなる補強部材の斜視図を示す。図4に示す補強部材20は、第一補強部品を構成するシート部材201と、第一補強部品を構成するコマ部材203と、第二補強部品202とを有している。第二補強部品202は、長手方向においてシート部材201よりも短くなるように形成されている。
【0086】
第一補強部品を構成するシート部材201は、外板8に当接されるものであって、外板8に当接される当接面201aと、当接面201aとは反対側の裏面201bとを有している。シート部材201は、外板8に当接されて、外板8とレーザ溶接によって溶接接合される。本実施形態の場合、シート部材201は、ステンレス製の板状部材であって、その厚みは1mm程度である。
【0087】
第一補強部品を構成するコマ部材203は、シート部材201に当接されるものであって、シート部材201の裏面201bに当接される当接面203aと、第二補強部品202に当接される端部203bとを有している。本実施形態の場合、コマ部材203は8個準備されている。8個のコマ部材203は、4個で一列を構成するように並べられている。8個のコマ部材203は、二列を成すように配置されている。コマ部材203は、ステンレス製のブロック状部材であって、その厚みは1mm程度である。コマ部材203の当接面203aの寸法は、20mm×50mm程度である。
【0088】
第二補強部品202は、シート部材201が外板8と当接される当接面201aとは反対側の裏面201bにおいてシート部材201に当接されるものである。第二補強部品202は、二列を成すように配置されている8個のコマ部材203全てに当接するように配置される。第二補強部品202は、C字状の断面を有するように構成され、一対の板状部分202b,202bと、それら一対の板状部分202b,202bを繋ぐ架橋部分202aとを有している。
【0089】
架橋部分202aも板状を成す部分であって、対向する一対の辺それぞれから同じ方向に板状部分202b,202bが延出している。板状部分202b,202bの、架橋部分202aに繋がっている端とは反対側の端部202c,202cは、シート部材201の裏面201bに当接する部分である。板状部分202b,202bの架橋部分202aから延出する面である面部202dは、コマ部材203の端部203bに当接する部分である。
【0090】
第一補強工程S03(図2参照)では、シート部材201とコマ部材203とを溶接接合する。シート部材201とコマ部材203との接合状態を図5に示す。図5に示すように、コマ部材203は4個を一列として二列に分配され、シート部材201の所定の位置に配置される。コマ部材203の当接面203aはシート部材201の裏面201bに当接され、シート部材201側とコマ部材203側とから挟み込むように保持し、それぞれのコマ部材203に対応してスポット溶接する。
【0091】
従って、シート部材201とコマ部材203との双方には、溶接接合に起因する溶接痕WMaが形成される。この溶接痕WMaは、シート部材201とコマ部材203とを挟み込むように保持した際にチャック等によって高い保持圧がかけられた結果生じる保持痕や、溶接によってシート部材201及びコマ部材203が溶融した結果生じる溶融痕である。このように溶接痕WMaが、シート部材201とコマ部材203との双方に残ることを許容できる構成とすることで、シート部材201とコマ部材203とのを確実に接合させることができる。
【0092】
続いて、図6に示すように、シート部材201とコマ部材203とからなる第一補強部品を外板8の裏面に当接させ、第一補強部品であるシート部材201及びコマ部材203と外板8とを溶接接合する。具体的には、シート部材201を外板8に対してレーザ溶接にて溶接接合する。この場合のレーザ溶接部分は、コマ部材203が存在していない領域であればどこでも選択することができ、レーザ溶接方向も任意に選択することができる。従って、必ずしもシート部材201の長手方向(横方向)に沿ってレーザ溶接する必要はなく、シート部材201の短手方向(縦方向)に沿ってレーザ溶接することも好ましい。
【0093】
図2に戻り、第一補強工程S03に続く第二補強工程S04では、第二補強部品202を第一補強部品であるコマ部材203に対してアーク溶接にて溶接接合する。第二補強部品202とコマ部材203との接合状態を図7に示す。図7に示すように、第二補強部品202の板状部分202b,202bの端部202c,202cをシート部材201の裏面201bに当接させると共に、板状部分202b,202bが、二列に配置されたコマ部材203,203の間に位置するように配置する。このように、板状部分202b,202bの面部202d,202dを、コマ部材203,203の端部203b,203bに当接させる。その後、板状部分202b,202bとコマ部材203,203とをアーク溶接にて溶接接合する。
【0094】
従って、板状部分202bとコマ部材203との間には、アーク溶接に起因する溶接痕WMbが形成される。溶接痕WMa及び溶接痕WMbを説明するために、図7のA矢視図を図8に示す。
【0095】
図8に示すように、シート部材201とコマ部材203とをスポット溶接した際に発生する溶接痕WMaは、シート部材201及びコマ部材203にのみ発生する。シート部材201とコマ部材203とを溶接接合して一体化した後に外板8に溶接するので、シート部材201とコマ部材203とを溶接した際に発生する溶接痕WMaは、外板8には生じることがない。また、シート部材201及びコマ部材203からなる第一補強部材を外板8に溶接接合する際には、シート部材201のみを外板8に溶接すれば足りるので、外板8の表面側に極力影響を与えないような溶接態様が選択可能である。
【0096】
また図8に示すように、第二補強部品202とコマ部材203とをアーク溶接した際の溶接痕WMbは、第二補強部品202及びコマ部材203にのみ発生する。コマ部材203の厚みは、第二補強部品202をコマ部材203にアーク溶接した際の溶接痕WMbが、シート部材201に極力影響を与えず、万が一シート部材201に影響を与えた場合であっても外板8の表面側に影響を与えないような厚みに設定されている。
【0097】
本実施形態のように、第二補強部品202をコマ部材203に対してアーク溶接することが可能であれば、第二補強部品202の取り得る形態はより自由なものとなる。第二補強部品202の変形例である第二補強部品402の例を図9に示す。
【0098】
図9に示すように、第二補強部品402は、板状部分402b,402bと、架橋部分402aとを有している。架橋部分402aは、第二補強部品202の架橋部分202aと同様のものである。板状部分402bは、第二補強部品202の板状部分202bよりも外板8に交わる方向の長さが長く、板状部分202bの略2倍の長さとなっている。このように第二補強部品402の嵩が高くなっても、アーク溶接でコマ部材203に溶接接合するので、確実に接合することができる。
【0099】
また、板状部分402bの外側であって、コマ部材203に近接する部分には補強板403を設けることも好ましい態様である。このように構成することで、アーク溶接による入熱量が増大しても、第二補強部品402が肉痩せしてしまい強度が低下してしまうようなことを確実に回避することができる。
【0100】
続いて、外板8に対して、シート部材201、コマ部材203及び第二補強部品202をどのように配置するかの具体例を、図10を参照しながら説明する。図10に示すように、外板8(図3参照)に、補強部材20及び補強部材22を取り付ける。補強部材20は、外板8の外板部材16に相当する領域(図3参照)に取り付けられている。補強部材22は、外板8の外板部材10及び外板部材12に相当する領域(図3参照)に取り付けられている。
【0101】
補強部材22は、シート部材204と、第二補強部品202,206と、コマ部材203とからなるものである。シート部材204は、補強部材20を構成するシート部材201よりも長く、その幅は略同一である。第二補強部品206は、補強部材20を構成する第二補強部品202よりも長く、その幅は略同一である。
【0102】
一つのシート部材204に対して、一つの第二補強部品202と、一つの第二補強部品206とが直列に並んで互いに離隔するように配置される。それぞれの第二補強部品202,206に対して、第二補強部品202,206を固定するのに必要な数のコマ部材203が配置されている。シート部材204と、コマ部材203と、第二補強部品202,206とによって補強部材22を構築する手法は、補強部材20を第一補強工程S03及び第二補強工程S04によって構築した手法と同等であるのでその説明を省略する。
【0103】
補強部材20,22は、鉄道車両構体BDの長手方向(図1参照)に沿うように、すなわち鉄道車両が走行するレールが延伸する方向に沿うように取り付けられる。補強部材20,22を外板8に取り付けるにあたっては、補強部材20を構成する第二補強部品202と、補強部材22を構成する第二補強部品202とが略同じ位置になるように取り付けるものとする。
【0104】
続いて図11に示すように、外板8にシート部材26,28を取り付ける。シート部材26,28は、シート部材201,204と略同一の厚みを有する板状部材である。シート部材26は、外板部材10に相当する領域(図3参照)の最下方に取り付けられた補強部材22と、外板部材12に相当する領域(図3参照)の最上方に取り付けられた補強部材22との間に配置され、レーザ溶接にて外板8に溶接接合される。シート部材26は、縦方向に配置される一方で、レーザ溶接は横方向に沿って適宜決められる間隔において溶接接合される。
【0105】
シート部材26には、一対のコマ部材205,205が取り付けられている。コマ部材205は、コマ部材203よりも長手方向に長く、シート部材26よりもやや短い程度の長さで構成されている。シート部材26とコマ部材205,205とは、スポット溶接にて溶接接合されている。
【0106】
シート部材28は、補強部材20と補強部材20との間、補強部材20と補強部材22との間、補強部材22と補強部材22との間に配置され、レーザ溶接にて外板8に溶接接合される。シート部材28は、縦方向に配置される一方で、レーザ溶接は横方向に沿って適宜決められる間隔において溶接接合される。
【0107】
シート部材28には、一対のコマ部材203,203が取り付けられている。シート部材28とコマ部材203,203とは、スポット溶接にて溶接接合されている。
【0108】
続いて図12に示すように、第二補強部品30を取り付ける。第二補強部品30は、補強部材20,22に対して、シート部材201,204が露出している部分に縦方向に沿って取り付けられる。また、シート部材26,28は、このように取り付けられる第二補強部品30に対応する位置に取り付けられるものである。第二補強部品30は、外板8に既に取り付けられているシート部材26,28に対してアーク溶接によって溶接接合される。
【0109】
図2に戻り、構体形成工程S05では、上述したように形成した側構体ブロックSBa等を利用して側構体SBを組み立てる。最終的には、床構体FB、屋根構体CB、側構体SB、及び妻構体EBを用いて鉄道車両構体BDを組み立てる。
【0110】
上述した本実施形態においては、補強部材20を第一補強部品であるシート部材201及びコマ部材203と第二補強部品202とで構成している。第一補強部品であるシート部材201は外板8に当接されるものであり、第二補強部品202は第一補強部品であるシート部材及びコマ部材203に当接しながら外板8と交わる方向に延出するものである。従って、第一補強部品であるシート部材201は外板8と当接するために好適な形態となし、第二補強部品202は補強部材20の強度を担うために好適な形態となすことができ、結果として補強部材20による補強強度を十分に確保しつつ外板8との当接性を高めることができる。
【0111】
第一補強部品であるシート部材201は、外板8の裏面に当接されると共に外板8に溶接接合されており、第一補強部品であるコマ部材203と第二補強部品202とがアーク溶接にて溶接接合されることで補強部材20を形成している。従って、第一補強部品であるシート部材201は、外板8の表面に極力溶接痕が出ないか、出たとしても外観上問題のないレベルのものとするように溶接接合することができる。
【0112】
一方、補強部材20は、第二補強部品202を第一補強部品であるコマ部材203に対してアーク溶接にて溶接接合されることで形成される。従って、アーク溶接という対象ワーク間のギャップが空いていてもレーザ溶接よりは確実に溶接接合することが可能であって、電極と対象ワークとの距離をレーザ溶接におけるレーザヘッドと対象ワークとの距離よりは広く取れる溶接手法を採用することで、補強部材20の設計上の自由度を確保することと外板8と補強部材20との間に隙間が空いている場合への対応とを両立することができる。
【0113】
第二補強部品202は、外板8に別途溶接接合されている第一補強部品であるシート部材201に更に溶接接合されているコマ部材203に対してアーク溶接にて溶接接合されるので、第一補強部品であるシート部材201を緩衝部材としてアーク溶接による外板表面への影響を最小限のものとすることができる。また、外板8が湾曲している場合であっても、第一補強部品であるシート部材201のみを先に外板8に沿わせるように接合することが可能となる。更に、第二補強部品202は、このように外板8に接合された第一補強部品であるシート部材に更に溶接接合されているコマ部材203に対してアーク溶接にて溶接接合するので、第二補強部品202自体は外板8の湾曲に完全には沿っていなくても、第一補強部品であるコマ部材203に確実に溶接接合することで補強部材20全体としての強度を保つことができる。従って、補強部材20の設計上の自由度を確保しつつ外板8への溶接接合が容易であって、外板8が湾曲しているような場合であっても外板8の適切な位置に補強部材20を確実に取り付けることが可能であり、外板表面に対する溶接接合による影響を抑制することが可能な鉄道車両構体BDを提供することができる。
【0114】
尚、本実施形態では、第一補強部品をシート部材201とコマ部材203とによって構成したけれども、コマ部材203のみによって構成することも好ましい態様である。この場合、外板8の裏面の所定の位置にコマ部材203を溶接接合する。上述したようなシート部材201が存在することによる作用効果は奏さないものの、シート部材201を省略することで軽量化を図ることができる。
【0115】
また本実施形態では、第二補強部品202における板状部分202bの端部202cが外板8に対して相対的に位置変化しないように、板状部分202bの面部202dを第一補強部品であるコマ部材203の端部203bに当接させているので、この状態では第一補強部品及び外板8に対して第二補強部品202を適切な位置に保持することができる。更に、このような状態を保ったまま、板状部分202bの面部202dとコマ部材203の端部203b近傍とをアーク溶接にて溶接接合するので、第二補強部品202自体は外板8の湾曲に沿っていなくても、第一補強部品であるコマ部材203に確実に溶接接合することで補強部材20全体としての強度を保つことができる。
【0116】
また本実施形態では、第二補強部品202が、板状部分202bを一対と当該一対の板状部分202b,202bを繋ぐ架橋部分202aとを有する断面C字状のものとして構成されるので、一対の板状部分202b,202bを第一補強部品であるコマ部材203に対してアーク溶接にて溶接接合することができる。従って、第一補強部品と第二補強部品202とをアーク溶接にて溶接接合した後には、第一補強部品のコマ部材203がハット材のフランジ部に相当し、第二補強部品202がハット材のチャネル部に相当するように構成することができる。そのため、補強部材20の設計上の自由度を確保しつつ外板8への溶接接合が容易であって、外板8が湾曲しているような場合であっても外板8の適切な位置に補強部材20を確実に取り付けることが可能であり、外板表面に対する溶接接合による影響を抑制することが可能なものを提供しつつ、ハット材と同等の補強部材20を提供することができる。
【0117】
また本実施形態では、第一補強部品であるコマ部材203を、一対の板状部分202b,202bそれぞれに対応するように配置すると共に、架橋部分202aの外側に配置するので、一対の板状部分202b,202bそれぞれに対してコマ部材203を近接させて配置することができ、溶接接合に当たっての作業空間も確保することができる。従って、コマ部材203と第二補強部品202とをアーク溶接によってより確実に溶接接合することができる。
【0118】
また本実施形態では、第一補強部品を構成するシート部材201とコマ部材203とは、互いに溶接接合によって接合され、溶接接合に起因する溶接痕WMaが形成されている。このように、シート部材201とコマ部材202との双方に溶接接合に起因する溶接痕WMa(シート部材201とコマ部材202とを挟み込んで保持した結果生じる保持痕や、シート部材201とコマ部材202とを溶接した際の溶融痕といった痕)が形成されるように接合するので、シート部材201とコマ部材203とを挟み込むように確実に保持した溶接が可能となり、シート部材201とコマ部材203とを確実に溶接接合することができる。従って、第二補強部品202との接合強度を担うためのコマ部材203と外板8との当接性を担うためのシート部材201とを確実に一体化した第一補強部品とすることができる。
【0119】
更に、このように形成されてなる第一補強部品のシート部材201と外板8とは、シート部材201とコマ部材203とを接合した溶接痕WMaが形成されている部分以外で溶接接合されている。シート部材201とコマ部材203との接合とは独立して、シート部材201を外板8に接合するために適切な部分及び手法によって、外板8の表面に極力溶接痕が出ないか、出たとしても外観上問題のないレベルのものとするように溶接接合することができる。
【0120】
また本実施形態では、コマ部材203を一つのシート部材201に対して複数の列を成すように配置しているので、複数の列状配置されたコマ部材203を一つのシート部材201にまとめて溶接接合することができ、第二補強部品202が板状部分202b,202bを複数備える場合や第二補強部品202を複数取り付ける場合に、より効率的な作業が可能となる。
【0121】
また本実施形態では、第一補強部品は複数のコマ部材203によって構成し、それら複数のコマ部材203が少なくとも一つの列を成すように配置しているので、第二補強部品202をアーク溶接にて溶接接合する際に必要な部分のみにコマ部材203を配置することができ、強度確保と鉄道車両構体BDの軽量化とを両立することができる。
【0122】
また本実施形態では、コマ部材203の厚みをシート部材201よりも厚くなるように構成することも好ましいものである。このようにコマ部材203の厚みをシート部材201よりも厚くなるように構成することで、コマ部材203の厚みを十分に確保することができ、アーク溶接による外板表面への影響を確実に排除することができる。
【0123】
以上、具体例を参照しつつ本発明の実施の形態について説明した。しかし、本発明はこれらの具体例に限定されるものではない。すなわち、これら具体例に、当業者が適宜設計変更を加えたものも、本発明の特徴を備えている限り、本発明の範囲に包含される。例えば、前述した各具体例が備える各要素およびその配置、材料、条件、形状、サイズなどは、例示したものに限定されるわけではなく適宜変更することができる。また、前述した各実施の形態が備える各要素は、技術的に可能な限りにおいて組み合わせることができ、これらを組み合わせたものも本発明の特徴を含む限り本発明の範囲に包含される。
【符号の説明】
【0124】
8:外板
10:外板部材
12:外板部材
14:外板部材
16:外板部材
20:補強部材
22:補強部材
26:シート部材
28:シート部材
30:第二補強部品
201:シート部材
201a:当接面
201b:裏面
202:第二補強部品
202a:架橋部分
202b:板状部分
202c:端部
202d:面部
203:コマ部材
203a:当接面
203b:端部
204:シート部材
205:コマ部材
206:第二補強部品
402:第二補強部品
402a:架橋部分
402b:板状部分
403:補強板
BD:鉄道車両構体
CB:屋根構体
DU:ドアユニット
DUP:ドア上部パネル
EB:妻構体
FB:床構体
LPa:腰パネル
LPb:腰パネル
MPa:吹寄パネル
MPb:吹寄パネル
MPc:吹寄パネル
SB:側構体
SBa:側構体ブロック
SBb:側構体ブロック
UPa:幕パネル
UPb:幕パネル
WMa:溶接痕
WMb:溶接痕
WUa:窓ユニット
WUb:窓ユニット
【特許請求の範囲】
【請求項1】
その表面が鉄道車両の外観面を形成する金属製の外板と、前記外板の裏面に接合され前記外板を補強する金属製の補強部材とを備える鉄道車両構体であって、
前記補強部材は、前記外板に当接される第一補強部品と、前記第一補強部品に当接しながら前記外板と交わる方向に延出する第二補強部品とを有しており、
前記第一補強部品は、前記外板の裏面に当接されると共に前記外板に溶接接合されており、
前記第一補強部品と前記第二補強部品とがアーク溶接にて溶接接合されることで前記補強部材を形成していることを特徴とする鉄道車両構体。
【請求項2】
前記第二補強部品は板状部分を有しており、
前記板状部分の端部が前記外板に対して相対的に位置変化しないように、前記板状部分の面部が前記第一補強部品の端部に当接し、当該当接部分がアーク溶接にて溶接接合されていることを特徴とする請求項1に記載の鉄道車両構体。
【請求項3】
前記第二補強部品は、断面がC字状を成しており、
前記板状部分を一対と、当該一対の板状部分を繋ぐ架橋部分とを有することを特徴とする請求項2に記載の鉄道車両構体。
【請求項4】
前記第一補強部品の少なくとも一部は、前記一対の板状部分それぞれに対応し、前記架橋部分の外側にそれぞれが配置されるように一対設けられていることを特徴とする請求項3に記載の鉄道車両構体。
【請求項5】
前記第一補強部品は、前記外板の裏面に当接するシート部材と、前記シート部材が前記外板に当接する当接面とは反対側の裏面に当接するコマ部材とを有しており、
前記シート部材と前記コマ部材とは、双方に溶接接合に起因する溶接痕が形成されるように溶接接合される一方で、前記シート部材と前記外板とは当該溶接痕が形成されている部分以外で溶接接合されていることを特徴とする請求項1〜4のいずれか1項に記載の鉄道車両構体。
【請求項6】
前記コマ部材は、一つの前記シート部材に対して複数の列を成すように配置されていることを特徴とする請求項5に記載の鉄道車両構体。
【請求項7】
前記第一補強部品は、複数の前記コマ部材を有しており、
前記複数のコマ部材が、少なくとも一つの列を成すように配置されていることを特徴とする請求項5又は6に記載の鉄道車両構体。
【請求項8】
前記コマ部材は、前記外板に直交する方向の厚みが前記シート部材よりも厚くなるように構成されていることを特徴とする請求項5〜7のいずれか1項に記載の鉄道車両構体。
【請求項9】
その表面が鉄道車両の外観面を形成する金属製の外板と、前記外板の裏面に接合され前記外板を補強する金属製の補強部材とを備える鉄道車両構体の製造方法であって、
前記外板と、前記補強部材を構成する第一補強部品及び第二補強部品とを準備する準備工程と、
前記第一補強部品を前記外板の裏面に当接させると共に、前記外板に溶接接合する第一補強工程と、
前記第二補強部品を前記第一補強部品に当接させながら前記外板と交わる方向に延出させると共に、アーク溶接にて前記第一補強部品に溶接接合する第二補強工程と、を備えることを特徴とする製造方法。
【請求項10】
前記第二補強部品は板状部分を有しており、
前記第二補強工程において、前記板状部分の端部が前記外板に対して相対的に位置変化しないように、前記板状部分の面部を前記第一補強部品の端部に当接させ、当該当接部分をアーク溶接にて溶接接合することを特徴とする請求項9に記載の製造方法。
【請求項11】
前記第二補強部品は、断面がC字状を成しており、
前記板状部分を一対と、当該一対の板状部分を繋ぐ架橋部分とを有しており、
前記第一補強工程において、一対の前記第一補強部品を前記外板の裏面に当接させると共に、前記外板に前記一対音第一補強部品を溶接接合し、
前記第二補強工程において、第二補強部品の前記一対の板状部分を前記一対の第一補強部品それぞれに当接させ、前記架橋部分が前記外板から離隔するように配置し、アーク溶接にて前記一対の板状部分を前記一対の第一補強部品に溶接接合することを特徴とする請求項10に記載の製造方法。
【請求項12】
前記第一補強工程において、前記第一補強部品の少なくとも一部を、前記一対の板状部分それぞれに対応させ、前記架橋部分の外側にそれぞれを配置することを特徴とする請求項11に記載の製造方法。
【請求項13】
前記第一補強部品は、前記外板の裏面に当接するシート部材と、前記シート部材が前記外板に当接する当接面とは反対側の裏面に当接するコマ部材とを有しており、
前記第一補強工程において、前記シート部材と前記コマ部材とを、双方に溶接接合に起因する溶接痕が形成されるように溶接接合する一方で、前記シート部材と前記外板とを当該溶接痕が形成されている部分以外で溶接接合することを特徴とする請求項9〜12のいずれか1項に記載の製造方法。
【請求項14】
前記第一補強工程において、前記コマ部材を、一つの前記シート部材に対して複数の列を成すように配置し、前記シート部材に対して溶接接合することを特徴とする請求項13に記載の製造方法。
【請求項15】
前記第一補強部品は、複数の前記コマ部材を有しており、
前記第一補強工程において、前記複数のコマ部材が、少なくとも一つの列を成すように配置し、前記シート部材に対して溶接接合することを特徴とする請求項13又は14に記載の製造方法。
【請求項16】
前記コマ部材は、前記外板に直交する方向の厚みが前記シート部材よりも厚くなるように構成されており、
前記第二補強工程において、前記板状部分の面部を前記コマ部材の端部に当接させ、当該当接部分をアーク溶接にて溶接接合することを特徴とする請求項13〜15のいずれか1項に記載の製造方法。
【請求項1】
その表面が鉄道車両の外観面を形成する金属製の外板と、前記外板の裏面に接合され前記外板を補強する金属製の補強部材とを備える鉄道車両構体であって、
前記補強部材は、前記外板に当接される第一補強部品と、前記第一補強部品に当接しながら前記外板と交わる方向に延出する第二補強部品とを有しており、
前記第一補強部品は、前記外板の裏面に当接されると共に前記外板に溶接接合されており、
前記第一補強部品と前記第二補強部品とがアーク溶接にて溶接接合されることで前記補強部材を形成していることを特徴とする鉄道車両構体。
【請求項2】
前記第二補強部品は板状部分を有しており、
前記板状部分の端部が前記外板に対して相対的に位置変化しないように、前記板状部分の面部が前記第一補強部品の端部に当接し、当該当接部分がアーク溶接にて溶接接合されていることを特徴とする請求項1に記載の鉄道車両構体。
【請求項3】
前記第二補強部品は、断面がC字状を成しており、
前記板状部分を一対と、当該一対の板状部分を繋ぐ架橋部分とを有することを特徴とする請求項2に記載の鉄道車両構体。
【請求項4】
前記第一補強部品の少なくとも一部は、前記一対の板状部分それぞれに対応し、前記架橋部分の外側にそれぞれが配置されるように一対設けられていることを特徴とする請求項3に記載の鉄道車両構体。
【請求項5】
前記第一補強部品は、前記外板の裏面に当接するシート部材と、前記シート部材が前記外板に当接する当接面とは反対側の裏面に当接するコマ部材とを有しており、
前記シート部材と前記コマ部材とは、双方に溶接接合に起因する溶接痕が形成されるように溶接接合される一方で、前記シート部材と前記外板とは当該溶接痕が形成されている部分以外で溶接接合されていることを特徴とする請求項1〜4のいずれか1項に記載の鉄道車両構体。
【請求項6】
前記コマ部材は、一つの前記シート部材に対して複数の列を成すように配置されていることを特徴とする請求項5に記載の鉄道車両構体。
【請求項7】
前記第一補強部品は、複数の前記コマ部材を有しており、
前記複数のコマ部材が、少なくとも一つの列を成すように配置されていることを特徴とする請求項5又は6に記載の鉄道車両構体。
【請求項8】
前記コマ部材は、前記外板に直交する方向の厚みが前記シート部材よりも厚くなるように構成されていることを特徴とする請求項5〜7のいずれか1項に記載の鉄道車両構体。
【請求項9】
その表面が鉄道車両の外観面を形成する金属製の外板と、前記外板の裏面に接合され前記外板を補強する金属製の補強部材とを備える鉄道車両構体の製造方法であって、
前記外板と、前記補強部材を構成する第一補強部品及び第二補強部品とを準備する準備工程と、
前記第一補強部品を前記外板の裏面に当接させると共に、前記外板に溶接接合する第一補強工程と、
前記第二補強部品を前記第一補強部品に当接させながら前記外板と交わる方向に延出させると共に、アーク溶接にて前記第一補強部品に溶接接合する第二補強工程と、を備えることを特徴とする製造方法。
【請求項10】
前記第二補強部品は板状部分を有しており、
前記第二補強工程において、前記板状部分の端部が前記外板に対して相対的に位置変化しないように、前記板状部分の面部を前記第一補強部品の端部に当接させ、当該当接部分をアーク溶接にて溶接接合することを特徴とする請求項9に記載の製造方法。
【請求項11】
前記第二補強部品は、断面がC字状を成しており、
前記板状部分を一対と、当該一対の板状部分を繋ぐ架橋部分とを有しており、
前記第一補強工程において、一対の前記第一補強部品を前記外板の裏面に当接させると共に、前記外板に前記一対音第一補強部品を溶接接合し、
前記第二補強工程において、第二補強部品の前記一対の板状部分を前記一対の第一補強部品それぞれに当接させ、前記架橋部分が前記外板から離隔するように配置し、アーク溶接にて前記一対の板状部分を前記一対の第一補強部品に溶接接合することを特徴とする請求項10に記載の製造方法。
【請求項12】
前記第一補強工程において、前記第一補強部品の少なくとも一部を、前記一対の板状部分それぞれに対応させ、前記架橋部分の外側にそれぞれを配置することを特徴とする請求項11に記載の製造方法。
【請求項13】
前記第一補強部品は、前記外板の裏面に当接するシート部材と、前記シート部材が前記外板に当接する当接面とは反対側の裏面に当接するコマ部材とを有しており、
前記第一補強工程において、前記シート部材と前記コマ部材とを、双方に溶接接合に起因する溶接痕が形成されるように溶接接合する一方で、前記シート部材と前記外板とを当該溶接痕が形成されている部分以外で溶接接合することを特徴とする請求項9〜12のいずれか1項に記載の製造方法。
【請求項14】
前記第一補強工程において、前記コマ部材を、一つの前記シート部材に対して複数の列を成すように配置し、前記シート部材に対して溶接接合することを特徴とする請求項13に記載の製造方法。
【請求項15】
前記第一補強部品は、複数の前記コマ部材を有しており、
前記第一補強工程において、前記複数のコマ部材が、少なくとも一つの列を成すように配置し、前記シート部材に対して溶接接合することを特徴とする請求項13又は14に記載の製造方法。
【請求項16】
前記コマ部材は、前記外板に直交する方向の厚みが前記シート部材よりも厚くなるように構成されており、
前記第二補強工程において、前記板状部分の面部を前記コマ部材の端部に当接させ、当該当接部分をアーク溶接にて溶接接合することを特徴とする請求項13〜15のいずれか1項に記載の製造方法。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【公開番号】特開2011−157006(P2011−157006A)
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願番号】特願2010−21376(P2010−21376)
【出願日】平成22年2月2日(2010.2.2)
【出願人】(000003377)東急車輛製造株式会社 (332)
【Fターム(参考)】
【公開日】平成23年8月18日(2011.8.18)
【国際特許分類】
【出願日】平成22年2月2日(2010.2.2)
【出願人】(000003377)東急車輛製造株式会社 (332)
【Fターム(参考)】
[ Back to top ]