
鉄鋼部材の焼入れ方法、焼入れ鉄鋼部材及び焼入れ表面保護剤
【課題】圧強度、耐摩耗性、曲げ疲労強度等の機械的強度により優れた機械構造用部品の表面硬化処理技術を提供する。
【解決手段】鉄鋼部材の表面に硬質窒化物層が形成され、さらにその上層として、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体層を形成し、焼き入れ処理を施すことにより、金属酸化物を含む無機化合物層が形成されたことを特徴とする焼入れ鉄鋼部材。
【解決手段】鉄鋼部材の表面に硬質窒化物層が形成され、さらにその上層として、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体層を形成し、焼き入れ処理を施すことにより、金属酸化物を含む無機化合物層が形成されたことを特徴とする焼入れ鉄鋼部材。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、面圧強度、耐摩耗性、曲げ疲労強度等の機械的強度に優れた機械構造用部品の表面硬化処理技術に関するものである。
【背景技術】
【0002】
機械的強度向上のために、鋳鉄や鋼の機械構造部品に窒化処理、軟窒化処理、浸炭焼入れ、高周波焼入れ等の表面硬化処理が施されている。これらの中で、窒化処理により最表面に形成される窒化物層は、耐摺動性に優れ、磨耗に強く、更に焼き付き抵抗性が高いことが知られている。しかしながら、従来の窒化処理或いは軟窒化処理は、浸炭焼入れ、高周波焼入れに比し硬化層深さが浅く、面圧強度、疲労強度等に改善の余地が有った。そのため近年、窒素の特性を生かし、窒化処理或いは軟窒化処理後に、高周波焼入れを施し硬化深度を深くし、面圧強度を高めより疲労強度を高くする、複合硬化処理が開発されている。
【0003】
しかしながら、当該複合処理は、例えば、特許文献1〜4では、窒化処理で得られた窒素拡散層における焼入れ組織の特性の利用、即ち、焼き戻し軟化抵抗性、亀裂発生抵抗性の利用で面圧強度、疲労強度の向上を期待するものであって、窒化処理で形成される窒化物層(化合物層)の利用は見当たらない。むしろ、上記公報では積極的に窒化物層の分解、消失させる高周波処理条件について検討がなされている。即ち、窒化処理後高周波焼入れでは、焼入れ温度は少なくともオーステナイト組織になる温度Ac1変態点以上の温度が必要であり、通常750〜1050℃の温度範囲から選択される。窒化温度570℃で形成される窒化物層は、鉄と窒素の結合であり、650℃以上に再加熱されると酸化を受け分解し、窒化物層の窒素は、最表面では窒素ガスとして放出され内部では拡散する結果、窒化物層が消失してしまう。このことは古くから報告されている(非特許文献1)。
【0004】
このような、窒化処理により表面に形成された窒化物層をそのまま高周波焼入れすることによる、高温加熱での窒化物層の損傷や消失という問題を解決しようとした技術として、窒化処理後の表面上に、酸化ケイ素を成分とするガス窒化・イオン窒化防止剤、浸炭防止剤、酸化防止剤を1〜3mmの厚みで被覆し、焼入れを行う方法が、特許文献5に開示されている。
【0005】
しかし、この方法では、加熱時での酸化現象は防止できても、1mm以上の厚膜が必要で熱伝導性も低いことから、焼入れ時の冷却速度が不十分となり、目的とする微細マルテンサイトの硬さを得る事は困難であった。また、このような表面皮膜は摩擦抵抗が大きいため、焼入れ処理後に除去しなければならず、生産効率も十分なものではなかった。
【特許文献1】特許第3193320号
【特許文献2】特許第3327386号
【特許文献3】特許第3145517号
【特許文献4】特開平7−90364号
【特許文献5】特開昭58−96815号
【非特許文献1】熱処理16巻4号 P206 昭和51年
【発明の開示】
【発明が解決しようとする課題】
【0006】
そこで、本発明は、これら従来技術の問題点を解決し、焼入れの際の硬質窒化物層の損傷、分解を防止するだけでなく、焼入れ時の冷却速度を低下させることなく窒化物層に特定の組成からなるセラミックを複合化して強化し、その硬度や機械的強度を更に高めて面圧強度、疲労強度を得るとともに保護層を除去しなくても良好な摺動性が得られることを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、表面に硬質窒化物層が形成された鉄鋼部材を焼入れ処理する前に、表面に焼入れ表面保護剤を含浸又は塗着させる方法において、数μm以下の膜厚(付着量で数千mg/m2以下)でも焼入れ時の窒化物層保護が可能で、焼入れ時の冷却速度に問題がなく、かつ焼入れ後に保護層を除去しなくても摺動性が低下しない焼入れ表面保護剤の組成について鋭意実験検討を行った。
【0008】
その結果、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属を含むセラミック前駆体を含む焼入れ表面保護剤が、従来知られていない数μm以下の薄膜の被覆でも良好な窒化物保護効果を示し、熱処理後に保護膜を除去しなくても良好な摺動性能を示すことを見出し、さらに表面保護剤にはCa、Mg、Y、Sc及びBaの中から選ばれる1種を含むことによりさらに窒化物保護効果が改善されることを見出した。
【0009】
また、焼入れ後の皮膜をEPMA等により断面組成分析した結果、これらの皮膜は窒化物皮膜の上層として存在し、一部は窒化物と複合又は反応して強固に結合して保護効果、摺動効果を高めていると推定して本発明を完成した。
【0010】
即ち、本発明の「焼入れ鉄鋼部材」は、その第1の発明が、鉄鋼材料の表面に硬質窒化物層が形成され、さらにその上層として、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属酸化物を含む無機化合物層が形成されたことを特徴とするものである。第2の発明は、前記金属酸化物を含む無機化合物層が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種を含む、前記第1の発明である。また、第3の発明は、硬質窒化物層が、Fe、Ti、Zr、Mo、W、Cr、B及びSiの中から選ばれる少なくとも1種の窒化物である、前記第1の発明又は前記第2の発明である。第4の発明は、前記無機化合物層が、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属を、該金属換算の合計で1〜2000mg/m2の範囲で含有する、前記第1の発明〜前記第3の発明のいずれか一つである。そして、第5の発明が、前記鉄鋼部材が高面圧領域で使用される機械構造部品である、前記第1の発明〜前記第4の発明のいずれか一つである。
【0011】
また、本発明の「鉄鋼部材の焼入れ方法」及び本発明の「焼入れ鉄鋼部材の製造方法」は、表面に硬質窒化物層を有する鉄鋼材料を、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を含む液(例えば、酸化物、水和酸化物、イオン、錯イオンの中から選ばれる少なくとも1種の状態として当該元素を含有するセラミック前駆体を含む溶液)に接触させたのち、焼入れ処理を行うものであり、前記焼入れ処理は高周波焼入れであることが好ましく、前記セラミック前駆体を含む液(例えば前記溶液)は、さらにCa、Mg、Y、Sc、及びBaの中から選ばれる少なくとも1種の元素を含有する(例えば、酸化物、水和酸化物、イオン、錯イオンの中から選ばれる少なくとも1種の状態として当該元素を含有する)ことが好ましい。
【0012】
また、本発明の「焼入れ表面保護剤」は、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を含む液(例えば、酸化物、水和酸化物、イオン、錯イオンの中から選ばれる少なくとも1種の状態で当該元素を含有するセラミック前駆体を含む溶液)からなり、当該セラミック前駆体を含む液(例えば前記溶液)は、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種の元素を含有する(例えば、酸化物、水和酸化物、イオン、錯イオンの中から選ばれる少なくとも1種の状態として当該元素を含有する)ことがより好ましい。ここで、そのままで使用可能なタイプに加え、使用時に溶媒で希釈する濃縮タイプや溶媒を添加する乾燥タイプも「焼入れ表面保護剤」の概念に包含される(但し、以下ではそのままで使用可能なタイプを例示)。
具体的には、本発明は下記態様に関する。
(1)鉄鋼材料の表面に硬質窒化物層が形成され、さらにその上層として、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属酸化物を含む無機化合物層が形成されたことを特徴とする焼入れ鉄鋼部材。
(2)前記金属酸化物を含む無機化合物層が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種を含むものである、(1)に記載の焼入れ鉄鋼部材。
(3)前記硬質窒化物層が、Fe、Ti、Zr、Mo、W、Cr、B及びSiの中から選ばれる少なくとも1種の窒化物である、(1)又は(2)の焼入れ鉄鋼部材。
(4)前記無機化合物層が、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属を、該金属換算の合計で1〜2000mg/m2の範囲で含有するものである、(1)〜(3)のいずれかの焼入れ鉄鋼部材。
(5)前記鉄鋼部材が、高面圧領域で使用される機械構造部品である、(1)〜(4)の焼入れ鉄鋼部材。
(6)表面に硬質窒化物層を有する鉄鋼材料を、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を含む液に接触させたのち、焼入れ処理を行うことを特徴とする鉄鋼部材の焼入れ方法。
(7)前記セラミック前駆体を含む液が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種の元素を含有する、(6)の鉄鋼部材の焼入れ方法。
(8)前記焼入れ処理が高周波焼入れである、(6)又は(7)の鉄鋼部材の焼入れ方法。
(9)表面に硬質窒化物層を有する鉄鋼材料を、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を含む液に接触させたのち、焼入れ処理を行うことを特徴とする焼入れ鉄鋼部材の製造方法。
(10)前記セラミック前駆体を含む液が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種の元素を含有する、(9)の焼入れ鉄鋼部材の製造方法。
(11)前記焼入れ処理が高周波焼入れである、(9)又は(10)の焼入れ鉄鋼部材の製造方法。
(12)Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を含む液であることを特徴とする焼入れ表面保護剤。
(13)前記セラミック前駆体を含む液が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種の元素を含有する、(12)の焼入れ表面保護剤。
特に、本発明は下記態様に関する。
(A1)焼入れ処理する前の鉄鋼部材であって、当該鉄鋼部材の表面には、窒素拡散処理により硬質窒化物層が形成され、さらに硬質窒化物層上には、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を適用することによりセラミック前駆体層が形成されていることを特徴とする鉄鋼部材。
(A2)セラミック前駆体層が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種を含むものである、(A1)の鉄鋼部材。
(A3)セラミック前駆体層が、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属を、該金属換算の合計で1〜2000mg/m2の範囲で含有するものである、(A1)又は(A2)の鉄鋼部材。
(A4)硬質窒化層が、塩浴窒化処理、ガス軟窒化処理、イオン窒化処理及びプラズマ窒化処理から選択される処理により形成されたたものである、(A1)〜(A3)のいずれかの鉄鋼部材。
(A5)(i)硬質窒化物層を表面に有する鉄鋼材料に対し、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を含む液を適用する工程と、(ii)当該セラミック前駆体を含有する液の溶媒を除去する工程と、を含む方法により製造された、(A1)〜(A4)のいずれかの鉄鋼部材。
(A6)セラミック前駆体を含有する液が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種を含む、(A5)の鉄鋼部材。
(A7)セラミック前駆体を含有する液の溶媒が、中性からアルカリ性である、(A5)又は(A6)の鉄鋼部材。
(A8)(A1)〜(A7)のいずれかの鉄鋼部材を焼入れ処理することで得られる焼入れ処理された鉄鋼部材であって、当該鉄鋼部材の表面に、窒素拡散処理により形成された硬質窒化物層が存在する鉄鋼部材。
(A9)高面圧領域で使用される機械構造部品である、(A8)の鉄鋼部材。
(A10)軸、歯車、ピストン、シャフト又はカムである、(A9)の鉄鋼部材。
(A11)焼入れ処理が800〜850℃で実行された、(A8)〜(A10)のいずれかの鉄鋼部材。
(A12)焼入れ処理が高周波焼入れである、(A8)〜(A11)の鉄鋼部材。
【発明の効果】
【0013】
本発明の焼入れ鉄鋼部材、鉄鋼部材の焼入れ方法、焼入れ鉄鋼部材の製造方法及び焼入れ表面保護剤によれば、従来にない薄膜で焼入れの際の硬質窒化物層の損傷、分解を防止できるため、焼入れ時の冷却速度を低下させることなく焼入れが可能となって高い硬度・機械的強度を得ることができる。また、保護層を除去しなくても良好な摺動性が得られるため、従来の技術よりも量産性、実用性を高めることができる。
【発明を実施するための最良の形態】
【0014】
はじめに、本発明に係る「焼入れ鉄鋼部材」の各要素について詳述する。まず、本発明の適用対象となる鉄鋼材料は、特に限定されず、例えば、炭素鋼、低合金鋼、高合金鋼、鋳鉄を挙げることができる。特に好ましい材料は、高炭素炭素鋼、低合金鋼等である。
【0015】
本発明における鉄鋼材料表面の硬質窒化物層は、鉄鋼を表面処理(窒素拡散処理、CVD、PVD等)して形成される窒化物層である限り特に限定されず、Fe、Ti、Zr、Mo、W、Cr、B及びSiの中から選ばれる少なくとも1種の窒化物層であることが好ましく、量産性の面からは、これらのうちFeが最も好ましい。Feの硬質窒化物層の形成方法としては、タフトライド処理、パルソナイト処理等の塩浴窒化処理、ガス軟窒化処理、イオン窒化処理、プラズマ窒化処理等、何れかの窒化方法が好ましい。また、Fe以外の硬質窒化物層の形成は、プラズマCVD、スパッタリング、イオンプレーティング等のPVD等の方法によることが好ましい。
【0016】
本発明における無機化合物層は、鉄鋼材料表面の硬質窒化物層の上に存在しており、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属酸化物を主成分として含み、さらに任意成分としてCa、Mg、Ba、Y及びScから選ばれる少なくとも1種を含有していることが好適である。前者の主成分は、耐酸化性、窒化物形成能に優れ、好ましい任意成分は、結晶の物性、安定性向上効果が期待できる。
【0017】
ここで、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属酸化物を含む無機化合物層は、前記金属の窒化物をさらに含むことが好ましい。無機化合物層がこれらの金属窒化物を含むことにより焼入れ性、摺動性の向上が期待できる。尚、当該金属を含有するセラミック前駆体を硬質窒化物層上に適用して焼入れした場合、当該金属に関しては窒化物が安定であるので、当該金属の一部は、焼入れの際に硬質窒化物層から来た窒素と反応し、窒化物を形成する。したがって、この場合には、当該金属酸化物を含む無機化合物層は、窒化物を必須的に含むことになる。
【0018】
前記無機化合物層は、前記金属群の中から選択される少なくとも1種の必須金属を該金属換算の合計で1〜2000mg/m2含有していることが好ましい。該金属換算の合計が1mg/m2未満では窒化物層の保護効果が不十分となり、2000mg/m2を超えると摺動性、密着性が低下するため好ましくない。尚、本明細書における当該数値は、当該無機化合物層が形成された後における、当該層中の当該金属量であるが、この数値は、焼入れ前に鉄鋼表面に付着させたセラミック前駆体液中の金属量と同一である。また、任意金属の量は、必須金属の約20%以下であることが好適である。
【0019】
次に、本発明に係る「焼入れ鉄鋼部材」の用途について説明する。本発明に係る焼入れ鉄鋼部材は、高圧領域で使用されるものであることが好ましく、好ましい面圧の範囲は、約0.5Mpa〜3.5Mpaである。また、鉄鋼部材の形状、部品種は特に限定されず、例えば、軸、歯車、ピストン、シャフト、カム等を挙げることができる。
【0020】
次に、本発明に係る「鉄鋼部材の焼入れ方法」及び「焼入れ鉄鋼部材の製造方法」を説明する。本方法は、表面に硬質窒化物層を有する鉄鋼材料にセラミック前駆体含有液を適用する適用工程と、前記液が適用された鉄鋼材料を焼入れ処理する焼入れ工程とを必須工程として含む。尚、本方法は、その他、例えば、鉄鋼部材表面に適用したセラミック前駆体液の溶媒を除去するための乾燥工程等を含んでいてもよい。この場合、当該乾燥工程は、焼入れ前に行うことが好ましく、自然乾燥、加熱乾燥等、方法は問わない。
【0021】
ここで、まず、適用工程に関して説明すると、焼入れ前に、表面に硬質窒化物層(例えば窒化鉄を含む層)を有する鉄鋼材料を、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を、酸化物、水和酸化物、イオン、錯イオンの中から選ばれる少なくとも1種の状態として含有するセラミック前駆体を含む溶液に接触させることが好適である。ここで、当該溶液は、これらの元素に加えて、さらにCa、Mg、Y、Sc及びBaの中から選ばれる元素を含むことがより好ましい。接触方法としては、特に限定されず、例えば、スプレー、ディップ、刷毛塗り、フローコート、ロールコート、電解析出等が可能である。
【0022】
次に、焼入れ工程に関して説明すると、本工程は、特に限定されず、例えば、塩浴焼入れ、フレーム焼入れ、高周波焼入れ等を挙げることができ、高周波焼入れが最も好ましい。ここで、焼入れ条件としては、例えば低合金鋼材料の場合、一般的に焼入れは、材料のオーステナイト化温度より50〜60℃高い900〜930℃に設定されるが、本発明ではあらかじめ窒化処理が施されているため、急速加熱が可能な高周波焼入れの場合、800〜850℃に設定することがより好ましい。
【0023】
ここで、鉄鋼部材表面に適用されたセラミック前駆体中の金属は、当該焼入れ工程で、当該金属が酸化物の形態にない場合には酸化物形成プロセスを経て、焼きしめられてセラミックス化する。尚、前記のように、当該金属は酸化物の形態よりも窒化物の形態が安定であるので、当該焼入れ工程の際に、当該金属と窒化物層からの窒素とが反応し、当該金属の窒化物も形成される。
【0024】
次に、上記方法で用いられる、本発明に係る「焼入れ表面保護剤」は、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を、酸化物、水和酸化物、イオン、錯イオンの中から選ばれる少なくとも1種の状態で含有するセラミック前駆体を含む溶液であることが好適である。これらの金属のうち、主成分としては、Ti、Zr、Hf、V、Nb、Ta、W、Mo及びAlの酸化物、水和酸化物、イオン又は錯イオンが好ましく、これらに補助的にCa、Mg、Ba、Y及びScの酸化物、水和酸化物、イオン又は錯イオンを添加することがより好ましい。また、セラミック前駆体を含む液(例えば溶液)の溶媒としては、安全性の面から、水を主な溶媒とすることが好ましく、鉄鋼部材の腐食を防ぐためには中性〜アルカリ性であることがより好ましい。尚、溶液の固形分濃度は、特に限定されないが、0.1〜10wt%が好ましい。
【0025】
ここで、本発明に係る「焼入れ表面保護剤」の製造方法(セラミック前駆体溶液の調製方法)としては、金属化合物原料として、硝酸塩、酢酸塩、シュウ酸塩等の当該金属塩や金属アルコキシド等が好適に使用できる。これらの金属化合物原料は、そのまま溶媒に希釈して使用してもよいが、加水分解、加熱結晶化等により酸化物や水和酸化物の分散ゾルとして使用してもよい。また、市販のこれらの金属酸化物ゾルも使用することができる。また、本発明の焼入れ表面保護剤には、ゾルの分散剤や安定化剤、濡れ性向上剤、増粘剤等、その他の有機/無機添加成分を補助的に含むことも好ましい。
【実施例】
【0026】
以下に本発明の実施形態を実施例を挙げて説明するが、本発明の範囲は、以下の実施例に限定されるものではない。
【0027】
<実施例1>
基材として直径8mm、長さ12mmのSCM440調質材を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で2時間塩浴軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して油冷し、鋼材表面に厚さ12μmの窒化鉄からなる化合物層を形成した。
【0028】
こうして表面に窒化鉄層を形成した鋼材に対して、さらに濃度4%の酸化チタン中性水分散ゾル(パルチタン5603:アナターゼ+アモルファスゾル 日本パーカライジング(株)製)をディップコーティングし、余分な液を除去した後、180℃で乾燥させた。Ti付着量を蛍光X線分析装置で測定したところ、150mg/m2であった。
【0029】
このようにして酸化チタンを含む無機化合物層を形成した窒化鉄層を形成した鋼材について、さらに高周波焼入れ装置を使用して約150℃/secの速度で加熱して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0030】
<実施例2>
基材として直径20mm、長さ40mmの調質材(SCM440)を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で2時間軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して鋼材表面に厚さ10μmの窒化鉄からなる化合物層を形成した。
【0031】
こうして表面に窒化鉄層を形成した鋼材に対して、さらに濃度8%の炭酸ジルコニウムアンモニウム(第一稀元素化学工業(株)製)及び酸化イットリウムを含むコーティング剤溶液を刷毛塗りした後、150℃で乾燥させた。ZrとYの付着量を蛍光X線分析装置で測定したところ、Zrが850mg/m2、Yが50mg/m2であった。
【0032】
このようにしてジルコニウム及びイットリウムを含む酸化物からなる無機化合物層を形成した窒化鉄層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して800℃×5秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0033】
<実施例3>
基材として直径8mm、長さ12mmのSCM440調質材を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で2時間軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して鋼材表面に厚さ12μmの窒化鉄層を形成した。
【0034】
こうして表面に窒化鉄層を形成した鋼材に対して、さらに濃度10%のアルミナゾル(アルミナゾル200 日産化学工業(株)製)を刷毛塗りした後、乾燥させた。Al付着量を蛍光X線分析装置で測定したところ、1300mg/m2であった。
【0035】
このようにして酸化アルミニウムを含む無機化合物層を形成した窒化鉄層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0036】
<実施例4>
基材として直径8mm、長さ12mmのSCM440調質材を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で2時間軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して鋼材表面に厚さ12μmの窒化鉄層を形成した。
【0037】
こうして表面に窒化鉄層を形成した鋼材に対して、さらに濃度3%のモリブデン酸アンモニウムと2%のタングステン酸アンモニウムを含むコーティング剤溶液をディップコートした後、乾燥させた。MoとWの付着量を蛍光X線分析装置で測定したところ、Moが150mg/m2、Wが100mg/m2であった。
【0038】
このようにしてタングステン及びモリブデンを含む酸化物からなる無機化合物層を形成した窒化鉄層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して800℃×5秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0039】
<実施例5>
基材として直径20mm、長さ40mmの調質材(SCM440)を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で2時間軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して鋼材表面に厚さ10μmの窒化鉄層を形成した。
【0040】
こうして表面に窒化鉄層を形成した鋼材は、さらに濃度0.8%の水和酸化クロム(III)ゾル(クロム酸を還元して調製)をディップコートした後、乾燥させた。Cr付着量を蛍光X線分析装置で測定したところ、25mg/m2であった。
【0041】
このようにして酸化クロムを含む無機化合物層を形成した窒化鉄層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0042】
<実施例6>
基材として直径8mm、長さ12mmのSCM440調質材を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で2時間軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して鋼材表面に厚さ12μmの窒化鉄層を形成した。
【0043】
こうして表面に窒化鉄層を形成した鋼材に対して、さらに濃度3%のペルオキソチタン酸ゾルと0.2%のシュウ酸カルシウムを含むコーティング剤溶液をディップコートした後、250℃で乾燥させた。TiとCaの付着量を蛍光X線分析装置で測定したところ、Tiが310mg/m2、Caが40mg/m2であった。
【0044】
このようにしてTi及びCaを含む酸化物からなる無機化合物層を形成した窒化鉄層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して800℃×5秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0045】
<実施例7>
基材として直径20mm、長さ40mmの調質材(SCM440)を使用し、この表面を脱脂洗浄したのち、イオンプレーティング装置により1時間処理し、鋼材表面に厚さ3μmの窒化チタンからなる硬質窒化物層を形成した。
【0046】
こうして表面に窒化チタン層を形成した鋼材に対して、さらに濃度8%の炭酸ジルコニウムアンモニウム(第一稀元素化学工業(株)製)及び酸化イットリウムを含むコーティング剤溶液を刷毛塗りした後、150℃で乾燥させた。ZrとYの付着量を蛍光X線分析装置で測定したところ、Zrが600mg/m2、Yが35mg/m2であった。
【0047】
このようにしてジルコニウム及びイットリウムを含む酸化物からなる無機化合物層を形成した窒化チタン層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して800℃×5秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0048】
<実施例8>
基材として直径8mm、長さ12mmのSCM440調質材を使用し、この表面を脱脂洗浄したのち、イオンプレーティング装置で2時間処理し、鋼材表面に厚さ5μmの窒化クロムからなる硬質窒化物層を形成した。
【0049】
こうして表面に窒化クロム層を形成した鋼材に対して、さらに濃度4%の酸化チタン中性水分散ゾル(パルチタン5603:アナターゼ+アモルファスゾル 日本パーカライジング(株)製)をディップコーティングし、余分な液を除去した後、180℃で乾燥させた。Ti付着量を蛍光X線分析装置で測定したところ、180mg/m2であった。
【0050】
このようにして酸化チタンを含む無機化合物層を形成した窒化クロム層を形成した鋼材について、さらに高周波焼入れ装置を使用して約150℃/secの速度で加熱して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0051】
<実施例9>
基材として直径8mm、長さ12mmのSCM440調質材を使用し、この表面を脱脂洗浄したのち、プラズマCVD装置で3時間処理し、鋼材表面に厚さ3μmの窒化ホウ素からなる硬質窒化物層を形成した。
【0052】
こうして表面に窒化ホウ素層を形成した鋼材に対して、さらに濃度4%の酸化チタン中性水分散ゾル(パルチタン5603:アナターゼ+アモルファスゾル 日本パーカライジング(株)製)をディップコーティングし、余分な液を除去した後、180℃で乾燥させた。Ti付着量を蛍光X線分析装置で測定したところ、160mg/m2であった。
【0053】
このようにして酸化チタンを含む無機化合物層を形成した窒化ホウ素層を形成した鋼材について、さらに高周波焼入れ装置を使用して約150℃/secの速度で加熱して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0054】
<実施例10>
基材として直径20mm、長さ40mmの調質材(SCM440)を使用し、この表面を脱脂洗浄したのち、イオンプレーティング装置により2時間処理して鋼材表面に厚さ3μmの窒化ジルコニウム層を形成した。
【0055】
こうして表面に硬質窒化物層を形成した鋼材に対して、さらに濃度2%の水酸化タンタル及び濃度0.3%の水酸化ニオブのゾル溶液をディップコートした後、乾燥させた。タンタルの付着量を蛍光X線分析装置で測定したところ、70mg/m2であった。
【0056】
このようにしてタンタル及びニオブを含む無機化合物層を形成した窒化ジルコニウム層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0057】
<実施例11>
基材として直径8mm、長さ12mmのSCM440調質材を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で2時間軟室化処理(タフトライド処理:日本パーカライジング(株)製)して鋼材表面に厚さ12μmの窒化鉄層を形成した。
【0058】
こうして表面に窒化鉄層を形成した鋼材は、さらに濃度2%のシュウ酸ハフニウムを含むコーティング剤溶液をディップコートした後、250℃で乾燥させた。Hfの付着量を蛍光X線分析装置で測定したところ、Hfが120mg/m2であった。
【0059】
このようにしてHfを含む酸化物からなる無機化合物層を形成した窒化鉄層を形成した鋼材は、さらに実施例1と同じ高周波焼き入れ装置を使用して800℃×5秒間の高周波を加えて、直ちに水冷して焼き入れを行った。
【0060】
<比較例1>
基材として実施例1と同じ炭素鋼材を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で1時間軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して鋼板表面に厚さ12μmの窒化鉄層を形成したのち、そのまま実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0061】
<比較例2>
基材として実施例1と同じ炭素鋼材を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で1時間軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して鋼板表面に厚さ約5μmの窒化鉄層を形成した。
【0062】
こうして表面に窒化鉄層を形成した鋼材に対して、さらに酸化ケイ素を成分とする浸炭防止剤溶液をディップコーティングし、余分な液を除去した後、乾燥させた。Si付着量を蛍光X線分析装置で測定したところ、350mg/m2であった。
【0063】
このようにして酸化チタンを含む無機化合物層を形成した窒化鉄層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて加熱したのち、直ちに水冷して焼入れを行った。
【0064】
<比較例3>
基材として実施例1と同じ炭素鋼材を使用し、この表面を脱脂洗浄したのち、イオンプレーティング装置により1時間処理し、鋼材表面に厚さ3μmの窒化チタンからなる硬質窒化物層を形成した。さらに、実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0065】
<比較例4>
基材として実施例1と同じ炭素鋼材を使用し、この表面を脱脂洗浄したのち、イオンプレーティング装置により1時間処理し、鋼材表面に鋼材表面に厚さ5μmの窒化クロムからなる硬質窒化物層を形成した。さらに、実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0066】
<比較例5>
基材として実施例1と同じ炭素鋼材を使用し、この表面を脱脂洗浄したのち、プラズマCVD装置で3時間処理し、鋼材表面に厚さ3μmの窒化ホウ素からなる硬質窒化物層を形成した。さらに実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0067】
(評価試験)
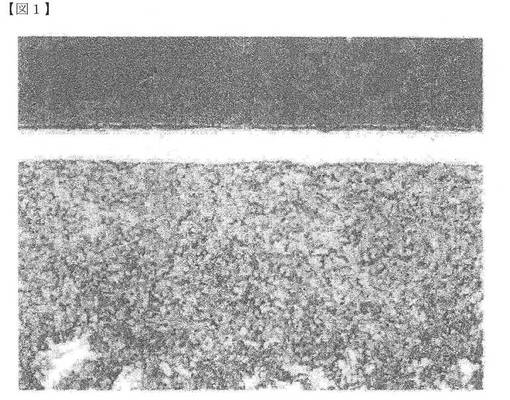
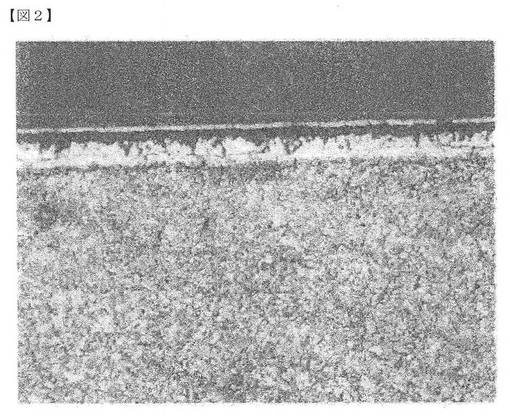
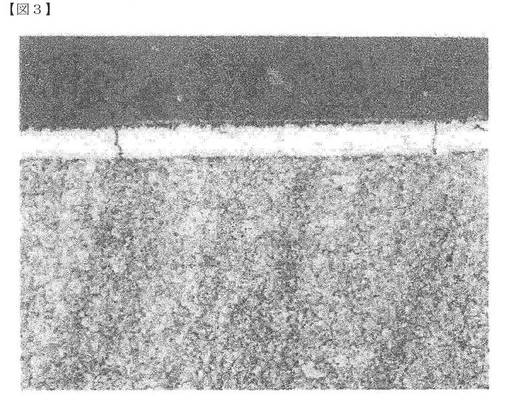
これらの処理を行った鋼材は、マイクロカッターで切断し、窒化物層の残存状態を金属顕微鏡で確認するとともに、最表面及び表面から0.1mmの断面の硬度をマイクロビッカース硬度計で測定した。表1に評価試験結果の一覧を示す。また、図1〜図3に、実施例1、比較例1及び比較例2における、断面の金属顕微鏡写真を示す。尚、図1〜図3の中央の白色部が窒化鉄を含む無機化合物層であり、その下部が鉄鋼基材部である。
【表1】

【0068】
表から、本発明の実施例1〜11では、焼入れ後においても表面の窒化物層がダメージを受けることなく残存しており、表面硬度及び表面から一定深さまでの断面の硬度も十分高いことがわかる。これに対し、保護層のコーティングを行わなかった比較例1では、窒化鉄からなる化合物層の酸化分解が進行しており、窒化物が酸化物に変化して表面の硬度が低下していた。一方、Si酸化物で保護層を形成した比較例2でも、化合物層が損傷を受けて一部が失われており、SiO2膜の熱伝導性が悪いために十分な焼入れ効果が得られておらず、断面硬度の低下が認められるため好ましくないことがわかる。
【0069】
本発明の鉄鋼部材の焼入れ方法、焼入れ鉄鋼部材、焼入れ鉄鋼部材の製造方法及び焼入れ表面保護剤は、機械、自動車、産業機械、工作機械等のギア、シャフト、カム等の部品、工具、金型、軸受等、硬度、耐磨耗性、疲労強度を要求される全ての鉄鋼部材に適用することができる。また、無機化合物層の組成を選択することによって、耐食性や接着・密着性や帯電防止性も同時に付与することが可能なため、これら以外の用途にも好適に使用することができるため産業上利用できる範囲が広い。
【図面の簡単な説明】
【0070】
【図1】実施例1の鋼材の焼入れ後の化合物層断面写真である。
【図2】比較例1の鋼材の焼入れ後の化合物層断面写真である。
【図3】比較例2の鋼材の焼入れ後の化合物層断面写真である。
【技術分野】
【0001】
本発明は、面圧強度、耐摩耗性、曲げ疲労強度等の機械的強度に優れた機械構造用部品の表面硬化処理技術に関するものである。
【背景技術】
【0002】
機械的強度向上のために、鋳鉄や鋼の機械構造部品に窒化処理、軟窒化処理、浸炭焼入れ、高周波焼入れ等の表面硬化処理が施されている。これらの中で、窒化処理により最表面に形成される窒化物層は、耐摺動性に優れ、磨耗に強く、更に焼き付き抵抗性が高いことが知られている。しかしながら、従来の窒化処理或いは軟窒化処理は、浸炭焼入れ、高周波焼入れに比し硬化層深さが浅く、面圧強度、疲労強度等に改善の余地が有った。そのため近年、窒素の特性を生かし、窒化処理或いは軟窒化処理後に、高周波焼入れを施し硬化深度を深くし、面圧強度を高めより疲労強度を高くする、複合硬化処理が開発されている。
【0003】
しかしながら、当該複合処理は、例えば、特許文献1〜4では、窒化処理で得られた窒素拡散層における焼入れ組織の特性の利用、即ち、焼き戻し軟化抵抗性、亀裂発生抵抗性の利用で面圧強度、疲労強度の向上を期待するものであって、窒化処理で形成される窒化物層(化合物層)の利用は見当たらない。むしろ、上記公報では積極的に窒化物層の分解、消失させる高周波処理条件について検討がなされている。即ち、窒化処理後高周波焼入れでは、焼入れ温度は少なくともオーステナイト組織になる温度Ac1変態点以上の温度が必要であり、通常750〜1050℃の温度範囲から選択される。窒化温度570℃で形成される窒化物層は、鉄と窒素の結合であり、650℃以上に再加熱されると酸化を受け分解し、窒化物層の窒素は、最表面では窒素ガスとして放出され内部では拡散する結果、窒化物層が消失してしまう。このことは古くから報告されている(非特許文献1)。
【0004】
このような、窒化処理により表面に形成された窒化物層をそのまま高周波焼入れすることによる、高温加熱での窒化物層の損傷や消失という問題を解決しようとした技術として、窒化処理後の表面上に、酸化ケイ素を成分とするガス窒化・イオン窒化防止剤、浸炭防止剤、酸化防止剤を1〜3mmの厚みで被覆し、焼入れを行う方法が、特許文献5に開示されている。
【0005】
しかし、この方法では、加熱時での酸化現象は防止できても、1mm以上の厚膜が必要で熱伝導性も低いことから、焼入れ時の冷却速度が不十分となり、目的とする微細マルテンサイトの硬さを得る事は困難であった。また、このような表面皮膜は摩擦抵抗が大きいため、焼入れ処理後に除去しなければならず、生産効率も十分なものではなかった。
【特許文献1】特許第3193320号
【特許文献2】特許第3327386号
【特許文献3】特許第3145517号
【特許文献4】特開平7−90364号
【特許文献5】特開昭58−96815号
【非特許文献1】熱処理16巻4号 P206 昭和51年
【発明の開示】
【発明が解決しようとする課題】
【0006】
そこで、本発明は、これら従来技術の問題点を解決し、焼入れの際の硬質窒化物層の損傷、分解を防止するだけでなく、焼入れ時の冷却速度を低下させることなく窒化物層に特定の組成からなるセラミックを複合化して強化し、その硬度や機械的強度を更に高めて面圧強度、疲労強度を得るとともに保護層を除去しなくても良好な摺動性が得られることを目的とする。
【課題を解決するための手段】
【0007】
本発明者らは、表面に硬質窒化物層が形成された鉄鋼部材を焼入れ処理する前に、表面に焼入れ表面保護剤を含浸又は塗着させる方法において、数μm以下の膜厚(付着量で数千mg/m2以下)でも焼入れ時の窒化物層保護が可能で、焼入れ時の冷却速度に問題がなく、かつ焼入れ後に保護層を除去しなくても摺動性が低下しない焼入れ表面保護剤の組成について鋭意実験検討を行った。
【0008】
その結果、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属を含むセラミック前駆体を含む焼入れ表面保護剤が、従来知られていない数μm以下の薄膜の被覆でも良好な窒化物保護効果を示し、熱処理後に保護膜を除去しなくても良好な摺動性能を示すことを見出し、さらに表面保護剤にはCa、Mg、Y、Sc及びBaの中から選ばれる1種を含むことによりさらに窒化物保護効果が改善されることを見出した。
【0009】
また、焼入れ後の皮膜をEPMA等により断面組成分析した結果、これらの皮膜は窒化物皮膜の上層として存在し、一部は窒化物と複合又は反応して強固に結合して保護効果、摺動効果を高めていると推定して本発明を完成した。
【0010】
即ち、本発明の「焼入れ鉄鋼部材」は、その第1の発明が、鉄鋼材料の表面に硬質窒化物層が形成され、さらにその上層として、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属酸化物を含む無機化合物層が形成されたことを特徴とするものである。第2の発明は、前記金属酸化物を含む無機化合物層が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種を含む、前記第1の発明である。また、第3の発明は、硬質窒化物層が、Fe、Ti、Zr、Mo、W、Cr、B及びSiの中から選ばれる少なくとも1種の窒化物である、前記第1の発明又は前記第2の発明である。第4の発明は、前記無機化合物層が、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属を、該金属換算の合計で1〜2000mg/m2の範囲で含有する、前記第1の発明〜前記第3の発明のいずれか一つである。そして、第5の発明が、前記鉄鋼部材が高面圧領域で使用される機械構造部品である、前記第1の発明〜前記第4の発明のいずれか一つである。
【0011】
また、本発明の「鉄鋼部材の焼入れ方法」及び本発明の「焼入れ鉄鋼部材の製造方法」は、表面に硬質窒化物層を有する鉄鋼材料を、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を含む液(例えば、酸化物、水和酸化物、イオン、錯イオンの中から選ばれる少なくとも1種の状態として当該元素を含有するセラミック前駆体を含む溶液)に接触させたのち、焼入れ処理を行うものであり、前記焼入れ処理は高周波焼入れであることが好ましく、前記セラミック前駆体を含む液(例えば前記溶液)は、さらにCa、Mg、Y、Sc、及びBaの中から選ばれる少なくとも1種の元素を含有する(例えば、酸化物、水和酸化物、イオン、錯イオンの中から選ばれる少なくとも1種の状態として当該元素を含有する)ことが好ましい。
【0012】
また、本発明の「焼入れ表面保護剤」は、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を含む液(例えば、酸化物、水和酸化物、イオン、錯イオンの中から選ばれる少なくとも1種の状態で当該元素を含有するセラミック前駆体を含む溶液)からなり、当該セラミック前駆体を含む液(例えば前記溶液)は、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種の元素を含有する(例えば、酸化物、水和酸化物、イオン、錯イオンの中から選ばれる少なくとも1種の状態として当該元素を含有する)ことがより好ましい。ここで、そのままで使用可能なタイプに加え、使用時に溶媒で希釈する濃縮タイプや溶媒を添加する乾燥タイプも「焼入れ表面保護剤」の概念に包含される(但し、以下ではそのままで使用可能なタイプを例示)。
具体的には、本発明は下記態様に関する。
(1)鉄鋼材料の表面に硬質窒化物層が形成され、さらにその上層として、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属酸化物を含む無機化合物層が形成されたことを特徴とする焼入れ鉄鋼部材。
(2)前記金属酸化物を含む無機化合物層が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種を含むものである、(1)に記載の焼入れ鉄鋼部材。
(3)前記硬質窒化物層が、Fe、Ti、Zr、Mo、W、Cr、B及びSiの中から選ばれる少なくとも1種の窒化物である、(1)又は(2)の焼入れ鉄鋼部材。
(4)前記無機化合物層が、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属を、該金属換算の合計で1〜2000mg/m2の範囲で含有するものである、(1)〜(3)のいずれかの焼入れ鉄鋼部材。
(5)前記鉄鋼部材が、高面圧領域で使用される機械構造部品である、(1)〜(4)の焼入れ鉄鋼部材。
(6)表面に硬質窒化物層を有する鉄鋼材料を、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を含む液に接触させたのち、焼入れ処理を行うことを特徴とする鉄鋼部材の焼入れ方法。
(7)前記セラミック前駆体を含む液が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種の元素を含有する、(6)の鉄鋼部材の焼入れ方法。
(8)前記焼入れ処理が高周波焼入れである、(6)又は(7)の鉄鋼部材の焼入れ方法。
(9)表面に硬質窒化物層を有する鉄鋼材料を、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を含む液に接触させたのち、焼入れ処理を行うことを特徴とする焼入れ鉄鋼部材の製造方法。
(10)前記セラミック前駆体を含む液が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種の元素を含有する、(9)の焼入れ鉄鋼部材の製造方法。
(11)前記焼入れ処理が高周波焼入れである、(9)又は(10)の焼入れ鉄鋼部材の製造方法。
(12)Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を含む液であることを特徴とする焼入れ表面保護剤。
(13)前記セラミック前駆体を含む液が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種の元素を含有する、(12)の焼入れ表面保護剤。
特に、本発明は下記態様に関する。
(A1)焼入れ処理する前の鉄鋼部材であって、当該鉄鋼部材の表面には、窒素拡散処理により硬質窒化物層が形成され、さらに硬質窒化物層上には、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を適用することによりセラミック前駆体層が形成されていることを特徴とする鉄鋼部材。
(A2)セラミック前駆体層が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種を含むものである、(A1)の鉄鋼部材。
(A3)セラミック前駆体層が、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属を、該金属換算の合計で1〜2000mg/m2の範囲で含有するものである、(A1)又は(A2)の鉄鋼部材。
(A4)硬質窒化層が、塩浴窒化処理、ガス軟窒化処理、イオン窒化処理及びプラズマ窒化処理から選択される処理により形成されたたものである、(A1)〜(A3)のいずれかの鉄鋼部材。
(A5)(i)硬質窒化物層を表面に有する鉄鋼材料に対し、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を含む液を適用する工程と、(ii)当該セラミック前駆体を含有する液の溶媒を除去する工程と、を含む方法により製造された、(A1)〜(A4)のいずれかの鉄鋼部材。
(A6)セラミック前駆体を含有する液が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種を含む、(A5)の鉄鋼部材。
(A7)セラミック前駆体を含有する液の溶媒が、中性からアルカリ性である、(A5)又は(A6)の鉄鋼部材。
(A8)(A1)〜(A7)のいずれかの鉄鋼部材を焼入れ処理することで得られる焼入れ処理された鉄鋼部材であって、当該鉄鋼部材の表面に、窒素拡散処理により形成された硬質窒化物層が存在する鉄鋼部材。
(A9)高面圧領域で使用される機械構造部品である、(A8)の鉄鋼部材。
(A10)軸、歯車、ピストン、シャフト又はカムである、(A9)の鉄鋼部材。
(A11)焼入れ処理が800〜850℃で実行された、(A8)〜(A10)のいずれかの鉄鋼部材。
(A12)焼入れ処理が高周波焼入れである、(A8)〜(A11)の鉄鋼部材。
【発明の効果】
【0013】
本発明の焼入れ鉄鋼部材、鉄鋼部材の焼入れ方法、焼入れ鉄鋼部材の製造方法及び焼入れ表面保護剤によれば、従来にない薄膜で焼入れの際の硬質窒化物層の損傷、分解を防止できるため、焼入れ時の冷却速度を低下させることなく焼入れが可能となって高い硬度・機械的強度を得ることができる。また、保護層を除去しなくても良好な摺動性が得られるため、従来の技術よりも量産性、実用性を高めることができる。
【発明を実施するための最良の形態】
【0014】
はじめに、本発明に係る「焼入れ鉄鋼部材」の各要素について詳述する。まず、本発明の適用対象となる鉄鋼材料は、特に限定されず、例えば、炭素鋼、低合金鋼、高合金鋼、鋳鉄を挙げることができる。特に好ましい材料は、高炭素炭素鋼、低合金鋼等である。
【0015】
本発明における鉄鋼材料表面の硬質窒化物層は、鉄鋼を表面処理(窒素拡散処理、CVD、PVD等)して形成される窒化物層である限り特に限定されず、Fe、Ti、Zr、Mo、W、Cr、B及びSiの中から選ばれる少なくとも1種の窒化物層であることが好ましく、量産性の面からは、これらのうちFeが最も好ましい。Feの硬質窒化物層の形成方法としては、タフトライド処理、パルソナイト処理等の塩浴窒化処理、ガス軟窒化処理、イオン窒化処理、プラズマ窒化処理等、何れかの窒化方法が好ましい。また、Fe以外の硬質窒化物層の形成は、プラズマCVD、スパッタリング、イオンプレーティング等のPVD等の方法によることが好ましい。
【0016】
本発明における無機化合物層は、鉄鋼材料表面の硬質窒化物層の上に存在しており、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属酸化物を主成分として含み、さらに任意成分としてCa、Mg、Ba、Y及びScから選ばれる少なくとも1種を含有していることが好適である。前者の主成分は、耐酸化性、窒化物形成能に優れ、好ましい任意成分は、結晶の物性、安定性向上効果が期待できる。
【0017】
ここで、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属酸化物を含む無機化合物層は、前記金属の窒化物をさらに含むことが好ましい。無機化合物層がこれらの金属窒化物を含むことにより焼入れ性、摺動性の向上が期待できる。尚、当該金属を含有するセラミック前駆体を硬質窒化物層上に適用して焼入れした場合、当該金属に関しては窒化物が安定であるので、当該金属の一部は、焼入れの際に硬質窒化物層から来た窒素と反応し、窒化物を形成する。したがって、この場合には、当該金属酸化物を含む無機化合物層は、窒化物を必須的に含むことになる。
【0018】
前記無機化合物層は、前記金属群の中から選択される少なくとも1種の必須金属を該金属換算の合計で1〜2000mg/m2含有していることが好ましい。該金属換算の合計が1mg/m2未満では窒化物層の保護効果が不十分となり、2000mg/m2を超えると摺動性、密着性が低下するため好ましくない。尚、本明細書における当該数値は、当該無機化合物層が形成された後における、当該層中の当該金属量であるが、この数値は、焼入れ前に鉄鋼表面に付着させたセラミック前駆体液中の金属量と同一である。また、任意金属の量は、必須金属の約20%以下であることが好適である。
【0019】
次に、本発明に係る「焼入れ鉄鋼部材」の用途について説明する。本発明に係る焼入れ鉄鋼部材は、高圧領域で使用されるものであることが好ましく、好ましい面圧の範囲は、約0.5Mpa〜3.5Mpaである。また、鉄鋼部材の形状、部品種は特に限定されず、例えば、軸、歯車、ピストン、シャフト、カム等を挙げることができる。
【0020】
次に、本発明に係る「鉄鋼部材の焼入れ方法」及び「焼入れ鉄鋼部材の製造方法」を説明する。本方法は、表面に硬質窒化物層を有する鉄鋼材料にセラミック前駆体含有液を適用する適用工程と、前記液が適用された鉄鋼材料を焼入れ処理する焼入れ工程とを必須工程として含む。尚、本方法は、その他、例えば、鉄鋼部材表面に適用したセラミック前駆体液の溶媒を除去するための乾燥工程等を含んでいてもよい。この場合、当該乾燥工程は、焼入れ前に行うことが好ましく、自然乾燥、加熱乾燥等、方法は問わない。
【0021】
ここで、まず、適用工程に関して説明すると、焼入れ前に、表面に硬質窒化物層(例えば窒化鉄を含む層)を有する鉄鋼材料を、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を、酸化物、水和酸化物、イオン、錯イオンの中から選ばれる少なくとも1種の状態として含有するセラミック前駆体を含む溶液に接触させることが好適である。ここで、当該溶液は、これらの元素に加えて、さらにCa、Mg、Y、Sc及びBaの中から選ばれる元素を含むことがより好ましい。接触方法としては、特に限定されず、例えば、スプレー、ディップ、刷毛塗り、フローコート、ロールコート、電解析出等が可能である。
【0022】
次に、焼入れ工程に関して説明すると、本工程は、特に限定されず、例えば、塩浴焼入れ、フレーム焼入れ、高周波焼入れ等を挙げることができ、高周波焼入れが最も好ましい。ここで、焼入れ条件としては、例えば低合金鋼材料の場合、一般的に焼入れは、材料のオーステナイト化温度より50〜60℃高い900〜930℃に設定されるが、本発明ではあらかじめ窒化処理が施されているため、急速加熱が可能な高周波焼入れの場合、800〜850℃に設定することがより好ましい。
【0023】
ここで、鉄鋼部材表面に適用されたセラミック前駆体中の金属は、当該焼入れ工程で、当該金属が酸化物の形態にない場合には酸化物形成プロセスを経て、焼きしめられてセラミックス化する。尚、前記のように、当該金属は酸化物の形態よりも窒化物の形態が安定であるので、当該焼入れ工程の際に、当該金属と窒化物層からの窒素とが反応し、当該金属の窒化物も形成される。
【0024】
次に、上記方法で用いられる、本発明に係る「焼入れ表面保護剤」は、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を、酸化物、水和酸化物、イオン、錯イオンの中から選ばれる少なくとも1種の状態で含有するセラミック前駆体を含む溶液であることが好適である。これらの金属のうち、主成分としては、Ti、Zr、Hf、V、Nb、Ta、W、Mo及びAlの酸化物、水和酸化物、イオン又は錯イオンが好ましく、これらに補助的にCa、Mg、Ba、Y及びScの酸化物、水和酸化物、イオン又は錯イオンを添加することがより好ましい。また、セラミック前駆体を含む液(例えば溶液)の溶媒としては、安全性の面から、水を主な溶媒とすることが好ましく、鉄鋼部材の腐食を防ぐためには中性〜アルカリ性であることがより好ましい。尚、溶液の固形分濃度は、特に限定されないが、0.1〜10wt%が好ましい。
【0025】
ここで、本発明に係る「焼入れ表面保護剤」の製造方法(セラミック前駆体溶液の調製方法)としては、金属化合物原料として、硝酸塩、酢酸塩、シュウ酸塩等の当該金属塩や金属アルコキシド等が好適に使用できる。これらの金属化合物原料は、そのまま溶媒に希釈して使用してもよいが、加水分解、加熱結晶化等により酸化物や水和酸化物の分散ゾルとして使用してもよい。また、市販のこれらの金属酸化物ゾルも使用することができる。また、本発明の焼入れ表面保護剤には、ゾルの分散剤や安定化剤、濡れ性向上剤、増粘剤等、その他の有機/無機添加成分を補助的に含むことも好ましい。
【実施例】
【0026】
以下に本発明の実施形態を実施例を挙げて説明するが、本発明の範囲は、以下の実施例に限定されるものではない。
【0027】
<実施例1>
基材として直径8mm、長さ12mmのSCM440調質材を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で2時間塩浴軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して油冷し、鋼材表面に厚さ12μmの窒化鉄からなる化合物層を形成した。
【0028】
こうして表面に窒化鉄層を形成した鋼材に対して、さらに濃度4%の酸化チタン中性水分散ゾル(パルチタン5603:アナターゼ+アモルファスゾル 日本パーカライジング(株)製)をディップコーティングし、余分な液を除去した後、180℃で乾燥させた。Ti付着量を蛍光X線分析装置で測定したところ、150mg/m2であった。
【0029】
このようにして酸化チタンを含む無機化合物層を形成した窒化鉄層を形成した鋼材について、さらに高周波焼入れ装置を使用して約150℃/secの速度で加熱して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0030】
<実施例2>
基材として直径20mm、長さ40mmの調質材(SCM440)を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で2時間軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して鋼材表面に厚さ10μmの窒化鉄からなる化合物層を形成した。
【0031】
こうして表面に窒化鉄層を形成した鋼材に対して、さらに濃度8%の炭酸ジルコニウムアンモニウム(第一稀元素化学工業(株)製)及び酸化イットリウムを含むコーティング剤溶液を刷毛塗りした後、150℃で乾燥させた。ZrとYの付着量を蛍光X線分析装置で測定したところ、Zrが850mg/m2、Yが50mg/m2であった。
【0032】
このようにしてジルコニウム及びイットリウムを含む酸化物からなる無機化合物層を形成した窒化鉄層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して800℃×5秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0033】
<実施例3>
基材として直径8mm、長さ12mmのSCM440調質材を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で2時間軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して鋼材表面に厚さ12μmの窒化鉄層を形成した。
【0034】
こうして表面に窒化鉄層を形成した鋼材に対して、さらに濃度10%のアルミナゾル(アルミナゾル200 日産化学工業(株)製)を刷毛塗りした後、乾燥させた。Al付着量を蛍光X線分析装置で測定したところ、1300mg/m2であった。
【0035】
このようにして酸化アルミニウムを含む無機化合物層を形成した窒化鉄層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0036】
<実施例4>
基材として直径8mm、長さ12mmのSCM440調質材を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で2時間軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して鋼材表面に厚さ12μmの窒化鉄層を形成した。
【0037】
こうして表面に窒化鉄層を形成した鋼材に対して、さらに濃度3%のモリブデン酸アンモニウムと2%のタングステン酸アンモニウムを含むコーティング剤溶液をディップコートした後、乾燥させた。MoとWの付着量を蛍光X線分析装置で測定したところ、Moが150mg/m2、Wが100mg/m2であった。
【0038】
このようにしてタングステン及びモリブデンを含む酸化物からなる無機化合物層を形成した窒化鉄層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して800℃×5秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0039】
<実施例5>
基材として直径20mm、長さ40mmの調質材(SCM440)を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で2時間軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して鋼材表面に厚さ10μmの窒化鉄層を形成した。
【0040】
こうして表面に窒化鉄層を形成した鋼材は、さらに濃度0.8%の水和酸化クロム(III)ゾル(クロム酸を還元して調製)をディップコートした後、乾燥させた。Cr付着量を蛍光X線分析装置で測定したところ、25mg/m2であった。
【0041】
このようにして酸化クロムを含む無機化合物層を形成した窒化鉄層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0042】
<実施例6>
基材として直径8mm、長さ12mmのSCM440調質材を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で2時間軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して鋼材表面に厚さ12μmの窒化鉄層を形成した。
【0043】
こうして表面に窒化鉄層を形成した鋼材に対して、さらに濃度3%のペルオキソチタン酸ゾルと0.2%のシュウ酸カルシウムを含むコーティング剤溶液をディップコートした後、250℃で乾燥させた。TiとCaの付着量を蛍光X線分析装置で測定したところ、Tiが310mg/m2、Caが40mg/m2であった。
【0044】
このようにしてTi及びCaを含む酸化物からなる無機化合物層を形成した窒化鉄層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して800℃×5秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0045】
<実施例7>
基材として直径20mm、長さ40mmの調質材(SCM440)を使用し、この表面を脱脂洗浄したのち、イオンプレーティング装置により1時間処理し、鋼材表面に厚さ3μmの窒化チタンからなる硬質窒化物層を形成した。
【0046】
こうして表面に窒化チタン層を形成した鋼材に対して、さらに濃度8%の炭酸ジルコニウムアンモニウム(第一稀元素化学工業(株)製)及び酸化イットリウムを含むコーティング剤溶液を刷毛塗りした後、150℃で乾燥させた。ZrとYの付着量を蛍光X線分析装置で測定したところ、Zrが600mg/m2、Yが35mg/m2であった。
【0047】
このようにしてジルコニウム及びイットリウムを含む酸化物からなる無機化合物層を形成した窒化チタン層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して800℃×5秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0048】
<実施例8>
基材として直径8mm、長さ12mmのSCM440調質材を使用し、この表面を脱脂洗浄したのち、イオンプレーティング装置で2時間処理し、鋼材表面に厚さ5μmの窒化クロムからなる硬質窒化物層を形成した。
【0049】
こうして表面に窒化クロム層を形成した鋼材に対して、さらに濃度4%の酸化チタン中性水分散ゾル(パルチタン5603:アナターゼ+アモルファスゾル 日本パーカライジング(株)製)をディップコーティングし、余分な液を除去した後、180℃で乾燥させた。Ti付着量を蛍光X線分析装置で測定したところ、180mg/m2であった。
【0050】
このようにして酸化チタンを含む無機化合物層を形成した窒化クロム層を形成した鋼材について、さらに高周波焼入れ装置を使用して約150℃/secの速度で加熱して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0051】
<実施例9>
基材として直径8mm、長さ12mmのSCM440調質材を使用し、この表面を脱脂洗浄したのち、プラズマCVD装置で3時間処理し、鋼材表面に厚さ3μmの窒化ホウ素からなる硬質窒化物層を形成した。
【0052】
こうして表面に窒化ホウ素層を形成した鋼材に対して、さらに濃度4%の酸化チタン中性水分散ゾル(パルチタン5603:アナターゼ+アモルファスゾル 日本パーカライジング(株)製)をディップコーティングし、余分な液を除去した後、180℃で乾燥させた。Ti付着量を蛍光X線分析装置で測定したところ、160mg/m2であった。
【0053】
このようにして酸化チタンを含む無機化合物層を形成した窒化ホウ素層を形成した鋼材について、さらに高周波焼入れ装置を使用して約150℃/secの速度で加熱して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0054】
<実施例10>
基材として直径20mm、長さ40mmの調質材(SCM440)を使用し、この表面を脱脂洗浄したのち、イオンプレーティング装置により2時間処理して鋼材表面に厚さ3μmの窒化ジルコニウム層を形成した。
【0055】
こうして表面に硬質窒化物層を形成した鋼材に対して、さらに濃度2%の水酸化タンタル及び濃度0.3%の水酸化ニオブのゾル溶液をディップコートした後、乾燥させた。タンタルの付着量を蛍光X線分析装置で測定したところ、70mg/m2であった。
【0056】
このようにしてタンタル及びニオブを含む無機化合物層を形成した窒化ジルコニウム層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0057】
<実施例11>
基材として直径8mm、長さ12mmのSCM440調質材を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で2時間軟室化処理(タフトライド処理:日本パーカライジング(株)製)して鋼材表面に厚さ12μmの窒化鉄層を形成した。
【0058】
こうして表面に窒化鉄層を形成した鋼材は、さらに濃度2%のシュウ酸ハフニウムを含むコーティング剤溶液をディップコートした後、250℃で乾燥させた。Hfの付着量を蛍光X線分析装置で測定したところ、Hfが120mg/m2であった。
【0059】
このようにしてHfを含む酸化物からなる無機化合物層を形成した窒化鉄層を形成した鋼材は、さらに実施例1と同じ高周波焼き入れ装置を使用して800℃×5秒間の高周波を加えて、直ちに水冷して焼き入れを行った。
【0060】
<比較例1>
基材として実施例1と同じ炭素鋼材を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で1時間軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して鋼板表面に厚さ12μmの窒化鉄層を形成したのち、そのまま実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0061】
<比較例2>
基材として実施例1と同じ炭素鋼材を使用し、この表面を脱脂洗浄したのち、溶融塩浴中で570℃で1時間軟窒化処理(タフトライド処理:日本パーカライジング(株)製)して鋼板表面に厚さ約5μmの窒化鉄層を形成した。
【0062】
こうして表面に窒化鉄層を形成した鋼材に対して、さらに酸化ケイ素を成分とする浸炭防止剤溶液をディップコーティングし、余分な液を除去した後、乾燥させた。Si付着量を蛍光X線分析装置で測定したところ、350mg/m2であった。
【0063】
このようにして酸化チタンを含む無機化合物層を形成した窒化鉄層を形成した鋼材について、さらに実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて加熱したのち、直ちに水冷して焼入れを行った。
【0064】
<比較例3>
基材として実施例1と同じ炭素鋼材を使用し、この表面を脱脂洗浄したのち、イオンプレーティング装置により1時間処理し、鋼材表面に厚さ3μmの窒化チタンからなる硬質窒化物層を形成した。さらに、実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0065】
<比較例4>
基材として実施例1と同じ炭素鋼材を使用し、この表面を脱脂洗浄したのち、イオンプレーティング装置により1時間処理し、鋼材表面に鋼材表面に厚さ5μmの窒化クロムからなる硬質窒化物層を形成した。さらに、実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0066】
<比較例5>
基材として実施例1と同じ炭素鋼材を使用し、この表面を脱脂洗浄したのち、プラズマCVD装置で3時間処理し、鋼材表面に厚さ3μmの窒化ホウ素からなる硬質窒化物層を形成した。さらに実施例1と同じ高周波焼入れ装置を使用して850℃×3秒間の高周波を加えて、直ちに水冷して焼入れを行った。
【0067】
(評価試験)
これらの処理を行った鋼材は、マイクロカッターで切断し、窒化物層の残存状態を金属顕微鏡で確認するとともに、最表面及び表面から0.1mmの断面の硬度をマイクロビッカース硬度計で測定した。表1に評価試験結果の一覧を示す。また、図1〜図3に、実施例1、比較例1及び比較例2における、断面の金属顕微鏡写真を示す。尚、図1〜図3の中央の白色部が窒化鉄を含む無機化合物層であり、その下部が鉄鋼基材部である。
【表1】
【0068】
表から、本発明の実施例1〜11では、焼入れ後においても表面の窒化物層がダメージを受けることなく残存しており、表面硬度及び表面から一定深さまでの断面の硬度も十分高いことがわかる。これに対し、保護層のコーティングを行わなかった比較例1では、窒化鉄からなる化合物層の酸化分解が進行しており、窒化物が酸化物に変化して表面の硬度が低下していた。一方、Si酸化物で保護層を形成した比較例2でも、化合物層が損傷を受けて一部が失われており、SiO2膜の熱伝導性が悪いために十分な焼入れ効果が得られておらず、断面硬度の低下が認められるため好ましくないことがわかる。
【0069】
本発明の鉄鋼部材の焼入れ方法、焼入れ鉄鋼部材、焼入れ鉄鋼部材の製造方法及び焼入れ表面保護剤は、機械、自動車、産業機械、工作機械等のギア、シャフト、カム等の部品、工具、金型、軸受等、硬度、耐磨耗性、疲労強度を要求される全ての鉄鋼部材に適用することができる。また、無機化合物層の組成を選択することによって、耐食性や接着・密着性や帯電防止性も同時に付与することが可能なため、これら以外の用途にも好適に使用することができるため産業上利用できる範囲が広い。
【図面の簡単な説明】
【0070】
【図1】実施例1の鋼材の焼入れ後の化合物層断面写真である。
【図2】比較例1の鋼材の焼入れ後の化合物層断面写真である。
【図3】比較例2の鋼材の焼入れ後の化合物層断面写真である。
【特許請求の範囲】
【請求項1】
焼入れ処理する前の鉄鋼部材であって、当該鉄鋼部材の表面には、窒素拡散処理により硬質窒化物層が形成され、さらに硬質窒化物層上には、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を適用することによりセラミック前駆体層が形成されていることを特徴とする鉄鋼部材。
【請求項2】
セラミック前駆体層が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種を含むものである、請求項1に記載の鉄鋼部材。
【請求項3】
セラミック前駆体層が、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属を、該金属換算の合計で1〜2000mg/m2の範囲で含有するものである、請求項1又は2に記載の鉄鋼部材。
【請求項4】
硬質窒化層が、塩浴窒化処理、ガス軟窒化処理、イオン窒化処理及びプラズマ窒化処理から選択される処理により形成されたたものである、請求項1〜3のいずれか一項に記載の鉄鋼部材。
【請求項5】
(i)硬質窒化物層を表面に有する鉄鋼材料に対し、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を含む液を適用する工程と、(ii)当該セラミック前駆体を含有する液の溶媒を除去する工程と、を含む方法により製造された、請求項1〜4のいずれか一項に記載の鉄鋼部材。
【請求項6】
セラミック前駆体を含有する液が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種を含む、請求項5に記載の鉄鋼部材。
【請求項7】
セラミック前駆体を含有する液の溶媒が、中性からアルカリ性である、請求項5又は6記載の鉄鋼部材。
【請求項8】
請求項1〜7のいずれか一項に記載された鉄鋼部材を焼入れ処理することで得られる焼入れ処理された鉄鋼部材であって、当該鉄鋼部材の表面に、窒素拡散処理により形成された硬質窒化物層が存在する鉄鋼部材。
【請求項9】
高面圧領域で使用される機械構造部品である、請求項8に記載の鉄鋼部材。
【請求項10】
軸、歯車、ピストン、シャフト又はカムである、請求項9に記載の鉄鋼部材。
【請求項11】
焼入れ処理が800〜850℃で実行された、請求項8〜10のいずれか一項に記載の鉄鋼部材。
【請求項12】
焼入れ処理が高周波焼入れである、請求項8〜11のいずれか一項に記載の鉄鋼部材。
【請求項1】
焼入れ処理する前の鉄鋼部材であって、当該鉄鋼部材の表面には、窒素拡散処理により硬質窒化物層が形成され、さらに硬質窒化物層上には、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を適用することによりセラミック前駆体層が形成されていることを特徴とする鉄鋼部材。
【請求項2】
セラミック前駆体層が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種を含むものである、請求項1に記載の鉄鋼部材。
【請求項3】
セラミック前駆体層が、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の金属を、該金属換算の合計で1〜2000mg/m2の範囲で含有するものである、請求項1又は2に記載の鉄鋼部材。
【請求項4】
硬質窒化層が、塩浴窒化処理、ガス軟窒化処理、イオン窒化処理及びプラズマ窒化処理から選択される処理により形成されたたものである、請求項1〜3のいずれか一項に記載の鉄鋼部材。
【請求項5】
(i)硬質窒化物層を表面に有する鉄鋼材料に対し、Ti、Zr、Hf、V、Nb、Ta、Cr、W、Mo及びAlからなる群の中から選択される少なくとも1種の元素を含有するセラミック前駆体を含む液を適用する工程と、(ii)当該セラミック前駆体を含有する液の溶媒を除去する工程と、を含む方法により製造された、請求項1〜4のいずれか一項に記載の鉄鋼部材。
【請求項6】
セラミック前駆体を含有する液が、さらにCa、Mg、Y、Sc及びBaの中から選ばれる少なくとも1種を含む、請求項5に記載の鉄鋼部材。
【請求項7】
セラミック前駆体を含有する液の溶媒が、中性からアルカリ性である、請求項5又は6記載の鉄鋼部材。
【請求項8】
請求項1〜7のいずれか一項に記載された鉄鋼部材を焼入れ処理することで得られる焼入れ処理された鉄鋼部材であって、当該鉄鋼部材の表面に、窒素拡散処理により形成された硬質窒化物層が存在する鉄鋼部材。
【請求項9】
高面圧領域で使用される機械構造部品である、請求項8に記載の鉄鋼部材。
【請求項10】
軸、歯車、ピストン、シャフト又はカムである、請求項9に記載の鉄鋼部材。
【請求項11】
焼入れ処理が800〜850℃で実行された、請求項8〜10のいずれか一項に記載の鉄鋼部材。
【請求項12】
焼入れ処理が高周波焼入れである、請求項8〜11のいずれか一項に記載の鉄鋼部材。
【図1】

【図2】
【図3】
【図2】
【図3】
【公開番号】特開2011−208281(P2011−208281A)
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願番号】特願2011−102696(P2011−102696)
【出願日】平成23年5月2日(2011.5.2)
【分割の表示】特願2006−216577(P2006−216577)の分割
【原出願日】平成18年8月9日(2006.8.9)
【出願人】(000229597)日本パーカライジング株式会社 (198)
【Fターム(参考)】
【公開日】平成23年10月20日(2011.10.20)
【国際特許分類】
【出願日】平成23年5月2日(2011.5.2)
【分割の表示】特願2006−216577(P2006−216577)の分割
【原出願日】平成18年8月9日(2006.8.9)
【出願人】(000229597)日本パーカライジング株式会社 (198)
【Fターム(参考)】
[ Back to top ]