
鉛フリーはんだ及びそのはんだを用いたクリームはんだ
【課題】耐落下衝撃性が向上した鉛フリーはんだを提供すること。
【解決手段】Bi、In、Cu、Sn、及び不可避不純物で構成され、Bi、In、Cu、及びSnの質量比を各々Awt%、Bwt%、Cwt%、及びDwt%とすると、A、B、C、及びDは、それぞれ下記数1、数2、数3、数4を満たす、鉛フリーはんだである。
【数1】
55.1≦A≦57
【数2】
0.1≦B<5
【数3】
C=B×1/99
【数4】
D≧A×42/58
【解決手段】Bi、In、Cu、Sn、及び不可避不純物で構成され、Bi、In、Cu、及びSnの質量比を各々Awt%、Bwt%、Cwt%、及びDwt%とすると、A、B、C、及びDは、それぞれ下記数1、数2、数3、数4を満たす、鉛フリーはんだである。
【数1】
55.1≦A≦57
【数2】
0.1≦B<5
【数3】
C=B×1/99
【数4】
D≧A×42/58
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、回路基板のはんだ付けに使用する、鉛フリーはんだと、そのはんだを用いたクリームはんだに関するものである。
【背景技術】
【0002】
近年、モバイル機器などの軽薄短小化や高機能化の進展につれて、鉛フリーはんだ材料の接続信頼性の一層の向上が求められている。
【0003】
モバイル機器に関してはその携帯性ゆえに落下によるはんだ接合部の破壊に起因する機器の故障が問題となり、落下衝撃による製品の故障対策として回路基板設計、筐体設計など様々な対策がとられている。
【0004】
また、上記機器において一般的に用いられている鉛フリーはんだとしては、錫(Sn)、銀(Ag)、銅(Cu)で構成されるSn−3.0Ag−0.5Cu(wt%)があげられる。この鉛フリーはんだは、融点が219℃と高温であるので、回路基板に電子基板をはんだ接合する際にリフロー方式やDIP工法を用いた場合、その融点の高さゆえにはんだ材料を溶融させるために多くのエネルギーが消費される。
【0005】
上記より、落下衝撃に対する優れた接続信頼性と、低温でのはんだ接合による省エネルギー化の実現とを両立するはんだ材料が強く求められる。
【0006】
従来のSn−3.0Ag−0.5Cu(wt%)より融点の低い(219℃以下)鉛フリーはんだ組成としては、Snをベース金属としてビスマス(Bi)を58wt%、Agを1wt%で添加させたSn−Bi系共晶合金(融点138℃)が提案されている(例えば、特許文献1参照)。
【0007】
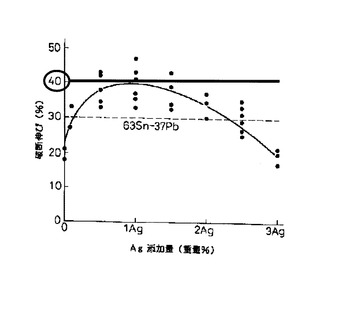
図7は特許文献1に記載されたBi−Sn−Ag合金のAg添加量(wt%)と破断伸びの関係を示す図である。横軸がAg添加量(wt%)であり、縦軸が破断伸び(%)を示している。
【0008】
図7に示すように、1%Agを添加させた合金の破断伸びは、40%であり、Agを含まないSn−Bi共晶合金の破断伸び20%に対して向上しており、電子機器の信頼性を向上させるとの記載がある。
【0009】
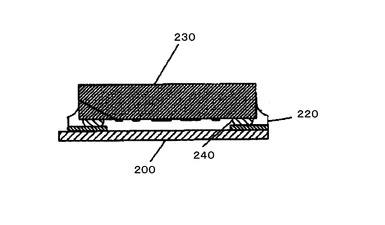
また、はんだ接合部を、樹脂材料を用いて補強し、落下時に発生する応力を緩和させることによって、製品に求められる耐落下衝撃性を確保することが提案されている(例えば、特許文献2参照)。図8は、特許文献2に記載された従来のはんだ接合部の補強構造を示す図である。
【0010】
図8において、はんだ接合部に樹脂材料を充填し落下に対する応力を緩和させる機能を付与させる構造がある。図8に示す構造では、基板200とデバイス230が、はんだバンプ240にて接合され、その周囲が接着材料220によって覆われることによって補強が行われている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特許第3347512号公報
【特許文献2】特許第2589239号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、特許文献1に記載のはんだを用いた部品と回路基板との接続では、モバイル機器において要求される耐落下衝撃性に関しては、機器に求められる信頼性基準に依存するが、十分な強度を有しているとは言い難く、破断伸びのより高いはんだが求められる。
【0013】
また、特許文献2では、部品側にあらかじめ形成されたはんだ材料と、回路基板側に塗布された、フラックス機能とはんだ接合部の補強を目的とする樹脂材料により、はんだ接合とはんだ補強を一括で行うプロセスが用いられ、はんだを用いた部品と回路基板との接続構造が形成されている。しかしながら、この構成によれば樹脂の塗布工程や、接着剤硬化など工程が増加する要因となりうる。
【0014】
以上より、はんだ材料自体の耐落下衝撃性を向上させる事が不可欠である。
【0015】
本発明は、上記従来のはんだの課題を考慮して、耐落下衝撃性が向上した鉛フリーはんだ及びそれを用いたクリームはんだを提供することを目的とする。
【課題を解決するための手段】
【0016】
上記目的を達成するために、第1の本発明は、
Bi、In、Cu、Sn、及び不可避不純物で構成され、
前記Bi、前記In、前記Cu、及び前記Snの質量比を各々Awt%、Bwt%、Cwt%、及びDwt%とすると、A、B、C、及びDは、それぞれ下記数1、数2、数3、数4を満たす、鉛フリーはんだである。
【0017】
【数1】

【0018】
【数2】
【0019】
【数3】
【0020】
【数4】
【0021】
又、第2の本発明は、
前記Aは55.1であり、前記Bは4.95であり、前記Cは0.05であり、前記Dは39.9である、第1の本発明の鉛フリーはんだである。
【0022】
又、第3の本発明は、
第1又は2の本発明の鉛フリーはんだと、フラックスとを備えた、
クリームはんだである。
【発明の効果】
【0023】
以上のように、本発明によれば、耐落下衝撃性が向上した鉛フリーはんだ及びそれを用いたクリームはんだを提供することが出来る。
【図面の簡単な説明】
【0024】
【図1】Cu―In二元状態図
【図2】Sn−Bi共晶組織概念図
【図3】Sn初晶の周囲をSn−Bi共晶組成が取り囲む組織概念図
【図4】Sn相、Bi相へのIn元素の固溶した組織概念図
【図5】本実施例で用いた押し込み試験機の概要を示す図
【図6】荷重−押し込み変位量の関係を示す図
【図7】特許文献1に記載のBi−Sn−Ag合金のAg添加量と破断伸びの関係を示す図
【図8】特許文献2に記載の基板にリフローした後のはんだ接合部が補強されたデバイスを示す正面から見た断面構成図
【発明を実施するための形態】
【0025】
以下に、本発明にかかる実施の形態について図面を参照しながら説明する。
【0026】
(実施の形態1)
本発明にかかる実施の形態1の鉛フリーはんだについて説明する。
【0027】
本発明のはんだの一例に対応する本実施の形態1の鉛フリーはんだは、
Bi、In、Cu、Sn、及び不可避不純物で構成され、
前記Bi、前記In、前記Cu、及び前記Snの質量比を各々Awt%、Bwt%、Cwt%、及びDwt%とすると、A、B、C、及びDは、それぞれ下記数1、数2、数3、数4を満たす、はんだである。
(数1)55.1≦A≦57
(数2)0.1≦B<5
(数3)C=B×1/99
(数4)D≧A×42/58
本実施の形態1では、本構成によって、融点が低く、且つ耐落下衝撃に優れた鉛フリーはんだを提供することが出来る。
【0028】
上記(数1)〜(数4)の質量比で配合させた場合、Sn―Bi共晶組成となるSnとBiの配合比の近傍において、CuとInを、Cu−In共晶組成比((数2)、(数3))で配合させることになる。そして、このCu−In共晶組成比における融点は、148℃であることから、Sn−Bi系はんだの伸び、特に衝撃強度を高めてはんだ接合の信頼性を高め、且つ低温でのはんだ接合を可能とすることが出来る。
【0029】
次に、本実施の形態1のはんだの各構成成分の質量比をどのように構成すべきかについて検討した。
【0030】
Biは共晶成分として融点を低下させるが、Bi質量比が大きい場合、脆い性質のBi相が初晶として形成されるため、はんだが脆化する。このことから、Biの質量比をAwt%とすると、Aは、55.1≦A≦57の範囲とする。
【0031】
Inは、はんだの伸び、および非接合金属に対する濡れ性を向上させる目的として、その質量比Bwt%が0.1wt%以上となるように配合する。しかしながら、Inを多く配合させた場合、熱衝撃試験において硬さの異なるγ−Sn、β−Snの相変態が引き起こすひずみによって金属組織が崩壊し耐熱衝撃性が低下する。そのため、Inは、その質量比Bwt%が、5wt%より少なくなるように配合する。
【0032】
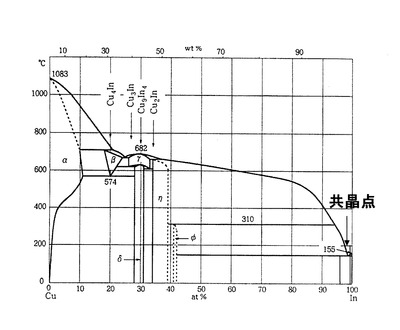
Cuは、はんだの伸びを高める効果を与えるために添加される。このCuの融点は1083℃と高いため、出来るだけ低融点を確保出来る質量比Cwt%で、Cuを添加する必要がある。
【0033】
図1はInとCuの2元状態図である。図1の縦軸は、温度(℃)を示している。尚、下方の横軸は、In/(Cu+In)×100(at%)を示しており、上方の横軸は、In/(Cu+In)×100(wt%)を示している。InとCuは、その質量比が1Cu−99In(wt%)で共晶組成(融点148℃)となるため、この質量比にてSn−Bi系(融点138℃)のはんだに配合させることにより、従来の融点219℃のSn−3.0Ag−0.5Cu(wt%)のはんだに比較して融点の低い合金を形成することが可能である。
【0034】
すなわち、Cuを添加しても低融点に確保できるCu−Inの共晶組成は99:1wt%であるから、Cwt%を(数3)のようにC=B×1/99とする。
【0035】
残部がSnの質量比となるが、脆いBi相の初晶を形成させないために、上記(数4)
の関係を満たすようにSnが配合される。すなわち、Sn−Bi共晶組成におけるSnとBiの質量比(wt%)は、Sn:Bi=42:58であるが、この質量比以上にSnを配合することによって、Snが共晶組成以上に配合される関係となるため、初晶としてSn相が形成し、脆いBi相の形成を抑制できる。
【0036】
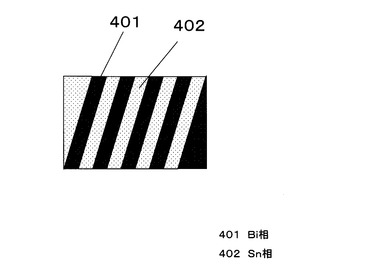
図2は、Sn−Bi共晶組成の概念図である。又、図3は、Biを本発明のSn、Biの質量比((数1)、(数4))にて合金化させた場合のSn−Bi合金組成を示す概念図である。図2においてはSnとBiが共晶組成としてSn相402、Bi相401に分離した相が形成される。
【0037】
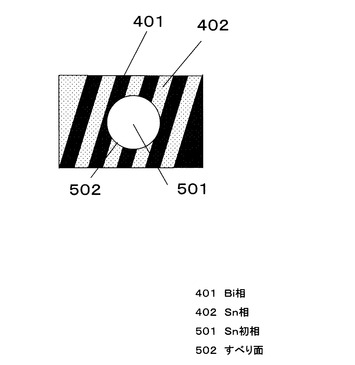
一方、Sn−Bi共晶組成であるSn:Bi=42:58(wt%)の質量比に比較して、(数1)、(数4)に示すようにSnとBiを配合した場合、Snが共晶組成以上に配合される関係となる。そのため、図3に示すようにBi初晶が形成されることなくSn初晶501が形成され、その周囲をSn−Bi共晶組成が取り囲む組織が形成される。
【0038】
このように異なるはんだ組成界面が形成されることにより、すべり面502を形成することができる。このすべり面502の形成とSn初晶の変形がおこり、Sn−Bi合金特有の初晶Bi形成による脆性低下は回避される。
【0039】
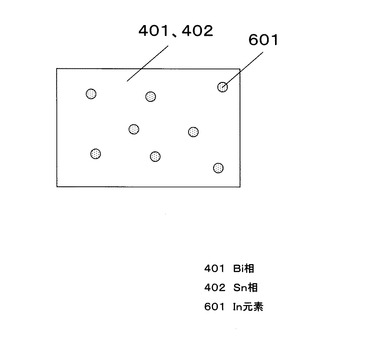
図4は、Sn相402、Bi相401にIn元素601が固溶した組織概念図である。組織中のBi相401、Sn相402中にIn元素601を固溶させることにより、Inを微細化して合金中に分散させて、Bi固溶体に起因する脆化を軽減して、はんだの伸びを高めることができる。
【0040】
尚、本発明の不可避不純物とは、原料中に元々存在するもの、製造工程において不可避的に混入するものであり、本来は不要であるが、特性に影響を及ぼさない程度の微量であるため、許容されている不純物のことである。
【0041】
次に、実施例について説明する。
【0042】
本実施例では、(数1)〜(数4)を満たす3種類の異なる配合比で形成したはんだを用いて、押し込み試験による伸び量の計測を行った。尚、比較例としてSn―Bi共晶組成のはんだを用いて、押し込み試験による伸び量の計測も行った。
【0043】
具体的には、実施例1〜3のはんだは、以下の(表1)に示すような質量比で、Sn、Bi、In、Cuを混合させて形成された。
【0044】
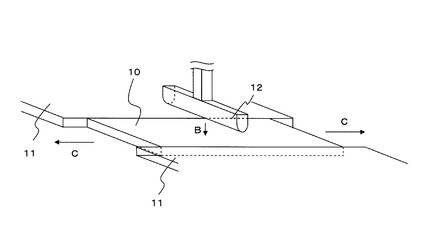
試験は、幅10mm、長さ40mm、厚み1mmの試験片を試験片の長さ方向に対して、幅10mmにて2辺保持し、先端R0.5mmのかまぼこ状の押し込みツールを用いて試験片中央部を押し込み、押し込み変位量と荷重を測定した。図5は、押し込み試験の概念図である。試験片10と、試験片10の長辺を固定する固定ツール11と、試験片10の中央部を上方から押し込む押し込みツール12が設けられている。この押し込みツール12によって、試験片10の中央部を押し込む(矢印B)ことによって、試験片10は、長手方向(矢印C)に伸びることになる。
【0045】
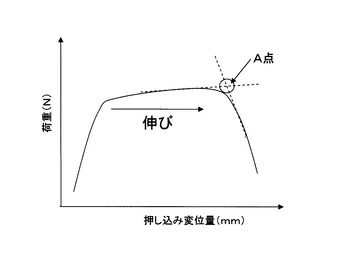
図6は、本試験によって得られる荷重−押し込み変位量の関係を示す図である。金属が降伏し破断する外挿点Aにおける押し込み変位量を伸び量とした。図6の縦軸は、荷重(N)を示しており、横軸は、押し込み変位量(mm)を示している。
【0046】
伸び率は、比較例1のSn−Bi共晶合金の伸び量を基準とし、それに対する割合として算出した。
【0047】
(表1)は、Sn−Bi共晶組成(比較例1)及び実施例1〜3におけるはんだを用いた押し込み試験結果を示す。
【0048】
【表1】
【0049】
上記表1に示すように、耐衝撃性の指標となるはんだ伸び量は、Biの質量を55.1wt%、Sn、In、Cuの質量比を各々39.9、4.95、0.05wt%の質量比で構成された、実施例3のはんだ材料が最大となり、比較例1のSn−Bi共晶合金に比較して、2.4倍もの伸びを示した。この結果より、Sn−Bi共晶組成の脆さを大幅に改善していることがわかる。
【0050】
又、本発明の質量比にて構成された合金は、実施例1、2に示すようにCu、Inの質量比が少なくてもSn−Bi共晶はんだよりは伸びが向上するため、微量の添加でもその効果が発現することがわかる。
【0051】
また、本発明におけるはんだの融点はIn質量比に依存し、In質量比が大きくなるにつれて低下する。42Sn−58Biwt%共晶組成の融点が138℃であるが、本発明における(数1)〜(数4)の配合でInの最大質量比4.95wt%においては134℃であり、低温でのはんだ接合が可能である。
【0052】
以上のように、実施の形態1による合金によれば、Sn−Bi共晶合金に比較して伸びが大きく向上し、融点も同程度であるため、モバイル機器などの耐落下衝撃性の向上と、低温でのはんだ接合が可能なるため省エネルギー化が可能となる。
【0053】
(実施の形態2)
次に、本発明にかかる実施の形態2について説明する。本実施の形態2のクリームはんだは、実施の形態1のはんだを用いたものである。
【0054】
上記実施の形態1の(数1)〜(数4)の質量比にて、Bi、Sn、In、Cuを配合し溶解させてはんだのインゴットとする。この配合にて形成された合金を微粉化してフラックスと混練することによって、本実施の形態2のクリームはんだが作成される。
【0055】
混合したクリームはんだを、はんだ付けに使用する際は、はんだ付け作業の、被接合金属上でクリームはんだを加熱する過程において、十分に溶融可能な、例えば融点以上の170℃で必要な溶融時間を保持した後、急冷して凝固させ接合する使用方法が好ましく採用される。溶融時間としては20〜30sec程度を確保するのがよい。
【0056】
このように溶融後に急冷するのは、はんだ凝固時の組織の粗大化を防ぐためであり、冷却速度は、5〜15℃/sec がよく、特に、10℃/sec 程度が良い。この方法により、合金中のBiと粉末からCu、Inとの化合物を溶融過程で充分に形成させて分散させることが可能となり、はんだの接合強度を上昇させることができる。
【0057】
また、クリームはんだに調製するためのフラックスについては、大気用のRMA対応のフラックスを含めて、大気対応用、窒素対応用、RA(Rosin Activated)、RMA(Rosin Mild Activated)等のフラックスを利用することができ、特に、フラックスの種類は制限されない。
【産業上の利用可能性】
【0058】
本発明の鉛フリーはんだ及びそれを用いたクリームはんだは、耐落下衝撃性が向上するという効果を発揮し、モバイル機器だけでなく弱耐熱部品など低温でのはんだ接合用途にも適用できる。
【符号の説明】
【0059】
10 試験片
11 固定ツール
12 押し込みツール
200 基板
220 接着材料
230 デバイス
240 はんだバンプ
401 Bi相
402 Sn相
501 すべり面
502 Sn初晶
601 In原子
【技術分野】
【0001】
本発明は、回路基板のはんだ付けに使用する、鉛フリーはんだと、そのはんだを用いたクリームはんだに関するものである。
【背景技術】
【0002】
近年、モバイル機器などの軽薄短小化や高機能化の進展につれて、鉛フリーはんだ材料の接続信頼性の一層の向上が求められている。
【0003】
モバイル機器に関してはその携帯性ゆえに落下によるはんだ接合部の破壊に起因する機器の故障が問題となり、落下衝撃による製品の故障対策として回路基板設計、筐体設計など様々な対策がとられている。
【0004】
また、上記機器において一般的に用いられている鉛フリーはんだとしては、錫(Sn)、銀(Ag)、銅(Cu)で構成されるSn−3.0Ag−0.5Cu(wt%)があげられる。この鉛フリーはんだは、融点が219℃と高温であるので、回路基板に電子基板をはんだ接合する際にリフロー方式やDIP工法を用いた場合、その融点の高さゆえにはんだ材料を溶融させるために多くのエネルギーが消費される。
【0005】
上記より、落下衝撃に対する優れた接続信頼性と、低温でのはんだ接合による省エネルギー化の実現とを両立するはんだ材料が強く求められる。
【0006】
従来のSn−3.0Ag−0.5Cu(wt%)より融点の低い(219℃以下)鉛フリーはんだ組成としては、Snをベース金属としてビスマス(Bi)を58wt%、Agを1wt%で添加させたSn−Bi系共晶合金(融点138℃)が提案されている(例えば、特許文献1参照)。
【0007】
図7は特許文献1に記載されたBi−Sn−Ag合金のAg添加量(wt%)と破断伸びの関係を示す図である。横軸がAg添加量(wt%)であり、縦軸が破断伸び(%)を示している。
【0008】
図7に示すように、1%Agを添加させた合金の破断伸びは、40%であり、Agを含まないSn−Bi共晶合金の破断伸び20%に対して向上しており、電子機器の信頼性を向上させるとの記載がある。
【0009】
また、はんだ接合部を、樹脂材料を用いて補強し、落下時に発生する応力を緩和させることによって、製品に求められる耐落下衝撃性を確保することが提案されている(例えば、特許文献2参照)。図8は、特許文献2に記載された従来のはんだ接合部の補強構造を示す図である。
【0010】
図8において、はんだ接合部に樹脂材料を充填し落下に対する応力を緩和させる機能を付与させる構造がある。図8に示す構造では、基板200とデバイス230が、はんだバンプ240にて接合され、その周囲が接着材料220によって覆われることによって補強が行われている。
【先行技術文献】
【特許文献】
【0011】
【特許文献1】特許第3347512号公報
【特許文献2】特許第2589239号公報
【発明の概要】
【発明が解決しようとする課題】
【0012】
しかしながら、特許文献1に記載のはんだを用いた部品と回路基板との接続では、モバイル機器において要求される耐落下衝撃性に関しては、機器に求められる信頼性基準に依存するが、十分な強度を有しているとは言い難く、破断伸びのより高いはんだが求められる。
【0013】
また、特許文献2では、部品側にあらかじめ形成されたはんだ材料と、回路基板側に塗布された、フラックス機能とはんだ接合部の補強を目的とする樹脂材料により、はんだ接合とはんだ補強を一括で行うプロセスが用いられ、はんだを用いた部品と回路基板との接続構造が形成されている。しかしながら、この構成によれば樹脂の塗布工程や、接着剤硬化など工程が増加する要因となりうる。
【0014】
以上より、はんだ材料自体の耐落下衝撃性を向上させる事が不可欠である。
【0015】
本発明は、上記従来のはんだの課題を考慮して、耐落下衝撃性が向上した鉛フリーはんだ及びそれを用いたクリームはんだを提供することを目的とする。
【課題を解決するための手段】
【0016】
上記目的を達成するために、第1の本発明は、
Bi、In、Cu、Sn、及び不可避不純物で構成され、
前記Bi、前記In、前記Cu、及び前記Snの質量比を各々Awt%、Bwt%、Cwt%、及びDwt%とすると、A、B、C、及びDは、それぞれ下記数1、数2、数3、数4を満たす、鉛フリーはんだである。
【0017】
【数1】
【0018】
【数2】
【0019】
【数3】
【0020】
【数4】
【0021】
又、第2の本発明は、
前記Aは55.1であり、前記Bは4.95であり、前記Cは0.05であり、前記Dは39.9である、第1の本発明の鉛フリーはんだである。
【0022】
又、第3の本発明は、
第1又は2の本発明の鉛フリーはんだと、フラックスとを備えた、
クリームはんだである。
【発明の効果】
【0023】
以上のように、本発明によれば、耐落下衝撃性が向上した鉛フリーはんだ及びそれを用いたクリームはんだを提供することが出来る。
【図面の簡単な説明】
【0024】
【図1】Cu―In二元状態図
【図2】Sn−Bi共晶組織概念図
【図3】Sn初晶の周囲をSn−Bi共晶組成が取り囲む組織概念図
【図4】Sn相、Bi相へのIn元素の固溶した組織概念図
【図5】本実施例で用いた押し込み試験機の概要を示す図
【図6】荷重−押し込み変位量の関係を示す図
【図7】特許文献1に記載のBi−Sn−Ag合金のAg添加量と破断伸びの関係を示す図
【図8】特許文献2に記載の基板にリフローした後のはんだ接合部が補強されたデバイスを示す正面から見た断面構成図
【発明を実施するための形態】
【0025】
以下に、本発明にかかる実施の形態について図面を参照しながら説明する。
【0026】
(実施の形態1)
本発明にかかる実施の形態1の鉛フリーはんだについて説明する。
【0027】
本発明のはんだの一例に対応する本実施の形態1の鉛フリーはんだは、
Bi、In、Cu、Sn、及び不可避不純物で構成され、
前記Bi、前記In、前記Cu、及び前記Snの質量比を各々Awt%、Bwt%、Cwt%、及びDwt%とすると、A、B、C、及びDは、それぞれ下記数1、数2、数3、数4を満たす、はんだである。
(数1)55.1≦A≦57
(数2)0.1≦B<5
(数3)C=B×1/99
(数4)D≧A×42/58
本実施の形態1では、本構成によって、融点が低く、且つ耐落下衝撃に優れた鉛フリーはんだを提供することが出来る。
【0028】
上記(数1)〜(数4)の質量比で配合させた場合、Sn―Bi共晶組成となるSnとBiの配合比の近傍において、CuとInを、Cu−In共晶組成比((数2)、(数3))で配合させることになる。そして、このCu−In共晶組成比における融点は、148℃であることから、Sn−Bi系はんだの伸び、特に衝撃強度を高めてはんだ接合の信頼性を高め、且つ低温でのはんだ接合を可能とすることが出来る。
【0029】
次に、本実施の形態1のはんだの各構成成分の質量比をどのように構成すべきかについて検討した。
【0030】
Biは共晶成分として融点を低下させるが、Bi質量比が大きい場合、脆い性質のBi相が初晶として形成されるため、はんだが脆化する。このことから、Biの質量比をAwt%とすると、Aは、55.1≦A≦57の範囲とする。
【0031】
Inは、はんだの伸び、および非接合金属に対する濡れ性を向上させる目的として、その質量比Bwt%が0.1wt%以上となるように配合する。しかしながら、Inを多く配合させた場合、熱衝撃試験において硬さの異なるγ−Sn、β−Snの相変態が引き起こすひずみによって金属組織が崩壊し耐熱衝撃性が低下する。そのため、Inは、その質量比Bwt%が、5wt%より少なくなるように配合する。
【0032】
Cuは、はんだの伸びを高める効果を与えるために添加される。このCuの融点は1083℃と高いため、出来るだけ低融点を確保出来る質量比Cwt%で、Cuを添加する必要がある。
【0033】
図1はInとCuの2元状態図である。図1の縦軸は、温度(℃)を示している。尚、下方の横軸は、In/(Cu+In)×100(at%)を示しており、上方の横軸は、In/(Cu+In)×100(wt%)を示している。InとCuは、その質量比が1Cu−99In(wt%)で共晶組成(融点148℃)となるため、この質量比にてSn−Bi系(融点138℃)のはんだに配合させることにより、従来の融点219℃のSn−3.0Ag−0.5Cu(wt%)のはんだに比較して融点の低い合金を形成することが可能である。
【0034】
すなわち、Cuを添加しても低融点に確保できるCu−Inの共晶組成は99:1wt%であるから、Cwt%を(数3)のようにC=B×1/99とする。
【0035】
残部がSnの質量比となるが、脆いBi相の初晶を形成させないために、上記(数4)
の関係を満たすようにSnが配合される。すなわち、Sn−Bi共晶組成におけるSnとBiの質量比(wt%)は、Sn:Bi=42:58であるが、この質量比以上にSnを配合することによって、Snが共晶組成以上に配合される関係となるため、初晶としてSn相が形成し、脆いBi相の形成を抑制できる。
【0036】
図2は、Sn−Bi共晶組成の概念図である。又、図3は、Biを本発明のSn、Biの質量比((数1)、(数4))にて合金化させた場合のSn−Bi合金組成を示す概念図である。図2においてはSnとBiが共晶組成としてSn相402、Bi相401に分離した相が形成される。
【0037】
一方、Sn−Bi共晶組成であるSn:Bi=42:58(wt%)の質量比に比較して、(数1)、(数4)に示すようにSnとBiを配合した場合、Snが共晶組成以上に配合される関係となる。そのため、図3に示すようにBi初晶が形成されることなくSn初晶501が形成され、その周囲をSn−Bi共晶組成が取り囲む組織が形成される。
【0038】
このように異なるはんだ組成界面が形成されることにより、すべり面502を形成することができる。このすべり面502の形成とSn初晶の変形がおこり、Sn−Bi合金特有の初晶Bi形成による脆性低下は回避される。
【0039】
図4は、Sn相402、Bi相401にIn元素601が固溶した組織概念図である。組織中のBi相401、Sn相402中にIn元素601を固溶させることにより、Inを微細化して合金中に分散させて、Bi固溶体に起因する脆化を軽減して、はんだの伸びを高めることができる。
【0040】
尚、本発明の不可避不純物とは、原料中に元々存在するもの、製造工程において不可避的に混入するものであり、本来は不要であるが、特性に影響を及ぼさない程度の微量であるため、許容されている不純物のことである。
【0041】
次に、実施例について説明する。
【0042】
本実施例では、(数1)〜(数4)を満たす3種類の異なる配合比で形成したはんだを用いて、押し込み試験による伸び量の計測を行った。尚、比較例としてSn―Bi共晶組成のはんだを用いて、押し込み試験による伸び量の計測も行った。
【0043】
具体的には、実施例1〜3のはんだは、以下の(表1)に示すような質量比で、Sn、Bi、In、Cuを混合させて形成された。
【0044】
試験は、幅10mm、長さ40mm、厚み1mmの試験片を試験片の長さ方向に対して、幅10mmにて2辺保持し、先端R0.5mmのかまぼこ状の押し込みツールを用いて試験片中央部を押し込み、押し込み変位量と荷重を測定した。図5は、押し込み試験の概念図である。試験片10と、試験片10の長辺を固定する固定ツール11と、試験片10の中央部を上方から押し込む押し込みツール12が設けられている。この押し込みツール12によって、試験片10の中央部を押し込む(矢印B)ことによって、試験片10は、長手方向(矢印C)に伸びることになる。
【0045】
図6は、本試験によって得られる荷重−押し込み変位量の関係を示す図である。金属が降伏し破断する外挿点Aにおける押し込み変位量を伸び量とした。図6の縦軸は、荷重(N)を示しており、横軸は、押し込み変位量(mm)を示している。
【0046】
伸び率は、比較例1のSn−Bi共晶合金の伸び量を基準とし、それに対する割合として算出した。
【0047】
(表1)は、Sn−Bi共晶組成(比較例1)及び実施例1〜3におけるはんだを用いた押し込み試験結果を示す。
【0048】
【表1】
【0049】
上記表1に示すように、耐衝撃性の指標となるはんだ伸び量は、Biの質量を55.1wt%、Sn、In、Cuの質量比を各々39.9、4.95、0.05wt%の質量比で構成された、実施例3のはんだ材料が最大となり、比較例1のSn−Bi共晶合金に比較して、2.4倍もの伸びを示した。この結果より、Sn−Bi共晶組成の脆さを大幅に改善していることがわかる。
【0050】
又、本発明の質量比にて構成された合金は、実施例1、2に示すようにCu、Inの質量比が少なくてもSn−Bi共晶はんだよりは伸びが向上するため、微量の添加でもその効果が発現することがわかる。
【0051】
また、本発明におけるはんだの融点はIn質量比に依存し、In質量比が大きくなるにつれて低下する。42Sn−58Biwt%共晶組成の融点が138℃であるが、本発明における(数1)〜(数4)の配合でInの最大質量比4.95wt%においては134℃であり、低温でのはんだ接合が可能である。
【0052】
以上のように、実施の形態1による合金によれば、Sn−Bi共晶合金に比較して伸びが大きく向上し、融点も同程度であるため、モバイル機器などの耐落下衝撃性の向上と、低温でのはんだ接合が可能なるため省エネルギー化が可能となる。
【0053】
(実施の形態2)
次に、本発明にかかる実施の形態2について説明する。本実施の形態2のクリームはんだは、実施の形態1のはんだを用いたものである。
【0054】
上記実施の形態1の(数1)〜(数4)の質量比にて、Bi、Sn、In、Cuを配合し溶解させてはんだのインゴットとする。この配合にて形成された合金を微粉化してフラックスと混練することによって、本実施の形態2のクリームはんだが作成される。
【0055】
混合したクリームはんだを、はんだ付けに使用する際は、はんだ付け作業の、被接合金属上でクリームはんだを加熱する過程において、十分に溶融可能な、例えば融点以上の170℃で必要な溶融時間を保持した後、急冷して凝固させ接合する使用方法が好ましく採用される。溶融時間としては20〜30sec程度を確保するのがよい。
【0056】
このように溶融後に急冷するのは、はんだ凝固時の組織の粗大化を防ぐためであり、冷却速度は、5〜15℃/sec がよく、特に、10℃/sec 程度が良い。この方法により、合金中のBiと粉末からCu、Inとの化合物を溶融過程で充分に形成させて分散させることが可能となり、はんだの接合強度を上昇させることができる。
【0057】
また、クリームはんだに調製するためのフラックスについては、大気用のRMA対応のフラックスを含めて、大気対応用、窒素対応用、RA(Rosin Activated)、RMA(Rosin Mild Activated)等のフラックスを利用することができ、特に、フラックスの種類は制限されない。
【産業上の利用可能性】
【0058】
本発明の鉛フリーはんだ及びそれを用いたクリームはんだは、耐落下衝撃性が向上するという効果を発揮し、モバイル機器だけでなく弱耐熱部品など低温でのはんだ接合用途にも適用できる。
【符号の説明】
【0059】
10 試験片
11 固定ツール
12 押し込みツール
200 基板
220 接着材料
230 デバイス
240 はんだバンプ
401 Bi相
402 Sn相
501 すべり面
502 Sn初晶
601 In原子
【特許請求の範囲】
【請求項1】
Bi、In、Cu、Sn、及び不可避不純物で構成され、
前記Bi、前記In、前記Cu、及び前記Snの質量比を各々Awt%、Bwt%、Cwt%、及びDwt%とすると、A、B、C、及びDは、それぞれ下記数1、数2、数3、数4を満たす、鉛フリーはんだ。
【数1】
【数2】
【数3】
【数4】
【請求項2】
前記Aは55.1であり、前記Bは4.95であり、前記Cは0.05であり、前記Dは39.9である、請求項1記載の鉛フリーはんだ。
【請求項3】
請求項1又は2記載の鉛フリーはんだと、フラックスとを備えた、クリームはんだ。
【請求項1】
Bi、In、Cu、Sn、及び不可避不純物で構成され、
前記Bi、前記In、前記Cu、及び前記Snの質量比を各々Awt%、Bwt%、Cwt%、及びDwt%とすると、A、B、C、及びDは、それぞれ下記数1、数2、数3、数4を満たす、鉛フリーはんだ。
【数1】
【数2】
【数3】
【数4】
【請求項2】
前記Aは55.1であり、前記Bは4.95であり、前記Cは0.05であり、前記Dは39.9である、請求項1記載の鉛フリーはんだ。
【請求項3】
請求項1又は2記載の鉛フリーはんだと、フラックスとを備えた、クリームはんだ。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【公開番号】特開2013−35016(P2013−35016A)
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願番号】特願2011−172750(P2011−172750)
【出願日】平成23年8月8日(2011.8.8)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
【公開日】平成25年2月21日(2013.2.21)
【国際特許分類】
【出願日】平成23年8月8日(2011.8.8)
【出願人】(000005821)パナソニック株式会社 (73,050)
【Fターム(参考)】
[ Back to top ]