
鉛ボタンの製造方法

【課題】表面から不純物が良好に除去された鉛ボタンを効率良く製造する。
【解決手段】乾式試金法を利用して作製された粗鉛ボタンの表面をバレル研磨により研磨する工程を含む鉛ボタンの製造方法。
【解決手段】乾式試金法を利用して作製された粗鉛ボタンの表面をバレル研磨により研磨する工程を含む鉛ボタンの製造方法。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は鉛ボタンの製造方法、より具体的には乾式試金法で作製された粗鉛ボタンから鉛ボタンを製造する方法に関する。
【背景技術】
【0002】
銅などの非鉄金属製錬において、有価金属、特にAu、Ag、Pt、Pd、Rh、Ru及びIrの貴金属を回収するための技術開発の必要性が高まっている。貴金属の回収方法を決定する上では、自溶炉から電解槽までの貴金属の物量バランスを調査するといった製錬工程における貴金属の挙動把握を行うことが重要であるが、その存在量はμg/g以下と少ない場合が多いために、これまでは困難であった。
そこで、貴金属の高感度な分析方法が強く要請されているが、そのためには定量下限0.01g/t(0.01μg/g)程度の分析法が必要である。
【0003】
Auなどの貴金属の微量分析方法としては乾式試金法が知られている。乾式試金法は試料を酸化鉛(II)及び融剤と混合し、融解試料を調整した後、るつぼ融解を行い、貴金属を鉛塊中に捕集し、他の試料成分と分離する。この鉛塊を灰吹することによって鉛をキューペル(灰皿)に染み込ませ、貴金属だけを取り出してから定量する(非特許文献1)。
【先行技術文献】
【非特許文献】
【0004】
【非特許文献1】日本工業規格M8111「鉱石中の金及び銀の定量方法」
【発明の概要】
【発明が解決しようとする課題】
【0005】
乾式試金法の利用により得られた、貴金属を捕集した鉛塊(以下、粗鉛ボタンとも言う)は、表面に不純物であるスラグが付着しているため、その除去が必要である。このような粗鉛ボタン表面に付着したスラグの除去は、従来、ハンマーで粗鉛ボタンを叩いたり、ヤスリで粗鉛ボタン表面を削ることで行っている。
【0006】
しかしながら、ハンマーを用いた場合、粗鉛ボタン表面に付着した大きな塊のスラグは除去できるが、細かい塊のスラグは粗鉛ボタン中にめり込んでしまうため、除去が困難である。また、ヤスリを用いて細かい塊のスラグを除去しようとすると、比較的柔らかい金属である鉛の表面がダレ、スラグが粗鉛ボタン中に含まれてしまう。このため、鉛ボタンの秤量値に正の要因を与え、Auなどの貴金属類に対する分析結果にも影響を及ぼす。さらに、このような方法では、作業時間や作業負担が大きく、製造効率が不良となってしまう。そこで、本発明は、表面に付着した不純物が良好に除去された鉛ボタンを効率良く製造する方法及びバレル研磨装置を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明者は上記課題を解決するために研究を重ねたところ、粗鉛ボタンの表面に付着した不純物をバレル研磨により研磨することで、表面に付着する不純物が良好に除去された鉛ボタンを効率良く製造することが可能となることを見出した。
【0008】
以上の知見を基礎として完成した本発明は一側面において、乾式試金法を利用して作製された粗鉛ボタンの表面をバレル研磨により研磨する工程を含む鉛ボタンの製造方法である。
【0009】
本発明に係る鉛ボタンの製造方法は一実施形態において、前記バレル研磨が湿式研磨である。
【0010】
本発明に係る鉛ボタンの製造方法は別の一実施形態において、前記粗鉛ボタンを1つだけ入れた試料判別用容器をバレル槽内に複数設け、前記バレル槽を回転させることでバレル研磨を行う。
【0011】
本発明に係る鉛ボタンの製造方法は更に別の一実施形態において、前記試料判別用容器がゴム材料で形成されている。
【0012】
本発明に係る鉛ボタンの製造方法は更に別の一実施形態において、前記試料判別用容器がシリンダー状に形成されている。
【0013】
本発明に係る鉛ボタンの製造方法は更に別の一実施形態において、前記試料判別用容器内の、粗鉛ボタン、研磨材及び水の充填率が、前記試料判別用容器の容積に対して60〜80%である。
【0014】
本発明に係る鉛ボタンの製造方法は更に別の一実施形態において、前記粗鉛ボタンは、日本工業規格M8111に基づき、乾式試金法を利用して、試料と、酸化鉛及びケイ砂を5〜20g含む融剤とを混合して作製されている。
【0015】
本発明に係る鉛ボタンの製造方法は更に別の一実施形態において、前記鉛ボタンがレーザーアブレーションを用いた試料分析用の試料である。
【発明の効果】
【0016】
本発明によれば、表面から不純物が良好に除去された鉛ボタンを効率良く製造することができる。
【図面の簡単な説明】
【0017】
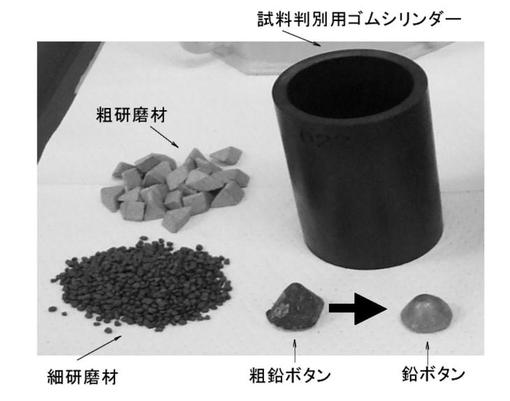
【図1】本発明の実施形態に係る試料判別用ゴムシリンダー、研磨材、粗鉛ボタン及び鉛ボタンの外観写真を示す。
【図2】本発明の実施形態に係る試料判別用ゴムシリンダーを設けたバレル槽の外観写真を示す。
【図3】本発明の実施形態に係るバレル研磨装置の外観写真を示す。
【発明を実施するための形態】
【0018】
本発明の実施形態に係る鉛ボタンの製造方法について図を用いて詳細に説明する。
鉛ボタンの製造方法として、まず、乾式試金法を利用して作製された粗鉛ボタンを準備する。本発明において、「乾式試金法を利用して作製された粗鉛ボタン」とは、乾式試金法において、分析対象となる試料を酸化鉛(II)及びケイ砂を含んだ融剤と混合し、融解試料を調整した後、るつぼ融解を行うことで、金などの貴金属を鉛塊中に捕集させて、他の試料成分と分離する工程までを利用して作製されたものである。すなわち、このときの貴金属を捕集させた鉛塊が本発明における粗鉛ボタンである。粗鉛ボタンは、例えば、図1に示すような略円錐状に形成されている。粗鉛ボタンは、特に限定されないが、例えば25〜35gとなるように形成することができる。
【0019】
粗鉛ボタンは、上述のように、分析対象となる試料を酸化鉛(II)及びケイ砂を含んだ融剤と混合し、融解試料を調整した後、るつぼ融解を行うことで作製することができるが、本発明者は、このうち特に融剤に混合させるケイ砂の量が後述のバレル研磨工程での研磨の仕上がりに顕著な影響を与えることを見出した。具体的には、日本工業規格M8111に基づいて乾式試金法を利用して作製する粗鉛ボタンであれば、融剤にケイ砂を5〜20g含めるとこが好ましい。融剤にケイ砂が5〜20g含まれていると、粗鉛ボタン表面に付着した大きな塊のスラグ及び細かな塊のスラグのいずれも、バレル研磨によって良好に除去される。融剤のケイ砂含有量が5g未満であると、粗鉛ボタン表面に付着するスラグが細かくなり、除去することが困難となるおそれがある。一方、融剤のケイ砂含有量が20g超であると、粗鉛ボタン表面に付着するスラグが大きくなり、これをバレル研磨で無理に除去すると、表面から大きなスラグの塊が除去されることで鉛ボタン表面に大きな凹みが生じてしまうおそれがある。
【0020】
次に、粗鉛ボタンを、バレル槽内に設ける。粗鉛ボタンはバレル槽内に直接設けてもよい。バレル槽は、内部に仕切りが設けられて複数の部屋が形成されていてもよく、仕切りが無くてもよい。仕切りがある場合は、各部屋に一つの粗鉛ボタンを設けると、試料判別が可能となり、且つ、一度に複数の試料の研磨が可能となるため、製造効率が良好となる。また、バレル槽に仕切りを設けずに、粗鉛ボタンを1つだけ入れた試料判別用容器を複数用意し、この試料判別用容器をバレル槽内に設けても、一度に複数の粗鉛ボタンの研磨が可能となり、製造効率が良好となる。さらに、1つの試料が1つの試料判別用容器に設けられているため、試料を試料判別用容器単位で管理することができ、複数の試料の管理が容易となる。また、試料判別用容器を用いていれば、湿式研磨法を用いた場合に、使用しやすく且つ使用後の洗浄が簡易となる。この試料判別用容器には、どの粗鉛ボタンを入れたかを示すマーキングがなされている。試料判別用容器の形状は特に限定されないが、バレル槽内に複数個が効率的に収まる形状が好ましく、また、バレル研磨の際の回転によって内部の粗鉛ボタンが効果的に研磨されるような形状が好ましい。このような観点から、試料判別用容器は、例えば、図1に示すようなシリンダー状に形成することが好ましい。試料判別用容器の形成材料としては、長期の使用によっても劣化し難く、且つ、鉛ボタンを汚染し難いものであることが好ましく、例えば、フッ素、シリコン、ブタジエン系、クロロプレン系及び天然ゴムから合成されるイソプレン系のゴム材料で形成されたゴム、より具体的には、イソプレン、ポリテトラフルオロエチレン、シリコーン等で形成されていることが好ましい。試料判別用容器の容積は、バレル槽の容積に依存するが、例えば、110〜210cm3に形成することができる。
【0021】
バレル研磨を湿式研磨で行う場合、試料判別用容器内に、さらに研磨材及び水を加える。研磨材は、例えば2〜15mm径に形成されたものを用いることができる。研磨材は、粗鉛ボタンを効果的に研磨するために、図1に記載のような粗研磨用の研磨材及び細研磨用の研磨材を混合して用いることが好ましい。粗研磨用の研磨材としては、例えば秋山産業社製ART−4、6、10等を用いることができる。細研磨用の研磨材としては、例えばアルミナ系セラミックスや、秋山産業社製AP−10、16等を用いることができる。また、粗研磨用の研磨材は、例えば、25〜35gを、また、細研磨用の研磨材は、例えば、25〜35gをそれぞれ試料判別容器内に入れることができる。粗研磨用の研磨材は、例えば、4〜10mm径、細研磨用の研磨材は、例えば、1〜4mm径のものを用いることができる。このように試料判別用容器に粗鉛ボタン及び研磨材を入れた後、さらに水を加えるが、水の充填率が、試料判別用容器の容積に対して60〜80%となるように加えるのが好ましい。このような構成によれば、試料判別用容器内の隙間が容積の20〜40%となり、バレル研磨の際に粗鉛ボタンを良好に研磨することができる。なお、必要であれば、さらに界面活性剤を少量加えて粗鉛ボタンの研磨濡れ性を向上させてもよい。界面活性剤を加えた場合も、上記試料判別用容器内の隙間が容積の20〜40%となるように全体の量を調整するのが好ましい。
【0022】
次に、試料判別用容器に蓋をして密閉状態にした後、これを複数準備して、図2に示すようにバレル槽内に並べていく。バレル槽内の複数の試料判別容器は、互いに隣接し、且つ、バレル槽の内壁に接するように設け、バレル槽の回転によってバレル槽内で移動しないように固定しておくのが好ましい。
【0023】
次に、図3に示すようなバレル研磨装置に、複数の試料判別容器を設けたバレル槽を複数取り付ける。続いて、バレル研磨装置を作動させて、所定のバレル回転速度、及び、所定の研磨時間にて研磨を行う。バレル回転速度及び研磨時間は、バレル槽の大きさに依存するが、例えば、180〜250rpmで10〜60分間行うことができる。バレル研磨は、粗鉛ボタンの表面が研磨されて鉛の金属光沢が生じ、且つ、表面に付着していたスラグがほぼ完全に除去されたときを完了とする。これにより、図1に示すような略円錐状の金属光沢を有する鉛ボタンが作製される。このようなバレル研磨装置を用いた場合、一度に多くの試料を研磨することができ、製造効率が良好となる。例えば、1つのバレル槽内に試料判別用容器を4〜32個設け、そのバレル槽をバレル研磨装置に4つ設置した場合、4×4〜32×4=16〜128個もの試料を一回の研磨工程で処理することができる。
【0024】
上述のように作製された鉛ボタンは、表面のスラグが良好に除去されており、試料の元素分析として近年研究開発されている、レーザー光の照射により試料を気化又は微粒子化させるレーザーアブレーションを用いた試料分析用の試料等として好適に用いることができる。
【0025】
本発明によれば、上述の構成により、大きな塊のスラグはもちろんのこと、細かい塊のスラグも粗鉛ボタン中にめり込ませずに良好に除去することができる。また、比較的柔らかい金属である鉛の表面に対し、ダレを形成させずに研磨することができるため、スラグが粗鉛ボタン中に含まれてしまうことを良好に抑制することができ、鉛ボタンの秤量値に正の要因を与えることなく、精度良くAuなどの貴金属類に対する分析結果を提供することも可能となる。さらに、ハンマーで叩いたりヤスリで削ったりする必要が無く、作業時間や作業負担の点で製造効率が良好となる。
【実施例】
【0026】
以下に本発明を実施例でさらに詳細に説明するが、本発明はこれらに限定されるものではない。
【0027】
日本工業規格M8111に基づいて乾式試金法を利用し、ケイ砂量が0g含まれた融剤を用いて、それぞれ16個ずつの略円錐状の粗鉛ボタンを作製し、比較例1とした。
また、同様に、ケイ砂量がそれぞれ5g、10g、15g、20g、50g含まれた融剤を用いて、それぞれ16個ずつの略円錐状の粗鉛ボタンを作製し、実施例1、実施例2、実施例3、実施例4及び比較例2とした。
【0028】
次に、各実施例及び比較例に対して、それぞれマーキングした試料判別用ゴムシリンダーを16個準備し、各粗鉛ボタンを1つの試料判別用ゴムシリンダーに入れた。試料判別用ゴムシリンダーは、イソプレンゴムで形成された、底面が直径5.5cmの円状で、且つ、高さが9cmのものを用いた。
次に、各試料判別用ゴムシリンダー内に粗研磨用の研磨材及び細研磨用の研磨材を入れた。粗研磨用の研磨材は、10mm径のアングルカット形状の砥粒材を30g用いた。細研磨用の研磨材は、2mm径のアルミナ系セラミック材を30g用いた。
次に、各試料判別用ゴムシリンダー内に界面活性剤としてバレルコンパウンドを2mL加えた。次に、各試料判別用ゴムシリンダー内に、粗鉛ボタン、研磨材、界面活性剤及び水の充填率が、試料判別用ゴムシリンダーの容積に対して80%となるように水を加えた。
次に、各実施例及び比較例に係る各試料判別用ゴムシリンダーにゴム蓋を嵌めて密閉状態にした。
次に、バレル槽を4つ準備し、各バレル槽内に試料判別用ゴムシリンダーを4つずつ互いに隣接するように設け、バレル槽の回転によって移動しないように固定した。
次に、各バレル槽をバレル研磨装置に取り付け、200rpmで20分間のバレル研磨を行った。
研磨終了後、各バレル槽を取り出し、各試料判別用ゴムシリンダーをそれぞれ取り出した。内部の研磨後の鉛ボタンを確認したところ、実施例1、実施例2、実施例3及び実施例4については、いずれの鉛ボタンもスラグが内部にめり込んでおらず、表面のダレも発生せず、表面に凹みも発生せずに、良好にスラグが除去されていた。また、特に実施例2及び実施例3がより良好にスラグが除去されていた。一方、比較例1及び比較例2は、スラグが除去しきれていなかった。
【技術分野】
【0001】
本発明は鉛ボタンの製造方法、より具体的には乾式試金法で作製された粗鉛ボタンから鉛ボタンを製造する方法に関する。
【背景技術】
【0002】
銅などの非鉄金属製錬において、有価金属、特にAu、Ag、Pt、Pd、Rh、Ru及びIrの貴金属を回収するための技術開発の必要性が高まっている。貴金属の回収方法を決定する上では、自溶炉から電解槽までの貴金属の物量バランスを調査するといった製錬工程における貴金属の挙動把握を行うことが重要であるが、その存在量はμg/g以下と少ない場合が多いために、これまでは困難であった。
そこで、貴金属の高感度な分析方法が強く要請されているが、そのためには定量下限0.01g/t(0.01μg/g)程度の分析法が必要である。
【0003】
Auなどの貴金属の微量分析方法としては乾式試金法が知られている。乾式試金法は試料を酸化鉛(II)及び融剤と混合し、融解試料を調整した後、るつぼ融解を行い、貴金属を鉛塊中に捕集し、他の試料成分と分離する。この鉛塊を灰吹することによって鉛をキューペル(灰皿)に染み込ませ、貴金属だけを取り出してから定量する(非特許文献1)。
【先行技術文献】
【非特許文献】
【0004】
【非特許文献1】日本工業規格M8111「鉱石中の金及び銀の定量方法」
【発明の概要】
【発明が解決しようとする課題】
【0005】
乾式試金法の利用により得られた、貴金属を捕集した鉛塊(以下、粗鉛ボタンとも言う)は、表面に不純物であるスラグが付着しているため、その除去が必要である。このような粗鉛ボタン表面に付着したスラグの除去は、従来、ハンマーで粗鉛ボタンを叩いたり、ヤスリで粗鉛ボタン表面を削ることで行っている。
【0006】
しかしながら、ハンマーを用いた場合、粗鉛ボタン表面に付着した大きな塊のスラグは除去できるが、細かい塊のスラグは粗鉛ボタン中にめり込んでしまうため、除去が困難である。また、ヤスリを用いて細かい塊のスラグを除去しようとすると、比較的柔らかい金属である鉛の表面がダレ、スラグが粗鉛ボタン中に含まれてしまう。このため、鉛ボタンの秤量値に正の要因を与え、Auなどの貴金属類に対する分析結果にも影響を及ぼす。さらに、このような方法では、作業時間や作業負担が大きく、製造効率が不良となってしまう。そこで、本発明は、表面に付着した不純物が良好に除去された鉛ボタンを効率良く製造する方法及びバレル研磨装置を提供することを課題とする。
【課題を解決するための手段】
【0007】
本発明者は上記課題を解決するために研究を重ねたところ、粗鉛ボタンの表面に付着した不純物をバレル研磨により研磨することで、表面に付着する不純物が良好に除去された鉛ボタンを効率良く製造することが可能となることを見出した。
【0008】
以上の知見を基礎として完成した本発明は一側面において、乾式試金法を利用して作製された粗鉛ボタンの表面をバレル研磨により研磨する工程を含む鉛ボタンの製造方法である。
【0009】
本発明に係る鉛ボタンの製造方法は一実施形態において、前記バレル研磨が湿式研磨である。
【0010】
本発明に係る鉛ボタンの製造方法は別の一実施形態において、前記粗鉛ボタンを1つだけ入れた試料判別用容器をバレル槽内に複数設け、前記バレル槽を回転させることでバレル研磨を行う。
【0011】
本発明に係る鉛ボタンの製造方法は更に別の一実施形態において、前記試料判別用容器がゴム材料で形成されている。
【0012】
本発明に係る鉛ボタンの製造方法は更に別の一実施形態において、前記試料判別用容器がシリンダー状に形成されている。
【0013】
本発明に係る鉛ボタンの製造方法は更に別の一実施形態において、前記試料判別用容器内の、粗鉛ボタン、研磨材及び水の充填率が、前記試料判別用容器の容積に対して60〜80%である。
【0014】
本発明に係る鉛ボタンの製造方法は更に別の一実施形態において、前記粗鉛ボタンは、日本工業規格M8111に基づき、乾式試金法を利用して、試料と、酸化鉛及びケイ砂を5〜20g含む融剤とを混合して作製されている。
【0015】
本発明に係る鉛ボタンの製造方法は更に別の一実施形態において、前記鉛ボタンがレーザーアブレーションを用いた試料分析用の試料である。
【発明の効果】
【0016】
本発明によれば、表面から不純物が良好に除去された鉛ボタンを効率良く製造することができる。
【図面の簡単な説明】
【0017】
【図1】本発明の実施形態に係る試料判別用ゴムシリンダー、研磨材、粗鉛ボタン及び鉛ボタンの外観写真を示す。
【図2】本発明の実施形態に係る試料判別用ゴムシリンダーを設けたバレル槽の外観写真を示す。
【図3】本発明の実施形態に係るバレル研磨装置の外観写真を示す。
【発明を実施するための形態】
【0018】
本発明の実施形態に係る鉛ボタンの製造方法について図を用いて詳細に説明する。
鉛ボタンの製造方法として、まず、乾式試金法を利用して作製された粗鉛ボタンを準備する。本発明において、「乾式試金法を利用して作製された粗鉛ボタン」とは、乾式試金法において、分析対象となる試料を酸化鉛(II)及びケイ砂を含んだ融剤と混合し、融解試料を調整した後、るつぼ融解を行うことで、金などの貴金属を鉛塊中に捕集させて、他の試料成分と分離する工程までを利用して作製されたものである。すなわち、このときの貴金属を捕集させた鉛塊が本発明における粗鉛ボタンである。粗鉛ボタンは、例えば、図1に示すような略円錐状に形成されている。粗鉛ボタンは、特に限定されないが、例えば25〜35gとなるように形成することができる。
【0019】
粗鉛ボタンは、上述のように、分析対象となる試料を酸化鉛(II)及びケイ砂を含んだ融剤と混合し、融解試料を調整した後、るつぼ融解を行うことで作製することができるが、本発明者は、このうち特に融剤に混合させるケイ砂の量が後述のバレル研磨工程での研磨の仕上がりに顕著な影響を与えることを見出した。具体的には、日本工業規格M8111に基づいて乾式試金法を利用して作製する粗鉛ボタンであれば、融剤にケイ砂を5〜20g含めるとこが好ましい。融剤にケイ砂が5〜20g含まれていると、粗鉛ボタン表面に付着した大きな塊のスラグ及び細かな塊のスラグのいずれも、バレル研磨によって良好に除去される。融剤のケイ砂含有量が5g未満であると、粗鉛ボタン表面に付着するスラグが細かくなり、除去することが困難となるおそれがある。一方、融剤のケイ砂含有量が20g超であると、粗鉛ボタン表面に付着するスラグが大きくなり、これをバレル研磨で無理に除去すると、表面から大きなスラグの塊が除去されることで鉛ボタン表面に大きな凹みが生じてしまうおそれがある。
【0020】
次に、粗鉛ボタンを、バレル槽内に設ける。粗鉛ボタンはバレル槽内に直接設けてもよい。バレル槽は、内部に仕切りが設けられて複数の部屋が形成されていてもよく、仕切りが無くてもよい。仕切りがある場合は、各部屋に一つの粗鉛ボタンを設けると、試料判別が可能となり、且つ、一度に複数の試料の研磨が可能となるため、製造効率が良好となる。また、バレル槽に仕切りを設けずに、粗鉛ボタンを1つだけ入れた試料判別用容器を複数用意し、この試料判別用容器をバレル槽内に設けても、一度に複数の粗鉛ボタンの研磨が可能となり、製造効率が良好となる。さらに、1つの試料が1つの試料判別用容器に設けられているため、試料を試料判別用容器単位で管理することができ、複数の試料の管理が容易となる。また、試料判別用容器を用いていれば、湿式研磨法を用いた場合に、使用しやすく且つ使用後の洗浄が簡易となる。この試料判別用容器には、どの粗鉛ボタンを入れたかを示すマーキングがなされている。試料判別用容器の形状は特に限定されないが、バレル槽内に複数個が効率的に収まる形状が好ましく、また、バレル研磨の際の回転によって内部の粗鉛ボタンが効果的に研磨されるような形状が好ましい。このような観点から、試料判別用容器は、例えば、図1に示すようなシリンダー状に形成することが好ましい。試料判別用容器の形成材料としては、長期の使用によっても劣化し難く、且つ、鉛ボタンを汚染し難いものであることが好ましく、例えば、フッ素、シリコン、ブタジエン系、クロロプレン系及び天然ゴムから合成されるイソプレン系のゴム材料で形成されたゴム、より具体的には、イソプレン、ポリテトラフルオロエチレン、シリコーン等で形成されていることが好ましい。試料判別用容器の容積は、バレル槽の容積に依存するが、例えば、110〜210cm3に形成することができる。
【0021】
バレル研磨を湿式研磨で行う場合、試料判別用容器内に、さらに研磨材及び水を加える。研磨材は、例えば2〜15mm径に形成されたものを用いることができる。研磨材は、粗鉛ボタンを効果的に研磨するために、図1に記載のような粗研磨用の研磨材及び細研磨用の研磨材を混合して用いることが好ましい。粗研磨用の研磨材としては、例えば秋山産業社製ART−4、6、10等を用いることができる。細研磨用の研磨材としては、例えばアルミナ系セラミックスや、秋山産業社製AP−10、16等を用いることができる。また、粗研磨用の研磨材は、例えば、25〜35gを、また、細研磨用の研磨材は、例えば、25〜35gをそれぞれ試料判別容器内に入れることができる。粗研磨用の研磨材は、例えば、4〜10mm径、細研磨用の研磨材は、例えば、1〜4mm径のものを用いることができる。このように試料判別用容器に粗鉛ボタン及び研磨材を入れた後、さらに水を加えるが、水の充填率が、試料判別用容器の容積に対して60〜80%となるように加えるのが好ましい。このような構成によれば、試料判別用容器内の隙間が容積の20〜40%となり、バレル研磨の際に粗鉛ボタンを良好に研磨することができる。なお、必要であれば、さらに界面活性剤を少量加えて粗鉛ボタンの研磨濡れ性を向上させてもよい。界面活性剤を加えた場合も、上記試料判別用容器内の隙間が容積の20〜40%となるように全体の量を調整するのが好ましい。
【0022】
次に、試料判別用容器に蓋をして密閉状態にした後、これを複数準備して、図2に示すようにバレル槽内に並べていく。バレル槽内の複数の試料判別容器は、互いに隣接し、且つ、バレル槽の内壁に接するように設け、バレル槽の回転によってバレル槽内で移動しないように固定しておくのが好ましい。
【0023】
次に、図3に示すようなバレル研磨装置に、複数の試料判別容器を設けたバレル槽を複数取り付ける。続いて、バレル研磨装置を作動させて、所定のバレル回転速度、及び、所定の研磨時間にて研磨を行う。バレル回転速度及び研磨時間は、バレル槽の大きさに依存するが、例えば、180〜250rpmで10〜60分間行うことができる。バレル研磨は、粗鉛ボタンの表面が研磨されて鉛の金属光沢が生じ、且つ、表面に付着していたスラグがほぼ完全に除去されたときを完了とする。これにより、図1に示すような略円錐状の金属光沢を有する鉛ボタンが作製される。このようなバレル研磨装置を用いた場合、一度に多くの試料を研磨することができ、製造効率が良好となる。例えば、1つのバレル槽内に試料判別用容器を4〜32個設け、そのバレル槽をバレル研磨装置に4つ設置した場合、4×4〜32×4=16〜128個もの試料を一回の研磨工程で処理することができる。
【0024】
上述のように作製された鉛ボタンは、表面のスラグが良好に除去されており、試料の元素分析として近年研究開発されている、レーザー光の照射により試料を気化又は微粒子化させるレーザーアブレーションを用いた試料分析用の試料等として好適に用いることができる。
【0025】
本発明によれば、上述の構成により、大きな塊のスラグはもちろんのこと、細かい塊のスラグも粗鉛ボタン中にめり込ませずに良好に除去することができる。また、比較的柔らかい金属である鉛の表面に対し、ダレを形成させずに研磨することができるため、スラグが粗鉛ボタン中に含まれてしまうことを良好に抑制することができ、鉛ボタンの秤量値に正の要因を与えることなく、精度良くAuなどの貴金属類に対する分析結果を提供することも可能となる。さらに、ハンマーで叩いたりヤスリで削ったりする必要が無く、作業時間や作業負担の点で製造効率が良好となる。
【実施例】
【0026】
以下に本発明を実施例でさらに詳細に説明するが、本発明はこれらに限定されるものではない。
【0027】
日本工業規格M8111に基づいて乾式試金法を利用し、ケイ砂量が0g含まれた融剤を用いて、それぞれ16個ずつの略円錐状の粗鉛ボタンを作製し、比較例1とした。
また、同様に、ケイ砂量がそれぞれ5g、10g、15g、20g、50g含まれた融剤を用いて、それぞれ16個ずつの略円錐状の粗鉛ボタンを作製し、実施例1、実施例2、実施例3、実施例4及び比較例2とした。
【0028】
次に、各実施例及び比較例に対して、それぞれマーキングした試料判別用ゴムシリンダーを16個準備し、各粗鉛ボタンを1つの試料判別用ゴムシリンダーに入れた。試料判別用ゴムシリンダーは、イソプレンゴムで形成された、底面が直径5.5cmの円状で、且つ、高さが9cmのものを用いた。
次に、各試料判別用ゴムシリンダー内に粗研磨用の研磨材及び細研磨用の研磨材を入れた。粗研磨用の研磨材は、10mm径のアングルカット形状の砥粒材を30g用いた。細研磨用の研磨材は、2mm径のアルミナ系セラミック材を30g用いた。
次に、各試料判別用ゴムシリンダー内に界面活性剤としてバレルコンパウンドを2mL加えた。次に、各試料判別用ゴムシリンダー内に、粗鉛ボタン、研磨材、界面活性剤及び水の充填率が、試料判別用ゴムシリンダーの容積に対して80%となるように水を加えた。
次に、各実施例及び比較例に係る各試料判別用ゴムシリンダーにゴム蓋を嵌めて密閉状態にした。
次に、バレル槽を4つ準備し、各バレル槽内に試料判別用ゴムシリンダーを4つずつ互いに隣接するように設け、バレル槽の回転によって移動しないように固定した。
次に、各バレル槽をバレル研磨装置に取り付け、200rpmで20分間のバレル研磨を行った。
研磨終了後、各バレル槽を取り出し、各試料判別用ゴムシリンダーをそれぞれ取り出した。内部の研磨後の鉛ボタンを確認したところ、実施例1、実施例2、実施例3及び実施例4については、いずれの鉛ボタンもスラグが内部にめり込んでおらず、表面のダレも発生せず、表面に凹みも発生せずに、良好にスラグが除去されていた。また、特に実施例2及び実施例3がより良好にスラグが除去されていた。一方、比較例1及び比較例2は、スラグが除去しきれていなかった。
【特許請求の範囲】
【請求項1】
乾式試金法を利用して作製された粗鉛ボタンの表面をバレル研磨により研磨する工程を含む鉛ボタンの製造方法。
【請求項2】
前記バレル研磨が湿式研磨である請求項1に記載の鉛ボタンの製造方法。
【請求項3】
前記粗鉛ボタンを1つだけ入れた試料判別用容器をバレル槽内に複数設け、前記バレル槽を回転させることでバレル研磨を行う請求項1又は2に記載の鉛ボタンの製造方法。
【請求項4】
前記試料判別用容器がゴム材料で形成されている請求項3に記載の鉛ボタンの製造方法。
【請求項5】
前記試料判別用容器がシリンダー状に形成されている請求項3又は4に記載の鉛ボタンの製造方法。
【請求項6】
前記試料判別用容器内の、粗鉛ボタン、研磨材及び水の充填率が、前記試料判別用容器の容積に対して60〜80%である請求項3〜5のいずれかに記載の鉛ボタンの製造方法。
【請求項7】
前記粗鉛ボタンは、日本工業規格M8111に基づき、乾式試金法を利用して、試料と、酸化鉛及びケイ砂を5〜20g含む融剤とを混合して作製された請求項1〜6のいずれかに記載の鉛ボタンの製造方法。
【請求項8】
前記鉛ボタンがレーザーアブレーションを用いた試料分析用の試料である請求項1〜7のいずれかに記載の鉛ボタンの製造方法。
【請求項1】
乾式試金法を利用して作製された粗鉛ボタンの表面をバレル研磨により研磨する工程を含む鉛ボタンの製造方法。
【請求項2】
前記バレル研磨が湿式研磨である請求項1に記載の鉛ボタンの製造方法。
【請求項3】
前記粗鉛ボタンを1つだけ入れた試料判別用容器をバレル槽内に複数設け、前記バレル槽を回転させることでバレル研磨を行う請求項1又は2に記載の鉛ボタンの製造方法。
【請求項4】
前記試料判別用容器がゴム材料で形成されている請求項3に記載の鉛ボタンの製造方法。
【請求項5】
前記試料判別用容器がシリンダー状に形成されている請求項3又は4に記載の鉛ボタンの製造方法。
【請求項6】
前記試料判別用容器内の、粗鉛ボタン、研磨材及び水の充填率が、前記試料判別用容器の容積に対して60〜80%である請求項3〜5のいずれかに記載の鉛ボタンの製造方法。
【請求項7】
前記粗鉛ボタンは、日本工業規格M8111に基づき、乾式試金法を利用して、試料と、酸化鉛及びケイ砂を5〜20g含む融剤とを混合して作製された請求項1〜6のいずれかに記載の鉛ボタンの製造方法。
【請求項8】
前記鉛ボタンがレーザーアブレーションを用いた試料分析用の試料である請求項1〜7のいずれかに記載の鉛ボタンの製造方法。
【図1】


【図2】

【図3】

【図2】
【図3】
【公開番号】特開2013−27549(P2013−27549A)
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願番号】特願2011−165557(P2011−165557)
【出願日】平成23年7月28日(2011.7.28)
【出願人】(502362758)JX日鉱日石金属株式会社 (482)
【Fターム(参考)】
【公開日】平成25年2月7日(2013.2.7)
【国際特許分類】
【出願日】平成23年7月28日(2011.7.28)
【出願人】(502362758)JX日鉱日石金属株式会社 (482)
【Fターム(参考)】
[ Back to top ]