
鉛蓄電池用格子基板の鋳造鋳型
【課題】鉛蓄電池用格子基板の鋳造に用いられる鋳造鋳型において、冷却速度の均一化を図り、格子基板に鋳造欠陥が発生することを防止することができるようにする。
【解決手段】鉛蓄電池用の格子基板の鋳造に用いられる鋳型10において、格子の桟を作る鋳溝20の表面を断熱材30で覆い、鋳溝20の交差部22Cには、鋳型表面を露出させた露出部28を形成した。
【解決手段】鉛蓄電池用の格子基板の鋳造に用いられる鋳型10において、格子の桟を作る鋳溝20の表面を断熱材30で覆い、鋳溝20の交差部22Cには、鋳型表面を露出させた露出部28を形成した。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鉛蓄電池用の格子基板の鋳造に用いられる鋳型に関する。
【背景技術】
【0002】
鉛蓄電池用の格子基板の鋳造に用いられる鋳型において、格子基板の耳部を形成する鋳型の耳部形成溝に突部を形成するとともに、この突部に離型剤を塗布しないことで耳部形成溝に残留する熱を速やかに放出し、鋳造性を向上させたものが知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭60−61162号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記従来の鋳型では、耳部の鋳造性を向上することができるが、格子基板の桟が交差する交差部については、溶融した鉛や鉛合金(以下、溶湯と呼ぶ)の冷却速度の差異に対して対策が取られていない。鉛蓄電池用の格子基板の鋳造では、上記交差部は周囲の桟の部分よりも熱が残留し易いため、交差部の溶湯の冷却が周囲よりも遅くなり、交差部にヒケ巣等の鋳造欠陥が発生してしまうというおそれがある。鋳造欠陥が存在する格子基板で電池を構成すると、鋳造欠陥から腐食が発生し、電池の寿命に影響が出る。
本発明は、上述した事情に鑑みてなされたものであり、鉛蓄電池用の格子基板の鋳造に用いられる鋳型において、冷却速度の均一化を図り、格子基板に鋳造欠陥が発生することを防止することができるようにすることを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するために、本発明は、鉛蓄電池用格子基板の鋳造に用いられる鋳造鋳型において、前記格子の桟を作る溝の表面を断熱材で覆い、前記溝の交差部には、鋳型表面を露出させた露出部を形成したことを特徴とする。
この構成によれば、格子基板の格子の桟を作る溝の表面を断熱材で覆い、溝の交差部には鋳型表面を露出させた露出部を形成することで、交差部の冷却速度を向上して周囲の冷却速度と均一化することができるため、格子基板にヒケ巣等の鋳造欠陥が発生することを防止することができる。
【0006】
また、上記構成において、前記鋳型表面の前記露出部から露出する箇所に、前記断熱材と前記鋳型表面とを面一にする突出部を形成した構成としても良い。
この場合、鋳型表面の露出部から露出する箇所に、断熱材と鋳型表面とを面一にする突出部を形成することで、突出部によって冷却速度をより向上することができるとともに、鋳型表面と断熱材との境界部に段差ができることを防止することができ、格子基板にヒケ巣等の鋳造欠陥が発生することを防止することができる。
【0007】
また、前記突出部の高さは、前記鋳型に形成される前記断熱材の層の厚さと同一に形成され、前記露出部は、前記突出部の上の前記断熱材の層を取り除いて形成される構成としても良い。
この場合、突出部の高さは、鋳型に形成される断熱材の層の厚さと同一に形成され、露出部は、突出部の上の断熱材の層を取り除いて形成されるため、突出部の断熱材の層を取り除くだけで断熱材と露出部とを面一にすることができ、簡単に露出部を形成することができる。
【発明の効果】
【0008】
本発明の鋳型によれば、格子基板の格子の桟を作る溝の交差部に、鋳型表面を露出させた露出部を形成することで、交差部の冷却速度を向上して周囲の冷却速度と均一化することができるため、格子基板にヒケ巣等の鋳造欠陥が発生することを防止することができる。
【図面の簡単な説明】
【0009】
【図1】本発明の実施の形態に係る格子基板の鋳造に用いられる鋳型の斜視図である。
【図2】鋳溝の一部を拡大した斜視図である。
【図3】図2の鋳溝のA−A線に沿う断面図である。
【図4】金型の表面に断熱材の層が形成された状態において、交差部の近傍を示す斜視図である。
【図5】(A)断熱材の層が形成された状態における交差部近傍の断面図である。 (B)断熱材の層を取り除いた状態における交差部近傍の断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施の形態に係る鉛蓄電池用の格子基板の鋳造に用いられる鋳型について図面を参照して説明する。
鉛蓄電池(不図示)は、合成樹脂製の電槽(不図示)と、この電槽の上部に融着されて当該電槽を閉じる合成樹脂製の電池蓋(不図示)と、この電池蓋に形成される一対の端子部(不図示)とを備えて構成され、上記電槽には複数の正極板(不図示)と複数の負極板を、セパレータを介して交互に積層してなる極板群が収納され、所定量の希硫酸を主成分とする電解液が満たされて構成されるものである。本実施の形態では、上記正極格子(格子基板)を鋳造する鋳型について説明する。
【0011】
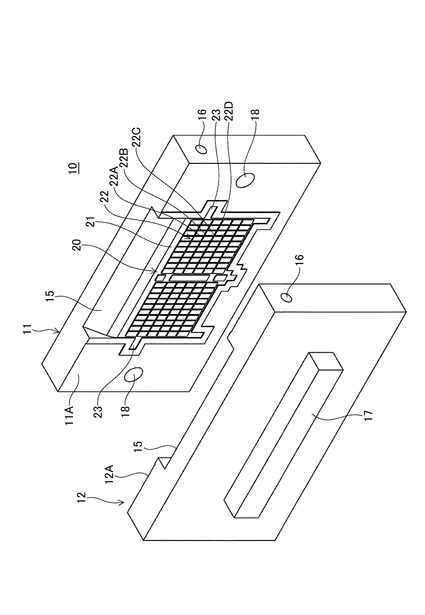
図1は、本発明の実施の形態に係る格子基板の鋳造に用いられる鋳型の斜視図である。
図1に示すように、鉛蓄電池用の格子基板の鋳造に用いられる鋳型10は、一対の板状の金型11,12を備えて構成され、一方の金型は鋳造装置本体に対して固定された固定型であり、他方の金型は、一方の金型に対して移動可能な移動型である。
金型11,12は、互いに対向する合わせ面11A,12Aに、格子基板に対応した形状の鋳溝(溝)20(合わせ面12Aの鋳溝は不図示)をそれぞれ有し、合わせ面11A,12Aを付き合わせて結合することで、一対の鋳溝20が一体となり、格子基板の形状に対応した鋳造空間が形成される。鋳型10は、移動型が合わせ面11A,12Aの法線方向にスライドすることで開閉される。
また、合わせ面11A,12A及び各鋳溝20の表面には、後述する断熱材30(図4)の層が形成される。
【0012】
鋳造の際には、溶融した鉛や鉛合金(溶湯)が、鋳型10の上部に形成された注湯口15から上記鋳造空間に充填され、溶湯が凝固した後に鋳型10が開かれ、その後、製品である格子基板が取り出される。
鋳型10は、冷却水通路16及びヒーター17を有し、鋳造の際には、鋳型10の温度は、冷却水及びヒーター17によって、一定の温度(一例として、200℃)に保たれ、溶湯が急激に凝固することが防止されている。
また、鋳型10は、金型11,12を互いに位置決めする位置決め孔18及び位置決め孔18に嵌合する位置決めピン(不図示)を有している。
【0013】
鋳溝20は、格子基板の形状に対応した形状を有し、格子基板の枠部に対応する略矩形の枠部形成溝21と、格子基板の格子部に対応して枠部形成溝21の内側に格子状に形成された格子部形成溝22と、格子基板の耳部に対応して枠部形成溝21の外縁部に形成された耳部形成溝23とを有している。また、格子基板が複数の格子基板が連結された連結格子基板である場合、必要により耳部と反対の方向の枠部形成溝21の外縁部に、各格子基板を連結するように当該格子基板の足部となる足部形成溝をその間に有している。鋳溝20は、合わせ面11A,12Aの表面を、機械加工や放電加工等で彫り込むことで形成される。
【0014】
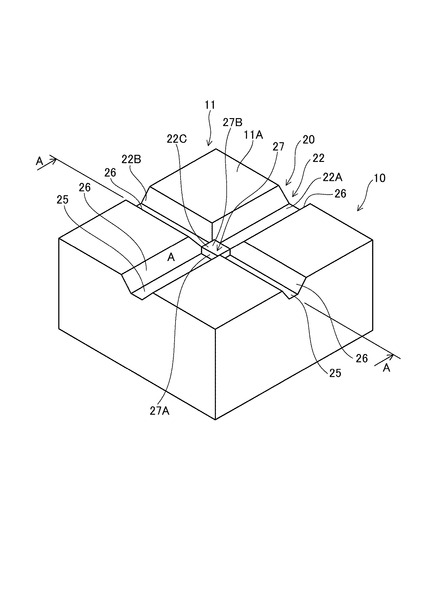
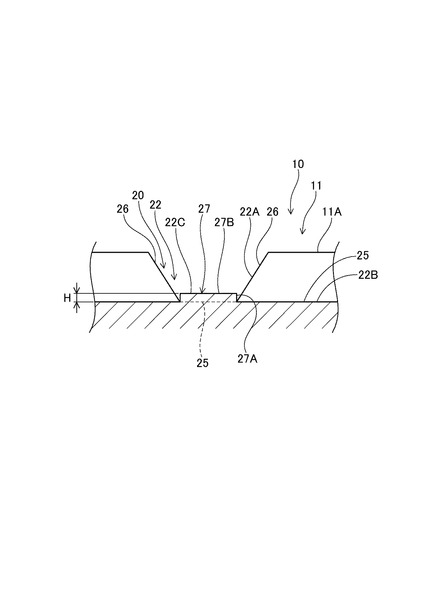
図2は、鋳溝20の一部を拡大した斜視図である。図3は、図2の鋳溝20のA−A線に沿う断面図である。鋳溝20は、一対の金型11,12において略対称形状で形成されているため、ここでは、金型11の鋳溝20について説明する。
図1〜図3に示すように、上記格子部形成溝22は、格子基板の格子部の縦方向の桟に対応し略等間隔で複数並ぶ縦溝22Aと、格子基板の格子部の横方向の桟に対応し略等間隔で複数並ぶ横溝22Bとを有するとともに、格子基板の縦方向の桟と横方向の桟とが略直交する交点部に対応する十字状の交差部22Cを複数有している。また、枠部形成溝21近傍には、枠部形成溝21と縦溝22A及び横溝22Bとが交差するT字状の枠部交差部22Dが複数形成されている。
【0015】
縦溝22A及び横溝22Bは、鋳溝20の底面を構成する底面部25と、格子基板の形状に対応し、底面部25側ほど幅が狭くなるテーパー状の一対の側壁部26,26とを有している。側壁部26,26のテーパー形状は、抜き勾配として作用するため、容易に格子基板を離型することができる。縦溝22A及び横溝22Bの深さは略等しく形成されており、ここでは、一例として0.5mmである。また、側壁部26,26間の最大幅は、一例として1mmである。
【0016】
交差部22C及び枠部交差部22Dには、底面部25から上方に突出する突出部27が形成されている。突出部27は、各交差部22C及び各枠部交差部22Dに形成されているが、ここでは、図2に示す交差部22Cの突出部27を例に挙げて説明する。
突出部27は、底面部25から垂直に延びる側面部27Aと、底面部25と略平行で平らな上面部27B(露出部)とを有している。突出部27は、平面視では略矩形に形成されており、その一辺の長さは、縦溝22A及び横溝22Bの各底面部25,25の幅と同一である。また、突出部27の高さHは、一例として0.1mmであり、これは、縦溝22A及び横溝22Bの深さの20%に相当する。
【0017】
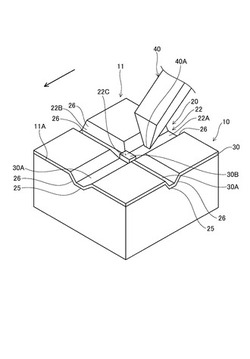
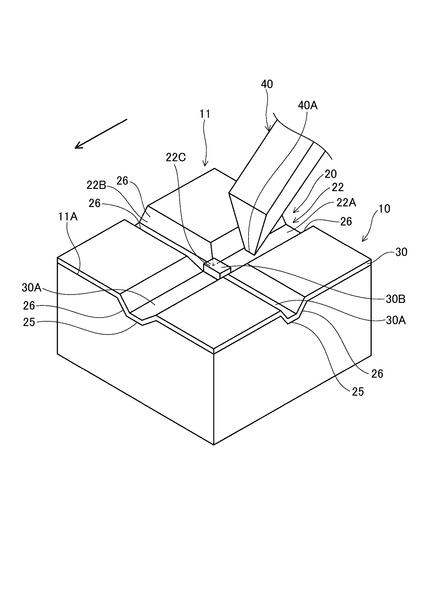
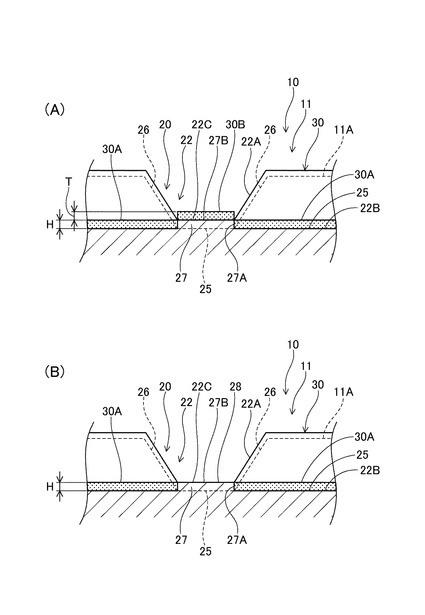
図4は、金型11の表面に断熱材30の層が形成された状態において、交差部22Cの近傍を示す斜視図である。図5(A)は、断熱材30の層が形成された状態における交差部22C近傍の断面図である。また、図5(B)は、突出部27の上面の断熱材30の層を取り除いた状態における交差部22C近傍の断面図である。
図4〜図5に示すように、鋳溝20を含む合わせ面11Aの表面には、多孔質状の断熱材30の層が全面に亘って形成されている。ここで、断熱材30の層は、コルクの粉末を水ガラス等の溶媒に分散させたものを、加熱された金型11の表面にスプレーする等塗布することで、合わせ面11A及び鋳溝20の表面に均一の厚みで形成される。このように断熱材30の層を形成することで、上記鋳造空間の保温性が向上するため、溶湯を鋳溝20の全体に亘って均一に注入することができるとともに、断熱材30の層が離型剤としても作用するため、格子基板を容易に離型することができる。
【0018】
ここで、断熱材30の層の厚さTは、必要とされる断熱性や断熱材30の強度、耐久性等に応じて設定され、一例として0.1mmであり、これは、突出部27の高さHと同一である。断熱材30は繰り返し鋳造が行われることで脱落していくため、所定の鋳造回数等に応じて、断熱材30を再度塗布して当該断熱材30の層を再形成する作業が行われる。また、鋳溝20の寸法は、断熱材30の層が形成された状態で規定寸法の格子基板が得られるように構成されていることは勿論である。
【0019】
また、断熱材30の層は鋳溝20を含む合わせ面11Aの表面の全面に形成されるため、図5(A)に示すように、鋳溝20内には、底面部25の表面に形成される底面部断熱層30Aと、突出部27の上面部27Bの表面に形成される上面部断熱層30Bとが存在する。上面部断熱層30Bは突出部27の高さHの分だけ出っ張って形成されており、上面部断熱層30Bの表面は底面部断熱層30Aの表面よりも0.1mmだけ高い位置に位置している。
【0020】
断熱材30の層が形成された後には、図4において鋳溝20の形状に合わせて形成された治具40を矢印が示す方向に移動させることによって、図5(B)に示すように上面部断熱層30Bのみが鋳溝20の表面から取り除かれる。すなわち、上面部27Bは、上面部断熱層30Bが取り除かれると、金型11の金属表面が露出する露出部28になる。これにより、鋳溝20の表面は、交差部22C及び枠部交差部22Dに形成された突出部27の上面部27Bだけが露出した状態となり、突出部27の周囲の鋳溝20は、底面部断熱層30Aで覆われたままである。上面部断熱層30Bは、底面部断熱層30Aの表面に沿って移動させられる治具40の先端40Aによって削り取られる。
本実施の形態では、突出部27の高さHを断熱材30の層の厚さTと同一にしたため、上面部断熱層30Bを取り除いた状態において、上面部27Bの表面と底面部断熱層30Aの表面とを面一にすることができる。
【0021】
本実施の形態では、断熱材30の層の厚さTと同一の高さの突出部27を鋳溝20の交差部22C及び枠部交差部22Dに形成し、金型11の表面に断熱材30の層を形成後に、突出部27の上面部断熱層30Bのみを取り除いて突出部27の上面部27Bを金型の金属面が露出した露出部28としたため、交差部22C及び枠部交差部22Dにおける溶湯の冷却速度を向上することができる。また、交差部22C及び枠部交差部22Dは、径方向の全周を金型に囲まれた縦溝22A及び横溝22Bに比して放熱可能な面が小さいため熱が溜まり易くなるが、突出部27の上面部27Bを露出部28とすることで、交差部22C及び枠部交差部22Dの溶湯の冷却速度を縦溝22A及び横溝22Bでの冷却速度に合わせることができ、鋳溝20内での溶湯の凝固速度を均一化することができる。このため、交差部22C及び枠部交差部22Dでのヒケ巣等の鋳造欠陥の発生を防止することができる。
また、露出部28の表面と底面部断熱層30Aの表面とを面一にしたため、交差部22C及び枠部交差部22Dの部分によって鋳造される格子基板の交点部近傍に段差が生じることを防止することができる。これにより、格子基板の交点部近傍に希硫酸を主成分とする電解液が侵入することに起因する格子基板の腐食を防止することができ、格子基板の寿命を向上することができる。
【0022】
以上説明したように、本発明を適用した実施の形態によれば、格子基板の格子の桟を作る鋳溝20の表面を断熱材30で覆い、鋳溝20の交差部22C及び枠部交差部22Dには金型11の金属表面を露出させた露出部28を形成することで、交差部22C及び枠部交差部22Dの溶湯の冷却速度を向上して周囲の冷却速度と均一化することができるため、格子基板にヒケ巣等の鋳造欠陥が発生することを防止することができる。
また、本実施形態では、露出部28は、交差部22C、22Dと略同じ面積を形成しているが、部分的に形成しても良い。鋳造欠陥の発生防止の効果が期待できないため、その割合は少なくとも交差部の面積の50%以上であることが好ましい。
【0023】
また、露出部28に、断熱材30と金型11の金属表面とを面一にする突出部27を形成することで、突出部27によって溶湯の冷却速度をより向上することができるとともに、上面部27Bと断熱材30との境界部に段差ができることを防止することができ、格子基板にヒケ巣等の鋳造欠陥が発生することを防止することができる。
また、本実施形態では、突出部27は、交差部22C、22Dの略全面に形成しているが、部分的に形成しても良い。鋳造欠陥の発生防止の効果が期待できないため、その割合は少なくとも交差部の面積の50%以上であることが好ましい。
【0024】
また、突出部27の高さHは、金型11に形成される断熱材30の層の厚さTと同一に形成され、露出部28は、突出部27の上面部27Bに形成された断熱材30の層を取り除いて形成されるため、突出部27の断熱材30の層を取り除くだけで断熱材30の層と露出部28とを面一にすることができ、簡単に露出部28を形成することができる。
また、本実施形態では、露出部28を底面部断熱層30Aの表面に沿って移動する治具40の先端40Aによって削り取っているが、要は露出部28が形成されれば、特にこの方法に限定されない。他の方法としては、あらかじめ鋳溝20の交差部22C、22Dに前記交差部に対応する棒状部材を当接させた状態で断熱材30を塗布し、その後前記棒状部材を取り外すことで、露出部28を形成することができる。
【0025】
なお、上記実施の形態は本発明を適用した一態様を示すものであって、本発明は上記実施の形態に限定されるものではない。
上記の実施の形態では、突出部27は、各交差部22C及び各枠部交差部22Dに形成されているものとして説明したが、本発明はこれに限定されるものではなく、熱だまりが生じ易い箇所の交差部22C及び枠部交差部22Dだけに突出部27を形成しても良い。例えば、縦溝22A及び横溝22Bの幅よりも幅広の枠部形成溝21に形成された枠部交差部22Dや注湯口15の近傍の交差部22C及び枠部交差部22Dのみに突出部27を形成し、これら突出部27の上面部27Bの表面に形成された上面部断熱層30Bを取り除くことで露出部28を形成しても良い。
【符号の説明】
【0026】
10 鋳型
20 鋳溝(溝)
22C 交差部
22D 枠部交差部(交差部)
27 突出部
28 露出部
30 断熱材
30A 底面部断熱層
30B 上面部断熱層
【技術分野】
【0001】
本発明は、鉛蓄電池用の格子基板の鋳造に用いられる鋳型に関する。
【背景技術】
【0002】
鉛蓄電池用の格子基板の鋳造に用いられる鋳型において、格子基板の耳部を形成する鋳型の耳部形成溝に突部を形成するとともに、この突部に離型剤を塗布しないことで耳部形成溝に残留する熱を速やかに放出し、鋳造性を向上させたものが知られている(例えば、特許文献1参照)。
【先行技術文献】
【特許文献】
【0003】
【特許文献1】特開昭60−61162号公報
【発明の概要】
【発明が解決しようとする課題】
【0004】
しかし、上記従来の鋳型では、耳部の鋳造性を向上することができるが、格子基板の桟が交差する交差部については、溶融した鉛や鉛合金(以下、溶湯と呼ぶ)の冷却速度の差異に対して対策が取られていない。鉛蓄電池用の格子基板の鋳造では、上記交差部は周囲の桟の部分よりも熱が残留し易いため、交差部の溶湯の冷却が周囲よりも遅くなり、交差部にヒケ巣等の鋳造欠陥が発生してしまうというおそれがある。鋳造欠陥が存在する格子基板で電池を構成すると、鋳造欠陥から腐食が発生し、電池の寿命に影響が出る。
本発明は、上述した事情に鑑みてなされたものであり、鉛蓄電池用の格子基板の鋳造に用いられる鋳型において、冷却速度の均一化を図り、格子基板に鋳造欠陥が発生することを防止することができるようにすることを目的とする。
【課題を解決するための手段】
【0005】
上記目的を達成するために、本発明は、鉛蓄電池用格子基板の鋳造に用いられる鋳造鋳型において、前記格子の桟を作る溝の表面を断熱材で覆い、前記溝の交差部には、鋳型表面を露出させた露出部を形成したことを特徴とする。
この構成によれば、格子基板の格子の桟を作る溝の表面を断熱材で覆い、溝の交差部には鋳型表面を露出させた露出部を形成することで、交差部の冷却速度を向上して周囲の冷却速度と均一化することができるため、格子基板にヒケ巣等の鋳造欠陥が発生することを防止することができる。
【0006】
また、上記構成において、前記鋳型表面の前記露出部から露出する箇所に、前記断熱材と前記鋳型表面とを面一にする突出部を形成した構成としても良い。
この場合、鋳型表面の露出部から露出する箇所に、断熱材と鋳型表面とを面一にする突出部を形成することで、突出部によって冷却速度をより向上することができるとともに、鋳型表面と断熱材との境界部に段差ができることを防止することができ、格子基板にヒケ巣等の鋳造欠陥が発生することを防止することができる。
【0007】
また、前記突出部の高さは、前記鋳型に形成される前記断熱材の層の厚さと同一に形成され、前記露出部は、前記突出部の上の前記断熱材の層を取り除いて形成される構成としても良い。
この場合、突出部の高さは、鋳型に形成される断熱材の層の厚さと同一に形成され、露出部は、突出部の上の断熱材の層を取り除いて形成されるため、突出部の断熱材の層を取り除くだけで断熱材と露出部とを面一にすることができ、簡単に露出部を形成することができる。
【発明の効果】
【0008】
本発明の鋳型によれば、格子基板の格子の桟を作る溝の交差部に、鋳型表面を露出させた露出部を形成することで、交差部の冷却速度を向上して周囲の冷却速度と均一化することができるため、格子基板にヒケ巣等の鋳造欠陥が発生することを防止することができる。
【図面の簡単な説明】
【0009】
【図1】本発明の実施の形態に係る格子基板の鋳造に用いられる鋳型の斜視図である。
【図2】鋳溝の一部を拡大した斜視図である。
【図3】図2の鋳溝のA−A線に沿う断面図である。
【図4】金型の表面に断熱材の層が形成された状態において、交差部の近傍を示す斜視図である。
【図5】(A)断熱材の層が形成された状態における交差部近傍の断面図である。 (B)断熱材の層を取り除いた状態における交差部近傍の断面図である。
【発明を実施するための形態】
【0010】
以下、本発明の実施の形態に係る鉛蓄電池用の格子基板の鋳造に用いられる鋳型について図面を参照して説明する。
鉛蓄電池(不図示)は、合成樹脂製の電槽(不図示)と、この電槽の上部に融着されて当該電槽を閉じる合成樹脂製の電池蓋(不図示)と、この電池蓋に形成される一対の端子部(不図示)とを備えて構成され、上記電槽には複数の正極板(不図示)と複数の負極板を、セパレータを介して交互に積層してなる極板群が収納され、所定量の希硫酸を主成分とする電解液が満たされて構成されるものである。本実施の形態では、上記正極格子(格子基板)を鋳造する鋳型について説明する。
【0011】
図1は、本発明の実施の形態に係る格子基板の鋳造に用いられる鋳型の斜視図である。
図1に示すように、鉛蓄電池用の格子基板の鋳造に用いられる鋳型10は、一対の板状の金型11,12を備えて構成され、一方の金型は鋳造装置本体に対して固定された固定型であり、他方の金型は、一方の金型に対して移動可能な移動型である。
金型11,12は、互いに対向する合わせ面11A,12Aに、格子基板に対応した形状の鋳溝(溝)20(合わせ面12Aの鋳溝は不図示)をそれぞれ有し、合わせ面11A,12Aを付き合わせて結合することで、一対の鋳溝20が一体となり、格子基板の形状に対応した鋳造空間が形成される。鋳型10は、移動型が合わせ面11A,12Aの法線方向にスライドすることで開閉される。
また、合わせ面11A,12A及び各鋳溝20の表面には、後述する断熱材30(図4)の層が形成される。
【0012】
鋳造の際には、溶融した鉛や鉛合金(溶湯)が、鋳型10の上部に形成された注湯口15から上記鋳造空間に充填され、溶湯が凝固した後に鋳型10が開かれ、その後、製品である格子基板が取り出される。
鋳型10は、冷却水通路16及びヒーター17を有し、鋳造の際には、鋳型10の温度は、冷却水及びヒーター17によって、一定の温度(一例として、200℃)に保たれ、溶湯が急激に凝固することが防止されている。
また、鋳型10は、金型11,12を互いに位置決めする位置決め孔18及び位置決め孔18に嵌合する位置決めピン(不図示)を有している。
【0013】
鋳溝20は、格子基板の形状に対応した形状を有し、格子基板の枠部に対応する略矩形の枠部形成溝21と、格子基板の格子部に対応して枠部形成溝21の内側に格子状に形成された格子部形成溝22と、格子基板の耳部に対応して枠部形成溝21の外縁部に形成された耳部形成溝23とを有している。また、格子基板が複数の格子基板が連結された連結格子基板である場合、必要により耳部と反対の方向の枠部形成溝21の外縁部に、各格子基板を連結するように当該格子基板の足部となる足部形成溝をその間に有している。鋳溝20は、合わせ面11A,12Aの表面を、機械加工や放電加工等で彫り込むことで形成される。
【0014】
図2は、鋳溝20の一部を拡大した斜視図である。図3は、図2の鋳溝20のA−A線に沿う断面図である。鋳溝20は、一対の金型11,12において略対称形状で形成されているため、ここでは、金型11の鋳溝20について説明する。
図1〜図3に示すように、上記格子部形成溝22は、格子基板の格子部の縦方向の桟に対応し略等間隔で複数並ぶ縦溝22Aと、格子基板の格子部の横方向の桟に対応し略等間隔で複数並ぶ横溝22Bとを有するとともに、格子基板の縦方向の桟と横方向の桟とが略直交する交点部に対応する十字状の交差部22Cを複数有している。また、枠部形成溝21近傍には、枠部形成溝21と縦溝22A及び横溝22Bとが交差するT字状の枠部交差部22Dが複数形成されている。
【0015】
縦溝22A及び横溝22Bは、鋳溝20の底面を構成する底面部25と、格子基板の形状に対応し、底面部25側ほど幅が狭くなるテーパー状の一対の側壁部26,26とを有している。側壁部26,26のテーパー形状は、抜き勾配として作用するため、容易に格子基板を離型することができる。縦溝22A及び横溝22Bの深さは略等しく形成されており、ここでは、一例として0.5mmである。また、側壁部26,26間の最大幅は、一例として1mmである。
【0016】
交差部22C及び枠部交差部22Dには、底面部25から上方に突出する突出部27が形成されている。突出部27は、各交差部22C及び各枠部交差部22Dに形成されているが、ここでは、図2に示す交差部22Cの突出部27を例に挙げて説明する。
突出部27は、底面部25から垂直に延びる側面部27Aと、底面部25と略平行で平らな上面部27B(露出部)とを有している。突出部27は、平面視では略矩形に形成されており、その一辺の長さは、縦溝22A及び横溝22Bの各底面部25,25の幅と同一である。また、突出部27の高さHは、一例として0.1mmであり、これは、縦溝22A及び横溝22Bの深さの20%に相当する。
【0017】
図4は、金型11の表面に断熱材30の層が形成された状態において、交差部22Cの近傍を示す斜視図である。図5(A)は、断熱材30の層が形成された状態における交差部22C近傍の断面図である。また、図5(B)は、突出部27の上面の断熱材30の層を取り除いた状態における交差部22C近傍の断面図である。
図4〜図5に示すように、鋳溝20を含む合わせ面11Aの表面には、多孔質状の断熱材30の層が全面に亘って形成されている。ここで、断熱材30の層は、コルクの粉末を水ガラス等の溶媒に分散させたものを、加熱された金型11の表面にスプレーする等塗布することで、合わせ面11A及び鋳溝20の表面に均一の厚みで形成される。このように断熱材30の層を形成することで、上記鋳造空間の保温性が向上するため、溶湯を鋳溝20の全体に亘って均一に注入することができるとともに、断熱材30の層が離型剤としても作用するため、格子基板を容易に離型することができる。
【0018】
ここで、断熱材30の層の厚さTは、必要とされる断熱性や断熱材30の強度、耐久性等に応じて設定され、一例として0.1mmであり、これは、突出部27の高さHと同一である。断熱材30は繰り返し鋳造が行われることで脱落していくため、所定の鋳造回数等に応じて、断熱材30を再度塗布して当該断熱材30の層を再形成する作業が行われる。また、鋳溝20の寸法は、断熱材30の層が形成された状態で規定寸法の格子基板が得られるように構成されていることは勿論である。
【0019】
また、断熱材30の層は鋳溝20を含む合わせ面11Aの表面の全面に形成されるため、図5(A)に示すように、鋳溝20内には、底面部25の表面に形成される底面部断熱層30Aと、突出部27の上面部27Bの表面に形成される上面部断熱層30Bとが存在する。上面部断熱層30Bは突出部27の高さHの分だけ出っ張って形成されており、上面部断熱層30Bの表面は底面部断熱層30Aの表面よりも0.1mmだけ高い位置に位置している。
【0020】
断熱材30の層が形成された後には、図4において鋳溝20の形状に合わせて形成された治具40を矢印が示す方向に移動させることによって、図5(B)に示すように上面部断熱層30Bのみが鋳溝20の表面から取り除かれる。すなわち、上面部27Bは、上面部断熱層30Bが取り除かれると、金型11の金属表面が露出する露出部28になる。これにより、鋳溝20の表面は、交差部22C及び枠部交差部22Dに形成された突出部27の上面部27Bだけが露出した状態となり、突出部27の周囲の鋳溝20は、底面部断熱層30Aで覆われたままである。上面部断熱層30Bは、底面部断熱層30Aの表面に沿って移動させられる治具40の先端40Aによって削り取られる。
本実施の形態では、突出部27の高さHを断熱材30の層の厚さTと同一にしたため、上面部断熱層30Bを取り除いた状態において、上面部27Bの表面と底面部断熱層30Aの表面とを面一にすることができる。
【0021】
本実施の形態では、断熱材30の層の厚さTと同一の高さの突出部27を鋳溝20の交差部22C及び枠部交差部22Dに形成し、金型11の表面に断熱材30の層を形成後に、突出部27の上面部断熱層30Bのみを取り除いて突出部27の上面部27Bを金型の金属面が露出した露出部28としたため、交差部22C及び枠部交差部22Dにおける溶湯の冷却速度を向上することができる。また、交差部22C及び枠部交差部22Dは、径方向の全周を金型に囲まれた縦溝22A及び横溝22Bに比して放熱可能な面が小さいため熱が溜まり易くなるが、突出部27の上面部27Bを露出部28とすることで、交差部22C及び枠部交差部22Dの溶湯の冷却速度を縦溝22A及び横溝22Bでの冷却速度に合わせることができ、鋳溝20内での溶湯の凝固速度を均一化することができる。このため、交差部22C及び枠部交差部22Dでのヒケ巣等の鋳造欠陥の発生を防止することができる。
また、露出部28の表面と底面部断熱層30Aの表面とを面一にしたため、交差部22C及び枠部交差部22Dの部分によって鋳造される格子基板の交点部近傍に段差が生じることを防止することができる。これにより、格子基板の交点部近傍に希硫酸を主成分とする電解液が侵入することに起因する格子基板の腐食を防止することができ、格子基板の寿命を向上することができる。
【0022】
以上説明したように、本発明を適用した実施の形態によれば、格子基板の格子の桟を作る鋳溝20の表面を断熱材30で覆い、鋳溝20の交差部22C及び枠部交差部22Dには金型11の金属表面を露出させた露出部28を形成することで、交差部22C及び枠部交差部22Dの溶湯の冷却速度を向上して周囲の冷却速度と均一化することができるため、格子基板にヒケ巣等の鋳造欠陥が発生することを防止することができる。
また、本実施形態では、露出部28は、交差部22C、22Dと略同じ面積を形成しているが、部分的に形成しても良い。鋳造欠陥の発生防止の効果が期待できないため、その割合は少なくとも交差部の面積の50%以上であることが好ましい。
【0023】
また、露出部28に、断熱材30と金型11の金属表面とを面一にする突出部27を形成することで、突出部27によって溶湯の冷却速度をより向上することができるとともに、上面部27Bと断熱材30との境界部に段差ができることを防止することができ、格子基板にヒケ巣等の鋳造欠陥が発生することを防止することができる。
また、本実施形態では、突出部27は、交差部22C、22Dの略全面に形成しているが、部分的に形成しても良い。鋳造欠陥の発生防止の効果が期待できないため、その割合は少なくとも交差部の面積の50%以上であることが好ましい。
【0024】
また、突出部27の高さHは、金型11に形成される断熱材30の層の厚さTと同一に形成され、露出部28は、突出部27の上面部27Bに形成された断熱材30の層を取り除いて形成されるため、突出部27の断熱材30の層を取り除くだけで断熱材30の層と露出部28とを面一にすることができ、簡単に露出部28を形成することができる。
また、本実施形態では、露出部28を底面部断熱層30Aの表面に沿って移動する治具40の先端40Aによって削り取っているが、要は露出部28が形成されれば、特にこの方法に限定されない。他の方法としては、あらかじめ鋳溝20の交差部22C、22Dに前記交差部に対応する棒状部材を当接させた状態で断熱材30を塗布し、その後前記棒状部材を取り外すことで、露出部28を形成することができる。
【0025】
なお、上記実施の形態は本発明を適用した一態様を示すものであって、本発明は上記実施の形態に限定されるものではない。
上記の実施の形態では、突出部27は、各交差部22C及び各枠部交差部22Dに形成されているものとして説明したが、本発明はこれに限定されるものではなく、熱だまりが生じ易い箇所の交差部22C及び枠部交差部22Dだけに突出部27を形成しても良い。例えば、縦溝22A及び横溝22Bの幅よりも幅広の枠部形成溝21に形成された枠部交差部22Dや注湯口15の近傍の交差部22C及び枠部交差部22Dのみに突出部27を形成し、これら突出部27の上面部27Bの表面に形成された上面部断熱層30Bを取り除くことで露出部28を形成しても良い。
【符号の説明】
【0026】
10 鋳型
20 鋳溝(溝)
22C 交差部
22D 枠部交差部(交差部)
27 突出部
28 露出部
30 断熱材
30A 底面部断熱層
30B 上面部断熱層
【特許請求の範囲】
【請求項1】
鉛蓄電池用格子基板の鋳造に用いられる鋳造鋳型において、
前記格子の桟を作る溝の表面を断熱材で覆い、前記溝の交差部には、鋳型表面を露出させた露出部を形成したことを特徴とする鉛蓄電池用格子基板の鋳造鋳型。
【請求項2】
前記鋳型表面の前記露出部から露出する箇所に、前記断熱材と前記鋳型表面とを面一にする突出部を形成したことを特徴とする請求項1に記載の鉛蓄電池用格子基板の鋳造鋳型。
【請求項3】
前記突出部の高さは、前記鋳型に形成される前記断熱材の層の厚さと同一に形成され、前記露出部は、前記突出部の上の前記断熱材の層を取り除いて形成されることを特徴とする請求項2に記載の鉛蓄電池用格子基板の鋳造鋳型。
【請求項1】
鉛蓄電池用格子基板の鋳造に用いられる鋳造鋳型において、
前記格子の桟を作る溝の表面を断熱材で覆い、前記溝の交差部には、鋳型表面を露出させた露出部を形成したことを特徴とする鉛蓄電池用格子基板の鋳造鋳型。
【請求項2】
前記鋳型表面の前記露出部から露出する箇所に、前記断熱材と前記鋳型表面とを面一にする突出部を形成したことを特徴とする請求項1に記載の鉛蓄電池用格子基板の鋳造鋳型。
【請求項3】
前記突出部の高さは、前記鋳型に形成される前記断熱材の層の厚さと同一に形成され、前記露出部は、前記突出部の上の前記断熱材の層を取り除いて形成されることを特徴とする請求項2に記載の鉛蓄電池用格子基板の鋳造鋳型。
【図1】


【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2013−86166(P2013−86166A)
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願番号】特願2011−231556(P2011−231556)
【出願日】平成23年10月21日(2011.10.21)
【出願人】(000005382)古河電池株式会社 (314)
【Fターム(参考)】
【公開日】平成25年5月13日(2013.5.13)
【国際特許分類】
【出願日】平成23年10月21日(2011.10.21)
【出願人】(000005382)古河電池株式会社 (314)
【Fターム(参考)】
[ Back to top ]