
鉢巻きラベルおよび該ラベル付き物品
【課題】容易に容器から剥離可能で、容器のリサイクル性に優れた鉢巻きラベルを提供すること。
【解決手段】始端部と終端部を有する帯状の鉢巻きラベルであって、前記終端部の裏面と前記始端部の表面とを重ね合わせて水系接着剤で接着しうるように構成されており、前記鉢巻きラベルの裏面の吸水量が1〜30ml/m2であり、前記鉢巻きラベルの巻き付け方向とそれに直交する方向のいずれか一方のエルメンドルフ引裂強度が8〜50gFであり、かつ、熱可塑性樹脂を含有することを特徴とする。
【解決手段】始端部と終端部を有する帯状の鉢巻きラベルであって、前記終端部の裏面と前記始端部の表面とを重ね合わせて水系接着剤で接着しうるように構成されており、前記鉢巻きラベルの裏面の吸水量が1〜30ml/m2であり、前記鉢巻きラベルの巻き付け方向とそれに直交する方向のいずれか一方のエルメンドルフ引裂強度が8〜50gFであり、かつ、熱可塑性樹脂を含有することを特徴とする。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、物品の表面に巻き付けることにより装着する鉢巻きラベルと、そのラベルを付した容器などの物品に関する。特に、水、清涼飲料水、炭酸飲料、ジュース、乳飲料、乳酸飲料、ビール、ワイン、日本酒、各種蒸留酒、栄養ドリンク、調味料、医療用薬品、化粧品、化学薬品などの容器の表面に使用され、商品名など各種情報の表示を主な目的とする鉢巻きラベルに関する。
【背景技術】
【0002】
PET等のプラスチック、ガラス、金属からなる容器や商品には、プラスチックフィルム類や紙類からなる様々なタイプのラベルが貼り付けられている。
プラスチックフィルム類からなるラベルを容器に装着する方法として、筒状の熱収縮するフィルムラベルを装填後熱収縮する方法(シュリンク方式)や、筒状の伸縮性のフィルムラベルを引き伸ばして装填する方法(ストレッチ方式)がある(特許文献1〜3)。また、紙類からなるラベルを装着する方法として、容器に貼り付ける直前にラベル裏面に糊を塗布し、その後糊を乾燥させて貼り付ける方法(グルー糊方式)、粘着性を有する糊(感圧粘着剤)をあらかじめラベルの裏面に塗布しておき、圧をかけて貼り付ける方法(タック糊方式)、加熱されると粘着性が発現するディレード糊をあらかじめラベルの裏面に塗布しておき、貼り付け直前に熱風等でラベルを加熱して糊を粘着性にして、その後圧をかけて貼り付ける方法(ヒートシール糊方式)等がある(特許文献4〜7)。しかしながら、これらの方法は、以下に記載するような種々の問題を抱えていた。
【0003】
シュリンク方式およびストレッチ方式は、ラベルを筒状に加工する工程を必要とすることから、作業工程が増え、装着装置も大掛りなものとなり、コスト面で問題がある。また、フィルム素材からなるラベルにしか使用できないため、醤油、日本酒、和菓子等の紙素材が好まれる容器への装着はデザイン上の制約がある。
【0004】
グルー糊方式は、糊(水系接着剤)の塗布量の設定、糊の交換、使用後の糊の清掃を要する方式であるため、オペレーターの熟練が必要である。また、水系接着剤は紙素材以外のラベルに適用した場合は乾燥が遅くなる傾向がある反面、乾燥後は強固であり、紙素材のラベルに適用した場合は基材が破れやすく剥離した後に糊とともに基材が容器表面に残りやすいという欠点がある。ただし、タック糊方式とは異なり離型紙を必要としないので、ヒートシール糊方式と同様に資源の無駄を省くことができる。さらに、糊の塗布・貼合のみであることから設備もシンプルにすることができ、且つラベル貼合スピードも高速であり、設備投資、稼働率でコストダウンが可能である等のメリットもある。
【0005】
タック糊方式は、あらかじめタック糊が塗られているため、ラベルが貼り付けられる直前までは他に付着しない様に特殊な処理をした合紙(離型紙と呼ばれる)を必要とする。ラベル付き容器自体は貼着後すぐに使用できるが、この合紙はラベル使用後にゴミとして廃棄されるためゴミの増加に直結し、また資源の無駄使いという点で問題もある。さらに離型紙は高価であり、コストアップの要因ともなっている。また、ラベルを容器に貼るスピードが遅いこともあって、大量に生産される容器へ貼り付けられるラベルには不向きである。
【0006】
ヒートシール糊方式は、加熱前は粘着性が無く加熱により粘着性が発現するディレード糊をあらかじめラベルの裏面に塗布しておくものであることから、加熱により糊の粘着性を発現させて圧をかけるだけで簡単に容器に貼り付けることができる。また、タック糊方式の様に離型紙を必要としないので、資源の無駄も省くことができる。しかしながら、ラベル貼合時に加熱し過ぎるとプラスチック系容器が変形する問題があり、比較的低い温度で加熱、貼合する必要がある。ディレード糊は、通常、ガラス転移温度が0〜40℃程度の熱可塑性樹脂に、固体可塑剤と、必要に応じて粘着付与剤とを混合した組成を有するが、特に夏場等、高温環境下でのディレード糊を塗布したラベルのロールを倉庫保管したり輸送したりする際や、熱が掛かる印刷方式に用いる際には、使用前に粘着性が発現してブロッキングし、それがトラブルの原因となるという問題がある。
【特許文献1】特開昭56−48941号公報
【特許文献2】実開平2−37837号公報
【特許文献3】特開平1−99935号公報
【特許文献4】特開昭55−76378号公報
【特許文献5】特開平5−173487号公報
【特許文献6】特開2004−29656号公報
【特許文献7】特開平5−4279号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
従来は、上記の如く一長一短のある種々のラベルと装着方式の中から、用途等に応じて適宜選択がなされてきた。一方、最近では環境問題や資源のリサイクル化などの面から、PETボトルやガラス瓶等の容器を回収して再利用することが要求されるようになっている。特に、容器リサイクル法の制定に伴い、容器リサイクルを円滑に行うための動きが年々活発化してきている。PETボトルリサイクル推進協議会によるリサイクル法「第二種指定PETボトルの自主設計ガイドライン」によれば、1.5%アルカリ濃度の洗浄液中に85〜90℃で15分間浸漬処理したときにラベルが剥離し、接着剤がボトルに残らないようにすることが求められている。さらには、85℃の熱水で15分間浸漬処理したときにラベルが剥離し、接着剤がボトルに残らないようにすることが望まれている。このため、リサイクル工場等でラベルと容器を分別する際に上記の要求を満たすようにすることや、一般家庭でボトルを回収して捨てる際に、特別な処理を施さなくてもラベルを容易に剥離させることができて、しかも接着剤やラベルの残留物がなるべくボトルに残らないようにすることが必要とされてきている。
【0008】
このように、ゴミの減量と分別回収によるリサイクルが一段と求められるようになってきた昨今では、容器から容易に剥がすことができるラベルの必要性がますます高まってきている。しかしながら、タック糊方式、ヒートシール糊方式、グルー糊方式の紙ラベルでは、容器との剥離強度が経時的に増加し紙接着面の強度よりも容器との剥離強度が強くなってしまうことから、ラベルを手で剥離する際にラベル基材が破れ、容易に剥がせなくなってしまう。また、紙接着面と各種糊との接着強度が、容器と各種糊との接着強度より強くなることが多く、ラベルは剥がせるが容器に糊が残ってしまうことも頻発している。この問題に対処するために、工業的に使用後のボトルを回収して水酸化ナトリウム溶液に浸漬させ、ラベルを溶解剥離させるリサイクルシステムも開発されているが、このシステムを導入するには大規模なデラベリング装置に対する設備投資が必要となる。また、このシステムが普及してしまうと一人一人が環境問題を考えて自覚する機会を奪うことになりかねない。一方、シュリンクフィルム・ストレッチフィルムを使用したラベルは、消費者が剥離、分別することができるように設計されているが、ミシン目を入れたフィルムであっても剥離するには力が必要な場合が多く、子供はもとより大人でも剥離できないことがある。また無理に剥離しようとすると、爪の間にフィルムが喰いこみ、怪我の恐れがある。
【0009】
このような従来技術の課題を考慮して、本発明は、既存のグルー糊方式の利便性を生かしながら、容易に剥離可能なラベルを提供することを目的とする。詳しくは、流通時にラベルが剥離しない程度の接着強度がありながら、使用後に手で簡単に剥がすことのできる易剥離性を有しており、ラベル剥離後に接着剤が残りにくいという特徴を有するリサイクル性に適した鉢巻きラベル、および、そのラベル付き物品を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは鋭意に研究を重ねた結果、熱可塑性樹脂を含有する鉢巻きラベルの引裂強度と裏面の吸水量を所定の範囲内にすることによって従来技術の課題を解決しうることを見出して、下記の本発明を提供するに至った。
[態様1]
始端部と終端部を有する鉢巻きラベルであって、前記終端部の裏面と前記始端部の表面とを重ね合わせて水系接着剤で接着しうるように構成されており、前記鉢巻きラベルの裏面の吸水量が1〜30ml/m2であり、前記鉢巻きラベルの巻き付け方向とそれに直交する方向のいずれか一方のエルメンドルフ引裂強度が8〜50gFであり、かつ、熱可塑性樹脂を含有することを特徴とする鉢巻きラベル。
[態様2]
前記鉢巻きラベルの裏面の表面強度が0.9〜2.0kg−cmであることを特徴とする態様1に記載の鉢巻きラベル。
[態様3]
前記終端部の裏面に水系接着剤が塗工されていることを特徴とする態様1または2に記載の鉢巻きラベル。
[態様4]
前記終端部の裏面に水系接着剤が、巻き付け方向に略直交する方向に帯状に塗工されていることを特徴とする態様3に記載の鉢巻きラベル。
[態様5]
前記鉢巻きラベルを装着しようとする物品と前記始端部の裏面との間を水系接着剤で接着しうるように構成されていることを特徴とする態様1〜4のいずれか一項に記載の鉢巻きラベル。
[態様6]
前記始端部の裏面に水系接着剤が塗工されていることを特徴とする態様5に記載の鉢巻きラベル。
[態様7]
前記始端部の裏面に水系接着剤が、網点状、格子状、縞模様および市松模様からなる群より選択される1以上のパターン状に塗工されていることを特徴とする態様6に記載の鉢巻きラベル。
[態様8]
表側から裏側に向けて、表面層(C)、基材層(A)、水系接着剤に接する層(B)を順に有することを特徴とする態様1〜7のいずれか一項に記載の鉢巻きラベル。
[態様9]
前記水系接着剤に接する層(B)が90重量%以下の無機微細粉末(D)を含むことを特徴とする態様8に記載の鉢巻きラベル。
[態様10]
前記無機微細粉末(D)が、表面処理剤(E)により表面処理されていること特徴とする態様9に記載の鉢巻きラベル。
[態様11]
基材層(A)および表面層(C)が、熱可塑性樹脂20〜100重量%、無機微細粉末(D)0〜80重量%および/または有機フィラー(D')0〜50重量%を含有すること特徴とする態様8〜10のいずれか一項に記載の鉢巻きラベル。
[態様12]
前記水系接着剤に接する層(B)が少なくとも一軸延伸した熱可塑性樹脂延伸フィルムからなることを特徴とする態様8〜11のいずれか一項に記載の鉢巻きラベル。
[態様13]
前記水系接着剤に接する層(B)の水系接着剤塗工側の表面強度が0.9〜2.0kg−cmであることを特徴とする態様8〜12のいずれか一項に記載の鉢巻きラベル。
[態様14]
前記ラベルが巻き付け方向に略直交する方向に延伸されており、該延伸方向のエルメンドルフ引裂強度が8〜50gFであることを特徴とする態様1〜13のいずれか一項に記載の鉢巻きラベル。
[態様15]
前記水系接着剤に接する層(B)または表面層(C)の少なくとも一方の面が印刷されていることを特徴とする態様8〜14のいずれか一項に記載の鉢巻きラベル。
[態様16]
前記ラベルの巻き付け方向の辺に幅が0.5cm以上の摘み部が形成されていることを特徴とする態様1〜15のいずれか一項に記載の鉢巻きラベル。
[態様17]
ラベルの巻き付け方向に略直交する方向に、前記摘み部からラベルを横断するようにミシン目が形成されていることを特徴とする態様16に記載の鉢巻きラベル。
[態様18]
前記ラベルに、くじ、クーポン、または応募券が設けられていることを特徴とする態様1〜17のいずれか一項に記載の鉢巻きラベル。
[態様19]
前記ラベルの摘み部より引き剥がしたラベルの一部が、くじ、クーポン、または応募券を形成することを特徴とする態様18に記載の鉢巻きラベル。
【0011】
[態様20]
態様3〜19のいずれか一項に記載の鉢巻きラベルを物品に巻き付けて、該ラベルの終端部の裏面と始端部の表面とを重ね合わせて水系接着剤で接着して物品に装着してなることを特徴とするラベル付き物品。
[態様21]
態様6〜19のいずれか一項に記載の鉢巻きラベルの始端部を物品に接着し、始端部を起点として該ラベルを物品に巻き付け、該ラベルの終端部の裏面と始端部の表面とを重ね合わせて水系接着剤で接着して物品に装着してなることを特徴とするラベル付き物品。
[態様22]
前記ラベルを前記物品から剥離した後の物品への糊残りが、接着部の面積の0〜20%であることを特徴とする態様21に記載のラベル付き物品。
[態様23]
前記ラベルを前記物品に接着してから24時間以上経過した後において、ラベルと物品との間の剥離強度が0.5〜5N/20mmであることを特徴とする態様21または22に記載のラベル付き物品。
[態様24]
前記物品が容器であることを特徴とする態様20〜23のいずれか一項に記載のラベル付き物品。
【発明の効果】
【0012】
本発明の鉢巻きラベルは、既存のグルー糊方式の利便性をそなえていて、流通時にラベルが剥離しない程度の接着強度がありながら、使用後に手で簡単に剥がすことのできる易剥離性を有している。また、ラベル剥離後に接着剤が残りにくいため、容器などの物品のリサイクルを図ることができ、近年の環境問題に十分に対処することができる。さらに、本発明の鉢巻きラベルは、冷蔵庫等からの出し入れ等で生じる結露に対する耐水性にも優れている。
【発明を実施するための最良の形態】
【0013】
以下において、本発明の鉢巻きラベルについて詳細に説明する。以下に記載する構成要件の説明は、本発明の代表的な実施態様に基づいてなされることがあるが、本発明はそのような実施態様に限定されるものではない。なお、本明細書において「〜」を用いて表される数値範囲は、「〜」の前後に記載される数値を下限値および上限値として含む範囲を意味する。
【0014】
鉢巻きラベルの構成と特性
本発明の鉢巻きラベルは、始端部と終端部を有する鉢巻きラベルである。ここでいう鉢巻きラベルとは、容器などの物品表面にラベルの始端部を起点として巻き付けて該ラベルの終端部の裏面を始端部の表面に重ね合わせて接着することによりとり付けることができるように構成されているラベルである。始端部と終端部は、互いに重ね合わせて接着することができる程度の面積を有することが必要とされる。その面積は、本発明の鉢巻きラベルの形状、使用する水系接着剤の種類と量、装着する物品の形状や表面状態などによって異なるが、通常は、始端部と終端部の各面積は鉢巻きラベルの全面積の3〜30%、好ましくは5〜20%、より好ましくは7〜15%である。
【0015】
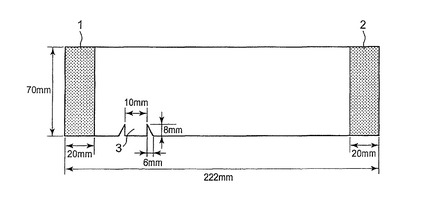
図1は、本発明の鉢巻きラベルの一態様を示す図である。本発明の鉢巻きラベルは、図に示すように矩形をしていることが好ましいが、四隅はRを有していてもよく、また必ずしも矩形でなくてもよく、例えば台形、平行四辺形、扇形であってもよい。本発明の鉢巻きラベルが矩形であるとき、長辺と短辺の比は特に制限されない。図1には、本発明の好ましい鉢巻きラベルの寸法が明記されているが、図示するような222mm×70mmのラベルであれば、始端部と終端部の幅は、例えば5〜100mmとすることも可能であり、10〜30mmがより好ましく、15〜25mmがさらに好ましい。
【0016】
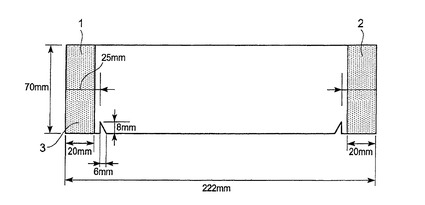
本発明の鉢巻きラベルには、剥離を容易にするために、指で摘むことができるような摘み部を形成しておくことが好ましい。剥離時にはこの摘み部を指で摘み、ラベルを引き裂くことでラベルの大部分が容器などの物品から離れたフリーな状態となる。摘み部は、ラベルの巻き付け方向の辺に形成することができる。該摘み部は、図1に示すように始端部と終端部を除くラベルの辺に設けてもよく、図2に示す様に始端部と終端部を含むように設けてもよい。引き剥がしやすさの観点からは、図1に示すように始端部と終端部を除くラベルの辺に設けることが好ましい。
例えば、図1に示すように、長辺に10mm間隔で2つのノッチを設けることによって幅10mmの摘み部を形成することができる。摘み部は、指で摘むことができるものであればその形態は特に制限されるものではなく、例えば辺からタブ状に突き出た形態を有するものであってもよい。摘み部の幅は、0.5cm以上であることが好ましく、0.7cm以上であることがより好ましい。上限については、通常5cm以下であり、好ましくは3cm以下である。摘み部の幅が0.5cm以上であれば、指でより摘み易い傾向があり、摘み部の幅が5cm以下であれば引き裂きやすい。
【0017】
本発明の鉢巻きラベルは、容易に引き裂いて剥離しやすくするために、前記鉢巻きラベルの巻き付け方向およびそれに直交する方向のいずれか一方のエルメンドルフ引裂強度が8〜50gFとなるように設計する。該エルメンドルフ引裂強度は、10〜45gFであることがより好ましい。エルメンドルフ引裂強度が8gF未満では、搬送時にラベル同士の擦れあいや、容器等の膨張によりラベル自体が裂けてしまうため好ましくない。エルメンドルフ引裂強度が50gFを越えては、引裂き時の抵抗が大きく、引裂き途中で千切れてしまう恐れがあり好ましくない。50gF以下であれば、引裂き時に抵抗なく直線状に引裂ける。8〜50gFのエルメンドルフ引裂強度を得るためには、特にラベルの巻き付け方向に略直交する方向に延伸したフィルムを用いることが好ましい。なお、本発明でいうエルメンドルフ引裂強度はJIS−P−8116に基づいて測定される。
【0018】
本発明の鉢巻きラベルに形成された摘み部からは、ラベルを横断するようにミシン目が伸長していることが好ましい。例えば、図1に示す2つのノッチの各先端から最短距離でラベルを横断するようにミシン目を設けることができる。好ましいのは、ラベルの巻き付け方向に略直交する方向にミシン目を設けている態様である。本発明において略直交する方向とは、直交する方向から±20°の範囲内の方向を意味し、好ましくは±10°の範囲内の方向であり、より好ましくは±5°の範囲内の方向であり、さらに好ましくは±3°の範囲内の方向である。このようにラベルを横断するようにミシン目を形成することによって、摘み部を指で摘んで図2の矢印で示すようにミシン目の伸長方向に引き上げることによって、容易にラベルを引き裂いて物品から剥離することができる。
【0019】
本発明の鉢巻きラベルは、容器などの物品に始端部を起点として巻き付けた後、終端部の裏面と始端部の表面とを重ね合わせて水系接着剤で接着することにより、物品に装着することができる。このとき、終端部の裏面にはあらかじめ水系接着剤を塗工しておいてもよいし、接着時に終端部の裏面と始端部の表面との間に水系接着剤を挿入してもよい。好ましいのは、前者である。本発明の鉢巻きラベルの裏面の吸水量は1〜30ml/m2となるように設計する。好ましい吸水量は3〜28ml/m2であり、より好ましくは3〜20ml/m2である。吸水量が1ml/m2未満であると、糊中の水分がラベルに浸透しきれず、所望の接着強度がえられない。吸水量が1ml/m2以上であれば、糊の乾燥に時間をかけずにラベリング時の初期接着力は充分に得られ、ラベルのズレや落下を防ぐことができるため、高速でラベルを接着しやすい。逆に吸水量が30ml/m2を越えると、糊中の水分を吸収しすぎる事から、ラベリング前に糊自体が乾燥してしまい所望の接着力が得られない。30ml/m2以下であれば裏面に糊を塗工した直後に乾燥してしまうこともなく所望の接着力が得られる。吸水量が1〜30ml/m2となるようにするためには、ラベルの裏面として後述する水系接着剤に接する層(B)を設け、この層(B)の厚みやこの層(B)に用いる無機微細粉末(D)の配合量等により調整することができる。
【0020】
本発明の鉢巻きラベルはその裏面の表面強度は0.9kg−cm以上であることが好ましい。1.0kg−cm以上であることがより好ましい。表面強度が0.9kg−cmに満たない場合は、容器などの物品からラベルを剥離する際に接着剤と物品表面との間の接着強度よりも、ラベルの表面強度が相対的に弱くなり易いため、ラベル表面の破壊が生じ、物品表面にラベル基材残りや接着剤残りが生じやすい傾向にある。また同様に、裏面の表面強度は2.0kg−cm以下であることが好ましい。2.0kg−cm以下であれば、接着面に充分な吸水性能を発現しやすいため、ラベリング時の接着性能が得られ易い傾向にある。該表面強度を0.9〜2.0kg−cmとなるようにするためには、ラベルの裏面として後述する水系接着剤に接する層(B)を設け、この層(B)の延伸倍率やこの層(B)に用いる無機微細粉末(D)の配合量等により調整することができる。
【0021】
本発明の鉢巻きラベルは、始端部の裏面に水系接着剤を塗工して容器などの物品に接着させることができる。物品に接着してから24時間以上経過後の物品からの剥離力は0.5N/20mm以上であることが好ましく、1.0N/20mm以上であることがより好ましい。剥離力が0.5N/20mm以上であれば、輸送時にラベルが剥離しにくい傾向がある。また、剥離力は8N/20mm以下であることが好ましく、5N/20mm以下であることがより好ましい。8N/20mm以下であれば、接着力が強すぎて剥離の際に物品表面に糊残りが生じる事態を回避しやすい傾向がある。また、5N/20mm以下であれば手作業で容易に引き剥がすことができ、糊残りをさらに少なくできる傾向にある。
【0022】
本発明の鉢巻きラベルの剥離力や接着力は、水系接着剤の種類を選定することによって調整することができる。本発明で使用するラベル用接着剤は、水系溶媒と、天然系高分子もしくは固体可塑剤と高分子からなる所謂「水系接着剤(グルー糊)」であるが、手で容易に剥離することができるようにするためには、経時的に接着力が大きく変化しない糊を使用することが好ましい。経時的に接着力が大きく増加する糊を使用して、最終の接着強度を基材強度よりも弱く設定すると、貼り付け初期での接着力が非常に弱くなり、ラベルの貼り付け後浮きが発生したり、わずかな衝撃でラベルが剥がれたりすることもある。
【0023】
また、本発明の鉢巻きラベルの剥離力や接着力は、接着剤の適用パターンを変えることによって調整することもできる。例えば、始端部の裏面に塗工する水系接着剤は、網点状、格子状、縞模様および市松模様からなる群より選択される1以上のパターン状に塗工することが好ましい。すなわち、接着部と非接着部が混在するパターンに塗工し、接着部/非接着部の面積割合を変化させることで接着力を調整することができる。また、終端部の裏面に塗工する水系接着剤は、巻き付け方向に略直交する方向に帯状に塗工することが好ましい。
【0024】
鉢巻きラベルの層構成と材料
本発明の鉢巻きラベルは、熱可塑性樹脂を含む。すなわち、熱可塑性樹脂フィルムから構成されるものであることが好ましい。本発明の鉢巻きラベルは水系接着剤に接する層(B)を有していることが好ましく、強度や両面印刷を担保するために、基材層(A)と表面層(C)をさらに含むものであってもよい。より好ましい層構成は、基材層(A)を中心層とし、その表面に表面層(C)を設け、反対面に水系接着剤に接する層(B)設けたものである。
【0025】
基材層(A)および表面層(C)は、それぞれ熱可塑性樹脂を好ましくは20〜100重量%、より好ましくは30〜80重量%、さらに好ましくは40〜70重量%、無機微細粉末(D)を好ましくは0〜80重量%、より好ましくは20〜70重量%、さらに好ましくは30〜60重量%、および/または、有機フィラー(D')を好ましくは0〜50重量%、より好ましくは0〜40重量%、さらに好ましくは0〜30重量%含有する。無機微細粉末(D)を80重量%以下にし、有機フィラー(D')を50重量%以下にすることによって、膜厚の均一なフィルムが得られやすくなる。
【0026】
水系接着剤に接する層(B)の熱可塑性樹脂の含有量は、10〜100重量%であることが好ましく、15〜99重量%であることがより好ましく、20〜80重量%であることがさらに好ましく、40〜70重量%であることが特に好ましい。水系接着剤に接する層(B)の無機微細粉末(D)の含有量は0〜90重量%であることが好ましく、1〜85重量%であることがより好ましく、20〜80重量%であることがさらに好ましく、30〜60重量%であることが特に好ましい。層(B)の無機微細粉末の配合量によりラベルの吸水量を調整しうるが、無機微細粉末の配合量が90重量%以下であれば延伸がより容易であるという利点がある。
各層には、必要に応じて、熱安定剤、紫外線安定剤、酸化防止剤、ブロッキング防止剤、核剤、滑剤、着色剤等を配合してもよい。これらは3重量%以下の割合で配合するのが好ましい。
【0027】
[熱可塑性樹脂]
本発明の鉢巻きラベルに使用される熱可塑性樹脂フィルムは、熱可塑性樹脂を含むものである。使用できる熱可塑性樹脂としては、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン等の結晶性エチレン系樹脂、結晶性プロピレン系樹脂、ポリメチル−1−ペンテン等の結晶性ポリオレフィン系樹脂、ナイロン−6、ナイロン−6,6、ナイロン−6,10、ナイロン−6,12等のポリアミド系樹脂、ポリエチレンテレフタレートやその共重合体、ポリエチレンナフタレート、脂肪族ポリエステル等の熱可塑性ポリエステル系樹脂、ポリカーボネート、アタクティックポリスチレン、シンジオタクティックポリスチレン、ポリフェニレンスルフィド等の熱可塑性樹脂が挙げられる。これらは2種以上混合して用いることもできる。
【0028】
これらの中でも、耐薬品性や生産コスト等の観点より、結晶性ポリオレフィン系樹脂を用いることが好ましく、結晶性プロピレン系樹脂を用いることがより好ましい。結晶性ポリオレフィン系樹脂は、結晶性を示すものである。X線回折法による樹脂の結晶化度は、通常20%以上が好ましく、35〜75%がより好ましい。結晶性を示さないものは、延伸により熱可塑性樹脂フィルム表面に空孔(開口)が十分に形成されない。該結晶化度はX線回折、赤外線スペクトル分析等の方法によって測定することができる。
【0029】
結晶性プロピレン系樹脂としては、プロピレンを単独重合させたアイソタクティック重合体またはシンジオタクティック重合体を用いることが好ましい。また、エチレン、1−ブテン、1−ヘキセン、1−ヘプテン、4−メチル−1−ペンテン等のα−オレフィンとプロピレンとを共重合させた様々な立体規則性を有するプロピレンを主成分とする共重合体を使用することもできる。共重合体は2元系でも3元系以上の多元系でもよく、またランダム共重合体でもブロック共重合体でもよい。
【0030】
[無機微細粉末(D)および有機フィラー(D')]
本発明の鉢巻きラベルを構成する熱可塑性樹脂フィルムに使用することができる無機微細粉末(D)としては、重質炭酸カルシウム、軽質炭酸カルシウム、焼成クレー、タルク、酸化チタン、硫酸バリウム、酸化亜鉛、酸化マグネシウム、珪藻土、酸化珪素などの無機微細粉末、無機微細粉末の核の周囲にアルミニウム酸化物ないしは水酸化物を有する複合無機微細粉末、中空ガラスビーズ等を例示することができる。中でも重質炭酸カルシウム、焼成クレー、珪藻土は安価で延伸時に多くの空孔を形成させることができるために好ましい。
【0031】
本発明の鉢巻きラベルを構成する熱可塑性樹脂フィルムに使用することができる有機フィラー(D')は、空孔形成の目的のために、上記の熱可塑性樹脂よりも融点またはガラス転移点が高くて非相溶性の樹脂から選択して用いることが好ましい。具体例としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリカーボネート、ポリエチレンナフタレート、ポリスチレン、アクリル酸エステルないしはメタクリル酸エステルの重合体や共重合体、メラミン樹脂、ポリエチレンサルファイト、ポリイミド、ポリエチルエーテルケトン、ポリフェニレンサルファイド、環状オレフィンの単独重合体および環状オレフィンとエチレンなどとの共重合体(COC)等を例示することができる。上記熱可塑性樹脂として結晶性ポリオレフィン系樹脂を使用する場合には、有機フィラー(D')として、特に、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリカーボネート、ポリエチレンナフタレート、ポリスチレン、環状オレフィンの単独重合体および環状オレフィンとエチレンなどの共重合体(COC)より選択して用いることが好ましい。
【0032】
本発明の鉢巻きラベルにおける基材層(A)、および表面層(C)の有機フィラー(D')の含有量は、0〜50重量%が好ましく、0〜40重量%がより好ましい。
【0033】
本発明に使用する無機微細粉末(D)の平均粒子径または有機フィラー(D')の平均分散粒子径は、好ましくは0.1〜20μm、より好ましくは0.5〜15μmの範囲である。熱可塑性樹脂との混合の容易さを考慮すると0.1μm以上のものを用いることが好ましい。粒子径が0.1μm以上であれば、延伸による空孔形成が容易で所望の表面を有する延伸フィルムがより得られやすい傾向がある。また、平均粒子径が20μm以下であれば、延伸性が良好で成形時における延伸切れや穴あきをより効果的に抑えることができる傾向がある。
【0034】
本発明に使用する無機微細粉末(D)の平均粒子径は、一例として粒子計測装置、例えば、レーザー回折式粒子計測装置(株式会社日機装製、商品名:マイクロトラック)により累積で50%にあたる粒子径(累積50%粒子径)を測定することにより求めることができる。
【0035】
また、溶融混練と分散により熱可塑性樹脂中に分散した有機フィラー(D')の平均分散粒子径は、鉢巻きラベル断面の電子顕微鏡観察により粒子の少なくとも10個を測定してその粒子径の平均値として求めることができる。本発明に使用する無機微細粉末(D)や有機フィラー(D')は、上記の中から1種を選択してこれを単独で使用してもよいし、2種以上を選択して組み合わせて使用してもよい。2種以上を組み合わせて使用する場合には、無機微細粉末(D)と有機フィラー(D')の組み合わせであってもよい。
【0036】
[表面処理剤(E)]
本発明の鉢巻きラベルを構成する熱可塑性樹脂フィルムに使用することができる無機微細粉末に使用する表面処理剤(E)は、ジアリルアミン塩またはアルキルジアリルアミン塩より選ばれる(E1)と非イオン親水性ビニルモノマー(E2)との共重合体(水溶性カチオンコポリマー)であることが好ましい。また、「塩」とは、塩を形成する陰イオンが塩化物イオン、臭化物イオン、硫酸イオン、硝酸イオン、メチル硫酸イオン、エチル硫酸イオン、メタンスルホン酸イオンより選ばれるものを示す。
【0037】
(E1)の具体例としては、ジアリルアミン塩、炭素数1〜4の範囲のアルキルジアリルアミン塩およびジアルキルジアリルアミン塩、すなわちメチルジアリルアミン塩やエチルジアリルアミン塩、ジメチルジアリルアミン塩、メタクリロイルオキシエチルトリメチルアンモニウム、アクリロイルオキシエチルトリメリルアンモニウム、メタクリロイルオキシエチルジメチルエチルアンモニウムやアクリロイルオキシエチルジメチルエチルアンモニウムのクライド、ブロマイド、メトサルフェート、またはエトサルフェート、N,N−ジメチルアミノエチルメタクリレートやN,N−ジメチルアミノエチルアクリレートをエピクロロヒドリン、グリシドール、グリシジルトリメチルアンモニウムクロライドなどのエポキシ化合物でアルキル化して得られる4級アンモニウム塩が挙げられ、これらの中でも、好ましくはジアリルアミン塩、メチルジアリルアミン塩およびジメチルジアリルアミン塩である。
【0038】
(E2)の具体例としては、アクリルアミド、メタクリルアミド、N−ビニルホルムアミド、N−ビニルアセトアミド、N−ビニルピロドリン、2−ヒドロキシエチルメタクリレート、2−ヒドロキシエチルアクリレート、2−ヒドロキシ(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート、(メタ)アクリル酸メチルエステル、(メタ)アクリル酸エチルエステル、(メタ)アクリル酸ブチルエステルであり、これらの中でも好ましくはアクリルアミド、メタクリルアミドである。(E1)と(E2)の共重合比は任意であるが、好ましい範囲として、(E1)は10〜99モル%、より好ましくは50〜97モル%、さらに好ましくは65〜95モル%であり、(E2)は90〜1モル%、より好ましくは50〜3モル%、さらに好ましくは35〜5モル%である。
【0039】
(E1)と(E2)より得られる表面処理剤(E)は上記モノマー混合物を水性媒体中で、過硫酸アンモニウムや2,2−アゾビス(2−アミジノプロパン)ジヒドロクロライド等の開始剤を使用して40℃〜100℃、1例として50〜80℃にて2時間〜24時間反応させて得ることができる。該重合体は特開平5−263010号公報、特開平7−300568号公報等に記載された方法により製造することができ、本発明の目的を達成するために使用可能である。特開昭57−48340号公報、特開昭63−235377号公報等に記載されたものの一部を使用することもできる。これらの中で好ましくはジアリルアミンまたはジアリルジメチルアミンの塩酸塩、硫酸塩とメタクリルアミド、アクリルアミドの共重合体である。
【0040】
該重合体の分子量は、1mol/Lの塩化ナトリウム水溶液中の25℃での極限粘度で示すと通常0.05〜3、好ましくは0.1〜0.7、さらに好ましくは0.1〜0.45の範囲である。また、ゲルパーミエーションクロマトグラフィーで測定される重量平均分子量で表すと、通常約5000〜950000、好ましくは約10000〜500000、さらに好ましくは約10000〜80000の範囲である。
【0041】
水溶性アニオン系界面活性剤よりなる表面処理剤(E)は分子内に陰イオン性官能基を有する。その具体例として以下のものが挙げられ、適宜選択して使用される。
【0042】
具体例として、(E3)炭素数4〜40の範囲の炭化水素基を有するスルホン酸塩、(E4)炭素数4〜40の範囲の炭化水素基を有するリン酸エステル塩、炭素数4〜40の範囲の高級アルコールのリン酸モノまたはジエステルの塩、(E5)炭素数4〜40の範囲の炭化水素基を有するアルキルベタインやアルキルスルホベタインなどが挙げられる。
(E3)〜(E4)における「塩」とはリチウム塩、ナトリウム塩、カリウム塩、カルシウム塩、マグネシウム塩、1〜4級アンモニウム塩、1〜4級ホスホニウム塩を示し、塩として好ましいのは、リチウム塩、ナトリウム塩、カリウム塩、4級アンモニウム塩、より好ましくはナトリウム塩またはカリウム塩である。
【0043】
(E3)炭素数4〜40の範囲の炭化水素基を有するスルホン酸塩としては、炭素数4〜40、好ましくは8〜20の範囲の直鎖または分岐や環状構造を有する炭化水素基を有するスルホン酸塩、スルホアルカンカルボン酸塩であり、具体的には炭素数4〜40、好ましくは8〜20の範囲のアルキルベンゼンスルホン酸塩、ナフタレンスルホン酸の塩、炭素数4〜30、好ましくは8〜20の範囲の直鎖または分岐や環状構造を有するアルキルナフタレンスルホン酸の塩、炭素数1〜30、好ましくは8〜20の範囲の直鎖または分岐構造を有するアルキル基を有するジフェニルエーテルやビフェニルのスルホン酸塩;炭素数1〜30、好ましくは8〜20の範囲のアルキル硫酸エステルの塩;スルホアルカンカルボン酸エステルの塩;炭素数8〜30、好ましくは炭素数10〜20の範囲のアルキルアルコールのアルキレンオキシド付加物のスルホン酸塩などが挙げられる。
【0044】
これらの具体例を挙げると、アルカンスルホン酸や芳香族スルホン酸すなわちオクタンスルホン酸塩、ドデカンスルホン酸塩、ヘキサデカンスルホン酸塩、オクタデカンスルホン酸塩、1−または2−ドデシルベンゼンスルホン酸塩、1−または2−ヘキサデシルベンゼンスルホン酸塩、1−または2−オクタデシルベンゼンスルホン酸塩、ドデシルナフタレンスルホン酸塩の種々の異性体、β−ナフタレンスルホン酸ホルマリン縮合物の塩、オクチルビフェニルスルホン酸塩の種々の異性体、ドデシルジフェニルエーテルスルホン酸塩、ドデシルリグニンスルホン酸塩、;アルキル硫酸エステル塩すなわちドデシル硫酸塩、ヘキサデシル硫酸塩、;スルホアルカンカルボン酸の塩すなわちスルホコハク酸のジアルキルエステルであり、アルキル基が1〜30好ましくは4〜20の範囲の直鎖または分岐や環状構造を有するもの、より具体的には、スルホコハク酸ジ(2−エチルヘキシル)の塩、N−メチル−N−(2−スルホエチル)アルキルアミドの塩(アルキル基は炭素数1〜30、好ましくは12〜18)、例えばN−メチルタウリンとオレイン酸を由来とするアミド化合物、炭素数1〜30、好ましくは10〜18のカルボン酸の2−スルホエチルエステルの塩;ラウリル硫酸トリエタノールアミン、ラウリル硫酸アンモニウム;ポリオキシエチレンラウリル硫酸塩、ポリオキシエチレンセチル硫酸塩;炭素数8〜30、好ましくは炭素数10〜20の範囲のアルキルアルコールのアルキレンオキシド付加物のスルホン酸塩の例として、ラウリルアルコールのエチレンオキシド付加物の硫酸エステル塩、セチルアルコールのエチレンオキシド付加物の硫酸エステル塩、ステアリルアルコールのエチレンオキシド付加物の硫酸エステル塩などが挙げられる。
【0045】
(E4)炭素数4〜40の範囲の直鎖または分岐や環状構造を有する炭化水素基を有するリン酸モノ−、またはジ−エステル塩またはリン酸トリエステル、好ましくは炭素数8〜20の範囲の直鎖または分岐や環状構造を有する炭化水素基を有するリン酸モノ−、またはジ−エステル塩やリン酸トリエステルの具体例としては、リン酸ドデシルのジナトリウム塩またはジカリウム塩、リン酸へキシデシルのジナトリウム塩、リン酸ジドデシルのジナトリウム塩またはカリウム塩、リン酸ジヘキサデシルのナトリウム塩またはカリウム塩、ドデシルアルコールの酸化エチレン付加物のリン酸トリエステル等が挙げられる。
【0046】
(E5)炭素数4〜30、好ましくは10〜20の範囲の炭化水素基を有するアルキルベタインやアルキルスルホベタインの具体例としては、ラウリルジメチルベタイン、ステアリルジメチルベタイン、ドデシルジメチル(3−スルホプロピレン)アンモニウムインナーソルト、セチルジメチル(3−スルホプロピル)アンモニウムインナーソルト、ステアリルジメチル(3−スルホプロピル)アンモニウムインナーソルト、2−オクチル−N−カルボキシメチル−N−ヒドロキシエチルイミダゾリニウムベタイン、2−ラウリル−N−カルボキシメチル−N−ヒドロキシエチルイミダゾリニウムベタインなどが挙げられる。
【0047】
これらのうちで好ましくは(E3)であり、より好ましくは炭素数10〜20の範囲のアルカンスルホン酸の塩、炭素数10〜20の範囲のアルキル基を有する芳香族スルホン酸の塩、炭素数10〜20の範囲のアルキルアルコールのアルキレンオキサイド付加物の硫酸エステル塩より選ばれるものである。
【0048】
[表面処理剤(E)により親水化処理された無機微細粉末(D)]
本発明においては、少なくとも1種類の表面処理剤(E)を用いて無機微細粉末(D)の表面処理を行うことができる。表面処理方法としては、公知の種々の方法が適用でき、特に制限されず、混合装置や混合時の温度、時間も使用する表面処理剤成分の性状や物性に応じて適宜選択される。使用される種々の混合機のL/D(軸調/軸径)や攪拌翼の形状、剪断速度、比エネルギー、滞留時間、処理時間、処理温度等について使用成分の性状に合わせて選択可能である。
【0049】
表面処理方法の例として、湿式粉砕により製造する炭酸カルシウムの場合には、粒径が10〜50μmの炭酸カルシウム粗粒子100重量部に対して必要量の表面処理剤の存在下、水性媒体中で湿式粉砕して所望の粒子径とする。具体的には炭酸カルシウム/水性媒体(具体的には水)との重量比が70/30〜30/70、好ましくは60/40〜40/60の範囲となるように炭酸カルシウムに水性媒体を加え、ここにカチオン性共重合体分散剤を固形分として、炭酸カルシウム100重量部当たり0.01〜10重量部、好ましくは0.1〜5重量部添加し、常法により湿式粉砕する。さらには、上記範囲の量となる表面処理剤を予め溶解してなる水性媒体を準備し、該水性媒体を炭酸カルシウムと混合し、常法により湿式粉砕してもよい。
【0050】
湿式粉砕はバッチ式でも、連続式でもよく、サンドミル、アトライター、ボールミルなどの粉砕装置を使用したミル等を使用するのが好ましい。このように湿式粉砕することにより、平均粒子径が2〜20μm、好ましくは2.2〜5μmの炭酸カルシウムが得られる。
【0051】
次いで湿式粉砕品を乾燥するが、乾燥前に分級工程を設けて、350メッシュオンといった粗粉を除くことができる。乾燥は熱風乾燥、粉噴乾燥など公知の方法により行うことができるが、媒体流動乾燥により行うのが好ましい。媒体流動乾燥とは、乾燥塔内で熱風(80〜150℃)により流動化状態にある媒体粒子群(流動層)中にスラリー状物質を供給し、供給されたスラリー状物質は、活発に流動化している媒体粒子の表面に膜状に付着しながら流動乾燥内に分散され、熱風による乾燥作用を受けることにより、各種物質を乾燥する方法である。このような媒体流動乾燥は、例えば(株)奈良機械製作所製の媒体流動乾燥装置「メディア スラリー ドライヤー」等を用いて容易に行うことができる。この媒体流動乾燥を用いると乾燥と凝集粒子の解砕(1次粒子化の除去)が同時に行われるので好ましい。この方法で得られた湿式粉砕スラリーを媒体流動乾燥すると、粗粉量が極めて少ない炭酸カルシウムが得られる。しかしながら、媒体流動乾燥後、所望の方法で粒子の粉砕と分級とを行うことも有効である。一方、媒体流動乾燥の代わりに通常の熱風乾燥により湿式粉砕品を乾燥した場合には、得られたケーキをさらに所望の方法で粒子の粉砕と分級とを行うのがよい。
【0052】
この方法により得られた湿式粉砕品の乾燥ケーキは潰れやすく、容易に表面処理された炭酸カルシウムを得ることができる。従って乾燥ケーキを粉砕する工程をわざわざ設ける必要はない。
このようにして得られた表面処理された炭酸カルシウム微粒子は、必要によりさらに別の表面処理剤で処理することもできる。
【0053】
表面処理剤(E)の使用量は、本発明のラベルの用途により異なるが、通常無機微細粉末100重量部に対して0.01〜10重量部、好ましくは0.04〜5重量部、より好ましくは0.07〜2重量部の範囲である。10重量部を超えては表面処理剤の効果は頭打ちとなる。
【0054】
[水系接着剤]
本発明において使用する水系接着剤として、例えばデンプン、膠、カゼイン、セルロース、アルギン酸ナトリウム、グアーガム、ラテックス、ポリマレイン酸系重合物、ポリビニルアルコール、ポリビニルピロリドン、カルボキシルメチルセルロース、メチルセルロース、ゼラチン、プルラン、アクリル樹脂、ウレタン樹脂、酢酸ビニル樹脂からなる群より選択される少なくとも一種を含むものを好ましく例示することができる。これらの中では、デンプン、カゼインを含むものがより好ましい。水系接着剤としては、上記物質を含む水溶液やエマルジョンを使用することができる。
【0055】
水系接着剤の乾燥塗工量は、使用するラベルの吸水量に応じて適宜決定する。水系接着剤の乾燥塗工量は、通常は1〜100g/m2が好ましく、2〜50g/m2がより好ましく、10〜30g/m2がさらに好ましい。水系接着剤の乾燥塗工量が1g/m2以上であれば、ラベルと容器などの物品との間により十分な接着強度を持たせやすい傾向がある。また塗工量が100g/m2以下であれば、水系接着剤を効率よく乾燥させて、接着剤未乾燥によるラベルのズレを回避しやすい傾向がある。
【0056】
前述の方法にしたがって塗工する水系接着剤が覆う面積は、始端部または終端部の各裏面の通常10%以上、好ましくは30〜90%、さらに好ましくは50〜80%である。10%以上であれば、容器などの物品とラベルとの間により高い密着性を持たせやすい傾向がある。100%ならば充分な接着力が得られ、90%以下であれば、ラベルと物品との間に非接着部分の空気をある程度確保できるため、貼合後の水系接着剤の乾燥時間をより短縮しやすい傾向があり、剥離強度や糊残り量の調整も容易である。
【0057】
本発明の鉢巻きラベルの始端部の裏面に塗工する水系接着剤と、終端部の裏面に塗工する水系接着剤の種類と量は同一であっても異なっていてもよい。
【0058】
鉢巻きラベルの製造
本発明の鉢巻きラベルは、当業者に公知の種々の方法を組み合わせることによって製造することができる。いかなる方法により製造された鉢巻きラベルであっても、特許請求の範囲に記載された条件を満たすものである限り本発明の範囲内に包含される。
【0059】
本発明に使用しうる基材層(A)と表面層(C)は、熱可塑性樹脂、無機微細粉末(D)および/または有機フィラー(D')を所定の割合で混合し、押出し等の方法により製膜することができる。また、製膜後に熱可塑性樹脂の融点より低い温度、好ましくは5〜60℃低い温度で1軸方向または2軸方向に延伸を行ってもよい。
【0060】
本発明に使用する水系接着剤に接する層(B)は、熱可塑性樹脂および表面処理無機微細粉末(D)を所定の割合で混合し、押出し等の方法により製膜することができる。また、製膜後に熱可塑性樹脂の融点より低い温度、好ましくは5〜60℃低い温度で1軸方向または2軸方向に延伸を行ってもよい。
【0061】
本発明の鉢巻きラベルには、両面にそれぞれ印刷や印字を行ってもよい。例えば、ラベルの表面には商品名を始めとする各種情報を印刷や印字をすることができる。また、剥離するために引き剥がしたラベルの一部は、くじ、クーポン、または応募券(応募ラベル)として利用することも可能である。また、印刷や印字を水系接着剤に接する層(B)に行った場合は、表側からは印刷や印字を確認することができないが、透明な物品に装着すれば、物品の内側を通して印刷や印字を視認することができる。また、敢えて不透明な物品に装着しておいて、剥離時に初めて印刷や印字を確認することができるようにしてもよい。特にくじを目的とする場合には有効である。印刷や印字の方法については、特に制限されず、通常用いられている方法を採用することができる。
【0062】
本発明の鉢巻きラベルは、本発明の趣旨を逸脱しない範囲で、用途に応じて別の熱可塑性樹脂フィルム、ラミネート紙、パルプ紙、不織布、織布等に積層して使用してもよい。またアルミニウム、銀などの金属層(金属箔、金属蒸着膜層)を設けてもよい。
【0063】
これら積層フィルム構造は、それぞれの層を別々に成形した後に積層することによって製造してもよいし、積層した後にまとめて延伸して製造してもよい。これらの方法は適宜組み合わせることもできる。
【0064】
本発明に使用する熱可塑性樹脂フィルムは無延伸であってもよいし、1軸方向または、2軸方向に延伸されていてもよい。本発明の鉢巻きラベルは、例えば、基材層(A)の各面に、表面層(C)と水系接着剤に接する層(B)を個別に積層し、該樹脂の融点より低い温度で1軸乃至2軸方向に延伸することにより、3層かつ全層1軸方向、乃至3層かつ全層2軸方向に配向した積層構造物として得ることができる。予め基材層(A)を1軸方向に延伸し、表面層(C)、水系接着剤に接する層(B)を両面に積層し、異なる延伸軸に再度1軸延伸することにより、1軸/2軸/1軸方向に配向した積層構造物として得ることもできる。別個に延伸して積層することも可能であるが、上記のように各層を積層した後にまとめて延伸する方が簡便であり製造コストも安くなる。これらの方法により、本発明の鉢巻きラベルが得ることが好ましい。
【0065】
延伸には、公知の種々の方法を使用することができる。延伸温度は、樹脂の融点より通常5〜60℃低い温度であり、また2種以上の樹脂を用いる場合は配合量の最も多い樹脂の融点より通常5℃以上低い温度であることが好ましい。
【0066】
延伸の具体的な方法としては、ロール群の周速差を利用したロール間延伸、テンターオーブンを利用したクリップ延伸などを挙げることができる。ロール間延伸によれば、延伸倍率を任意に調整して、任意の剛性、不透明度、平滑度、光沢度の熱可塑性樹脂フィルムを得ることが容易であるので好ましい。
【0067】
延伸倍率は特に限定されるものではなく、本発明の鉢巻きラベルの使用目的と、用いる樹脂の特性を考慮して決定する。ロール間延伸は通常は2〜11倍が好ましく、3〜10倍であることがより好ましく、4〜7倍であることがさらに好ましい。テンターオーブンを利用したクリップ延伸の場合は4〜11倍で延伸することが好ましい。ラベル基材の流れ方向と幅方向の各延伸倍率の積である面積倍率としては、通常は2〜80倍であり、好ましくは3〜60倍、より好ましくは4〜50倍である。面積倍率を2倍以上にすることによって、延伸ムラを防いでより均一な膜厚の熱可塑性樹脂フィルムを製造することが容易になる傾向がある。また80倍以下にすることによって、延伸切れや粗大な穴あきをより効果的に防ぐことができる傾向がある。
【0068】
延伸後の熱可塑性樹脂フィルムには、熱処理(アニーリング)を行うのが好ましい。熱処理の温度は、延伸温度から延伸温度より30℃高い温度を選択することが好ましい。熱処理を行うことにより、延伸による潜在応力が緩和し、延伸方向の熱収縮率が低減し、製品保管時の巻き締まりや、熱による収縮で生じる波打ち等が少なくなる。熱処理の方法はロール加熱または熱オーブンで行うのが一般的であるが、これらを組み合わせてもよい。これらの処理は延伸したフィルムを緊張下に保持された状態において熱処理するのがより高い処理効果が得られるので好ましい。
【0069】
また、熱処理後には表面にコロナ放電処理やプラズマ処理などの酸化処理を施すのが後の印刷性付与等を考慮した場合に好ましい。本発明の鉢巻きラベルの全厚は特に制限されないが、40〜400μmが好ましく、より好ましくは50〜250μm、さらに好ましくは60〜100μmの範囲である。
本発明の鉢巻きラベルに設けうる水系接着剤に接する層(B)の厚みは特に制限されないが、1〜35μmが好ましく、より好ましくは2〜30μm、さらに好ましくは3〜25μmの範囲である。前述の通り、水系接着剤に接する層(B)の厚みによりラベルの吸水量を調整することができる。
【0070】
鉢巻きラベルの物品への装着
本発明の鉢巻きラベルは、水系接着剤の種類や、エマルジョン系の場合は種々の相転移温度のものを適宜選択することにより、種々の物品に使用することができる。
【0071】
本発明の鉢巻きラベルを装着しうる物品を構成する材料として、例えば、アルミニウムやステンレス等の金属;ガラス;陶磁器;ポリエチレンテレフタレート(PET)、高密度ポリエチレン、ポリプロピレン、ポリエステル、ポリスチレン、ポリ塩化ビニル、ポリカーボネート等のプラスチックなどを挙げることができる。なかでもアルミニウムやステンレス等の金属、ガラス、陶磁器、高密度ポリエチレン、ポリプロピレン、ポリエステル、ポリスチレンが適しているが、とりわけポリエステル(例えばPETボトル)が適している。
【0072】
本発明の鉢巻きラベルを装着する物品は、鉢巻きラベルを鉢巻き状に巻いて付けることが可能なものであれば、その物品の形状や用途は特に制限されない。例えば、物品形状については、鉢巻き状に巻き付ける部分の断面が円、楕円、矩形などのいずれの形状になっていても構わないが、好ましくは円または楕円であり、さらに好ましくは円である。また、物品は中空部を有するもの(例えば、筒状ないしボトル状)であってもよいし、中空部を有しないものであってもよい。さらに、鉢巻き状に巻き付ける部分が該部分に隣接する部分よりも径が小さくなっていてもよいし、径が同じであってもよい。好ましいのは、鉢巻き状に巻き付ける部分が該部分に隣接する部分よりも径が小さくなっている、いわゆるくびれを有する物品である。本発明の鉢巻きラベルを装着する物品の用途については、容器、配管、公告用物品、バトン、ポール、照明具などを挙げることができるが、特に容器が適している。具体的には、水(ミネラルウォーター)、清涼飲料水、炭酸飲料、ジュース、乳飲料、乳酸飲料、ビール、ワイン、日本酒、各種蒸留酒、栄養ドリンク、調味料、医療用薬品、化粧品、化学薬品などの容器を例示することができるが、特にその種類は制限されない。
【実施例】
【0073】
以下に、製造例、実施例、比較例および試験例を挙げて本発明をさらに具体的に説明する。製造例および実施例に示す材料、使用量、割合、処理内容、処理手順等は本発明を逸脱しない限り適宜変更できる。従って、本発明の範囲は以下に示す具体例により限定的に解釈されるべきものではない。
【0074】
[表面処理剤の製造]
表面処理剤(E)である水溶性カチオン性コポリマーは、環流冷却器、温度計、滴下ロート、撹拌装置およびガス導入管を備えた反応器にジアリルアミン塩酸塩(60%)、500部とアクリルアミド(40%)13部および水40部を入れ、窒素ガスを流入させながら系内温度80℃に昇温した。攪拌下で滴下ロートを用いて重合開始剤、過硫酸アンモニウム(25%)30部を4時間に渡り滴下した。滴下終了後1時間反応を続け、粘稠な淡黄色液状物を得た。これを50g取り、500ml中のアセトン中に注ぐと白色の沈殿を生じた。沈殿を濾別しさらに2回100mlのアセトンでよく洗浄した後、真空乾燥して白色固体を得た。得られた重合体のGPCより求めた重量平均分子量は55000であった。
【0075】
[表面処理炭酸カルシウムの製造]
重質炭酸カルシウム(平均粒子径8μm 日本セメント社製乾式粉砕品)40重量%と水60重量%を充分攪拌混合にてスラリー状とし、さらに参考例にて製造した表面処理剤(E)を重質炭酸カルシウム100重量部当たり0.06重量部加え、テーブル式アトライター型媒体攪拌ミルを用いて直径1.5mmのガラスビーズ、充填率170%、周速10m/secで湿式粉砕した。
次いで、主成分が炭素数14のアルカンスルホン酸ナトリウムと炭素数16のアルカンスルホン酸ナトリウムの混合物2重量%水溶液50部を加え攪拌した。次いで350メッシュのスクリーンを通して分級、350メッシュを通過したスラリーを(株)奈良機械製作所MSD−200媒体流動乾燥機で乾燥した。得られた炭酸カルシウムの平均粒径をマイクロトラック(日機装(株)製)で測定したところ1.5μmであった。
【0076】
[熱可塑性樹脂フィルムの製造(製造例1〜10)]
以下の手順に従って本発明の条件を満たす熱可塑性樹脂フィルム(製造例1〜10)を製造した。
表1に使用した材料の詳細を記載した。表中の「MFR」はメルトフローレートを意味する。表3に各熱可塑性樹脂フィルムの製造にあたって使用した材料の種類と配合量(重量%)、延伸条件、層数および層の厚みを記載した。表3に記載される材料の番号は、表1に記載される材料の番号に対応している。
【0077】
製造例1において、表3に記載の組成を有する配合物[A]と配合物[B]および[C]を250℃に設定された押出機で溶融混練してB/A/Cの3層構造になるように共押出成形し、冷却装置にて70℃まで冷却して無延伸フィルムを得た。この無延伸フィルムを表3に記載の延伸温度(1)に加熱して縦方向にロール間で6倍延伸し、延伸温度(1)より20℃高い温度で熱処理を行い、得られたフィルムの両面に、放電処理機(春日電機(株)製)を用いて40W/m2・分のコロナ処理を行って3層の縦1軸延伸フィルムを得た。
【0078】
製造例2において、表3に記載の組成を有する配合物[A]と配合物[B]および[C]を250℃に設定された押出機で溶融混練して、B/A/Cの3層構造になるように共押出成形した後、冷却装置にて70℃まで冷却して無延伸フィルムを得た。この無延伸フィルムを表3に記載の延伸温度(1)に加熱して縦方向にロール間で5倍に延伸し、次いで表3に記載の延伸温度(2)に加熱してテンター延伸機を用いて横方向に8倍延伸し、延伸温度(2)より20℃高い温度で熱処理を行い、得られたフィルムの両面に、放電処理機(春日電機(株)製)を用いて40W/m2・分のコロナ処理を行って3層2軸延伸フィルムを得た。
【0079】
製造例3〜10において、表2に記載の配合物[A]を250℃に設定された押出機で溶融混練して、押出成形し冷却装置にて70℃まで冷却して単層の無延伸フィルムを得た。この無延伸フィルムを表2に記載の延伸温度(1)に加熱した後、縦方向にロール間で5倍に延伸し、縦1軸延伸フィルムを得た。次いで配合物[B]および[C]を250℃に設定された押出機で溶融混練して、前記縦1軸延伸フィルムの両面にそれぞれ積層後、表2に記載の延伸温度(2)に加熱後テンター延伸機を用いて横方向に8倍延伸し、延伸温度(2)より20℃高い温度で熱処理を行い、得られたフィルムの両面に、放電処理機(春日電機(株)製)を用いて40W/m2・分のコロナ処理を行って1軸延伸/2軸延伸/1軸延伸された3層延伸フィルムを得た。
【0080】
[熱可塑性樹脂フィルムに対する試験]
製造例1〜10で得られた熱可塑性樹脂フィルムについて、以下の試験を行って評価した。
【0081】
(1)吸水量
製造した熱可塑性樹脂フィルムを、コッブ法(JIS−P−8140)に準拠し、コッブサイズ測定器(熊谷理機工業(株)製)を使用して120秒間水と接触させた後、吸水量(液体吸収容量)を測定した。
【0082】
(2)エルメンドルフ引裂強度
製造した熱可塑性樹脂フィルムの引裂強度を、エルメンドルフ引裂強度測定器(東西精機(株)製:商品名「デジタル式エルメンドルフ引裂き試験機」を用いてJIS−P−8116の測定法で測定した。測定は、延伸方向であるMD方向と延伸方向と直交するTD方向について行った。
【0083】
(3)接着面の表面強度
製造した熱可塑性樹脂フィルムの接着面側に「セロテープ」(商品名ニチバン(株)製:商標)を貼着し、インターナルボンドテスター(熊谷理機工業(株)製)にてセロテープを剥離した際の強度を(kg−cm)測定した。
【0084】
[鉢巻きラベルの製造と容器への装着(実施例および比較例)]
製造例において得られた各熱可塑性樹脂フィルムから摘み部を有する鉢巻きラベル(横222mm×縦70mm)を図1に示すサイズで切り出し、表2に記載の各種水系接着剤(a〜c)を塗工して500ml用のPETボトル(直径60mmの円ボトル)にラベリングを実施し、表4に記載する実施例1〜7および比較例1〜5とした。結果を表4に示す。ラベリングに際しては、ラベリングマシンLNS型(光洋自動機(株)製)を使用して、PETボトルに接着剤を使用して貼合する部分(ラベル始端部)を20mm、始端部からPETボトルに鉢巻状に巻き付けて、始端部と重なる部分(ラベル終端部)の重なり幅20mmに接着剤を使用して接着した。容器であるPETボトルとラベルとの貼合部分(始端部)の塗工面積は横20mm×縦70mmとし、鉢巻状に巻きつけ後の終端部の塗工面積も横20mm×縦70mmとした。
【0085】
実施例1〜5は、それぞれ製造例1〜5の試験片に表2記載の接着剤aを固形分濃度で10g/m2塗工してラベルを作成した。
実施例6は、製造例4の試験片に表2記載の接着剤bを固形分濃度で10g/m2塗工してラベルを作成した。
実施例7は、製造例4の試験片に表2記載の接着剤cを固形分濃度で10g/m2塗工してラベルを作成した。
比較例1〜5は、表4記載の通り、製造例6〜10の試験片に表2記載の接着剤aを固形分濃度で10g/m2塗工してラベルを作成した。
【0086】
[ラベル付き容器に対する試験]
(1)ラベリング性評価
各実施例、比較例において作成した鉢巻きラベルについて、上記ラベリング方法にて水系接着剤を塗工してラベリングを実施した直後の容器に貼合されたラベル状態を観察した。
○:PETボトルにラベル貼合(使用可)
△:PETボトルに貼合されるがボトル運搬のコンベア壁面との擦れでラベルがずれる(使用不可)
×:PETボトルからラベル落下(使用不可)
【0087】
(2)剥離強度測定
各実施例、比較例において作成した鉢巻きラベルについて、上記ラベリング方法にて水系接着剤を塗工してPETボトル表面に貼合後、10日経過してからラベル端部をクリップで摘み、180°方向に剥離させながら、デジタルフォースゲージ((株)イマダ製作所製)を使用して剥離強度を測定した。
【0088】
(3)引裂性評価
各実施例、比較例において作成した鉢巻きラベル付きPETボトルについて、摘み部を摘んでラベル天地方向に引き上げて、ラベルの引裂き性を以下の基準で評価した。
◎:容易且つきれいに引裂け、摘み部は応募ラベル等として使用できる(使用可)
○:引裂けるが、摘み部は先細りになる(使用可)
×:引裂き途中で摘み部が千切れる(使用不可)
【0089】
(4)剥離性評価
各実施例、比較例において作成した鉢巻きラベル付きPETボトルについて、ラベルを引裂き剥離後、PETボトル接着部分における接着剤の総塗工面積におけるラベル基材残り・糊残りの具合について、以下の基準で面積を目視評価した。
◎:ラベル基材または水系接着剤残りの割合が0%以上5%未満(使用可)
○:ラベル基材または水系接着剤残りの割合が5%以上20%未満(使用可)
△:ラベル基材または水系接着剤残りの割合が20%以上30%未満(使用不可)
×:ラベル基材または水系接着剤残りの割合が30%以上(使用不可)
【0090】
【表1】

【0091】
【表2】
【0092】
【表3】
【0093】
【表4】
【産業上の利用可能性】
【0094】
本発明の鉢巻きラベルは、既存のグルー糊方式の利便性を生かして容易に容器等の物品に巻き付けて装着することができるとともに、使用後に簡便に引裂くことによって物品表面に接着剤をさほど残すことなく容易に容器から剥離することができる。従って、本発明の鉢巻きラベルは、環境対応などを鑑みたリターナブル容器等に使用すれば、洗浄の際の手間を大幅に削減でき、極めて有用である。
【図面の簡単な説明】
【0095】
【図1】本発明の鉢巻きラベルの一実施態様を示す正面図である。
【図2】本発明の鉢巻きラベルの別の一実施態様を示す正面図である。
【図3】本発明のラベル付き物品の一実施態様を示す斜視図である。
【符号の説明】
【0096】
1 始端部
2 終端部
3 摘み部
【技術分野】
【0001】
本発明は、物品の表面に巻き付けることにより装着する鉢巻きラベルと、そのラベルを付した容器などの物品に関する。特に、水、清涼飲料水、炭酸飲料、ジュース、乳飲料、乳酸飲料、ビール、ワイン、日本酒、各種蒸留酒、栄養ドリンク、調味料、医療用薬品、化粧品、化学薬品などの容器の表面に使用され、商品名など各種情報の表示を主な目的とする鉢巻きラベルに関する。
【背景技術】
【0002】
PET等のプラスチック、ガラス、金属からなる容器や商品には、プラスチックフィルム類や紙類からなる様々なタイプのラベルが貼り付けられている。
プラスチックフィルム類からなるラベルを容器に装着する方法として、筒状の熱収縮するフィルムラベルを装填後熱収縮する方法(シュリンク方式)や、筒状の伸縮性のフィルムラベルを引き伸ばして装填する方法(ストレッチ方式)がある(特許文献1〜3)。また、紙類からなるラベルを装着する方法として、容器に貼り付ける直前にラベル裏面に糊を塗布し、その後糊を乾燥させて貼り付ける方法(グルー糊方式)、粘着性を有する糊(感圧粘着剤)をあらかじめラベルの裏面に塗布しておき、圧をかけて貼り付ける方法(タック糊方式)、加熱されると粘着性が発現するディレード糊をあらかじめラベルの裏面に塗布しておき、貼り付け直前に熱風等でラベルを加熱して糊を粘着性にして、その後圧をかけて貼り付ける方法(ヒートシール糊方式)等がある(特許文献4〜7)。しかしながら、これらの方法は、以下に記載するような種々の問題を抱えていた。
【0003】
シュリンク方式およびストレッチ方式は、ラベルを筒状に加工する工程を必要とすることから、作業工程が増え、装着装置も大掛りなものとなり、コスト面で問題がある。また、フィルム素材からなるラベルにしか使用できないため、醤油、日本酒、和菓子等の紙素材が好まれる容器への装着はデザイン上の制約がある。
【0004】
グルー糊方式は、糊(水系接着剤)の塗布量の設定、糊の交換、使用後の糊の清掃を要する方式であるため、オペレーターの熟練が必要である。また、水系接着剤は紙素材以外のラベルに適用した場合は乾燥が遅くなる傾向がある反面、乾燥後は強固であり、紙素材のラベルに適用した場合は基材が破れやすく剥離した後に糊とともに基材が容器表面に残りやすいという欠点がある。ただし、タック糊方式とは異なり離型紙を必要としないので、ヒートシール糊方式と同様に資源の無駄を省くことができる。さらに、糊の塗布・貼合のみであることから設備もシンプルにすることができ、且つラベル貼合スピードも高速であり、設備投資、稼働率でコストダウンが可能である等のメリットもある。
【0005】
タック糊方式は、あらかじめタック糊が塗られているため、ラベルが貼り付けられる直前までは他に付着しない様に特殊な処理をした合紙(離型紙と呼ばれる)を必要とする。ラベル付き容器自体は貼着後すぐに使用できるが、この合紙はラベル使用後にゴミとして廃棄されるためゴミの増加に直結し、また資源の無駄使いという点で問題もある。さらに離型紙は高価であり、コストアップの要因ともなっている。また、ラベルを容器に貼るスピードが遅いこともあって、大量に生産される容器へ貼り付けられるラベルには不向きである。
【0006】
ヒートシール糊方式は、加熱前は粘着性が無く加熱により粘着性が発現するディレード糊をあらかじめラベルの裏面に塗布しておくものであることから、加熱により糊の粘着性を発現させて圧をかけるだけで簡単に容器に貼り付けることができる。また、タック糊方式の様に離型紙を必要としないので、資源の無駄も省くことができる。しかしながら、ラベル貼合時に加熱し過ぎるとプラスチック系容器が変形する問題があり、比較的低い温度で加熱、貼合する必要がある。ディレード糊は、通常、ガラス転移温度が0〜40℃程度の熱可塑性樹脂に、固体可塑剤と、必要に応じて粘着付与剤とを混合した組成を有するが、特に夏場等、高温環境下でのディレード糊を塗布したラベルのロールを倉庫保管したり輸送したりする際や、熱が掛かる印刷方式に用いる際には、使用前に粘着性が発現してブロッキングし、それがトラブルの原因となるという問題がある。
【特許文献1】特開昭56−48941号公報
【特許文献2】実開平2−37837号公報
【特許文献3】特開平1−99935号公報
【特許文献4】特開昭55−76378号公報
【特許文献5】特開平5−173487号公報
【特許文献6】特開2004−29656号公報
【特許文献7】特開平5−4279号公報
【発明の開示】
【発明が解決しようとする課題】
【0007】
従来は、上記の如く一長一短のある種々のラベルと装着方式の中から、用途等に応じて適宜選択がなされてきた。一方、最近では環境問題や資源のリサイクル化などの面から、PETボトルやガラス瓶等の容器を回収して再利用することが要求されるようになっている。特に、容器リサイクル法の制定に伴い、容器リサイクルを円滑に行うための動きが年々活発化してきている。PETボトルリサイクル推進協議会によるリサイクル法「第二種指定PETボトルの自主設計ガイドライン」によれば、1.5%アルカリ濃度の洗浄液中に85〜90℃で15分間浸漬処理したときにラベルが剥離し、接着剤がボトルに残らないようにすることが求められている。さらには、85℃の熱水で15分間浸漬処理したときにラベルが剥離し、接着剤がボトルに残らないようにすることが望まれている。このため、リサイクル工場等でラベルと容器を分別する際に上記の要求を満たすようにすることや、一般家庭でボトルを回収して捨てる際に、特別な処理を施さなくてもラベルを容易に剥離させることができて、しかも接着剤やラベルの残留物がなるべくボトルに残らないようにすることが必要とされてきている。
【0008】
このように、ゴミの減量と分別回収によるリサイクルが一段と求められるようになってきた昨今では、容器から容易に剥がすことができるラベルの必要性がますます高まってきている。しかしながら、タック糊方式、ヒートシール糊方式、グルー糊方式の紙ラベルでは、容器との剥離強度が経時的に増加し紙接着面の強度よりも容器との剥離強度が強くなってしまうことから、ラベルを手で剥離する際にラベル基材が破れ、容易に剥がせなくなってしまう。また、紙接着面と各種糊との接着強度が、容器と各種糊との接着強度より強くなることが多く、ラベルは剥がせるが容器に糊が残ってしまうことも頻発している。この問題に対処するために、工業的に使用後のボトルを回収して水酸化ナトリウム溶液に浸漬させ、ラベルを溶解剥離させるリサイクルシステムも開発されているが、このシステムを導入するには大規模なデラベリング装置に対する設備投資が必要となる。また、このシステムが普及してしまうと一人一人が環境問題を考えて自覚する機会を奪うことになりかねない。一方、シュリンクフィルム・ストレッチフィルムを使用したラベルは、消費者が剥離、分別することができるように設計されているが、ミシン目を入れたフィルムであっても剥離するには力が必要な場合が多く、子供はもとより大人でも剥離できないことがある。また無理に剥離しようとすると、爪の間にフィルムが喰いこみ、怪我の恐れがある。
【0009】
このような従来技術の課題を考慮して、本発明は、既存のグルー糊方式の利便性を生かしながら、容易に剥離可能なラベルを提供することを目的とする。詳しくは、流通時にラベルが剥離しない程度の接着強度がありながら、使用後に手で簡単に剥がすことのできる易剥離性を有しており、ラベル剥離後に接着剤が残りにくいという特徴を有するリサイクル性に適した鉢巻きラベル、および、そのラベル付き物品を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは鋭意に研究を重ねた結果、熱可塑性樹脂を含有する鉢巻きラベルの引裂強度と裏面の吸水量を所定の範囲内にすることによって従来技術の課題を解決しうることを見出して、下記の本発明を提供するに至った。
[態様1]
始端部と終端部を有する鉢巻きラベルであって、前記終端部の裏面と前記始端部の表面とを重ね合わせて水系接着剤で接着しうるように構成されており、前記鉢巻きラベルの裏面の吸水量が1〜30ml/m2であり、前記鉢巻きラベルの巻き付け方向とそれに直交する方向のいずれか一方のエルメンドルフ引裂強度が8〜50gFであり、かつ、熱可塑性樹脂を含有することを特徴とする鉢巻きラベル。
[態様2]
前記鉢巻きラベルの裏面の表面強度が0.9〜2.0kg−cmであることを特徴とする態様1に記載の鉢巻きラベル。
[態様3]
前記終端部の裏面に水系接着剤が塗工されていることを特徴とする態様1または2に記載の鉢巻きラベル。
[態様4]
前記終端部の裏面に水系接着剤が、巻き付け方向に略直交する方向に帯状に塗工されていることを特徴とする態様3に記載の鉢巻きラベル。
[態様5]
前記鉢巻きラベルを装着しようとする物品と前記始端部の裏面との間を水系接着剤で接着しうるように構成されていることを特徴とする態様1〜4のいずれか一項に記載の鉢巻きラベル。
[態様6]
前記始端部の裏面に水系接着剤が塗工されていることを特徴とする態様5に記載の鉢巻きラベル。
[態様7]
前記始端部の裏面に水系接着剤が、網点状、格子状、縞模様および市松模様からなる群より選択される1以上のパターン状に塗工されていることを特徴とする態様6に記載の鉢巻きラベル。
[態様8]
表側から裏側に向けて、表面層(C)、基材層(A)、水系接着剤に接する層(B)を順に有することを特徴とする態様1〜7のいずれか一項に記載の鉢巻きラベル。
[態様9]
前記水系接着剤に接する層(B)が90重量%以下の無機微細粉末(D)を含むことを特徴とする態様8に記載の鉢巻きラベル。
[態様10]
前記無機微細粉末(D)が、表面処理剤(E)により表面処理されていること特徴とする態様9に記載の鉢巻きラベル。
[態様11]
基材層(A)および表面層(C)が、熱可塑性樹脂20〜100重量%、無機微細粉末(D)0〜80重量%および/または有機フィラー(D')0〜50重量%を含有すること特徴とする態様8〜10のいずれか一項に記載の鉢巻きラベル。
[態様12]
前記水系接着剤に接する層(B)が少なくとも一軸延伸した熱可塑性樹脂延伸フィルムからなることを特徴とする態様8〜11のいずれか一項に記載の鉢巻きラベル。
[態様13]
前記水系接着剤に接する層(B)の水系接着剤塗工側の表面強度が0.9〜2.0kg−cmであることを特徴とする態様8〜12のいずれか一項に記載の鉢巻きラベル。
[態様14]
前記ラベルが巻き付け方向に略直交する方向に延伸されており、該延伸方向のエルメンドルフ引裂強度が8〜50gFであることを特徴とする態様1〜13のいずれか一項に記載の鉢巻きラベル。
[態様15]
前記水系接着剤に接する層(B)または表面層(C)の少なくとも一方の面が印刷されていることを特徴とする態様8〜14のいずれか一項に記載の鉢巻きラベル。
[態様16]
前記ラベルの巻き付け方向の辺に幅が0.5cm以上の摘み部が形成されていることを特徴とする態様1〜15のいずれか一項に記載の鉢巻きラベル。
[態様17]
ラベルの巻き付け方向に略直交する方向に、前記摘み部からラベルを横断するようにミシン目が形成されていることを特徴とする態様16に記載の鉢巻きラベル。
[態様18]
前記ラベルに、くじ、クーポン、または応募券が設けられていることを特徴とする態様1〜17のいずれか一項に記載の鉢巻きラベル。
[態様19]
前記ラベルの摘み部より引き剥がしたラベルの一部が、くじ、クーポン、または応募券を形成することを特徴とする態様18に記載の鉢巻きラベル。
【0011】
[態様20]
態様3〜19のいずれか一項に記載の鉢巻きラベルを物品に巻き付けて、該ラベルの終端部の裏面と始端部の表面とを重ね合わせて水系接着剤で接着して物品に装着してなることを特徴とするラベル付き物品。
[態様21]
態様6〜19のいずれか一項に記載の鉢巻きラベルの始端部を物品に接着し、始端部を起点として該ラベルを物品に巻き付け、該ラベルの終端部の裏面と始端部の表面とを重ね合わせて水系接着剤で接着して物品に装着してなることを特徴とするラベル付き物品。
[態様22]
前記ラベルを前記物品から剥離した後の物品への糊残りが、接着部の面積の0〜20%であることを特徴とする態様21に記載のラベル付き物品。
[態様23]
前記ラベルを前記物品に接着してから24時間以上経過した後において、ラベルと物品との間の剥離強度が0.5〜5N/20mmであることを特徴とする態様21または22に記載のラベル付き物品。
[態様24]
前記物品が容器であることを特徴とする態様20〜23のいずれか一項に記載のラベル付き物品。
【発明の効果】
【0012】
本発明の鉢巻きラベルは、既存のグルー糊方式の利便性をそなえていて、流通時にラベルが剥離しない程度の接着強度がありながら、使用後に手で簡単に剥がすことのできる易剥離性を有している。また、ラベル剥離後に接着剤が残りにくいため、容器などの物品のリサイクルを図ることができ、近年の環境問題に十分に対処することができる。さらに、本発明の鉢巻きラベルは、冷蔵庫等からの出し入れ等で生じる結露に対する耐水性にも優れている。
【発明を実施するための最良の形態】
【0013】
以下において、本発明の鉢巻きラベルについて詳細に説明する。以下に記載する構成要件の説明は、本発明の代表的な実施態様に基づいてなされることがあるが、本発明はそのような実施態様に限定されるものではない。なお、本明細書において「〜」を用いて表される数値範囲は、「〜」の前後に記載される数値を下限値および上限値として含む範囲を意味する。
【0014】
鉢巻きラベルの構成と特性
本発明の鉢巻きラベルは、始端部と終端部を有する鉢巻きラベルである。ここでいう鉢巻きラベルとは、容器などの物品表面にラベルの始端部を起点として巻き付けて該ラベルの終端部の裏面を始端部の表面に重ね合わせて接着することによりとり付けることができるように構成されているラベルである。始端部と終端部は、互いに重ね合わせて接着することができる程度の面積を有することが必要とされる。その面積は、本発明の鉢巻きラベルの形状、使用する水系接着剤の種類と量、装着する物品の形状や表面状態などによって異なるが、通常は、始端部と終端部の各面積は鉢巻きラベルの全面積の3〜30%、好ましくは5〜20%、より好ましくは7〜15%である。
【0015】
図1は、本発明の鉢巻きラベルの一態様を示す図である。本発明の鉢巻きラベルは、図に示すように矩形をしていることが好ましいが、四隅はRを有していてもよく、また必ずしも矩形でなくてもよく、例えば台形、平行四辺形、扇形であってもよい。本発明の鉢巻きラベルが矩形であるとき、長辺と短辺の比は特に制限されない。図1には、本発明の好ましい鉢巻きラベルの寸法が明記されているが、図示するような222mm×70mmのラベルであれば、始端部と終端部の幅は、例えば5〜100mmとすることも可能であり、10〜30mmがより好ましく、15〜25mmがさらに好ましい。
【0016】
本発明の鉢巻きラベルには、剥離を容易にするために、指で摘むことができるような摘み部を形成しておくことが好ましい。剥離時にはこの摘み部を指で摘み、ラベルを引き裂くことでラベルの大部分が容器などの物品から離れたフリーな状態となる。摘み部は、ラベルの巻き付け方向の辺に形成することができる。該摘み部は、図1に示すように始端部と終端部を除くラベルの辺に設けてもよく、図2に示す様に始端部と終端部を含むように設けてもよい。引き剥がしやすさの観点からは、図1に示すように始端部と終端部を除くラベルの辺に設けることが好ましい。
例えば、図1に示すように、長辺に10mm間隔で2つのノッチを設けることによって幅10mmの摘み部を形成することができる。摘み部は、指で摘むことができるものであればその形態は特に制限されるものではなく、例えば辺からタブ状に突き出た形態を有するものであってもよい。摘み部の幅は、0.5cm以上であることが好ましく、0.7cm以上であることがより好ましい。上限については、通常5cm以下であり、好ましくは3cm以下である。摘み部の幅が0.5cm以上であれば、指でより摘み易い傾向があり、摘み部の幅が5cm以下であれば引き裂きやすい。
【0017】
本発明の鉢巻きラベルは、容易に引き裂いて剥離しやすくするために、前記鉢巻きラベルの巻き付け方向およびそれに直交する方向のいずれか一方のエルメンドルフ引裂強度が8〜50gFとなるように設計する。該エルメンドルフ引裂強度は、10〜45gFであることがより好ましい。エルメンドルフ引裂強度が8gF未満では、搬送時にラベル同士の擦れあいや、容器等の膨張によりラベル自体が裂けてしまうため好ましくない。エルメンドルフ引裂強度が50gFを越えては、引裂き時の抵抗が大きく、引裂き途中で千切れてしまう恐れがあり好ましくない。50gF以下であれば、引裂き時に抵抗なく直線状に引裂ける。8〜50gFのエルメンドルフ引裂強度を得るためには、特にラベルの巻き付け方向に略直交する方向に延伸したフィルムを用いることが好ましい。なお、本発明でいうエルメンドルフ引裂強度はJIS−P−8116に基づいて測定される。
【0018】
本発明の鉢巻きラベルに形成された摘み部からは、ラベルを横断するようにミシン目が伸長していることが好ましい。例えば、図1に示す2つのノッチの各先端から最短距離でラベルを横断するようにミシン目を設けることができる。好ましいのは、ラベルの巻き付け方向に略直交する方向にミシン目を設けている態様である。本発明において略直交する方向とは、直交する方向から±20°の範囲内の方向を意味し、好ましくは±10°の範囲内の方向であり、より好ましくは±5°の範囲内の方向であり、さらに好ましくは±3°の範囲内の方向である。このようにラベルを横断するようにミシン目を形成することによって、摘み部を指で摘んで図2の矢印で示すようにミシン目の伸長方向に引き上げることによって、容易にラベルを引き裂いて物品から剥離することができる。
【0019】
本発明の鉢巻きラベルは、容器などの物品に始端部を起点として巻き付けた後、終端部の裏面と始端部の表面とを重ね合わせて水系接着剤で接着することにより、物品に装着することができる。このとき、終端部の裏面にはあらかじめ水系接着剤を塗工しておいてもよいし、接着時に終端部の裏面と始端部の表面との間に水系接着剤を挿入してもよい。好ましいのは、前者である。本発明の鉢巻きラベルの裏面の吸水量は1〜30ml/m2となるように設計する。好ましい吸水量は3〜28ml/m2であり、より好ましくは3〜20ml/m2である。吸水量が1ml/m2未満であると、糊中の水分がラベルに浸透しきれず、所望の接着強度がえられない。吸水量が1ml/m2以上であれば、糊の乾燥に時間をかけずにラベリング時の初期接着力は充分に得られ、ラベルのズレや落下を防ぐことができるため、高速でラベルを接着しやすい。逆に吸水量が30ml/m2を越えると、糊中の水分を吸収しすぎる事から、ラベリング前に糊自体が乾燥してしまい所望の接着力が得られない。30ml/m2以下であれば裏面に糊を塗工した直後に乾燥してしまうこともなく所望の接着力が得られる。吸水量が1〜30ml/m2となるようにするためには、ラベルの裏面として後述する水系接着剤に接する層(B)を設け、この層(B)の厚みやこの層(B)に用いる無機微細粉末(D)の配合量等により調整することができる。
【0020】
本発明の鉢巻きラベルはその裏面の表面強度は0.9kg−cm以上であることが好ましい。1.0kg−cm以上であることがより好ましい。表面強度が0.9kg−cmに満たない場合は、容器などの物品からラベルを剥離する際に接着剤と物品表面との間の接着強度よりも、ラベルの表面強度が相対的に弱くなり易いため、ラベル表面の破壊が生じ、物品表面にラベル基材残りや接着剤残りが生じやすい傾向にある。また同様に、裏面の表面強度は2.0kg−cm以下であることが好ましい。2.0kg−cm以下であれば、接着面に充分な吸水性能を発現しやすいため、ラベリング時の接着性能が得られ易い傾向にある。該表面強度を0.9〜2.0kg−cmとなるようにするためには、ラベルの裏面として後述する水系接着剤に接する層(B)を設け、この層(B)の延伸倍率やこの層(B)に用いる無機微細粉末(D)の配合量等により調整することができる。
【0021】
本発明の鉢巻きラベルは、始端部の裏面に水系接着剤を塗工して容器などの物品に接着させることができる。物品に接着してから24時間以上経過後の物品からの剥離力は0.5N/20mm以上であることが好ましく、1.0N/20mm以上であることがより好ましい。剥離力が0.5N/20mm以上であれば、輸送時にラベルが剥離しにくい傾向がある。また、剥離力は8N/20mm以下であることが好ましく、5N/20mm以下であることがより好ましい。8N/20mm以下であれば、接着力が強すぎて剥離の際に物品表面に糊残りが生じる事態を回避しやすい傾向がある。また、5N/20mm以下であれば手作業で容易に引き剥がすことができ、糊残りをさらに少なくできる傾向にある。
【0022】
本発明の鉢巻きラベルの剥離力や接着力は、水系接着剤の種類を選定することによって調整することができる。本発明で使用するラベル用接着剤は、水系溶媒と、天然系高分子もしくは固体可塑剤と高分子からなる所謂「水系接着剤(グルー糊)」であるが、手で容易に剥離することができるようにするためには、経時的に接着力が大きく変化しない糊を使用することが好ましい。経時的に接着力が大きく増加する糊を使用して、最終の接着強度を基材強度よりも弱く設定すると、貼り付け初期での接着力が非常に弱くなり、ラベルの貼り付け後浮きが発生したり、わずかな衝撃でラベルが剥がれたりすることもある。
【0023】
また、本発明の鉢巻きラベルの剥離力や接着力は、接着剤の適用パターンを変えることによって調整することもできる。例えば、始端部の裏面に塗工する水系接着剤は、網点状、格子状、縞模様および市松模様からなる群より選択される1以上のパターン状に塗工することが好ましい。すなわち、接着部と非接着部が混在するパターンに塗工し、接着部/非接着部の面積割合を変化させることで接着力を調整することができる。また、終端部の裏面に塗工する水系接着剤は、巻き付け方向に略直交する方向に帯状に塗工することが好ましい。
【0024】
鉢巻きラベルの層構成と材料
本発明の鉢巻きラベルは、熱可塑性樹脂を含む。すなわち、熱可塑性樹脂フィルムから構成されるものであることが好ましい。本発明の鉢巻きラベルは水系接着剤に接する層(B)を有していることが好ましく、強度や両面印刷を担保するために、基材層(A)と表面層(C)をさらに含むものであってもよい。より好ましい層構成は、基材層(A)を中心層とし、その表面に表面層(C)を設け、反対面に水系接着剤に接する層(B)設けたものである。
【0025】
基材層(A)および表面層(C)は、それぞれ熱可塑性樹脂を好ましくは20〜100重量%、より好ましくは30〜80重量%、さらに好ましくは40〜70重量%、無機微細粉末(D)を好ましくは0〜80重量%、より好ましくは20〜70重量%、さらに好ましくは30〜60重量%、および/または、有機フィラー(D')を好ましくは0〜50重量%、より好ましくは0〜40重量%、さらに好ましくは0〜30重量%含有する。無機微細粉末(D)を80重量%以下にし、有機フィラー(D')を50重量%以下にすることによって、膜厚の均一なフィルムが得られやすくなる。
【0026】
水系接着剤に接する層(B)の熱可塑性樹脂の含有量は、10〜100重量%であることが好ましく、15〜99重量%であることがより好ましく、20〜80重量%であることがさらに好ましく、40〜70重量%であることが特に好ましい。水系接着剤に接する層(B)の無機微細粉末(D)の含有量は0〜90重量%であることが好ましく、1〜85重量%であることがより好ましく、20〜80重量%であることがさらに好ましく、30〜60重量%であることが特に好ましい。層(B)の無機微細粉末の配合量によりラベルの吸水量を調整しうるが、無機微細粉末の配合量が90重量%以下であれば延伸がより容易であるという利点がある。
各層には、必要に応じて、熱安定剤、紫外線安定剤、酸化防止剤、ブロッキング防止剤、核剤、滑剤、着色剤等を配合してもよい。これらは3重量%以下の割合で配合するのが好ましい。
【0027】
[熱可塑性樹脂]
本発明の鉢巻きラベルに使用される熱可塑性樹脂フィルムは、熱可塑性樹脂を含むものである。使用できる熱可塑性樹脂としては、高密度ポリエチレン、中密度ポリエチレン、低密度ポリエチレン等の結晶性エチレン系樹脂、結晶性プロピレン系樹脂、ポリメチル−1−ペンテン等の結晶性ポリオレフィン系樹脂、ナイロン−6、ナイロン−6,6、ナイロン−6,10、ナイロン−6,12等のポリアミド系樹脂、ポリエチレンテレフタレートやその共重合体、ポリエチレンナフタレート、脂肪族ポリエステル等の熱可塑性ポリエステル系樹脂、ポリカーボネート、アタクティックポリスチレン、シンジオタクティックポリスチレン、ポリフェニレンスルフィド等の熱可塑性樹脂が挙げられる。これらは2種以上混合して用いることもできる。
【0028】
これらの中でも、耐薬品性や生産コスト等の観点より、結晶性ポリオレフィン系樹脂を用いることが好ましく、結晶性プロピレン系樹脂を用いることがより好ましい。結晶性ポリオレフィン系樹脂は、結晶性を示すものである。X線回折法による樹脂の結晶化度は、通常20%以上が好ましく、35〜75%がより好ましい。結晶性を示さないものは、延伸により熱可塑性樹脂フィルム表面に空孔(開口)が十分に形成されない。該結晶化度はX線回折、赤外線スペクトル分析等の方法によって測定することができる。
【0029】
結晶性プロピレン系樹脂としては、プロピレンを単独重合させたアイソタクティック重合体またはシンジオタクティック重合体を用いることが好ましい。また、エチレン、1−ブテン、1−ヘキセン、1−ヘプテン、4−メチル−1−ペンテン等のα−オレフィンとプロピレンとを共重合させた様々な立体規則性を有するプロピレンを主成分とする共重合体を使用することもできる。共重合体は2元系でも3元系以上の多元系でもよく、またランダム共重合体でもブロック共重合体でもよい。
【0030】
[無機微細粉末(D)および有機フィラー(D')]
本発明の鉢巻きラベルを構成する熱可塑性樹脂フィルムに使用することができる無機微細粉末(D)としては、重質炭酸カルシウム、軽質炭酸カルシウム、焼成クレー、タルク、酸化チタン、硫酸バリウム、酸化亜鉛、酸化マグネシウム、珪藻土、酸化珪素などの無機微細粉末、無機微細粉末の核の周囲にアルミニウム酸化物ないしは水酸化物を有する複合無機微細粉末、中空ガラスビーズ等を例示することができる。中でも重質炭酸カルシウム、焼成クレー、珪藻土は安価で延伸時に多くの空孔を形成させることができるために好ましい。
【0031】
本発明の鉢巻きラベルを構成する熱可塑性樹脂フィルムに使用することができる有機フィラー(D')は、空孔形成の目的のために、上記の熱可塑性樹脂よりも融点またはガラス転移点が高くて非相溶性の樹脂から選択して用いることが好ましい。具体例としては、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリカーボネート、ポリエチレンナフタレート、ポリスチレン、アクリル酸エステルないしはメタクリル酸エステルの重合体や共重合体、メラミン樹脂、ポリエチレンサルファイト、ポリイミド、ポリエチルエーテルケトン、ポリフェニレンサルファイド、環状オレフィンの単独重合体および環状オレフィンとエチレンなどとの共重合体(COC)等を例示することができる。上記熱可塑性樹脂として結晶性ポリオレフィン系樹脂を使用する場合には、有機フィラー(D')として、特に、ポリエチレンテレフタレート、ポリブチレンテレフタレート、ポリアミド、ポリカーボネート、ポリエチレンナフタレート、ポリスチレン、環状オレフィンの単独重合体および環状オレフィンとエチレンなどの共重合体(COC)より選択して用いることが好ましい。
【0032】
本発明の鉢巻きラベルにおける基材層(A)、および表面層(C)の有機フィラー(D')の含有量は、0〜50重量%が好ましく、0〜40重量%がより好ましい。
【0033】
本発明に使用する無機微細粉末(D)の平均粒子径または有機フィラー(D')の平均分散粒子径は、好ましくは0.1〜20μm、より好ましくは0.5〜15μmの範囲である。熱可塑性樹脂との混合の容易さを考慮すると0.1μm以上のものを用いることが好ましい。粒子径が0.1μm以上であれば、延伸による空孔形成が容易で所望の表面を有する延伸フィルムがより得られやすい傾向がある。また、平均粒子径が20μm以下であれば、延伸性が良好で成形時における延伸切れや穴あきをより効果的に抑えることができる傾向がある。
【0034】
本発明に使用する無機微細粉末(D)の平均粒子径は、一例として粒子計測装置、例えば、レーザー回折式粒子計測装置(株式会社日機装製、商品名:マイクロトラック)により累積で50%にあたる粒子径(累積50%粒子径)を測定することにより求めることができる。
【0035】
また、溶融混練と分散により熱可塑性樹脂中に分散した有機フィラー(D')の平均分散粒子径は、鉢巻きラベル断面の電子顕微鏡観察により粒子の少なくとも10個を測定してその粒子径の平均値として求めることができる。本発明に使用する無機微細粉末(D)や有機フィラー(D')は、上記の中から1種を選択してこれを単独で使用してもよいし、2種以上を選択して組み合わせて使用してもよい。2種以上を組み合わせて使用する場合には、無機微細粉末(D)と有機フィラー(D')の組み合わせであってもよい。
【0036】
[表面処理剤(E)]
本発明の鉢巻きラベルを構成する熱可塑性樹脂フィルムに使用することができる無機微細粉末に使用する表面処理剤(E)は、ジアリルアミン塩またはアルキルジアリルアミン塩より選ばれる(E1)と非イオン親水性ビニルモノマー(E2)との共重合体(水溶性カチオンコポリマー)であることが好ましい。また、「塩」とは、塩を形成する陰イオンが塩化物イオン、臭化物イオン、硫酸イオン、硝酸イオン、メチル硫酸イオン、エチル硫酸イオン、メタンスルホン酸イオンより選ばれるものを示す。
【0037】
(E1)の具体例としては、ジアリルアミン塩、炭素数1〜4の範囲のアルキルジアリルアミン塩およびジアルキルジアリルアミン塩、すなわちメチルジアリルアミン塩やエチルジアリルアミン塩、ジメチルジアリルアミン塩、メタクリロイルオキシエチルトリメチルアンモニウム、アクリロイルオキシエチルトリメリルアンモニウム、メタクリロイルオキシエチルジメチルエチルアンモニウムやアクリロイルオキシエチルジメチルエチルアンモニウムのクライド、ブロマイド、メトサルフェート、またはエトサルフェート、N,N−ジメチルアミノエチルメタクリレートやN,N−ジメチルアミノエチルアクリレートをエピクロロヒドリン、グリシドール、グリシジルトリメチルアンモニウムクロライドなどのエポキシ化合物でアルキル化して得られる4級アンモニウム塩が挙げられ、これらの中でも、好ましくはジアリルアミン塩、メチルジアリルアミン塩およびジメチルジアリルアミン塩である。
【0038】
(E2)の具体例としては、アクリルアミド、メタクリルアミド、N−ビニルホルムアミド、N−ビニルアセトアミド、N−ビニルピロドリン、2−ヒドロキシエチルメタクリレート、2−ヒドロキシエチルアクリレート、2−ヒドロキシ(メタ)アクリレート、3−ヒドロキシプロピル(メタ)アクリレート、(メタ)アクリル酸メチルエステル、(メタ)アクリル酸エチルエステル、(メタ)アクリル酸ブチルエステルであり、これらの中でも好ましくはアクリルアミド、メタクリルアミドである。(E1)と(E2)の共重合比は任意であるが、好ましい範囲として、(E1)は10〜99モル%、より好ましくは50〜97モル%、さらに好ましくは65〜95モル%であり、(E2)は90〜1モル%、より好ましくは50〜3モル%、さらに好ましくは35〜5モル%である。
【0039】
(E1)と(E2)より得られる表面処理剤(E)は上記モノマー混合物を水性媒体中で、過硫酸アンモニウムや2,2−アゾビス(2−アミジノプロパン)ジヒドロクロライド等の開始剤を使用して40℃〜100℃、1例として50〜80℃にて2時間〜24時間反応させて得ることができる。該重合体は特開平5−263010号公報、特開平7−300568号公報等に記載された方法により製造することができ、本発明の目的を達成するために使用可能である。特開昭57−48340号公報、特開昭63−235377号公報等に記載されたものの一部を使用することもできる。これらの中で好ましくはジアリルアミンまたはジアリルジメチルアミンの塩酸塩、硫酸塩とメタクリルアミド、アクリルアミドの共重合体である。
【0040】
該重合体の分子量は、1mol/Lの塩化ナトリウム水溶液中の25℃での極限粘度で示すと通常0.05〜3、好ましくは0.1〜0.7、さらに好ましくは0.1〜0.45の範囲である。また、ゲルパーミエーションクロマトグラフィーで測定される重量平均分子量で表すと、通常約5000〜950000、好ましくは約10000〜500000、さらに好ましくは約10000〜80000の範囲である。
【0041】
水溶性アニオン系界面活性剤よりなる表面処理剤(E)は分子内に陰イオン性官能基を有する。その具体例として以下のものが挙げられ、適宜選択して使用される。
【0042】
具体例として、(E3)炭素数4〜40の範囲の炭化水素基を有するスルホン酸塩、(E4)炭素数4〜40の範囲の炭化水素基を有するリン酸エステル塩、炭素数4〜40の範囲の高級アルコールのリン酸モノまたはジエステルの塩、(E5)炭素数4〜40の範囲の炭化水素基を有するアルキルベタインやアルキルスルホベタインなどが挙げられる。
(E3)〜(E4)における「塩」とはリチウム塩、ナトリウム塩、カリウム塩、カルシウム塩、マグネシウム塩、1〜4級アンモニウム塩、1〜4級ホスホニウム塩を示し、塩として好ましいのは、リチウム塩、ナトリウム塩、カリウム塩、4級アンモニウム塩、より好ましくはナトリウム塩またはカリウム塩である。
【0043】
(E3)炭素数4〜40の範囲の炭化水素基を有するスルホン酸塩としては、炭素数4〜40、好ましくは8〜20の範囲の直鎖または分岐や環状構造を有する炭化水素基を有するスルホン酸塩、スルホアルカンカルボン酸塩であり、具体的には炭素数4〜40、好ましくは8〜20の範囲のアルキルベンゼンスルホン酸塩、ナフタレンスルホン酸の塩、炭素数4〜30、好ましくは8〜20の範囲の直鎖または分岐や環状構造を有するアルキルナフタレンスルホン酸の塩、炭素数1〜30、好ましくは8〜20の範囲の直鎖または分岐構造を有するアルキル基を有するジフェニルエーテルやビフェニルのスルホン酸塩;炭素数1〜30、好ましくは8〜20の範囲のアルキル硫酸エステルの塩;スルホアルカンカルボン酸エステルの塩;炭素数8〜30、好ましくは炭素数10〜20の範囲のアルキルアルコールのアルキレンオキシド付加物のスルホン酸塩などが挙げられる。
【0044】
これらの具体例を挙げると、アルカンスルホン酸や芳香族スルホン酸すなわちオクタンスルホン酸塩、ドデカンスルホン酸塩、ヘキサデカンスルホン酸塩、オクタデカンスルホン酸塩、1−または2−ドデシルベンゼンスルホン酸塩、1−または2−ヘキサデシルベンゼンスルホン酸塩、1−または2−オクタデシルベンゼンスルホン酸塩、ドデシルナフタレンスルホン酸塩の種々の異性体、β−ナフタレンスルホン酸ホルマリン縮合物の塩、オクチルビフェニルスルホン酸塩の種々の異性体、ドデシルジフェニルエーテルスルホン酸塩、ドデシルリグニンスルホン酸塩、;アルキル硫酸エステル塩すなわちドデシル硫酸塩、ヘキサデシル硫酸塩、;スルホアルカンカルボン酸の塩すなわちスルホコハク酸のジアルキルエステルであり、アルキル基が1〜30好ましくは4〜20の範囲の直鎖または分岐や環状構造を有するもの、より具体的には、スルホコハク酸ジ(2−エチルヘキシル)の塩、N−メチル−N−(2−スルホエチル)アルキルアミドの塩(アルキル基は炭素数1〜30、好ましくは12〜18)、例えばN−メチルタウリンとオレイン酸を由来とするアミド化合物、炭素数1〜30、好ましくは10〜18のカルボン酸の2−スルホエチルエステルの塩;ラウリル硫酸トリエタノールアミン、ラウリル硫酸アンモニウム;ポリオキシエチレンラウリル硫酸塩、ポリオキシエチレンセチル硫酸塩;炭素数8〜30、好ましくは炭素数10〜20の範囲のアルキルアルコールのアルキレンオキシド付加物のスルホン酸塩の例として、ラウリルアルコールのエチレンオキシド付加物の硫酸エステル塩、セチルアルコールのエチレンオキシド付加物の硫酸エステル塩、ステアリルアルコールのエチレンオキシド付加物の硫酸エステル塩などが挙げられる。
【0045】
(E4)炭素数4〜40の範囲の直鎖または分岐や環状構造を有する炭化水素基を有するリン酸モノ−、またはジ−エステル塩またはリン酸トリエステル、好ましくは炭素数8〜20の範囲の直鎖または分岐や環状構造を有する炭化水素基を有するリン酸モノ−、またはジ−エステル塩やリン酸トリエステルの具体例としては、リン酸ドデシルのジナトリウム塩またはジカリウム塩、リン酸へキシデシルのジナトリウム塩、リン酸ジドデシルのジナトリウム塩またはカリウム塩、リン酸ジヘキサデシルのナトリウム塩またはカリウム塩、ドデシルアルコールの酸化エチレン付加物のリン酸トリエステル等が挙げられる。
【0046】
(E5)炭素数4〜30、好ましくは10〜20の範囲の炭化水素基を有するアルキルベタインやアルキルスルホベタインの具体例としては、ラウリルジメチルベタイン、ステアリルジメチルベタイン、ドデシルジメチル(3−スルホプロピレン)アンモニウムインナーソルト、セチルジメチル(3−スルホプロピル)アンモニウムインナーソルト、ステアリルジメチル(3−スルホプロピル)アンモニウムインナーソルト、2−オクチル−N−カルボキシメチル−N−ヒドロキシエチルイミダゾリニウムベタイン、2−ラウリル−N−カルボキシメチル−N−ヒドロキシエチルイミダゾリニウムベタインなどが挙げられる。
【0047】
これらのうちで好ましくは(E3)であり、より好ましくは炭素数10〜20の範囲のアルカンスルホン酸の塩、炭素数10〜20の範囲のアルキル基を有する芳香族スルホン酸の塩、炭素数10〜20の範囲のアルキルアルコールのアルキレンオキサイド付加物の硫酸エステル塩より選ばれるものである。
【0048】
[表面処理剤(E)により親水化処理された無機微細粉末(D)]
本発明においては、少なくとも1種類の表面処理剤(E)を用いて無機微細粉末(D)の表面処理を行うことができる。表面処理方法としては、公知の種々の方法が適用でき、特に制限されず、混合装置や混合時の温度、時間も使用する表面処理剤成分の性状や物性に応じて適宜選択される。使用される種々の混合機のL/D(軸調/軸径)や攪拌翼の形状、剪断速度、比エネルギー、滞留時間、処理時間、処理温度等について使用成分の性状に合わせて選択可能である。
【0049】
表面処理方法の例として、湿式粉砕により製造する炭酸カルシウムの場合には、粒径が10〜50μmの炭酸カルシウム粗粒子100重量部に対して必要量の表面処理剤の存在下、水性媒体中で湿式粉砕して所望の粒子径とする。具体的には炭酸カルシウム/水性媒体(具体的には水)との重量比が70/30〜30/70、好ましくは60/40〜40/60の範囲となるように炭酸カルシウムに水性媒体を加え、ここにカチオン性共重合体分散剤を固形分として、炭酸カルシウム100重量部当たり0.01〜10重量部、好ましくは0.1〜5重量部添加し、常法により湿式粉砕する。さらには、上記範囲の量となる表面処理剤を予め溶解してなる水性媒体を準備し、該水性媒体を炭酸カルシウムと混合し、常法により湿式粉砕してもよい。
【0050】
湿式粉砕はバッチ式でも、連続式でもよく、サンドミル、アトライター、ボールミルなどの粉砕装置を使用したミル等を使用するのが好ましい。このように湿式粉砕することにより、平均粒子径が2〜20μm、好ましくは2.2〜5μmの炭酸カルシウムが得られる。
【0051】
次いで湿式粉砕品を乾燥するが、乾燥前に分級工程を設けて、350メッシュオンといった粗粉を除くことができる。乾燥は熱風乾燥、粉噴乾燥など公知の方法により行うことができるが、媒体流動乾燥により行うのが好ましい。媒体流動乾燥とは、乾燥塔内で熱風(80〜150℃)により流動化状態にある媒体粒子群(流動層)中にスラリー状物質を供給し、供給されたスラリー状物質は、活発に流動化している媒体粒子の表面に膜状に付着しながら流動乾燥内に分散され、熱風による乾燥作用を受けることにより、各種物質を乾燥する方法である。このような媒体流動乾燥は、例えば(株)奈良機械製作所製の媒体流動乾燥装置「メディア スラリー ドライヤー」等を用いて容易に行うことができる。この媒体流動乾燥を用いると乾燥と凝集粒子の解砕(1次粒子化の除去)が同時に行われるので好ましい。この方法で得られた湿式粉砕スラリーを媒体流動乾燥すると、粗粉量が極めて少ない炭酸カルシウムが得られる。しかしながら、媒体流動乾燥後、所望の方法で粒子の粉砕と分級とを行うことも有効である。一方、媒体流動乾燥の代わりに通常の熱風乾燥により湿式粉砕品を乾燥した場合には、得られたケーキをさらに所望の方法で粒子の粉砕と分級とを行うのがよい。
【0052】
この方法により得られた湿式粉砕品の乾燥ケーキは潰れやすく、容易に表面処理された炭酸カルシウムを得ることができる。従って乾燥ケーキを粉砕する工程をわざわざ設ける必要はない。
このようにして得られた表面処理された炭酸カルシウム微粒子は、必要によりさらに別の表面処理剤で処理することもできる。
【0053】
表面処理剤(E)の使用量は、本発明のラベルの用途により異なるが、通常無機微細粉末100重量部に対して0.01〜10重量部、好ましくは0.04〜5重量部、より好ましくは0.07〜2重量部の範囲である。10重量部を超えては表面処理剤の効果は頭打ちとなる。
【0054】
[水系接着剤]
本発明において使用する水系接着剤として、例えばデンプン、膠、カゼイン、セルロース、アルギン酸ナトリウム、グアーガム、ラテックス、ポリマレイン酸系重合物、ポリビニルアルコール、ポリビニルピロリドン、カルボキシルメチルセルロース、メチルセルロース、ゼラチン、プルラン、アクリル樹脂、ウレタン樹脂、酢酸ビニル樹脂からなる群より選択される少なくとも一種を含むものを好ましく例示することができる。これらの中では、デンプン、カゼインを含むものがより好ましい。水系接着剤としては、上記物質を含む水溶液やエマルジョンを使用することができる。
【0055】
水系接着剤の乾燥塗工量は、使用するラベルの吸水量に応じて適宜決定する。水系接着剤の乾燥塗工量は、通常は1〜100g/m2が好ましく、2〜50g/m2がより好ましく、10〜30g/m2がさらに好ましい。水系接着剤の乾燥塗工量が1g/m2以上であれば、ラベルと容器などの物品との間により十分な接着強度を持たせやすい傾向がある。また塗工量が100g/m2以下であれば、水系接着剤を効率よく乾燥させて、接着剤未乾燥によるラベルのズレを回避しやすい傾向がある。
【0056】
前述の方法にしたがって塗工する水系接着剤が覆う面積は、始端部または終端部の各裏面の通常10%以上、好ましくは30〜90%、さらに好ましくは50〜80%である。10%以上であれば、容器などの物品とラベルとの間により高い密着性を持たせやすい傾向がある。100%ならば充分な接着力が得られ、90%以下であれば、ラベルと物品との間に非接着部分の空気をある程度確保できるため、貼合後の水系接着剤の乾燥時間をより短縮しやすい傾向があり、剥離強度や糊残り量の調整も容易である。
【0057】
本発明の鉢巻きラベルの始端部の裏面に塗工する水系接着剤と、終端部の裏面に塗工する水系接着剤の種類と量は同一であっても異なっていてもよい。
【0058】
鉢巻きラベルの製造
本発明の鉢巻きラベルは、当業者に公知の種々の方法を組み合わせることによって製造することができる。いかなる方法により製造された鉢巻きラベルであっても、特許請求の範囲に記載された条件を満たすものである限り本発明の範囲内に包含される。
【0059】
本発明に使用しうる基材層(A)と表面層(C)は、熱可塑性樹脂、無機微細粉末(D)および/または有機フィラー(D')を所定の割合で混合し、押出し等の方法により製膜することができる。また、製膜後に熱可塑性樹脂の融点より低い温度、好ましくは5〜60℃低い温度で1軸方向または2軸方向に延伸を行ってもよい。
【0060】
本発明に使用する水系接着剤に接する層(B)は、熱可塑性樹脂および表面処理無機微細粉末(D)を所定の割合で混合し、押出し等の方法により製膜することができる。また、製膜後に熱可塑性樹脂の融点より低い温度、好ましくは5〜60℃低い温度で1軸方向または2軸方向に延伸を行ってもよい。
【0061】
本発明の鉢巻きラベルには、両面にそれぞれ印刷や印字を行ってもよい。例えば、ラベルの表面には商品名を始めとする各種情報を印刷や印字をすることができる。また、剥離するために引き剥がしたラベルの一部は、くじ、クーポン、または応募券(応募ラベル)として利用することも可能である。また、印刷や印字を水系接着剤に接する層(B)に行った場合は、表側からは印刷や印字を確認することができないが、透明な物品に装着すれば、物品の内側を通して印刷や印字を視認することができる。また、敢えて不透明な物品に装着しておいて、剥離時に初めて印刷や印字を確認することができるようにしてもよい。特にくじを目的とする場合には有効である。印刷や印字の方法については、特に制限されず、通常用いられている方法を採用することができる。
【0062】
本発明の鉢巻きラベルは、本発明の趣旨を逸脱しない範囲で、用途に応じて別の熱可塑性樹脂フィルム、ラミネート紙、パルプ紙、不織布、織布等に積層して使用してもよい。またアルミニウム、銀などの金属層(金属箔、金属蒸着膜層)を設けてもよい。
【0063】
これら積層フィルム構造は、それぞれの層を別々に成形した後に積層することによって製造してもよいし、積層した後にまとめて延伸して製造してもよい。これらの方法は適宜組み合わせることもできる。
【0064】
本発明に使用する熱可塑性樹脂フィルムは無延伸であってもよいし、1軸方向または、2軸方向に延伸されていてもよい。本発明の鉢巻きラベルは、例えば、基材層(A)の各面に、表面層(C)と水系接着剤に接する層(B)を個別に積層し、該樹脂の融点より低い温度で1軸乃至2軸方向に延伸することにより、3層かつ全層1軸方向、乃至3層かつ全層2軸方向に配向した積層構造物として得ることができる。予め基材層(A)を1軸方向に延伸し、表面層(C)、水系接着剤に接する層(B)を両面に積層し、異なる延伸軸に再度1軸延伸することにより、1軸/2軸/1軸方向に配向した積層構造物として得ることもできる。別個に延伸して積層することも可能であるが、上記のように各層を積層した後にまとめて延伸する方が簡便であり製造コストも安くなる。これらの方法により、本発明の鉢巻きラベルが得ることが好ましい。
【0065】
延伸には、公知の種々の方法を使用することができる。延伸温度は、樹脂の融点より通常5〜60℃低い温度であり、また2種以上の樹脂を用いる場合は配合量の最も多い樹脂の融点より通常5℃以上低い温度であることが好ましい。
【0066】
延伸の具体的な方法としては、ロール群の周速差を利用したロール間延伸、テンターオーブンを利用したクリップ延伸などを挙げることができる。ロール間延伸によれば、延伸倍率を任意に調整して、任意の剛性、不透明度、平滑度、光沢度の熱可塑性樹脂フィルムを得ることが容易であるので好ましい。
【0067】
延伸倍率は特に限定されるものではなく、本発明の鉢巻きラベルの使用目的と、用いる樹脂の特性を考慮して決定する。ロール間延伸は通常は2〜11倍が好ましく、3〜10倍であることがより好ましく、4〜7倍であることがさらに好ましい。テンターオーブンを利用したクリップ延伸の場合は4〜11倍で延伸することが好ましい。ラベル基材の流れ方向と幅方向の各延伸倍率の積である面積倍率としては、通常は2〜80倍であり、好ましくは3〜60倍、より好ましくは4〜50倍である。面積倍率を2倍以上にすることによって、延伸ムラを防いでより均一な膜厚の熱可塑性樹脂フィルムを製造することが容易になる傾向がある。また80倍以下にすることによって、延伸切れや粗大な穴あきをより効果的に防ぐことができる傾向がある。
【0068】
延伸後の熱可塑性樹脂フィルムには、熱処理(アニーリング)を行うのが好ましい。熱処理の温度は、延伸温度から延伸温度より30℃高い温度を選択することが好ましい。熱処理を行うことにより、延伸による潜在応力が緩和し、延伸方向の熱収縮率が低減し、製品保管時の巻き締まりや、熱による収縮で生じる波打ち等が少なくなる。熱処理の方法はロール加熱または熱オーブンで行うのが一般的であるが、これらを組み合わせてもよい。これらの処理は延伸したフィルムを緊張下に保持された状態において熱処理するのがより高い処理効果が得られるので好ましい。
【0069】
また、熱処理後には表面にコロナ放電処理やプラズマ処理などの酸化処理を施すのが後の印刷性付与等を考慮した場合に好ましい。本発明の鉢巻きラベルの全厚は特に制限されないが、40〜400μmが好ましく、より好ましくは50〜250μm、さらに好ましくは60〜100μmの範囲である。
本発明の鉢巻きラベルに設けうる水系接着剤に接する層(B)の厚みは特に制限されないが、1〜35μmが好ましく、より好ましくは2〜30μm、さらに好ましくは3〜25μmの範囲である。前述の通り、水系接着剤に接する層(B)の厚みによりラベルの吸水量を調整することができる。
【0070】
鉢巻きラベルの物品への装着
本発明の鉢巻きラベルは、水系接着剤の種類や、エマルジョン系の場合は種々の相転移温度のものを適宜選択することにより、種々の物品に使用することができる。
【0071】
本発明の鉢巻きラベルを装着しうる物品を構成する材料として、例えば、アルミニウムやステンレス等の金属;ガラス;陶磁器;ポリエチレンテレフタレート(PET)、高密度ポリエチレン、ポリプロピレン、ポリエステル、ポリスチレン、ポリ塩化ビニル、ポリカーボネート等のプラスチックなどを挙げることができる。なかでもアルミニウムやステンレス等の金属、ガラス、陶磁器、高密度ポリエチレン、ポリプロピレン、ポリエステル、ポリスチレンが適しているが、とりわけポリエステル(例えばPETボトル)が適している。
【0072】
本発明の鉢巻きラベルを装着する物品は、鉢巻きラベルを鉢巻き状に巻いて付けることが可能なものであれば、その物品の形状や用途は特に制限されない。例えば、物品形状については、鉢巻き状に巻き付ける部分の断面が円、楕円、矩形などのいずれの形状になっていても構わないが、好ましくは円または楕円であり、さらに好ましくは円である。また、物品は中空部を有するもの(例えば、筒状ないしボトル状)であってもよいし、中空部を有しないものであってもよい。さらに、鉢巻き状に巻き付ける部分が該部分に隣接する部分よりも径が小さくなっていてもよいし、径が同じであってもよい。好ましいのは、鉢巻き状に巻き付ける部分が該部分に隣接する部分よりも径が小さくなっている、いわゆるくびれを有する物品である。本発明の鉢巻きラベルを装着する物品の用途については、容器、配管、公告用物品、バトン、ポール、照明具などを挙げることができるが、特に容器が適している。具体的には、水(ミネラルウォーター)、清涼飲料水、炭酸飲料、ジュース、乳飲料、乳酸飲料、ビール、ワイン、日本酒、各種蒸留酒、栄養ドリンク、調味料、医療用薬品、化粧品、化学薬品などの容器を例示することができるが、特にその種類は制限されない。
【実施例】
【0073】
以下に、製造例、実施例、比較例および試験例を挙げて本発明をさらに具体的に説明する。製造例および実施例に示す材料、使用量、割合、処理内容、処理手順等は本発明を逸脱しない限り適宜変更できる。従って、本発明の範囲は以下に示す具体例により限定的に解釈されるべきものではない。
【0074】
[表面処理剤の製造]
表面処理剤(E)である水溶性カチオン性コポリマーは、環流冷却器、温度計、滴下ロート、撹拌装置およびガス導入管を備えた反応器にジアリルアミン塩酸塩(60%)、500部とアクリルアミド(40%)13部および水40部を入れ、窒素ガスを流入させながら系内温度80℃に昇温した。攪拌下で滴下ロートを用いて重合開始剤、過硫酸アンモニウム(25%)30部を4時間に渡り滴下した。滴下終了後1時間反応を続け、粘稠な淡黄色液状物を得た。これを50g取り、500ml中のアセトン中に注ぐと白色の沈殿を生じた。沈殿を濾別しさらに2回100mlのアセトンでよく洗浄した後、真空乾燥して白色固体を得た。得られた重合体のGPCより求めた重量平均分子量は55000であった。
【0075】
[表面処理炭酸カルシウムの製造]
重質炭酸カルシウム(平均粒子径8μm 日本セメント社製乾式粉砕品)40重量%と水60重量%を充分攪拌混合にてスラリー状とし、さらに参考例にて製造した表面処理剤(E)を重質炭酸カルシウム100重量部当たり0.06重量部加え、テーブル式アトライター型媒体攪拌ミルを用いて直径1.5mmのガラスビーズ、充填率170%、周速10m/secで湿式粉砕した。
次いで、主成分が炭素数14のアルカンスルホン酸ナトリウムと炭素数16のアルカンスルホン酸ナトリウムの混合物2重量%水溶液50部を加え攪拌した。次いで350メッシュのスクリーンを通して分級、350メッシュを通過したスラリーを(株)奈良機械製作所MSD−200媒体流動乾燥機で乾燥した。得られた炭酸カルシウムの平均粒径をマイクロトラック(日機装(株)製)で測定したところ1.5μmであった。
【0076】
[熱可塑性樹脂フィルムの製造(製造例1〜10)]
以下の手順に従って本発明の条件を満たす熱可塑性樹脂フィルム(製造例1〜10)を製造した。
表1に使用した材料の詳細を記載した。表中の「MFR」はメルトフローレートを意味する。表3に各熱可塑性樹脂フィルムの製造にあたって使用した材料の種類と配合量(重量%)、延伸条件、層数および層の厚みを記載した。表3に記載される材料の番号は、表1に記載される材料の番号に対応している。
【0077】
製造例1において、表3に記載の組成を有する配合物[A]と配合物[B]および[C]を250℃に設定された押出機で溶融混練してB/A/Cの3層構造になるように共押出成形し、冷却装置にて70℃まで冷却して無延伸フィルムを得た。この無延伸フィルムを表3に記載の延伸温度(1)に加熱して縦方向にロール間で6倍延伸し、延伸温度(1)より20℃高い温度で熱処理を行い、得られたフィルムの両面に、放電処理機(春日電機(株)製)を用いて40W/m2・分のコロナ処理を行って3層の縦1軸延伸フィルムを得た。
【0078】
製造例2において、表3に記載の組成を有する配合物[A]と配合物[B]および[C]を250℃に設定された押出機で溶融混練して、B/A/Cの3層構造になるように共押出成形した後、冷却装置にて70℃まで冷却して無延伸フィルムを得た。この無延伸フィルムを表3に記載の延伸温度(1)に加熱して縦方向にロール間で5倍に延伸し、次いで表3に記載の延伸温度(2)に加熱してテンター延伸機を用いて横方向に8倍延伸し、延伸温度(2)より20℃高い温度で熱処理を行い、得られたフィルムの両面に、放電処理機(春日電機(株)製)を用いて40W/m2・分のコロナ処理を行って3層2軸延伸フィルムを得た。
【0079】
製造例3〜10において、表2に記載の配合物[A]を250℃に設定された押出機で溶融混練して、押出成形し冷却装置にて70℃まで冷却して単層の無延伸フィルムを得た。この無延伸フィルムを表2に記載の延伸温度(1)に加熱した後、縦方向にロール間で5倍に延伸し、縦1軸延伸フィルムを得た。次いで配合物[B]および[C]を250℃に設定された押出機で溶融混練して、前記縦1軸延伸フィルムの両面にそれぞれ積層後、表2に記載の延伸温度(2)に加熱後テンター延伸機を用いて横方向に8倍延伸し、延伸温度(2)より20℃高い温度で熱処理を行い、得られたフィルムの両面に、放電処理機(春日電機(株)製)を用いて40W/m2・分のコロナ処理を行って1軸延伸/2軸延伸/1軸延伸された3層延伸フィルムを得た。
【0080】
[熱可塑性樹脂フィルムに対する試験]
製造例1〜10で得られた熱可塑性樹脂フィルムについて、以下の試験を行って評価した。
【0081】
(1)吸水量
製造した熱可塑性樹脂フィルムを、コッブ法(JIS−P−8140)に準拠し、コッブサイズ測定器(熊谷理機工業(株)製)を使用して120秒間水と接触させた後、吸水量(液体吸収容量)を測定した。
【0082】
(2)エルメンドルフ引裂強度
製造した熱可塑性樹脂フィルムの引裂強度を、エルメンドルフ引裂強度測定器(東西精機(株)製:商品名「デジタル式エルメンドルフ引裂き試験機」を用いてJIS−P−8116の測定法で測定した。測定は、延伸方向であるMD方向と延伸方向と直交するTD方向について行った。
【0083】
(3)接着面の表面強度
製造した熱可塑性樹脂フィルムの接着面側に「セロテープ」(商品名ニチバン(株)製:商標)を貼着し、インターナルボンドテスター(熊谷理機工業(株)製)にてセロテープを剥離した際の強度を(kg−cm)測定した。
【0084】
[鉢巻きラベルの製造と容器への装着(実施例および比較例)]
製造例において得られた各熱可塑性樹脂フィルムから摘み部を有する鉢巻きラベル(横222mm×縦70mm)を図1に示すサイズで切り出し、表2に記載の各種水系接着剤(a〜c)を塗工して500ml用のPETボトル(直径60mmの円ボトル)にラベリングを実施し、表4に記載する実施例1〜7および比較例1〜5とした。結果を表4に示す。ラベリングに際しては、ラベリングマシンLNS型(光洋自動機(株)製)を使用して、PETボトルに接着剤を使用して貼合する部分(ラベル始端部)を20mm、始端部からPETボトルに鉢巻状に巻き付けて、始端部と重なる部分(ラベル終端部)の重なり幅20mmに接着剤を使用して接着した。容器であるPETボトルとラベルとの貼合部分(始端部)の塗工面積は横20mm×縦70mmとし、鉢巻状に巻きつけ後の終端部の塗工面積も横20mm×縦70mmとした。
【0085】
実施例1〜5は、それぞれ製造例1〜5の試験片に表2記載の接着剤aを固形分濃度で10g/m2塗工してラベルを作成した。
実施例6は、製造例4の試験片に表2記載の接着剤bを固形分濃度で10g/m2塗工してラベルを作成した。
実施例7は、製造例4の試験片に表2記載の接着剤cを固形分濃度で10g/m2塗工してラベルを作成した。
比較例1〜5は、表4記載の通り、製造例6〜10の試験片に表2記載の接着剤aを固形分濃度で10g/m2塗工してラベルを作成した。
【0086】
[ラベル付き容器に対する試験]
(1)ラベリング性評価
各実施例、比較例において作成した鉢巻きラベルについて、上記ラベリング方法にて水系接着剤を塗工してラベリングを実施した直後の容器に貼合されたラベル状態を観察した。
○:PETボトルにラベル貼合(使用可)
△:PETボトルに貼合されるがボトル運搬のコンベア壁面との擦れでラベルがずれる(使用不可)
×:PETボトルからラベル落下(使用不可)
【0087】
(2)剥離強度測定
各実施例、比較例において作成した鉢巻きラベルについて、上記ラベリング方法にて水系接着剤を塗工してPETボトル表面に貼合後、10日経過してからラベル端部をクリップで摘み、180°方向に剥離させながら、デジタルフォースゲージ((株)イマダ製作所製)を使用して剥離強度を測定した。
【0088】
(3)引裂性評価
各実施例、比較例において作成した鉢巻きラベル付きPETボトルについて、摘み部を摘んでラベル天地方向に引き上げて、ラベルの引裂き性を以下の基準で評価した。
◎:容易且つきれいに引裂け、摘み部は応募ラベル等として使用できる(使用可)
○:引裂けるが、摘み部は先細りになる(使用可)
×:引裂き途中で摘み部が千切れる(使用不可)
【0089】
(4)剥離性評価
各実施例、比較例において作成した鉢巻きラベル付きPETボトルについて、ラベルを引裂き剥離後、PETボトル接着部分における接着剤の総塗工面積におけるラベル基材残り・糊残りの具合について、以下の基準で面積を目視評価した。
◎:ラベル基材または水系接着剤残りの割合が0%以上5%未満(使用可)
○:ラベル基材または水系接着剤残りの割合が5%以上20%未満(使用可)
△:ラベル基材または水系接着剤残りの割合が20%以上30%未満(使用不可)
×:ラベル基材または水系接着剤残りの割合が30%以上(使用不可)
【0090】
【表1】
【0091】
【表2】
【0092】
【表3】
【0093】
【表4】
【産業上の利用可能性】
【0094】
本発明の鉢巻きラベルは、既存のグルー糊方式の利便性を生かして容易に容器等の物品に巻き付けて装着することができるとともに、使用後に簡便に引裂くことによって物品表面に接着剤をさほど残すことなく容易に容器から剥離することができる。従って、本発明の鉢巻きラベルは、環境対応などを鑑みたリターナブル容器等に使用すれば、洗浄の際の手間を大幅に削減でき、極めて有用である。
【図面の簡単な説明】
【0095】
【図1】本発明の鉢巻きラベルの一実施態様を示す正面図である。
【図2】本発明の鉢巻きラベルの別の一実施態様を示す正面図である。
【図3】本発明のラベル付き物品の一実施態様を示す斜視図である。
【符号の説明】
【0096】
1 始端部
2 終端部
3 摘み部
【特許請求の範囲】
【請求項1】
始端部と終端部を有する鉢巻きラベルであって、前記終端部の裏面と前記始端部の表面とを重ね合わせて水系接着剤で接着しうるように構成されており、前記鉢巻きラベルの裏面の吸水量が1〜30ml/m2であり、前記鉢巻きラベルの巻き付け方向とそれに直交する方向のいずれか一方のエルメンドルフ引裂強度が8〜50gFであり、かつ、熱可塑性樹脂を含有することを特徴とする鉢巻きラベル。
【請求項2】
前記鉢巻きラベルの裏面の表面強度が0.9〜2.0kg−cmであることを特徴とする請求項1に記載の鉢巻きラベル。
【請求項3】
前記終端部の裏面に水系接着剤が塗工されていることを特徴とする請求項1または2に記載の鉢巻きラベル。
【請求項4】
前記終端部の裏面に水系接着剤が、巻き付け方向に略直交する方向に帯状に塗工されていることを特徴とする請求項3に記載の鉢巻きラベル。
【請求項5】
前記鉢巻きラベルを装着しようとする物品と前記始端部の裏面との間を水系接着剤で接着しうるように構成されていることを特徴とする請求項1〜4のいずれか一項に記載の鉢巻きラベル。
【請求項6】
前記始端部の裏面に水系接着剤が塗工されていることを特徴とする請求項5に記載の鉢巻きラベル。
【請求項7】
前記始端部の裏面に水系接着剤が、網点状、格子状、縞模様および市松模様からなる群より選択される1以上のパターン状に塗工されていることを特徴とする請求項6に記載の鉢巻きラベル。
【請求項8】
表側から裏側に向けて、表面層(C)、基材層(A)、水系接着剤に接する層(B)を順に有することを特徴とする請求項1〜7のいずれか一項に記載の鉢巻きラベル。
【請求項9】
前記水系接着剤に接する層(B)が90重量%以下の無機微細粉末(D)を含むことを特徴とする請求項8に記載の鉢巻きラベル。
【請求項10】
前記無機微細粉末(D)が、表面処理剤(E)により表面処理されていること特徴とする請求項9に記載の鉢巻きラベル。
【請求項11】
基材層(A)および表面層(C)が、熱可塑性樹脂20〜100重量%、無機微細粉末(D)0〜80重量%および/または有機フィラー(D')0〜50重量%を含有すること特徴とする請求項8〜10のいずれか一項に記載の鉢巻きラベル。
【請求項12】
前記水系接着剤に接する層(B)が少なくとも一軸延伸した熱可塑性樹脂延伸フィルムからなることを特徴とする請求項8〜11のいずれか一項に記載の鉢巻きラベル。
【請求項13】
前記水系接着剤に接する層(B)の水系接着剤塗工側の表面強度が0.9〜2.0kg−cmであることを特徴とする請求項8〜12のいずれか一項に記載の鉢巻きラベル。
【請求項14】
前記ラベルが巻き付け方向に略直交する方向に延伸されており、該延伸方向のエルメンドルフ引裂強度が8〜50gFであることを特徴とする請求項1〜13のいずれか一項に記載の鉢巻きラベル。
【請求項15】
前記水系接着剤に接する層(B)または表面層(C)の少なくとも一方の面が印刷されていることを特徴とする請求項8〜14のいずれか一項に記載の鉢巻きラベル。
【請求項16】
前記ラベルの巻き付け方向の辺に幅が0.5cm以上の摘み部が形成されていることを特徴とする請求項1〜15のいずれか一項に記載の鉢巻きラベル。
【請求項17】
ラベルの巻き付け方向に略直交する方向に、前記摘み部からラベルを横断するようにミシン目が形成されていることを特徴とする請求項16に記載の鉢巻きラベル。
【請求項18】
前記ラベルに、くじ、クーポン、または応募券が設けられていることを特徴とする請求項1〜17のいずれか一項に記載の鉢巻きラベル。
【請求項19】
前記ラベルの摘み部より引き剥がしたラベルの一部が、くじ、クーポン、または応募券を形成することを特徴とする請求項18に記載の鉢巻きラベル。
【請求項20】
請求項3〜19のいずれか一項に記載の鉢巻きラベルを物品に巻き付けて、該ラベルの終端部の裏面と始端部の表面とを重ね合わせて水系接着剤で接着して物品に装着してなることを特徴とするラベル付き物品。
【請求項21】
請求項6〜19のいずれか一項に記載の鉢巻きラベルの始端部を物品に接着し、始端部を起点として該ラベルを物品に巻き付け、該ラベルの終端部の裏面と始端部の表面とを重ね合わせて水系接着剤で接着して物品に装着してなることを特徴とするラベル付き物品。
【請求項22】
前記ラベルを前記物品から剥離した後の物品への糊残りが、接着部の面積の0〜20%であることを特徴とする請求項21に記載のラベル付き物品。
【請求項23】
前記ラベルを前記物品に接着してから24時間以上経過した後において、ラベルと物品との間の剥離強度が0.5〜5N/20mmであることを特徴とする請求項21または22に記載のラベル付き物品。
【請求項24】
前記物品が容器であることを特徴とする請求項20〜23のいずれか一項に記載のラベル付き物品。
【請求項1】
始端部と終端部を有する鉢巻きラベルであって、前記終端部の裏面と前記始端部の表面とを重ね合わせて水系接着剤で接着しうるように構成されており、前記鉢巻きラベルの裏面の吸水量が1〜30ml/m2であり、前記鉢巻きラベルの巻き付け方向とそれに直交する方向のいずれか一方のエルメンドルフ引裂強度が8〜50gFであり、かつ、熱可塑性樹脂を含有することを特徴とする鉢巻きラベル。
【請求項2】
前記鉢巻きラベルの裏面の表面強度が0.9〜2.0kg−cmであることを特徴とする請求項1に記載の鉢巻きラベル。
【請求項3】
前記終端部の裏面に水系接着剤が塗工されていることを特徴とする請求項1または2に記載の鉢巻きラベル。
【請求項4】
前記終端部の裏面に水系接着剤が、巻き付け方向に略直交する方向に帯状に塗工されていることを特徴とする請求項3に記載の鉢巻きラベル。
【請求項5】
前記鉢巻きラベルを装着しようとする物品と前記始端部の裏面との間を水系接着剤で接着しうるように構成されていることを特徴とする請求項1〜4のいずれか一項に記載の鉢巻きラベル。
【請求項6】
前記始端部の裏面に水系接着剤が塗工されていることを特徴とする請求項5に記載の鉢巻きラベル。
【請求項7】
前記始端部の裏面に水系接着剤が、網点状、格子状、縞模様および市松模様からなる群より選択される1以上のパターン状に塗工されていることを特徴とする請求項6に記載の鉢巻きラベル。
【請求項8】
表側から裏側に向けて、表面層(C)、基材層(A)、水系接着剤に接する層(B)を順に有することを特徴とする請求項1〜7のいずれか一項に記載の鉢巻きラベル。
【請求項9】
前記水系接着剤に接する層(B)が90重量%以下の無機微細粉末(D)を含むことを特徴とする請求項8に記載の鉢巻きラベル。
【請求項10】
前記無機微細粉末(D)が、表面処理剤(E)により表面処理されていること特徴とする請求項9に記載の鉢巻きラベル。
【請求項11】
基材層(A)および表面層(C)が、熱可塑性樹脂20〜100重量%、無機微細粉末(D)0〜80重量%および/または有機フィラー(D')0〜50重量%を含有すること特徴とする請求項8〜10のいずれか一項に記載の鉢巻きラベル。
【請求項12】
前記水系接着剤に接する層(B)が少なくとも一軸延伸した熱可塑性樹脂延伸フィルムからなることを特徴とする請求項8〜11のいずれか一項に記載の鉢巻きラベル。
【請求項13】
前記水系接着剤に接する層(B)の水系接着剤塗工側の表面強度が0.9〜2.0kg−cmであることを特徴とする請求項8〜12のいずれか一項に記載の鉢巻きラベル。
【請求項14】
前記ラベルが巻き付け方向に略直交する方向に延伸されており、該延伸方向のエルメンドルフ引裂強度が8〜50gFであることを特徴とする請求項1〜13のいずれか一項に記載の鉢巻きラベル。
【請求項15】
前記水系接着剤に接する層(B)または表面層(C)の少なくとも一方の面が印刷されていることを特徴とする請求項8〜14のいずれか一項に記載の鉢巻きラベル。
【請求項16】
前記ラベルの巻き付け方向の辺に幅が0.5cm以上の摘み部が形成されていることを特徴とする請求項1〜15のいずれか一項に記載の鉢巻きラベル。
【請求項17】
ラベルの巻き付け方向に略直交する方向に、前記摘み部からラベルを横断するようにミシン目が形成されていることを特徴とする請求項16に記載の鉢巻きラベル。
【請求項18】
前記ラベルに、くじ、クーポン、または応募券が設けられていることを特徴とする請求項1〜17のいずれか一項に記載の鉢巻きラベル。
【請求項19】
前記ラベルの摘み部より引き剥がしたラベルの一部が、くじ、クーポン、または応募券を形成することを特徴とする請求項18に記載の鉢巻きラベル。
【請求項20】
請求項3〜19のいずれか一項に記載の鉢巻きラベルを物品に巻き付けて、該ラベルの終端部の裏面と始端部の表面とを重ね合わせて水系接着剤で接着して物品に装着してなることを特徴とするラベル付き物品。
【請求項21】
請求項6〜19のいずれか一項に記載の鉢巻きラベルの始端部を物品に接着し、始端部を起点として該ラベルを物品に巻き付け、該ラベルの終端部の裏面と始端部の表面とを重ね合わせて水系接着剤で接着して物品に装着してなることを特徴とするラベル付き物品。
【請求項22】
前記ラベルを前記物品から剥離した後の物品への糊残りが、接着部の面積の0〜20%であることを特徴とする請求項21に記載のラベル付き物品。
【請求項23】
前記ラベルを前記物品に接着してから24時間以上経過した後において、ラベルと物品との間の剥離強度が0.5〜5N/20mmであることを特徴とする請求項21または22に記載のラベル付き物品。
【請求項24】
前記物品が容器であることを特徴とする請求項20〜23のいずれか一項に記載のラベル付き物品。
【図1】

【図2】
【図3】

【図2】
【図3】
【公開番号】特開2007−197088(P2007−197088A)
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願番号】特願2006−351694(P2006−351694)
【出願日】平成18年12月27日(2006.12.27)
【出願人】(000122313)株式会社ユポ・コーポレーション (73)
【Fターム(参考)】
【公開日】平成19年8月9日(2007.8.9)
【国際特許分類】
【出願日】平成18年12月27日(2006.12.27)
【出願人】(000122313)株式会社ユポ・コーポレーション (73)
【Fターム(参考)】
[ Back to top ]