
銀めっき材およびその製造方法
【課題】曲げ加工性が良好であり且つ高温環境下で使用しても接触抵抗の上昇を抑制することができる、銀めっき材およびその製造方法を提供する。
【解決手段】銅または銅合金からなる素材の表面、または素材上に形成された銅または銅合金からなる下地層の表面に、銀からなる表層が形成された銀めっき材において、表層の{111}面と{200}面と{220}面と{311}面の各々のX線回折強度の和に対する{200}面のX線回折強度の占める割合が40%以上である。
【解決手段】銅または銅合金からなる素材の表面、または素材上に形成された銅または銅合金からなる下地層の表面に、銀からなる表層が形成された銀めっき材において、表層の{111}面と{200}面と{220}面と{311}面の各々のX線回折強度の和に対する{200}面のX線回折強度の占める割合が40%以上である。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、銀めっき材およびその製造方法に関し、特に、車載用や民生用の電気配線に使用されるコネクタ、スイッチ、リレーなどの接点や端子部品の材料として使用される銀めっき材およびその製造方法に関する。
【背景技術】
【0002】
従来、コネクタやスイッチなどの接点や端子部品などの材料として、ステンレス鋼や銅または銅合金などの比較的安価で耐食性や機械的特性などに優れた素材に、電気特性や半田付け性などの必要な特性に応じて、錫、銀、金などのめっきを施しためっき材が使用されている。
【0003】
ステンレス鋼や銅または銅合金などの素材に錫めっきを施した錫めっき材は、安価であるが、高温環境下における耐食性に劣っている。また、これらの素材に金めっきを施した金めっき材は、耐食性に優れ、信頼性が高いが、コストが高くなる。一方、これらの素材に銀めっきを施した銀めっき材は、金めっき材と比べて安価であり、錫めっき材と比べて耐食性に優れている。
【0004】
ステンレス鋼や銅または銅合金などの素材に銀めっきを施した銀めっき材として、ステンレス鋼からなる薄板状基板の表面に厚さ0.1〜0.3μmのニッケルメッキ層が形成され、その上に厚さ0.1〜0.5μmの銅メッキ層が形成され、その上に厚さ1μmの銀メッキ層が形成された電気接点用金属板が提案されている(例えば、特許文献1参照)。また、ステンレス鋼基材の表面に活性化処理された厚さ0.01〜0.1μmのニッケル下地層が形成され、その上にニッケル、ニッケル合金、銅、銅合金のうちの少なくとも一種からなる厚さ0.05〜0.2μmの中間層が形成され、その上に銀または銀合金の厚さ0.5〜2.0μmの表層が形成された可動接点用銀被覆ステンレス条も提案されている(例えば、特許文献2参照)。さらに、銅、銅合金、鉄または鉄合金からなる金属基体上に、ニッケル、ニッケル合金、コバルトまたはコバルト合金のいずれかからなる厚さ0.005〜0.1μmの下地層が形成され、その上に銅または銅合金からなる厚さ0.01〜0.2μmの中間層が形成され、その上に銀または銀合金からなる厚さ0.2〜1.5μmの表層が形成され、金属基体の算術平均粗さRaが0.001〜0.2μmであり、中間層形成後の算術平均粗さRaが0.001〜0.1μmである、可動接点部品用銀被覆材も提案されている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3889718号公報(段落番号0022)
【特許文献2】特許第4279285号公報(段落番号0008)
【特許文献3】特開2010−146926号公報(段落番号0009)
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、従来の銀めっき材では、高温環境下で使用した場合にめっきの密着性が悪化したり、めっきの接触抵抗が非常に高くなる場合がある。また、特許文献1〜2の銀めっき材でも、高温環境下で使用した場合にめっきの密着性が悪化したり、めっきの接触抵抗の上昇を十分に抑制することができない場合がある。一方、特許文献3の銀めっき材では、高温環境下で使用した場合に、めっきの密着性が良好であり、めっきの接触抵抗の上昇を抑制することができるが、圧延ロールの算術平均粗さRaを0.001〜0.2μmに調整して、圧延ロールによって転写される金属基体の算術平均粗さRaを0.001〜0.2μmに調整する必要があり、また、中間層を形成する際のめっき電流密度やめっき浴中の添加剤の種類を適切に選択して、中間層形成後の算術平均粗さRaを0.001〜0.1μmに調整する必要があるので、工程が複雑になり、コストがかかる。
【0007】
そのため、本出願人は、ステンレス鋼からなる素材の表面に、Niからなる下地層が形成され、その上にCuからなる中間層が形成され、その上にAgからなる表層が形成された銀めっき材において、表層の{111}面に垂直方向の結晶子径を300オングストローム以上にすることにより、高温環境下で使用してもめっきの密着性が良好であり且つめっきの接触抵抗の上昇を抑制することができる、安価な銀めっき材を製造すること提案している(特願2010−253045)。
【0008】
しかし、銅または銅合金からなる素材の表面や素材上に形成された銅または銅合金からなる下地層の表面に銀めっきを施した銀めっき材では、高温環境下で使用すると、銅が拡散して銀めっきの表面にCuOが形成され、接触抵抗が上昇するという問題がある。また、銀めっき材を複雑な形状や小型のコネクタやスイッチなどの接点や端子部品に加工すると、銀めっき材に割れが生じて、素材が露出してしまうという問題がある。
【0009】
したがって、本発明は、このような従来の問題点に鑑み、曲げ加工性が良好であり且つ高温環境下で使用しても接触抵抗の上昇を抑制することができる、銀めっき材およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、上記課題を解決するために鋭意研究した結果、素材の表面または素材上に形成された下地層の表面に、銀からなる表層が形成された銀めっき材において、銀からなる表層を構成する結晶方位を制御することにより、具体的には、銀からなる表層の(銀結晶中の主要な配向モードである){111}面と{200}面と{220}面と{311}面の各々のX線回折強度(X線回折ピークの積分強度)の和に対する{200}面のX線回折強度の占める割合(以下、「{200}配向強度比」という)を高めて40%以上にすることにより、曲げ加工性が良好であり且つ高温環境下で使用しても接触抵抗の上昇を抑制することができる、銀めっき材を製造することができることを見出し、本発明を完成するに至った。
【0011】
すなわち、本発明による銀めっき材は、素材の表面または素材上に形成された下地層の表面に、銀からなる表層が形成された銀めっき材において、表層の{111}面と{200}面と{220}面と{311}面の各々のX線回折強度の和に対する{200}面のX線回折強度の割合が40%以上であることを特徴とする。この銀めっき材において、銀からなる表層が、銅または銅合金からなる素材の表面、または素材上に形成された銅または銅合金からなる下地層の表面に形成されているのが好ましい。
【0012】
また、本発明による銀めっき材の製造方法は、素材の表面または素材上に形成された下地層の表面に、銀からなる表層を形成する銀めっき材の製造方法において、5〜15mg/Lのセレンを含み且つフリーシアンに対する銀の質量比が0.9〜1.8である銀めっき浴中において電気めっきを行うことによって形成されることを特徴とする。この銀めっき材の製造方法において、銀からなる表層を、銅または銅合金からなる素材の表面、または素材上に形成された銅または銅合金からなる下地層の表面に形成するのが好ましい。また、銀めっき浴が、シアン化銀カリウムとシアン化カリウムとセレノシアン酸カリウムとからなり、この銀めっき浴中のセレノシアン酸カリウムの濃度が3〜30mg/Lであるのが好ましい。
【0013】
また、本発明による接点または端子部品は、上記の銀めっき材を材料として用いたことを特徴とする。
【発明の効果】
【0014】
本発明によれば、曲げ加工性が良好であり且つ高温環境下で使用しても接触抵抗の上昇を抑制することができる、銀めっき材を製造することができる。
【図面の簡単な説明】
【0015】
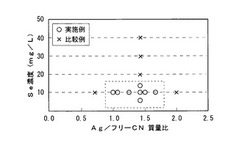
【図1】実施例1〜8および比較例1〜5の銀めっき材を製造するために使用した銀めっき浴中のAg/フリーCN質量比に対するSe濃度を示す図である。
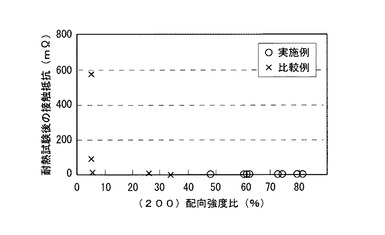
【図2】実施例1〜8および比較例1〜5で得られた銀めっき材の{200}配向強度比に対する耐熱試験後の接触抵抗を示す図である。
【図3】実施例1〜8および比較例1〜2で得られた銀めっき材の{200}配向強度比に対する耐熱試験後の接触抵抗を示す図である。
【発明を実施するための形態】
【0016】
本発明による銀めっき材の実施の形態では、素材の表面または素材上に形成された下地層の表面に、銀からなる表層が形成された銀めっき材において、表層の{111}面と{200}面と{220}面と{311}面の各々のX線回折強度の和に対する{200}面のX線回折強度の占める割合が40%以上である。この銀めっき材において、銀からなる表層が、銅または銅合金からなる素材の表面、または素材上に形成された銅または銅合金からなる下地層の表面に形成されているのが好ましい。
【0017】
また、本発明による銀めっき材の製造方法の実施の形態では、素材の表面または素材上に形成された下地層の表面に、銀からなる表層が形成する銀めっき材の製造方法において、表層の{111}面と{200}面と{220}面と{311}面の各々のX線回折強度の和に対する{200}面のX線回折強度の占める割合が40%以上になるように表層を形成する。
【0018】
具体的には、素材の表面または素材上に形成された下地層の表面に、銀からなる表層を形成する銀めっき材の製造方法において、5〜15mg/Lのセレンを含み且つフリーシアンに対する銀の質量比が0.9〜1.8である銀めっき浴中において電気めっきを行うことによって、(好ましくは厚さ10μm以下の)表層を形成する。この銀めっき材の製造方法において、銀からなる表層を、銅または銅合金からなる素材の表面、または素材上に形成された銅または銅合金からなる下地層の表面に形成するのが好ましい。なお、電気めっきの際の液温は、好ましくは10〜40℃、さらに好ましくは15〜30℃であり、電流密度は、好ましくは1〜15A/dm2、さらに好ましくは3〜10A/dm2である。
【0019】
銀めっき浴として、シアン化銀カリウム(KAg(CN)2)と、シアン化カリウム(KCN)と、3〜30mg/Lのセレノシアン酸カリウム(KSeCN)とからなり、この銀めっき浴中のセレン濃度が5〜15mg/Lであり且つフリーシアンに対する銀の質量比が0.9〜1.8である銀めっき浴を使用するのが好ましい。
【0020】
なお、銀めっき材の表層は、銀を含む表層であり、5〜15mg/Lのセレンを含み且つフリーシアンに対する銀の質量比が0.9〜1.8である銀めっき浴中において電気めっきを行うことによって、{111}面と{200}面と{220}面と{311}面の各々のX線回折強度の和に対する{200}面のX線回折強度の占める割合が40%以上になるように形成することができれば、銀合金の表層でもよい。
【実施例】
【0021】
以下、本発明による銀めっき材およびその製造方法の実施例について詳細に説明する。
【0022】
[実施例1]
まず、素材(被めっき材)として67mm×50mm ×0.3mmの純銅板を用意し、この被めっき材とSUS板をアルカリ脱脂液に入れ、被めっき材を陰極とし、SUS板を陽極として、電圧5Vで30秒間電解脱脂を行い、水洗した後、3%硫酸中で15秒間酸洗を行った。
【0023】
次に、3g/Lのシアン化銀カリウムと90g/Lのシアン化カリウムからなる銀ストライクめっき浴中において、被めっき材を陰極とし、白金で被覆したチタン電極板を陽極として、スターラにより400rpmで撹拌しながら電流密度2.5A/dm2で10秒間電気めっき(銀ストライクめっき)を行った。
【0024】
次に、74g/Lのシアン化銀カリウム(KAg(CN)2)と、100g/Lのシアン化カリウム(KCN)と、18mg/Lのセレノシアン酸カリウム(KSeCN)からなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において電流密度5A/dm2で銀の膜厚が3μmになるまで電気めっき(銀めっき)を行った。なお、使用した銀めっき浴中のSe濃度は10mg/L、Ag濃度は40g/L、フリーCN濃度は40g/L、Ag/フリーCN質量比は1.0である。
【0025】
このようにして作製した銀めっき材について、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。
【0026】
銀めっき材の{200}配向強度比は、X線回折(XRD)分析装置(理学電気株式会社製のRINT−3C)により、管球Cu、管電圧30kV、管電流30mA、サンプリング幅0.020°の条件で、モノクロメータとガラスの試料ホルダを使用して得られたX線回折パターンから、銀めっき皮膜の{111}面、{200}面、{220}面および{311}面の各々のX線回折ピークの積分強度を求めて、その合計に対して{200}面のX線回折ピークの積分強度が占める割合として算出した。その結果、{200}配向強度比は62.3%であった。
【0027】
銀めっき材の耐熱性は、銀めっき材を乾燥機(アズワン社製のOF450)により200℃で144時間加熱する耐熱試験の前後に、電気接点シミュレータ(山崎精機研究所製のCRS−1)により荷重50gfで接触抵抗を測定することによって評価した。その結果、銀めっき材の接触抵抗は、耐熱試験前では0.9mΩ、耐熱試験後では2.3mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。
【0028】
銀めっき材の曲げ加工性は、JIS Z2248のVブロック法に準じて、銀めっき材を素材の圧延方向に対して垂直方向にR=0.1で90度に折り曲げた後、その折り曲げた箇所を顕微鏡(キーエンス社製のデジタルマイクロスコープVHX−1000)により1000倍に拡大して観察し、その割れの有無によって評価した。その結果、割れは観察されず、曲げ加工性が良好であった。
【0029】
[実施例2]
111g/Lのシアン化銀カリウムと100g/Lのシアン化カリウムと18mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は10mg/L、Ag濃度は60g/L、フリーCN濃度は40g/L、Ag/フリーCN質量比は1.5である。
【0030】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は61.6%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.8mΩ、耐熱試験後では2.5mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。さらに、折り曲げ後の銀めっき材に割れは観察されず、曲げ加工性が良好であった。
【0031】
[実施例3]
111g/Lのシアン化銀カリウムと120g/Lのシアン化カリウムと18mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は10mg/L、Ag濃度は60g/L、フリーCN濃度は48g/L、Ag/フリーCN質量比は1.3である。
【0032】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は74.4%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.9mΩ、耐熱試験後では2.5mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。さらに、折り曲げ後の銀めっき材に割れは観察されず、曲げ加工性が良好であった。
【0033】
[実施例4]
111g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと18mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は10mg/L、Ag濃度は60g/L、フリーCN濃度は58g/L、Ag/フリーCN質量比は1.1である。
【0034】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は60.4%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.8mΩ、耐熱試験後では3.2mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。さらに、折り曲げ後の銀めっき材に割れは観察されず、曲げ加工性が良好であった。
【0035】
[実施例5]
148g/Lのシアン化銀カリウムと120g/Lのシアン化カリウムと18mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は10mg/L、Ag濃度は80g/L、フリーCN濃度は48g/L、Ag/フリーCN質量比は1.7である。
【0036】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は79.9%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.7mΩ、耐熱試験後では2.0mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。さらに、折り曲げ後の銀めっき材に割れは観察されず、曲げ加工性が良好であった。
【0037】
[実施例6]
148g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと18mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は10mg/L、Ag濃度は80g/L、フリーCN濃度は56g/L、Ag/フリーCN質量比は1.4である。
【0038】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は72.7%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.9mΩ、耐熱試験後では2.4mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。さらに、折り曲げ後の銀めっき材に割れは観察されず、曲げ加工性が良好であった。
【0039】
[実施例7]
148g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと11mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は6mg/L、Ag濃度は80g/L、フリーCN濃度は56g/L、Ag/フリーCN質量比は1.4である。
【0040】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は81.2%であった。また、銀めっき材の接触抵抗は、耐熱試験前では1.0mΩ、耐熱試験後では2.4mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。さらに、折り曲げ後の銀めっき材に割れは観察されず、曲げ加工性が良好であった。
【0041】
[実施例8]
148g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと26mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は14g/L、Ag濃度は80g/L、フリーCN濃度は56g/L、Ag/フリーCN質量比は1.4である。
【0042】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は48.1%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.8mΩ、耐熱試験後では3.6mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。さらに、折り曲げ後の銀めっき材に割れは観察されず、曲げ加工性が良好であった。
【0043】
[比較例1]
74g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと18mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は10g/L、Ag濃度は40g/L、フリーCN濃度は56g/L、Ag/フリーCN質量比は0.7である。
【0044】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は33.6%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.8mΩ、耐熱試験後では5.6mΩであり、耐熱試験後の接触抵抗が5mΩ以上と良好ではなく、耐熱試験後の接触抵抗が上昇していた。さらに、折り曲げ後の銀めっき材に割れは観察され、素材が露出しており、曲げ加工性が良好でなかった。
【0045】
[比較例2]
148g/Lのシアン化銀カリウムと100g/Lのシアン化カリウムと18mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は10g/L、Ag濃度は80g/L、フリーCN濃度は40g/L、Ag/フリーCN質量比は2.0である。
【0046】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は25.9%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.9mΩ、耐熱試験後では12.3mΩであり、耐熱試験後の接触抵抗が5mΩ以上と良好ではなく、耐熱試験後の接触抵抗が上昇していた。さらに、折り曲げ後の銀めっき材に割れは観察され、素材が露出しており、曲げ加工性が良好でなかった。
【0047】
[比較例3]
148g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと36mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は20g/L、Ag濃度は80g/L、フリーCN濃度は56g/L、Ag/フリーCN質量比は1.4である。
【0048】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は5.4%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.9mΩ、耐熱試験後では15.7mΩであり、耐熱試験後の接触抵抗が5mΩ以上と良好ではなく、耐熱試験後の接触抵抗が上昇していた。さらに、折り曲げ後の銀めっき材に割れは観察され、素材が露出しており、曲げ加工性が良好でなかった。
【0049】
[比較例4]
148g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと55mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は30g/L、Ag濃度は80g/L、フリーCN濃度は56g/L、Ag/フリーCN質量比は1.4である。
【0050】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は5.1%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.7mΩ、耐熱試験後では94.2mΩであり、耐熱試験後の接触抵抗が5mΩ以上と良好ではなく、耐熱試験後の接触抵抗が上昇していた。さらに、折り曲げ後の銀めっき材に割れは観察され、素材が露出しており、曲げ加工性が良好でなかった。
【0051】
[比較例5]
148g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと73mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は40g/L、Ag濃度は80g/L、フリーCN濃度は56g/L、Ag/フリーCN質量比は1.4である。
【0052】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は4.8%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.7mΩ、耐熱試験後では574.5mΩであり、耐熱試験後の接触抵抗が5mΩ以上と良好ではなく、耐熱試験後の接触抵抗が上昇していた。さらに、折り曲げ後の銀めっき材に割れは観察され、素材が露出しており、曲げ加工性が良好でなかった。
【0053】
これらの実施例1〜8および比較例1〜5銀めっき材を製造するために使用した銀めっき浴の組成を表1に示し、銀めっき材の特性を表2に示す。
【0054】
【表1】

【0055】
【表2】
【産業上の利用可能性】
【0056】
本発明による銀めっき材は、車載用や民生用の電気配線に使用されるコネクタ、スイッチ、リレーなどの接点や端子部品の材料として使用することができる。特に、スイッチ用のバネ接点部材の材料の他、携帯電話や電気機器のリモコンなどのスイッチの材料として使用することができる。また、大電流が流れて発熱量が大きいハイブリッド電気自動車(HEV)の充電端子や高圧コネクタなどの材料としても使用することができる。
【技術分野】
【0001】
本発明は、銀めっき材およびその製造方法に関し、特に、車載用や民生用の電気配線に使用されるコネクタ、スイッチ、リレーなどの接点や端子部品の材料として使用される銀めっき材およびその製造方法に関する。
【背景技術】
【0002】
従来、コネクタやスイッチなどの接点や端子部品などの材料として、ステンレス鋼や銅または銅合金などの比較的安価で耐食性や機械的特性などに優れた素材に、電気特性や半田付け性などの必要な特性に応じて、錫、銀、金などのめっきを施しためっき材が使用されている。
【0003】
ステンレス鋼や銅または銅合金などの素材に錫めっきを施した錫めっき材は、安価であるが、高温環境下における耐食性に劣っている。また、これらの素材に金めっきを施した金めっき材は、耐食性に優れ、信頼性が高いが、コストが高くなる。一方、これらの素材に銀めっきを施した銀めっき材は、金めっき材と比べて安価であり、錫めっき材と比べて耐食性に優れている。
【0004】
ステンレス鋼や銅または銅合金などの素材に銀めっきを施した銀めっき材として、ステンレス鋼からなる薄板状基板の表面に厚さ0.1〜0.3μmのニッケルメッキ層が形成され、その上に厚さ0.1〜0.5μmの銅メッキ層が形成され、その上に厚さ1μmの銀メッキ層が形成された電気接点用金属板が提案されている(例えば、特許文献1参照)。また、ステンレス鋼基材の表面に活性化処理された厚さ0.01〜0.1μmのニッケル下地層が形成され、その上にニッケル、ニッケル合金、銅、銅合金のうちの少なくとも一種からなる厚さ0.05〜0.2μmの中間層が形成され、その上に銀または銀合金の厚さ0.5〜2.0μmの表層が形成された可動接点用銀被覆ステンレス条も提案されている(例えば、特許文献2参照)。さらに、銅、銅合金、鉄または鉄合金からなる金属基体上に、ニッケル、ニッケル合金、コバルトまたはコバルト合金のいずれかからなる厚さ0.005〜0.1μmの下地層が形成され、その上に銅または銅合金からなる厚さ0.01〜0.2μmの中間層が形成され、その上に銀または銀合金からなる厚さ0.2〜1.5μmの表層が形成され、金属基体の算術平均粗さRaが0.001〜0.2μmであり、中間層形成後の算術平均粗さRaが0.001〜0.1μmである、可動接点部品用銀被覆材も提案されている(例えば、特許文献3参照)。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特許第3889718号公報(段落番号0022)
【特許文献2】特許第4279285号公報(段落番号0008)
【特許文献3】特開2010−146926号公報(段落番号0009)
【発明の概要】
【発明が解決しようとする課題】
【0006】
しかし、従来の銀めっき材では、高温環境下で使用した場合にめっきの密着性が悪化したり、めっきの接触抵抗が非常に高くなる場合がある。また、特許文献1〜2の銀めっき材でも、高温環境下で使用した場合にめっきの密着性が悪化したり、めっきの接触抵抗の上昇を十分に抑制することができない場合がある。一方、特許文献3の銀めっき材では、高温環境下で使用した場合に、めっきの密着性が良好であり、めっきの接触抵抗の上昇を抑制することができるが、圧延ロールの算術平均粗さRaを0.001〜0.2μmに調整して、圧延ロールによって転写される金属基体の算術平均粗さRaを0.001〜0.2μmに調整する必要があり、また、中間層を形成する際のめっき電流密度やめっき浴中の添加剤の種類を適切に選択して、中間層形成後の算術平均粗さRaを0.001〜0.1μmに調整する必要があるので、工程が複雑になり、コストがかかる。
【0007】
そのため、本出願人は、ステンレス鋼からなる素材の表面に、Niからなる下地層が形成され、その上にCuからなる中間層が形成され、その上にAgからなる表層が形成された銀めっき材において、表層の{111}面に垂直方向の結晶子径を300オングストローム以上にすることにより、高温環境下で使用してもめっきの密着性が良好であり且つめっきの接触抵抗の上昇を抑制することができる、安価な銀めっき材を製造すること提案している(特願2010−253045)。
【0008】
しかし、銅または銅合金からなる素材の表面や素材上に形成された銅または銅合金からなる下地層の表面に銀めっきを施した銀めっき材では、高温環境下で使用すると、銅が拡散して銀めっきの表面にCuOが形成され、接触抵抗が上昇するという問題がある。また、銀めっき材を複雑な形状や小型のコネクタやスイッチなどの接点や端子部品に加工すると、銀めっき材に割れが生じて、素材が露出してしまうという問題がある。
【0009】
したがって、本発明は、このような従来の問題点に鑑み、曲げ加工性が良好であり且つ高温環境下で使用しても接触抵抗の上昇を抑制することができる、銀めっき材およびその製造方法を提供することを目的とする。
【課題を解決するための手段】
【0010】
本発明者らは、上記課題を解決するために鋭意研究した結果、素材の表面または素材上に形成された下地層の表面に、銀からなる表層が形成された銀めっき材において、銀からなる表層を構成する結晶方位を制御することにより、具体的には、銀からなる表層の(銀結晶中の主要な配向モードである){111}面と{200}面と{220}面と{311}面の各々のX線回折強度(X線回折ピークの積分強度)の和に対する{200}面のX線回折強度の占める割合(以下、「{200}配向強度比」という)を高めて40%以上にすることにより、曲げ加工性が良好であり且つ高温環境下で使用しても接触抵抗の上昇を抑制することができる、銀めっき材を製造することができることを見出し、本発明を完成するに至った。
【0011】
すなわち、本発明による銀めっき材は、素材の表面または素材上に形成された下地層の表面に、銀からなる表層が形成された銀めっき材において、表層の{111}面と{200}面と{220}面と{311}面の各々のX線回折強度の和に対する{200}面のX線回折強度の割合が40%以上であることを特徴とする。この銀めっき材において、銀からなる表層が、銅または銅合金からなる素材の表面、または素材上に形成された銅または銅合金からなる下地層の表面に形成されているのが好ましい。
【0012】
また、本発明による銀めっき材の製造方法は、素材の表面または素材上に形成された下地層の表面に、銀からなる表層を形成する銀めっき材の製造方法において、5〜15mg/Lのセレンを含み且つフリーシアンに対する銀の質量比が0.9〜1.8である銀めっき浴中において電気めっきを行うことによって形成されることを特徴とする。この銀めっき材の製造方法において、銀からなる表層を、銅または銅合金からなる素材の表面、または素材上に形成された銅または銅合金からなる下地層の表面に形成するのが好ましい。また、銀めっき浴が、シアン化銀カリウムとシアン化カリウムとセレノシアン酸カリウムとからなり、この銀めっき浴中のセレノシアン酸カリウムの濃度が3〜30mg/Lであるのが好ましい。
【0013】
また、本発明による接点または端子部品は、上記の銀めっき材を材料として用いたことを特徴とする。
【発明の効果】
【0014】
本発明によれば、曲げ加工性が良好であり且つ高温環境下で使用しても接触抵抗の上昇を抑制することができる、銀めっき材を製造することができる。
【図面の簡単な説明】
【0015】
【図1】実施例1〜8および比較例1〜5の銀めっき材を製造するために使用した銀めっき浴中のAg/フリーCN質量比に対するSe濃度を示す図である。
【図2】実施例1〜8および比較例1〜5で得られた銀めっき材の{200}配向強度比に対する耐熱試験後の接触抵抗を示す図である。
【図3】実施例1〜8および比較例1〜2で得られた銀めっき材の{200}配向強度比に対する耐熱試験後の接触抵抗を示す図である。
【発明を実施するための形態】
【0016】
本発明による銀めっき材の実施の形態では、素材の表面または素材上に形成された下地層の表面に、銀からなる表層が形成された銀めっき材において、表層の{111}面と{200}面と{220}面と{311}面の各々のX線回折強度の和に対する{200}面のX線回折強度の占める割合が40%以上である。この銀めっき材において、銀からなる表層が、銅または銅合金からなる素材の表面、または素材上に形成された銅または銅合金からなる下地層の表面に形成されているのが好ましい。
【0017】
また、本発明による銀めっき材の製造方法の実施の形態では、素材の表面または素材上に形成された下地層の表面に、銀からなる表層が形成する銀めっき材の製造方法において、表層の{111}面と{200}面と{220}面と{311}面の各々のX線回折強度の和に対する{200}面のX線回折強度の占める割合が40%以上になるように表層を形成する。
【0018】
具体的には、素材の表面または素材上に形成された下地層の表面に、銀からなる表層を形成する銀めっき材の製造方法において、5〜15mg/Lのセレンを含み且つフリーシアンに対する銀の質量比が0.9〜1.8である銀めっき浴中において電気めっきを行うことによって、(好ましくは厚さ10μm以下の)表層を形成する。この銀めっき材の製造方法において、銀からなる表層を、銅または銅合金からなる素材の表面、または素材上に形成された銅または銅合金からなる下地層の表面に形成するのが好ましい。なお、電気めっきの際の液温は、好ましくは10〜40℃、さらに好ましくは15〜30℃であり、電流密度は、好ましくは1〜15A/dm2、さらに好ましくは3〜10A/dm2である。
【0019】
銀めっき浴として、シアン化銀カリウム(KAg(CN)2)と、シアン化カリウム(KCN)と、3〜30mg/Lのセレノシアン酸カリウム(KSeCN)とからなり、この銀めっき浴中のセレン濃度が5〜15mg/Lであり且つフリーシアンに対する銀の質量比が0.9〜1.8である銀めっき浴を使用するのが好ましい。
【0020】
なお、銀めっき材の表層は、銀を含む表層であり、5〜15mg/Lのセレンを含み且つフリーシアンに対する銀の質量比が0.9〜1.8である銀めっき浴中において電気めっきを行うことによって、{111}面と{200}面と{220}面と{311}面の各々のX線回折強度の和に対する{200}面のX線回折強度の占める割合が40%以上になるように形成することができれば、銀合金の表層でもよい。
【実施例】
【0021】
以下、本発明による銀めっき材およびその製造方法の実施例について詳細に説明する。
【0022】
[実施例1]
まず、素材(被めっき材)として67mm×50mm ×0.3mmの純銅板を用意し、この被めっき材とSUS板をアルカリ脱脂液に入れ、被めっき材を陰極とし、SUS板を陽極として、電圧5Vで30秒間電解脱脂を行い、水洗した後、3%硫酸中で15秒間酸洗を行った。
【0023】
次に、3g/Lのシアン化銀カリウムと90g/Lのシアン化カリウムからなる銀ストライクめっき浴中において、被めっき材を陰極とし、白金で被覆したチタン電極板を陽極として、スターラにより400rpmで撹拌しながら電流密度2.5A/dm2で10秒間電気めっき(銀ストライクめっき)を行った。
【0024】
次に、74g/Lのシアン化銀カリウム(KAg(CN)2)と、100g/Lのシアン化カリウム(KCN)と、18mg/Lのセレノシアン酸カリウム(KSeCN)からなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において電流密度5A/dm2で銀の膜厚が3μmになるまで電気めっき(銀めっき)を行った。なお、使用した銀めっき浴中のSe濃度は10mg/L、Ag濃度は40g/L、フリーCN濃度は40g/L、Ag/フリーCN質量比は1.0である。
【0025】
このようにして作製した銀めっき材について、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。
【0026】
銀めっき材の{200}配向強度比は、X線回折(XRD)分析装置(理学電気株式会社製のRINT−3C)により、管球Cu、管電圧30kV、管電流30mA、サンプリング幅0.020°の条件で、モノクロメータとガラスの試料ホルダを使用して得られたX線回折パターンから、銀めっき皮膜の{111}面、{200}面、{220}面および{311}面の各々のX線回折ピークの積分強度を求めて、その合計に対して{200}面のX線回折ピークの積分強度が占める割合として算出した。その結果、{200}配向強度比は62.3%であった。
【0027】
銀めっき材の耐熱性は、銀めっき材を乾燥機(アズワン社製のOF450)により200℃で144時間加熱する耐熱試験の前後に、電気接点シミュレータ(山崎精機研究所製のCRS−1)により荷重50gfで接触抵抗を測定することによって評価した。その結果、銀めっき材の接触抵抗は、耐熱試験前では0.9mΩ、耐熱試験後では2.3mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。
【0028】
銀めっき材の曲げ加工性は、JIS Z2248のVブロック法に準じて、銀めっき材を素材の圧延方向に対して垂直方向にR=0.1で90度に折り曲げた後、その折り曲げた箇所を顕微鏡(キーエンス社製のデジタルマイクロスコープVHX−1000)により1000倍に拡大して観察し、その割れの有無によって評価した。その結果、割れは観察されず、曲げ加工性が良好であった。
【0029】
[実施例2]
111g/Lのシアン化銀カリウムと100g/Lのシアン化カリウムと18mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は10mg/L、Ag濃度は60g/L、フリーCN濃度は40g/L、Ag/フリーCN質量比は1.5である。
【0030】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は61.6%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.8mΩ、耐熱試験後では2.5mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。さらに、折り曲げ後の銀めっき材に割れは観察されず、曲げ加工性が良好であった。
【0031】
[実施例3]
111g/Lのシアン化銀カリウムと120g/Lのシアン化カリウムと18mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は10mg/L、Ag濃度は60g/L、フリーCN濃度は48g/L、Ag/フリーCN質量比は1.3である。
【0032】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は74.4%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.9mΩ、耐熱試験後では2.5mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。さらに、折り曲げ後の銀めっき材に割れは観察されず、曲げ加工性が良好であった。
【0033】
[実施例4]
111g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと18mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は10mg/L、Ag濃度は60g/L、フリーCN濃度は58g/L、Ag/フリーCN質量比は1.1である。
【0034】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は60.4%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.8mΩ、耐熱試験後では3.2mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。さらに、折り曲げ後の銀めっき材に割れは観察されず、曲げ加工性が良好であった。
【0035】
[実施例5]
148g/Lのシアン化銀カリウムと120g/Lのシアン化カリウムと18mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は10mg/L、Ag濃度は80g/L、フリーCN濃度は48g/L、Ag/フリーCN質量比は1.7である。
【0036】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は79.9%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.7mΩ、耐熱試験後では2.0mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。さらに、折り曲げ後の銀めっき材に割れは観察されず、曲げ加工性が良好であった。
【0037】
[実施例6]
148g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと18mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は10mg/L、Ag濃度は80g/L、フリーCN濃度は56g/L、Ag/フリーCN質量比は1.4である。
【0038】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は72.7%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.9mΩ、耐熱試験後では2.4mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。さらに、折り曲げ後の銀めっき材に割れは観察されず、曲げ加工性が良好であった。
【0039】
[実施例7]
148g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと11mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は6mg/L、Ag濃度は80g/L、フリーCN濃度は56g/L、Ag/フリーCN質量比は1.4である。
【0040】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は81.2%であった。また、銀めっき材の接触抵抗は、耐熱試験前では1.0mΩ、耐熱試験後では2.4mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。さらに、折り曲げ後の銀めっき材に割れは観察されず、曲げ加工性が良好であった。
【0041】
[実施例8]
148g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと26mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は14g/L、Ag濃度は80g/L、フリーCN濃度は56g/L、Ag/フリーCN質量比は1.4である。
【0042】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は48.1%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.8mΩ、耐熱試験後では3.6mΩであり、耐熱試験後の接触抵抗も5mΩ以下と良好であり、耐熱試験後の接触抵抗の上昇が抑制されていた。さらに、折り曲げ後の銀めっき材に割れは観察されず、曲げ加工性が良好であった。
【0043】
[比較例1]
74g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと18mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は10g/L、Ag濃度は40g/L、フリーCN濃度は56g/L、Ag/フリーCN質量比は0.7である。
【0044】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は33.6%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.8mΩ、耐熱試験後では5.6mΩであり、耐熱試験後の接触抵抗が5mΩ以上と良好ではなく、耐熱試験後の接触抵抗が上昇していた。さらに、折り曲げ後の銀めっき材に割れは観察され、素材が露出しており、曲げ加工性が良好でなかった。
【0045】
[比較例2]
148g/Lのシアン化銀カリウムと100g/Lのシアン化カリウムと18mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は10g/L、Ag濃度は80g/L、フリーCN濃度は40g/L、Ag/フリーCN質量比は2.0である。
【0046】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は25.9%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.9mΩ、耐熱試験後では12.3mΩであり、耐熱試験後の接触抵抗が5mΩ以上と良好ではなく、耐熱試験後の接触抵抗が上昇していた。さらに、折り曲げ後の銀めっき材に割れは観察され、素材が露出しており、曲げ加工性が良好でなかった。
【0047】
[比較例3]
148g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと36mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は20g/L、Ag濃度は80g/L、フリーCN濃度は56g/L、Ag/フリーCN質量比は1.4である。
【0048】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は5.4%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.9mΩ、耐熱試験後では15.7mΩであり、耐熱試験後の接触抵抗が5mΩ以上と良好ではなく、耐熱試験後の接触抵抗が上昇していた。さらに、折り曲げ後の銀めっき材に割れは観察され、素材が露出しており、曲げ加工性が良好でなかった。
【0049】
[比較例4]
148g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと55mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は30g/L、Ag濃度は80g/L、フリーCN濃度は56g/L、Ag/フリーCN質量比は1.4である。
【0050】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は5.1%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.7mΩ、耐熱試験後では94.2mΩであり、耐熱試験後の接触抵抗が5mΩ以上と良好ではなく、耐熱試験後の接触抵抗が上昇していた。さらに、折り曲げ後の銀めっき材に割れは観察され、素材が露出しており、曲げ加工性が良好でなかった。
【0051】
[比較例5]
148g/Lのシアン化銀カリウムと140g/Lのシアン化カリウムと73mg/Lのセレノシアン酸カリウムからなる銀めっき浴中において、被めっき材を陰極とし、銀電極板を陽極として、スターラにより400rpmで撹拌しながら液温18℃において膜厚が3μmになるまで電流密度5A/dm2で電気めっき(銀めっき)を行った以外は、実施例1と同様の方法により、銀めっき材を作製した。なお、使用した銀めっき浴中のSe濃度は40g/L、Ag濃度は80g/L、フリーCN濃度は56g/L、Ag/フリーCN質量比は1.4である。
【0052】
このようにして作製した銀めっき材について、実施例1と同様の方法により、{200}配向強度比を算出し、耐熱試験前後の接触抵抗および曲げ加工性を評価した。その結果、{200}配向強度比は4.8%であった。また、銀めっき材の接触抵抗は、耐熱試験前では0.7mΩ、耐熱試験後では574.5mΩであり、耐熱試験後の接触抵抗が5mΩ以上と良好ではなく、耐熱試験後の接触抵抗が上昇していた。さらに、折り曲げ後の銀めっき材に割れは観察され、素材が露出しており、曲げ加工性が良好でなかった。
【0053】
これらの実施例1〜8および比較例1〜5銀めっき材を製造するために使用した銀めっき浴の組成を表1に示し、銀めっき材の特性を表2に示す。
【0054】
【表1】
【0055】
【表2】
【産業上の利用可能性】
【0056】
本発明による銀めっき材は、車載用や民生用の電気配線に使用されるコネクタ、スイッチ、リレーなどの接点や端子部品の材料として使用することができる。特に、スイッチ用のバネ接点部材の材料の他、携帯電話や電気機器のリモコンなどのスイッチの材料として使用することができる。また、大電流が流れて発熱量が大きいハイブリッド電気自動車(HEV)の充電端子や高圧コネクタなどの材料としても使用することができる。
【特許請求の範囲】
【請求項1】
素材の表面または素材上に形成された下地層の表面に、銀からなる表層が形成された銀めっき材において、表層の{111}面と{200}面と{220}面と{311}面の各々のX線回折強度の和に対する{200}面のX線回折強度の割合が40%以上であることを特徴とする、銀めっき材。
【請求項2】
前記銀からなる表層が、銅または銅合金からなる素材の表面、または素材上に形成された銅または銅合金からなる下地層の表面に形成されていることを特徴とする、請求項1に記載の銀めっき材。
【請求項3】
素材の表面または素材上に形成された下地層の表面に、銀からなる表層を形成する銀めっき材の製造方法において、5〜15mg/Lのセレンを含み且つフリーシアンに対する銀の質量比が0.9〜1.8である銀めっき浴中において電気めっきを行うことによって形成されることを特徴とする、銀めっき材の製造方法。
【請求項4】
前記銀からなる表層を、銅または銅合金からなる素材の表面、または素材上に形成された銅または銅合金からなる下地層の表面に形成することを特徴とする、請求項3に記載の銀めっき材の製造方法。
【請求項5】
前記銀めっき浴が、シアン化銀カリウムとシアン化カリウムとセレノシアン酸カリウムとからなり、この銀めっき浴中のセレノシアン酸カリウムの濃度が3〜30mg/Lであることを特徴とする、請求項3または4に記載の銀めっき材の製造方法。
【請求項6】
請求項1または2に記載の銀めっき材を材料として用いたことを特徴とする、接点または端子部品。
【請求項1】
素材の表面または素材上に形成された下地層の表面に、銀からなる表層が形成された銀めっき材において、表層の{111}面と{200}面と{220}面と{311}面の各々のX線回折強度の和に対する{200}面のX線回折強度の割合が40%以上であることを特徴とする、銀めっき材。
【請求項2】
前記銀からなる表層が、銅または銅合金からなる素材の表面、または素材上に形成された銅または銅合金からなる下地層の表面に形成されていることを特徴とする、請求項1に記載の銀めっき材。
【請求項3】
素材の表面または素材上に形成された下地層の表面に、銀からなる表層を形成する銀めっき材の製造方法において、5〜15mg/Lのセレンを含み且つフリーシアンに対する銀の質量比が0.9〜1.8である銀めっき浴中において電気めっきを行うことによって形成されることを特徴とする、銀めっき材の製造方法。
【請求項4】
前記銀からなる表層を、銅または銅合金からなる素材の表面、または素材上に形成された銅または銅合金からなる下地層の表面に形成することを特徴とする、請求項3に記載の銀めっき材の製造方法。
【請求項5】
前記銀めっき浴が、シアン化銀カリウムとシアン化カリウムとセレノシアン酸カリウムとからなり、この銀めっき浴中のセレノシアン酸カリウムの濃度が3〜30mg/Lであることを特徴とする、請求項3または4に記載の銀めっき材の製造方法。
【請求項6】
請求項1または2に記載の銀めっき材を材料として用いたことを特徴とする、接点または端子部品。
【図1】


【図2】
【図3】

【図2】
【図3】
【公開番号】特開2013−76127(P2013−76127A)
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願番号】特願2011−216530(P2011−216530)
【出願日】平成23年9月30日(2011.9.30)
【出願人】(506365131)DOWAメタルテック株式会社 (109)
【Fターム(参考)】
【公開日】平成25年4月25日(2013.4.25)
【国際特許分類】
【出願日】平成23年9月30日(2011.9.30)
【出願人】(506365131)DOWAメタルテック株式会社 (109)
【Fターム(参考)】
[ Back to top ]