
銅合金板への高電流密度Snめっき用硫酸浴及びSnめっき方法
【課題】銅合金板に高電流密度でSnめっきを施すに際し、泡立ちが少なくてスラッジの発生量も少なくめっき焼けも発生しない高電流密度Snめっき用硫酸浴及びその硫酸浴を用いた銅合金板へのSnめっき方法を提供する。
【解決手段】主成分として硫酸:30〜120g/l、硫酸錫:20〜150g/lを含有するとともに、光沢剤としてポリオキシエチレンスチレン化フェニルエーテル:0.3〜5g/l、エチレンジアミンEO−PO付加物:0.05〜3g/l、ポリオキシエチレンナフチルエーテル:0.05〜5g/l、脱酸素剤としてピロガロール:0.1〜10g/lを含有する高電流密度Snめっき用硫酸浴。
【解決手段】主成分として硫酸:30〜120g/l、硫酸錫:20〜150g/lを含有するとともに、光沢剤としてポリオキシエチレンスチレン化フェニルエーテル:0.3〜5g/l、エチレンジアミンEO−PO付加物:0.05〜3g/l、ポリオキシエチレンナフチルエーテル:0.05〜5g/l、脱酸素剤としてピロガロール:0.1〜10g/lを含有する高電流密度Snめっき用硫酸浴。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、Snめっき付銅合金板の製造に用いられる高電流密度Snめっき用硫酸浴及びその硫酸浴を用いた銅合金板へのSnめっき方法に関し、特に詳しくは、泡立ちが少なくてスラッジの発生量も少なくめっき焼けも発生しない高電流密度Snめっき用硫酸浴及びその硫酸浴を用いた銅合金板へのSnめっき方法に関する。
【背景技術】
【0002】
従来、ICやLSIなどの半導体装置や各種電子・電気部品に用いられるリードフレーム、端子、コネクター等の材料として、銅合金板の表面にSnめっき層が形成されたSnめっき付銅合金板が広く使用されている。
【0003】
このSnめっき層を形成する際に使用される無機酸を主成分とするめっき浴としては、例えば特許文献1及び特許文献2に記載されているものがある。
特許文献1には、主成分として5〜50g/lの硫酸、40〜100g/lのSn(II)、光沢添加剤およびスラッジ抑制剤を含む高電流密度Sn用めっき浴が記載され、このめっき浴を用いて温度30〜70℃、50A/dm2以上の電流密度で鋼ストリップに錫を電析させている。
【0004】
また、特許文献2には、主成分として5〜50g/lの硫酸、40〜100g/lのSn(II)、光沢添加剤および2〜10g/lのスラッジ抑制剤を含む高電流密度めっき用のSnめっき硫酸浴が記載され、このめっき浴を用いて浴温30〜70℃、電流密度50A/dm2以上で鋼ストリップに錫を電析させている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−346272号公報
【特許文献1】特開平8−269772号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
鋼ストリップ及び銅合金板の表面に、硫酸浴を使用して高電流密度条件でSnめっきを施す場合、Snめっき表面にめっき焼けが発生し易く、高電流密度条件において電流効率を向上させるために硫酸浴の温度を上昇させると、硫酸浴中のSnが酸化して大量のスラッジが発生する。また、硫酸浴に用いられる既存の光沢剤では泡が発生し易く、特に高速にてSnめっきを施すと、液量の増加に伴い多量の泡が発生するという欠点がある。
上記の特許文献1、2には、Snめっき用硫酸浴のスラッジ発生を抑制する方法については記載されているが、泡の発生防止及びSnめっき用硫酸浴中の不純物に起因するめっき焼けについては、その対策が開示されていない。
【0007】
本発明は、前述の事情に鑑みてなされたものであり、銅合金板に高電流密度でSnめっきを施すに際し、泡立ちが少なくてスラッジの発生量も少なくめっき焼けも発生しない高電流密度Snめっき用硫酸浴及びその硫酸浴を用いた銅合金板へのSnめっき方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
この課題を解決するためには、本発明者らは、ハルセルテストにより、副成分である光沢剤の選定が重要であることに着目した。鋭意検討の結果、泡立ち対策としては、低気泡性であるポリオキシエチレンスチレン化フェニルエーテルが最適であるが、高電流密度対応としては若干難があり、高電流密度に対応できる光沢剤として、適量のエチレンジアミンEO−PO付加物とポリオキシエチレンナフチルエーテルとを選んでポリオキシエチレンスチレン化フェニルエーテルに添加することが効果的であることを見出した。高電流密度に対応できる光沢剤として2種類を選定したのは、1種類よりも2種類の方が相乗効果にて性能が向上するからである。
また、ポリオキシエチレンスチレン化フェニルエーテルとポリオキシエチレンナフチルエーテルとを併用することにより、Sn用めっき硫酸浴中のCu、Cr、Mgイオン等の不純物に起因するめっき焼けを防止でき、更に、泡立ちも抑制することできるので、専用の消泡剤は不要となることも見出した。
また、脱酸素剤として、ポリオキシエチレンスチレン化フェニルエーテルと相性の良い親水性のピロガロールを選定することにより、曇点(水と油が分離する温度)を低下させることなく、スラッジ対策にも充分な効果を発揮することがわかった。
【0009】
即ち、本発明の銅合金板への高電流密度Snめっき用硫酸浴は、主成分として硫酸:30〜120g/l、硫酸錫:20〜150g/lを含有するとともに、光沢剤としてポリオキシエチレンスチレン化フェニルエーテル:0.3〜5g/l、エチレンジアミンEO−PO付加物:0.05〜3g/l、ポリオキシエチレンナフチルエーテル:0.05〜5g/l、脱酸素剤としてピロガロール:0.1〜10g/lを含有することを特徴とする。
【0010】
硫酸の濃度を30〜120g/lとしたのは、30g/l未満ではめっき時の電流密度が上がらず、120g/lを超えるとSnが溶解し難くなる。より好ましくは60〜90g/lが良い。
硫酸錫の濃度を20〜150g/lとしたのは、20g/l未満ではめっき時の電流密度が上がらず、150g/lを超えても効果は飽和してコスト的に無駄となる。より好ましくは60〜120g/lが良い。
【0011】
ポリオキシエチレンスチレン化フェニルエーテルの濃度を0.3〜5g/lとしたのは、0.3g/l未満ではめっき焼け及び泡立ちを抑える効果が薄れ、5g/lを超えると泡の発生が多くなる。より好ましくは1〜3g/lが良い。
エチレンジアミンEO−PO付加物の濃度を0.05〜3g/lとしたのは、0.05g/l未満では光沢不足でめっき焼けが起き易く、3g/lを超えると泡の発生が多くなる。より好ましくは0.1〜1.0g/lが良い。
ポリオキシエチレンナフチルエーテルの濃度を0.05〜5g/lとしたのは、0.05g/l未満ではめっき焼け及び泡立ちを抑える効果が薄れ、5g/lを超えると泡の発生が多くなる。より好ましくは0.1〜1.0g/lが良い。
【0012】
ピロガロールの濃度を0.1〜10g/lとしたのは、0.1g/l未満では脱酸素剤及びスラッジ除去剤としての効果がなく、10g/lを超えると、泡立ち、スラッジの発生が多くなる。より好ましくは2〜6g/lがよい。
【0013】
更に、本発明の銅合金板へのSnめっき方法は、前記高電流密度Snめっき用硫酸浴中にて不溶性アノードを使用し、浴温15〜50℃、電流密度15〜50A/dm2で銅合金板にSnを電析させることを特徴とする。
各成分を本発明の通りに配合したSnめっき用硫酸浴を用い、不溶性アノードを使用し、浴温15〜50℃、電流密度15〜50A/dm2で銅合金板にSnを電析させることにより、硫酸浴中の泡立ちやスラッジの発生が抑えられ、光沢が充分でありめっき焼けも皆無なSnめっき皮膜が銅合金板の表面に形成される。
【発明の効果】
【0014】
本発明により、取扱いが比較的簡単な無機酸の硫酸浴を用いて銅合金板に高電流密度でSnめっきを施すに際し、泡立ちが少なくてスラッジの発生量も少なく、めっき焼けも発生しない高電流密度Snめっき用硫酸浴及びその硫酸浴を用いた銅合金板へのSnめっき方法が提供される。
【図面の簡単な説明】
【0015】
【図1】本発明の一実施形態の製造方法に使用される製造装置の例を示す概略構成図である。
【図2】図1におけるめっき槽の細部構成を示す縦断面図である。
【図3】図2における電極板と銅条材との位置関係を示す横断面図である。
【図4】本発明の一実施形態の製造方法により製造されるめっき付銅条材の断面図であり、(a)がリフロー処理前の中間材の状態、(b)がリフロー処理後の状態を示す。
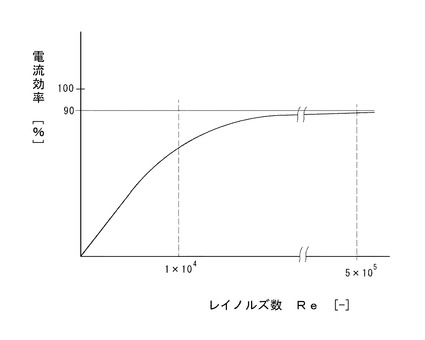
【図5】めっき処理中のレイノルズ数と電流効率との関係を示すグラフである。
【発明を実施するための最良の形態】
【0016】
以下に、本発明の実施形態を説明する。
本実施形態のSnめっき浴は、銅合金板にSnめっきを含む複数層のめっきを施した後にリフロー処理することによって製造されるめっき付き銅合金板のSnめっき処理に用いられる。
【0017】
このSnめっき浴は、主成分として硫酸:30〜120g/l、硫酸錫:20〜150g/lを含有するとともに、光沢剤としてポリオキシエチレンスチレン化フェニルエーテル:0.3〜5g/l、エチレンジアミンEO−PO付加物:0.05〜3g/l、ポリオキシエチレンナフチルエーテル:0.05〜5g/l、脱酸素剤としてピロガロール:0.1〜10g/lを含有し、残部が水からなる構成である。
【0018】
主成分である硫酸及び硫酸錫は、無機酸であるためSnイオンが安定し、良好な導電性を有する。
硫酸の濃度は、30g/l未満ではめっき時の電流密度が上がらず、120g/lを超えるとSnが溶解しなくなる。より好ましい濃度としては60〜90g/lである。
硫酸錫の濃度は、20g/l未満ではめっき時の電流密度が上がらず、150g/lを超えても効果は飽和して意味がない。より好ましい濃度としては60〜120g/lである。
【0019】
光沢剤として用いられるポリオキシエチレンスチレン化フェニルエーテルは化1の構造式により表される界面活性剤である。ポリオキシエチレン基の付加モル数がn=5〜15、スチレン基の付加モル数がm=1〜13であるものが好ましい。
ポリオキシエチレンスチレン化フェニルエーテルの濃度を0.3〜5g/lとしたのは、0.3g/l未満ではでめっき焼けを及び泡立ちを抑える効果が薄れ、5g/lを超えると泡の発生が多くなる。より好ましくは1〜3g/lが良い。
【0020】
【化1】

【0021】
エチレンジアミンEO−PO付加物は、化2の構造式により表される界面活性剤である。好ましくは、疎水基(ポリオキシプロピレン)の分子量が2000〜3000であり、全分子量中に占める親水基(ポリオキシエチレン)の割合が5〜50質量%の範囲のものが望ましく、5〜40質量%が特に好ましい。
エチレンジアミンEO−PO付加物の濃度を0.05〜3g/lとしたのは、0.05g/l未満では光沢不足でめっき焼けが起き易く、3g/lを超えると泡の発生が多くなる。より好ましくは0.1〜1.0g/lがよい。
【0022】
【化2】
【0023】
ポリオキシエチレンナフチルエーテルは、化3の構造式により表される界面活性剤であり、ポリオキシエチレン基の付加モル数がn=5〜15であるものが好ましい。
ポリオキシエチレンナフチルエーテルの濃度を0.05〜5g/lとしたのは、0.05g/l未満ではめっき焼け及び泡立ちを抑える効果が薄れ、5g/lを超えると泡の発生が多くなる。より好ましくは0.1〜1.0g/lがよい。
【0024】
【化3】
【0025】
脱酸素防止剤として用いられるピロガロールは、化4の構造式により表される有機化合物である。
ピロガロールの濃度を0.1〜10g/lとしたのは、0.1g/l未満では脱酸素剤及びスラッジ除去剤としての効果がなく、10g/lを超えると、泡立ち、スラッジの発生が多くなる。より好ましくは2〜6g/lが良い。
【0026】
【化4】
【0027】
本実施形態では、このようなSnめっき浴の他に、以下に述べるNiめっき浴、Cuめっき浴を用いて、銅合金板に複数層のめっきを施してSnめっき付き銅合金板を製造する。
Niめっき浴は、硫酸を主成分とする硫酸浴である。このNiめっき浴中の硫酸濃度は、0.5〜5g/lの範囲内に設定され、Niめっき浴中のNi濃度(NiSO4・6H2O濃度)は、150〜400g/lの範囲内に設定されている。
また、Niめっき液のpHを1.0〜2.0とするのが好都合である。これにより、めっき時の水素発生により生成する水酸化ニッケルを溶解し、次工程でのCu,Snめっきの付着性を良くことが可能である。
Cuめっき浴は、硫酸を主成分とする硫酸浴である。このCuめっき浴中の硫酸濃度は、10〜100g/lの範囲内に設定され、Cuめっき浴中のCu濃度(CuSO4・5H2O濃度)は、100〜300g/lの範囲内に設定されている。
なお、銅合金板11としては、板厚が0.25mm程度の条材とされてコイル状に巻き取られており、後述するようにめっき浴中を連続的に通過させられるようになっている。
【0028】
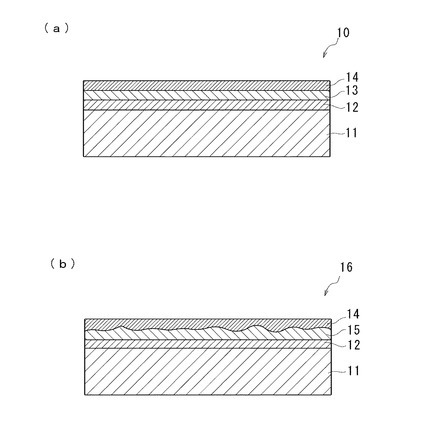
そして、図4(a)に示すように、銅合金板11の表面にNiめっき層12を形成し、このNiめっき層12の上にCuめっき層13を形成し、さらに、Cuめっき層13の上にSnめっき層14を形成した3層構造のめっき層を有する中間材10をまず製造し、その後、この中間材10をリフロー処理することによって、図4(b)に示すように、Niめっき層12と表面のSnめっき層14との間にCuとSnとの金属間化合物層15を有するめっき付き銅合金板16を製造する。
【0029】
次に、これらのめっき浴を用いて銅合金板に連続的にめっきを施す方法及びその装置について図1〜図3を参照して説明する。
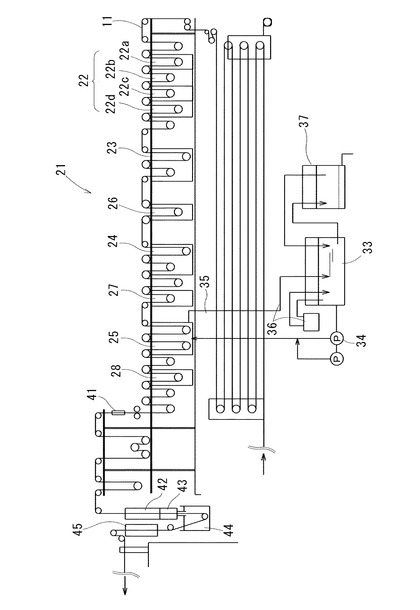
この図1に示すめっき装置21は、銅合金板の条材(銅条材と称す)11に3層めっきした後、リフロー処理まで実施する装置である。すなわち、このめっき装置21は、脱脂・洗浄槽22、Niめっき槽23、Cuめっき槽24、Snめっき槽25、各めっき槽23〜25の後に配置される洗浄槽26〜28が連続して配置され、銅条材11を脱脂・洗浄槽22、Niめっき槽23、Cuめっき槽24、Snめっき槽25の順に連続的に搬送しながらめっきするようになっている。脱脂・洗浄槽22は、さらに脱脂槽22a、洗浄槽22b、酸洗槽22c、洗浄槽22dによって構成されている。
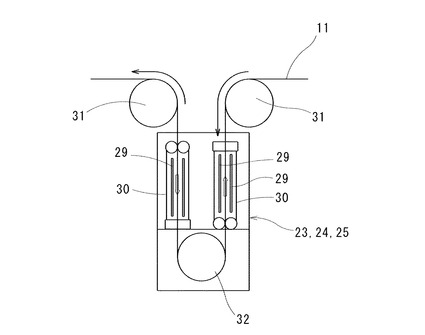
この場合、いずれのめっき槽23〜25も、図2に示すように、連続的に走行する銅条材11の両面と対向するように一対の電極板29を配置しためっきタンク30を備えている。各電極板29は、チタン(Ti)に酸化イリジウム(IrO2)がコーティングされた不溶性電極板とされている。
【0030】
また、各めっきタンク30には、銅条材11の走行方向を水平方向と垂直方向との間で屈曲させるように銅条材11を巻回する給電ロール31が設けられており、この給電ロール31によって銅条材11をカソードとし、めっきタンク30内の電極板29をアノードとして通電するようになっている。給電ロール31は、ステンレス鋼により形成され、特に耐食性、耐摩耗性に優れるSUS316が好適に用いられる。そして、この給電ロール31の表面は、粗さ曲線の最大断面高さRtで6μm以下とされる。また、めっき槽23〜25の下部には、各めっきタンク30の間で銅条材11を折り返すシンクロール32が設けられている。
そして、めっき液は、図2に白抜き矢印で示したように、各めっきタンク30内を銅条材11の走行方向(実線矢印で示す)とは逆方向に流通させられる構成とされ、銅条材11の走行とめっき液の流通とにより、各めっきタンク30内で各電極板29と銅条材11との間に形成されるめっき液の流れ場におけるレイノルズ数が1×104〜5×105となるように、銅条材11とめっき液とが相対移動されるようになっている。
また、各めっき槽23〜25内のめっき液は、循環タンク(図1にはSnめっき槽25の循環タンクのみ示している)33との間でポンプ34により循環させられる構成とされている。
【0031】
ここで、各めっき浴の温度は、Niめっき浴が30〜60℃、Cuめっき浴が20〜70℃、Snめっき浴が15〜50℃にそれぞれ設定されている。
また、各めっき浴における電流密度は、15〜50A/dm2の範囲内に設定されている。電流密度の適正範囲は、めっき浴の組成、温度等によって変化することになる。本実施形態においては、電流密度の適正範囲が高電流密度側となるようにめっき浴の組成、温度を設定している。
【0032】
そして、各めっき浴中のレイノルズ数が1×104〜5×105となるように、銅条材11及びめっき液を相対移動させる。
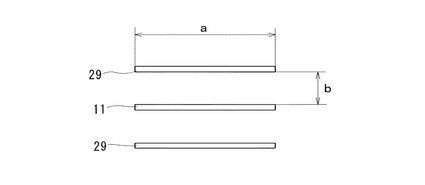
このめっき浴におけるレイノルズ数Reは、めっき液と銅条材との相対速度U(m/s)とめっき槽内のめっき液の流れ場の相当直径De(m)と、めっき液の動粘性係数ν(m2/s)との関係から、Re=UDe/νによって求められる。めっき液の流れ場の相当直径Deは、図3に示す電極板29の幅a、電極板29と銅条材11との間の間隔bとの関係から、De=2ab/(a+b)により求められる。
【0033】
このレイノルズ数Reは、図5に示すように、大きい値に設定することにより電流効率は向上する。しかし、レイノルズ数が5×105を超えると、理論電流効率値に限りなく近くなるが、Snめっきの場合は、めっき液中のスラッジが増大するため、好ましくない。一方、1×104未満では攪拌効果が弱く、めっき焼けが発生し易くなる。
このため、いずれのめっき処理も、めっき液の流れ場をレイノルズ数1×104〜5×105にて乱流として、発生した水素ガスを連続的かつ効率的に排除し、処理板の表面に新鮮なめっき液を速やかに供給し、高電流密度によって均質なめっき層を短時間で形成することができる。なお、このレイノルズ数でのめっき処理を可能とするため、めっき液と銅条材11との相対流速としては例えば0.5〜3m/secとされる。このため、高速のめっきラインとすることができ、銅条材11の走行速度(ライン速度)としては、例えば35m/分以上とすることが可能である。
【0034】
このライン速度により、銅条材11は、Niめっき浴中に十数秒間浸漬・通電され、厚さ0.5μm程度のNiめっき層12が形成され、Cuめっき浴中に十数秒間浸漬・通電され、厚さ0.5μm程度のCuめっき層13が形成され、さらにSnめっき浴中に数十秒間浸漬・通電され、厚さ1μm程度のSnめっき層14が形成される。
【0035】
なお、大電流を通電させた際にはめっき浴の温度が上昇するため、熱交換器等によって温度調整することが好ましい。なお、めっき浴の温度が低い場合には、低電流密度で電流効率がピーク値となり、電流密度を高くすると電流効率が低下していく傾向にある。また、めっき浴の温度を高くすることで電流効率が向上することになるが、めっき浴の温度が高すぎるとめっきむらが発生する。
【0036】
また、Snめっき槽25には、泡除去手段36及びスラッジ除去手段37が併設されている。泡除去手段36は、めっき槽25から循環タンク33に至る液戻り配管35内のエア抜き機構、循環タンク33のめっき液の一部を受け入れて消泡する消泡タンク、遠心分離により脱泡する遠心分離機などから構成される。また、スラッジ除去手段37は、循環タンク33にスラッジ沈降タンクを接続し、循環タンク33から定量ずつスラッジ沈降タンクにめっき液を抜き取り、沈降剤を添加しつつスラッジを沈降させ、その上済み液を再び循環タンク33に戻すようにしている。沈降したスラッジは、遠心分離機にかけられ、精錬会社に送られてSnとして再利用される。
【0037】
また、この図1に示す製造装置においては、Snめっき槽25よりも下流位置には、洗浄槽28を経由した銅条材11を乾燥する乾燥機41が設けられる。また、その乾燥機41の下流位置には、リフロー炉42が設けられ、このリフロー炉42に、一次冷却のための空冷ゾーン43、二次冷却のための水冷ゾーン44が備えられる。符号45は、水冷ゾーン44を経由した銅条材11を乾燥する乾燥機である。
【0038】
以上のようにして、銅条材11の表面に、Niめっき層12、Cuめっき層13およびSnめっき層14を有する3層構造のめっき層を備えた銅条材(中間材)10が製造され、リフロー処理によりめっき付銅条材16が製造される。
このとき、Niめっき工程、Cuめっき工程およびSnめっき工程において、Niめっき浴、Cuめっき浴およびSnめっき浴におけるレイノルズ数が1×104〜5×105となるように設定されているので、高電流密度条件下での電流効率を向上させて効率良くNiめっき、CuめっきおよびSnめっきを行うことができるとともに、めっき焼けを防止して均一なNiめっき層12、Cuめっき層13およびSnめっき層14を形成することができる。
【0039】
また、Niめっき工程、Cuめっき工程およびSnめっき工程における電流密度が15〜50A/dm2の範囲内に設定されているので、Niめっき層12、Cuめっき層13およびSnめっき層14を効率的に形成することができるとともに、スラッジの発生やめっき焼けの発生を確実に防止することができる。
【0040】
また、Snめっき浴における硫酸濃度が30〜120g/lの範囲内に設定されているので、電流効率を向上させて効率良くSnを電析させることができるともに、硫酸によるめっき槽等の部材の劣化(溶解)を抑制できる。
さらに、Snめっき浴における硫酸錫濃度が20〜150g/lの範囲内に設定されているので、めっき焼けの発生及びスラッジの発生を抑えることができる。
また、光沢剤として、ポリオキシエチレンスチレン化フェニルエーテルに加え、適量のエチレンジアミンEO−PO付加物とポリオキシエチレンナフチルエーテルを選んで、これら3種類の光沢剤を前述した添加量で添加したことにより、泡の発生を抑制しながら高電流密度下でめっき焼けを起こすことなくめっき処理を実施することができる。
また、脱酸素剤として適量の親水性のピロガロールを選択したことにより、光沢剤との相性が良く、曇点を低下させることがないので、スラッジの抑制効果に優れるめっき浴となっている。
そして、このSnめっき浴温度が15〜50℃の範囲内に設定されているので、高い電流密度でも均一なSnめっき層14を得ることができる一方、めっきむらの発生を防止できるとともに、泡やスラッジの発生を抑制できる。
【0041】
なお、Snめっき槽25において、図1に示すように、泡除去手段36及びスラッジ除去手段37を設けていることにより、めっき液の流量を増加しても泡やスラッジの発生が少なく、さらなる装置の大型化、高速化を図ることができる。
この場合、高速ラインにより給電ロールへの負荷が大きくなるが、給電ロールをSUS316の耐食性、耐摩耗性に優れるステンレス鋼とし、その表面粗さを粗さ曲線の最大断面高さRtで6μm以下としたことから、摩耗や銅条材による押し跡等が生じることがなく、めっき表面の品質を劣化させることがない。
したがって、この製造装置によれば、銅条材の幅が例えば670mm以上、ライン速度が例えば35m/分以上の大型で高速のめっき処理を実現することが可能となる。
【0042】
さらに、本実施形態では、Snめっき層14を形成した後にリフロー処理を行っているので、めっき時の応力を解放し、Snウィスカーの発生を防止できる。高電流密度条件下でSnめっきを形成した場合には、応力が高くなることがあるため、特に効果的である。
【0043】
以上、本発明の実施形態であるめっき付銅条材の製造方法について説明したが、本発明はこの記載に限定されることはなく、その発明の技術思想を逸脱しない範囲で適宜変更可能である。
例えば、銅条材の表面に、Niめっき層、Cuめっき層およびSnめっき層を有する3層構造のめっき層を備えためっき付銅条材を製造するものとして説明したが、これに限定されることはなく、例えば、銅条材の表面に、直接、Snめっき層を形成するものであってもよい。また、銅条材の表面にCuめっき層を形成し、このCuめっき層の上にSnめっき層を形成してもよい。さらに、銅条材の表面にNiめっき層を形成し、このNiめっき層の上にSnめっき層を形成してもよい。
また、Snめっき槽に泡除去手段及びスラッジ除去手段を設けたが、前述したように、めっき浴の構成により泡やスラッジの発生を抑制できるので、泡除去手段及びスラッジ除去手段は必ずしも必要ではない。
【実施例】
【0044】
以下に本発明の実施例について説明する。
Niめっき浴については硫酸濃度を0.5〜5g/l、Ni濃度を150〜400g/l、pHを1.0〜2.0に調整し、浴温30〜60℃とした。Cuめっき浴については硫酸濃度を10〜100g/l、Cu濃度を100〜300g/lとし、浴温を20〜70℃とした。これらNiめっき、Cuめっきにおける電流密度は15〜50A/dm2とした。
Snめっき硫酸浴の組成については、表1に示すように、硫酸、硫酸錫、各光沢剤、脱酸素剤の添加量を変えて複数種類の浴を構成し、それぞれ表1に示す温度、電流密度条件とした。表1にて、Aはポリオキシエチレンスチレン化フェニルエーテル、BはエチレンジアミンEO−PO付加物、Cはポリオキシエチレンナフチルエーテル、Dはピロガロールを示す。
いずれのめっき浴においても、アノードとしては、酸化イリジウム被覆チタンを使用し、レイノルズ数が1×104〜5×105となるように銅条材及びめっき液を相対移動させた。
【0045】
【表1】
【0046】
銅合金板に以上の諸条件でNiめっき、Cuめっき、Snめっきをこの順に施した後、リフロー処理し、Snめっき硫酸浴の泡立ち、スラッジの発生を観察するとともに、得られためっき付き銅合金板の表面のめっき焼けを観察した。
泡立ちについては、JIS K 3362に準拠したロスマイルス法により、25℃で5分後の泡高さを測定し、30mm以下のものを○、30mmを超えたものを×とした。
めっき焼けについては、リフロー後のめっき処理材の表面を目視により観察し、めっき焼けが認めらないものを○、めっき焼けが認められたものを×とした。
スラッジについては、めっき処理後のSnめっき槽からめっき液を採取し、ろ過してスラッジの量を測定し、スラッジ量が5g/l未満であったものを○、5g/l以上を×とした。
これらの結果を表2に示す。
【0047】
【表2】
【0048】
この表2の評価結果から明らかなように、本実施例の高電流密度Snめっき用硫酸浴は、泡立ちが少なくてスラッジの発生量も少なく、本実施例の高電流密度Snめっき用硫酸浴を使用して得られたSnめっき皮膜は、めっき焼けが皆無であることがわかる。
【符号の説明】
【0049】
10 中間材
11 銅条材(銅合金板)
12 Niめっき層
13 Cuめっき層
14 Snめっき層
15 Cu−Sn金属間化合物層
16 めっき付銅条材(めっき付き銅合金板)
21 製造装置
23〜25 めっき槽
29 電極板
30 めっきタンク
31 給電ロール
33 循環タンク
35 液戻り配管
36 泡除去手段
37 スラッジ除去手段
42 リフロー炉
【技術分野】
【0001】
本発明は、Snめっき付銅合金板の製造に用いられる高電流密度Snめっき用硫酸浴及びその硫酸浴を用いた銅合金板へのSnめっき方法に関し、特に詳しくは、泡立ちが少なくてスラッジの発生量も少なくめっき焼けも発生しない高電流密度Snめっき用硫酸浴及びその硫酸浴を用いた銅合金板へのSnめっき方法に関する。
【背景技術】
【0002】
従来、ICやLSIなどの半導体装置や各種電子・電気部品に用いられるリードフレーム、端子、コネクター等の材料として、銅合金板の表面にSnめっき層が形成されたSnめっき付銅合金板が広く使用されている。
【0003】
このSnめっき層を形成する際に使用される無機酸を主成分とするめっき浴としては、例えば特許文献1及び特許文献2に記載されているものがある。
特許文献1には、主成分として5〜50g/lの硫酸、40〜100g/lのSn(II)、光沢添加剤およびスラッジ抑制剤を含む高電流密度Sn用めっき浴が記載され、このめっき浴を用いて温度30〜70℃、50A/dm2以上の電流密度で鋼ストリップに錫を電析させている。
【0004】
また、特許文献2には、主成分として5〜50g/lの硫酸、40〜100g/lのSn(II)、光沢添加剤および2〜10g/lのスラッジ抑制剤を含む高電流密度めっき用のSnめっき硫酸浴が記載され、このめっき浴を用いて浴温30〜70℃、電流密度50A/dm2以上で鋼ストリップに錫を電析させている。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平6−346272号公報
【特許文献1】特開平8−269772号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
鋼ストリップ及び銅合金板の表面に、硫酸浴を使用して高電流密度条件でSnめっきを施す場合、Snめっき表面にめっき焼けが発生し易く、高電流密度条件において電流効率を向上させるために硫酸浴の温度を上昇させると、硫酸浴中のSnが酸化して大量のスラッジが発生する。また、硫酸浴に用いられる既存の光沢剤では泡が発生し易く、特に高速にてSnめっきを施すと、液量の増加に伴い多量の泡が発生するという欠点がある。
上記の特許文献1、2には、Snめっき用硫酸浴のスラッジ発生を抑制する方法については記載されているが、泡の発生防止及びSnめっき用硫酸浴中の不純物に起因するめっき焼けについては、その対策が開示されていない。
【0007】
本発明は、前述の事情に鑑みてなされたものであり、銅合金板に高電流密度でSnめっきを施すに際し、泡立ちが少なくてスラッジの発生量も少なくめっき焼けも発生しない高電流密度Snめっき用硫酸浴及びその硫酸浴を用いた銅合金板へのSnめっき方法を提供することを目的とする。
【課題を解決するための手段】
【0008】
この課題を解決するためには、本発明者らは、ハルセルテストにより、副成分である光沢剤の選定が重要であることに着目した。鋭意検討の結果、泡立ち対策としては、低気泡性であるポリオキシエチレンスチレン化フェニルエーテルが最適であるが、高電流密度対応としては若干難があり、高電流密度に対応できる光沢剤として、適量のエチレンジアミンEO−PO付加物とポリオキシエチレンナフチルエーテルとを選んでポリオキシエチレンスチレン化フェニルエーテルに添加することが効果的であることを見出した。高電流密度に対応できる光沢剤として2種類を選定したのは、1種類よりも2種類の方が相乗効果にて性能が向上するからである。
また、ポリオキシエチレンスチレン化フェニルエーテルとポリオキシエチレンナフチルエーテルとを併用することにより、Sn用めっき硫酸浴中のCu、Cr、Mgイオン等の不純物に起因するめっき焼けを防止でき、更に、泡立ちも抑制することできるので、専用の消泡剤は不要となることも見出した。
また、脱酸素剤として、ポリオキシエチレンスチレン化フェニルエーテルと相性の良い親水性のピロガロールを選定することにより、曇点(水と油が分離する温度)を低下させることなく、スラッジ対策にも充分な効果を発揮することがわかった。
【0009】
即ち、本発明の銅合金板への高電流密度Snめっき用硫酸浴は、主成分として硫酸:30〜120g/l、硫酸錫:20〜150g/lを含有するとともに、光沢剤としてポリオキシエチレンスチレン化フェニルエーテル:0.3〜5g/l、エチレンジアミンEO−PO付加物:0.05〜3g/l、ポリオキシエチレンナフチルエーテル:0.05〜5g/l、脱酸素剤としてピロガロール:0.1〜10g/lを含有することを特徴とする。
【0010】
硫酸の濃度を30〜120g/lとしたのは、30g/l未満ではめっき時の電流密度が上がらず、120g/lを超えるとSnが溶解し難くなる。より好ましくは60〜90g/lが良い。
硫酸錫の濃度を20〜150g/lとしたのは、20g/l未満ではめっき時の電流密度が上がらず、150g/lを超えても効果は飽和してコスト的に無駄となる。より好ましくは60〜120g/lが良い。
【0011】
ポリオキシエチレンスチレン化フェニルエーテルの濃度を0.3〜5g/lとしたのは、0.3g/l未満ではめっき焼け及び泡立ちを抑える効果が薄れ、5g/lを超えると泡の発生が多くなる。より好ましくは1〜3g/lが良い。
エチレンジアミンEO−PO付加物の濃度を0.05〜3g/lとしたのは、0.05g/l未満では光沢不足でめっき焼けが起き易く、3g/lを超えると泡の発生が多くなる。より好ましくは0.1〜1.0g/lが良い。
ポリオキシエチレンナフチルエーテルの濃度を0.05〜5g/lとしたのは、0.05g/l未満ではめっき焼け及び泡立ちを抑える効果が薄れ、5g/lを超えると泡の発生が多くなる。より好ましくは0.1〜1.0g/lが良い。
【0012】
ピロガロールの濃度を0.1〜10g/lとしたのは、0.1g/l未満では脱酸素剤及びスラッジ除去剤としての効果がなく、10g/lを超えると、泡立ち、スラッジの発生が多くなる。より好ましくは2〜6g/lがよい。
【0013】
更に、本発明の銅合金板へのSnめっき方法は、前記高電流密度Snめっき用硫酸浴中にて不溶性アノードを使用し、浴温15〜50℃、電流密度15〜50A/dm2で銅合金板にSnを電析させることを特徴とする。
各成分を本発明の通りに配合したSnめっき用硫酸浴を用い、不溶性アノードを使用し、浴温15〜50℃、電流密度15〜50A/dm2で銅合金板にSnを電析させることにより、硫酸浴中の泡立ちやスラッジの発生が抑えられ、光沢が充分でありめっき焼けも皆無なSnめっき皮膜が銅合金板の表面に形成される。
【発明の効果】
【0014】
本発明により、取扱いが比較的簡単な無機酸の硫酸浴を用いて銅合金板に高電流密度でSnめっきを施すに際し、泡立ちが少なくてスラッジの発生量も少なく、めっき焼けも発生しない高電流密度Snめっき用硫酸浴及びその硫酸浴を用いた銅合金板へのSnめっき方法が提供される。
【図面の簡単な説明】
【0015】
【図1】本発明の一実施形態の製造方法に使用される製造装置の例を示す概略構成図である。
【図2】図1におけるめっき槽の細部構成を示す縦断面図である。
【図3】図2における電極板と銅条材との位置関係を示す横断面図である。
【図4】本発明の一実施形態の製造方法により製造されるめっき付銅条材の断面図であり、(a)がリフロー処理前の中間材の状態、(b)がリフロー処理後の状態を示す。
【図5】めっき処理中のレイノルズ数と電流効率との関係を示すグラフである。
【発明を実施するための最良の形態】
【0016】
以下に、本発明の実施形態を説明する。
本実施形態のSnめっき浴は、銅合金板にSnめっきを含む複数層のめっきを施した後にリフロー処理することによって製造されるめっき付き銅合金板のSnめっき処理に用いられる。
【0017】
このSnめっき浴は、主成分として硫酸:30〜120g/l、硫酸錫:20〜150g/lを含有するとともに、光沢剤としてポリオキシエチレンスチレン化フェニルエーテル:0.3〜5g/l、エチレンジアミンEO−PO付加物:0.05〜3g/l、ポリオキシエチレンナフチルエーテル:0.05〜5g/l、脱酸素剤としてピロガロール:0.1〜10g/lを含有し、残部が水からなる構成である。
【0018】
主成分である硫酸及び硫酸錫は、無機酸であるためSnイオンが安定し、良好な導電性を有する。
硫酸の濃度は、30g/l未満ではめっき時の電流密度が上がらず、120g/lを超えるとSnが溶解しなくなる。より好ましい濃度としては60〜90g/lである。
硫酸錫の濃度は、20g/l未満ではめっき時の電流密度が上がらず、150g/lを超えても効果は飽和して意味がない。より好ましい濃度としては60〜120g/lである。
【0019】
光沢剤として用いられるポリオキシエチレンスチレン化フェニルエーテルは化1の構造式により表される界面活性剤である。ポリオキシエチレン基の付加モル数がn=5〜15、スチレン基の付加モル数がm=1〜13であるものが好ましい。
ポリオキシエチレンスチレン化フェニルエーテルの濃度を0.3〜5g/lとしたのは、0.3g/l未満ではでめっき焼けを及び泡立ちを抑える効果が薄れ、5g/lを超えると泡の発生が多くなる。より好ましくは1〜3g/lが良い。
【0020】
【化1】
【0021】
エチレンジアミンEO−PO付加物は、化2の構造式により表される界面活性剤である。好ましくは、疎水基(ポリオキシプロピレン)の分子量が2000〜3000であり、全分子量中に占める親水基(ポリオキシエチレン)の割合が5〜50質量%の範囲のものが望ましく、5〜40質量%が特に好ましい。
エチレンジアミンEO−PO付加物の濃度を0.05〜3g/lとしたのは、0.05g/l未満では光沢不足でめっき焼けが起き易く、3g/lを超えると泡の発生が多くなる。より好ましくは0.1〜1.0g/lがよい。
【0022】
【化2】
【0023】
ポリオキシエチレンナフチルエーテルは、化3の構造式により表される界面活性剤であり、ポリオキシエチレン基の付加モル数がn=5〜15であるものが好ましい。
ポリオキシエチレンナフチルエーテルの濃度を0.05〜5g/lとしたのは、0.05g/l未満ではめっき焼け及び泡立ちを抑える効果が薄れ、5g/lを超えると泡の発生が多くなる。より好ましくは0.1〜1.0g/lがよい。
【0024】
【化3】
【0025】
脱酸素防止剤として用いられるピロガロールは、化4の構造式により表される有機化合物である。
ピロガロールの濃度を0.1〜10g/lとしたのは、0.1g/l未満では脱酸素剤及びスラッジ除去剤としての効果がなく、10g/lを超えると、泡立ち、スラッジの発生が多くなる。より好ましくは2〜6g/lが良い。
【0026】
【化4】
【0027】
本実施形態では、このようなSnめっき浴の他に、以下に述べるNiめっき浴、Cuめっき浴を用いて、銅合金板に複数層のめっきを施してSnめっき付き銅合金板を製造する。
Niめっき浴は、硫酸を主成分とする硫酸浴である。このNiめっき浴中の硫酸濃度は、0.5〜5g/lの範囲内に設定され、Niめっき浴中のNi濃度(NiSO4・6H2O濃度)は、150〜400g/lの範囲内に設定されている。
また、Niめっき液のpHを1.0〜2.0とするのが好都合である。これにより、めっき時の水素発生により生成する水酸化ニッケルを溶解し、次工程でのCu,Snめっきの付着性を良くことが可能である。
Cuめっき浴は、硫酸を主成分とする硫酸浴である。このCuめっき浴中の硫酸濃度は、10〜100g/lの範囲内に設定され、Cuめっき浴中のCu濃度(CuSO4・5H2O濃度)は、100〜300g/lの範囲内に設定されている。
なお、銅合金板11としては、板厚が0.25mm程度の条材とされてコイル状に巻き取られており、後述するようにめっき浴中を連続的に通過させられるようになっている。
【0028】
そして、図4(a)に示すように、銅合金板11の表面にNiめっき層12を形成し、このNiめっき層12の上にCuめっき層13を形成し、さらに、Cuめっき層13の上にSnめっき層14を形成した3層構造のめっき層を有する中間材10をまず製造し、その後、この中間材10をリフロー処理することによって、図4(b)に示すように、Niめっき層12と表面のSnめっき層14との間にCuとSnとの金属間化合物層15を有するめっき付き銅合金板16を製造する。
【0029】
次に、これらのめっき浴を用いて銅合金板に連続的にめっきを施す方法及びその装置について図1〜図3を参照して説明する。
この図1に示すめっき装置21は、銅合金板の条材(銅条材と称す)11に3層めっきした後、リフロー処理まで実施する装置である。すなわち、このめっき装置21は、脱脂・洗浄槽22、Niめっき槽23、Cuめっき槽24、Snめっき槽25、各めっき槽23〜25の後に配置される洗浄槽26〜28が連続して配置され、銅条材11を脱脂・洗浄槽22、Niめっき槽23、Cuめっき槽24、Snめっき槽25の順に連続的に搬送しながらめっきするようになっている。脱脂・洗浄槽22は、さらに脱脂槽22a、洗浄槽22b、酸洗槽22c、洗浄槽22dによって構成されている。
この場合、いずれのめっき槽23〜25も、図2に示すように、連続的に走行する銅条材11の両面と対向するように一対の電極板29を配置しためっきタンク30を備えている。各電極板29は、チタン(Ti)に酸化イリジウム(IrO2)がコーティングされた不溶性電極板とされている。
【0030】
また、各めっきタンク30には、銅条材11の走行方向を水平方向と垂直方向との間で屈曲させるように銅条材11を巻回する給電ロール31が設けられており、この給電ロール31によって銅条材11をカソードとし、めっきタンク30内の電極板29をアノードとして通電するようになっている。給電ロール31は、ステンレス鋼により形成され、特に耐食性、耐摩耗性に優れるSUS316が好適に用いられる。そして、この給電ロール31の表面は、粗さ曲線の最大断面高さRtで6μm以下とされる。また、めっき槽23〜25の下部には、各めっきタンク30の間で銅条材11を折り返すシンクロール32が設けられている。
そして、めっき液は、図2に白抜き矢印で示したように、各めっきタンク30内を銅条材11の走行方向(実線矢印で示す)とは逆方向に流通させられる構成とされ、銅条材11の走行とめっき液の流通とにより、各めっきタンク30内で各電極板29と銅条材11との間に形成されるめっき液の流れ場におけるレイノルズ数が1×104〜5×105となるように、銅条材11とめっき液とが相対移動されるようになっている。
また、各めっき槽23〜25内のめっき液は、循環タンク(図1にはSnめっき槽25の循環タンクのみ示している)33との間でポンプ34により循環させられる構成とされている。
【0031】
ここで、各めっき浴の温度は、Niめっき浴が30〜60℃、Cuめっき浴が20〜70℃、Snめっき浴が15〜50℃にそれぞれ設定されている。
また、各めっき浴における電流密度は、15〜50A/dm2の範囲内に設定されている。電流密度の適正範囲は、めっき浴の組成、温度等によって変化することになる。本実施形態においては、電流密度の適正範囲が高電流密度側となるようにめっき浴の組成、温度を設定している。
【0032】
そして、各めっき浴中のレイノルズ数が1×104〜5×105となるように、銅条材11及びめっき液を相対移動させる。
このめっき浴におけるレイノルズ数Reは、めっき液と銅条材との相対速度U(m/s)とめっき槽内のめっき液の流れ場の相当直径De(m)と、めっき液の動粘性係数ν(m2/s)との関係から、Re=UDe/νによって求められる。めっき液の流れ場の相当直径Deは、図3に示す電極板29の幅a、電極板29と銅条材11との間の間隔bとの関係から、De=2ab/(a+b)により求められる。
【0033】
このレイノルズ数Reは、図5に示すように、大きい値に設定することにより電流効率は向上する。しかし、レイノルズ数が5×105を超えると、理論電流効率値に限りなく近くなるが、Snめっきの場合は、めっき液中のスラッジが増大するため、好ましくない。一方、1×104未満では攪拌効果が弱く、めっき焼けが発生し易くなる。
このため、いずれのめっき処理も、めっき液の流れ場をレイノルズ数1×104〜5×105にて乱流として、発生した水素ガスを連続的かつ効率的に排除し、処理板の表面に新鮮なめっき液を速やかに供給し、高電流密度によって均質なめっき層を短時間で形成することができる。なお、このレイノルズ数でのめっき処理を可能とするため、めっき液と銅条材11との相対流速としては例えば0.5〜3m/secとされる。このため、高速のめっきラインとすることができ、銅条材11の走行速度(ライン速度)としては、例えば35m/分以上とすることが可能である。
【0034】
このライン速度により、銅条材11は、Niめっき浴中に十数秒間浸漬・通電され、厚さ0.5μm程度のNiめっき層12が形成され、Cuめっき浴中に十数秒間浸漬・通電され、厚さ0.5μm程度のCuめっき層13が形成され、さらにSnめっき浴中に数十秒間浸漬・通電され、厚さ1μm程度のSnめっき層14が形成される。
【0035】
なお、大電流を通電させた際にはめっき浴の温度が上昇するため、熱交換器等によって温度調整することが好ましい。なお、めっき浴の温度が低い場合には、低電流密度で電流効率がピーク値となり、電流密度を高くすると電流効率が低下していく傾向にある。また、めっき浴の温度を高くすることで電流効率が向上することになるが、めっき浴の温度が高すぎるとめっきむらが発生する。
【0036】
また、Snめっき槽25には、泡除去手段36及びスラッジ除去手段37が併設されている。泡除去手段36は、めっき槽25から循環タンク33に至る液戻り配管35内のエア抜き機構、循環タンク33のめっき液の一部を受け入れて消泡する消泡タンク、遠心分離により脱泡する遠心分離機などから構成される。また、スラッジ除去手段37は、循環タンク33にスラッジ沈降タンクを接続し、循環タンク33から定量ずつスラッジ沈降タンクにめっき液を抜き取り、沈降剤を添加しつつスラッジを沈降させ、その上済み液を再び循環タンク33に戻すようにしている。沈降したスラッジは、遠心分離機にかけられ、精錬会社に送られてSnとして再利用される。
【0037】
また、この図1に示す製造装置においては、Snめっき槽25よりも下流位置には、洗浄槽28を経由した銅条材11を乾燥する乾燥機41が設けられる。また、その乾燥機41の下流位置には、リフロー炉42が設けられ、このリフロー炉42に、一次冷却のための空冷ゾーン43、二次冷却のための水冷ゾーン44が備えられる。符号45は、水冷ゾーン44を経由した銅条材11を乾燥する乾燥機である。
【0038】
以上のようにして、銅条材11の表面に、Niめっき層12、Cuめっき層13およびSnめっき層14を有する3層構造のめっき層を備えた銅条材(中間材)10が製造され、リフロー処理によりめっき付銅条材16が製造される。
このとき、Niめっき工程、Cuめっき工程およびSnめっき工程において、Niめっき浴、Cuめっき浴およびSnめっき浴におけるレイノルズ数が1×104〜5×105となるように設定されているので、高電流密度条件下での電流効率を向上させて効率良くNiめっき、CuめっきおよびSnめっきを行うことができるとともに、めっき焼けを防止して均一なNiめっき層12、Cuめっき層13およびSnめっき層14を形成することができる。
【0039】
また、Niめっき工程、Cuめっき工程およびSnめっき工程における電流密度が15〜50A/dm2の範囲内に設定されているので、Niめっき層12、Cuめっき層13およびSnめっき層14を効率的に形成することができるとともに、スラッジの発生やめっき焼けの発生を確実に防止することができる。
【0040】
また、Snめっき浴における硫酸濃度が30〜120g/lの範囲内に設定されているので、電流効率を向上させて効率良くSnを電析させることができるともに、硫酸によるめっき槽等の部材の劣化(溶解)を抑制できる。
さらに、Snめっき浴における硫酸錫濃度が20〜150g/lの範囲内に設定されているので、めっき焼けの発生及びスラッジの発生を抑えることができる。
また、光沢剤として、ポリオキシエチレンスチレン化フェニルエーテルに加え、適量のエチレンジアミンEO−PO付加物とポリオキシエチレンナフチルエーテルを選んで、これら3種類の光沢剤を前述した添加量で添加したことにより、泡の発生を抑制しながら高電流密度下でめっき焼けを起こすことなくめっき処理を実施することができる。
また、脱酸素剤として適量の親水性のピロガロールを選択したことにより、光沢剤との相性が良く、曇点を低下させることがないので、スラッジの抑制効果に優れるめっき浴となっている。
そして、このSnめっき浴温度が15〜50℃の範囲内に設定されているので、高い電流密度でも均一なSnめっき層14を得ることができる一方、めっきむらの発生を防止できるとともに、泡やスラッジの発生を抑制できる。
【0041】
なお、Snめっき槽25において、図1に示すように、泡除去手段36及びスラッジ除去手段37を設けていることにより、めっき液の流量を増加しても泡やスラッジの発生が少なく、さらなる装置の大型化、高速化を図ることができる。
この場合、高速ラインにより給電ロールへの負荷が大きくなるが、給電ロールをSUS316の耐食性、耐摩耗性に優れるステンレス鋼とし、その表面粗さを粗さ曲線の最大断面高さRtで6μm以下としたことから、摩耗や銅条材による押し跡等が生じることがなく、めっき表面の品質を劣化させることがない。
したがって、この製造装置によれば、銅条材の幅が例えば670mm以上、ライン速度が例えば35m/分以上の大型で高速のめっき処理を実現することが可能となる。
【0042】
さらに、本実施形態では、Snめっき層14を形成した後にリフロー処理を行っているので、めっき時の応力を解放し、Snウィスカーの発生を防止できる。高電流密度条件下でSnめっきを形成した場合には、応力が高くなることがあるため、特に効果的である。
【0043】
以上、本発明の実施形態であるめっき付銅条材の製造方法について説明したが、本発明はこの記載に限定されることはなく、その発明の技術思想を逸脱しない範囲で適宜変更可能である。
例えば、銅条材の表面に、Niめっき層、Cuめっき層およびSnめっき層を有する3層構造のめっき層を備えためっき付銅条材を製造するものとして説明したが、これに限定されることはなく、例えば、銅条材の表面に、直接、Snめっき層を形成するものであってもよい。また、銅条材の表面にCuめっき層を形成し、このCuめっき層の上にSnめっき層を形成してもよい。さらに、銅条材の表面にNiめっき層を形成し、このNiめっき層の上にSnめっき層を形成してもよい。
また、Snめっき槽に泡除去手段及びスラッジ除去手段を設けたが、前述したように、めっき浴の構成により泡やスラッジの発生を抑制できるので、泡除去手段及びスラッジ除去手段は必ずしも必要ではない。
【実施例】
【0044】
以下に本発明の実施例について説明する。
Niめっき浴については硫酸濃度を0.5〜5g/l、Ni濃度を150〜400g/l、pHを1.0〜2.0に調整し、浴温30〜60℃とした。Cuめっき浴については硫酸濃度を10〜100g/l、Cu濃度を100〜300g/lとし、浴温を20〜70℃とした。これらNiめっき、Cuめっきにおける電流密度は15〜50A/dm2とした。
Snめっき硫酸浴の組成については、表1に示すように、硫酸、硫酸錫、各光沢剤、脱酸素剤の添加量を変えて複数種類の浴を構成し、それぞれ表1に示す温度、電流密度条件とした。表1にて、Aはポリオキシエチレンスチレン化フェニルエーテル、BはエチレンジアミンEO−PO付加物、Cはポリオキシエチレンナフチルエーテル、Dはピロガロールを示す。
いずれのめっき浴においても、アノードとしては、酸化イリジウム被覆チタンを使用し、レイノルズ数が1×104〜5×105となるように銅条材及びめっき液を相対移動させた。
【0045】
【表1】
【0046】
銅合金板に以上の諸条件でNiめっき、Cuめっき、Snめっきをこの順に施した後、リフロー処理し、Snめっき硫酸浴の泡立ち、スラッジの発生を観察するとともに、得られためっき付き銅合金板の表面のめっき焼けを観察した。
泡立ちについては、JIS K 3362に準拠したロスマイルス法により、25℃で5分後の泡高さを測定し、30mm以下のものを○、30mmを超えたものを×とした。
めっき焼けについては、リフロー後のめっき処理材の表面を目視により観察し、めっき焼けが認めらないものを○、めっき焼けが認められたものを×とした。
スラッジについては、めっき処理後のSnめっき槽からめっき液を採取し、ろ過してスラッジの量を測定し、スラッジ量が5g/l未満であったものを○、5g/l以上を×とした。
これらの結果を表2に示す。
【0047】
【表2】
【0048】
この表2の評価結果から明らかなように、本実施例の高電流密度Snめっき用硫酸浴は、泡立ちが少なくてスラッジの発生量も少なく、本実施例の高電流密度Snめっき用硫酸浴を使用して得られたSnめっき皮膜は、めっき焼けが皆無であることがわかる。
【符号の説明】
【0049】
10 中間材
11 銅条材(銅合金板)
12 Niめっき層
13 Cuめっき層
14 Snめっき層
15 Cu−Sn金属間化合物層
16 めっき付銅条材(めっき付き銅合金板)
21 製造装置
23〜25 めっき槽
29 電極板
30 めっきタンク
31 給電ロール
33 循環タンク
35 液戻り配管
36 泡除去手段
37 スラッジ除去手段
42 リフロー炉
【特許請求の範囲】
【請求項1】
主成分として硫酸:30〜120g/l、硫酸錫:20〜150g/lを含有するとともに、光沢剤としてポリオキシエチレンスチレン化フェニルエーテル:0.3〜5g/l、エチレンジアミンEO−PO付加物:0.05〜3g/l、ポリオキシエチレンナフチルエーテル:0.05〜5g/l、脱酸素剤としてピロガロール:0.1〜10g/lを含有することを特徴とする銅合金板への高電流密度Snめっき用硫酸浴。
【請求項2】
請求項1記載の高電流密度Snめっき用硫酸浴を用いて銅合金板へSnめっきを施す方法であって、前記高電流密度Snめっき用硫酸浴中にて不溶性アノードを使用し、浴温15〜50℃、電流密度15〜50A/dm2で銅合金板にSnを電析させることを特徴とする銅合金板へのSnめっき方法。
【請求項1】
主成分として硫酸:30〜120g/l、硫酸錫:20〜150g/lを含有するとともに、光沢剤としてポリオキシエチレンスチレン化フェニルエーテル:0.3〜5g/l、エチレンジアミンEO−PO付加物:0.05〜3g/l、ポリオキシエチレンナフチルエーテル:0.05〜5g/l、脱酸素剤としてピロガロール:0.1〜10g/lを含有することを特徴とする銅合金板への高電流密度Snめっき用硫酸浴。
【請求項2】
請求項1記載の高電流密度Snめっき用硫酸浴を用いて銅合金板へSnめっきを施す方法であって、前記高電流密度Snめっき用硫酸浴中にて不溶性アノードを使用し、浴温15〜50℃、電流密度15〜50A/dm2で銅合金板にSnを電析させることを特徴とする銅合金板へのSnめっき方法。
【図1】

【図2】
【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2012−57214(P2012−57214A)
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願番号】特願2010−201948(P2010−201948)
【出願日】平成22年9月9日(2010.9.9)
【出願人】(000176822)三菱伸銅株式会社 (116)
【Fターム(参考)】
【公開日】平成24年3月22日(2012.3.22)
【国際特許分類】
【出願日】平成22年9月9日(2010.9.9)
【出願人】(000176822)三菱伸銅株式会社 (116)
【Fターム(参考)】
[ Back to top ]