
銅合金製の転造加工用素材及び転造加工品
【課題】強度及び耐食性に優れた転造加工品を得るための銅合金製の転造加工用素材を提供する。
【解決手段】転造加工用素材は、被転造加工部分が、Cu:73.5〜79.5mass%、Si:2.5〜3.7mass%、Zn:残部及び不可避不純物からなり且つ63.0≦[Cu]−3.6×[Si]≦67.5の関係(構成元素xの含有量を[x]mass%とする)を有する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係(含有相yの面積率を[y]%とし、含有しない相yについては[y]=0とする)を有する金属組成をなすと共に、HV1:125〜165の硬度を有するCu−Zn−Si合金であるものである。
【解決手段】転造加工用素材は、被転造加工部分が、Cu:73.5〜79.5mass%、Si:2.5〜3.7mass%、Zn:残部及び不可避不純物からなり且つ63.0≦[Cu]−3.6×[Si]≦67.5の関係(構成元素xの含有量を[x]mass%とする)を有する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係(含有相yの面積率を[y]%とし、含有しない相yについては[y]=0とする)を有する金属組成をなすと共に、HV1:125〜165の硬度を有するCu−Zn−Si合金であるものである。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、転造加工用素材及びこれを転造加工してなる転造加工品に関するものであり、特に転造加工部分が強度及び耐食性に優れた銅合金製の転造加工品及びこれを得るための銅合金製の転造加工用素材に関するものである。
【背景技術】
【0002】
転造加工は、(a)高い生産性、(b)安定した加工精度、(c)面粗度の向上、(d)高強度など特徴を持っており、各種合金で実用されている。具体的には、(a)生産性は、材料を盛り上げて成形するため材料のロスが出ず、歩留が向上する。また、加工時間が短く、工具であるロールの寿命も長いため、切削工程に比べ生産性は向上する。(b)ロール寿命が長いので、加工精度は安定し、中大量生産向けの工程である。(c)研削したロールによる強加工であるため、表面状態は改善される。(d)切削加工のように金属組織は分断されず、鍛造品のように連続した金属組織になる。また、表面は加工硬化するので、強度は向上するといった長所がある。しかし、局所的な応力による強加工であり、拘束されていない製品部分の加工精度の維持は困難である。
【0003】
転造加工は、ステンレスなどの各種鋼材・非鉄金属・プラスチック素材へも適用されており、ステアリングシャフト・モーターシャフトなどの軸製品、ドアロックアクチュエータ・サンルーフモータ・パワーウィンドモータなどに利用されるウォームギア、ラックダイス方式で製造されるインボリュートスプライン軸・インボリュートセレーション軸などの製品にも利用されている。
【0004】
黄銅では、転造加工はネジ・ウォームギアなどの製品で利用されており、数多くの製品が生産されている。また、インサートナットは、自動車・産業機械などの各種基盤と樹脂成形したカバーの締結に使用されている。精密機器であるため、切削加工時の切屑が樹脂成形時に樹脂側に流出すると、使用時にショートを起こす危険性がある。そのため、インサートナットの加工時に切削工程不可として、転造加工を指定する製品も見受けられる。また、ネジなど安価で大量生産する製品や切削加工ほどの精度を必要としない製品でも転造は多用されている。
【0005】
昨今の鉛規制強化により、素材からの鉛フリー化が急速に進んでいる。当初は、水栓分野が主体であり、転造加工分野での鉛フリー化の動きは見られなかった。しかし、水栓分野での鉛フリー化の実績が増えていることや世界的な環境問題への関心の高まりから、電機電子分野や自動車分野への鉛フリー化の検討・進展も進んできている。現在、鉛フリー銅合金としては、PbをBiに置き換えた材料が利用され始めている。
【0006】
転造加工される黄銅は、JIS C3604や銅量を60%に増やしたJIS C3602が使用されることが多い(例えば、特許文献1の段落番号[0007]を参照)。転造は冷間での強加工であるため、銅量を増やしてβ相量を減らすことで冷間での変形能が向上するため、JIS C3602が多用される。前述のPbフリー銅合金の転造加工性を考えると、PbをBiに置き換えたBi系鉛フリー黄銅は、従来のJIS C3604と同等と考えてよい。
【0007】
また、転造加工は冷間での強加工であり、ネジの場合、ネジ底部の残留圧縮応力が高くなることで締結力の向上・寿命改善を図っている。しかし、残留応力が高くなることは、同時に応力腐食割れの危険性が高くなる。一般的な黄銅では、応力腐食割れ対策として低温焼鈍による残留応力の除去を実施している(例えば、特許文献2の段落番号[0063]を参照)。転造加工した黄銅製品を低温焼鈍により残留応力除去することで応力腐食割れの対策を施すことは、余分なコストが生じるだけでなく、転造加工による強度向上のメリットを捨て去ることであり、本末転倒になってしまう。
【0008】
昨今の鉛規制の動向から、水栓分野に限らず電子電機・自動車などあらゆる産業分野での鉛規制は強化される方向にある。銅合金でも、切削性はもとより強度・耐食性・加工性といった相反する特性を併せ持った合金が求められている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2005−287204公報
【特許文献2】特開2006−274313公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、かかる点に鑑みてなされたものであり、転造加工部分が少なくとも強度及び耐食性に優れた銅合金製の転造加工品及びこれを転造加工により得ることができる転造加工性に優れた銅合金製の転造加工用素材を提供することを目的とするものである。
【課題を解決するための手段】
【0011】
本発明は、上記の目的を達成すべく、次のような銅合金製の転造加工用素材及び転造加工品を提案する。
【0012】
すなわち、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第1発明素材」という)を提案する。
【0013】
また、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、P:0.015〜0.2mass%、Sb:0.015〜0.2mass%、As:0.015〜0.15mass%、Sn:0.03〜1.0mass%及びAl:0.03〜1.5mass%から選択された1種以上の元素と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第2発明素材」という)を提案する。
【0014】
また、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、Pb:0.003〜0.25mass%及び/又はBi:0.003〜0.30mass%と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第3発明素材」という)を提案する。
【0015】
また、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、P:0.015〜0.2mass%、Sb:0.015〜0.2mass%、As:0.015〜0.15mass%、Sn:0.03〜1.0mass%及びAl:0.03〜1.5mass%から選択された1種以上の元素と、Pb:0.003〜0.25mass%及び/又はBi:0.003〜0.30mass%と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第4発明素材」という)を提案する。
【0016】
また、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、Mn:0.05〜2.0mass%、Ni:0.05〜2.0mass%、Ti:0.003〜0.3mass%、B:0.001〜0.1mass%及びZr:0.0005〜0.03から選択された1種以上の元素と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第5発明素材」という)を提案する。
【0017】
また、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、P:0.015〜0.2mass%、Sb:0.015〜0.2mass%、As:0.015〜0.15mass%、Sn:0.03〜1.0mass%及びAl:0.03〜1.5mass%から選択された1種以上の元素と、Mn:0.05〜2.0mass%、Ni:0.05〜2.0mass%、Ti:0.003〜0.3mass%、B:0.001〜0.1mass%及びZr:0.0005〜0.03から選択された1種以上の元素と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第6発明素材」という)を提案する。
【0018】
また、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、Pb:0.003〜0.25mass%及び/又はBi:0.003〜0.30mass%と、Mn:0.05〜2.0mass%、Ni:0.05〜2.0mass%、Ti:0.003〜0.3mass%、B:0.001〜0.1mass%及びZr:0.0005〜0.03から選択された1種以上の元素と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第7発明素材」という)を提案する。
【0019】
また、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、P:0.015〜0.2mass%、Sb:0.015〜0.2mass%、As:0.015〜0.15mass%、Sn:0.03〜1.0mass%及びAl:0.03〜1.5mass%から選択された1種以上の元素と、Pb:0.003〜0.25mass%及び/又はBi:0.003〜0.30mass%と、Mn:0.05〜2.0mass%、Ni:0.05〜2.0mass%、Ti:0.003〜0.3mass%、B:0.001〜0.1mass%及びZr:0.0005〜0.03から選択された1種以上の元素と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第8発明素材」という)を提案する。
【0020】
条件(1):構成元素の含有量間に63.0≦[Cu]−3.6×[Si]−3×[P]−0.3×[Sb]+0.5×[As]−1×[Sn]−1.9×[Al]+0.5×[Pb]+0.5×[Bi]+2×[Mn]+1.7×[Ni]+1×[Ti]+2×[B]+2×[Zr]≦67.5の関係を有する合金組成をなすこと。
【0021】
なお、条件(1)においては、構成元素xの含有量を[x]mass%とする(以下の説明においても同じ)。例えば、Cuの含有量は[Cu]mass%である。また、含有されていない元素xについては[x]=0とする。例えば、第1発明素材においては、[P]=[Sb]=[As]=[Sn]=[Al]=[Pb]=[Bi]=[Mn]=[Ni]=[Ti]=[B]=[Zr]=0であるから、条件(1)は63.0≦[Cu]−3.6×[Si]≦67.5となる。
【0022】
条件(2):含有相の面積率間に60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係を有する金属組織をなすこと。
【0023】
なお、条件(2)においては、含有相yの面積率を[y]%とする(以下の説明においても同じ)。例えば、α相の面積率は[α]%である。また、含有しない相yについては[y]=0とする。例えば、β相を含有しない場合、[β]=0であるから、[β]+[μ]+[γ]≦4は[μ]+[γ]≦4となる。但し、当該式はβ相、μ相及びγ相のうち少なくとも2相が含有される場合に適用されるものであって、β相、μ相又はγ相の1相が含有される場合には、[β]≦2、[μ]≦2、又は[γ]≦2が適用される。
【0024】
また、各相の面積率(%)は画像解析により測定されるものであり、具体的には、200倍又は500倍の光学顕微鏡組織を画像処理ソフト「WinROOF」(株式会社テックジャム製)で2値化することにより求められるものであり、3視野で測定された平均値である。
【0025】
条件(3):被転造加工部分の硬度(ビッカース硬度)がHV1:125〜165であること。
【0026】
第1〜第8発明素材にあって、被転造加工部分の金属組織にγ相(及びκ相)が含有される場合においては、当該金属組織が条件(2)に加えて条件(4)も満足するものであることが好ましい。
【0027】
条件(4):被転造加工部分の金属組織が、23≦[γ]+[κ]≦33の関係を有するものであること。
【0028】
また、第1〜第8発明素材は、一般に、鋳造材、押出材、抽伸材又は鍛造材として提供されるが、被転造加工部分の金属組織及び/又は硬度が上記した条件を満足しない場合には、かかる条件を満足させるために焼鈍等の熱処理が施される。熱処理は、500〜600℃で0.5〜8.0時間保持し且つ400℃以下での冷却速度を0.3℃/min.以上とする条件で行われることが好ましい。第1〜第8発明素材が鋳造材、押出材、抽伸材及び鍛造材の何れかである場合、少なくとも抽伸材については当該熱処理を施しておくことが好ましい。
【0029】
さらに、本発明は、第1〜第8発明素材の被転造加工部分を転造加工してなる転造加工品であって、転造加工部分の硬度(ビッカース硬度)がHV1:220〜270である銅合金製の転造加工品(以下「本発明加工品」という)を提案する。転造加工部分の断面硬さがHV1:220未満では実用的な転造加工品としての強度が十分でなく、優れた耐摩耗性を確保することができない。逆に、HV1:270を超える場合には、銅合金材料(Cu−Zn−Si合金)の加工限度を超えてしまい、転造加工時に転造加工部分の破砕が生じたり、転造加工製品の使用中に転造加工加工部分が破損する虞れがある。これらの点から、本発明加工品の転造加工部分における硬度はHV1:220〜270であることが必要であり、HV1:230〜260であることが好ましい。
【0030】
なお、第1〜第8発明素材及びその被転造加工部分を転造した本発明加工品にあって、被転造加工部分以外の部分又は転造加工部分以外の部分が上記した合金組成、金属組織又は硬度を有することを妨げるものでないことは云うまでもない。また、第1〜第8発明素材及び本発明加工品には、その一部分を被転造加工部分又は転造加工部分とする場合の他、全体を被転造加工部分又は転造加工部分とする場合が含まれる。
【0031】
而して、第1〜第8発明素材及びこれを転造加工した本発明加工品にあって、Cuは当該素材を構成する主要元素であり、Siの含有量との関係もあるが、転造加工部分の耐食性に悪影響を与えるβ相を出現させないためには、或いはβ相の出現を最小限に抑制するためには一定量以上の含有量が必要である。また、一定量以上のCuを含有させることにより、転造加工部分の応力腐食割れ感受性を低くし、転造加工部分の高強度、耐摩耗性、延性及び衝撃特性を確保することができる。これらの点から、Cuの含有量は73.5mass%以上であることが必要であり、74.0mass%以上であることが好ましい。
【0032】
一方、Cuを79.5mass%を超えて含有させても、Si含有量との関係もあるが、転造加工部分の耐食性が飽和する上、かえって転造加工用素材の製造段階での鋳造性や鍛造性に問題が生じ、また十分な被削性を確保できず当該素材の製造段階や転造加工品の製造段階で切削加工を良好に行い得ない。これらの点から、Cuの含有量は79.5mass%以下としておくことが必要であり、79.0mass%以下としておくことが好ましい。
【0033】
第1〜第8発明素材及びこれらを転造加工した本発明加工品にあって、SiはCu及びZnと共に当該素材を構成する主要元素であるが、Si含有量が2.5mass%未満であると、Siによる固溶硬化が生じたり或いはκ相の形成が不十分となって、転造加工部分の強度が不足する虞れがある。また、十分な被削性を確保することができず、当該素材の製造段階や転造加工品の製造段階での切削加工が行われる場合にあって、当該切削加工を良好に行い得ない。これらの点からSi含有量は2.5mass%以上としておく必要があり、2.7mass%以上としておくことが好ましい。
【0034】
一方、Si含有量が3.7mass%を超えると、転造加工部分の強度が飽和する上、α相の占める割合が小さくなるために、転造加工が困難となり、転造加工部分の延性、耐食性、衝撃特性に問題が生じる。また、κ相及び/又はγ相の占める割合が高くなってα相の占める割合が少なくなるために、十分な被削性を確保できず、当該素材の製造段階や転造加工品の製造段階における切削加工を良好に行い得ない。また、耐食性等に有害なβ相が形成され易くなり、μ相及び/又はγ相の占める割合が多くなり、転造加工部分の耐食性、延性、衝撃特性が低下する虞れある。これらの点から、Si含有量は3.7mass%以下としておく必要があり、3.5mass%以下としておくことが好ましい。
【0035】
Znは、Cu、Siと共に第1〜第8発明素材及びこれを転造加工した本発明加工品の合金組成を構成する主要元素であり、被削性向上・耐食性向上・機械的性質向上の効果がある。よって、各構成元素の残部と規定する。
【0036】
第2、第4、第6及び第8発明素材及びこれらを転造加工した本発明加工品にあって、P、Sb、As、Sn及びAlは転造加工部分の耐食性を向上させるために1種以上が含有される。
【0037】
すなわち、P、Sb及びAsは、何れも、α相の耐食性を向上させるものであり、特に、As及び/又はPの含有による耐食性の向上効果は大きい。一方、Sbはκ相の耐食性を向上させ、μ、γ及びβ相の耐食性も改善する。P及びAsもκ相の耐食性を改善させるが、その効果はSbよりも低く、μ、γ及びβ相の耐食性の改善効果はSbよりも少ない。一般に、転造加工のように銅合金材料に大きな塑性変形が加えられた場合、その変形部分(転造加工部分)における耐食性は低下するが、これらの元素を含有させておくことにより十分な耐食性を確保することができる。また、Pは熱間鍛造材の結晶粒を微細化し、Zrとの共添加で鋳物の結晶粒を微細化するが、結晶粒の成長を抑制する点においてはP又はAsとSbとを共添させることが好ましい。このような耐食性や強度の向上効果は、P、Sb及びAsの何れについても、含有量が0.015mass%未満ではさほど期待できない。しかし、As含有量が0.15mass%を超え、またSb含有量又はP含有量が0.2mass%を超えても、当該効果は飽和する。これらの点から、P含有量を0.015〜0.2mass%、Sb含有量を0.015〜0.2mass%及びAs含有量を0.015〜0.15mass%とした。
【0038】
また、Sn及びAlは、P、Sb及びAsと同様に耐食性を向上させる元素であり、特に高速の流水のもと、特に物理的作用が特に生じる流水条件下での耐食性つまりエロージョンコロージョン性及びキャビテーション性を向上させ、更には水質の悪い環境下での耐食性を向上させる効果を発揮する。さらに、Sn及びAlは、α相及びκ相を硬化させて強度及び耐摩耗性を向上させる効果を発揮する。Snについては、上記効果が十分に発揮されるためには、その含有量を0.03mass%以上としておくことが必要であり、0.2mass%以上であることが好ましく、0.3mass%以上であることがより好ましい。しかし、Sn含有量が1.0mass%を超えても当該効果は飽和し、γ相の量が多くなって、かえって伸びが損なわれることから、Sn含有量は1.0mass%以下とする必要があり、0.8mass%以下としておくことが好ましい。また、Alについては、上記効果が十分に発揮されるためには、その含有量を0.03mass%以上としておくことが必要であり、0.25mass%以上であることが好ましく、0.45mass%以上であることがより好ましい。しかし、Al含有量が1.5mass%を超えても当該効果は飽和し、かえって鋳造性や延性が損なわれることから、Al含有量は1.5mass%以下としておくことが必要であり、1.2mass%以下としておくことが好ましく、0.9mass%以下としておくことがより好ましい。
【0039】
第3、第4、第7及び第8発明素材及びこれらを転造加工した本発明加工品にあって、Pb及び/又はBiは、当該素材又は当該部材の製造段階で切削加工が必要となる場合(例えば、鋳塊ないし鋳造材を切削して当該素材を製造する場合や当該部材における転造加工部分以外の部分を切削して最終的な転造加工品を製造する場合)において優れた被削性を発揮させるために含有される。Cu、Si及びZnを上記した範囲で含有するCu−Zn−Si合金にあって、Pb及びBiは、各々の含有量を0.003mass%以上とすることによって被削性向上効果を発揮する。しかし、Pbは人体に有害であり、その含有量が規制される傾向にあること、更にはPbを必要以上に含有させると延性や衝撃特性を損なうことから、Pbの含有量は0.25mass%以下としておく必要があり、0.15mass%以下としておくことが好ましく、0.08mass%以下としておくことがより好ましい。また、Biはレアメタルであることから、更にはPbと同様に必要以上の含有は延性や衝撃特性を損なうことがあることから、Bi含有量は0.30mass%以下としておく必要があり、0.2mass%以下としておくことが好ましく、0.1mass%以下としておくことがより好ましい。なお、Pb及びBiを共添させる場合にあっては、その合計含有量は0.25mass%以下に抑えることが好ましく、0.15mass%以下としておくことがより好ましい。また、Pb及びBiはマトリックスに固溶せず、粒状で存在することになるが、Pb及びBiを共添させると、これらは共存して、その共存物粒子の融点が低下し、切削加工中に割れを生じる虞れがあることから、各々0.02mass%以上のPb及びBiが共添される場合には、それらの含有量比[Bi]/[Pb]が7以上となる([Bi]/[Pb]≧7)ようにしておくことが好ましく、[Bi]/[Pb]≧0.35となるようにしておくことがより好ましい。この場合においても、上記の如く、Pb及びBiの合計含有量を0.25mass%以下(より好ましくは0.15mass%」以下)に抑えておくことが好ましいことは言うまでもない。
【0040】
第5〜第8発明素材及びこれらを転造加工した本発明加工品にあって、Mn、Ni、Ti、B及びZrは主として転造加工部分の強度を向上させるために1種以上が含有される。
【0041】
すなわち、Mn及びNiは、主としてSiと金属間化合物を形成することにより、強度と耐摩耗性を向上させる効果があるが、かかる効果が発揮されるためにはMn及びNiの含有量は夫々0.05mass%以上としておくことが必要である。しかし、Mn及びNiを夫々2.0mass%を超えて添加しても、その効果は概ね飽和し、かえって転造加工性が悪くなり、また被削性が低下すると共に延性及び衝撃特性も低下することになる。したがって、Mn及びNiの含有量は、夫々、0.05〜2.0mass%とする。
【0042】
また、Ti及びBは、微量の添加で強度を向上させるために含有される。かかる強度の向上は、主として鍛造ないし鋳物の段階で結晶粒を微細化させて結晶粒成長を抑制することによるものであるが、その効果はTi含有量が0.003mass%以上である場合、又はB含有量が0.001mass%以上である場合に発揮される。しかし、Ti含有量が0.3mass%を超え、或いはB含有量が0.1mass%を超えても、当該効果は飽和し、むしろ、活性な金属であるTi又はBの含有量が多いと、大気中での溶解時に酸化物の巻き込みが生じるといった弊害がある。したがって、Ti含有量は0.003〜0.3mass%とし、B含有量は0.001〜0.1mass%とする。
【0043】
また、Zrは、微量の添加で強度を向上させる効果を発揮する。かかる効果は、主として鋳物の段階で結晶粒が著しく微細化することによるものであり、結晶粒の微細化により強度が向上する。このような結晶粒の微細化による強度の向上効果は、Zr含有量が0.0005mass%以上で発揮される。しかし、Zrを0.03mass%を超えて添加しても、当該効果は飽和することになり、寧ろ結晶粒の微細化を阻害する虞れが生じる。したがって、Zr含有量は0.0005〜0.03mass%とする。なお、Zrによる結晶粒微細化の効果はPと共添されることにより更に発揮されることになる。かかる効果は、特にZrとPとの共添割合[P]/[Zr]が1≦[P]/[Zr]≦80である場合においてより顕著に発揮されることになる。
【0044】
ところで、Cu−Zn−Si合金等の銅合金はリサイクル性に優れ、高いリサイクル率で回収されリサイクルされる。一方、リサイクルの際に他の銅合金の混入や、例えば切削加工時に、工具の摩耗によりFe等が不可避的に混入することがある。したがって、第1〜第8発明素材においても、JIS等の各種規格で不可避不純物として規格化されているものについては、その含有を許容している。例えば、JIS H3250の銅及び銅合金棒で記載されている快削性銅合金棒C3601においては0.3mass%以下のFeが不純物として規定されているが、かかるFeは第1〜第8発明素材においても不可避不純物として扱うものとする。
【0045】
また、転造加工部分が高い強度を有し且つ優れた衝撃特性や延性に有するためには、そして、これらの特性に大きく影響する良好な金属組織を得るためには、第1〜第8発明素材の合金組成を構成する元素の含有量は、上記した範囲において個々に決定するのみでは不十分であり、第1発明素材にあってはCu及びSiの含有量相互の関係を考慮して決定することが必要であり、また第2〜第8発明素材にあっては、Cu及びSiの含有量と選択的に含有される元素(P、Sb、As、Sn、Al、Pb、Bi、Mn、Ni、Ti、B及びZrから選択される1種以上の元素)の含有量との相互関係を考慮して決定することが必要であり、第1〜第8発明素材の合金組成が条件(1)を満足するものであることが必要である。
【0046】
すなわち、条件(1)の含有量式f(=[Cu]−3.6×[Si]−3×[P]−0.3×[Sb]+0.5×[As]−1×[Sn]−1.9×[Al]+0.5×[Pb]+0.5×[Bi]+2×[Mn]+1.7×[Ni]+1×[Ti]+2×[B]+2×[Zr])は、多くの実験、試行錯誤を積み重ねることにより案出されたものであり、f<63.0であると、高温加熱時にマクロ結晶粒が粗大化して、特に衝撃特性及び延性が低下し、耐食性及び引張強さも低下する。また、f>67.5であると、α相の占める割合が大きくなりすぎ、高温加熱時にα相結晶粒が成長し、引張強さ及び耐力が低下する。これらの点から、第1〜第8発明素材の合金組成を、その構成元素の含有量が前記した範囲内において63≦f≦67.5となるようにする必要があり、fの下限値は63.5であることが好ましく、64.0であることがより好ましい。また、fの上限値は67.0であることが好ましく、66.5であることがより好ましい。なお、第3、第4、第7及び第8発明素材並びにこれらを転造加工してなる本発明加工品にあって、Pb及びBiを共添する場合、その合計含有量が0.003mass%を超えると、衝撃特性、延性、及び引張強さが低下し始めることから、63.0+2([Pb]+[Bi]−0.003)≦f≦67.5−2([Pb]+[Bi]−0.003)であることが好ましく(63.5+2([Pb]+[Bi]−0.003)≦f≦67.0−2([Pb]+[Bi]−0.003)であることがより好ましい)、転造加工用素材及び/又は転造加工品の製造段階で切削加工が行われる場合においては、f<63.0+2([Pb]+[Bi]−0.003)又はf>67.5−2([Pb]+[Bi]−0.003)であると、優れた被削性が得られず、良好な切削加工を行い難い。また、第1〜第8発明素材及びこれらを転造加工してなる本発明加工品にあって、Fe等の不可避的不純物の合計含有量が0.7mass%以下であれば当該不純物による悪影響はないと考えられるが、当該不純物による影響を考慮するならば条件(1)を63.7≦f≦66.8としておくことが好ましい。また、不可避不純物の合計含有量が0.7mass%を超える場合には、その合計含有量を[X]mass%とすると、条件(1)を63.0+([X]−0.7)≦f≦67.5−([X]−0.7)つまり62.3+[X]≦f≦68.2−[X]としておくことが好ましく、63.0+[X]≦f≦67.5−[X]としておくことがより好ましい。
【0047】
また、転造加工用素材にあっては、一般に、これが種々の加熱工程(例えば、熱間押出や焼鈍等)を経て製造されるものであるから、マトリックスのα相に加え、β相、κ相、γ相、μ相、場合にはよってはδ相、ζ相、χ相等、種々の相が出現する可能性があり、押出条件や焼鈍条件等によって出現する相の種類やこれらの相の占める割合が大きく変動することになるが、第1〜第8発明素材及びこれらを転造加工してなる本発明加工品にあっては、上記した合金組成をなすことに加えて、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織となすことが必要である(γ相を含む場合には、更に条件(4)を満足する金属組織となすことが好ましい)。
【0048】
すなわち、金属組織中におけるα相及びκ相の占める合計面積率が96%未満であると、良好な転造加工を行い難く、また高い強度、延性及び衝撃特性を確保することができず、耐食性も不十分なものとなる。基本的にはα相はマトリックスであり、延性や耐食性に富む。そして、転造加工後の金属組織においてα相の周りをκ相が取り巻く、或いはα相とκ相とが均一に混合し合うことにより、α相及びκ相の結晶粒成長が抑制され、高い強度が得られると同時に、優れた転造加工性を確保し、高い延性、衝撃特性及び優れた耐食性が得られる。したがって、これらの特性をより優れたものにするためには、[α]+[κ]≧96であることが必要であり、[α]+[κ]≧97であることが好ましく、[α]+[κ]≧98であることがより好ましい。
【0049】
また、高い強度、高い延性、衝撃特性及び優れた耐食性を得るためには、α相の周りをκ相が取り巻いた金属組織となるか、或いはα相とκ相とが均一に混合し合う金属組織となることが好ましいが、このような金属組織を形成するためにα相及びκ相は必要であり、両相の面積率関係が極めて重要である。すなわち、[κ]/[α]<0.2であると、α相が過多となり、延性、耐食性及び衝撃性に優れるものの、強度及び耐摩耗性は低下することになるから、[κ]/[α]≧0.2であることが必要であり、[κ]/[α]≧0.3であることが好ましく、[κ]/[α]≧0.4であることがより好ましい。一方、[κ]/[α]>0.65であると、逆にκ相が過多となり、特に延性に問題が生じ、また転造困難及び衝撃特性も悪くなり、強度の向上も飽和する。したがって、[κ]/[α]≦0.65であることが必要であり、[κ]/[α]≦0.6であることが好ましく、[κ]/[α]≦0.5であることがより好ましい。
【0050】
また、転造加工部分が高い強度、延性、衝撃特性及び耐食性を有するためには、上記したα相及びκ相の面積率関係に加えて、α相及びκ相の個々の面積率が一定範囲となることが必要である。すなわち、60≦[α]≦84及び15≦[κ]≦40であることが必要であり、63≦[α]≦81及び20≦[κ]≦35であることが好ましく、66≦[α]≦78及び25≦[κ]≦30であることがより好ましい。
【0051】
また、β相及びμ相は、何れも、転造加工性を悪くし、転造加工品の銅合金の強度、延性、耐食性及び衝撃特性を阻害するものである。単独では、β相は2%を超えると耐食性に悪影響を与え、延性及び衝撃特性にも悪い影響を与える。したがって、[β]≦2であることが必要であり、[β]≦1.5%であることが好ましく、[β]≦0.5%であることが好ましい。一方、μ相は2%を超えると、耐食性、延性、強度及び衝撃特性に悪い影響を与えることから、[μ]≦2であることが必要であり、[μ]≦1.5であることが好ましく、[μ]≦0.5であることがより好ましい。さらに、金属組織中にβ相及びμ相が含まれる場合にあっては、それらの耐食性及び延性等への影響を考慮して、[β]+[μ]≦2としておく必要があり、[β]+[μ]≦1としておくことが好ましく、[β]+[μ]≦0.5としておくことがより好ましい。
【0052】
また、γ相は、被削性を向上させる相であるが、転造加工性を悪くし、金属組織中にγ相の占める面積率が2%を超えると、転造品の延性、耐食性、衝撃特性に悪影響を与える。好ましくは、1.5%以下であり、最適には1.0%以下である。ただし、強度は、少量のγ相が分散して存在すると向上する。その効果はγ相が0.05%を超え効果を発揮し、少量で分散してγ相が分布しておれば延性や耐食性に悪影響を与えない。したがって、0≦[γ]≦2であり、好ましくは0≦[γ]≦1.5、最適には0.05≦[γ]≦1.0である。ただし、冷間加工した素材を転造加工する場合は、γ相量はより限定され、0≦[γ]≦1.5、23≦[κ]+[γ]≦33、好ましくは、0≦γ≦0.5、最適は0≦γ≦0.2とする。更に、β、μ、γ相の占める割合をその合計量でもって評価しなければならない。すなわち、β、μ、γ相の占める割合の合計量が4%を超えると、転造後の延性、耐食性、衝撃特性、強度が悪くなる。好ましくは、3%以下であり、最適には2%以下である。すなわち数式で表すと、0≦[β]+[μ]+[γ]≦4であり、好ましくは0≦[β]+[μ]+[γ]≦3であり、最適には0.05≦[β]+[μ]+[γ]≦2である。
【0053】
なお、α、κ、γ、β、μの各相は、X線マイクロアナライザーを用いた定量分析結果から、本発明の基本であるCu−Zn−Si合金において次のように定義できる。
マトリックスのα相は、Cu:73〜80mass%、Si:1.7mass%〜3.1mass%で、残部がZn及びその他添加元素である。典型的な組成は、76Cu−2.4Si−残Znである。
必須の相であるκ相は、Cu:73〜79mass%、Si:3.2mass%〜4.7mass%で、残部がZn及びその他添加元素である。典型的な組成は、76Cu−3.9Si−残Znである。
γ相は、Cu:66〜75mass%、Si:4.8mass%〜7.2mass%で、残部がZn及びその他添加元素である。典型的な組成は、72Cu−6.0Si−残Znである。
β相は、Cu:63〜72mass%、Si:1.8mass%〜4.0mass%で、残部がZn及びその他添加元素である。典型的な組成は、69Cu−2.4Si−残Znである。
μ相は、Cu:76〜89mass%、Si:7.3mass%〜11mass%で、残部がZn及びその他添加元素である。典型的な組成は、83Cu−9.0Si−残Znである。
このように、μ相は、α、κ、γ、β相とSi濃度で区別がつき、γ相は、α、κ、β、μ相とSi濃度で区別がつく。μ相とγ相は、Si含有量は近接しているが、Cu濃度において76%を境にして区別される。β相は、γ相とSi濃度で区別がつき、α、κ、μ相とは、Cu濃度で区別がつく。α相とκ相は近接しているが、Si濃度3.15mass%又は3.1〜3.2mass%を境にして区別される。また、EBSD(electron backscatter diffraction)で結晶構造を調べたところ、α相は、fccであり、β相は、bccであり、γ相はbccであり、κ相はhcpであり、それぞれを区別することができる。なお、β相は、CuZn型すなわちW型のbcc構造をとり、γ相は、Cu5Zn8型のbcc構造をとり、両者は区別がつく。本来なら、κ相の結晶構造:hcpは、延性に乏しいが、α相の存在のもと0.2≦[κ]/[α]≦0.65を満足すれば、良好な、転造加工性、延性を有する。尚、金属組織中の相の割合を示すものであり、非金属介在物、Pb粒子、Bi粒子、NiとSi、MnとSiとの化合物は含まれない。
【0054】
ところで、転造加工用素材にあっては、その製造工程に押出工程が含まれる場合、押出温度の影響により主要構成相(α相、κ相、γ相)以外にも複数種の相が出現する可能性があるため、転造加工を可能にし、且つ各種特性が最適になるように押出温度を最適化する必要がある。最適押出温度は、650〜750℃である。この範囲よりも低温で押出すると、γ相が多く析出し、転造加工性が低下するとともに、焼鈍後もγ相が残留してしまう。また、変形抵抗が高くなり、細径での押出ができない。この範囲よりも高温で押出すると、κ相,β相が多くなり、焼鈍してもβ相,κ相が残留し、耐食性などを低下させることになる。
【0055】
また、転造加工用素材にあっては、その製造工程に抽伸工程ないし伸線工程が含まれる場合、かかる冷間加工により加工硬化して転造加工性が低下する。したがって、良質な転造加工品を得るためには、焼鈍により材料を軟らかい状態にする必要がある。良好な転造加工性を確保するためには、上述した如く、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすことが必要であり、転造加工性の更なる向上を図るためには、熱処理(焼鈍)後の金属組織において[γ]≦1.5であることが好ましく、[γ]≦0.5であることがより好ましく、[γ]≦0.2であることが最適である。しかし、加熱により金属組織を構成する相の種類、相の占める割合が変化することになるが、500℃未満の低温で熱処理した場合、焼鈍前における金属組織の影響が残り、特に高温で生成するβ相の消滅させること及びγ相を所定の量にまで減らすことが困難となり、また硬さをHV1:165以下にまで減少させることが困難な場合がある。一方、熱処理温度が600℃を超えると、多くの場合、硬さがHV1:165以下となるが、γ相やκ相の占める割合が増え、転造加工性が低下する。したがって、熱処理時間(焼鈍時間)はバッチ式や連続焼鈍などの処理炉の種類にも左右されるので、物温が500〜600℃に達してから、0.5〜8時間保持することが望ましい。また、熱処理後の冷却速度は、400℃以下の温度領域では炉冷に相当する0.1℃/minの冷却速度ではμ相が析出し、転造加工性及び耐食性を低下させることになるため、400℃以下において0.3℃/min以上の冷却速度で冷却する必要がある。
【0056】
また、転造加工品に要求される重要な特性として耐摩耗性があるが、これは硬さに依存し、硬さを一定範囲に制御することにより、延性や衝撃特性を損なうことなく、強度及び耐摩耗性に優れた転造加工品を得ることが可能となる。したがって、転造用加工素材の硬さは、条件(3)のようにHV1:125〜165であることが必要である。すなわち、HV1:165(引張強さで620N/mm2に相当)は転造加工を可能にするための上限の硬さであり、HV1:125(引張強さで550N/mm2に相当)は転造加工後の材料強度を目標となる強度水準にするための下限の硬さである。
【0057】
また、転造加工品の硬さ(転造加工部分の断面硬さ)がHV1:220未満であると、転造加工品の強度が不十分であり、耐摩耗性が低下する虞れがある。逆に、転造加工品の硬さがHV1:270を超える場合には、材料の加工限界を超えて転造加工時に転造加工部分が破砕される虞れがあり、更には当該転造加工品の使用中に転造加工部分が破損する虞れがある。したがって、転造加工品の硬さはHV1:220〜270であることが必要であり、230〜260であることが好ましい。
【発明の効果】
【0058】
本発明の転造加工用素材(第1〜第8発明素材)は、転造加工性に優れるものであり、被転造加工部分の転造加工を容易且つ適正に行うことができるものであり、転造加工部分(被転造加工部分を転造加工してなる部分)が強度、耐摩耗性、耐応力腐食割れ性及び耐食性に優れた転造加工品を得ることができるものである。例えば、ステアリングシャフト・モーターシャフト等の軸製品、ドアロックアクチュエータ・サンルーフモータ・パワーウィンドモータ等に利用されるウォームギアやラックダイス方式で製造されるインボリュートスプライン軸・インボリュートセレーション軸等の転造加工品の構成材として好適に使用することができるものである。特に、第2、第4、第6及び第8発明素材によれば、耐食性及び耐応力腐食割れ性に極めて優れた転造加工品を得ることができる。また、第3、第4、第7及び第8発明素材は被削性に極めて優れるもので、当該素材又はその転造加工品の製造段階において切削加工を必要とする場合においても当該加工をより良好に行うことできるものである。また、第5〜第8発明素材によれば、強度及び耐摩耗性に極めて優れた転造加工品を得ることができる。
【0059】
また、本発明の転造加工品は、第1〜第8発明素材の被加工部分を転造加工してなるものであり、強度、耐摩耗性、耐応力腐食割れ性及び耐食性に優れたものであるから、従来の銅合金製の転造加工品では使用が困難とされていた分野或いは使用不可能とされていた分野にまで用途を拡大できるものであり、極めて実用性に富むものである。例えば、本発明の転造加工品は、転造加工部分が雄ネジ、雌ネジ、スプライン、歯車又はローレット等の連続した凹凸形状をなす各種転造加工材、転造加工部品、転造加工部材や転造加工製品(ステアリングシャフト・モーターシャフト等の軸製品、ドアロックアクチュエータ・サンルーフモータ・パワーウィンドモータ等に利用されるウォームギアやラックダイス方式で製造されるインボリュートスプライン軸・インボリュートセレーション軸等)として好適に使用することができるものである。特に、第2、第4、第6及び第8発明素材を転造加工してなる本発明の転造加工品は、耐食性及び耐応力腐食割れ性に極めて優れたものであり、高度の耐食性が必要とされる用途にも好適に使用することができる。また、第3、第4、第7及び第8発明素材を転造加工してなる本発明の転造加工品は被削性に極めて優れるもので、製造工程に切削加工が含まれる製品にも好適に使用することができる。また、第5〜第8発明素材を転造加工してなる本発明の転造加工品は、強度及び耐摩耗性に極めて優れたものであり、高強度ないし耐久性が強く要求される分野においても好適に使用することができる。
【0060】
このように、本発明によれば、転造加工分野における銅合金材の用途を大幅に拡大することができる。
【図面の簡単な説明】
【0061】
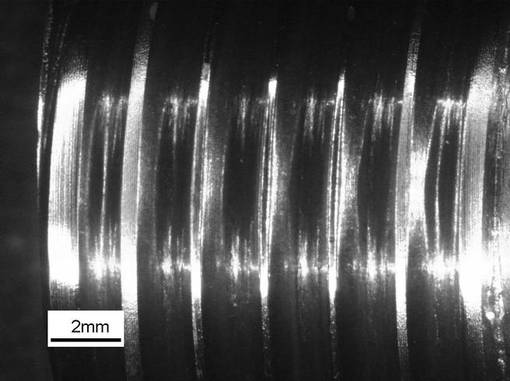
【図1】図1は本発明に係る銅合金製の転造加工用素材を使用して製造された転造加工品の一例を示す正面図である。
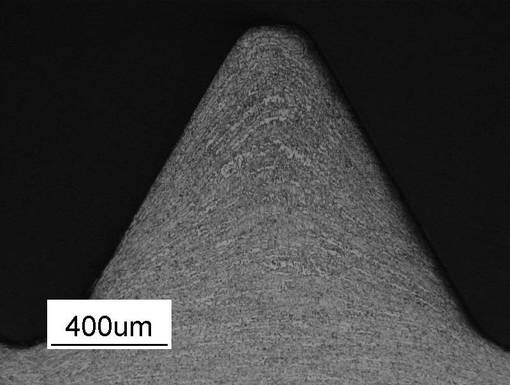
【図2】図2は当該転造加工品の転造加工部分におけるミクロ組織を示す縦断正面図である。
【実施例】
【0062】
実施例として、表1に示す合金組成をなし且つ表2に示す金属組織及び硬度(ビッカース硬度HV1)を有する本発明に係る転造加工用素材(以下「実施例素材」という)No.1〜No.23を得た。なお、実施例素材No.1は第1発明素材に、実施例素材No.2〜No.8は第2発明素材に、実施例素材No.9は第3発明素材に、実施例素材No.10〜No.13、No.18、No.19及びNo.23は第4発明素材に、実施例素材No.14は第5発明素材に、実施例素材No.21及びNo.22は第6発明素材に、No.15は第7発明素材に、また実施例素材No.16、No.17及びNo.20は第8発明素材に、夫々該当するものである。
【0063】
すなわち、実施例素材No.1〜No.17は押出材であり、夫々、表1に示す合金組成をなす円柱状の鋳塊(外径100mm、長さ150mm)を670℃の条件で押出して、外径20mmの丸棒材を得た上、この丸棒材に一般的な矯正を施したものである。
【0064】
また、実施例素材No.18及びNo.19は抽伸材であり、夫々、表1に示す合金組成をなす円柱状の鋳塊(外径100mm、長さ150mm)を670℃の条件で外径20mmの丸棒形状に押出し、この押出材を外径19mmの丸棒状に抽伸した上、この抽伸材をマッフル炉により熱処理(焼鈍)したものである。焼鈍は、実施例素材No.18については、520℃で1時間保持すると共に400℃以下における冷却速度を1℃/minとしたものであり、また実施例素材No.19については、580℃で1時間保持すると共に400℃以下における冷却速度を1℃/minとしたものである。なお、実施例素材No.18及びNo.19は合金組成を同一とするものであり、熱処理条件(焼鈍温度)のみを異にするものである。
【0065】
また、実施例素材No.20〜No.22は鋳造材であり、夫々、溶湯を金型(直径35mm,深さ200mm)に鋳込んで、表1に示す合金組成をなす円柱状の鋳塊を得た上、これを旋盤により外径17mmの丸棒に切削したものである。
【0066】
また、実施例素材No.23は鍛造材であり、表1に示す合金組成をなす円柱状の鋳塊(外径100mm、長さ150mm)を670℃の条件で押出して、外径40mmの丸棒材を得た上、これを厚さ20mmに適正鍛造温度である700℃で平板状に鍛造した後、外径20mmの丸棒形状に切削加工したものである。
【0067】
そして、実施例素材No.1〜No.23の金属組織及び硬度(ビッカース硬度:HV1)を測定したところ、表2に示す通りであり、何れも条件(2)〜(4)を満足するものであった。なお、金属組織については、試料の横断面を研磨して鏡面とし、これを過酸化水素とアンモニア水との混合液でエッチングし、各相の面積率(%)を画像解析により測定した。すなわち、200倍又は500倍の光学顕微鏡組織を画像処理ソフト[WinROOF](株式会社テックジャム製)で2値化することにより、各相の面積率を求めた。面積率の測定は3視野で行い、その平均値を各相の相比率とした。相の特定が困難な場合は、FE−SEM−EBSP(Electron Back Scattering diffraction Pattern)法によって、相を特定し、各相の面積率を求めた。FE−SEMは日本電子株式会社製JSM−7000F、解析には株式会社TSLソリューションズ製OIM−Ver.5.1を使用し、解析倍率500倍と2000倍の相マップ(Phaseマップ)から求めた。
【0068】
また、比較例として、表4に示す合金組成をなし且つ表5に示す金属組織及び硬度(ビッカース硬度:HV1)を有する転造加工用素材(以下「比較例素材」という)No.101〜No.112を得た。
【0069】
すなわち、比較例素材No.101〜No.108は押出材であり、夫々、表4に示す合金組成をなす円柱状の鋳塊(外径100mm、長さ150mm)を620℃、670℃又は780℃の条件で押出して、外径20mmの丸棒材を得た上、この丸棒材に一般的な矯正を施したものである。押出温度は、比較例素材No.101〜No.106について670℃とし、比較例素材No.107については780℃とし、また比較例素材No.108については620℃とした。
【0070】
また、比較例素材No.109〜No.112は抽伸材であり、夫々、表4に示す合金組成をなす円柱状の鋳塊(外径100mm、長さ150mm)を670℃の条件で外径20mmの丸棒形状に押出し、この押出材を外径19mmの丸棒状に抽伸した上、この抽伸材をマッフル炉により熱処理(焼鈍)したものである。熱処理は比較例素材No.109については行わず、比較例素材No.110については、480℃で1時間保持すると共に400℃以下における冷却速度を1℃/minとして焼鈍を行い、比較例素材No.111については、620℃で1時間保持すると共に400℃以下における冷却速度を1℃/minとして焼鈍を行い、また比較例素材No.112については、580℃で1時間保持すると共に400℃以下における冷却速度を0.1℃/minとして焼鈍を行った。なお、比較例素材No.107〜No.112は、実施例素材No.18及びNo.19と同一の合金組成をなすものである。
【0071】
これらの比較例素材No.101〜No.112についての合金組成、金属組織及び硬度(ビッカース硬度:HV1)は表4及び表5に示す通りであり、何れも、第1〜第8発明素材において特定される合金組成、金属組織及び硬度に関する条件の少なくとも一部を満足しないものである。
【0072】
而して、各実施例素材No.1〜No.23及び各比較例素材No.101〜No.112(夫々5本)を転造加工して、それらの外周部分にM5、M7、M10、M12及びM14の5種類のメートル並目ネジを形成し、得られた各転造加工品の転造加工部分(ネジ部分)について外観評価、硬度測定及び脱亜鉛腐食試験(ISO6509)等を行った。以下の説明においては、各転造加工品についてはその素材番号と同一の番号を付して、実施例素材No.mを転造加工してなる転造加工品は「実施例加工品No.m」といい、比較例素材No.nを転造加工してなる転造加工品は「比較例加工品No.n」ということとする。なお、図1は実施例素材No.10を転造加工してなる実施例加工品No.10の外観形態を示す正面図であり、図2は実施例加工品No.10の転造加工部分(ネジ部分)におけるミクロ組織を示す縦断正面図である。
【0073】
転造加工にあっては、各素材No.1〜No.23及びNo.101〜No.112の外径を、上記各メートル並目ネジ所定の外径寸法に対して10%減少させた寸法(公差は±0.02)となる丸棒(外径:d)に切削加工した上、この丸棒を、冷間において丸ダイスの間を通過させることにより、丸棒の外周部分にメートル並目ネジM5、M7、M10、M12及びM14を形成した実施例加工品(本発明加工品)No.1〜No.23及び比較例加工品No.101〜No.112(各5種類)を得た。なお、各実施例加工品No.1〜No.22及び比較例加工品No.101〜No.112におけるネジの転造加工前の外径寸法(上記丸棒の外径寸法)d及び「ひっかかりの高さ」H1は、夫々、M5:d=4.5mm,H1=0.433m、M7:d=6.3mm,H1=0.541mm、M10:d=9.0mm,H1=0.812mm、M12:d=10.8mm,H1=0.947mm及びM14:d=12.6mm,H1=1.083mmである。
【0074】
かくして得られた各実施例加工品No.1〜No.23及び各比較例加工品No.101〜No.112のネジ部分(転造加工部分)について、その外観を対物顕微鏡で25倍及び200倍に拡大して観察して、その外観評価を行った。その結果は表3及び表4に示す通りであった。表3及び表6においては、200倍でも割れが認められなかったものを転造良好と評価して「○」で表示し、25倍では割れが認められなかったものの200倍では割れが認められたものを転造やや良好と評価して「△」で表示し、また25倍で割れが認められたものを転造不良と評価して「×」で表示した。
【0075】
そして、この外観評価の結果に基づいて、各素材の転造加工性を評価した。その結果は表3及び表6に示す通りであった、表3及び表6においては、5種類のネジ(M5、M7,M10、M12及びM14)のすべてについて外観評価が「○」又は「△」であったものを「転造加工性に優れる」と評価して「A」で表示し、少なくともM5、M7及びM10について外観評価が「○」又は「△」であったものを「実用上転造可能」と評価して「B」で表示し、M10について外観評価が「×」であったものを「実用上転造不可」と評価して「C」で表示した。
【0076】
また、各実施例加工品No.1〜No.23及び各比較例加工品No.101〜No.112(比較例加工品No.109を除く)の転造加工部分(ネジ部分)の硬度(ビッカース硬度HV1)を測定した。この硬度測定は、ネジ山の頂点から谷部方向に0.3mm隔たった箇所において行った。その結果は表3及び表6に示す通りであった。なお、比較例加工品No.109は、比較例素材No.109の硬さがHV1:188と極めて高いことから、転造加工において加工限界に達して何れの種類のネジ部分も破砕してしまったため、ネジ部分の硬度測定及び後述する応力腐食割れ試験及び脱亜鉛腐食試験は実施していない。
【0077】
さらに、各実施例加工品No.1〜No.23及び各比較例加工品No.105〜No.112(比較例加工品No.109を除く)について、応力腐食割れ試験及び脱亜鉛腐食試験を行った。
【0078】
すなわち、応力腐食割れ試験は、各転造加工品No.1〜No.23及びNo.101〜No.112について、「JIS K8085」で規定されているアンモニア試験法と、よりマイルドで実環境に近い試験方法である「ASTM B858」の2種類の方法で行った。
【0079】
アンモニア試験法「JIS K8085」においては、28%のアンモニア水900mlに水900mlを加えた水溶液雰囲気中に各転造加工品から採取した試料を常温で2hr保持した上、当該試料を取出して、対物顕微鏡20倍での割れの有無を確認した。その結果は表3及び表6に示す通りであった。表3及び表6においては、割れが認められなかったものを「○」で表示し、割れが確認されたものを「×」で表示した。
【0080】
「ASTM B858」による試験では、107g/500mlのNH4OH水溶液に30〜35%のNaOH水溶液を加え、pH10.1に調整した水溶液雰囲気中に各転造加工品から採取した試料を常温で24hr暴露した後、対物顕微鏡10倍での割れの有無を確認した。その結果は、その結果は表3及び表6に示す通りであった。表3及び表6においては、割れが認められなかったものを「○」で表示し、割れが確認されたものを「×」で表示した。
【0081】
また、脱亜鉛腐食試験は「ISO6509」によるものであり、まず、各転造加工品から採取した試料を、その曝露面が当該転造加工用素材の押出方向もしくは鋳造材の長手方向に対して直角となるようにしてフェノール樹脂材に埋めこみ、試料の表面を1200番のエメリー紙にて研磨した後、純水中で超音波洗浄して乾燥した。かくして得られた各試料を1.0%の塩化第2銅2水和塩CuCl2・2H2Oの水溶液12.7g/L中に浸漬し、75℃で24時間保持した後、水溶液中から取出し、その脱亜鉛腐食の最大深さを次のようにして測定した。すなわち、水溶液中から取出した試料の暴露表面が当該転造加工用素材の押出方向もしくは鋳造材の長手方向に対して直角を保つように、フェノール樹脂材に再び埋め込まれ、次に最も長い切断部が得られるように当該試料を切断した。続いて当該試料を研磨し、100倍から500倍の金属顕微鏡を用い、顕微鏡の視野10ヶ所において、腐食深さを測定し、最も深い腐食ポイントを最大脱亜鉛腐食深さ(μm)として記録した。その結果は、表3及び表6に示す通りであった。また、表3及び表6においては、最大腐食深さが50μm以下であれば「耐食性に優れる」と評価して「○」で表示し、最大腐食深さが200μm以下であれば[実用上使用可能]と評価して「△」で表示し、また最大腐食深さが200μmを超える場合は[実用上耐食性に問題あり]として「×」で表示した。
【0082】
而して、実施例素材No.1〜No.23については、押出材、抽伸材、鍛造材、鋳造材の区別なく、何れも、表1及び表2に示す如く、条件(1)を満足する合金組成及び条件(2)(4)を満足する金属組織をなしており、硬さについても条件(3)を満足するものであり、表3に示す如く、強度,耐食性等に優れた良質の転造加工品(実施例加工品)No.1〜No.22を得られることが確認された。
【0083】
一方、比較例素材No.101〜No.106については、表4及び表5に示す如く、本発明で特定する合金組成及び金属組織の条件を満足しないものであり、表6に示す如く、その殆どが転造加工性に劣る(転造加工性がC評価である)ものであり、良質の転造加工品を得ることができない。転造加工性がA評価である比較例素材No.105および転造加工性がB評価である比較例素材No.106についても、表6に示す如く、その転造加工品(比較例加工品No.105、No.106)の耐食性は頗る悪い。
【0084】
かかる点から、第1〜第8発明素材において特定される合金組成及び金属組織をなし且つ条件(3)の硬度を有することが、優れた転造加工性を有し且つ強度,耐食性等に優れた良質の転造加工品を得るために必要であることが確認される。
【0085】
また、比較例素材No.107〜No.112は、表1及び表3に示す如く、実施例素材No.18及びNo.19と同一の合金組成をなすものであるが、比較例素材No.109を除いて、表5に示す如く、押出温度、焼鈍温度又は焼鈍時の冷却速度が不適切なために適正な金属組織をなしていない。その結果、比較例素材No.107、No.108、No.110及びNo.112は、表6に示す如く、転造加工性が悪く(C評価)、転造加工用素材として実用できない。また、比較例素材No.111については、転造加工性は良い(A評価)ものの、表6に示す如く、転造加工度が低い場合(M5、M7、M10)には高硬度の転造加工品が得られず(HV1:220未満)、強度及び耐摩耗性に優れた転造加工品を得ることができない。また、比較例素材No.109は、表4及び表5に示す如く、適正な合金組成及び金属組織をなすものであるが、抽伸後の熱処理(焼鈍)を行っていないことから素材硬度が高く、条件(3)を満足していない。その結果、転造加工性が極めて悪く、上述した如く、転造加工部分(ネジ部分)が破砕するといった加工不良を招いている。
【0086】
かかる点から、転造加工においては、転造加工用素材の押出温度、焼鈍温度及び焼鈍時の冷却速度を適正に制御して本発明で特定する金属組織となしておくこと、或いは金属組織(及び合金組成)が適正であっても抽伸等により加工硬化を生じている転造加工用素材については熱処理により条件(3)を満足する硬度に調整しておくことが極めて重要であることが理解される。
【0087】
【表1】

【0088】
【表2】
【0089】
【表3】
【0090】
【表4】
【0091】
【表5】
【0092】
【表6】
【技術分野】
【0001】
本発明は、転造加工用素材及びこれを転造加工してなる転造加工品に関するものであり、特に転造加工部分が強度及び耐食性に優れた銅合金製の転造加工品及びこれを得るための銅合金製の転造加工用素材に関するものである。
【背景技術】
【0002】
転造加工は、(a)高い生産性、(b)安定した加工精度、(c)面粗度の向上、(d)高強度など特徴を持っており、各種合金で実用されている。具体的には、(a)生産性は、材料を盛り上げて成形するため材料のロスが出ず、歩留が向上する。また、加工時間が短く、工具であるロールの寿命も長いため、切削工程に比べ生産性は向上する。(b)ロール寿命が長いので、加工精度は安定し、中大量生産向けの工程である。(c)研削したロールによる強加工であるため、表面状態は改善される。(d)切削加工のように金属組織は分断されず、鍛造品のように連続した金属組織になる。また、表面は加工硬化するので、強度は向上するといった長所がある。しかし、局所的な応力による強加工であり、拘束されていない製品部分の加工精度の維持は困難である。
【0003】
転造加工は、ステンレスなどの各種鋼材・非鉄金属・プラスチック素材へも適用されており、ステアリングシャフト・モーターシャフトなどの軸製品、ドアロックアクチュエータ・サンルーフモータ・パワーウィンドモータなどに利用されるウォームギア、ラックダイス方式で製造されるインボリュートスプライン軸・インボリュートセレーション軸などの製品にも利用されている。
【0004】
黄銅では、転造加工はネジ・ウォームギアなどの製品で利用されており、数多くの製品が生産されている。また、インサートナットは、自動車・産業機械などの各種基盤と樹脂成形したカバーの締結に使用されている。精密機器であるため、切削加工時の切屑が樹脂成形時に樹脂側に流出すると、使用時にショートを起こす危険性がある。そのため、インサートナットの加工時に切削工程不可として、転造加工を指定する製品も見受けられる。また、ネジなど安価で大量生産する製品や切削加工ほどの精度を必要としない製品でも転造は多用されている。
【0005】
昨今の鉛規制強化により、素材からの鉛フリー化が急速に進んでいる。当初は、水栓分野が主体であり、転造加工分野での鉛フリー化の動きは見られなかった。しかし、水栓分野での鉛フリー化の実績が増えていることや世界的な環境問題への関心の高まりから、電機電子分野や自動車分野への鉛フリー化の検討・進展も進んできている。現在、鉛フリー銅合金としては、PbをBiに置き換えた材料が利用され始めている。
【0006】
転造加工される黄銅は、JIS C3604や銅量を60%に増やしたJIS C3602が使用されることが多い(例えば、特許文献1の段落番号[0007]を参照)。転造は冷間での強加工であるため、銅量を増やしてβ相量を減らすことで冷間での変形能が向上するため、JIS C3602が多用される。前述のPbフリー銅合金の転造加工性を考えると、PbをBiに置き換えたBi系鉛フリー黄銅は、従来のJIS C3604と同等と考えてよい。
【0007】
また、転造加工は冷間での強加工であり、ネジの場合、ネジ底部の残留圧縮応力が高くなることで締結力の向上・寿命改善を図っている。しかし、残留応力が高くなることは、同時に応力腐食割れの危険性が高くなる。一般的な黄銅では、応力腐食割れ対策として低温焼鈍による残留応力の除去を実施している(例えば、特許文献2の段落番号[0063]を参照)。転造加工した黄銅製品を低温焼鈍により残留応力除去することで応力腐食割れの対策を施すことは、余分なコストが生じるだけでなく、転造加工による強度向上のメリットを捨て去ることであり、本末転倒になってしまう。
【0008】
昨今の鉛規制の動向から、水栓分野に限らず電子電機・自動車などあらゆる産業分野での鉛規制は強化される方向にある。銅合金でも、切削性はもとより強度・耐食性・加工性といった相反する特性を併せ持った合金が求められている。
【先行技術文献】
【特許文献】
【0009】
【特許文献1】特開2005−287204公報
【特許文献2】特開2006−274313公報
【発明の概要】
【発明が解決しようとする課題】
【0010】
本発明は、かかる点に鑑みてなされたものであり、転造加工部分が少なくとも強度及び耐食性に優れた銅合金製の転造加工品及びこれを転造加工により得ることができる転造加工性に優れた銅合金製の転造加工用素材を提供することを目的とするものである。
【課題を解決するための手段】
【0011】
本発明は、上記の目的を達成すべく、次のような銅合金製の転造加工用素材及び転造加工品を提案する。
【0012】
すなわち、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第1発明素材」という)を提案する。
【0013】
また、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、P:0.015〜0.2mass%、Sb:0.015〜0.2mass%、As:0.015〜0.15mass%、Sn:0.03〜1.0mass%及びAl:0.03〜1.5mass%から選択された1種以上の元素と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第2発明素材」という)を提案する。
【0014】
また、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、Pb:0.003〜0.25mass%及び/又はBi:0.003〜0.30mass%と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第3発明素材」という)を提案する。
【0015】
また、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、P:0.015〜0.2mass%、Sb:0.015〜0.2mass%、As:0.015〜0.15mass%、Sn:0.03〜1.0mass%及びAl:0.03〜1.5mass%から選択された1種以上の元素と、Pb:0.003〜0.25mass%及び/又はBi:0.003〜0.30mass%と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第4発明素材」という)を提案する。
【0016】
また、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、Mn:0.05〜2.0mass%、Ni:0.05〜2.0mass%、Ti:0.003〜0.3mass%、B:0.001〜0.1mass%及びZr:0.0005〜0.03から選択された1種以上の元素と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第5発明素材」という)を提案する。
【0017】
また、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、P:0.015〜0.2mass%、Sb:0.015〜0.2mass%、As:0.015〜0.15mass%、Sn:0.03〜1.0mass%及びAl:0.03〜1.5mass%から選択された1種以上の元素と、Mn:0.05〜2.0mass%、Ni:0.05〜2.0mass%、Ti:0.003〜0.3mass%、B:0.001〜0.1mass%及びZr:0.0005〜0.03から選択された1種以上の元素と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第6発明素材」という)を提案する。
【0018】
また、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、Pb:0.003〜0.25mass%及び/又はBi:0.003〜0.30mass%と、Mn:0.05〜2.0mass%、Ni:0.05〜2.0mass%、Ti:0.003〜0.3mass%、B:0.001〜0.1mass%及びZr:0.0005〜0.03から選択された1種以上の元素と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第7発明素材」という)を提案する。
【0019】
また、本発明は、被転造加工部分が、Cu:73.5〜79.5mass%と、Si:2.5〜3.7mass%と、P:0.015〜0.2mass%、Sb:0.015〜0.2mass%、As:0.015〜0.15mass%、Sn:0.03〜1.0mass%及びAl:0.03〜1.5mass%から選択された1種以上の元素と、Pb:0.003〜0.25mass%及び/又はBi:0.003〜0.30mass%と、Mn:0.05〜2.0mass%、Ni:0.05〜2.0mass%、Ti:0.003〜0.3mass%、B:0.001〜0.1mass%及びZr:0.0005〜0.03から選択された1種以上の元素と、Zn:残部及び不可避不純物とからなり且つ条件(1)を満足する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすと共に、条件(3)を満足する硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材(以下「第8発明素材」という)を提案する。
【0020】
条件(1):構成元素の含有量間に63.0≦[Cu]−3.6×[Si]−3×[P]−0.3×[Sb]+0.5×[As]−1×[Sn]−1.9×[Al]+0.5×[Pb]+0.5×[Bi]+2×[Mn]+1.7×[Ni]+1×[Ti]+2×[B]+2×[Zr]≦67.5の関係を有する合金組成をなすこと。
【0021】
なお、条件(1)においては、構成元素xの含有量を[x]mass%とする(以下の説明においても同じ)。例えば、Cuの含有量は[Cu]mass%である。また、含有されていない元素xについては[x]=0とする。例えば、第1発明素材においては、[P]=[Sb]=[As]=[Sn]=[Al]=[Pb]=[Bi]=[Mn]=[Ni]=[Ti]=[B]=[Zr]=0であるから、条件(1)は63.0≦[Cu]−3.6×[Si]≦67.5となる。
【0022】
条件(2):含有相の面積率間に60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係を有する金属組織をなすこと。
【0023】
なお、条件(2)においては、含有相yの面積率を[y]%とする(以下の説明においても同じ)。例えば、α相の面積率は[α]%である。また、含有しない相yについては[y]=0とする。例えば、β相を含有しない場合、[β]=0であるから、[β]+[μ]+[γ]≦4は[μ]+[γ]≦4となる。但し、当該式はβ相、μ相及びγ相のうち少なくとも2相が含有される場合に適用されるものであって、β相、μ相又はγ相の1相が含有される場合には、[β]≦2、[μ]≦2、又は[γ]≦2が適用される。
【0024】
また、各相の面積率(%)は画像解析により測定されるものであり、具体的には、200倍又は500倍の光学顕微鏡組織を画像処理ソフト「WinROOF」(株式会社テックジャム製)で2値化することにより求められるものであり、3視野で測定された平均値である。
【0025】
条件(3):被転造加工部分の硬度(ビッカース硬度)がHV1:125〜165であること。
【0026】
第1〜第8発明素材にあって、被転造加工部分の金属組織にγ相(及びκ相)が含有される場合においては、当該金属組織が条件(2)に加えて条件(4)も満足するものであることが好ましい。
【0027】
条件(4):被転造加工部分の金属組織が、23≦[γ]+[κ]≦33の関係を有するものであること。
【0028】
また、第1〜第8発明素材は、一般に、鋳造材、押出材、抽伸材又は鍛造材として提供されるが、被転造加工部分の金属組織及び/又は硬度が上記した条件を満足しない場合には、かかる条件を満足させるために焼鈍等の熱処理が施される。熱処理は、500〜600℃で0.5〜8.0時間保持し且つ400℃以下での冷却速度を0.3℃/min.以上とする条件で行われることが好ましい。第1〜第8発明素材が鋳造材、押出材、抽伸材及び鍛造材の何れかである場合、少なくとも抽伸材については当該熱処理を施しておくことが好ましい。
【0029】
さらに、本発明は、第1〜第8発明素材の被転造加工部分を転造加工してなる転造加工品であって、転造加工部分の硬度(ビッカース硬度)がHV1:220〜270である銅合金製の転造加工品(以下「本発明加工品」という)を提案する。転造加工部分の断面硬さがHV1:220未満では実用的な転造加工品としての強度が十分でなく、優れた耐摩耗性を確保することができない。逆に、HV1:270を超える場合には、銅合金材料(Cu−Zn−Si合金)の加工限度を超えてしまい、転造加工時に転造加工部分の破砕が生じたり、転造加工製品の使用中に転造加工加工部分が破損する虞れがある。これらの点から、本発明加工品の転造加工部分における硬度はHV1:220〜270であることが必要であり、HV1:230〜260であることが好ましい。
【0030】
なお、第1〜第8発明素材及びその被転造加工部分を転造した本発明加工品にあって、被転造加工部分以外の部分又は転造加工部分以外の部分が上記した合金組成、金属組織又は硬度を有することを妨げるものでないことは云うまでもない。また、第1〜第8発明素材及び本発明加工品には、その一部分を被転造加工部分又は転造加工部分とする場合の他、全体を被転造加工部分又は転造加工部分とする場合が含まれる。
【0031】
而して、第1〜第8発明素材及びこれを転造加工した本発明加工品にあって、Cuは当該素材を構成する主要元素であり、Siの含有量との関係もあるが、転造加工部分の耐食性に悪影響を与えるβ相を出現させないためには、或いはβ相の出現を最小限に抑制するためには一定量以上の含有量が必要である。また、一定量以上のCuを含有させることにより、転造加工部分の応力腐食割れ感受性を低くし、転造加工部分の高強度、耐摩耗性、延性及び衝撃特性を確保することができる。これらの点から、Cuの含有量は73.5mass%以上であることが必要であり、74.0mass%以上であることが好ましい。
【0032】
一方、Cuを79.5mass%を超えて含有させても、Si含有量との関係もあるが、転造加工部分の耐食性が飽和する上、かえって転造加工用素材の製造段階での鋳造性や鍛造性に問題が生じ、また十分な被削性を確保できず当該素材の製造段階や転造加工品の製造段階で切削加工を良好に行い得ない。これらの点から、Cuの含有量は79.5mass%以下としておくことが必要であり、79.0mass%以下としておくことが好ましい。
【0033】
第1〜第8発明素材及びこれらを転造加工した本発明加工品にあって、SiはCu及びZnと共に当該素材を構成する主要元素であるが、Si含有量が2.5mass%未満であると、Siによる固溶硬化が生じたり或いはκ相の形成が不十分となって、転造加工部分の強度が不足する虞れがある。また、十分な被削性を確保することができず、当該素材の製造段階や転造加工品の製造段階での切削加工が行われる場合にあって、当該切削加工を良好に行い得ない。これらの点からSi含有量は2.5mass%以上としておく必要があり、2.7mass%以上としておくことが好ましい。
【0034】
一方、Si含有量が3.7mass%を超えると、転造加工部分の強度が飽和する上、α相の占める割合が小さくなるために、転造加工が困難となり、転造加工部分の延性、耐食性、衝撃特性に問題が生じる。また、κ相及び/又はγ相の占める割合が高くなってα相の占める割合が少なくなるために、十分な被削性を確保できず、当該素材の製造段階や転造加工品の製造段階における切削加工を良好に行い得ない。また、耐食性等に有害なβ相が形成され易くなり、μ相及び/又はγ相の占める割合が多くなり、転造加工部分の耐食性、延性、衝撃特性が低下する虞れある。これらの点から、Si含有量は3.7mass%以下としておく必要があり、3.5mass%以下としておくことが好ましい。
【0035】
Znは、Cu、Siと共に第1〜第8発明素材及びこれを転造加工した本発明加工品の合金組成を構成する主要元素であり、被削性向上・耐食性向上・機械的性質向上の効果がある。よって、各構成元素の残部と規定する。
【0036】
第2、第4、第6及び第8発明素材及びこれらを転造加工した本発明加工品にあって、P、Sb、As、Sn及びAlは転造加工部分の耐食性を向上させるために1種以上が含有される。
【0037】
すなわち、P、Sb及びAsは、何れも、α相の耐食性を向上させるものであり、特に、As及び/又はPの含有による耐食性の向上効果は大きい。一方、Sbはκ相の耐食性を向上させ、μ、γ及びβ相の耐食性も改善する。P及びAsもκ相の耐食性を改善させるが、その効果はSbよりも低く、μ、γ及びβ相の耐食性の改善効果はSbよりも少ない。一般に、転造加工のように銅合金材料に大きな塑性変形が加えられた場合、その変形部分(転造加工部分)における耐食性は低下するが、これらの元素を含有させておくことにより十分な耐食性を確保することができる。また、Pは熱間鍛造材の結晶粒を微細化し、Zrとの共添加で鋳物の結晶粒を微細化するが、結晶粒の成長を抑制する点においてはP又はAsとSbとを共添させることが好ましい。このような耐食性や強度の向上効果は、P、Sb及びAsの何れについても、含有量が0.015mass%未満ではさほど期待できない。しかし、As含有量が0.15mass%を超え、またSb含有量又はP含有量が0.2mass%を超えても、当該効果は飽和する。これらの点から、P含有量を0.015〜0.2mass%、Sb含有量を0.015〜0.2mass%及びAs含有量を0.015〜0.15mass%とした。
【0038】
また、Sn及びAlは、P、Sb及びAsと同様に耐食性を向上させる元素であり、特に高速の流水のもと、特に物理的作用が特に生じる流水条件下での耐食性つまりエロージョンコロージョン性及びキャビテーション性を向上させ、更には水質の悪い環境下での耐食性を向上させる効果を発揮する。さらに、Sn及びAlは、α相及びκ相を硬化させて強度及び耐摩耗性を向上させる効果を発揮する。Snについては、上記効果が十分に発揮されるためには、その含有量を0.03mass%以上としておくことが必要であり、0.2mass%以上であることが好ましく、0.3mass%以上であることがより好ましい。しかし、Sn含有量が1.0mass%を超えても当該効果は飽和し、γ相の量が多くなって、かえって伸びが損なわれることから、Sn含有量は1.0mass%以下とする必要があり、0.8mass%以下としておくことが好ましい。また、Alについては、上記効果が十分に発揮されるためには、その含有量を0.03mass%以上としておくことが必要であり、0.25mass%以上であることが好ましく、0.45mass%以上であることがより好ましい。しかし、Al含有量が1.5mass%を超えても当該効果は飽和し、かえって鋳造性や延性が損なわれることから、Al含有量は1.5mass%以下としておくことが必要であり、1.2mass%以下としておくことが好ましく、0.9mass%以下としておくことがより好ましい。
【0039】
第3、第4、第7及び第8発明素材及びこれらを転造加工した本発明加工品にあって、Pb及び/又はBiは、当該素材又は当該部材の製造段階で切削加工が必要となる場合(例えば、鋳塊ないし鋳造材を切削して当該素材を製造する場合や当該部材における転造加工部分以外の部分を切削して最終的な転造加工品を製造する場合)において優れた被削性を発揮させるために含有される。Cu、Si及びZnを上記した範囲で含有するCu−Zn−Si合金にあって、Pb及びBiは、各々の含有量を0.003mass%以上とすることによって被削性向上効果を発揮する。しかし、Pbは人体に有害であり、その含有量が規制される傾向にあること、更にはPbを必要以上に含有させると延性や衝撃特性を損なうことから、Pbの含有量は0.25mass%以下としておく必要があり、0.15mass%以下としておくことが好ましく、0.08mass%以下としておくことがより好ましい。また、Biはレアメタルであることから、更にはPbと同様に必要以上の含有は延性や衝撃特性を損なうことがあることから、Bi含有量は0.30mass%以下としておく必要があり、0.2mass%以下としておくことが好ましく、0.1mass%以下としておくことがより好ましい。なお、Pb及びBiを共添させる場合にあっては、その合計含有量は0.25mass%以下に抑えることが好ましく、0.15mass%以下としておくことがより好ましい。また、Pb及びBiはマトリックスに固溶せず、粒状で存在することになるが、Pb及びBiを共添させると、これらは共存して、その共存物粒子の融点が低下し、切削加工中に割れを生じる虞れがあることから、各々0.02mass%以上のPb及びBiが共添される場合には、それらの含有量比[Bi]/[Pb]が7以上となる([Bi]/[Pb]≧7)ようにしておくことが好ましく、[Bi]/[Pb]≧0.35となるようにしておくことがより好ましい。この場合においても、上記の如く、Pb及びBiの合計含有量を0.25mass%以下(より好ましくは0.15mass%」以下)に抑えておくことが好ましいことは言うまでもない。
【0040】
第5〜第8発明素材及びこれらを転造加工した本発明加工品にあって、Mn、Ni、Ti、B及びZrは主として転造加工部分の強度を向上させるために1種以上が含有される。
【0041】
すなわち、Mn及びNiは、主としてSiと金属間化合物を形成することにより、強度と耐摩耗性を向上させる効果があるが、かかる効果が発揮されるためにはMn及びNiの含有量は夫々0.05mass%以上としておくことが必要である。しかし、Mn及びNiを夫々2.0mass%を超えて添加しても、その効果は概ね飽和し、かえって転造加工性が悪くなり、また被削性が低下すると共に延性及び衝撃特性も低下することになる。したがって、Mn及びNiの含有量は、夫々、0.05〜2.0mass%とする。
【0042】
また、Ti及びBは、微量の添加で強度を向上させるために含有される。かかる強度の向上は、主として鍛造ないし鋳物の段階で結晶粒を微細化させて結晶粒成長を抑制することによるものであるが、その効果はTi含有量が0.003mass%以上である場合、又はB含有量が0.001mass%以上である場合に発揮される。しかし、Ti含有量が0.3mass%を超え、或いはB含有量が0.1mass%を超えても、当該効果は飽和し、むしろ、活性な金属であるTi又はBの含有量が多いと、大気中での溶解時に酸化物の巻き込みが生じるといった弊害がある。したがって、Ti含有量は0.003〜0.3mass%とし、B含有量は0.001〜0.1mass%とする。
【0043】
また、Zrは、微量の添加で強度を向上させる効果を発揮する。かかる効果は、主として鋳物の段階で結晶粒が著しく微細化することによるものであり、結晶粒の微細化により強度が向上する。このような結晶粒の微細化による強度の向上効果は、Zr含有量が0.0005mass%以上で発揮される。しかし、Zrを0.03mass%を超えて添加しても、当該効果は飽和することになり、寧ろ結晶粒の微細化を阻害する虞れが生じる。したがって、Zr含有量は0.0005〜0.03mass%とする。なお、Zrによる結晶粒微細化の効果はPと共添されることにより更に発揮されることになる。かかる効果は、特にZrとPとの共添割合[P]/[Zr]が1≦[P]/[Zr]≦80である場合においてより顕著に発揮されることになる。
【0044】
ところで、Cu−Zn−Si合金等の銅合金はリサイクル性に優れ、高いリサイクル率で回収されリサイクルされる。一方、リサイクルの際に他の銅合金の混入や、例えば切削加工時に、工具の摩耗によりFe等が不可避的に混入することがある。したがって、第1〜第8発明素材においても、JIS等の各種規格で不可避不純物として規格化されているものについては、その含有を許容している。例えば、JIS H3250の銅及び銅合金棒で記載されている快削性銅合金棒C3601においては0.3mass%以下のFeが不純物として規定されているが、かかるFeは第1〜第8発明素材においても不可避不純物として扱うものとする。
【0045】
また、転造加工部分が高い強度を有し且つ優れた衝撃特性や延性に有するためには、そして、これらの特性に大きく影響する良好な金属組織を得るためには、第1〜第8発明素材の合金組成を構成する元素の含有量は、上記した範囲において個々に決定するのみでは不十分であり、第1発明素材にあってはCu及びSiの含有量相互の関係を考慮して決定することが必要であり、また第2〜第8発明素材にあっては、Cu及びSiの含有量と選択的に含有される元素(P、Sb、As、Sn、Al、Pb、Bi、Mn、Ni、Ti、B及びZrから選択される1種以上の元素)の含有量との相互関係を考慮して決定することが必要であり、第1〜第8発明素材の合金組成が条件(1)を満足するものであることが必要である。
【0046】
すなわち、条件(1)の含有量式f(=[Cu]−3.6×[Si]−3×[P]−0.3×[Sb]+0.5×[As]−1×[Sn]−1.9×[Al]+0.5×[Pb]+0.5×[Bi]+2×[Mn]+1.7×[Ni]+1×[Ti]+2×[B]+2×[Zr])は、多くの実験、試行錯誤を積み重ねることにより案出されたものであり、f<63.0であると、高温加熱時にマクロ結晶粒が粗大化して、特に衝撃特性及び延性が低下し、耐食性及び引張強さも低下する。また、f>67.5であると、α相の占める割合が大きくなりすぎ、高温加熱時にα相結晶粒が成長し、引張強さ及び耐力が低下する。これらの点から、第1〜第8発明素材の合金組成を、その構成元素の含有量が前記した範囲内において63≦f≦67.5となるようにする必要があり、fの下限値は63.5であることが好ましく、64.0であることがより好ましい。また、fの上限値は67.0であることが好ましく、66.5であることがより好ましい。なお、第3、第4、第7及び第8発明素材並びにこれらを転造加工してなる本発明加工品にあって、Pb及びBiを共添する場合、その合計含有量が0.003mass%を超えると、衝撃特性、延性、及び引張強さが低下し始めることから、63.0+2([Pb]+[Bi]−0.003)≦f≦67.5−2([Pb]+[Bi]−0.003)であることが好ましく(63.5+2([Pb]+[Bi]−0.003)≦f≦67.0−2([Pb]+[Bi]−0.003)であることがより好ましい)、転造加工用素材及び/又は転造加工品の製造段階で切削加工が行われる場合においては、f<63.0+2([Pb]+[Bi]−0.003)又はf>67.5−2([Pb]+[Bi]−0.003)であると、優れた被削性が得られず、良好な切削加工を行い難い。また、第1〜第8発明素材及びこれらを転造加工してなる本発明加工品にあって、Fe等の不可避的不純物の合計含有量が0.7mass%以下であれば当該不純物による悪影響はないと考えられるが、当該不純物による影響を考慮するならば条件(1)を63.7≦f≦66.8としておくことが好ましい。また、不可避不純物の合計含有量が0.7mass%を超える場合には、その合計含有量を[X]mass%とすると、条件(1)を63.0+([X]−0.7)≦f≦67.5−([X]−0.7)つまり62.3+[X]≦f≦68.2−[X]としておくことが好ましく、63.0+[X]≦f≦67.5−[X]としておくことがより好ましい。
【0047】
また、転造加工用素材にあっては、一般に、これが種々の加熱工程(例えば、熱間押出や焼鈍等)を経て製造されるものであるから、マトリックスのα相に加え、β相、κ相、γ相、μ相、場合にはよってはδ相、ζ相、χ相等、種々の相が出現する可能性があり、押出条件や焼鈍条件等によって出現する相の種類やこれらの相の占める割合が大きく変動することになるが、第1〜第8発明素材及びこれらを転造加工してなる本発明加工品にあっては、上記した合金組成をなすことに加えて、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織となすことが必要である(γ相を含む場合には、更に条件(4)を満足する金属組織となすことが好ましい)。
【0048】
すなわち、金属組織中におけるα相及びκ相の占める合計面積率が96%未満であると、良好な転造加工を行い難く、また高い強度、延性及び衝撃特性を確保することができず、耐食性も不十分なものとなる。基本的にはα相はマトリックスであり、延性や耐食性に富む。そして、転造加工後の金属組織においてα相の周りをκ相が取り巻く、或いはα相とκ相とが均一に混合し合うことにより、α相及びκ相の結晶粒成長が抑制され、高い強度が得られると同時に、優れた転造加工性を確保し、高い延性、衝撃特性及び優れた耐食性が得られる。したがって、これらの特性をより優れたものにするためには、[α]+[κ]≧96であることが必要であり、[α]+[κ]≧97であることが好ましく、[α]+[κ]≧98であることがより好ましい。
【0049】
また、高い強度、高い延性、衝撃特性及び優れた耐食性を得るためには、α相の周りをκ相が取り巻いた金属組織となるか、或いはα相とκ相とが均一に混合し合う金属組織となることが好ましいが、このような金属組織を形成するためにα相及びκ相は必要であり、両相の面積率関係が極めて重要である。すなわち、[κ]/[α]<0.2であると、α相が過多となり、延性、耐食性及び衝撃性に優れるものの、強度及び耐摩耗性は低下することになるから、[κ]/[α]≧0.2であることが必要であり、[κ]/[α]≧0.3であることが好ましく、[κ]/[α]≧0.4であることがより好ましい。一方、[κ]/[α]>0.65であると、逆にκ相が過多となり、特に延性に問題が生じ、また転造困難及び衝撃特性も悪くなり、強度の向上も飽和する。したがって、[κ]/[α]≦0.65であることが必要であり、[κ]/[α]≦0.6であることが好ましく、[κ]/[α]≦0.5であることがより好ましい。
【0050】
また、転造加工部分が高い強度、延性、衝撃特性及び耐食性を有するためには、上記したα相及びκ相の面積率関係に加えて、α相及びκ相の個々の面積率が一定範囲となることが必要である。すなわち、60≦[α]≦84及び15≦[κ]≦40であることが必要であり、63≦[α]≦81及び20≦[κ]≦35であることが好ましく、66≦[α]≦78及び25≦[κ]≦30であることがより好ましい。
【0051】
また、β相及びμ相は、何れも、転造加工性を悪くし、転造加工品の銅合金の強度、延性、耐食性及び衝撃特性を阻害するものである。単独では、β相は2%を超えると耐食性に悪影響を与え、延性及び衝撃特性にも悪い影響を与える。したがって、[β]≦2であることが必要であり、[β]≦1.5%であることが好ましく、[β]≦0.5%であることが好ましい。一方、μ相は2%を超えると、耐食性、延性、強度及び衝撃特性に悪い影響を与えることから、[μ]≦2であることが必要であり、[μ]≦1.5であることが好ましく、[μ]≦0.5であることがより好ましい。さらに、金属組織中にβ相及びμ相が含まれる場合にあっては、それらの耐食性及び延性等への影響を考慮して、[β]+[μ]≦2としておく必要があり、[β]+[μ]≦1としておくことが好ましく、[β]+[μ]≦0.5としておくことがより好ましい。
【0052】
また、γ相は、被削性を向上させる相であるが、転造加工性を悪くし、金属組織中にγ相の占める面積率が2%を超えると、転造品の延性、耐食性、衝撃特性に悪影響を与える。好ましくは、1.5%以下であり、最適には1.0%以下である。ただし、強度は、少量のγ相が分散して存在すると向上する。その効果はγ相が0.05%を超え効果を発揮し、少量で分散してγ相が分布しておれば延性や耐食性に悪影響を与えない。したがって、0≦[γ]≦2であり、好ましくは0≦[γ]≦1.5、最適には0.05≦[γ]≦1.0である。ただし、冷間加工した素材を転造加工する場合は、γ相量はより限定され、0≦[γ]≦1.5、23≦[κ]+[γ]≦33、好ましくは、0≦γ≦0.5、最適は0≦γ≦0.2とする。更に、β、μ、γ相の占める割合をその合計量でもって評価しなければならない。すなわち、β、μ、γ相の占める割合の合計量が4%を超えると、転造後の延性、耐食性、衝撃特性、強度が悪くなる。好ましくは、3%以下であり、最適には2%以下である。すなわち数式で表すと、0≦[β]+[μ]+[γ]≦4であり、好ましくは0≦[β]+[μ]+[γ]≦3であり、最適には0.05≦[β]+[μ]+[γ]≦2である。
【0053】
なお、α、κ、γ、β、μの各相は、X線マイクロアナライザーを用いた定量分析結果から、本発明の基本であるCu−Zn−Si合金において次のように定義できる。
マトリックスのα相は、Cu:73〜80mass%、Si:1.7mass%〜3.1mass%で、残部がZn及びその他添加元素である。典型的な組成は、76Cu−2.4Si−残Znである。
必須の相であるκ相は、Cu:73〜79mass%、Si:3.2mass%〜4.7mass%で、残部がZn及びその他添加元素である。典型的な組成は、76Cu−3.9Si−残Znである。
γ相は、Cu:66〜75mass%、Si:4.8mass%〜7.2mass%で、残部がZn及びその他添加元素である。典型的な組成は、72Cu−6.0Si−残Znである。
β相は、Cu:63〜72mass%、Si:1.8mass%〜4.0mass%で、残部がZn及びその他添加元素である。典型的な組成は、69Cu−2.4Si−残Znである。
μ相は、Cu:76〜89mass%、Si:7.3mass%〜11mass%で、残部がZn及びその他添加元素である。典型的な組成は、83Cu−9.0Si−残Znである。
このように、μ相は、α、κ、γ、β相とSi濃度で区別がつき、γ相は、α、κ、β、μ相とSi濃度で区別がつく。μ相とγ相は、Si含有量は近接しているが、Cu濃度において76%を境にして区別される。β相は、γ相とSi濃度で区別がつき、α、κ、μ相とは、Cu濃度で区別がつく。α相とκ相は近接しているが、Si濃度3.15mass%又は3.1〜3.2mass%を境にして区別される。また、EBSD(electron backscatter diffraction)で結晶構造を調べたところ、α相は、fccであり、β相は、bccであり、γ相はbccであり、κ相はhcpであり、それぞれを区別することができる。なお、β相は、CuZn型すなわちW型のbcc構造をとり、γ相は、Cu5Zn8型のbcc構造をとり、両者は区別がつく。本来なら、κ相の結晶構造:hcpは、延性に乏しいが、α相の存在のもと0.2≦[κ]/[α]≦0.65を満足すれば、良好な、転造加工性、延性を有する。尚、金属組織中の相の割合を示すものであり、非金属介在物、Pb粒子、Bi粒子、NiとSi、MnとSiとの化合物は含まれない。
【0054】
ところで、転造加工用素材にあっては、その製造工程に押出工程が含まれる場合、押出温度の影響により主要構成相(α相、κ相、γ相)以外にも複数種の相が出現する可能性があるため、転造加工を可能にし、且つ各種特性が最適になるように押出温度を最適化する必要がある。最適押出温度は、650〜750℃である。この範囲よりも低温で押出すると、γ相が多く析出し、転造加工性が低下するとともに、焼鈍後もγ相が残留してしまう。また、変形抵抗が高くなり、細径での押出ができない。この範囲よりも高温で押出すると、κ相,β相が多くなり、焼鈍してもβ相,κ相が残留し、耐食性などを低下させることになる。
【0055】
また、転造加工用素材にあっては、その製造工程に抽伸工程ないし伸線工程が含まれる場合、かかる冷間加工により加工硬化して転造加工性が低下する。したがって、良質な転造加工品を得るためには、焼鈍により材料を軟らかい状態にする必要がある。良好な転造加工性を確保するためには、上述した如く、α相マトリックスに少なくともκ相を含み且つ条件(2)を満足する金属組織をなすことが必要であり、転造加工性の更なる向上を図るためには、熱処理(焼鈍)後の金属組織において[γ]≦1.5であることが好ましく、[γ]≦0.5であることがより好ましく、[γ]≦0.2であることが最適である。しかし、加熱により金属組織を構成する相の種類、相の占める割合が変化することになるが、500℃未満の低温で熱処理した場合、焼鈍前における金属組織の影響が残り、特に高温で生成するβ相の消滅させること及びγ相を所定の量にまで減らすことが困難となり、また硬さをHV1:165以下にまで減少させることが困難な場合がある。一方、熱処理温度が600℃を超えると、多くの場合、硬さがHV1:165以下となるが、γ相やκ相の占める割合が増え、転造加工性が低下する。したがって、熱処理時間(焼鈍時間)はバッチ式や連続焼鈍などの処理炉の種類にも左右されるので、物温が500〜600℃に達してから、0.5〜8時間保持することが望ましい。また、熱処理後の冷却速度は、400℃以下の温度領域では炉冷に相当する0.1℃/minの冷却速度ではμ相が析出し、転造加工性及び耐食性を低下させることになるため、400℃以下において0.3℃/min以上の冷却速度で冷却する必要がある。
【0056】
また、転造加工品に要求される重要な特性として耐摩耗性があるが、これは硬さに依存し、硬さを一定範囲に制御することにより、延性や衝撃特性を損なうことなく、強度及び耐摩耗性に優れた転造加工品を得ることが可能となる。したがって、転造用加工素材の硬さは、条件(3)のようにHV1:125〜165であることが必要である。すなわち、HV1:165(引張強さで620N/mm2に相当)は転造加工を可能にするための上限の硬さであり、HV1:125(引張強さで550N/mm2に相当)は転造加工後の材料強度を目標となる強度水準にするための下限の硬さである。
【0057】
また、転造加工品の硬さ(転造加工部分の断面硬さ)がHV1:220未満であると、転造加工品の強度が不十分であり、耐摩耗性が低下する虞れがある。逆に、転造加工品の硬さがHV1:270を超える場合には、材料の加工限界を超えて転造加工時に転造加工部分が破砕される虞れがあり、更には当該転造加工品の使用中に転造加工部分が破損する虞れがある。したがって、転造加工品の硬さはHV1:220〜270であることが必要であり、230〜260であることが好ましい。
【発明の効果】
【0058】
本発明の転造加工用素材(第1〜第8発明素材)は、転造加工性に優れるものであり、被転造加工部分の転造加工を容易且つ適正に行うことができるものであり、転造加工部分(被転造加工部分を転造加工してなる部分)が強度、耐摩耗性、耐応力腐食割れ性及び耐食性に優れた転造加工品を得ることができるものである。例えば、ステアリングシャフト・モーターシャフト等の軸製品、ドアロックアクチュエータ・サンルーフモータ・パワーウィンドモータ等に利用されるウォームギアやラックダイス方式で製造されるインボリュートスプライン軸・インボリュートセレーション軸等の転造加工品の構成材として好適に使用することができるものである。特に、第2、第4、第6及び第8発明素材によれば、耐食性及び耐応力腐食割れ性に極めて優れた転造加工品を得ることができる。また、第3、第4、第7及び第8発明素材は被削性に極めて優れるもので、当該素材又はその転造加工品の製造段階において切削加工を必要とする場合においても当該加工をより良好に行うことできるものである。また、第5〜第8発明素材によれば、強度及び耐摩耗性に極めて優れた転造加工品を得ることができる。
【0059】
また、本発明の転造加工品は、第1〜第8発明素材の被加工部分を転造加工してなるものであり、強度、耐摩耗性、耐応力腐食割れ性及び耐食性に優れたものであるから、従来の銅合金製の転造加工品では使用が困難とされていた分野或いは使用不可能とされていた分野にまで用途を拡大できるものであり、極めて実用性に富むものである。例えば、本発明の転造加工品は、転造加工部分が雄ネジ、雌ネジ、スプライン、歯車又はローレット等の連続した凹凸形状をなす各種転造加工材、転造加工部品、転造加工部材や転造加工製品(ステアリングシャフト・モーターシャフト等の軸製品、ドアロックアクチュエータ・サンルーフモータ・パワーウィンドモータ等に利用されるウォームギアやラックダイス方式で製造されるインボリュートスプライン軸・インボリュートセレーション軸等)として好適に使用することができるものである。特に、第2、第4、第6及び第8発明素材を転造加工してなる本発明の転造加工品は、耐食性及び耐応力腐食割れ性に極めて優れたものであり、高度の耐食性が必要とされる用途にも好適に使用することができる。また、第3、第4、第7及び第8発明素材を転造加工してなる本発明の転造加工品は被削性に極めて優れるもので、製造工程に切削加工が含まれる製品にも好適に使用することができる。また、第5〜第8発明素材を転造加工してなる本発明の転造加工品は、強度及び耐摩耗性に極めて優れたものであり、高強度ないし耐久性が強く要求される分野においても好適に使用することができる。
【0060】
このように、本発明によれば、転造加工分野における銅合金材の用途を大幅に拡大することができる。
【図面の簡単な説明】
【0061】
【図1】図1は本発明に係る銅合金製の転造加工用素材を使用して製造された転造加工品の一例を示す正面図である。
【図2】図2は当該転造加工品の転造加工部分におけるミクロ組織を示す縦断正面図である。
【実施例】
【0062】
実施例として、表1に示す合金組成をなし且つ表2に示す金属組織及び硬度(ビッカース硬度HV1)を有する本発明に係る転造加工用素材(以下「実施例素材」という)No.1〜No.23を得た。なお、実施例素材No.1は第1発明素材に、実施例素材No.2〜No.8は第2発明素材に、実施例素材No.9は第3発明素材に、実施例素材No.10〜No.13、No.18、No.19及びNo.23は第4発明素材に、実施例素材No.14は第5発明素材に、実施例素材No.21及びNo.22は第6発明素材に、No.15は第7発明素材に、また実施例素材No.16、No.17及びNo.20は第8発明素材に、夫々該当するものである。
【0063】
すなわち、実施例素材No.1〜No.17は押出材であり、夫々、表1に示す合金組成をなす円柱状の鋳塊(外径100mm、長さ150mm)を670℃の条件で押出して、外径20mmの丸棒材を得た上、この丸棒材に一般的な矯正を施したものである。
【0064】
また、実施例素材No.18及びNo.19は抽伸材であり、夫々、表1に示す合金組成をなす円柱状の鋳塊(外径100mm、長さ150mm)を670℃の条件で外径20mmの丸棒形状に押出し、この押出材を外径19mmの丸棒状に抽伸した上、この抽伸材をマッフル炉により熱処理(焼鈍)したものである。焼鈍は、実施例素材No.18については、520℃で1時間保持すると共に400℃以下における冷却速度を1℃/minとしたものであり、また実施例素材No.19については、580℃で1時間保持すると共に400℃以下における冷却速度を1℃/minとしたものである。なお、実施例素材No.18及びNo.19は合金組成を同一とするものであり、熱処理条件(焼鈍温度)のみを異にするものである。
【0065】
また、実施例素材No.20〜No.22は鋳造材であり、夫々、溶湯を金型(直径35mm,深さ200mm)に鋳込んで、表1に示す合金組成をなす円柱状の鋳塊を得た上、これを旋盤により外径17mmの丸棒に切削したものである。
【0066】
また、実施例素材No.23は鍛造材であり、表1に示す合金組成をなす円柱状の鋳塊(外径100mm、長さ150mm)を670℃の条件で押出して、外径40mmの丸棒材を得た上、これを厚さ20mmに適正鍛造温度である700℃で平板状に鍛造した後、外径20mmの丸棒形状に切削加工したものである。
【0067】
そして、実施例素材No.1〜No.23の金属組織及び硬度(ビッカース硬度:HV1)を測定したところ、表2に示す通りであり、何れも条件(2)〜(4)を満足するものであった。なお、金属組織については、試料の横断面を研磨して鏡面とし、これを過酸化水素とアンモニア水との混合液でエッチングし、各相の面積率(%)を画像解析により測定した。すなわち、200倍又は500倍の光学顕微鏡組織を画像処理ソフト[WinROOF](株式会社テックジャム製)で2値化することにより、各相の面積率を求めた。面積率の測定は3視野で行い、その平均値を各相の相比率とした。相の特定が困難な場合は、FE−SEM−EBSP(Electron Back Scattering diffraction Pattern)法によって、相を特定し、各相の面積率を求めた。FE−SEMは日本電子株式会社製JSM−7000F、解析には株式会社TSLソリューションズ製OIM−Ver.5.1を使用し、解析倍率500倍と2000倍の相マップ(Phaseマップ)から求めた。
【0068】
また、比較例として、表4に示す合金組成をなし且つ表5に示す金属組織及び硬度(ビッカース硬度:HV1)を有する転造加工用素材(以下「比較例素材」という)No.101〜No.112を得た。
【0069】
すなわち、比較例素材No.101〜No.108は押出材であり、夫々、表4に示す合金組成をなす円柱状の鋳塊(外径100mm、長さ150mm)を620℃、670℃又は780℃の条件で押出して、外径20mmの丸棒材を得た上、この丸棒材に一般的な矯正を施したものである。押出温度は、比較例素材No.101〜No.106について670℃とし、比較例素材No.107については780℃とし、また比較例素材No.108については620℃とした。
【0070】
また、比較例素材No.109〜No.112は抽伸材であり、夫々、表4に示す合金組成をなす円柱状の鋳塊(外径100mm、長さ150mm)を670℃の条件で外径20mmの丸棒形状に押出し、この押出材を外径19mmの丸棒状に抽伸した上、この抽伸材をマッフル炉により熱処理(焼鈍)したものである。熱処理は比較例素材No.109については行わず、比較例素材No.110については、480℃で1時間保持すると共に400℃以下における冷却速度を1℃/minとして焼鈍を行い、比較例素材No.111については、620℃で1時間保持すると共に400℃以下における冷却速度を1℃/minとして焼鈍を行い、また比較例素材No.112については、580℃で1時間保持すると共に400℃以下における冷却速度を0.1℃/minとして焼鈍を行った。なお、比較例素材No.107〜No.112は、実施例素材No.18及びNo.19と同一の合金組成をなすものである。
【0071】
これらの比較例素材No.101〜No.112についての合金組成、金属組織及び硬度(ビッカース硬度:HV1)は表4及び表5に示す通りであり、何れも、第1〜第8発明素材において特定される合金組成、金属組織及び硬度に関する条件の少なくとも一部を満足しないものである。
【0072】
而して、各実施例素材No.1〜No.23及び各比較例素材No.101〜No.112(夫々5本)を転造加工して、それらの外周部分にM5、M7、M10、M12及びM14の5種類のメートル並目ネジを形成し、得られた各転造加工品の転造加工部分(ネジ部分)について外観評価、硬度測定及び脱亜鉛腐食試験(ISO6509)等を行った。以下の説明においては、各転造加工品についてはその素材番号と同一の番号を付して、実施例素材No.mを転造加工してなる転造加工品は「実施例加工品No.m」といい、比較例素材No.nを転造加工してなる転造加工品は「比較例加工品No.n」ということとする。なお、図1は実施例素材No.10を転造加工してなる実施例加工品No.10の外観形態を示す正面図であり、図2は実施例加工品No.10の転造加工部分(ネジ部分)におけるミクロ組織を示す縦断正面図である。
【0073】
転造加工にあっては、各素材No.1〜No.23及びNo.101〜No.112の外径を、上記各メートル並目ネジ所定の外径寸法に対して10%減少させた寸法(公差は±0.02)となる丸棒(外径:d)に切削加工した上、この丸棒を、冷間において丸ダイスの間を通過させることにより、丸棒の外周部分にメートル並目ネジM5、M7、M10、M12及びM14を形成した実施例加工品(本発明加工品)No.1〜No.23及び比較例加工品No.101〜No.112(各5種類)を得た。なお、各実施例加工品No.1〜No.22及び比較例加工品No.101〜No.112におけるネジの転造加工前の外径寸法(上記丸棒の外径寸法)d及び「ひっかかりの高さ」H1は、夫々、M5:d=4.5mm,H1=0.433m、M7:d=6.3mm,H1=0.541mm、M10:d=9.0mm,H1=0.812mm、M12:d=10.8mm,H1=0.947mm及びM14:d=12.6mm,H1=1.083mmである。
【0074】
かくして得られた各実施例加工品No.1〜No.23及び各比較例加工品No.101〜No.112のネジ部分(転造加工部分)について、その外観を対物顕微鏡で25倍及び200倍に拡大して観察して、その外観評価を行った。その結果は表3及び表4に示す通りであった。表3及び表6においては、200倍でも割れが認められなかったものを転造良好と評価して「○」で表示し、25倍では割れが認められなかったものの200倍では割れが認められたものを転造やや良好と評価して「△」で表示し、また25倍で割れが認められたものを転造不良と評価して「×」で表示した。
【0075】
そして、この外観評価の結果に基づいて、各素材の転造加工性を評価した。その結果は表3及び表6に示す通りであった、表3及び表6においては、5種類のネジ(M5、M7,M10、M12及びM14)のすべてについて外観評価が「○」又は「△」であったものを「転造加工性に優れる」と評価して「A」で表示し、少なくともM5、M7及びM10について外観評価が「○」又は「△」であったものを「実用上転造可能」と評価して「B」で表示し、M10について外観評価が「×」であったものを「実用上転造不可」と評価して「C」で表示した。
【0076】
また、各実施例加工品No.1〜No.23及び各比較例加工品No.101〜No.112(比較例加工品No.109を除く)の転造加工部分(ネジ部分)の硬度(ビッカース硬度HV1)を測定した。この硬度測定は、ネジ山の頂点から谷部方向に0.3mm隔たった箇所において行った。その結果は表3及び表6に示す通りであった。なお、比較例加工品No.109は、比較例素材No.109の硬さがHV1:188と極めて高いことから、転造加工において加工限界に達して何れの種類のネジ部分も破砕してしまったため、ネジ部分の硬度測定及び後述する応力腐食割れ試験及び脱亜鉛腐食試験は実施していない。
【0077】
さらに、各実施例加工品No.1〜No.23及び各比較例加工品No.105〜No.112(比較例加工品No.109を除く)について、応力腐食割れ試験及び脱亜鉛腐食試験を行った。
【0078】
すなわち、応力腐食割れ試験は、各転造加工品No.1〜No.23及びNo.101〜No.112について、「JIS K8085」で規定されているアンモニア試験法と、よりマイルドで実環境に近い試験方法である「ASTM B858」の2種類の方法で行った。
【0079】
アンモニア試験法「JIS K8085」においては、28%のアンモニア水900mlに水900mlを加えた水溶液雰囲気中に各転造加工品から採取した試料を常温で2hr保持した上、当該試料を取出して、対物顕微鏡20倍での割れの有無を確認した。その結果は表3及び表6に示す通りであった。表3及び表6においては、割れが認められなかったものを「○」で表示し、割れが確認されたものを「×」で表示した。
【0080】
「ASTM B858」による試験では、107g/500mlのNH4OH水溶液に30〜35%のNaOH水溶液を加え、pH10.1に調整した水溶液雰囲気中に各転造加工品から採取した試料を常温で24hr暴露した後、対物顕微鏡10倍での割れの有無を確認した。その結果は、その結果は表3及び表6に示す通りであった。表3及び表6においては、割れが認められなかったものを「○」で表示し、割れが確認されたものを「×」で表示した。
【0081】
また、脱亜鉛腐食試験は「ISO6509」によるものであり、まず、各転造加工品から採取した試料を、その曝露面が当該転造加工用素材の押出方向もしくは鋳造材の長手方向に対して直角となるようにしてフェノール樹脂材に埋めこみ、試料の表面を1200番のエメリー紙にて研磨した後、純水中で超音波洗浄して乾燥した。かくして得られた各試料を1.0%の塩化第2銅2水和塩CuCl2・2H2Oの水溶液12.7g/L中に浸漬し、75℃で24時間保持した後、水溶液中から取出し、その脱亜鉛腐食の最大深さを次のようにして測定した。すなわち、水溶液中から取出した試料の暴露表面が当該転造加工用素材の押出方向もしくは鋳造材の長手方向に対して直角を保つように、フェノール樹脂材に再び埋め込まれ、次に最も長い切断部が得られるように当該試料を切断した。続いて当該試料を研磨し、100倍から500倍の金属顕微鏡を用い、顕微鏡の視野10ヶ所において、腐食深さを測定し、最も深い腐食ポイントを最大脱亜鉛腐食深さ(μm)として記録した。その結果は、表3及び表6に示す通りであった。また、表3及び表6においては、最大腐食深さが50μm以下であれば「耐食性に優れる」と評価して「○」で表示し、最大腐食深さが200μm以下であれば[実用上使用可能]と評価して「△」で表示し、また最大腐食深さが200μmを超える場合は[実用上耐食性に問題あり]として「×」で表示した。
【0082】
而して、実施例素材No.1〜No.23については、押出材、抽伸材、鍛造材、鋳造材の区別なく、何れも、表1及び表2に示す如く、条件(1)を満足する合金組成及び条件(2)(4)を満足する金属組織をなしており、硬さについても条件(3)を満足するものであり、表3に示す如く、強度,耐食性等に優れた良質の転造加工品(実施例加工品)No.1〜No.22を得られることが確認された。
【0083】
一方、比較例素材No.101〜No.106については、表4及び表5に示す如く、本発明で特定する合金組成及び金属組織の条件を満足しないものであり、表6に示す如く、その殆どが転造加工性に劣る(転造加工性がC評価である)ものであり、良質の転造加工品を得ることができない。転造加工性がA評価である比較例素材No.105および転造加工性がB評価である比較例素材No.106についても、表6に示す如く、その転造加工品(比較例加工品No.105、No.106)の耐食性は頗る悪い。
【0084】
かかる点から、第1〜第8発明素材において特定される合金組成及び金属組織をなし且つ条件(3)の硬度を有することが、優れた転造加工性を有し且つ強度,耐食性等に優れた良質の転造加工品を得るために必要であることが確認される。
【0085】
また、比較例素材No.107〜No.112は、表1及び表3に示す如く、実施例素材No.18及びNo.19と同一の合金組成をなすものであるが、比較例素材No.109を除いて、表5に示す如く、押出温度、焼鈍温度又は焼鈍時の冷却速度が不適切なために適正な金属組織をなしていない。その結果、比較例素材No.107、No.108、No.110及びNo.112は、表6に示す如く、転造加工性が悪く(C評価)、転造加工用素材として実用できない。また、比較例素材No.111については、転造加工性は良い(A評価)ものの、表6に示す如く、転造加工度が低い場合(M5、M7、M10)には高硬度の転造加工品が得られず(HV1:220未満)、強度及び耐摩耗性に優れた転造加工品を得ることができない。また、比較例素材No.109は、表4及び表5に示す如く、適正な合金組成及び金属組織をなすものであるが、抽伸後の熱処理(焼鈍)を行っていないことから素材硬度が高く、条件(3)を満足していない。その結果、転造加工性が極めて悪く、上述した如く、転造加工部分(ネジ部分)が破砕するといった加工不良を招いている。
【0086】
かかる点から、転造加工においては、転造加工用素材の押出温度、焼鈍温度及び焼鈍時の冷却速度を適正に制御して本発明で特定する金属組織となしておくこと、或いは金属組織(及び合金組成)が適正であっても抽伸等により加工硬化を生じている転造加工用素材については熱処理により条件(3)を満足する硬度に調整しておくことが極めて重要であることが理解される。
【0087】
【表1】
【0088】
【表2】
【0089】
【表3】
【0090】
【表4】
【0091】
【表5】
【0092】
【表6】
【特許請求の範囲】
【請求項1】
被転造加工部分が、Cu:73.5〜79.5mass%、Si:2.5〜3.7mass%、Zn:残部及び不可避不純物からなり且つ構成元素の含有量間に63.0≦[Cu]−3.6×[Si]≦67.5の関係(構成元素xの含有量を[x]mass%とする)を有する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ含有相の面積率間に60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係(含有相yの面積率を[y]%とし、含有しない相yについては[y]=0とする)を有する金属組成をなすと共に、HV1:125〜165の硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材。
【請求項2】
被転造加工部分が、P:0.015〜0.2mass%、Sb:0.015〜0.2mass%、As:0.015〜0.15mass%、Sn:0.03〜1.0mass%及びAl:0.03〜1.5mass%から選択された1種以上の元素を更に含有し且つ構成元素の含有量間に63.0≦[Cu]−3.6×[Si]−3×[P]−0.3×[Sb]+0.5×[As]−1×[Sn]−1.9×[Al]≦67.5の関係(構成元素xの含有量を[x]mass%とし、含有しない元素xについては[x]=0とする)を有する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ含有相の面積率間に60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係(含有相yの面積率を[y]%とし、含有しない相yについては[y]=0とする)を有する金属組成をなすと共に、HV1:125〜165の硬度を有するCu−Zn−Si合金であることを特徴とする、請求項1に記載する銅合金製の転造加工用素材。
【請求項3】
被転造加工部分が、Pb:0.003〜0.25mass%及び/又はBi:0.003〜0.30mass%を更に含有し且つ構成元素の含有量間に63.0≦[Cu]−3.6×[Si]−3×[P]−0.3×[Sb]+0.5×[As]−1×[Sn]−1.9×[Al]+0.5×[Pb]+0.5×[Bi]≦67.5の関係(構成元素xの含有量を[x]mass%とし、含有しない元素xについては[x]=0とする)を有する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ含有相の面積率間に60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係(含有相yの面積率を[y]%とし、含有しない相yについては[y]=0とする)を有する金属組成をなすと共に、HV1:125〜165の硬度を有するCu−Zn−Si合金であることを特徴とする、請求項1又は請求項2に記載する銅合金製の転造加工用素材。
【請求項4】
被転造加工部分が、Mn:0.05〜2.0mass%、Ni:0.05〜2.0mass%、Ti:0.003〜0.3mass%、B:0.001〜0.1mass%及びZr:0.0005〜0.03から選択された1種以上の元素を更に含有し且つ構成元素の含有量間に63.0≦[Cu]−3.6×[Si]−3×[P]−0.3×[Sb]+0.5×[As]−1×[Sn]−1.9×[Al]+0.5×[Pb]+0.5×[Bi]+2×[Mn]+1.7×[Ni]+1×[Ti]+2×[B]+2×[Zr]≦67.5の関係(構成元素xの含有量を[x]mass%とし、含有しない元素xについては[x]=0とする)を有する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ含有相の面積率間に60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係(含有相yの面積率を[y]%とし、含有しない相yについては[y]=0とする)を有する金属組成をなすと共に、HV1:125〜165の硬度を有するCu−Zn−Si合金であることを特徴とする、請求項1〜3の何れかに記載する銅合金製の転造加工用素材。
【請求項5】
被転造加工部分の金属組織がγ相及びκ相を含有するものである場合において、γの面積率[γ]%とκ相の面積率[κ]%との間に23≦[γ]+[κ]≦33の関係を有することを特徴とする、請求項1〜4の何れかに記載する銅合金製の転造加工用素材。
【請求項6】
鋳造材、押出材、抽伸材又は鍛造材であることを特徴とする、請求項1〜5の何れかに記載する銅合金製の転造加工用素材。
【請求項7】
鋳造材、押出材、抽伸材及び鍛造材の何れかである場合において、少なくとも抽伸材については熱処理が施されていることを特徴とする、請求項6に記載する銅合金製の転造加工用素材。
【請求項8】
熱処理が、500〜600℃で0.5〜8.0時間保持し且つ400℃以下での冷却速度を0.3℃/min.以上とする条件で行われることを特徴とする、請求項7に記載する銅合金製の転造加工用素材。
【請求項9】
請求項1〜8の何れかに記載する転造加工用素材の被転造加工部分を転造加工してなる転造加工品であって、転造加工部分の硬度がHV1:220〜270であることを特徴とする銅合金製の転造加工品。
【請求項10】
転造加工部分が、雄ネジ、雌ネジ、スプライン、歯車又はローレットに転造加工されたものであることを特徴とする、請求項9に記載する銅合金製の転造加工品。
【請求項1】
被転造加工部分が、Cu:73.5〜79.5mass%、Si:2.5〜3.7mass%、Zn:残部及び不可避不純物からなり且つ構成元素の含有量間に63.0≦[Cu]−3.6×[Si]≦67.5の関係(構成元素xの含有量を[x]mass%とする)を有する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ含有相の面積率間に60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係(含有相yの面積率を[y]%とし、含有しない相yについては[y]=0とする)を有する金属組成をなすと共に、HV1:125〜165の硬度を有するCu−Zn−Si合金であることを特徴とする銅合金製の転造加工用素材。
【請求項2】
被転造加工部分が、P:0.015〜0.2mass%、Sb:0.015〜0.2mass%、As:0.015〜0.15mass%、Sn:0.03〜1.0mass%及びAl:0.03〜1.5mass%から選択された1種以上の元素を更に含有し且つ構成元素の含有量間に63.0≦[Cu]−3.6×[Si]−3×[P]−0.3×[Sb]+0.5×[As]−1×[Sn]−1.9×[Al]≦67.5の関係(構成元素xの含有量を[x]mass%とし、含有しない元素xについては[x]=0とする)を有する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ含有相の面積率間に60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係(含有相yの面積率を[y]%とし、含有しない相yについては[y]=0とする)を有する金属組成をなすと共に、HV1:125〜165の硬度を有するCu−Zn−Si合金であることを特徴とする、請求項1に記載する銅合金製の転造加工用素材。
【請求項3】
被転造加工部分が、Pb:0.003〜0.25mass%及び/又はBi:0.003〜0.30mass%を更に含有し且つ構成元素の含有量間に63.0≦[Cu]−3.6×[Si]−3×[P]−0.3×[Sb]+0.5×[As]−1×[Sn]−1.9×[Al]+0.5×[Pb]+0.5×[Bi]≦67.5の関係(構成元素xの含有量を[x]mass%とし、含有しない元素xについては[x]=0とする)を有する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ含有相の面積率間に60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係(含有相yの面積率を[y]%とし、含有しない相yについては[y]=0とする)を有する金属組成をなすと共に、HV1:125〜165の硬度を有するCu−Zn−Si合金であることを特徴とする、請求項1又は請求項2に記載する銅合金製の転造加工用素材。
【請求項4】
被転造加工部分が、Mn:0.05〜2.0mass%、Ni:0.05〜2.0mass%、Ti:0.003〜0.3mass%、B:0.001〜0.1mass%及びZr:0.0005〜0.03から選択された1種以上の元素を更に含有し且つ構成元素の含有量間に63.0≦[Cu]−3.6×[Si]−3×[P]−0.3×[Sb]+0.5×[As]−1×[Sn]−1.9×[Al]+0.5×[Pb]+0.5×[Bi]+2×[Mn]+1.7×[Ni]+1×[Ti]+2×[B]+2×[Zr]≦67.5の関係(構成元素xの含有量を[x]mass%とし、含有しない元素xについては[x]=0とする)を有する合金組成をなし、α相マトリックスに少なくともκ相を含み且つ含有相の面積率間に60≦[α]≦84、15≦[κ]≦40、[α]+[κ]≧96、0.2≦[κ]/[α]≦0.65、[β]≦2、[μ]≦2、[β]+[μ]≦2、[γ]≦2、[β]+[μ]+[γ]≦4の関係(含有相yの面積率を[y]%とし、含有しない相yについては[y]=0とする)を有する金属組成をなすと共に、HV1:125〜165の硬度を有するCu−Zn−Si合金であることを特徴とする、請求項1〜3の何れかに記載する銅合金製の転造加工用素材。
【請求項5】
被転造加工部分の金属組織がγ相及びκ相を含有するものである場合において、γの面積率[γ]%とκ相の面積率[κ]%との間に23≦[γ]+[κ]≦33の関係を有することを特徴とする、請求項1〜4の何れかに記載する銅合金製の転造加工用素材。
【請求項6】
鋳造材、押出材、抽伸材又は鍛造材であることを特徴とする、請求項1〜5の何れかに記載する銅合金製の転造加工用素材。
【請求項7】
鋳造材、押出材、抽伸材及び鍛造材の何れかである場合において、少なくとも抽伸材については熱処理が施されていることを特徴とする、請求項6に記載する銅合金製の転造加工用素材。
【請求項8】
熱処理が、500〜600℃で0.5〜8.0時間保持し且つ400℃以下での冷却速度を0.3℃/min.以上とする条件で行われることを特徴とする、請求項7に記載する銅合金製の転造加工用素材。
【請求項9】
請求項1〜8の何れかに記載する転造加工用素材の被転造加工部分を転造加工してなる転造加工品であって、転造加工部分の硬度がHV1:220〜270であることを特徴とする銅合金製の転造加工品。
【請求項10】
転造加工部分が、雄ネジ、雌ネジ、スプライン、歯車又はローレットに転造加工されたものであることを特徴とする、請求項9に記載する銅合金製の転造加工品。
【図1】

【図2】
【図2】
【公開番号】特開2013−104071(P2013−104071A)
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願番号】特願2011−247153(P2011−247153)
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000176822)三菱伸銅株式会社 (116)
【Fターム(参考)】
【公開日】平成25年5月30日(2013.5.30)
【国際特許分類】
【出願日】平成23年11月11日(2011.11.11)
【出願人】(000176822)三菱伸銅株式会社 (116)
【Fターム(参考)】
[ Back to top ]