
銅配線の製造方法
【課題】極めて微細な孔又は溝内に銅を埋め込むことができる、新たな銅配線の製造方法を提供する。
【解決手段】1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ使用環境下において1価の銅イオンと形成する錯体の溶解度が0.5g/L以上の銅錯化剤、若しくは、1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ2価の銅イオンとの錯化定数が1×1020以下の値を示す銅錯化剤を1wt%以上と、水を1wt%以上と、銅成分とを含む電解液を強制攪拌しながら、被めっき体における配線接続孔又は配線溝内に銅を電気めっきする工程を備えた銅配線の製造方法によれば、攪拌の程度を調整することにより、微細孔への銅の埋め込み率を調整することができ、微細孔への銅の埋め込み率をより一層高めることができる。
【解決手段】1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ使用環境下において1価の銅イオンと形成する錯体の溶解度が0.5g/L以上の銅錯化剤、若しくは、1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ2価の銅イオンとの錯化定数が1×1020以下の値を示す銅錯化剤を1wt%以上と、水を1wt%以上と、銅成分とを含む電解液を強制攪拌しながら、被めっき体における配線接続孔又は配線溝内に銅を電気めっきする工程を備えた銅配線の製造方法によれば、攪拌の程度を調整することにより、微細孔への銅の埋め込み率を調整することができ、微細孔への銅の埋め込み率をより一層高めることができる。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、配線接続孔(ビアホール或いはコンタクトホール)や配線溝(トレンチ)内に、電気めっきによって銅を埋め込んで銅配線を製造する方法に関する。
【背景技術】
【0002】
半導体デバイスには、素子間を接続する配線溝(トレンチ)や、多層配線間を電気的に接続する配線接続孔(ビアホール或いはコンタクトホール)が多数設けられる。
これら配線溝や配線接続孔内に埋め込む導電性材料としては、従来、アルミニウムが使用されてきたが、半導体デバイスの高集積化、微細化に伴い、これまでのアルミニウムに代わり、電気抵抗率が低く(低抵抗ともいう)、エレクトロマイグレーション耐性にも優れた銅が注目され実用化が進められている。
【0003】
銅配線の製法としては、シリコンウエハ等からなる基板上に形成された絶縁膜に溝や孔を形成しておき、その上にバリアメタル(拡散防止膜)及びCu膜(導通を得るための下地導電膜)を順次積層した後、電気めっきによって前記溝や孔内に銅を埋め込みつつ表面に銅層を形成し、その後、化学機械研磨(CMP)等によって余分な銅層を除去して銅配線を形成するという、いわゆるダマシン法が採用されている。
このような電気めっき(電解めっきともいう)によって形成された銅配線は、膜中の不純物濃度が低く、電気抵抗が低いため、半導体デバイスの高速化に有利である。
【0004】
従来、このような銅配線の形成に用いられる銅めっき用電解液として、硫酸銅溶液に3種類の有機系添加剤、すなわちポリエチレングリコール(PEG)等のキャリア、ビス(3-スルホプロピル)ジスルフィド−2−ナトリウム(SPS)等のブライトナ、ヤーヌスグリーンB(JGB)等のレベラといわれる3種類の有機系添加剤と、塩化物イオンとを添加した電解液が用いられてきた。
【0005】
ところが、このように3種類の有機系添加剤と塩化物イオンとを含有する電解液は、それぞれの添加物の濃度を厳密に管理する必要があり、その濃度管理が非常に難しいという課題を抱えていた。特に有機系添加剤は、電極上で反応して分解しやすく、濃度が低下しやすいため、濃度管理が極めて難しいばかりか、有機系添加剤の分解生成物により、微細孔への埋め込みが不良になったり、膜厚の均一性が悪化したりするなどの問題を抱えていた。さらに、有機系添加剤に含まれるカーボン(C)がめっき膜中に不純物として取り込まれることで、銅膜の純度が低下してエレクトロマイグレーション耐性が悪化するという問題も指摘されていた。
そこで最近はこのような課題に鑑みて、有機系添加剤や塩化物イオンなどの添加剤をなるべく使用せず、できるだけ単純な組成の銅めっき用電解液の開発が進められている。
【0006】
例えば特許文献1には、単一の有機化合物のみで微細孔へ銅を埋め込む技術が開示されている。しかし、この電解液は、アルカリ性のピロリン酸系、シアン系、スルファミン系であるため、pH調整剤(リン酸または水酸化カリウムなど)が加えられており、実施例を見ても、アンモニアが添加されているなど、実質的には数種類の添加剤が必要とされるものであった。
【0007】
特許文献2には、硫酸銅水溶液に適量の塩酸を添加することにより、微細孔への良好な埋め込み特性を実現する方法が開示されている。しかし、この方法においても、塩素濃度が低いと埋込みを達成することができず、塩酸濃度が高過ぎると銅が溶けやすくなり、成膜性が低下することから、特に不溶性のアノードを用いた場合、塩化物イオンの消耗が激しく、塩化物イオンの管理が難しいという問題があった。
【0008】
特許文献3には、添加剤を含まないめっき液を用いて、パルス電流におけるデューティー比を適当に制御することにより、緻密なめっき膜が配線溝や配線孔内に均一に形成する方法が開示されている。しかし、この方法は、設備費が高価であるばかりか、電流コントロールが非常に難しいという課題を抱えていた。さらに、パルス電流を用いて拡散層を薄くするため、微細孔への均一な析出は期待できるものの、十分に埋め込むことができないおそれがあった。
【0009】
他方、本件発明者は、アセトニトリルを含む電解液を用いた電気めっきに着目し、かかる電解液を用いて得ためっき皮膜の配向性が(111)面が優先配向したものとなることを開示している(特許文献4)。しかし、当該発明では、配線接続孔や配線溝内に銅を埋め込むことは具体的には想定しておらず、その効果を予想することはできなかった。
【0010】
【特許文献1】特表2003−533867号公報
【特許文献2】特開2002−332589号公報
【特許文献3】特開平11−97391号公報
【特許文献4】特開2007−182623号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は、かかる課題に鑑みて、複数の添加剤を用いなくても、極めて微細な孔又は溝(例えば深さが0.1μm〜2.0μmで且つアスペクト比(深さ/幅)3〜5である孔又は溝)内に銅を十分に埋め込むことができる、新たな銅配線の製造方法を提供せんとするものである。
【課題を解決するための手段】
【0012】
本発明は、1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ使用環境下において1価の銅イオンと形成する錯体の溶解度が0.5g/L以上の銅錯化剤、若しくは、1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ2価の銅イオンとの錯化定数が1×1020以下の値を示す銅錯化剤を1wt%以上と、水を1wt%以上と、銅成分とを含む電解液(以下「錯化剤含有電解液」と称する)を、強制攪拌しながら被めっき体における配線接続孔又は配線溝内に銅を電気めっきする工程を備えた銅配線の製造方法を提案する。
【発明の効果】
【0013】
上記のような錯化剤含有電解液を使用して電気めっきを行うことにより、複数の添加剤を加えない単純な組成の電解液であっても、極めて微細な孔や溝(例えば深さが0.1μm〜2.0μmで且つアスペクト比(深さ/幅)3〜5である孔又は溝)内に銅を十分に埋め込むことができる。よって、電解液成分の厳密な濃度管理をしなくても、極めて微細な銅配線を形成することができる。
【0014】
さらに、錯化剤含有電解液を強制攪拌しながら電気めっきする場合には、攪拌の程度を調整することにより、微細孔への銅の埋め込み率を調整できることが判明し、微細孔への銅の埋め込み率をより一層高めることができるようになった。
通常の電気めっきでは、電解液を攪拌すると、より高い電流密度まで100%に近い高い電流効率を維持することができ、攪拌しないと水素発生などの副反応により電流効率が低下することが知られている。これに対して、錯化剤含有電解液を用いた電気めっきの場合には、電解液を攪拌すると電流効率が低下し、逆に電解液の攪拌を抑制することで電流効率が高まるという意外な事実が判明した。かかる知見に基づいて攪拌条件を調整することで、液拡散の少ない微細孔(溝)内への銅の埋め込みであっても、被めっき体表面に比べて微細孔(溝)内の電流効率を高めることができ、銅の埋め込み率を一層高めることができるようになった。さらには、被めっき体表面における銅の電析量を少なくすることもできるようになり、余分な銅を除去するための処理負担を軽減することができるようにもなった。
【0015】
また、従来のような有機添加剤などを含む電解液を用いて電気めっきして得られる銅膜は、有機添加剤に含まれるカーボン(C)がめっき膜中に不純物として取り込まれることで銅膜の純度が低下し、電気抵抗の増大や信頼性の低下をもたらすと言われるが、本発明に係る銅錯化剤、中でもアセトニトリルを用いた場合には、その他の有機系添加剤やハロゲン添加剤を含まない組成とすることができる上、アセトニトリルは銅膜中に残らないため、特に銅配線の不純物濃度が低く、電気抵抗をより低くすることが期待できる。さらに、アセトニトリル含有電解液を用いて埋め込みした銅配線の配向性は(111)面が優先配向となる傾向があるため、その場合にはエレクトロマイグレーション耐性に優れた配線となることも期待することができる。
【0016】
以上のように、本発明により形成した銅配線は、集積回路や、プリント基板等の電子回路基板で特に好適に利用することができる。
【発明を実施するための形態】
【0017】
本発明の実施形態の好ましい一例として、銅配線の製造方法について説明するが、本発明が、以下に説明する実施形態に限定されるものではない。
【0018】
以下、本発明の実施形態の一例として、錯化剤含有電解液を用いて、該電解液を強制攪拌しながら電気めっきすることにより、配線接続孔又は配線溝内に銅を埋め込んで銅配線を形成する銅配線の製造方法(「本銅配線製造方法」と称する)について説明する。
【0019】
ここで、本銅配線製造方法にかかる具体的な一例を紹介する。
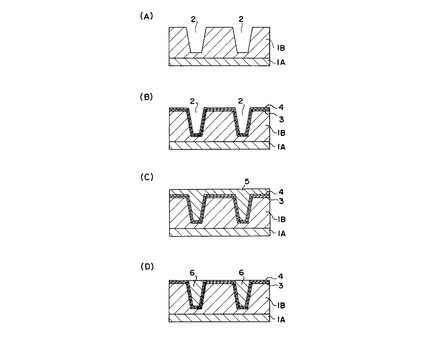
図1に示すように、シリコンウエハ等からなる基板1A上に、絶縁物質からなる化膜等の絶縁膜1Bを形成し、絶縁膜1Bにおける配線パターンを形成する予定箇所に溝又は孔2を設け(図中の(A)参照)、次に、Ti、Ta、W或いはこれらの窒化物等からなるバリアメタル膜(拡散防止膜)3及びCu下地導電膜(導通を得るための下地導電膜)4を順次形成し(図中の(B)参照)、その上で、錯化剤含有電解液を強制攪拌しながら電気めっきすることにより、前記溝又は孔2内に銅を埋め込みつつ基板1A表面、すなわち被めっき体表面に銅層5を形成し(図中の(C)参照)、次いで、基板1A表面に形成された銅層5を除去して銅配線6を露出させて銅配線を形成することができる(図中の(D)参照)。この際、さらに耐マイグレーション性を向上させるために、露出した銅配線6上に金属や酸化物、有機物を積層してもよい。
以下、この具体例を中心に本銅配線製造方法について説明するが、本銅配線製造方法がかかる具体例に限定されるものではない。
【0020】
<配線接続孔・配線溝>
銅を埋め込む配線接続孔(ビア)又は配線溝(トレンチ)の大きさは特に限定するものではないが、本銅配線製造方法は、例えば、深さが0.1μm〜2.0μmであり、且つ深さ/幅で求められるアスペクト比が3〜5であるという極めて微細な孔及び溝に対しても十分に埋め込みが可能であるから、少なくともそれ以上に径が大きいか、或いは深さの浅い孔や溝に対しては十分に埋め込み可能である。なお、微細な孔或いは溝の幅とは、孔が例えば長孔であればその短径を意味し、溝の場合にはその短手長を意味するものである。
但し、本発明の限界が、前記の孔径や溝幅或いはアスペクト比であるという意味ではない。
【0021】
例えば孔径或いは溝幅が100μmで深さが200μmのようなSOC (システム オン チップ)やSiP (システム イン パッケージ)、MEMS (メムス、機械電気マイクロシステム)などの貫通電極用の孔或いは溝に対して十分に埋め込み可能である。
また、例えば孔径或いは溝幅が200μmで深さが50μmのような、プリント配線板のビアフィリングめっきの孔或いは溝に対しても十分に埋め込み可能である。
【0022】
配線接続孔(ビア)又は配線溝(トレンチ)の形状は特に限定するものではない。ちなみに、孔径或いは溝幅が0.2μm以下の極めて微細な孔或いは溝になると、開口部から奥まで同径の孔や溝を設けること自体が困難であるため、通常は、図1に示すように開口部から底部に向って窄まった断面形状となる。
【0023】
<銅>
埋め込む対象である銅、言い換えれば電気めっきする銅は、純粋な銅であっても、銅以外の金属を不可避不純物として含有する銅であってもよい。また、例えば耐食性を高める目的でCoなどの金属を微量添加(例えば5質量%未満)した銅合金など、銅を主成分(少なくとも80質量%以上が銅)とする銅合金であってもよい。このような銅合金であっても、純粋な銅と同様に本発明の効果が得られると考えられる。
【0024】
<電気めっき>
次に、本銅配線製造方法における電気めっきの方法、上記の具体例でいえば、溝又は孔2内に銅を埋め込みつつ基板1A表面に銅層5を形成する方法について説明する。
【0025】
(電解液)
本銅配線製造方法で用いる電解液(以下「本電解液」ともいう)は、銅錯化剤を1wt%以上と、水を1wt%以上と、銅成分とを含む電解液(「錯化剤含有電解液」)である。
【0026】
ここで、銅錯化剤としては、1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より大きいことが必要であり、上限値は特に限定するものではないが、現実的には1×1040程度であると考えられ、好ましくは1×104〜1×1015である。1価の銅イオンとの錯化定数が過度に大きい場合には、銅錯体が安定化し過ぎて電気めっき時の極間電圧が上がり、実用的でないため好ましくない。
ちなみに、アセトニトリルの1価の銅イオンとの錯化定数は1×104であり、この値は、P.Kamau and R.B.Jordan:Inorganic Chemistry,vol.40,Issue
16,p.3879(2001)の記載に基づくものである。
【0027】
用いる銅錯化剤は、さらに2価の銅イオンとの錯化定数が1×1020以下である(2価の銅イオンと錯体化しないものも含む)か、或いは、使用環境下において1価の銅イオンと形成した錯体の溶解度が0.5g/L以上である必要であり、さらに、これら両方の条件を満足する銅錯化剤が好ましい。
2価の銅イオンとの錯化定数に関して言えば、好ましくは1×1018以下であり、特に好ましくは1×1016以下である。
また、1価の銅イオンと形成した錯体の溶解度に関して言えば、好ましくは5g/L以上であり、特に好ましくは溶解度が10g/L以上である。
【0028】
本銅配線製造方法では、銅錯化剤と1価の銅イオンとが形成する錯体を安定化させることがポイントの一つであり、そのためには1価の銅イオンとの錯化定数が1×103より大きい銅錯化剤を用いることが必要である。また、同様の理由で、用いる銅錯化剤が2価の銅イオンとも錯体化する場合には、2価の銅イオンとの錯化定数が1×1020以下であることも重要である。他方、1価の銅イオンと形成した錯体が、用いる液中において0.5g/L以上の溶解量がないと実用性がないと考えられる。
【0029】
なお、上記の「1価或いは2価の銅イオンとの錯化定数(K)」は、次のように定義される値である。
1価或いは2価の銅イオンMと銅錯化剤Aとから錯体MAn(Mとn個のAの錯体を示す)が形成される逐次反応(逐次反応:M+A→MA、MA+A→MA2、・・・)において、逐次錯化定数knを、
k1=[MA]/([M]・[A])、k2=[MA2]/([MA]・[A])、・・・と表すとき、
錯化定数(K)は、LogK=Logk1+Logk2+・・・で表される値である。
なお、[M]、[A]及び [MAn]はそれぞれの濃度(mol/L)の意である。
【0030】
本銅配線製造方法で用いる銅錯化剤としては、特に限定するものではないが、1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ使用環境下において1価の銅イオンと形成する錯体の溶解度が0.5g/L以上の銅錯化剤、若しくは、1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ2価の銅イオンとの錯化定数が1×1020以下の値を示す銅錯化剤として、例えばピロリン酸カリウム、シアン化ナトリウム、アセトニトリルなどを挙げることができる。中でも、1価の銅イオンとの錯化定数や溶解速度、並びに均一に混合できることを加味すると、アセトニトリルが特に好ましい。
【0031】
本電解液は、銅を溶解させる速度が0.05〜5mgmin-1cm-2、中でも0.07〜4mgmin-1cm-2、その中でも特に0.1〜3mgmin-1cm-2となるような量で前記銅錯化剤を含むものが好ましい。
【0032】
なお、上記の「銅を溶解させる速度」とは、錯化剤含有電解液(温度25℃)に銅板を浸漬させ、限界電流密度が80mA/cm2となるように攪拌しながら銅板を溶解させた時の単位時間・単位面積当たりの銅板重量減少量から求められる値である。
【0033】
本発明の効果を得るためには、本電解液における銅錯化剤の濃度、すなわち銅錯化剤と水との合計量に対する銅錯化剤の混合比率は、1wt%以上であることが重要であり、好ましくは2wt%以上、特に4wt%以上であるのが好ましい。上限値は、特に限定するものではないが、環境負荷等を考慮すると50wt%程度であると考えられるが、硫酸銅の溶解量を確保する観点から27wt%であるのが好ましい。
【0034】
銅成分としては、例えば、アルカリ性のシアン化銅、ピロリン酸銅や酸性のホウフッ化銅、硫酸銅などの水溶性銅塩が好ましく、中でも硫酸銅及び硫酸を含む硫酸銅水溶液が好ましい。これらは、予め銅錯化剤と混合することができる。
この場合に加える硫酸濃度は、適宜調整可能であるが、通常は0.01mol/L以上、特に0.1mol/L〜2mol/Lとするのが好ましい。
【0035】
本電解液の好ましい具体例として、硫酸銅水溶液と銅錯化剤とを含む電解液を、純水によって希釈して、目的に合った所望の組成濃度に調整してなる電解液を挙げることができる。
【0036】
なお、本電解液は、ハロゲンイオン及び、キャリア、ブライトナ、レベラ等の有機系添加剤を実質的に含んでいても、含んでいなくてもよい。ハロゲンイオンや前記の有機系添加剤を実質的に含んでいなくても、埋め込み率を十分に高めることができる点は本発明の特徴の一つではあるが、これらを含んでいれば更に効果を高めることが期待できるため、含んでいてもよい。
ここで、「実質的に含まない」とは、積極的に添加しないという意味であり、不可避的に含まれる場合は、これを許容する意味である。具体的濃度で言えば3ppm以下であるのが好ましい。
また、例えば光沢剤、錯化剤、緩衝剤、導電剤、有機化合物(にかわ、ゼラチン、フェノールスルフォン酸、白糖蜜など)、多価アルコール、チタンなどの添加剤を本電解液に添加することも可能である。
【0037】
(電解液の攪拌)
錯化剤含有電解液を用いて電気めっきする場合、電解液の攪拌程度を高めることにより電流効率を低下させることができ、逆に電解液の攪拌を抑制することにより電流効率を高めることができるという意外な事実が判明した。よって、このような知見に基づいて攪拌条件を調整することで、液拡散の少ない微細孔(溝)内への銅の埋め込みにおいても、微細孔(溝)内部に積極的に電気めっきを施して埋め込み率を高めることができるようになり、さらには、被めっき体表面への銅の電析量を抑制することもできるようになった。なお、「被めっき体表面」とは、微細孔(溝)内の表面を包含するものではない(他においても同様)。
【0038】
電解液の攪拌方法は、特に限定するものではない。例えば被めっき体である基板を、めっき面である基板表面に対して垂直な軸を中心として回転させて電解液を攪拌する方法や、電解液内で攪拌具を振動させて電解液を攪拌する方法、電解液を流動させて電解液を攪拌する方法、その他の方法を採用することができる。
なお、前記の攪拌具としては、攪拌棒、攪拌羽、その他攪拌可能な部材を挙げることができる。
【0039】
微細孔(溝)内部に積極的に電気めっきを施して埋め込み率を高める一方、被めっき体表面への銅の電析量を抑制するためには、電解液の攪拌程度を所定の範囲に制御することが重要であり、好ましくは、対極として銅電極、参照極として飽和カロメル電極を用いて25℃の0.05mol/L硫酸銅+0.5mol/L硫酸を含む電解液を用いて浸漬電位からカソード方向に100mV/minで電位走査した際の限界電流密度が10mA/cm2〜150mA/cm2となるように電解液の攪拌程度を制御するのが好ましく、特に20mA/cm2〜80mA/cm2、中でも特に40mA/cm2〜80mA/cm2となるように電解液の攪拌程度を制御するのが好ましい。実際には、製造設備に電極位置を当てはめることで、限界電流密度を予め測定しておき、所定の限界電流密度になるように電解液の攪拌程度を制御するのが好ましい。
なお、本明細書における「限界電流密度」の語は全て上記定義における電解液の攪拌程度を示す指標としての限界電流密度の意味である。
【0040】
ここで、限界電流密度について補足する。
本発明では、電解液の攪拌程度を示す指標として限界電流密度を採用している。物質の移動限界電流は流速に依存することが知られており、前記の限界電流密度は、攪拌の程度と一定の関係があることが確認されている。したがって、限界電流密度は攪拌の程度を示すパラメータとして評価することができる。例えば後述する試験2で示すように、限界電流密度を電極回転速度に変換することも、電極回転速度を限界電流密度に変換することも可能である。なお、限界電流密度を規定する電極面積の基準は、孔(溝)内を含まない見かけ上の面積である。
【0041】
この限界電流密度は、電流密度と電極電位との関係をプロットすることにより求めることができるから、例えば実際に埋め込みめっきを行う電解槽において、下記条件の予備試験を行い、電流密度と電極電位との関係をプロットして限界電流密度を求めておき、所定の限界電流密度になるように、それぞれの攪拌方法における攪拌速度を調整することができる。
(予備試験の条件)
対極として銅電極、参照極として飽和カロメル電極を用いて、25℃の0.05mol/L硫酸銅+0.5mol/L硫酸の電解液中にて、浸漬電位からカソード方向に100mV/minで電位走査する。
【0042】
電解液の攪拌方法ごとに攪拌程度について検討すると、電解液の攪拌方法として、被めっき体である基板を、めっき面である基板表面に対して垂直な軸を中心として回転させて電解液を攪拌する方法を採用する場合には、100〜5000rpmで回転させるのが好ましく、特に300〜3000rpm、中でも特に600〜3000rpmで回転させるのがより一層好ましい。
また、電解液を攪拌具を振動させて電解液を攪拌する方法を採用する場合には、電解液を0.8Hz〜10Hzの周波数で攪拌具を振動させるのが好ましく、特に1.5Hz〜5Hz、中でも特に2.5Hz〜3.6Hzの周波数で振動させるのが好ましい。
【0043】
(陰極)
本銅配線製造方法で用いる陰極、すなわち被めっき体となる基板の素材は、特に限定するものではない。半導体デバイスの基板材料は、通常シリコンウエハ等からなる基板上に酸化膜等の絶縁膜を形成してなる構成のものであるため、それだけでは電気的導通が得られず電気めっきすることができない。そこで、前記絶縁膜上に導電性材料、例えば銅などをスパッタその他の手段により積層させて下地導電膜を形成するのが一般的である。
【0044】
(陽極)
本銅配線製造方法で用いる陽極すなわち対極としての素材は、特に限定するものではない。例えば銅のほか、白金、白金めっきチタンなどの不溶性電極、その他の電極板を例示できるが、中でも銅が好ましい。
【0045】
(電解温度)
電解温度、すなわち電解液の温度は、特に限定するものではなく、20℃以上であればよい。中でも、製造コストや有機成分の蒸発を少なくするために25〜45℃となるように制御するのが好ましい。
【0046】
(電流密度)
電流密度は、特に限定するものではないが、好ましくは5mA/cm2以上に制御するのがよい。上限値は特に限定されないが、500mA/cm2程度が現実的な上限値になると考えられる。
より好ましくは、目的に応じて電流密度をさらに制御するのが好ましく、攪拌程度を示す限界電流密度が大きな場合には電流密度を大きくするのが好ましい。例えば、微細孔(溝)内部に積極的に電気めっきを施して埋め込み率を高める一方、被めっき体表面への銅の電析量を抑制するためには、電流密度を10mA/cm2〜200mA/cm2、特に20mA/cm2〜100mA/cm2、中でも特に40mA/cm2〜80mA/cm2に制御するのが好ましい。
【0047】
(電解時間)
電解時間(通電時間)は、特に限定するものではない。孔や溝の大きさや形状等に応じて適宜調整するのがよい。
【0048】
(好ましい電解条件)
以上の点を総合すると、微細孔(溝)内部に積極的に電気めっきを施して埋め込み率を高める一方、被めっき体表面への銅の電析量を抑制するための好ましい電解条件の一例として、電解液中の硫酸銅濃度が0.24mol/Lで硫酸濃度が1.8mol/Lのとき、電解液中の銅錯化剤濃度が1wt%〜27wt%であり、電解液の攪拌程度を示す限界電流密度が15mA/cm2〜80mA/cm2であり、電流密度が40mA/cm2〜100mA/cm2であるという条件を挙げることができる。
【0049】
(装置)
電気めっき装置の構成については、特に限定するものではない。例えば、電解液を収容するめっき槽を備え、このめっき槽は電解液排水部と電解液供給部とを備え、めっき槽内には、基板(例えば半導体ウエハ)保持する基板ホルダーと、電源の陽極が接続されたアノード電極と、攪拌棒や攪拌羽などの攪拌機構とが配設されてなる電気めっき装置や、電極が回転して電解液を攪拌し得る構成の回転ディスク電極装置などを挙げることができる。
【0050】
<余分な銅層の除去>
次に、余分な銅層の除去、すなわち、めっき面である基板表面に形成された銅層を除去する方法について説明する。
【0051】
基板表面に形成された銅層の除去方法は、被処理体をアノードとして電流を流す電解研磨法、研磨剤(砥粒)が有する表面化学作用又は研磨液に含まれる化学成分の作用と共に、研磨剤と研磨対象物との相対運動による機械的研磨による化学機械研磨法(CMP)、エッチング液に溶解させる方法、その他の除去方法を採用することができる。また、これらの方法を組合わせて併用することもできる。
【0052】
本銅配線製造方法で用いる錯化剤含有電解液は、銅イオンとの錯体を形成し易いため、金属銅を溶解する作用を有し、エッチング液としても機能する。そのため、当該電解液を強制攪拌しながら、基板表面に形成された銅層表面に該電解液を接触させることにより、基板表面の銅層の少なくとも一部を除去することができる。
【0053】
さらに、被めっき体がカソードとなるように還元電流を被めっき体に印加すると共に、電解液を強制攪拌しながら、基板表面の銅層に該電解液を接触させることにより、銅の電気めっき(銅の電着)と余分な銅層の除去(エッチング)とを同時に行うことができる。この際、当該電解液は、上記の如く凹部内への銅の電着効果に優れている一方、微細孔(溝)部分の銅層表面が凹部状になる傾向があるため、この部分の電着効果が優先的に進み、全体として平坦になるようにすることができる。また、例えば銅層の除去が過度に進み、微細孔(溝)内の銅までも除去されて銅層表面が凹部状になったとしても、凹部への優れた電着効果によって微細孔(溝)部分の電着が優先して進み、平坦になるように修復することができる。よって、このようなオーバーエッチングを防ぎつつ余分な銅層を効果的に除去することができる。
【0054】
この際、被めっき体に電流を流す際の電流密度は、前記電気めっき時の電流密度未満の電流密度に制御するのが好ましく、より好ましくは40mA/cm2未満、中でも好ましくは0.1mA/cm2〜10mA/cm2である。
【0055】
なお、このように電解液を強制攪拌しながら、該電解液と被めっき体表面の銅層とを接触させて被めっき体表面の銅層を除去する方法は、化学機械研磨によって被めっき体表面の銅層を除去する方法等と組合わせて併用することができる。
【0056】
また、この際の電解液の攪拌方法としては、前述の電気めっきの場合と同様、基板表面に対して垂直な軸を中心として回転させて電解液を攪拌する方法や、電解液内で攪拌具を振動させて電解液を攪拌する方法、電解液を流動させて電解液を攪拌する方法、その他の攪拌方法を採用することができ、攪拌程度は、対極として銅電極、参照極として飽和カロメル電極を用いて25℃の0.05mol/L硫酸銅+0.5mol/L硫酸を含む電解液を用いて浸漬電位からカソード方向に100mV/minで電位走査した際の限界電流密度が10mA/cm2〜150mA/cm2、特に20mA/cm2〜80mA/cm2となるように電解液の攪拌程度を調整するのが好ましい。
さらに、電解液の攪拌方法として、被めっき体である基板Aを、めっき面である基板表面に対して垂直な軸を中心として回転させる方法を採用する場合には、100〜5000rpm、特に600〜3000rpmで回転させるのがより一層好ましい。
また、電解液を所定の周波数で攪拌具を振動させる方法を採用する場合には、電解液を0.8Hz〜10Hz、特に1.5Hz〜5Hz、中でも特に2.5Hz〜3.6Hzの周波数で振動させるのが好ましい。
【0057】
<得られる銅配線の特徴>
本銅配線製造方法によれば、複数の添加剤を実質的に含まないでも、極めて微細な孔又は溝(例えば深さが0.1μm〜2.0μmで且つアスペクト比(深さ/幅)3〜5である孔又は溝)内に十分に銅を埋め込むことができ、極めて微細な銅配線を優れた精度で形成することができる。
【0058】
また、本銅配線製造方法で得られる銅配線は、純度が高いという特徴を有しており、特に銅錯化剤としてアセトニトリルを電解液に添加する場合には、得られる銅配線中にアセトニトリルが残らないため、不純物の濃度が低く、且つ比抵抗が十分に低い銅薄膜を得ることができる。
さらに、アセトニトリルを電解液に添加して得られる銅配線の配向性は、(111)面が優先配向となる傾向があるから、エレクトロマイグレーション耐性に優れた配線を得ることができる。具体的には、(111)面の相対積分強度を65%以上、好ましくは70%以上、中でも好ましくは80%以上の結晶配向性を得ることができる。
なお、(111)面の相対積分強度とは、X線回折チャートにおける(111)面、(200)面、(220)面及び(311)面のピーク面積の総和に対する(111)面のピーク面積の割合(%)を示す。
【0059】
このように、本銅配線製造方法によって形成される銅配線は、電子材料、例えばIC、LSI、CPU等の集積回路などの製造に有効に利用することができる。
【0060】
(用語の解説)
本発明において「電気めっき」とは、イオン化した金属を含む電解液に通電し、陰極の表面にめっき金属を析出させる方法を全て包含する。
本発明において「銅配線」とは、半導体回路及びプリント配線板の両方を含み、平面配線の他、フィルドヴィア、配線溝、配線接続孔、スルーホール等の3次元配線も含む概念である。
本発明において、「X〜Y」(X、Yは任意の数字)と記載した場合、特にことわらない限り「X以上Y以下」の意と共に、「好ましくはXより大きい」或いは「好ましくはYより小さい」の意も包含する。
【実施例】
【0061】
以下、試験結果(実施例に相当)に基づいて本発明について説明するが、本発明の範囲が下記試験結果に限定されるものではない。なお、試験4〜6は、本発明を想到する上で基礎となった試験内容として説明するものである。
【0062】
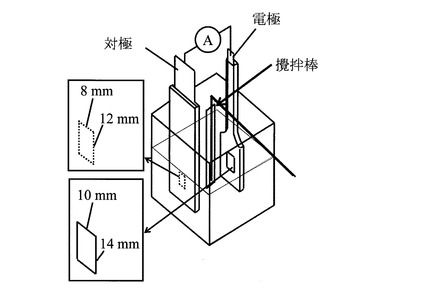
<試験1>
図2に示すように、(株)山本鍍金試験器製マイクロセルModelI型を使用して、シリコンウエハからなる基板表面に設けた多数の溝内に電気めっきにより銅の埋め込みを行った。
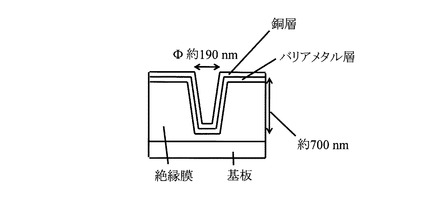
カソードには、図3に示すように、表面に酸化シリコンからなる絶縁膜を形成したシリコンウエハ基板(11mm×15mm×0.8mm)に、溝幅190nm、深さ700nmの配線溝を、190nm間隔で185本形成し、その表面にTaN及びCuを順次スパッタしてバリアメタル層、銅層を形成したものを使用した。
アノードには含燐銅板(8mm×12mm)を使用し、電極間距離を25mmに配置した。
【0063】
電解液には、硫酸銅水溶液とアセトニトリルとを混合した後、水濃度が1wt%以上になるように純水によって希釈して、Cu(II)濃度0.24mol/L、硫酸濃度1.8mol/L、アセトニトリル濃度1〜27wt%に調整したものを用いた。
そして、表1に示すように、250mLの電解液を0.8Hz〜2.5Hzの周波数で攪拌棒を振動させながら、ポテンシオスタット(北斗電工社製HA−151)を使用して電流密度20〜40mA/cm2に制御しつつ、電解液温度25℃にて電気めっきを1.44C/cm2行い、サンプル1〜7について配線溝内の埋め込み性を比較検討した。
【0064】
また、別の電解液として、硫酸銅水溶液、アセトニトリル、塩酸、ポリエチレングリコール(PEG、Mw:4000)及びヤナスグリーンB(JGB)を混合した後、水濃度が1wt%以上になるように純水によって希釈して、Cu(II)濃度0.24mol/L、硫酸濃度1.8mol/L、アセトニトリル濃度14wt%、塩化物イオン濃度50ppm、PEG濃度300ppm、JGB濃度5ppm、3−メルカプト−1−プロパンスルホン酸ナトリウム(MPS)濃度2ppmに調製してなる溶液を用い、2.5Hzの周波数(限界電流密度41.0mA/cm2)で攪拌棒を振動させながら、ポテンシオスタット(北斗電工社製HA−151)を使用して電流密度60mA/cm2に制御しつつ、他の条件は上記同様に電気めっきを行い、得られたサンプル8について配線溝内の埋め込み性を検討した。
【0065】
(限界電流密度の測定)
電解液として、25℃の0.05mol/L硫酸銅+0.5mol/L硫酸を含む電解液を用いて、攪拌棒の各周波数において、浸漬電位からカソード方向に100mV/minで電位走査した際の電流密度及び電極電位を測定し、測定した電流密度と電極電位との関係をプロットすることにより限界電流密度を測定した。
なお、測定の再現性を向上させる観点から、ここで用いる電解液にはあえてアセトニトリルを添加していないが、電解液の攪拌程度を示す指標を求める意味においては問題ない。
【0066】
(埋め込み性の評価)
得られたサンプルについて、エスアイアイナノテクノロジー(株)製の集束イオンビーム加工観察装置/走査型イオン顕微鏡を用いて断面観察し、溝内への銅の埋め込み率(孔又は溝の深さに対する孔又は溝内に銅が電析した高さの割合(%))を測定し、次の基準で埋め込み性を評価し、12か所の平均値を表1に示した。
【0067】
◎:溝内への銅の埋め込み率が90%以上
○:溝内への銅の埋め込み率が70%以上90%未満
△:溝内への銅の埋め込み率が60%以上70%未満
×:溝内への銅の埋め込み率が60%未満
【0068】
【表1】

【0069】
(考察)
アセトニトリル含有電解液を使用して電気めっきを行うことにより、複数の添加剤を用いなくても、極めて微細な孔や溝(例えば深さが0.1μm〜2.0μmで且つアスペクト比(深さ/幅)3〜5である孔又は溝)内にも銅を十分に埋め込むことができることが確かめられた。
また、アセトニトリル含有電解液によれば、有機系添加剤やハロゲン添加剤を含まない組成とすることができる上、アセトニトリルは銅膜中に残らないため、特に銅配線の不純物濃度が低く、電気抵抗がより低くなることが期待できる。
微細孔(溝)内部に積極的に電気めっきを施して埋め込み率を高めるためには、限界電流密度が10mA/cm2〜150mA/cm2となるように電解液の攪拌程度を制御するのが好ましく、特に20mA/cm2〜80mA/cm2、中でも特に40mA/cm2〜80mA/cm2となるように電解液の攪拌程度を制御するのが好ましいと考えられる。
また、電解液を攪拌具を振動させて電解液を攪拌する方法を採用する場合、電解液を0.8Hz〜10Hzの周波数で攪拌具を振動させるのが好ましく、特に1.5Hz〜5.0Hz、中でも特に2.5Hz〜3.6Hzの周波数で振動させるのが好ましいと考えられる。
【0070】
<試験2>
攪拌の程度と限界電流密度との関係について試験し、限界電流密度を電極回転速度に変換する式を求めた。
【0071】
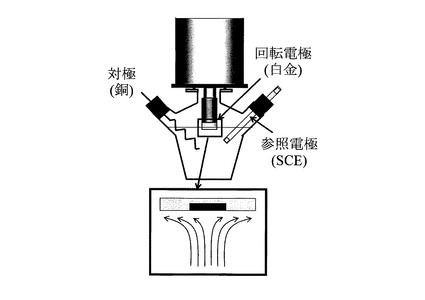
図4に示す溝等を設けていない回転ディスク電極装置(北斗電工社製HR−201)を使用し、対極に銅線、参照極に飽和カロメル電極(SCE)を用いた。また、作用極には、電極面積0.2cm2の白金ディスク電極(北斗電工社製HR−D2)上に、0.5mol/Lの硫酸銅及び1.0mol/Lの硫酸を含む30℃の電解液を用いて、−0.4Vvs.SCEの一定電位で30秒間電析したものを作用極として用いた。
【0072】
0.05mol/Lの硫酸銅、0.5mol/Lの硫酸を含む25℃の電解液を用いて、0〜3000rpmの各回転数において電気めっきを行った。
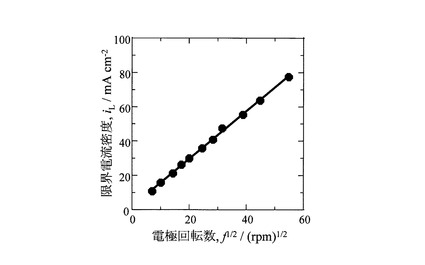
また、浸漬電位からカソード方向に100mV/minで電位走査した際の電流密度及び電極電位を測定し、測定した電流密度と電極電位との関係をプロットすることにより限界電流密度を測定し、限界電流密度と電極回転速度の関係を図5に示した。
【0073】
図5に示されるように、限界電流密度と電極回転速度とには比例関係が認められ、次の式により、限界電流密度から電極回転速度に変換することができることが分かった。
f=(−1.37+0.72×iL)2
但し、f:電極回転速度(rpm)、iL:限界電流密度(mA/cm2)
【0074】
<試験3:エッチング試験>
試験サンプルには、試験1のサンプル5と同じ条件で電銅の埋め込みを行って得られたものを用いた。
試験1の装置を使用し、試験1同様にサンプルをセットし、サンプルをエッチング処理液(25℃)中に浸漬し、エッチング処理液を2.5Hz(限界電流密度41.0mA/cm2)で強制攪拌しながら、サンプルに還元電流を電流密度:1mA/cm2又は2mA/cm2で印加して、1min〜4minエッチング処理を行い(表2参照)、エッチング効果を評価した。
【0075】
エッチング処理液には、硫酸銅水溶液とアセトニトリルとを混合した後、水濃度が1wt%以上になるように純水によって希釈して、Cu(II)濃度0.24mol/L、硫酸濃度1.8mol/L、アセトニトリル濃度14wt%に調製したものを用いた。
【0076】
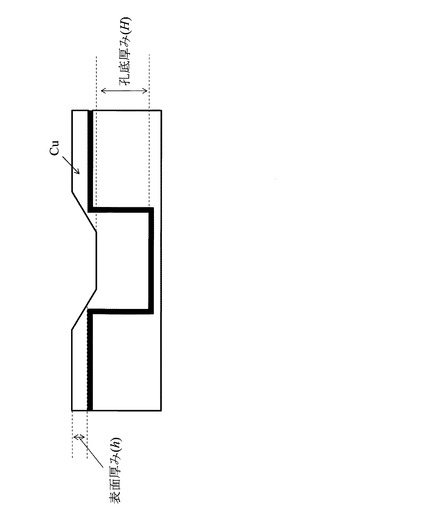
なお、下記表2の表面厚減少率(%)及び孔底厚減少率(%)は、図6に示す断面においてエッチング前の表面厚み(h0)及び孔底厚み(H0)を測定し、次の式で求めた値である。
表面厚減少率(%)={(h0−h)/h0}×100
孔底厚減少率(%)={(H0−H)/H0}×100
【0077】
【表2】
【0078】
(考察)
1mA/cm2、2minの条件では、表面厚減少率/孔底厚減少率が1を超え、選択的に表面層の銅がエッチングされることが分かった。
【0079】
<試験4:分極曲線の測定>
本発明を想到する上で基礎とした分極曲線の測定試験について説明する。
【0080】
(試験方法)
電解液の調製は、硫酸銅五水和物(CuSO4・5H2O)(和光純薬工業、特級)、硫酸(H2SO4)( 和光純薬工業、特級)及びアセトニトリル(CH3CN、「AN」とも称する)( 和光純薬工業、特級)を用い、脱イオン水により調製した(この電解液を「AN電解液」とも称する)。
電解液の銅濃度及び硫酸濃度は、水1wt%以上、CuSO4 0.24mol/dm3及びH2SO4 1.8mol/dm3に統一した。
分極曲線の測定に用いた3種類の電解液組成を表3に記す。
なお、本実験ではAN電解液中にCl-を添加していない。一般的な電解液では、Cl-を添加しないとスライムが発生するが、AN電解液では、Cl-がなくてもスライムは発生しない。これはCu(I)がANと安定的な錯体を形成するためと考えられる。
【0081】
分極曲線の測定は、溝等を設けていない回転ディスク電極装置(北斗電工、HR-201及びHR-202)により行った。対極は銅線(ニラコ、99.9wt%)、参照極は飽和カロメル電極(SCE)(東亜DKK、HC-205C)を使用した。
なお、電位は全てSCE基準である(以降の試験においても同様。)
電極面積0.2cm2の白金ディスク電極(北斗電工、HR-D2)上に、30℃のCuSO4 0.5 mol/dm3及びH2SO4 1.0mol/dm3からなる電解液を用い、−0.4Vの一定電位で30秒間、銅を電析したものを作用極とした。
カソード分極曲線の測定には、表3に示した3種類の電解液を用い、0、500、2000rpmの各電極回転速度にて浸漬電位から卑な方向に、100mV/minの電位走査速度で行った。電解液の温度は30℃とした。
【0082】
【表3】
【0083】
(結果及び考察)
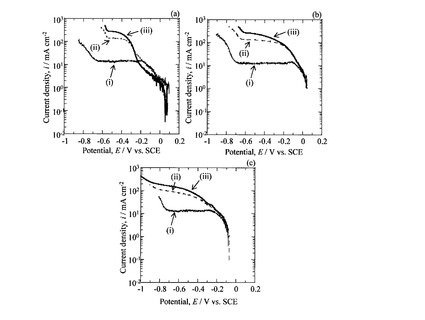
表3に示した典型電解液(A浴)、添加剤フリー電解液(B浴)及びAN電解液(C浴)を用い、電極回転速度を変化させた場合のカソード分極曲線測定を行った。その結果を図7に示す。
図7において、A浴では0〜−0.3Vの電位領域で、電極回転速度の増加に伴い電流値が減少する傾向が観察された。この傾向は、電析反応抑制剤として作用するJGBの吸着が拡散支配によるためと考えられる。一方、B浴及びC浴では、そのような傾向は観察されなかった。
また、図7(b)及び図7(c)を比較し、アセトニトリル添加の効果をみると、浸漬電位が、B浴では0.044Vであるのに対し、C浴では−0.076Vであり、大きく卑側にシフトしていた。
【0084】
<試験5:電流効率の測定>
本発明を想到する上で基礎とした電流効率の測定試験について説明する。
【0085】
(試験方法)
電流効率は、溝等を設けていない回転ディスク電極装置を用い、電析電気量と溶解電気量の比から算出した。電流効率は、電析及び溶解のいずれにおいても、式(1)に示す反応で進行するとして計算した。
Cu(II)+2e-⇔Cu・・・・(1)
【0086】
電極上への銅の電析には、表3に示した3種類の電解液を用い(電解液の温度は330℃)、作用極は電極面積0.2cm2の白金電極、対極は銅線(ニラコ、99.9%)、参照極はSCEを使用した。
それぞれの電解液で電流密度を制御し、電極回転速度は0、500及び2000rpmで電析させた。このとき、通電電気量は6.75C/cm2の一定とした。
銅の電析量は、アノード分極し、その溶解反応に消費された電気量より算出した。
銅が電析した電極をCuSO4 0.5mol/dm3及びH2SO4 1.0mol/dm3の溶液中において、0.2Vで白金電極上の銅を電気化学的に溶解させ、溶解電流密度が2mA/cm2未満となったときを終点とし、流れた電気量をクーロンメーターにより測定した。
銅の電析量を溶解電気量から算出する方法を採用したのは、誘導結合プラズマ発光分析装置(ICP)などの分光分析法に比べて分析時間を短縮できるためである。
【0087】
(結果及び考察)
(1)電流効率の測定について
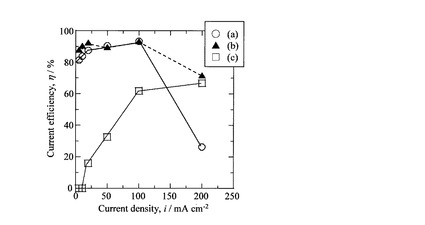
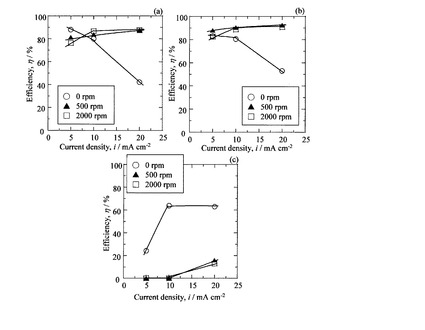
表3に示した3種類の電解液をそれぞれ用い、溝等を設けていない回転ディスク電極装置により様々な電流密度における電流効率を測定した。なお、電極回転速度は500rpmとした。結果を図8に示す。
図8より、A浴では、100mA/cm2以下の電流密度領域において80%以上の電流効率を維持し、200 mA/ cm2で電流効率が26.5%まで低下した。同様にB浴でも100mA/cm2以下の電流密度領域において80%以上の電流効率を維持し、200mA/cm2で電流効率が72%にまで電流効率が低下した。これらの電流効率の低下は、図7に示した分極曲線測定結果から分かるように、副反応である水素発生による。
一方、C浴では、10mA/cm2から200mA/cm2まで、電流密度の増加にともない電流効率が0%から67%まで増加した。電流密度が大きくなるに従い、電流効率増加の傾きは小さくなった。
B浴とC浴では、流速(電極回転速度)に対する電流量の変化に違いはみられなかった(図7)が、電流効率においては両者に大きな違いがあることが分かった(図8)。
【0088】
(2)電流効率に対する流速の影響について
銅の電流効率に対する流速の影響について検討した。
表3に示した3種類の電解液を用い、電極回転速度を0及び2000rpmと変化させた場合の電流効率を測定した。なお、図8の電極回転速度が500rpmの場合の結果も併せて図9に示した。
A浴及びB浴では、電極回転速度が500及び2000rpmにおいて、実験を行った0〜20mA/cm2の全ての電流密度において共に高い電流効率を維持し、有意な差はなかった。しかし、電極回転速度が0rpmの場合、電流密度が大きくなるにしたがい電流効率は大きく低下した。これは、水素発生反応が起こっているためである。
一方、C浴では、電極回転速度が500及び2000rpmにおいて電流効率は16%未満と著しく低かった。しかし、電極回転速度が0rpmの場合、5mA/cm2においても銅の電析が観察され(電流効率25%)、電流密度が20mA/cm2では電流効率が63%であった。これは、同じ条件下でのANを含まないA浴の42%、B浴の53%よりも高い。AN電解液では、流速が小さいほど電流効率が高くなる特徴があることが分かった。
【0089】
(2) 電流効率に影響を与える要因
銅の電析反応は、一般には以下の反応で表される。
Cu(II)+e-→Cu(I)・・・・(2)
Cu(I)+e-→Cu ・・・・(3)
【0090】
AN電解液では、電流効率が約60%以下であり、電流密度や流速でその電流効率が大きく変化した(図8及び図9)。つまり、AN電解液を用いた電析においては、式(2)及び(3)で示される銅の電析以外の反応も寄与していると考えられる。
ANはCu(I)と錯体を形成するため、ANを含む硫酸溶液中においてはCu(I)が安定となり、以下の均化反応(不均化反応の逆反応)が起こる。
Cu+Cu(II)→2Cu(I)・・・・(4)
式(4)は、カソード反応及びアノード反応で構成され、それぞれの反応は以下である。
Cu(II)+e-→Cu(I)・・・・(2)
Cu→Cu(I)+e- ・・・・(5)
【0091】
AN電解液中では、式(4)で示されるように、Cu(II)による銅の溶解反応が起こっており、これが電流効率が低下する原因になっていると予想される。そこで、本条件下においてAN電解液中で銅の溶解が起こるのか溶解試験を実施した。
6.75C/cm2の銅が電析した白金ディスク電極を、電極回転速度500rpmにて30℃のC浴中に浸漬させた。白金と銅では浸漬電位が異なるため、溶解の終点では浸漬電位が貴に遷移する。12min後、電位が急激に貴側へ変化し、白金電極面が露出していた。
この浸漬電位の変化より、銅が溶解するまでの時間を求め、金属銅がCu(I)で溶解する式(5)の平均電流密度を算出した。その値は4.7mA/cm2となり、図7(c)の500rpmでターフェル直線と浸漬電位の交点から決定した腐食電流密度の約5mA/cm2とほぼ同じ値となった。
これより、図8(c)で示したAN電解液の電流効率が約60%以下であり、また図7(c)において浸漬電位が卑側にシフトしていたのは、銅の溶解反応を含む均化反応(式(4))が起こっているためと考えられる。
【0092】
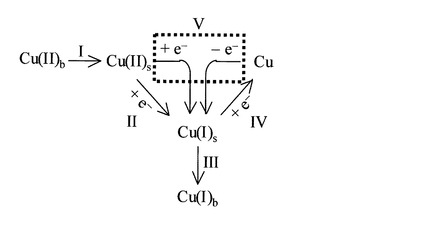
(4)電流効率に影響を与える要因の考察
以上の結果より、図10に示す反応モデルを仮定する。AN電解液中における銅の電析反応は、Cu(II)のバルクから電極表面への物質移動(過程I)、Cu(II)sのCu(I)sへの還元(過程II)及びCu(I)sからCuへの還元(過程IV)を経て進む。なお、添字sは電極表面付近のイオン種を示す。
式(4)の均化反応も起こっている(過程V)。図10において、II及びVの反応経路により生成したCu(I)sは以下に示すようにバルクへの拡散(過程III)或いは金属銅へ還元(過程IV)される。
Cu(I)s→Cu(I)b ・・(過程III)・・(6)
Cu(I)b+e- →Cu・・(過程IV)・・(7)
ここで、添字bは溶液バルクのイオン種を意味する。AN電解液を用いた銅の電流効率は、図10の過程I〜Vの速度のバランスで決定される。
【0093】
AN電解液を用いた銅電析において、電流密度が一定(電析速度(過程IIとIVの和)が一定)のとき、流速が大きいほど電流効率が減少するのは、流速が大きいと過程Iが加速され、さらに過程Vが加速されることで、銅の溶解速度の割合が電析に比べ大きくなるためと考えられる。流速が一定(過程I及びIIIの物質移動速度が一定)のとき、電流密度が小さいほど電流効率が減少するのは、過程IIとIVで表される電析速度が小さいので、過程Vによる銅の溶解で相殺されるためと考えられる。
以上の検討から、C浴では銅電析の電流効率に影響を与える要因は、大きく2つあることが分かる。一つは、(イ)流速が大きいほど電流効率が低下する効果(流速の効果)であり、もう一つは、(ロ)電流密度が小さいほど電流効率が低下する効果(電流密度の効果)である。
一般的な電解液の電流効率は、水素発生の起こらない領域において流速や電流密度に影響を受けない。典型電解液においても電流効率はほぼ100%(図9(a))であり、AN電解液が特異的な性質を持っているといえる。
【0094】
<試験6:微細孔への銅の電析>
本発明を想到する上で基礎とした微細孔への銅の電析試験について説明する。
【0095】
(試験方法)
銅の埋め込みは、窒化タンタル、タンタルバリア層を順次形成し、最表面に約10nmの銅シード層を形成させた微細孔(径:150〜200nm、深さ:約700nm)を有する加工済みのシリコンウエハ(グローバルネット社製)を1.5cm×1.1cmに切り出し、カソード電極として使用した。
微細孔への銅電析には、シリコンウエハ用精密めっきセル(山本鍍金試験器、マイクロセルI型)を使用した。
露出面積が1.4cm2となるように、1.4cm×1.0cmの窓を設けたテフロン製マスクでシリコンウエハカソードを被覆した。
アノードには銅板を使用し、アノード電極窓の面積は0.96cm2とした。
電解液の温度は25℃、電解液量は0.25dm3とした。
表3に示した3種類の電解液を用い、アノードとカソードの間の電解液を約0.8或いは2.5Hzで攪拌棒を揺動させながら、ポテンシオスタット(北斗電工、HA-151)を使用し、所定の電流密度にて電析した。
電解液中への電極浸漬と同時に所定の電流を印加した。
通電電気量は、1.44C/cm2の一定とした。
電析後のウエハ電極を水洗し乾燥させ、試料の断面観察を集束イオンビーム加工観察装置/走査型イオン顕微鏡(FIB-SIM)(エスアイアイナノテクノロジー、SMI9200)により行った。
【0096】
(結果及び考察)
(1)微細孔への銅の埋め込み性
試験4及び5の検討結果より、AN電解液を微細孔への銅埋め込みに適用する場合には、流速の効果と電流密度の効果のバランスによって埋め込み性が変化すると考えられる。そこで、微細孔を有する加工済みシリコンウエハに銅を電析し、断面観察を行った。その結果を図11に示す。
C浴を用いた場合、孔の底部においては銅が電析せず、孔の上部(36%)にのみ銅が電析した。
【0097】
図11の孔上部にだけ銅が電析するのは、(ロ)の流速の効果より(イ)の電流密度の効果が優先となっていると考えられる。つまり、微細孔の底部の電流密度が銅が電析できるほど大きくなく、孔上部にだけ銅が電析したものと考えられる。
ところで、AN電解液にCl-を100ppm添加すると、埋め込み性がさらに悪くなる結果を得た。一般的にCl-は硫酸銅電解液中で銅の溶解を促進させるが、AN電解液中においても銅の溶解を速め、微細孔底部に銅がより電析しなくなったものと予想できる。従って、めっき液中の塩化物イオンは100ppm未満とすることが望ましい。
逆に(ロ)の流速の効果を支配的にできれば、孔埋め込みができるはずである。図9(c)より、電流密度が10mA/cm2で流速の違いによる銅の電析量の比が最大となり、埋め込みに好都合となる。
【0098】
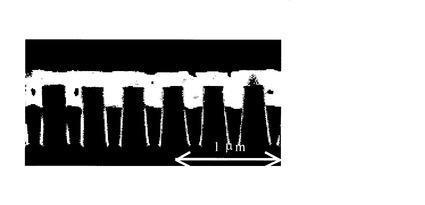
次に、電流密度を変化させて銅の電析を行い、埋め込み性を調べた。ただし、図11において微細孔底部に銅が電析していないことから、図11の電流密度よりも高い電流密度で実験を行った。その結果を図12に示す。
図11で示した電流密度10mA/cm2の場合、孔上部からの埋め込み率が36%であったのに対し、図12より電流密度20mA/cm2では67%、電流密度30mA/cm2では70%、電流密度40mA/cm2では76%と、電流密度の増加に伴い埋め込み率が増加した。
【0099】
次に、微細孔への銅の埋め込みに対する流速の影響について検討を行った。
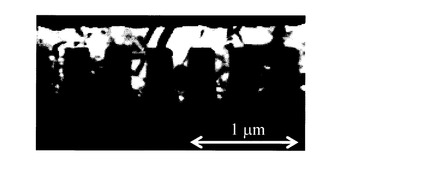
流速が大きいと、電流効率(銅の電析量)が低下する。よって、ウエハ上部の流速をより大きくすれば微細孔内外での流速差が大きくなり、孔上部に比べて孔底部の電析がより優先的になると考えられる。そこで、図12(c)で示した電流密度で攪拌棒の揺動周波数を約0.8Hzから約2.5Hzに増加させ、微細孔への銅の電析を行った。その結果を図13に示す。
これより、流速を大きくさせることによって、孔の底部まで銅の電析が起こることが分かった。
典型的な微細孔への銅埋め込み用電解液は、キャリア、ブライトナ、レベラや塩化物イオンによって分極を増大或いは減少させ、電析速度を局所的に制御し、埋め込みを実現させている。しかし、ANは、これら添加剤とは異なる機能で埋め込みを可能にすることが分かった。
【図面の簡単な説明】
【0100】
【図1】(A)〜(D)は、銅配線の製造方法を工程順に説明した断面図である。
【図2】試験1で使用したセルの構成を説明した図である。
【図3】試験1で使用した被めっき体の構成を説明した図である。
【図4】試験2で使用した回転ディスク電極装置の構成を説明した図である。
【図5】試験2の結果として、限界電流密度と電極回転速度との関係を示したグラフである。
【図6】試験3の評価に用いた孔底厚み(H)及び表面厚み(h)を説明するための図である。
【図7】試験4において、電極回転速度を変化させた場合のカソード分極曲線を示したグラフであり、(a)は典型電解液(A浴)、(b)は添加剤フリー電解液(B浴)、(c)はAN電解液(C浴)を用いた時のグラフである。なお、図中の(i)(ii)(iii)はそれぞれ電極回転速度(i)0rpm、(ii)500rpm、(iii)2000rpmを示すものである。
【図8】試験5において、電極回転速度500rpm、通電電気量6.75C/cm2一定の条件下で、電流密度を変化させた場合の電流効率の変化を示すグラフであり、(a)は典型電解液(A浴)、(b)は添加剤フリー電解液(B浴)、(c)はAN電解液(C浴)を用いた時のグラフである。
【図9】試験5において、電極回転速度毎に電流密度を変化させた場合の電流効率の変化を示すグラフであり、(a)は典型電解液(A浴)、(b)は添加剤フリー電解液(B浴)、(c)はAN電解液(C浴)を用いた時のグラフである。
【図10】電解液中における、銅の析出の反応モデルを示す図である。
【図11】試験6において、電解液を0.8Hzで攪拌棒を揺動させながら、10mA/cm2で電析した場合に、得られた試料の断面をFIB-SIMで観察した際の写真であり、AN電解液(C浴)を用いた時の写真である。
【図12】試験6において、AN電解液(C浴)を電解液に用いて、電解液を0.8Hzで攪拌棒を揺動させながら所定の電流密度で電析した場合に、得られた試料の断面をFIB-SIMで観察した際の写真であり、(a)は20mA/cm2、(b)は20mA/cm2、(c)は30mA/cm2で電析した時の写真である。
【図13】試験6において、AN電解液(C浴)を電解液に用いて、電解液を2.5Hzで攪拌棒を揺動させながら、40mA/cm2の電流密度で電析した場合に、得られた試料の断面をFIB-SIMで観察した際の写真である。
【符号の説明】
【0101】
1A 基板
1B 絶縁膜
2 溝又は孔
3 バリアメタル膜
4 下地導電膜
5 銅層
6 銅配線
【技術分野】
【0001】
本発明は、配線接続孔(ビアホール或いはコンタクトホール)や配線溝(トレンチ)内に、電気めっきによって銅を埋め込んで銅配線を製造する方法に関する。
【背景技術】
【0002】
半導体デバイスには、素子間を接続する配線溝(トレンチ)や、多層配線間を電気的に接続する配線接続孔(ビアホール或いはコンタクトホール)が多数設けられる。
これら配線溝や配線接続孔内に埋め込む導電性材料としては、従来、アルミニウムが使用されてきたが、半導体デバイスの高集積化、微細化に伴い、これまでのアルミニウムに代わり、電気抵抗率が低く(低抵抗ともいう)、エレクトロマイグレーション耐性にも優れた銅が注目され実用化が進められている。
【0003】
銅配線の製法としては、シリコンウエハ等からなる基板上に形成された絶縁膜に溝や孔を形成しておき、その上にバリアメタル(拡散防止膜)及びCu膜(導通を得るための下地導電膜)を順次積層した後、電気めっきによって前記溝や孔内に銅を埋め込みつつ表面に銅層を形成し、その後、化学機械研磨(CMP)等によって余分な銅層を除去して銅配線を形成するという、いわゆるダマシン法が採用されている。
このような電気めっき(電解めっきともいう)によって形成された銅配線は、膜中の不純物濃度が低く、電気抵抗が低いため、半導体デバイスの高速化に有利である。
【0004】
従来、このような銅配線の形成に用いられる銅めっき用電解液として、硫酸銅溶液に3種類の有機系添加剤、すなわちポリエチレングリコール(PEG)等のキャリア、ビス(3-スルホプロピル)ジスルフィド−2−ナトリウム(SPS)等のブライトナ、ヤーヌスグリーンB(JGB)等のレベラといわれる3種類の有機系添加剤と、塩化物イオンとを添加した電解液が用いられてきた。
【0005】
ところが、このように3種類の有機系添加剤と塩化物イオンとを含有する電解液は、それぞれの添加物の濃度を厳密に管理する必要があり、その濃度管理が非常に難しいという課題を抱えていた。特に有機系添加剤は、電極上で反応して分解しやすく、濃度が低下しやすいため、濃度管理が極めて難しいばかりか、有機系添加剤の分解生成物により、微細孔への埋め込みが不良になったり、膜厚の均一性が悪化したりするなどの問題を抱えていた。さらに、有機系添加剤に含まれるカーボン(C)がめっき膜中に不純物として取り込まれることで、銅膜の純度が低下してエレクトロマイグレーション耐性が悪化するという問題も指摘されていた。
そこで最近はこのような課題に鑑みて、有機系添加剤や塩化物イオンなどの添加剤をなるべく使用せず、できるだけ単純な組成の銅めっき用電解液の開発が進められている。
【0006】
例えば特許文献1には、単一の有機化合物のみで微細孔へ銅を埋め込む技術が開示されている。しかし、この電解液は、アルカリ性のピロリン酸系、シアン系、スルファミン系であるため、pH調整剤(リン酸または水酸化カリウムなど)が加えられており、実施例を見ても、アンモニアが添加されているなど、実質的には数種類の添加剤が必要とされるものであった。
【0007】
特許文献2には、硫酸銅水溶液に適量の塩酸を添加することにより、微細孔への良好な埋め込み特性を実現する方法が開示されている。しかし、この方法においても、塩素濃度が低いと埋込みを達成することができず、塩酸濃度が高過ぎると銅が溶けやすくなり、成膜性が低下することから、特に不溶性のアノードを用いた場合、塩化物イオンの消耗が激しく、塩化物イオンの管理が難しいという問題があった。
【0008】
特許文献3には、添加剤を含まないめっき液を用いて、パルス電流におけるデューティー比を適当に制御することにより、緻密なめっき膜が配線溝や配線孔内に均一に形成する方法が開示されている。しかし、この方法は、設備費が高価であるばかりか、電流コントロールが非常に難しいという課題を抱えていた。さらに、パルス電流を用いて拡散層を薄くするため、微細孔への均一な析出は期待できるものの、十分に埋め込むことができないおそれがあった。
【0009】
他方、本件発明者は、アセトニトリルを含む電解液を用いた電気めっきに着目し、かかる電解液を用いて得ためっき皮膜の配向性が(111)面が優先配向したものとなることを開示している(特許文献4)。しかし、当該発明では、配線接続孔や配線溝内に銅を埋め込むことは具体的には想定しておらず、その効果を予想することはできなかった。
【0010】
【特許文献1】特表2003−533867号公報
【特許文献2】特開2002−332589号公報
【特許文献3】特開平11−97391号公報
【特許文献4】特開2007−182623号公報
【発明の開示】
【発明が解決しようとする課題】
【0011】
本発明は、かかる課題に鑑みて、複数の添加剤を用いなくても、極めて微細な孔又は溝(例えば深さが0.1μm〜2.0μmで且つアスペクト比(深さ/幅)3〜5である孔又は溝)内に銅を十分に埋め込むことができる、新たな銅配線の製造方法を提供せんとするものである。
【課題を解決するための手段】
【0012】
本発明は、1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ使用環境下において1価の銅イオンと形成する錯体の溶解度が0.5g/L以上の銅錯化剤、若しくは、1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ2価の銅イオンとの錯化定数が1×1020以下の値を示す銅錯化剤を1wt%以上と、水を1wt%以上と、銅成分とを含む電解液(以下「錯化剤含有電解液」と称する)を、強制攪拌しながら被めっき体における配線接続孔又は配線溝内に銅を電気めっきする工程を備えた銅配線の製造方法を提案する。
【発明の効果】
【0013】
上記のような錯化剤含有電解液を使用して電気めっきを行うことにより、複数の添加剤を加えない単純な組成の電解液であっても、極めて微細な孔や溝(例えば深さが0.1μm〜2.0μmで且つアスペクト比(深さ/幅)3〜5である孔又は溝)内に銅を十分に埋め込むことができる。よって、電解液成分の厳密な濃度管理をしなくても、極めて微細な銅配線を形成することができる。
【0014】
さらに、錯化剤含有電解液を強制攪拌しながら電気めっきする場合には、攪拌の程度を調整することにより、微細孔への銅の埋め込み率を調整できることが判明し、微細孔への銅の埋め込み率をより一層高めることができるようになった。
通常の電気めっきでは、電解液を攪拌すると、より高い電流密度まで100%に近い高い電流効率を維持することができ、攪拌しないと水素発生などの副反応により電流効率が低下することが知られている。これに対して、錯化剤含有電解液を用いた電気めっきの場合には、電解液を攪拌すると電流効率が低下し、逆に電解液の攪拌を抑制することで電流効率が高まるという意外な事実が判明した。かかる知見に基づいて攪拌条件を調整することで、液拡散の少ない微細孔(溝)内への銅の埋め込みであっても、被めっき体表面に比べて微細孔(溝)内の電流効率を高めることができ、銅の埋め込み率を一層高めることができるようになった。さらには、被めっき体表面における銅の電析量を少なくすることもできるようになり、余分な銅を除去するための処理負担を軽減することができるようにもなった。
【0015】
また、従来のような有機添加剤などを含む電解液を用いて電気めっきして得られる銅膜は、有機添加剤に含まれるカーボン(C)がめっき膜中に不純物として取り込まれることで銅膜の純度が低下し、電気抵抗の増大や信頼性の低下をもたらすと言われるが、本発明に係る銅錯化剤、中でもアセトニトリルを用いた場合には、その他の有機系添加剤やハロゲン添加剤を含まない組成とすることができる上、アセトニトリルは銅膜中に残らないため、特に銅配線の不純物濃度が低く、電気抵抗をより低くすることが期待できる。さらに、アセトニトリル含有電解液を用いて埋め込みした銅配線の配向性は(111)面が優先配向となる傾向があるため、その場合にはエレクトロマイグレーション耐性に優れた配線となることも期待することができる。
【0016】
以上のように、本発明により形成した銅配線は、集積回路や、プリント基板等の電子回路基板で特に好適に利用することができる。
【発明を実施するための形態】
【0017】
本発明の実施形態の好ましい一例として、銅配線の製造方法について説明するが、本発明が、以下に説明する実施形態に限定されるものではない。
【0018】
以下、本発明の実施形態の一例として、錯化剤含有電解液を用いて、該電解液を強制攪拌しながら電気めっきすることにより、配線接続孔又は配線溝内に銅を埋め込んで銅配線を形成する銅配線の製造方法(「本銅配線製造方法」と称する)について説明する。
【0019】
ここで、本銅配線製造方法にかかる具体的な一例を紹介する。
図1に示すように、シリコンウエハ等からなる基板1A上に、絶縁物質からなる化膜等の絶縁膜1Bを形成し、絶縁膜1Bにおける配線パターンを形成する予定箇所に溝又は孔2を設け(図中の(A)参照)、次に、Ti、Ta、W或いはこれらの窒化物等からなるバリアメタル膜(拡散防止膜)3及びCu下地導電膜(導通を得るための下地導電膜)4を順次形成し(図中の(B)参照)、その上で、錯化剤含有電解液を強制攪拌しながら電気めっきすることにより、前記溝又は孔2内に銅を埋め込みつつ基板1A表面、すなわち被めっき体表面に銅層5を形成し(図中の(C)参照)、次いで、基板1A表面に形成された銅層5を除去して銅配線6を露出させて銅配線を形成することができる(図中の(D)参照)。この際、さらに耐マイグレーション性を向上させるために、露出した銅配線6上に金属や酸化物、有機物を積層してもよい。
以下、この具体例を中心に本銅配線製造方法について説明するが、本銅配線製造方法がかかる具体例に限定されるものではない。
【0020】
<配線接続孔・配線溝>
銅を埋め込む配線接続孔(ビア)又は配線溝(トレンチ)の大きさは特に限定するものではないが、本銅配線製造方法は、例えば、深さが0.1μm〜2.0μmであり、且つ深さ/幅で求められるアスペクト比が3〜5であるという極めて微細な孔及び溝に対しても十分に埋め込みが可能であるから、少なくともそれ以上に径が大きいか、或いは深さの浅い孔や溝に対しては十分に埋め込み可能である。なお、微細な孔或いは溝の幅とは、孔が例えば長孔であればその短径を意味し、溝の場合にはその短手長を意味するものである。
但し、本発明の限界が、前記の孔径や溝幅或いはアスペクト比であるという意味ではない。
【0021】
例えば孔径或いは溝幅が100μmで深さが200μmのようなSOC (システム オン チップ)やSiP (システム イン パッケージ)、MEMS (メムス、機械電気マイクロシステム)などの貫通電極用の孔或いは溝に対して十分に埋め込み可能である。
また、例えば孔径或いは溝幅が200μmで深さが50μmのような、プリント配線板のビアフィリングめっきの孔或いは溝に対しても十分に埋め込み可能である。
【0022】
配線接続孔(ビア)又は配線溝(トレンチ)の形状は特に限定するものではない。ちなみに、孔径或いは溝幅が0.2μm以下の極めて微細な孔或いは溝になると、開口部から奥まで同径の孔や溝を設けること自体が困難であるため、通常は、図1に示すように開口部から底部に向って窄まった断面形状となる。
【0023】
<銅>
埋め込む対象である銅、言い換えれば電気めっきする銅は、純粋な銅であっても、銅以外の金属を不可避不純物として含有する銅であってもよい。また、例えば耐食性を高める目的でCoなどの金属を微量添加(例えば5質量%未満)した銅合金など、銅を主成分(少なくとも80質量%以上が銅)とする銅合金であってもよい。このような銅合金であっても、純粋な銅と同様に本発明の効果が得られると考えられる。
【0024】
<電気めっき>
次に、本銅配線製造方法における電気めっきの方法、上記の具体例でいえば、溝又は孔2内に銅を埋め込みつつ基板1A表面に銅層5を形成する方法について説明する。
【0025】
(電解液)
本銅配線製造方法で用いる電解液(以下「本電解液」ともいう)は、銅錯化剤を1wt%以上と、水を1wt%以上と、銅成分とを含む電解液(「錯化剤含有電解液」)である。
【0026】
ここで、銅錯化剤としては、1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より大きいことが必要であり、上限値は特に限定するものではないが、現実的には1×1040程度であると考えられ、好ましくは1×104〜1×1015である。1価の銅イオンとの錯化定数が過度に大きい場合には、銅錯体が安定化し過ぎて電気めっき時の極間電圧が上がり、実用的でないため好ましくない。
ちなみに、アセトニトリルの1価の銅イオンとの錯化定数は1×104であり、この値は、P.Kamau and R.B.Jordan:Inorganic Chemistry,vol.40,Issue
16,p.3879(2001)の記載に基づくものである。
【0027】
用いる銅錯化剤は、さらに2価の銅イオンとの錯化定数が1×1020以下である(2価の銅イオンと錯体化しないものも含む)か、或いは、使用環境下において1価の銅イオンと形成した錯体の溶解度が0.5g/L以上である必要であり、さらに、これら両方の条件を満足する銅錯化剤が好ましい。
2価の銅イオンとの錯化定数に関して言えば、好ましくは1×1018以下であり、特に好ましくは1×1016以下である。
また、1価の銅イオンと形成した錯体の溶解度に関して言えば、好ましくは5g/L以上であり、特に好ましくは溶解度が10g/L以上である。
【0028】
本銅配線製造方法では、銅錯化剤と1価の銅イオンとが形成する錯体を安定化させることがポイントの一つであり、そのためには1価の銅イオンとの錯化定数が1×103より大きい銅錯化剤を用いることが必要である。また、同様の理由で、用いる銅錯化剤が2価の銅イオンとも錯体化する場合には、2価の銅イオンとの錯化定数が1×1020以下であることも重要である。他方、1価の銅イオンと形成した錯体が、用いる液中において0.5g/L以上の溶解量がないと実用性がないと考えられる。
【0029】
なお、上記の「1価或いは2価の銅イオンとの錯化定数(K)」は、次のように定義される値である。
1価或いは2価の銅イオンMと銅錯化剤Aとから錯体MAn(Mとn個のAの錯体を示す)が形成される逐次反応(逐次反応:M+A→MA、MA+A→MA2、・・・)において、逐次錯化定数knを、
k1=[MA]/([M]・[A])、k2=[MA2]/([MA]・[A])、・・・と表すとき、
錯化定数(K)は、LogK=Logk1+Logk2+・・・で表される値である。
なお、[M]、[A]及び [MAn]はそれぞれの濃度(mol/L)の意である。
【0030】
本銅配線製造方法で用いる銅錯化剤としては、特に限定するものではないが、1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ使用環境下において1価の銅イオンと形成する錯体の溶解度が0.5g/L以上の銅錯化剤、若しくは、1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ2価の銅イオンとの錯化定数が1×1020以下の値を示す銅錯化剤として、例えばピロリン酸カリウム、シアン化ナトリウム、アセトニトリルなどを挙げることができる。中でも、1価の銅イオンとの錯化定数や溶解速度、並びに均一に混合できることを加味すると、アセトニトリルが特に好ましい。
【0031】
本電解液は、銅を溶解させる速度が0.05〜5mgmin-1cm-2、中でも0.07〜4mgmin-1cm-2、その中でも特に0.1〜3mgmin-1cm-2となるような量で前記銅錯化剤を含むものが好ましい。
【0032】
なお、上記の「銅を溶解させる速度」とは、錯化剤含有電解液(温度25℃)に銅板を浸漬させ、限界電流密度が80mA/cm2となるように攪拌しながら銅板を溶解させた時の単位時間・単位面積当たりの銅板重量減少量から求められる値である。
【0033】
本発明の効果を得るためには、本電解液における銅錯化剤の濃度、すなわち銅錯化剤と水との合計量に対する銅錯化剤の混合比率は、1wt%以上であることが重要であり、好ましくは2wt%以上、特に4wt%以上であるのが好ましい。上限値は、特に限定するものではないが、環境負荷等を考慮すると50wt%程度であると考えられるが、硫酸銅の溶解量を確保する観点から27wt%であるのが好ましい。
【0034】
銅成分としては、例えば、アルカリ性のシアン化銅、ピロリン酸銅や酸性のホウフッ化銅、硫酸銅などの水溶性銅塩が好ましく、中でも硫酸銅及び硫酸を含む硫酸銅水溶液が好ましい。これらは、予め銅錯化剤と混合することができる。
この場合に加える硫酸濃度は、適宜調整可能であるが、通常は0.01mol/L以上、特に0.1mol/L〜2mol/Lとするのが好ましい。
【0035】
本電解液の好ましい具体例として、硫酸銅水溶液と銅錯化剤とを含む電解液を、純水によって希釈して、目的に合った所望の組成濃度に調整してなる電解液を挙げることができる。
【0036】
なお、本電解液は、ハロゲンイオン及び、キャリア、ブライトナ、レベラ等の有機系添加剤を実質的に含んでいても、含んでいなくてもよい。ハロゲンイオンや前記の有機系添加剤を実質的に含んでいなくても、埋め込み率を十分に高めることができる点は本発明の特徴の一つではあるが、これらを含んでいれば更に効果を高めることが期待できるため、含んでいてもよい。
ここで、「実質的に含まない」とは、積極的に添加しないという意味であり、不可避的に含まれる場合は、これを許容する意味である。具体的濃度で言えば3ppm以下であるのが好ましい。
また、例えば光沢剤、錯化剤、緩衝剤、導電剤、有機化合物(にかわ、ゼラチン、フェノールスルフォン酸、白糖蜜など)、多価アルコール、チタンなどの添加剤を本電解液に添加することも可能である。
【0037】
(電解液の攪拌)
錯化剤含有電解液を用いて電気めっきする場合、電解液の攪拌程度を高めることにより電流効率を低下させることができ、逆に電解液の攪拌を抑制することにより電流効率を高めることができるという意外な事実が判明した。よって、このような知見に基づいて攪拌条件を調整することで、液拡散の少ない微細孔(溝)内への銅の埋め込みにおいても、微細孔(溝)内部に積極的に電気めっきを施して埋め込み率を高めることができるようになり、さらには、被めっき体表面への銅の電析量を抑制することもできるようになった。なお、「被めっき体表面」とは、微細孔(溝)内の表面を包含するものではない(他においても同様)。
【0038】
電解液の攪拌方法は、特に限定するものではない。例えば被めっき体である基板を、めっき面である基板表面に対して垂直な軸を中心として回転させて電解液を攪拌する方法や、電解液内で攪拌具を振動させて電解液を攪拌する方法、電解液を流動させて電解液を攪拌する方法、その他の方法を採用することができる。
なお、前記の攪拌具としては、攪拌棒、攪拌羽、その他攪拌可能な部材を挙げることができる。
【0039】
微細孔(溝)内部に積極的に電気めっきを施して埋め込み率を高める一方、被めっき体表面への銅の電析量を抑制するためには、電解液の攪拌程度を所定の範囲に制御することが重要であり、好ましくは、対極として銅電極、参照極として飽和カロメル電極を用いて25℃の0.05mol/L硫酸銅+0.5mol/L硫酸を含む電解液を用いて浸漬電位からカソード方向に100mV/minで電位走査した際の限界電流密度が10mA/cm2〜150mA/cm2となるように電解液の攪拌程度を制御するのが好ましく、特に20mA/cm2〜80mA/cm2、中でも特に40mA/cm2〜80mA/cm2となるように電解液の攪拌程度を制御するのが好ましい。実際には、製造設備に電極位置を当てはめることで、限界電流密度を予め測定しておき、所定の限界電流密度になるように電解液の攪拌程度を制御するのが好ましい。
なお、本明細書における「限界電流密度」の語は全て上記定義における電解液の攪拌程度を示す指標としての限界電流密度の意味である。
【0040】
ここで、限界電流密度について補足する。
本発明では、電解液の攪拌程度を示す指標として限界電流密度を採用している。物質の移動限界電流は流速に依存することが知られており、前記の限界電流密度は、攪拌の程度と一定の関係があることが確認されている。したがって、限界電流密度は攪拌の程度を示すパラメータとして評価することができる。例えば後述する試験2で示すように、限界電流密度を電極回転速度に変換することも、電極回転速度を限界電流密度に変換することも可能である。なお、限界電流密度を規定する電極面積の基準は、孔(溝)内を含まない見かけ上の面積である。
【0041】
この限界電流密度は、電流密度と電極電位との関係をプロットすることにより求めることができるから、例えば実際に埋め込みめっきを行う電解槽において、下記条件の予備試験を行い、電流密度と電極電位との関係をプロットして限界電流密度を求めておき、所定の限界電流密度になるように、それぞれの攪拌方法における攪拌速度を調整することができる。
(予備試験の条件)
対極として銅電極、参照極として飽和カロメル電極を用いて、25℃の0.05mol/L硫酸銅+0.5mol/L硫酸の電解液中にて、浸漬電位からカソード方向に100mV/minで電位走査する。
【0042】
電解液の攪拌方法ごとに攪拌程度について検討すると、電解液の攪拌方法として、被めっき体である基板を、めっき面である基板表面に対して垂直な軸を中心として回転させて電解液を攪拌する方法を採用する場合には、100〜5000rpmで回転させるのが好ましく、特に300〜3000rpm、中でも特に600〜3000rpmで回転させるのがより一層好ましい。
また、電解液を攪拌具を振動させて電解液を攪拌する方法を採用する場合には、電解液を0.8Hz〜10Hzの周波数で攪拌具を振動させるのが好ましく、特に1.5Hz〜5Hz、中でも特に2.5Hz〜3.6Hzの周波数で振動させるのが好ましい。
【0043】
(陰極)
本銅配線製造方法で用いる陰極、すなわち被めっき体となる基板の素材は、特に限定するものではない。半導体デバイスの基板材料は、通常シリコンウエハ等からなる基板上に酸化膜等の絶縁膜を形成してなる構成のものであるため、それだけでは電気的導通が得られず電気めっきすることができない。そこで、前記絶縁膜上に導電性材料、例えば銅などをスパッタその他の手段により積層させて下地導電膜を形成するのが一般的である。
【0044】
(陽極)
本銅配線製造方法で用いる陽極すなわち対極としての素材は、特に限定するものではない。例えば銅のほか、白金、白金めっきチタンなどの不溶性電極、その他の電極板を例示できるが、中でも銅が好ましい。
【0045】
(電解温度)
電解温度、すなわち電解液の温度は、特に限定するものではなく、20℃以上であればよい。中でも、製造コストや有機成分の蒸発を少なくするために25〜45℃となるように制御するのが好ましい。
【0046】
(電流密度)
電流密度は、特に限定するものではないが、好ましくは5mA/cm2以上に制御するのがよい。上限値は特に限定されないが、500mA/cm2程度が現実的な上限値になると考えられる。
より好ましくは、目的に応じて電流密度をさらに制御するのが好ましく、攪拌程度を示す限界電流密度が大きな場合には電流密度を大きくするのが好ましい。例えば、微細孔(溝)内部に積極的に電気めっきを施して埋め込み率を高める一方、被めっき体表面への銅の電析量を抑制するためには、電流密度を10mA/cm2〜200mA/cm2、特に20mA/cm2〜100mA/cm2、中でも特に40mA/cm2〜80mA/cm2に制御するのが好ましい。
【0047】
(電解時間)
電解時間(通電時間)は、特に限定するものではない。孔や溝の大きさや形状等に応じて適宜調整するのがよい。
【0048】
(好ましい電解条件)
以上の点を総合すると、微細孔(溝)内部に積極的に電気めっきを施して埋め込み率を高める一方、被めっき体表面への銅の電析量を抑制するための好ましい電解条件の一例として、電解液中の硫酸銅濃度が0.24mol/Lで硫酸濃度が1.8mol/Lのとき、電解液中の銅錯化剤濃度が1wt%〜27wt%であり、電解液の攪拌程度を示す限界電流密度が15mA/cm2〜80mA/cm2であり、電流密度が40mA/cm2〜100mA/cm2であるという条件を挙げることができる。
【0049】
(装置)
電気めっき装置の構成については、特に限定するものではない。例えば、電解液を収容するめっき槽を備え、このめっき槽は電解液排水部と電解液供給部とを備え、めっき槽内には、基板(例えば半導体ウエハ)保持する基板ホルダーと、電源の陽極が接続されたアノード電極と、攪拌棒や攪拌羽などの攪拌機構とが配設されてなる電気めっき装置や、電極が回転して電解液を攪拌し得る構成の回転ディスク電極装置などを挙げることができる。
【0050】
<余分な銅層の除去>
次に、余分な銅層の除去、すなわち、めっき面である基板表面に形成された銅層を除去する方法について説明する。
【0051】
基板表面に形成された銅層の除去方法は、被処理体をアノードとして電流を流す電解研磨法、研磨剤(砥粒)が有する表面化学作用又は研磨液に含まれる化学成分の作用と共に、研磨剤と研磨対象物との相対運動による機械的研磨による化学機械研磨法(CMP)、エッチング液に溶解させる方法、その他の除去方法を採用することができる。また、これらの方法を組合わせて併用することもできる。
【0052】
本銅配線製造方法で用いる錯化剤含有電解液は、銅イオンとの錯体を形成し易いため、金属銅を溶解する作用を有し、エッチング液としても機能する。そのため、当該電解液を強制攪拌しながら、基板表面に形成された銅層表面に該電解液を接触させることにより、基板表面の銅層の少なくとも一部を除去することができる。
【0053】
さらに、被めっき体がカソードとなるように還元電流を被めっき体に印加すると共に、電解液を強制攪拌しながら、基板表面の銅層に該電解液を接触させることにより、銅の電気めっき(銅の電着)と余分な銅層の除去(エッチング)とを同時に行うことができる。この際、当該電解液は、上記の如く凹部内への銅の電着効果に優れている一方、微細孔(溝)部分の銅層表面が凹部状になる傾向があるため、この部分の電着効果が優先的に進み、全体として平坦になるようにすることができる。また、例えば銅層の除去が過度に進み、微細孔(溝)内の銅までも除去されて銅層表面が凹部状になったとしても、凹部への優れた電着効果によって微細孔(溝)部分の電着が優先して進み、平坦になるように修復することができる。よって、このようなオーバーエッチングを防ぎつつ余分な銅層を効果的に除去することができる。
【0054】
この際、被めっき体に電流を流す際の電流密度は、前記電気めっき時の電流密度未満の電流密度に制御するのが好ましく、より好ましくは40mA/cm2未満、中でも好ましくは0.1mA/cm2〜10mA/cm2である。
【0055】
なお、このように電解液を強制攪拌しながら、該電解液と被めっき体表面の銅層とを接触させて被めっき体表面の銅層を除去する方法は、化学機械研磨によって被めっき体表面の銅層を除去する方法等と組合わせて併用することができる。
【0056】
また、この際の電解液の攪拌方法としては、前述の電気めっきの場合と同様、基板表面に対して垂直な軸を中心として回転させて電解液を攪拌する方法や、電解液内で攪拌具を振動させて電解液を攪拌する方法、電解液を流動させて電解液を攪拌する方法、その他の攪拌方法を採用することができ、攪拌程度は、対極として銅電極、参照極として飽和カロメル電極を用いて25℃の0.05mol/L硫酸銅+0.5mol/L硫酸を含む電解液を用いて浸漬電位からカソード方向に100mV/minで電位走査した際の限界電流密度が10mA/cm2〜150mA/cm2、特に20mA/cm2〜80mA/cm2となるように電解液の攪拌程度を調整するのが好ましい。
さらに、電解液の攪拌方法として、被めっき体である基板Aを、めっき面である基板表面に対して垂直な軸を中心として回転させる方法を採用する場合には、100〜5000rpm、特に600〜3000rpmで回転させるのがより一層好ましい。
また、電解液を所定の周波数で攪拌具を振動させる方法を採用する場合には、電解液を0.8Hz〜10Hz、特に1.5Hz〜5Hz、中でも特に2.5Hz〜3.6Hzの周波数で振動させるのが好ましい。
【0057】
<得られる銅配線の特徴>
本銅配線製造方法によれば、複数の添加剤を実質的に含まないでも、極めて微細な孔又は溝(例えば深さが0.1μm〜2.0μmで且つアスペクト比(深さ/幅)3〜5である孔又は溝)内に十分に銅を埋め込むことができ、極めて微細な銅配線を優れた精度で形成することができる。
【0058】
また、本銅配線製造方法で得られる銅配線は、純度が高いという特徴を有しており、特に銅錯化剤としてアセトニトリルを電解液に添加する場合には、得られる銅配線中にアセトニトリルが残らないため、不純物の濃度が低く、且つ比抵抗が十分に低い銅薄膜を得ることができる。
さらに、アセトニトリルを電解液に添加して得られる銅配線の配向性は、(111)面が優先配向となる傾向があるから、エレクトロマイグレーション耐性に優れた配線を得ることができる。具体的には、(111)面の相対積分強度を65%以上、好ましくは70%以上、中でも好ましくは80%以上の結晶配向性を得ることができる。
なお、(111)面の相対積分強度とは、X線回折チャートにおける(111)面、(200)面、(220)面及び(311)面のピーク面積の総和に対する(111)面のピーク面積の割合(%)を示す。
【0059】
このように、本銅配線製造方法によって形成される銅配線は、電子材料、例えばIC、LSI、CPU等の集積回路などの製造に有効に利用することができる。
【0060】
(用語の解説)
本発明において「電気めっき」とは、イオン化した金属を含む電解液に通電し、陰極の表面にめっき金属を析出させる方法を全て包含する。
本発明において「銅配線」とは、半導体回路及びプリント配線板の両方を含み、平面配線の他、フィルドヴィア、配線溝、配線接続孔、スルーホール等の3次元配線も含む概念である。
本発明において、「X〜Y」(X、Yは任意の数字)と記載した場合、特にことわらない限り「X以上Y以下」の意と共に、「好ましくはXより大きい」或いは「好ましくはYより小さい」の意も包含する。
【実施例】
【0061】
以下、試験結果(実施例に相当)に基づいて本発明について説明するが、本発明の範囲が下記試験結果に限定されるものではない。なお、試験4〜6は、本発明を想到する上で基礎となった試験内容として説明するものである。
【0062】
<試験1>
図2に示すように、(株)山本鍍金試験器製マイクロセルModelI型を使用して、シリコンウエハからなる基板表面に設けた多数の溝内に電気めっきにより銅の埋め込みを行った。
カソードには、図3に示すように、表面に酸化シリコンからなる絶縁膜を形成したシリコンウエハ基板(11mm×15mm×0.8mm)に、溝幅190nm、深さ700nmの配線溝を、190nm間隔で185本形成し、その表面にTaN及びCuを順次スパッタしてバリアメタル層、銅層を形成したものを使用した。
アノードには含燐銅板(8mm×12mm)を使用し、電極間距離を25mmに配置した。
【0063】
電解液には、硫酸銅水溶液とアセトニトリルとを混合した後、水濃度が1wt%以上になるように純水によって希釈して、Cu(II)濃度0.24mol/L、硫酸濃度1.8mol/L、アセトニトリル濃度1〜27wt%に調整したものを用いた。
そして、表1に示すように、250mLの電解液を0.8Hz〜2.5Hzの周波数で攪拌棒を振動させながら、ポテンシオスタット(北斗電工社製HA−151)を使用して電流密度20〜40mA/cm2に制御しつつ、電解液温度25℃にて電気めっきを1.44C/cm2行い、サンプル1〜7について配線溝内の埋め込み性を比較検討した。
【0064】
また、別の電解液として、硫酸銅水溶液、アセトニトリル、塩酸、ポリエチレングリコール(PEG、Mw:4000)及びヤナスグリーンB(JGB)を混合した後、水濃度が1wt%以上になるように純水によって希釈して、Cu(II)濃度0.24mol/L、硫酸濃度1.8mol/L、アセトニトリル濃度14wt%、塩化物イオン濃度50ppm、PEG濃度300ppm、JGB濃度5ppm、3−メルカプト−1−プロパンスルホン酸ナトリウム(MPS)濃度2ppmに調製してなる溶液を用い、2.5Hzの周波数(限界電流密度41.0mA/cm2)で攪拌棒を振動させながら、ポテンシオスタット(北斗電工社製HA−151)を使用して電流密度60mA/cm2に制御しつつ、他の条件は上記同様に電気めっきを行い、得られたサンプル8について配線溝内の埋め込み性を検討した。
【0065】
(限界電流密度の測定)
電解液として、25℃の0.05mol/L硫酸銅+0.5mol/L硫酸を含む電解液を用いて、攪拌棒の各周波数において、浸漬電位からカソード方向に100mV/minで電位走査した際の電流密度及び電極電位を測定し、測定した電流密度と電極電位との関係をプロットすることにより限界電流密度を測定した。
なお、測定の再現性を向上させる観点から、ここで用いる電解液にはあえてアセトニトリルを添加していないが、電解液の攪拌程度を示す指標を求める意味においては問題ない。
【0066】
(埋め込み性の評価)
得られたサンプルについて、エスアイアイナノテクノロジー(株)製の集束イオンビーム加工観察装置/走査型イオン顕微鏡を用いて断面観察し、溝内への銅の埋め込み率(孔又は溝の深さに対する孔又は溝内に銅が電析した高さの割合(%))を測定し、次の基準で埋め込み性を評価し、12か所の平均値を表1に示した。
【0067】
◎:溝内への銅の埋め込み率が90%以上
○:溝内への銅の埋め込み率が70%以上90%未満
△:溝内への銅の埋め込み率が60%以上70%未満
×:溝内への銅の埋め込み率が60%未満
【0068】
【表1】
【0069】
(考察)
アセトニトリル含有電解液を使用して電気めっきを行うことにより、複数の添加剤を用いなくても、極めて微細な孔や溝(例えば深さが0.1μm〜2.0μmで且つアスペクト比(深さ/幅)3〜5である孔又は溝)内にも銅を十分に埋め込むことができることが確かめられた。
また、アセトニトリル含有電解液によれば、有機系添加剤やハロゲン添加剤を含まない組成とすることができる上、アセトニトリルは銅膜中に残らないため、特に銅配線の不純物濃度が低く、電気抵抗がより低くなることが期待できる。
微細孔(溝)内部に積極的に電気めっきを施して埋め込み率を高めるためには、限界電流密度が10mA/cm2〜150mA/cm2となるように電解液の攪拌程度を制御するのが好ましく、特に20mA/cm2〜80mA/cm2、中でも特に40mA/cm2〜80mA/cm2となるように電解液の攪拌程度を制御するのが好ましいと考えられる。
また、電解液を攪拌具を振動させて電解液を攪拌する方法を採用する場合、電解液を0.8Hz〜10Hzの周波数で攪拌具を振動させるのが好ましく、特に1.5Hz〜5.0Hz、中でも特に2.5Hz〜3.6Hzの周波数で振動させるのが好ましいと考えられる。
【0070】
<試験2>
攪拌の程度と限界電流密度との関係について試験し、限界電流密度を電極回転速度に変換する式を求めた。
【0071】
図4に示す溝等を設けていない回転ディスク電極装置(北斗電工社製HR−201)を使用し、対極に銅線、参照極に飽和カロメル電極(SCE)を用いた。また、作用極には、電極面積0.2cm2の白金ディスク電極(北斗電工社製HR−D2)上に、0.5mol/Lの硫酸銅及び1.0mol/Lの硫酸を含む30℃の電解液を用いて、−0.4Vvs.SCEの一定電位で30秒間電析したものを作用極として用いた。
【0072】
0.05mol/Lの硫酸銅、0.5mol/Lの硫酸を含む25℃の電解液を用いて、0〜3000rpmの各回転数において電気めっきを行った。
また、浸漬電位からカソード方向に100mV/minで電位走査した際の電流密度及び電極電位を測定し、測定した電流密度と電極電位との関係をプロットすることにより限界電流密度を測定し、限界電流密度と電極回転速度の関係を図5に示した。
【0073】
図5に示されるように、限界電流密度と電極回転速度とには比例関係が認められ、次の式により、限界電流密度から電極回転速度に変換することができることが分かった。
f=(−1.37+0.72×iL)2
但し、f:電極回転速度(rpm)、iL:限界電流密度(mA/cm2)
【0074】
<試験3:エッチング試験>
試験サンプルには、試験1のサンプル5と同じ条件で電銅の埋め込みを行って得られたものを用いた。
試験1の装置を使用し、試験1同様にサンプルをセットし、サンプルをエッチング処理液(25℃)中に浸漬し、エッチング処理液を2.5Hz(限界電流密度41.0mA/cm2)で強制攪拌しながら、サンプルに還元電流を電流密度:1mA/cm2又は2mA/cm2で印加して、1min〜4minエッチング処理を行い(表2参照)、エッチング効果を評価した。
【0075】
エッチング処理液には、硫酸銅水溶液とアセトニトリルとを混合した後、水濃度が1wt%以上になるように純水によって希釈して、Cu(II)濃度0.24mol/L、硫酸濃度1.8mol/L、アセトニトリル濃度14wt%に調製したものを用いた。
【0076】
なお、下記表2の表面厚減少率(%)及び孔底厚減少率(%)は、図6に示す断面においてエッチング前の表面厚み(h0)及び孔底厚み(H0)を測定し、次の式で求めた値である。
表面厚減少率(%)={(h0−h)/h0}×100
孔底厚減少率(%)={(H0−H)/H0}×100
【0077】
【表2】
【0078】
(考察)
1mA/cm2、2minの条件では、表面厚減少率/孔底厚減少率が1を超え、選択的に表面層の銅がエッチングされることが分かった。
【0079】
<試験4:分極曲線の測定>
本発明を想到する上で基礎とした分極曲線の測定試験について説明する。
【0080】
(試験方法)
電解液の調製は、硫酸銅五水和物(CuSO4・5H2O)(和光純薬工業、特級)、硫酸(H2SO4)( 和光純薬工業、特級)及びアセトニトリル(CH3CN、「AN」とも称する)( 和光純薬工業、特級)を用い、脱イオン水により調製した(この電解液を「AN電解液」とも称する)。
電解液の銅濃度及び硫酸濃度は、水1wt%以上、CuSO4 0.24mol/dm3及びH2SO4 1.8mol/dm3に統一した。
分極曲線の測定に用いた3種類の電解液組成を表3に記す。
なお、本実験ではAN電解液中にCl-を添加していない。一般的な電解液では、Cl-を添加しないとスライムが発生するが、AN電解液では、Cl-がなくてもスライムは発生しない。これはCu(I)がANと安定的な錯体を形成するためと考えられる。
【0081】
分極曲線の測定は、溝等を設けていない回転ディスク電極装置(北斗電工、HR-201及びHR-202)により行った。対極は銅線(ニラコ、99.9wt%)、参照極は飽和カロメル電極(SCE)(東亜DKK、HC-205C)を使用した。
なお、電位は全てSCE基準である(以降の試験においても同様。)
電極面積0.2cm2の白金ディスク電極(北斗電工、HR-D2)上に、30℃のCuSO4 0.5 mol/dm3及びH2SO4 1.0mol/dm3からなる電解液を用い、−0.4Vの一定電位で30秒間、銅を電析したものを作用極とした。
カソード分極曲線の測定には、表3に示した3種類の電解液を用い、0、500、2000rpmの各電極回転速度にて浸漬電位から卑な方向に、100mV/minの電位走査速度で行った。電解液の温度は30℃とした。
【0082】
【表3】
【0083】
(結果及び考察)
表3に示した典型電解液(A浴)、添加剤フリー電解液(B浴)及びAN電解液(C浴)を用い、電極回転速度を変化させた場合のカソード分極曲線測定を行った。その結果を図7に示す。
図7において、A浴では0〜−0.3Vの電位領域で、電極回転速度の増加に伴い電流値が減少する傾向が観察された。この傾向は、電析反応抑制剤として作用するJGBの吸着が拡散支配によるためと考えられる。一方、B浴及びC浴では、そのような傾向は観察されなかった。
また、図7(b)及び図7(c)を比較し、アセトニトリル添加の効果をみると、浸漬電位が、B浴では0.044Vであるのに対し、C浴では−0.076Vであり、大きく卑側にシフトしていた。
【0084】
<試験5:電流効率の測定>
本発明を想到する上で基礎とした電流効率の測定試験について説明する。
【0085】
(試験方法)
電流効率は、溝等を設けていない回転ディスク電極装置を用い、電析電気量と溶解電気量の比から算出した。電流効率は、電析及び溶解のいずれにおいても、式(1)に示す反応で進行するとして計算した。
Cu(II)+2e-⇔Cu・・・・(1)
【0086】
電極上への銅の電析には、表3に示した3種類の電解液を用い(電解液の温度は330℃)、作用極は電極面積0.2cm2の白金電極、対極は銅線(ニラコ、99.9%)、参照極はSCEを使用した。
それぞれの電解液で電流密度を制御し、電極回転速度は0、500及び2000rpmで電析させた。このとき、通電電気量は6.75C/cm2の一定とした。
銅の電析量は、アノード分極し、その溶解反応に消費された電気量より算出した。
銅が電析した電極をCuSO4 0.5mol/dm3及びH2SO4 1.0mol/dm3の溶液中において、0.2Vで白金電極上の銅を電気化学的に溶解させ、溶解電流密度が2mA/cm2未満となったときを終点とし、流れた電気量をクーロンメーターにより測定した。
銅の電析量を溶解電気量から算出する方法を採用したのは、誘導結合プラズマ発光分析装置(ICP)などの分光分析法に比べて分析時間を短縮できるためである。
【0087】
(結果及び考察)
(1)電流効率の測定について
表3に示した3種類の電解液をそれぞれ用い、溝等を設けていない回転ディスク電極装置により様々な電流密度における電流効率を測定した。なお、電極回転速度は500rpmとした。結果を図8に示す。
図8より、A浴では、100mA/cm2以下の電流密度領域において80%以上の電流効率を維持し、200 mA/ cm2で電流効率が26.5%まで低下した。同様にB浴でも100mA/cm2以下の電流密度領域において80%以上の電流効率を維持し、200mA/cm2で電流効率が72%にまで電流効率が低下した。これらの電流効率の低下は、図7に示した分極曲線測定結果から分かるように、副反応である水素発生による。
一方、C浴では、10mA/cm2から200mA/cm2まで、電流密度の増加にともない電流効率が0%から67%まで増加した。電流密度が大きくなるに従い、電流効率増加の傾きは小さくなった。
B浴とC浴では、流速(電極回転速度)に対する電流量の変化に違いはみられなかった(図7)が、電流効率においては両者に大きな違いがあることが分かった(図8)。
【0088】
(2)電流効率に対する流速の影響について
銅の電流効率に対する流速の影響について検討した。
表3に示した3種類の電解液を用い、電極回転速度を0及び2000rpmと変化させた場合の電流効率を測定した。なお、図8の電極回転速度が500rpmの場合の結果も併せて図9に示した。
A浴及びB浴では、電極回転速度が500及び2000rpmにおいて、実験を行った0〜20mA/cm2の全ての電流密度において共に高い電流効率を維持し、有意な差はなかった。しかし、電極回転速度が0rpmの場合、電流密度が大きくなるにしたがい電流効率は大きく低下した。これは、水素発生反応が起こっているためである。
一方、C浴では、電極回転速度が500及び2000rpmにおいて電流効率は16%未満と著しく低かった。しかし、電極回転速度が0rpmの場合、5mA/cm2においても銅の電析が観察され(電流効率25%)、電流密度が20mA/cm2では電流効率が63%であった。これは、同じ条件下でのANを含まないA浴の42%、B浴の53%よりも高い。AN電解液では、流速が小さいほど電流効率が高くなる特徴があることが分かった。
【0089】
(2) 電流効率に影響を与える要因
銅の電析反応は、一般には以下の反応で表される。
Cu(II)+e-→Cu(I)・・・・(2)
Cu(I)+e-→Cu ・・・・(3)
【0090】
AN電解液では、電流効率が約60%以下であり、電流密度や流速でその電流効率が大きく変化した(図8及び図9)。つまり、AN電解液を用いた電析においては、式(2)及び(3)で示される銅の電析以外の反応も寄与していると考えられる。
ANはCu(I)と錯体を形成するため、ANを含む硫酸溶液中においてはCu(I)が安定となり、以下の均化反応(不均化反応の逆反応)が起こる。
Cu+Cu(II)→2Cu(I)・・・・(4)
式(4)は、カソード反応及びアノード反応で構成され、それぞれの反応は以下である。
Cu(II)+e-→Cu(I)・・・・(2)
Cu→Cu(I)+e- ・・・・(5)
【0091】
AN電解液中では、式(4)で示されるように、Cu(II)による銅の溶解反応が起こっており、これが電流効率が低下する原因になっていると予想される。そこで、本条件下においてAN電解液中で銅の溶解が起こるのか溶解試験を実施した。
6.75C/cm2の銅が電析した白金ディスク電極を、電極回転速度500rpmにて30℃のC浴中に浸漬させた。白金と銅では浸漬電位が異なるため、溶解の終点では浸漬電位が貴に遷移する。12min後、電位が急激に貴側へ変化し、白金電極面が露出していた。
この浸漬電位の変化より、銅が溶解するまでの時間を求め、金属銅がCu(I)で溶解する式(5)の平均電流密度を算出した。その値は4.7mA/cm2となり、図7(c)の500rpmでターフェル直線と浸漬電位の交点から決定した腐食電流密度の約5mA/cm2とほぼ同じ値となった。
これより、図8(c)で示したAN電解液の電流効率が約60%以下であり、また図7(c)において浸漬電位が卑側にシフトしていたのは、銅の溶解反応を含む均化反応(式(4))が起こっているためと考えられる。
【0092】
(4)電流効率に影響を与える要因の考察
以上の結果より、図10に示す反応モデルを仮定する。AN電解液中における銅の電析反応は、Cu(II)のバルクから電極表面への物質移動(過程I)、Cu(II)sのCu(I)sへの還元(過程II)及びCu(I)sからCuへの還元(過程IV)を経て進む。なお、添字sは電極表面付近のイオン種を示す。
式(4)の均化反応も起こっている(過程V)。図10において、II及びVの反応経路により生成したCu(I)sは以下に示すようにバルクへの拡散(過程III)或いは金属銅へ還元(過程IV)される。
Cu(I)s→Cu(I)b ・・(過程III)・・(6)
Cu(I)b+e- →Cu・・(過程IV)・・(7)
ここで、添字bは溶液バルクのイオン種を意味する。AN電解液を用いた銅の電流効率は、図10の過程I〜Vの速度のバランスで決定される。
【0093】
AN電解液を用いた銅電析において、電流密度が一定(電析速度(過程IIとIVの和)が一定)のとき、流速が大きいほど電流効率が減少するのは、流速が大きいと過程Iが加速され、さらに過程Vが加速されることで、銅の溶解速度の割合が電析に比べ大きくなるためと考えられる。流速が一定(過程I及びIIIの物質移動速度が一定)のとき、電流密度が小さいほど電流効率が減少するのは、過程IIとIVで表される電析速度が小さいので、過程Vによる銅の溶解で相殺されるためと考えられる。
以上の検討から、C浴では銅電析の電流効率に影響を与える要因は、大きく2つあることが分かる。一つは、(イ)流速が大きいほど電流効率が低下する効果(流速の効果)であり、もう一つは、(ロ)電流密度が小さいほど電流効率が低下する効果(電流密度の効果)である。
一般的な電解液の電流効率は、水素発生の起こらない領域において流速や電流密度に影響を受けない。典型電解液においても電流効率はほぼ100%(図9(a))であり、AN電解液が特異的な性質を持っているといえる。
【0094】
<試験6:微細孔への銅の電析>
本発明を想到する上で基礎とした微細孔への銅の電析試験について説明する。
【0095】
(試験方法)
銅の埋め込みは、窒化タンタル、タンタルバリア層を順次形成し、最表面に約10nmの銅シード層を形成させた微細孔(径:150〜200nm、深さ:約700nm)を有する加工済みのシリコンウエハ(グローバルネット社製)を1.5cm×1.1cmに切り出し、カソード電極として使用した。
微細孔への銅電析には、シリコンウエハ用精密めっきセル(山本鍍金試験器、マイクロセルI型)を使用した。
露出面積が1.4cm2となるように、1.4cm×1.0cmの窓を設けたテフロン製マスクでシリコンウエハカソードを被覆した。
アノードには銅板を使用し、アノード電極窓の面積は0.96cm2とした。
電解液の温度は25℃、電解液量は0.25dm3とした。
表3に示した3種類の電解液を用い、アノードとカソードの間の電解液を約0.8或いは2.5Hzで攪拌棒を揺動させながら、ポテンシオスタット(北斗電工、HA-151)を使用し、所定の電流密度にて電析した。
電解液中への電極浸漬と同時に所定の電流を印加した。
通電電気量は、1.44C/cm2の一定とした。
電析後のウエハ電極を水洗し乾燥させ、試料の断面観察を集束イオンビーム加工観察装置/走査型イオン顕微鏡(FIB-SIM)(エスアイアイナノテクノロジー、SMI9200)により行った。
【0096】
(結果及び考察)
(1)微細孔への銅の埋め込み性
試験4及び5の検討結果より、AN電解液を微細孔への銅埋め込みに適用する場合には、流速の効果と電流密度の効果のバランスによって埋め込み性が変化すると考えられる。そこで、微細孔を有する加工済みシリコンウエハに銅を電析し、断面観察を行った。その結果を図11に示す。
C浴を用いた場合、孔の底部においては銅が電析せず、孔の上部(36%)にのみ銅が電析した。
【0097】
図11の孔上部にだけ銅が電析するのは、(ロ)の流速の効果より(イ)の電流密度の効果が優先となっていると考えられる。つまり、微細孔の底部の電流密度が銅が電析できるほど大きくなく、孔上部にだけ銅が電析したものと考えられる。
ところで、AN電解液にCl-を100ppm添加すると、埋め込み性がさらに悪くなる結果を得た。一般的にCl-は硫酸銅電解液中で銅の溶解を促進させるが、AN電解液中においても銅の溶解を速め、微細孔底部に銅がより電析しなくなったものと予想できる。従って、めっき液中の塩化物イオンは100ppm未満とすることが望ましい。
逆に(ロ)の流速の効果を支配的にできれば、孔埋め込みができるはずである。図9(c)より、電流密度が10mA/cm2で流速の違いによる銅の電析量の比が最大となり、埋め込みに好都合となる。
【0098】
次に、電流密度を変化させて銅の電析を行い、埋め込み性を調べた。ただし、図11において微細孔底部に銅が電析していないことから、図11の電流密度よりも高い電流密度で実験を行った。その結果を図12に示す。
図11で示した電流密度10mA/cm2の場合、孔上部からの埋め込み率が36%であったのに対し、図12より電流密度20mA/cm2では67%、電流密度30mA/cm2では70%、電流密度40mA/cm2では76%と、電流密度の増加に伴い埋め込み率が増加した。
【0099】
次に、微細孔への銅の埋め込みに対する流速の影響について検討を行った。
流速が大きいと、電流効率(銅の電析量)が低下する。よって、ウエハ上部の流速をより大きくすれば微細孔内外での流速差が大きくなり、孔上部に比べて孔底部の電析がより優先的になると考えられる。そこで、図12(c)で示した電流密度で攪拌棒の揺動周波数を約0.8Hzから約2.5Hzに増加させ、微細孔への銅の電析を行った。その結果を図13に示す。
これより、流速を大きくさせることによって、孔の底部まで銅の電析が起こることが分かった。
典型的な微細孔への銅埋め込み用電解液は、キャリア、ブライトナ、レベラや塩化物イオンによって分極を増大或いは減少させ、電析速度を局所的に制御し、埋め込みを実現させている。しかし、ANは、これら添加剤とは異なる機能で埋め込みを可能にすることが分かった。
【図面の簡単な説明】
【0100】
【図1】(A)〜(D)は、銅配線の製造方法を工程順に説明した断面図である。
【図2】試験1で使用したセルの構成を説明した図である。
【図3】試験1で使用した被めっき体の構成を説明した図である。
【図4】試験2で使用した回転ディスク電極装置の構成を説明した図である。
【図5】試験2の結果として、限界電流密度と電極回転速度との関係を示したグラフである。
【図6】試験3の評価に用いた孔底厚み(H)及び表面厚み(h)を説明するための図である。
【図7】試験4において、電極回転速度を変化させた場合のカソード分極曲線を示したグラフであり、(a)は典型電解液(A浴)、(b)は添加剤フリー電解液(B浴)、(c)はAN電解液(C浴)を用いた時のグラフである。なお、図中の(i)(ii)(iii)はそれぞれ電極回転速度(i)0rpm、(ii)500rpm、(iii)2000rpmを示すものである。
【図8】試験5において、電極回転速度500rpm、通電電気量6.75C/cm2一定の条件下で、電流密度を変化させた場合の電流効率の変化を示すグラフであり、(a)は典型電解液(A浴)、(b)は添加剤フリー電解液(B浴)、(c)はAN電解液(C浴)を用いた時のグラフである。
【図9】試験5において、電極回転速度毎に電流密度を変化させた場合の電流効率の変化を示すグラフであり、(a)は典型電解液(A浴)、(b)は添加剤フリー電解液(B浴)、(c)はAN電解液(C浴)を用いた時のグラフである。
【図10】電解液中における、銅の析出の反応モデルを示す図である。
【図11】試験6において、電解液を0.8Hzで攪拌棒を揺動させながら、10mA/cm2で電析した場合に、得られた試料の断面をFIB-SIMで観察した際の写真であり、AN電解液(C浴)を用いた時の写真である。
【図12】試験6において、AN電解液(C浴)を電解液に用いて、電解液を0.8Hzで攪拌棒を揺動させながら所定の電流密度で電析した場合に、得られた試料の断面をFIB-SIMで観察した際の写真であり、(a)は20mA/cm2、(b)は20mA/cm2、(c)は30mA/cm2で電析した時の写真である。
【図13】試験6において、AN電解液(C浴)を電解液に用いて、電解液を2.5Hzで攪拌棒を揺動させながら、40mA/cm2の電流密度で電析した場合に、得られた試料の断面をFIB-SIMで観察した際の写真である。
【符号の説明】
【0101】
1A 基板
1B 絶縁膜
2 溝又は孔
3 バリアメタル膜
4 下地導電膜
5 銅層
6 銅配線
【特許請求の範囲】
【請求項1】
1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ使用環境下において1価の銅イオンと形成する錯体の溶解度が0.5g/L以上の銅錯化剤、若しくは、1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ2価の銅イオンとの錯化定数が1×1020以下の値を示す銅錯化剤を1wt%以上と、水を1wt%以上と、銅成分とを含む電解液を強制攪拌しながら、被めっき体における配線接続孔又は配線溝内に銅を電気めっきする工程を備えた銅配線の製造方法。
【請求項2】
前記銅錯化剤を、銅を溶解させる速度が0.05〜5mgmin-1cm-2となるような量で含む電解液を用いることを特徴とする請求項1に記載の銅配線の製造方法。
【請求項3】
前記銅錯化剤として、アセトニトリルを用いることを特徴とする請求項1又は2に記載の銅配線の製造方法。
【請求項4】
限界電流密度が10mA/cm2〜150mA/cm2となるように電解液を強制攪拌しながら、電気めっきすることを特徴とする請求項1〜3の何れかに記載の銅配線の製造方法。
【請求項5】
被めっき体を、めっき面に対して垂直な軸を中心として100〜5000rpmで回転させることに相当する速度にて電解液を強制攪拌することを特徴とする請求項1〜4の何れかに記載の銅配線の製造方法。
【請求項6】
0.8Hz〜10Hzの周波数で攪拌具を振動させることに相当する速度にて電解液を強制攪拌することを特徴とする請求項1〜4の何れかに記載の銅配線の製造方法。
【請求項7】
前記銅錯化剤と水との合計量に対する前記銅錯化剤の混合比率を1〜27wt%とすることを特徴とする請求項1〜6の何れかに記載の銅配線の製造方法。
【請求項8】
配線接続孔又は配線溝は、その深さが0.1μm〜2.0μmであり、且つ深さ/幅で求められるアスペクト比が3〜5であることを特徴とする請求項1〜7の何れかに記載の銅配線の製造方法。
【請求項9】
電解液を強制攪拌しながら電気めっきすることにより、配線接続孔又は配線溝内に銅を埋め込むと共に被めっき体表面に銅層を形成した後、電解液を強制攪拌しながら被めっき体表面の銅層に該電解液を接触させることにより、被めっき体表面の銅層の少なくとも一部を除去することを特徴とする請求項1〜8の何れかに記載の銅配線の製造方法。
【請求項10】
被めっき体がカソードとなるように還元電流を被めっき体に印加すると共に、電解液を強制攪拌しながら被めっき体表面の銅層に該電解液を接触させることにより、被めっき体表面の銅層の少なくとも一部を除去することを特徴とする請求項9に記載の銅配線の製造方法。
【請求項11】
化学機械研磨によって被めっき体表面の銅層の少なくとも一部を除去する方法を併用することを特徴とする請求項9又は10に記載の銅配線の製造方法。
【請求項12】
請求項1〜11の何れかに記載の銅配線の製造方法によって、基板に銅配線を形成してなる構成を備えた電子回路。
【請求項1】
1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ使用環境下において1価の銅イオンと形成する錯体の溶解度が0.5g/L以上の銅錯化剤、若しくは、1価の銅イオンと錯体を形成し、1価の銅イオンとの錯化定数が1×103より高い値を示し、且つ2価の銅イオンとの錯化定数が1×1020以下の値を示す銅錯化剤を1wt%以上と、水を1wt%以上と、銅成分とを含む電解液を強制攪拌しながら、被めっき体における配線接続孔又は配線溝内に銅を電気めっきする工程を備えた銅配線の製造方法。
【請求項2】
前記銅錯化剤を、銅を溶解させる速度が0.05〜5mgmin-1cm-2となるような量で含む電解液を用いることを特徴とする請求項1に記載の銅配線の製造方法。
【請求項3】
前記銅錯化剤として、アセトニトリルを用いることを特徴とする請求項1又は2に記載の銅配線の製造方法。
【請求項4】
限界電流密度が10mA/cm2〜150mA/cm2となるように電解液を強制攪拌しながら、電気めっきすることを特徴とする請求項1〜3の何れかに記載の銅配線の製造方法。
【請求項5】
被めっき体を、めっき面に対して垂直な軸を中心として100〜5000rpmで回転させることに相当する速度にて電解液を強制攪拌することを特徴とする請求項1〜4の何れかに記載の銅配線の製造方法。
【請求項6】
0.8Hz〜10Hzの周波数で攪拌具を振動させることに相当する速度にて電解液を強制攪拌することを特徴とする請求項1〜4の何れかに記載の銅配線の製造方法。
【請求項7】
前記銅錯化剤と水との合計量に対する前記銅錯化剤の混合比率を1〜27wt%とすることを特徴とする請求項1〜6の何れかに記載の銅配線の製造方法。
【請求項8】
配線接続孔又は配線溝は、その深さが0.1μm〜2.0μmであり、且つ深さ/幅で求められるアスペクト比が3〜5であることを特徴とする請求項1〜7の何れかに記載の銅配線の製造方法。
【請求項9】
電解液を強制攪拌しながら電気めっきすることにより、配線接続孔又は配線溝内に銅を埋め込むと共に被めっき体表面に銅層を形成した後、電解液を強制攪拌しながら被めっき体表面の銅層に該電解液を接触させることにより、被めっき体表面の銅層の少なくとも一部を除去することを特徴とする請求項1〜8の何れかに記載の銅配線の製造方法。
【請求項10】
被めっき体がカソードとなるように還元電流を被めっき体に印加すると共に、電解液を強制攪拌しながら被めっき体表面の銅層に該電解液を接触させることにより、被めっき体表面の銅層の少なくとも一部を除去することを特徴とする請求項9に記載の銅配線の製造方法。
【請求項11】
化学機械研磨によって被めっき体表面の銅層の少なくとも一部を除去する方法を併用することを特徴とする請求項9又は10に記載の銅配線の製造方法。
【請求項12】
請求項1〜11の何れかに記載の銅配線の製造方法によって、基板に銅配線を形成してなる構成を備えた電子回路。
【図1】

【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】

【図13】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【図10】
【図11】
【図12】
【図13】
【公開番号】特開2009−132982(P2009−132982A)
【公開日】平成21年6月18日(2009.6.18)
【国際特許分類】
【出願番号】特願2007−311500(P2007−311500)
【出願日】平成19年11月30日(2007.11.30)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(000006183)三井金属鉱業株式会社 (1,121)
【Fターム(参考)】
【公開日】平成21年6月18日(2009.6.18)
【国際特許分類】
【出願日】平成19年11月30日(2007.11.30)
【公序良俗違反の表示】
(特許庁注:以下のものは登録商標)
1.テフロン
【出願人】(000006183)三井金属鉱業株式会社 (1,121)
【Fターム(参考)】
[ Back to top ]