
鋭利に刃をつけた切削工具
【課題】向上させた鋭利性と耐久性とが要求される切削ブレード。
【解決手段】鋭く研いだ切刃を有するブレード部30とボディ部20とを含む切削工具であって、前記ブレード部と前記ボディ部のうちの少なくとも一方が、下記の分子式:(Zr,Ti)a(Ni,Cu,Fe)b(Be,Al,Si,B)c(Nb,Cr,V,Co)dで表される組成を有するバルク状の非晶質合金から作られており、at%で、aは30〜75、bは5〜60、cは0〜50、dは0〜20であり、前記バルク状の非晶質合金は、弾性限が1.2%以上であり、少なくとも一部の厚みが0.5mm以上である切削工具。
【解決手段】鋭く研いだ切刃を有するブレード部30とボディ部20とを含む切削工具であって、前記ブレード部と前記ボディ部のうちの少なくとも一方が、下記の分子式:(Zr,Ti)a(Ni,Cu,Fe)b(Be,Al,Si,B)c(Nb,Cr,V,Co)dで表される組成を有するバルク状の非晶質合金から作られており、at%で、aは30〜75、bは5〜60、cは0〜50、dは0〜20であり、前記バルク状の非晶質合金は、弾性限が1.2%以上であり、少なくとも一部の厚みが0.5mm以上である切削工具。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、バルク状に凝固する非晶質合金から構成された切削工具に関し、特に具体的には、バルク状に凝固する非晶質合金から構成された切削工具のブレードに関する。
【背景技術】
【0002】
効果的に鋭く刃をつけた切削工具を製造するための初期の技術的な課題は、効果的な鋭い刃を形成することそれを製造すること、機械的な負荷及び環境状況に対する鋭い切刃の耐久性、及び鋭い切刃の製造及び維持価格であることであることが長く知られてきた。そのようなものは、好ましくは、このブレード材料が、非常に良好な機械的性質と耐蝕性、及び150オングストロームまで小さくて堅固な曲率半径に研ぐことができる可能性とを備える必要がある。
【0003】
鋭く刃をつけた切削工具が種々の材料から製造されるが、それぞれが著しい欠点を備えている。例えば、炭化物、サファイヤ、およびダイヤモンドのような硬質材料で製造された鋭く刃をつけた切削工具は、鋭くて且つ効果的な切刃を提供するが、さらに、これらの材料から作られたブレードの切刃は、この材料の本質的に低い靭性のために、極端に脆くなる。
【0004】
ステンレスのような従来の金属で作られ鋭く刃がつけられた切削工具は、比較的低い価格で作ることができ、且つ使い捨てできる品種として用いることができる。しかしながら、これらのブレードの切削性能は、さらに高価で高硬質材料のブレードとは一致しない。
【0005】
最近、非晶質合金で作られた切削工具を製造することが示された。非晶質合金は、高硬度、延性、弾性限、及び耐蝕性を備えるブレードを、比較的安い価格で提供できるが、これまでは、これらの材料で製造できるブレードの大きさと種類は、非晶質特性を有する合金を製造するための方法によって限定されていた。例えば、非晶質合金で作られた切削ブレードは米国特許第Re29,989号に開示される。しかしながら、この先行技術に記載される合金は、0.002インチより薄い厚みのストリップに製造する必要があるか、または被膜として従来のブレードの表面に蒸着しなければならない。これらの製造制約が、非晶質合金から作ることができるブレードの種類と、これらの合金の非晶質特性の完全な実現化との双方を限定する。
【0006】
したがって、良好な機械的性質、耐蝕性、及び150オングストロームの小さくて堅固な曲率に鋭くすることができる能力を備える切削ブレードが要求される。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第Re29,989号
【0008】
【特許文献2】米国特許第5,288,344号
【0009】
【特許文献3】米国特許第5,369,659号
【0010】
【特許文献4】米国特許第5,618,359号
【0011】
【特許文献5】米国特許第5735,975号
【0012】
【特許文献6】米国特許第6,325,868号
【0013】
【特許文献7】特願平2000−126277号(特開平2001−1303218号)
【非特許文献】
【0014】
【非特許文献1】C.C Hays et. Al, Physical Review Letters, Vol. 84, p 2901, 2000
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明の主題は、バルク状に凝固する非晶質合金で作られたブレード及びメスのような、改良された鋭く刃がつけられた切削工具である。すなわち、本発明は、向上させた鋭利性と耐久性とが要求される切削ブレードまたは工具を包含する。
【0016】
一つの実施態様においては、切削工具の全部のブレードがバルク状の非晶質合金で作られている。
【0017】
別の実施態様においては、切削工具のブレードの金属切刃だけがバルク状の非晶質合金で作られている。
【0018】
さらに別の実施態様において、切削工具のブレードとボディとの双方がバルク状の非晶質合金で作られている。
【0019】
さらに、別の実施態様においては、切削工具のバルク状に凝固する非晶質合金要素が、何れの塑性変形もなくて2.0%までの歪を発現するために設計される。別のこのような実施態様においては、このバルク状の非晶質合金が、約5GPa以上の硬度値を有する。
【0020】
さらに本発明の別の実施態様において、切削工具のバルク状の非晶質合金は、150オングストロームの小さくて堅固な曲率に鋭くする。
【0021】
さらに本発明の別の実施態様において、バルク状の非晶質合金は、鋳造または成型の双方によって複合した正味の形状に形成される。さらに別の実施態様においては、バルク状の非晶質合金の切削工具は、熱処理または機械加工のようなその後の処理の必要もなく、鋳造及び/または成型することにおいて達成される。
【0022】
本発明のこれらのまたは別の特徴及び利点は、添付する図面を考慮した次の詳細な説明を参照することによってよく理解することができる。
【課題を解決するための手段】
【0023】
本発明によれば、鋭く研いだ切刃を有するブレード部とボディ部とを含む切削工具であって、
前記ブレード部と前記ボディ部のうちの少なくとも一方が、下記の分子式:
(Zr,Ti)a(Ni,Cu,Fe)b(Be,Al,Si,B)c(Nb,Cr,V,Co)dで表される組成を有するバルク状の非晶質合金から作られており、
原子%で、aは30〜75、bは5〜60、cは0〜50、dは0〜20であり、
前記バルク状の非晶質合金は、弾性限が1.2%以上であり、少なくとも一部の厚みが0.5mm以上である切削工具が提供される。
【図面の簡単な説明】
【0024】
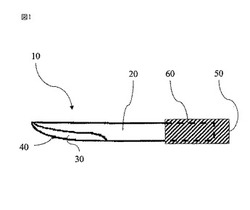
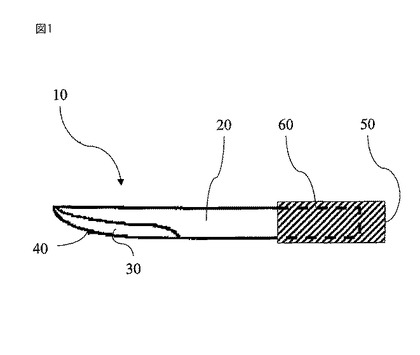
【図1】図1は、本発明の切削ブレードの側面図であり部分的に断面を示す。
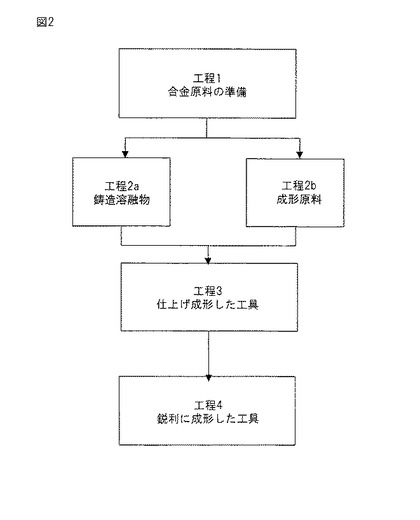
【図2】図2は、図1に示す切削工具を作るための行程フローチャートを示す。
【発明を実施するための形態】
【0025】
本発明は切削工具を意図し、この工具の少なくとも一部はバルク状の非晶質合金材料で形成され、ここにおいては非晶質合金の切削工具として参照する。
【0026】
本発明の切削工具の側面図を図1に示す。一般的に、いずれの切削工具10も、ボディ20とブレード30を備える。このような切削工具においては、ブレード30は、終端部をなす切刃40までテーパを形成する切削工具の一部として定義され、一方切削工具のボディ20は、切削工具の駆動力から付加される荷重をブレードの切刃40に伝達する構造物として定義される。さらに、図1に示すように、切削工具は任意にハンドルまたは握り50を備えることができ、これらは切削工具使用者と切削工具との適切な境界として役立つ。このような場合、ハンドルが取り付けられるボディ20の部分は、握り60と呼ぶ。本発明の切削工具は、切削工具のボディとブレードの少なくとも1つ、または双方の少なくとも一部を組み立てる材料が、バルク状の非晶質合金組成物を基にする。適切なバルク状の非晶質合金組成物の例は以下に検討する。
【0027】
何れのバルク状の非晶質合金を本発明に使用することができるが、一般的に、バルク状に凝固する非晶質合金は、500K/secまたはそれ以下の遅い冷却速度で冷却することができ、且つ実質的にそれらの非晶質原子構造を残留することができる非晶質合金の系列を引用する。このようなバルク状の非晶質合金は、1.0mm以上の厚みを製造することができ、典型的には0.020mmの鋳造厚みを有し、105K/sec以上の冷却速度を必要とする慣用の非晶質合金より実質的に厚い。適切な非晶質合金の典型的な実施態様は、米国特許第5,288,344号、第5,369,659号、第5,618,359号及び第5735,975号に開示され、これらを参照することによって本発明に全てが組み込まれる。
【0028】
適切なバルク状に凝固する非晶質合金の一つの典型的な系列は、次の分子式、(Zr、Ti)a(Ni、Cu、Fe)b(Be、Al、Si、B)cによって記載され、原子%で表して、aは約30〜75の範囲であり、bは約5〜60の範囲であり、且つcは約0〜50の範囲にある。上記式はバルク状非晶質合金の全てのクラスを包含するものでないと理解すべきである。上記式はバルク状の非晶質合金の全てのクラスを包含するものでないと理解すべきである。例えば、このようなバルク状の非晶質合金は、別の遷移金属をかなりの濃度含むことができ、Nb、Cr、V、Coのような遷移金属を約20原子%までも含むことができる。一つの典型的なバルク状の非晶質合金系列は、分子式、(Zr、Ti)a(Ni、Cu)b(Be)cによって記載され、原子%で表して、aは約40〜75の範囲であり、bは約5〜50の範囲であり、且つcは約5〜50の範囲にある。一つの典型的な非晶質合金の組成物は、Zr41Ti14Ni10Cu12.5Be22.5である。
【0029】
具体的なバルク状に凝固する非晶質合金を上述するとはいえ、いずれの適切なバルク状の非晶質合金も、永久変形または破損せずに1.5%まで以上の歪を発現することができ、及び/または約10ksi√インチ以上さらに具体的には約20ksi√インチ以上の高い破壊靭性を有し、及び/または約4GPa以上さらに具体的には約5.5GPa以上の高い硬度値を有するものを使用することができる。慣用の材料との比較では、現状のチタン合金を超える約2GPa及びそれ以上の降伏強度値を有する。その上、本発明のバルク状非晶質合金は4.5〜6.5g/ccの範囲の密度を有し、それらは重量比にたいして高強度を与える。さらに望ましい機械的性質に対しては、バルク状に凝固する非晶質合金は、非常に優れた耐食性を示す。
【0030】
バルク状に凝固する非晶質合金の別の組は、鉄系金属(Fe、Ni、Co)を基本とする組成である。このような組成の例は、米国特許第6,325,868号(A. Inoue et. al., Appl. Phys. Lett., Volume 71, p 464 (1997))、(Shen et. al,. Mater. trans., JIM, Volume 42, p 2136 (2001))、及び特願平2000−126277号(特開平2001−1303218号)に開示され、これらをここに参照することによって組み込まれる。このような合金の一つの典型的な組成は、Fe72Al5Ga2P11C6B4である。このような合金の別の典型的な組成は、Fe72Al7Zr10Mo5W2B15である。これらの合金組成は、Zr−基合金系ほど加工処理できるものでないとはいえ、これらの材料は、最近の開示に役立つために充分な量は、さらに0.5mm以上の厚みに加工処理することができる。さらに、これらの材料の密度は、また一般的にさらに高くて、6.5g/cc〜8.5g/ccであるとはいえ、この材料の硬さはまた高くて、7.5GPa〜12GPa以上であり、それらを特に活性にする。同様に、これらの材料は、1.2%より高い弾性ひずみの限定と、2.5GPa〜4GPaの非常に大きな降伏強度を備える。
【0031】
一般的に、バルク状非晶質合金内の結晶質析出物は、これらの機械的性質に非常に有害であり、特に靭性と強度に対してであり、一般的に好ましくは最小体積分率を可能にする。しかしながら、延性のある金属結晶相が、バルク状非晶質合金の加工処理の際に、その場析出する場合がある。これらの延性のある析出物は、バルク状非晶質合金の性質、特に靭性と延性にたいして有益である。したがって、このような有益な析出物を含むバルク状非晶質合金も本発明に包含される。一つの好ましい例が、C.C Hays et. Al, Physical Review Letters, Vol. 84, p 2901, 2000に開示され、これらをここに参照することによって組み込まれる。
【0032】
本発明の一つの実施態様において、切削工具の少なくとも一つのブレード30が上述したバルク状の非晶質合金材料の一つから作られている。このような実施態様においては、何れの大きさと形態のナイフブレードが製造できるとはいえ、切削工具の鋭い切刃40は、高実績の作業には可能な限り小さい曲率半径を備える。基準として、ダイヤモンドのメスブレードは、150オングストローム未満の曲率半径の刃を製造することができる。しかしながら、慣用の材料は、このような小さな半径に切刃を鋭くする行程の際に、幾つかの障害をもたらす。このようなステンレス鋼のような慣用の材料は多結晶原子構造を有し、これは種々の方位には移行する小さな結晶粒を含む。これらの結晶構造の非等方的性質のために、材料中の異なる結晶が鋭利化作業に対して種々の応答をし、このような材料からの鋭利化、及び非常に効果的な鋭い切刃の製造は、最終製品の価格上昇を招く著しい付加的な処理を含むかまたは必要とする。バルク状に凝固する非晶質合金は結晶構造をもたないために、この合金は、ラッピング、化学的及び高エネルギ法のような従来の鋭利化作業に対してさらに均一に応答する。したがって、一つの実施態様において、本発明は、バルク状の非晶質合金から作られたブレードを有する切削工具に向けられ、ブレード30の切刃30は約150オングストロームまたはそれ以下の曲率半径を有する。
【0033】
これらの切削工具の切刃40の小さな曲率半径によって、この切刃が低い剛性を有し、したがって、作業中に大きなレベルの歪を被る。例えば、ステンレス鋼のような慣用の材料で作られた切刃は、塑性変形によってのみ大きな歪を発現するので、したがって、それらの鋭利性と平坦性を失うことになる。実際に、慣用の金属は、0.6%またはそれ以下の歪で塑性的に変形することを開始する。一方、ダイヤモンドのような硬質材料から作られた切刃は、塑性的に変形しないで、代わりに、本質的に低い破壊靭性値によって欠け落ち、この破壊靭性地は、1ksi√インチまたはそれ以下であり、それらの0.6%を越える歪を発現するそれらの能力を限定する。反対に、それらの独特な原子構造の非晶質合金は、高硬度と高破壊靭性値との有利な組合せを有するために、バルク状に凝固する非晶質合金から作られた切削ブレードは、塑性変形または欠け落ちをすることなく2.0%までの歪を容易に発現することができる。さらに、バルク状の非晶質合金は、鋭い切刃の切削工具に特に有益となる薄い厚み(1.0mm未満)でより高い破壊靭性値を有する。したがって、一つの実施態様においては、本発明は1.2%より大きな歪を発現することが可能な切削工具ブレードに向けられる。
【0034】
上述の検討が、切削工具のブレード部分に本発明のバルク状の非晶質合金を使用することに焦点が合わされるが、このバルク状の非晶質合金は、図1に示すようなナイフまたはメス10のボディ20のような支持部分として用いることもできることを理解する必要がある。このような構造は、鋭い切刃がボディ支持部(実質的に低い硬度によってより高い靭性を与える)の顕微鏡組織より異なる顕微鏡組織(より高い硬度のため)を有する切削工具においては、鋭い切刃が切れなり、及び/または数回研ぎなおされために、ブレード材料は消耗され且つ切削工具は廃棄される。さらに、ボディとブレードの双方に単一の材料を使用することは、電解作用による種々の材料の悩ましい腐食の可能性を減少する。最後に、切削工具のボディとブレードは一体であるので、ブレードをボディに接合する付加的な構造物が必要でないので、ブレードへのより堅固で精確な力の伝達、すなわち使用者のより堅固で精確な感覚があるようになる。したがって、一つの実施態様においては、本発明は切削工具に向けられ、ブレードと支持ボディとの双方がバルク状の非晶質合金材料で作られている。
【0035】
さらに、ハンドルが切削工具のボディに形成される場合、プラスチック、木材等のようなハンドルグリップ50として役立つために、他の材料が切削工具のボディに取り付けられるが、ハンドル及びボディはバルク状の非晶質合金から作られた一体として構成することができる。さらにその上に、図1に示す切削工具の実施態様は、ブレード30に向き合うボディの端部で長いシャンク60に添付されたハンドル50を備える従来の長いナイフボディ20を示すが、いずれのボディ形態にすることができるが、同様にハンドルは、使用者から加えられる力がボディのハンドルを介して切削工具のブレードと切刃に伝達するように、切削工具のボディの何れのところに配置することができる。
【0036】
バルク状の非晶質合金で作られた切削工具を上述するが、この切削工具の鋭い切刃は、ダイヤモンド、TiN、SiCのような0.005mmまでの厚みを有する高硬度材料の被膜を被覆することによって、より大きな硬度と、より長い耐久性とを備えて作ることができる。バルク状に凝固する非晶質合金は、ダイヤモンド、SiC等のような高硬度材料の薄いフィルムと同様の弾性限を有するために、非晶質合金は性質が一致して、且つ硬化した被膜の剥離を防止できるように、これらの薄い被膜に対して非常に有効な支持を与える。したがって、一つの実施態様において、本発明は切削工具を意図し、このバルク状の非晶質合金のブレードは、さらに超硬硬度被膜(ダイヤモンドまたはSiCのような)を、摩耗性能を改良するために含む。
【0037】
仕上げを行なった切削工具を上記で検討をしたが、この切削工具の美的感覚と色彩を改良するために、さらに処理することができる。例えば、切削工具には、陽極酸化(金属の電気化学的酸化)のような、いずれかの適切な電気化学的処理を施してもよい。陽極の被膜は2次的な注入(すなわち、有機的及び無機的な着色、潤滑剤)も可能であるので、追加の美的感覚またな機能的な処理を陽極酸化した切削工具に実施することができる。いずれの適切な慣用の陽極酸化する処理を利用しても良い。
【0038】
本発明は、バルク状の非晶質合金から切削工具を製造する方法にも向けられる。図3は本発明の非晶質合金製品を形成する工程のフローチャートを示し、この工程は、原材料の準備(工程1):成形する行程の場合には、この原材料は非晶質形状の固体部片であり、一方、鋳造工程の場合には、この原材料は溶融温度以上の溶融液体合金であり、その後、原材料を溶融温度以上から、冷却する間に所望の形状に鋳造する(工程2a)、または原材料を非晶質遷移温度以上の温度に過熱して、合金を所望の形状に成形する(工程2b)。恒久的成型鋳造、ダイカスト、または平面流れ鋳造のような連続工程等のいずれかの適切な鋳造工程を本発明に使用することができる。このダイカスト行程の一つは、米国特許第5,711,363号に開示され、これを引用することによってここに組み込まれる。同様に、ブロー成形法(原材料部分を締め付けして、締め付けしていない領域の差長面に圧力差を付与すること)、ダイ形成法(原材料をダイの空隙へと押し込む)、及び複製ダイから面特徴の複製などの種々の成型作業を利用することができる。米国特許第6,027,586号、第5,950,704号、第5,896,642号、第5,324,368号、第5,306,463号(これらの各々は引用することによってここに組み込まれる)は、それらの非晶質遷移特性を活用することによって非晶質合金の成形製品を形成する方法を開示する。その後の処理工程が、本発明の非晶質合金製品を仕上げることに使用することができるとはいえ(工程3)、バルク状の非晶質合金及び複合材料の機械的性質が、熱処理または機械加工のようなその後の工程を必要としない鋳造のまま及び/または成形ままで、達成することができる。さらに、一つの実施態様において、バルク状の非晶質合金及びそれらの複合材料が、二つの工程手順によって、集合体で正味の形に形成される。この実施態様においては、鋳造及び成形された精確で正味の形が保存される。
【0039】
最後に、切削工具のブレードは、初期切刃を形成するために粗い機械加工がなされ、仕上げた鋭い切刃は、従来のラッピング、化学的且つ高エネルギ法(工程4)の一つまたは複数の組合せによって作られている。代わりに、切削工具(ナイフ及びメスのような)は、バルク状の非晶質合金ブランクから作ることができる。このような方法においては、非晶質合金材料の板は工程1及び2において形成され、その後ブランクが、工程3において、最終の形状にするため及び鋭利化するために、1.0mm以上の厚みのバルク状の非晶質合金の板から切断される。
【0040】
比較的簡単な単一ブレードのナイフ状の切削工具が図1に示されるが、これは、バルク状の非晶質金属及び複合材料で作られた構造物を形成するための正味形成工程を利用することは、改良された機械的性質を備える切削工具をさらに洗練且つ進歩させた設計を達成できると理解すべきである。
【0041】
例えば、一つの実施態様においては、本発明は、切削工具の厚み及び境界が鋸歯状を成すために変化する切削工具に向けられる。この鋸歯状は、切刃に対して平行な軸を備える研削ホィールのようないずれかの適切な技法によって形成することができる。このような工程においては、研削ホィールが切刃に沿って金属の表面を切り込む。これが、切刃にギザギザを付け加え、切削工具が鋸歯形状を備えるように形成される突出歯を示す。この方法は、鋸歯形状を1工程で形成する利点を備える。ギザギザの歯を備える切削工具は、種々の切削形態において特に有効である。さらに、このような切削工具の切削能力は、切刃が切刃の摩耗及び幾分鈍くなった後でさえも効果的に切断することができるので、切刃の鋭さに直接依存しない。
【0042】
具体的な実施態様をここに開示するが、当業者は、特許請求の範囲内で文字どおりまたは同等の理論を基に、代わりの非晶質合金の切削工具及びこの非晶質合金の切削工具を製造するための方法を設計することができることが予期される。
【技術分野】
【0001】
本発明は、バルク状に凝固する非晶質合金から構成された切削工具に関し、特に具体的には、バルク状に凝固する非晶質合金から構成された切削工具のブレードに関する。
【背景技術】
【0002】
効果的に鋭く刃をつけた切削工具を製造するための初期の技術的な課題は、効果的な鋭い刃を形成することそれを製造すること、機械的な負荷及び環境状況に対する鋭い切刃の耐久性、及び鋭い切刃の製造及び維持価格であることであることが長く知られてきた。そのようなものは、好ましくは、このブレード材料が、非常に良好な機械的性質と耐蝕性、及び150オングストロームまで小さくて堅固な曲率半径に研ぐことができる可能性とを備える必要がある。
【0003】
鋭く刃をつけた切削工具が種々の材料から製造されるが、それぞれが著しい欠点を備えている。例えば、炭化物、サファイヤ、およびダイヤモンドのような硬質材料で製造された鋭く刃をつけた切削工具は、鋭くて且つ効果的な切刃を提供するが、さらに、これらの材料から作られたブレードの切刃は、この材料の本質的に低い靭性のために、極端に脆くなる。
【0004】
ステンレスのような従来の金属で作られ鋭く刃がつけられた切削工具は、比較的低い価格で作ることができ、且つ使い捨てできる品種として用いることができる。しかしながら、これらのブレードの切削性能は、さらに高価で高硬質材料のブレードとは一致しない。
【0005】
最近、非晶質合金で作られた切削工具を製造することが示された。非晶質合金は、高硬度、延性、弾性限、及び耐蝕性を備えるブレードを、比較的安い価格で提供できるが、これまでは、これらの材料で製造できるブレードの大きさと種類は、非晶質特性を有する合金を製造するための方法によって限定されていた。例えば、非晶質合金で作られた切削ブレードは米国特許第Re29,989号に開示される。しかしながら、この先行技術に記載される合金は、0.002インチより薄い厚みのストリップに製造する必要があるか、または被膜として従来のブレードの表面に蒸着しなければならない。これらの製造制約が、非晶質合金から作ることができるブレードの種類と、これらの合金の非晶質特性の完全な実現化との双方を限定する。
【0006】
したがって、良好な機械的性質、耐蝕性、及び150オングストロームの小さくて堅固な曲率に鋭くすることができる能力を備える切削ブレードが要求される。
【先行技術文献】
【特許文献】
【0007】
【特許文献1】米国特許第Re29,989号
【0008】
【特許文献2】米国特許第5,288,344号
【0009】
【特許文献3】米国特許第5,369,659号
【0010】
【特許文献4】米国特許第5,618,359号
【0011】
【特許文献5】米国特許第5735,975号
【0012】
【特許文献6】米国特許第6,325,868号
【0013】
【特許文献7】特願平2000−126277号(特開平2001−1303218号)
【非特許文献】
【0014】
【非特許文献1】C.C Hays et. Al, Physical Review Letters, Vol. 84, p 2901, 2000
【発明の概要】
【発明が解決しようとする課題】
【0015】
本発明の主題は、バルク状に凝固する非晶質合金で作られたブレード及びメスのような、改良された鋭く刃がつけられた切削工具である。すなわち、本発明は、向上させた鋭利性と耐久性とが要求される切削ブレードまたは工具を包含する。
【0016】
一つの実施態様においては、切削工具の全部のブレードがバルク状の非晶質合金で作られている。
【0017】
別の実施態様においては、切削工具のブレードの金属切刃だけがバルク状の非晶質合金で作られている。
【0018】
さらに別の実施態様において、切削工具のブレードとボディとの双方がバルク状の非晶質合金で作られている。
【0019】
さらに、別の実施態様においては、切削工具のバルク状に凝固する非晶質合金要素が、何れの塑性変形もなくて2.0%までの歪を発現するために設計される。別のこのような実施態様においては、このバルク状の非晶質合金が、約5GPa以上の硬度値を有する。
【0020】
さらに本発明の別の実施態様において、切削工具のバルク状の非晶質合金は、150オングストロームの小さくて堅固な曲率に鋭くする。
【0021】
さらに本発明の別の実施態様において、バルク状の非晶質合金は、鋳造または成型の双方によって複合した正味の形状に形成される。さらに別の実施態様においては、バルク状の非晶質合金の切削工具は、熱処理または機械加工のようなその後の処理の必要もなく、鋳造及び/または成型することにおいて達成される。
【0022】
本発明のこれらのまたは別の特徴及び利点は、添付する図面を考慮した次の詳細な説明を参照することによってよく理解することができる。
【課題を解決するための手段】
【0023】
本発明によれば、鋭く研いだ切刃を有するブレード部とボディ部とを含む切削工具であって、
前記ブレード部と前記ボディ部のうちの少なくとも一方が、下記の分子式:
(Zr,Ti)a(Ni,Cu,Fe)b(Be,Al,Si,B)c(Nb,Cr,V,Co)dで表される組成を有するバルク状の非晶質合金から作られており、
原子%で、aは30〜75、bは5〜60、cは0〜50、dは0〜20であり、
前記バルク状の非晶質合金は、弾性限が1.2%以上であり、少なくとも一部の厚みが0.5mm以上である切削工具が提供される。
【図面の簡単な説明】
【0024】
【図1】図1は、本発明の切削ブレードの側面図であり部分的に断面を示す。
【図2】図2は、図1に示す切削工具を作るための行程フローチャートを示す。
【発明を実施するための形態】
【0025】
本発明は切削工具を意図し、この工具の少なくとも一部はバルク状の非晶質合金材料で形成され、ここにおいては非晶質合金の切削工具として参照する。
【0026】
本発明の切削工具の側面図を図1に示す。一般的に、いずれの切削工具10も、ボディ20とブレード30を備える。このような切削工具においては、ブレード30は、終端部をなす切刃40までテーパを形成する切削工具の一部として定義され、一方切削工具のボディ20は、切削工具の駆動力から付加される荷重をブレードの切刃40に伝達する構造物として定義される。さらに、図1に示すように、切削工具は任意にハンドルまたは握り50を備えることができ、これらは切削工具使用者と切削工具との適切な境界として役立つ。このような場合、ハンドルが取り付けられるボディ20の部分は、握り60と呼ぶ。本発明の切削工具は、切削工具のボディとブレードの少なくとも1つ、または双方の少なくとも一部を組み立てる材料が、バルク状の非晶質合金組成物を基にする。適切なバルク状の非晶質合金組成物の例は以下に検討する。
【0027】
何れのバルク状の非晶質合金を本発明に使用することができるが、一般的に、バルク状に凝固する非晶質合金は、500K/secまたはそれ以下の遅い冷却速度で冷却することができ、且つ実質的にそれらの非晶質原子構造を残留することができる非晶質合金の系列を引用する。このようなバルク状の非晶質合金は、1.0mm以上の厚みを製造することができ、典型的には0.020mmの鋳造厚みを有し、105K/sec以上の冷却速度を必要とする慣用の非晶質合金より実質的に厚い。適切な非晶質合金の典型的な実施態様は、米国特許第5,288,344号、第5,369,659号、第5,618,359号及び第5735,975号に開示され、これらを参照することによって本発明に全てが組み込まれる。
【0028】
適切なバルク状に凝固する非晶質合金の一つの典型的な系列は、次の分子式、(Zr、Ti)a(Ni、Cu、Fe)b(Be、Al、Si、B)cによって記載され、原子%で表して、aは約30〜75の範囲であり、bは約5〜60の範囲であり、且つcは約0〜50の範囲にある。上記式はバルク状非晶質合金の全てのクラスを包含するものでないと理解すべきである。上記式はバルク状の非晶質合金の全てのクラスを包含するものでないと理解すべきである。例えば、このようなバルク状の非晶質合金は、別の遷移金属をかなりの濃度含むことができ、Nb、Cr、V、Coのような遷移金属を約20原子%までも含むことができる。一つの典型的なバルク状の非晶質合金系列は、分子式、(Zr、Ti)a(Ni、Cu)b(Be)cによって記載され、原子%で表して、aは約40〜75の範囲であり、bは約5〜50の範囲であり、且つcは約5〜50の範囲にある。一つの典型的な非晶質合金の組成物は、Zr41Ti14Ni10Cu12.5Be22.5である。
【0029】
具体的なバルク状に凝固する非晶質合金を上述するとはいえ、いずれの適切なバルク状の非晶質合金も、永久変形または破損せずに1.5%まで以上の歪を発現することができ、及び/または約10ksi√インチ以上さらに具体的には約20ksi√インチ以上の高い破壊靭性を有し、及び/または約4GPa以上さらに具体的には約5.5GPa以上の高い硬度値を有するものを使用することができる。慣用の材料との比較では、現状のチタン合金を超える約2GPa及びそれ以上の降伏強度値を有する。その上、本発明のバルク状非晶質合金は4.5〜6.5g/ccの範囲の密度を有し、それらは重量比にたいして高強度を与える。さらに望ましい機械的性質に対しては、バルク状に凝固する非晶質合金は、非常に優れた耐食性を示す。
【0030】
バルク状に凝固する非晶質合金の別の組は、鉄系金属(Fe、Ni、Co)を基本とする組成である。このような組成の例は、米国特許第6,325,868号(A. Inoue et. al., Appl. Phys. Lett., Volume 71, p 464 (1997))、(Shen et. al,. Mater. trans., JIM, Volume 42, p 2136 (2001))、及び特願平2000−126277号(特開平2001−1303218号)に開示され、これらをここに参照することによって組み込まれる。このような合金の一つの典型的な組成は、Fe72Al5Ga2P11C6B4である。このような合金の別の典型的な組成は、Fe72Al7Zr10Mo5W2B15である。これらの合金組成は、Zr−基合金系ほど加工処理できるものでないとはいえ、これらの材料は、最近の開示に役立つために充分な量は、さらに0.5mm以上の厚みに加工処理することができる。さらに、これらの材料の密度は、また一般的にさらに高くて、6.5g/cc〜8.5g/ccであるとはいえ、この材料の硬さはまた高くて、7.5GPa〜12GPa以上であり、それらを特に活性にする。同様に、これらの材料は、1.2%より高い弾性ひずみの限定と、2.5GPa〜4GPaの非常に大きな降伏強度を備える。
【0031】
一般的に、バルク状非晶質合金内の結晶質析出物は、これらの機械的性質に非常に有害であり、特に靭性と強度に対してであり、一般的に好ましくは最小体積分率を可能にする。しかしながら、延性のある金属結晶相が、バルク状非晶質合金の加工処理の際に、その場析出する場合がある。これらの延性のある析出物は、バルク状非晶質合金の性質、特に靭性と延性にたいして有益である。したがって、このような有益な析出物を含むバルク状非晶質合金も本発明に包含される。一つの好ましい例が、C.C Hays et. Al, Physical Review Letters, Vol. 84, p 2901, 2000に開示され、これらをここに参照することによって組み込まれる。
【0032】
本発明の一つの実施態様において、切削工具の少なくとも一つのブレード30が上述したバルク状の非晶質合金材料の一つから作られている。このような実施態様においては、何れの大きさと形態のナイフブレードが製造できるとはいえ、切削工具の鋭い切刃40は、高実績の作業には可能な限り小さい曲率半径を備える。基準として、ダイヤモンドのメスブレードは、150オングストローム未満の曲率半径の刃を製造することができる。しかしながら、慣用の材料は、このような小さな半径に切刃を鋭くする行程の際に、幾つかの障害をもたらす。このようなステンレス鋼のような慣用の材料は多結晶原子構造を有し、これは種々の方位には移行する小さな結晶粒を含む。これらの結晶構造の非等方的性質のために、材料中の異なる結晶が鋭利化作業に対して種々の応答をし、このような材料からの鋭利化、及び非常に効果的な鋭い切刃の製造は、最終製品の価格上昇を招く著しい付加的な処理を含むかまたは必要とする。バルク状に凝固する非晶質合金は結晶構造をもたないために、この合金は、ラッピング、化学的及び高エネルギ法のような従来の鋭利化作業に対してさらに均一に応答する。したがって、一つの実施態様において、本発明は、バルク状の非晶質合金から作られたブレードを有する切削工具に向けられ、ブレード30の切刃30は約150オングストロームまたはそれ以下の曲率半径を有する。
【0033】
これらの切削工具の切刃40の小さな曲率半径によって、この切刃が低い剛性を有し、したがって、作業中に大きなレベルの歪を被る。例えば、ステンレス鋼のような慣用の材料で作られた切刃は、塑性変形によってのみ大きな歪を発現するので、したがって、それらの鋭利性と平坦性を失うことになる。実際に、慣用の金属は、0.6%またはそれ以下の歪で塑性的に変形することを開始する。一方、ダイヤモンドのような硬質材料から作られた切刃は、塑性的に変形しないで、代わりに、本質的に低い破壊靭性値によって欠け落ち、この破壊靭性地は、1ksi√インチまたはそれ以下であり、それらの0.6%を越える歪を発現するそれらの能力を限定する。反対に、それらの独特な原子構造の非晶質合金は、高硬度と高破壊靭性値との有利な組合せを有するために、バルク状に凝固する非晶質合金から作られた切削ブレードは、塑性変形または欠け落ちをすることなく2.0%までの歪を容易に発現することができる。さらに、バルク状の非晶質合金は、鋭い切刃の切削工具に特に有益となる薄い厚み(1.0mm未満)でより高い破壊靭性値を有する。したがって、一つの実施態様においては、本発明は1.2%より大きな歪を発現することが可能な切削工具ブレードに向けられる。
【0034】
上述の検討が、切削工具のブレード部分に本発明のバルク状の非晶質合金を使用することに焦点が合わされるが、このバルク状の非晶質合金は、図1に示すようなナイフまたはメス10のボディ20のような支持部分として用いることもできることを理解する必要がある。このような構造は、鋭い切刃がボディ支持部(実質的に低い硬度によってより高い靭性を与える)の顕微鏡組織より異なる顕微鏡組織(より高い硬度のため)を有する切削工具においては、鋭い切刃が切れなり、及び/または数回研ぎなおされために、ブレード材料は消耗され且つ切削工具は廃棄される。さらに、ボディとブレードの双方に単一の材料を使用することは、電解作用による種々の材料の悩ましい腐食の可能性を減少する。最後に、切削工具のボディとブレードは一体であるので、ブレードをボディに接合する付加的な構造物が必要でないので、ブレードへのより堅固で精確な力の伝達、すなわち使用者のより堅固で精確な感覚があるようになる。したがって、一つの実施態様においては、本発明は切削工具に向けられ、ブレードと支持ボディとの双方がバルク状の非晶質合金材料で作られている。
【0035】
さらに、ハンドルが切削工具のボディに形成される場合、プラスチック、木材等のようなハンドルグリップ50として役立つために、他の材料が切削工具のボディに取り付けられるが、ハンドル及びボディはバルク状の非晶質合金から作られた一体として構成することができる。さらにその上に、図1に示す切削工具の実施態様は、ブレード30に向き合うボディの端部で長いシャンク60に添付されたハンドル50を備える従来の長いナイフボディ20を示すが、いずれのボディ形態にすることができるが、同様にハンドルは、使用者から加えられる力がボディのハンドルを介して切削工具のブレードと切刃に伝達するように、切削工具のボディの何れのところに配置することができる。
【0036】
バルク状の非晶質合金で作られた切削工具を上述するが、この切削工具の鋭い切刃は、ダイヤモンド、TiN、SiCのような0.005mmまでの厚みを有する高硬度材料の被膜を被覆することによって、より大きな硬度と、より長い耐久性とを備えて作ることができる。バルク状に凝固する非晶質合金は、ダイヤモンド、SiC等のような高硬度材料の薄いフィルムと同様の弾性限を有するために、非晶質合金は性質が一致して、且つ硬化した被膜の剥離を防止できるように、これらの薄い被膜に対して非常に有効な支持を与える。したがって、一つの実施態様において、本発明は切削工具を意図し、このバルク状の非晶質合金のブレードは、さらに超硬硬度被膜(ダイヤモンドまたはSiCのような)を、摩耗性能を改良するために含む。
【0037】
仕上げを行なった切削工具を上記で検討をしたが、この切削工具の美的感覚と色彩を改良するために、さらに処理することができる。例えば、切削工具には、陽極酸化(金属の電気化学的酸化)のような、いずれかの適切な電気化学的処理を施してもよい。陽極の被膜は2次的な注入(すなわち、有機的及び無機的な着色、潤滑剤)も可能であるので、追加の美的感覚またな機能的な処理を陽極酸化した切削工具に実施することができる。いずれの適切な慣用の陽極酸化する処理を利用しても良い。
【0038】
本発明は、バルク状の非晶質合金から切削工具を製造する方法にも向けられる。図3は本発明の非晶質合金製品を形成する工程のフローチャートを示し、この工程は、原材料の準備(工程1):成形する行程の場合には、この原材料は非晶質形状の固体部片であり、一方、鋳造工程の場合には、この原材料は溶融温度以上の溶融液体合金であり、その後、原材料を溶融温度以上から、冷却する間に所望の形状に鋳造する(工程2a)、または原材料を非晶質遷移温度以上の温度に過熱して、合金を所望の形状に成形する(工程2b)。恒久的成型鋳造、ダイカスト、または平面流れ鋳造のような連続工程等のいずれかの適切な鋳造工程を本発明に使用することができる。このダイカスト行程の一つは、米国特許第5,711,363号に開示され、これを引用することによってここに組み込まれる。同様に、ブロー成形法(原材料部分を締め付けして、締め付けしていない領域の差長面に圧力差を付与すること)、ダイ形成法(原材料をダイの空隙へと押し込む)、及び複製ダイから面特徴の複製などの種々の成型作業を利用することができる。米国特許第6,027,586号、第5,950,704号、第5,896,642号、第5,324,368号、第5,306,463号(これらの各々は引用することによってここに組み込まれる)は、それらの非晶質遷移特性を活用することによって非晶質合金の成形製品を形成する方法を開示する。その後の処理工程が、本発明の非晶質合金製品を仕上げることに使用することができるとはいえ(工程3)、バルク状の非晶質合金及び複合材料の機械的性質が、熱処理または機械加工のようなその後の工程を必要としない鋳造のまま及び/または成形ままで、達成することができる。さらに、一つの実施態様において、バルク状の非晶質合金及びそれらの複合材料が、二つの工程手順によって、集合体で正味の形に形成される。この実施態様においては、鋳造及び成形された精確で正味の形が保存される。
【0039】
最後に、切削工具のブレードは、初期切刃を形成するために粗い機械加工がなされ、仕上げた鋭い切刃は、従来のラッピング、化学的且つ高エネルギ法(工程4)の一つまたは複数の組合せによって作られている。代わりに、切削工具(ナイフ及びメスのような)は、バルク状の非晶質合金ブランクから作ることができる。このような方法においては、非晶質合金材料の板は工程1及び2において形成され、その後ブランクが、工程3において、最終の形状にするため及び鋭利化するために、1.0mm以上の厚みのバルク状の非晶質合金の板から切断される。
【0040】
比較的簡単な単一ブレードのナイフ状の切削工具が図1に示されるが、これは、バルク状の非晶質金属及び複合材料で作られた構造物を形成するための正味形成工程を利用することは、改良された機械的性質を備える切削工具をさらに洗練且つ進歩させた設計を達成できると理解すべきである。
【0041】
例えば、一つの実施態様においては、本発明は、切削工具の厚み及び境界が鋸歯状を成すために変化する切削工具に向けられる。この鋸歯状は、切刃に対して平行な軸を備える研削ホィールのようないずれかの適切な技法によって形成することができる。このような工程においては、研削ホィールが切刃に沿って金属の表面を切り込む。これが、切刃にギザギザを付け加え、切削工具が鋸歯形状を備えるように形成される突出歯を示す。この方法は、鋸歯形状を1工程で形成する利点を備える。ギザギザの歯を備える切削工具は、種々の切削形態において特に有効である。さらに、このような切削工具の切削能力は、切刃が切刃の摩耗及び幾分鈍くなった後でさえも効果的に切断することができるので、切刃の鋭さに直接依存しない。
【0042】
具体的な実施態様をここに開示するが、当業者は、特許請求の範囲内で文字どおりまたは同等の理論を基に、代わりの非晶質合金の切削工具及びこの非晶質合金の切削工具を製造するための方法を設計することができることが予期される。
【特許請求の範囲】
【請求項1】
鋭く研いだ切刃を有するブレード部とボディ部とを含む切削工具であって、
前記ブレード部と前記ボディ部のうちの少なくとも一方が、下記の分子式:
(Zr,Ti)a(Ni,Cu,Fe)b(Be,Al,Si,B)c(Nb,Cr,V,Co)d
で表される組成を有するバルク状の非晶質合金から作られており、
原子%で、aは30〜75、bは5〜60、cは0〜50、dは0〜20であり、
前記バルク状の非晶質合金は、弾性限が1.2%以上であり、少なくとも一部の厚みが0.5mm以上である切削工具。
【請求項2】
前記バルク状の非晶質合金が下記の分子式:
(Zr,Ti)a(Ni,Cu)b(Be)c
で表わされ、
原子%で、aは40〜75、bは5〜50、cは5〜50である請求項1記載の切削工具。
【請求項3】
前記バルク状の非晶質合金が分子式Zr41Ti14Ni10Cu12.5Be22.5で表わされる請求項1記載の切削工具。
【請求項4】
前記バルク状の非晶質合金は、Fe72Al5Ga2P11C6B4及びFe72Al
7Zr10Mo5W2B15からなる群から選択された分子式で表わされる請求項1記載の切削工具。
【請求項5】
前記バルク状の非晶質合金から作られた前記少なくとも一部は、弾性限が2.0%以上である請求項1記載の切削工具。
【請求項6】
前記バルク状の非晶質合金が、延性金属結晶質相の析出物を含む請求項1記載の切削工具。
【請求項7】
前記ボディ部にハンドルが取り付けられている請求項1記載の切削工具。
【請求項8】
すくなくとも前記ブレード部が前記バルク状の非晶質合金から作られている請求項1記載の切削工具。
【請求項9】
前記鋭く研いだ切刃は、前記バルク状の非晶質合金から作られており、かつ、曲率半径が150オングストローム以下である請求項1記載の切削工具。
【請求項10】
前記ブレード部が、SiC、ダイヤモンドおよびTiNからなる群から選択された高硬度材料で被覆されている請求項1記載の方法。
【請求項11】
陽極酸化されている請求項1記載の切削工具。
【請求項1】
鋭く研いだ切刃を有するブレード部とボディ部とを含む切削工具であって、
前記ブレード部と前記ボディ部のうちの少なくとも一方が、下記の分子式:
(Zr,Ti)a(Ni,Cu,Fe)b(Be,Al,Si,B)c(Nb,Cr,V,Co)d
で表される組成を有するバルク状の非晶質合金から作られており、
原子%で、aは30〜75、bは5〜60、cは0〜50、dは0〜20であり、
前記バルク状の非晶質合金は、弾性限が1.2%以上であり、少なくとも一部の厚みが0.5mm以上である切削工具。
【請求項2】
前記バルク状の非晶質合金が下記の分子式:
(Zr,Ti)a(Ni,Cu)b(Be)c
で表わされ、
原子%で、aは40〜75、bは5〜50、cは5〜50である請求項1記載の切削工具。
【請求項3】
前記バルク状の非晶質合金が分子式Zr41Ti14Ni10Cu12.5Be22.5で表わされる請求項1記載の切削工具。
【請求項4】
前記バルク状の非晶質合金は、Fe72Al5Ga2P11C6B4及びFe72Al
7Zr10Mo5W2B15からなる群から選択された分子式で表わされる請求項1記載の切削工具。
【請求項5】
前記バルク状の非晶質合金から作られた前記少なくとも一部は、弾性限が2.0%以上である請求項1記載の切削工具。
【請求項6】
前記バルク状の非晶質合金が、延性金属結晶質相の析出物を含む請求項1記載の切削工具。
【請求項7】
前記ボディ部にハンドルが取り付けられている請求項1記載の切削工具。
【請求項8】
すくなくとも前記ブレード部が前記バルク状の非晶質合金から作られている請求項1記載の切削工具。
【請求項9】
前記鋭く研いだ切刃は、前記バルク状の非晶質合金から作られており、かつ、曲率半径が150オングストローム以下である請求項1記載の切削工具。
【請求項10】
前記ブレード部が、SiC、ダイヤモンドおよびTiNからなる群から選択された高硬度材料で被覆されている請求項1記載の方法。
【請求項11】
陽極酸化されている請求項1記載の切削工具。
【図1】


【図2】
【図2】
【公開番号】特開2012−166033(P2012−166033A)
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願番号】特願2012−47265(P2012−47265)
【出願日】平成24年3月2日(2012.3.2)
【分割の表示】特願2009−49448(P2009−49448)の分割
【原出願日】平成14年3月7日(2002.3.7)
【出願人】(503326823)リキッドメタル テクノロジーズ,インコーポレイティド (7)
【Fターム(参考)】
【公開日】平成24年9月6日(2012.9.6)
【国際特許分類】
【出願日】平成24年3月2日(2012.3.2)
【分割の表示】特願2009−49448(P2009−49448)の分割
【原出願日】平成14年3月7日(2002.3.7)
【出願人】(503326823)リキッドメタル テクノロジーズ,インコーポレイティド (7)
【Fターム(参考)】
[ Back to top ]