
鋳出しマーク付鋳鉄管およびその製造方法
【課題】鋳出しマーク付鋳鉄管に、個別のマークを容易に鋳出すことができるようにすることである。
【解決手段】鋳鉄管の受口の端面にマークを鋳出すための中子11のフランジ面12aの凹の鏡像マークを、中子11の造形後に、フランジ面12aに逐次彫り込みを入れるマーカ24を有するマーキング装置20によって付与することにより、鋳出しマーク付鋳鉄管に、個別のマークを容易に鋳出すことができるようにした。
【解決手段】鋳鉄管の受口の端面にマークを鋳出すための中子11のフランジ面12aの凹の鏡像マークを、中子11の造形後に、フランジ面12aに逐次彫り込みを入れるマーカ24を有するマーキング装置20によって付与することにより、鋳出しマーク付鋳鉄管に、個別のマークを容易に鋳出すことができるようにした。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、受口の端面に鋳出しマークを有する鋳出しマーク付鋳鉄管とその製造方法に関する。
【背景技術】
【0002】
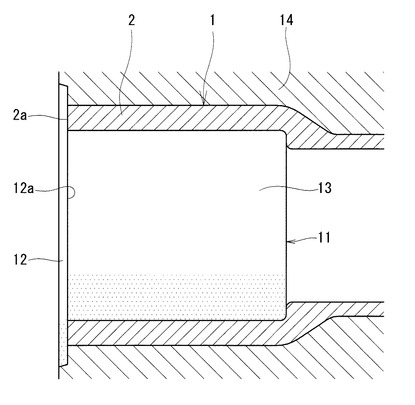
鋳鉄管を遠心鋳造する際には、図5に示すように、鋳型14の開口部にフランジ12を有する中子11を装着し、鋳型14を軸心回りに回転させながら溶湯を注湯して、鋳型14の内周面と中子11の外周面との間に、鋳鉄管1の受口2を形成している。このとき、形成される受口2の端面2aに当接される中子11のフランジ面12aには、製品の規格等を表す文字(数字を含む)や図形等からなる凸のマークを受口2の端面2aに鋳出すために、マークの鏡像となる凹の鏡像マークが付与されることが多い。
【0003】
従来、このような鋳鉄管を遠心鋳造する中子のフランジ面に鏡像マークを付与する際には、砂型の中子を造形する型のフランジを形成する部位を、鏡像マークを形成するための凸の元祖マークを設けたマークプレートとして分割形成するか、中子を造形する型のフランジを形成する部位に、凸の元祖マークを設けたマークプレートを挿入するかして、中子の造形時に鏡像マークを付与する方法が採用されている(例えば、特許文献1参照)。
【0004】
前記鋳鉄管の遠心鋳造には、溶湯を注湯する鋳型を砂型として、その外周から空冷する空冷式砂型遠心鋳造と、鋳型を金型として、その外周から水冷する水冷式金型遠心鋳造とがあり、水冷式金型遠心鋳造では、鋳型の段取り時間も含めて1分程度の短いサイクル時間で遠心鋳造が行われることがある。また、砂型の中子は、いずれの遠心鋳造でも鋳造サイクル毎に新たなものが段取りされる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−10890号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、製造された鋳鉄管の製造履歴をトレースできるように、製造月日や製造番号等を表す個別のマークを鋳鉄管に鋳出すことが要求されている。特許文献1に記載された、マークプレートを用いて中子の造形時に鏡像マークを付与する従来の中子のフランジ面への鏡像マークの付与方法は、多数の中子に同じ鏡像マークを付与して、各鋳鉄管に同じマークを鋳出す場合には好適であるが、近年要求されているように、鋳鉄管に個別のマークを鋳出す場合には、対応が困難な問題がある。
【0007】
そこで、本発明の課題は、鋳出しマーク付鋳鉄管に、個別のマークを容易に鋳出すことができるようにすることである。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、本発明は、回転する鋳型内に溶湯を注湯する遠心鋳造で製造され、中子のフランジ面に付与された凹の鏡像マークによって、受口の端面に凸のマークが鋳出される鋳出しマーク付鋳鉄管の製造方法において、前記中子のフランジ面の凹の鏡像マークを、前記中子の造形後に、フランジ面に彫り込みを入れて付与する方法を採用した。
【0009】
すなわち、受口の端面にマークを鋳出すための中子のフランジ面の凹の鏡像マークを、中子の造形後に、フランジ面に彫り込みを入れて付与することにより、鋳出しマーク付鋳鉄管に、個別のマークを容易に鋳出すことができるようにした。
【0010】
前記遠心鋳造は、前記鋳型を金型として、その外周から水冷する水冷式金型遠心鋳造とすることができる。
【0011】
前記マークは、前記遠心鋳造の1サイクル毎に連続した異なる製造番号を含むものとすることができる。
【0012】
前記鏡像マークを、前記フランジ面に逐次彫り込みを入れるマーカを有するマーキング装置によって付与することにより、鏡像マークをフランジ面に迅速に付与することができ、鋳造のサイクル時間が短い水冷式金型遠心鋳造であっても、短い段取り時間に間に合わせることができる。なお、フランジ面に逐次彫り込みを入れるマーカとしては、マーキング端子をエア圧で突き出すもの、レーザビームを照射するもの、エンドミルで切削するもの等を挙げることができる。
【0013】
前記マーキング装置を、前記鋳鉄管のマークの形態を指示するマーキング情報に基づいて、前記中子のフランジ面に逐次彫り込みを入れるマーカの作動を数値制御するものとすることにより、迅速かつ正確に、個別のマークの鏡像マークをフランジ面に付与することができる。
【0014】
前記マーキング装置は、前記鋳鉄管を遠心鋳造する作業場に配置するとよい。通常、中子の造形と鋳造作業は別の場所で行っているが、マーキング装置を遠心鋳造の作業場に配置することにより、中子の段取りを迅速に行うことができるとともに、中子の造形から遠心鋳造までのいずれかの工程で中子に不良が発生したり、鋳造に用いられる順番が入れ替わったりしたときでも、遠心鋳造される各鋳鉄管に製造番号を含む個別のマークを誤りなく鋳出すことができる。
【0015】
前記マーキング装置のマーカを、マーキング装置の本体の下側から前記中子側の前方へ水平に延び、水平面内で前後左右に駆動されるアームの先端に、前記本体の前方へ突出させて設けることにより、マーキング装置のマーカ以外の部位が中子と干渉しないようにし、砂型で形成される中子の損傷による重大な鋳造不良を防止することができる。
【0016】
前記マーキング装置のマーカを、エア圧でマーキング端子を下方へ突き出して、前記中子のフランジ面に逐次彫り込みを入れるものとすることにより、マーキング装置をコンパクトなものとすることができる。
【0017】
前記マーカのマーキング端子を、前記中子のフランジ面に対して、中子側の前方へ斜めに突き出すことにより、マーキング端子の支持筒が中子の胴部と干渉しないように、中子の胴部と近接するフランジ面の内周部まで鏡像マークを付与することができ、鏡像マークの付与位置の自由度を大きくすることができる。
【0018】
また、本発明は、遠心鋳造で製造され、中子のフランジ面に付与された凹の鏡像マークによって、受口の端面に凸のマークが鋳出される鋳出しマーク付鋳鉄管において、上述したいずれかの製造方法で製造したものとする構成を採用した。
【発明の効果】
【0019】
本発明に係る鋳出しマーク付鋳鉄管の製造方法は、受口の端面にマークを鋳出すための中子のフランジ面の凹の鏡像マークを、中子の造形後に、フランジ面に彫り込みを入れて付与するようにしたので、鋳出しマーク付鋳鉄管に、個別のマークを容易に鋳出すことができる。
【0020】
また、本発明に係る鋳出しマーク付鋳鉄管は、上述したいずれかの製造方法で製造したので、個別のマークを容易に鋳出すことができる。
【図面の簡単な説明】
【0021】
【図1】本発明に係る鋳出しマーク付鋳鉄管の遠心鋳造に用いられる中子に鏡像マークを付与するマーキング装置を示す側面図
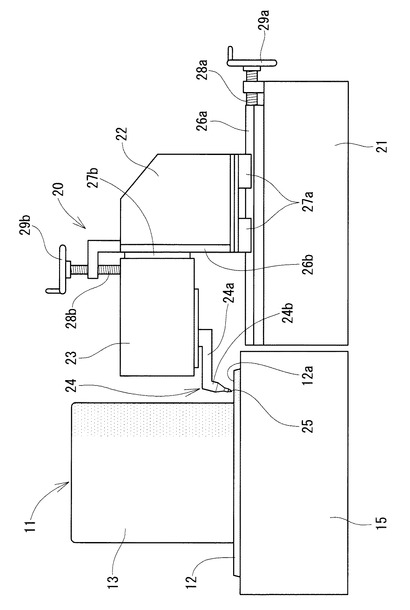
【図2】図1の平面図
【図3】図1のマーカのマーキング端子を拡大して示す切欠き斜視図
【図4】(a)は図1のマーキング装置で中子のフランジ面に付与した鏡像マークを示す平面図、(b)は(a)の鏡像マークで鋳鉄管の受口の端面に鋳出されたマークを示す平面図
【図5】鋳鉄管を遠心鋳造する状態を示す一部省略縦断面図
【発明を実施するための形態】
【0022】
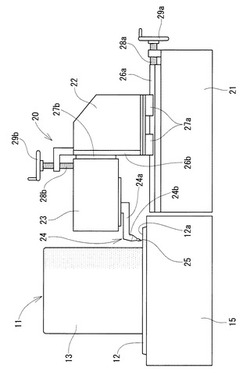
以下、図面に基づき、本発明の実施形態を説明する。図1および図2は、本発明に係る鋳出しマーク付鋳鉄管の遠心鋳造に用いられる中子11のフランジ12の胴部13側を向くフランジ面12aに、後述する鋳鉄管1の受口2の端面2aに凸のマークMを鋳出すための凹の鏡像マークKを付与するマーキング装置20を示す。図示は省略するが、このマーキング装置20は、鋳鉄管1を遠心鋳造する作業場に配置され、胴部13を縦向きにして置き台15に載せられた中子11の上向きのフランジ面12aに逐次彫り込みを入れるように、鏡像マークKを付与する。なお、中子11は、遠心鋳造の作業場とは別の場所で造形されるとともに、鋳造時の強度の確保と、鋳造される鋳鉄管1の砂噛み防止のための塗型剤を表面に塗布されて、遠心鋳造に用いられる。
【0023】
前記マーキング装置20は、基台21上で前後方向に進退するフレーム22に、上下方向に昇降する本体23を取り付け、本体23の下側から中子11側の前方へ水平に延びるアーム24aの先端に、本体23よりも少し前方へ突出するように設けたマーカ24の支持筒24bに、後述するフランジ面12aに彫り込みを入れるマーキング端子25を支持して、本体23に内蔵されたコントローラと2次元の直線駆動装置(図示省略)によって、マーカ24のアーム24aを水平面内で前後左右に駆動するものである。
【0024】
前記フレーム22は、基台21に設けられた一対の水平なガイドレール26aにガイド部材27aで案内されるとともに、水平なねじ軸28aにナット(図示省略)で螺合されており、ねじ軸28aをハンドル29aで回転させることにより、前方の中子11に対する本体23の前後方向の位置決めがされる。また、本体23は、フレーム22に設けられた垂直なガイドレール26bにガイド部材27bで案内されるとともに、垂直なねじ軸28bにナット(図示省略)で螺合され、ねじ軸28bをハンドル29bで回転させることにより、下方のフランジ面12aに対する上下方向の位置決めをされる。
【0025】
このように、中子11のフランジ面12aに対する本体23の前後方向と上下方向の位置決めをしたのち、本体23に内蔵されたコントローラにコンピュータ(図示省略)から入力される鋳鉄管1のマークMの形態を指示するマーキング情報に基づいて、マーカ24のアーム24aが2次元の直線駆動装置でフランジ面12aに前後左右方向に駆動されるとともに、後述するように、マーキング端子25がエア圧で下方へ突き出され、中子11のフランジ面12aに所定の個別の鏡像マークKが付与される。
【0026】
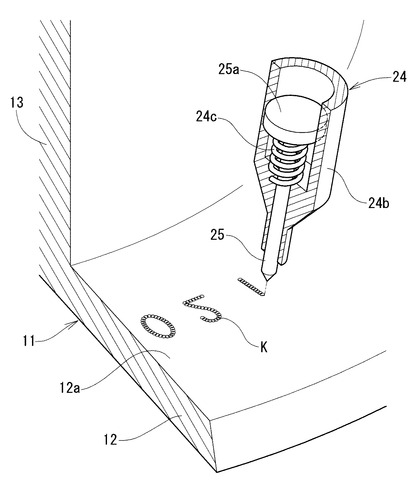
図1および図3に示すように、前記マーカ24のマーキング端子25は、中子11の胴部13と近接するフランジ面12aの内周部に鏡像マークKを付与するときに、支持筒24bが胴部13と干渉しないように、下方のフランジ面12aに対して斜め前方へ突き出すようになっている。したがって、マーキング位置が中子11の胴部13に近いフランジ面12aの内周部であっても、マーキング端子25以外の部分が砂型とされた中子11に接触することはなく、安全に鏡像マークKを付与することができる。
【0027】
図3に拡大して示すように、前記マーカ24の支持筒24bに支持されたマーキング端子25は、支持筒24bの内径面に摺接する頭部25aを設けられるとともに、頭部25aの下側にコイルばね24cを装着されており、頭部25aにエア圧が負荷されたときに、支持筒24bの下端に達して、尖った先端が下方へ突き出し、支持筒24b内のエアが流出してエア圧が下がると元に戻る。マーキング端子25は200〜300回/秒程度の高サイクルで下方への突き出しを繰り返し、フランジ面12aには、マーキング端子25の各突き出しによるドット状の彫り込みを連ねた鏡像マークKが付与される。
【0028】
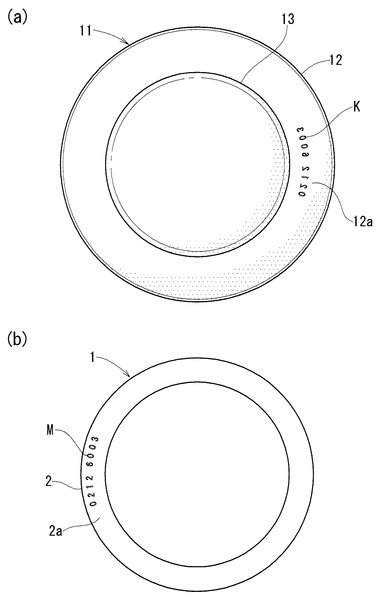
図4(a)は、前記マーキング装置20によって中子11のフランジ面12aに付与された凹の鏡像マークKの例を示す。この鏡像マークKは、数字を反転した鏡像文字とされ、フランジ面12aの内周部に、8つの鏡像文字が円弧に沿って配列されている。
【0029】
図5は、上述した鏡像マークKをフランジ面12aに付与した中子11を、水冷式金型遠心鋳造の金型とされた鋳型14の開口部に装着し、軸心回りに回転する鋳型14内に溶湯を注湯して遠心鋳造して、鋳型14の内周面と中子11の外周面との間に、鋳鉄管1の受口2を形成する状態を示す。図示は省略するが、鋳型14は外周から水冷されるようになっている。形成される受口2の端面2aには、鏡像マークKを付与された中子11のフランジ面12aが当接され、受口2の端面2aにマークMが鋳出される。
【0030】
図4(b)は、前記鏡像マークKによって鋳鉄管1の受口2の端面2aに鋳出された凸のマークMの例を示す。このマークMは、鋳鉄管1の製造月日と製造番号を表す4桁ずつの数字で形成されている。この製造番号を含むマークMを各鋳鉄管1に鋳出すとき、前記マーキング情報をコントローラに出力するコンピュータには、手入力または上位コンピュータからの入力によって、最初に鋳造される鋳鉄管1の製造番号が入力され、入力された製造番号をコントローラに出力する。こののち、各中子11への鏡像マークKの付与が完了する毎に、コントローラからコンピュータに付与完了信号が発信され、コンピュータは、この付与完了信号を受信する毎に、製造番号を1ずつ増加させて、順次鋳造される鋳鉄管1の製造番号をコントローラに出力するようになっている。なお、コンピュータは日付認識機能を有しており、日付が変わったときに製造月日を変更するとともに、前日の最後の製造番号をクリアする。
【0031】
上述した実施形態では、中子のフランジ面に鏡像マークを付与するマーキング装置を、エア圧でマーキング端子を突き出すものとしたが、このマーキング装置は、レーザビームを照射するものやエンドミルで切削するもの等とすることもできる。
【0032】
また、上述した実施形態では、鋳出しマーク付鋳鉄管を水冷式金型遠心鋳造で製造するようにしたが、本発明に係る鋳出しマーク付鋳鉄管は空冷式砂型遠心鋳造で製造することもできる。
【符号の説明】
【0033】
M マーク
K 鏡像マーク
1 鋳鉄管
2 受口
2a 端面
11 中子
12 フランジ
12a フランジ面
13 胴部
14 鋳型
15 置き台
20 マーキング装置
21 基台
22 フレーム
23 本体
24 マーカ
24a アーム
24b 支持筒
24c コイルばね
25 マーキング端子
25a 頭部
26a、26b ガイドレール
27a、27b ガイド部材
28a、28b ねじ軸
29a、29b ハンドル
【技術分野】
【0001】
本発明は、受口の端面に鋳出しマークを有する鋳出しマーク付鋳鉄管とその製造方法に関する。
【背景技術】
【0002】
鋳鉄管を遠心鋳造する際には、図5に示すように、鋳型14の開口部にフランジ12を有する中子11を装着し、鋳型14を軸心回りに回転させながら溶湯を注湯して、鋳型14の内周面と中子11の外周面との間に、鋳鉄管1の受口2を形成している。このとき、形成される受口2の端面2aに当接される中子11のフランジ面12aには、製品の規格等を表す文字(数字を含む)や図形等からなる凸のマークを受口2の端面2aに鋳出すために、マークの鏡像となる凹の鏡像マークが付与されることが多い。
【0003】
従来、このような鋳鉄管を遠心鋳造する中子のフランジ面に鏡像マークを付与する際には、砂型の中子を造形する型のフランジを形成する部位を、鏡像マークを形成するための凸の元祖マークを設けたマークプレートとして分割形成するか、中子を造形する型のフランジを形成する部位に、凸の元祖マークを設けたマークプレートを挿入するかして、中子の造形時に鏡像マークを付与する方法が採用されている(例えば、特許文献1参照)。
【0004】
前記鋳鉄管の遠心鋳造には、溶湯を注湯する鋳型を砂型として、その外周から空冷する空冷式砂型遠心鋳造と、鋳型を金型として、その外周から水冷する水冷式金型遠心鋳造とがあり、水冷式金型遠心鋳造では、鋳型の段取り時間も含めて1分程度の短いサイクル時間で遠心鋳造が行われることがある。また、砂型の中子は、いずれの遠心鋳造でも鋳造サイクル毎に新たなものが段取りされる。
【先行技術文献】
【特許文献】
【0005】
【特許文献1】特開平9−10890号公報
【発明の概要】
【発明が解決しようとする課題】
【0006】
近年、製造された鋳鉄管の製造履歴をトレースできるように、製造月日や製造番号等を表す個別のマークを鋳鉄管に鋳出すことが要求されている。特許文献1に記載された、マークプレートを用いて中子の造形時に鏡像マークを付与する従来の中子のフランジ面への鏡像マークの付与方法は、多数の中子に同じ鏡像マークを付与して、各鋳鉄管に同じマークを鋳出す場合には好適であるが、近年要求されているように、鋳鉄管に個別のマークを鋳出す場合には、対応が困難な問題がある。
【0007】
そこで、本発明の課題は、鋳出しマーク付鋳鉄管に、個別のマークを容易に鋳出すことができるようにすることである。
【課題を解決するための手段】
【0008】
上記の課題を解決するために、本発明は、回転する鋳型内に溶湯を注湯する遠心鋳造で製造され、中子のフランジ面に付与された凹の鏡像マークによって、受口の端面に凸のマークが鋳出される鋳出しマーク付鋳鉄管の製造方法において、前記中子のフランジ面の凹の鏡像マークを、前記中子の造形後に、フランジ面に彫り込みを入れて付与する方法を採用した。
【0009】
すなわち、受口の端面にマークを鋳出すための中子のフランジ面の凹の鏡像マークを、中子の造形後に、フランジ面に彫り込みを入れて付与することにより、鋳出しマーク付鋳鉄管に、個別のマークを容易に鋳出すことができるようにした。
【0010】
前記遠心鋳造は、前記鋳型を金型として、その外周から水冷する水冷式金型遠心鋳造とすることができる。
【0011】
前記マークは、前記遠心鋳造の1サイクル毎に連続した異なる製造番号を含むものとすることができる。
【0012】
前記鏡像マークを、前記フランジ面に逐次彫り込みを入れるマーカを有するマーキング装置によって付与することにより、鏡像マークをフランジ面に迅速に付与することができ、鋳造のサイクル時間が短い水冷式金型遠心鋳造であっても、短い段取り時間に間に合わせることができる。なお、フランジ面に逐次彫り込みを入れるマーカとしては、マーキング端子をエア圧で突き出すもの、レーザビームを照射するもの、エンドミルで切削するもの等を挙げることができる。
【0013】
前記マーキング装置を、前記鋳鉄管のマークの形態を指示するマーキング情報に基づいて、前記中子のフランジ面に逐次彫り込みを入れるマーカの作動を数値制御するものとすることにより、迅速かつ正確に、個別のマークの鏡像マークをフランジ面に付与することができる。
【0014】
前記マーキング装置は、前記鋳鉄管を遠心鋳造する作業場に配置するとよい。通常、中子の造形と鋳造作業は別の場所で行っているが、マーキング装置を遠心鋳造の作業場に配置することにより、中子の段取りを迅速に行うことができるとともに、中子の造形から遠心鋳造までのいずれかの工程で中子に不良が発生したり、鋳造に用いられる順番が入れ替わったりしたときでも、遠心鋳造される各鋳鉄管に製造番号を含む個別のマークを誤りなく鋳出すことができる。
【0015】
前記マーキング装置のマーカを、マーキング装置の本体の下側から前記中子側の前方へ水平に延び、水平面内で前後左右に駆動されるアームの先端に、前記本体の前方へ突出させて設けることにより、マーキング装置のマーカ以外の部位が中子と干渉しないようにし、砂型で形成される中子の損傷による重大な鋳造不良を防止することができる。
【0016】
前記マーキング装置のマーカを、エア圧でマーキング端子を下方へ突き出して、前記中子のフランジ面に逐次彫り込みを入れるものとすることにより、マーキング装置をコンパクトなものとすることができる。
【0017】
前記マーカのマーキング端子を、前記中子のフランジ面に対して、中子側の前方へ斜めに突き出すことにより、マーキング端子の支持筒が中子の胴部と干渉しないように、中子の胴部と近接するフランジ面の内周部まで鏡像マークを付与することができ、鏡像マークの付与位置の自由度を大きくすることができる。
【0018】
また、本発明は、遠心鋳造で製造され、中子のフランジ面に付与された凹の鏡像マークによって、受口の端面に凸のマークが鋳出される鋳出しマーク付鋳鉄管において、上述したいずれかの製造方法で製造したものとする構成を採用した。
【発明の効果】
【0019】
本発明に係る鋳出しマーク付鋳鉄管の製造方法は、受口の端面にマークを鋳出すための中子のフランジ面の凹の鏡像マークを、中子の造形後に、フランジ面に彫り込みを入れて付与するようにしたので、鋳出しマーク付鋳鉄管に、個別のマークを容易に鋳出すことができる。
【0020】
また、本発明に係る鋳出しマーク付鋳鉄管は、上述したいずれかの製造方法で製造したので、個別のマークを容易に鋳出すことができる。
【図面の簡単な説明】
【0021】
【図1】本発明に係る鋳出しマーク付鋳鉄管の遠心鋳造に用いられる中子に鏡像マークを付与するマーキング装置を示す側面図
【図2】図1の平面図
【図3】図1のマーカのマーキング端子を拡大して示す切欠き斜視図
【図4】(a)は図1のマーキング装置で中子のフランジ面に付与した鏡像マークを示す平面図、(b)は(a)の鏡像マークで鋳鉄管の受口の端面に鋳出されたマークを示す平面図
【図5】鋳鉄管を遠心鋳造する状態を示す一部省略縦断面図
【発明を実施するための形態】
【0022】
以下、図面に基づき、本発明の実施形態を説明する。図1および図2は、本発明に係る鋳出しマーク付鋳鉄管の遠心鋳造に用いられる中子11のフランジ12の胴部13側を向くフランジ面12aに、後述する鋳鉄管1の受口2の端面2aに凸のマークMを鋳出すための凹の鏡像マークKを付与するマーキング装置20を示す。図示は省略するが、このマーキング装置20は、鋳鉄管1を遠心鋳造する作業場に配置され、胴部13を縦向きにして置き台15に載せられた中子11の上向きのフランジ面12aに逐次彫り込みを入れるように、鏡像マークKを付与する。なお、中子11は、遠心鋳造の作業場とは別の場所で造形されるとともに、鋳造時の強度の確保と、鋳造される鋳鉄管1の砂噛み防止のための塗型剤を表面に塗布されて、遠心鋳造に用いられる。
【0023】
前記マーキング装置20は、基台21上で前後方向に進退するフレーム22に、上下方向に昇降する本体23を取り付け、本体23の下側から中子11側の前方へ水平に延びるアーム24aの先端に、本体23よりも少し前方へ突出するように設けたマーカ24の支持筒24bに、後述するフランジ面12aに彫り込みを入れるマーキング端子25を支持して、本体23に内蔵されたコントローラと2次元の直線駆動装置(図示省略)によって、マーカ24のアーム24aを水平面内で前後左右に駆動するものである。
【0024】
前記フレーム22は、基台21に設けられた一対の水平なガイドレール26aにガイド部材27aで案内されるとともに、水平なねじ軸28aにナット(図示省略)で螺合されており、ねじ軸28aをハンドル29aで回転させることにより、前方の中子11に対する本体23の前後方向の位置決めがされる。また、本体23は、フレーム22に設けられた垂直なガイドレール26bにガイド部材27bで案内されるとともに、垂直なねじ軸28bにナット(図示省略)で螺合され、ねじ軸28bをハンドル29bで回転させることにより、下方のフランジ面12aに対する上下方向の位置決めをされる。
【0025】
このように、中子11のフランジ面12aに対する本体23の前後方向と上下方向の位置決めをしたのち、本体23に内蔵されたコントローラにコンピュータ(図示省略)から入力される鋳鉄管1のマークMの形態を指示するマーキング情報に基づいて、マーカ24のアーム24aが2次元の直線駆動装置でフランジ面12aに前後左右方向に駆動されるとともに、後述するように、マーキング端子25がエア圧で下方へ突き出され、中子11のフランジ面12aに所定の個別の鏡像マークKが付与される。
【0026】
図1および図3に示すように、前記マーカ24のマーキング端子25は、中子11の胴部13と近接するフランジ面12aの内周部に鏡像マークKを付与するときに、支持筒24bが胴部13と干渉しないように、下方のフランジ面12aに対して斜め前方へ突き出すようになっている。したがって、マーキング位置が中子11の胴部13に近いフランジ面12aの内周部であっても、マーキング端子25以外の部分が砂型とされた中子11に接触することはなく、安全に鏡像マークKを付与することができる。
【0027】
図3に拡大して示すように、前記マーカ24の支持筒24bに支持されたマーキング端子25は、支持筒24bの内径面に摺接する頭部25aを設けられるとともに、頭部25aの下側にコイルばね24cを装着されており、頭部25aにエア圧が負荷されたときに、支持筒24bの下端に達して、尖った先端が下方へ突き出し、支持筒24b内のエアが流出してエア圧が下がると元に戻る。マーキング端子25は200〜300回/秒程度の高サイクルで下方への突き出しを繰り返し、フランジ面12aには、マーキング端子25の各突き出しによるドット状の彫り込みを連ねた鏡像マークKが付与される。
【0028】
図4(a)は、前記マーキング装置20によって中子11のフランジ面12aに付与された凹の鏡像マークKの例を示す。この鏡像マークKは、数字を反転した鏡像文字とされ、フランジ面12aの内周部に、8つの鏡像文字が円弧に沿って配列されている。
【0029】
図5は、上述した鏡像マークKをフランジ面12aに付与した中子11を、水冷式金型遠心鋳造の金型とされた鋳型14の開口部に装着し、軸心回りに回転する鋳型14内に溶湯を注湯して遠心鋳造して、鋳型14の内周面と中子11の外周面との間に、鋳鉄管1の受口2を形成する状態を示す。図示は省略するが、鋳型14は外周から水冷されるようになっている。形成される受口2の端面2aには、鏡像マークKを付与された中子11のフランジ面12aが当接され、受口2の端面2aにマークMが鋳出される。
【0030】
図4(b)は、前記鏡像マークKによって鋳鉄管1の受口2の端面2aに鋳出された凸のマークMの例を示す。このマークMは、鋳鉄管1の製造月日と製造番号を表す4桁ずつの数字で形成されている。この製造番号を含むマークMを各鋳鉄管1に鋳出すとき、前記マーキング情報をコントローラに出力するコンピュータには、手入力または上位コンピュータからの入力によって、最初に鋳造される鋳鉄管1の製造番号が入力され、入力された製造番号をコントローラに出力する。こののち、各中子11への鏡像マークKの付与が完了する毎に、コントローラからコンピュータに付与完了信号が発信され、コンピュータは、この付与完了信号を受信する毎に、製造番号を1ずつ増加させて、順次鋳造される鋳鉄管1の製造番号をコントローラに出力するようになっている。なお、コンピュータは日付認識機能を有しており、日付が変わったときに製造月日を変更するとともに、前日の最後の製造番号をクリアする。
【0031】
上述した実施形態では、中子のフランジ面に鏡像マークを付与するマーキング装置を、エア圧でマーキング端子を突き出すものとしたが、このマーキング装置は、レーザビームを照射するものやエンドミルで切削するもの等とすることもできる。
【0032】
また、上述した実施形態では、鋳出しマーク付鋳鉄管を水冷式金型遠心鋳造で製造するようにしたが、本発明に係る鋳出しマーク付鋳鉄管は空冷式砂型遠心鋳造で製造することもできる。
【符号の説明】
【0033】
M マーク
K 鏡像マーク
1 鋳鉄管
2 受口
2a 端面
11 中子
12 フランジ
12a フランジ面
13 胴部
14 鋳型
15 置き台
20 マーキング装置
21 基台
22 フレーム
23 本体
24 マーカ
24a アーム
24b 支持筒
24c コイルばね
25 マーキング端子
25a 頭部
26a、26b ガイドレール
27a、27b ガイド部材
28a、28b ねじ軸
29a、29b ハンドル
【特許請求の範囲】
【請求項1】
回転する鋳型内に溶湯を注湯する遠心鋳造で製造され、中子のフランジ面に付与された凹の鏡像マークによって、受口の端面に凸のマークが鋳出される鋳出しマーク付鋳鉄管の製造方法において、前記中子のフランジ面の凹の鏡像マークを、前記中子の造形後に、フランジ面に彫り込みを入れて付与するようにしたことを特徴とする鋳出しマーク付鋳鉄管の製造方法。
【請求項2】
前記遠心鋳造を、前記鋳型を金型として、その外周から水冷する水冷式金型遠心鋳造とした請求項1に記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項3】
前記マークを、前記遠心鋳造の1サイクル毎に連続した異なる製造番号を含むものとした請求項1または2に記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項4】
前記鏡像マークを、前記フランジ面に逐次彫り込みを入れるマーカを有するマーキング装置によって付与するようにした請求項1乃至3のいずれかに記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項5】
前記マーキング装置を、前記鋳鉄管のマークの形態を指示するマーキング情報に基づいて、前記中子のフランジ面に逐次彫り込みを入れるマーカの作動を数値制御するものとした請求項4に記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項6】
前記マーキング装置を、前記鋳鉄管を遠心鋳造する作業場に配置した請求項4または5に記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項7】
前記マーキング装置のマーカを、マーキング装置の本体の下側から前記中子側の前方へ水平に延び、水平面内で前後左右に駆動されるアームの先端に、前記本体の前方へ突出させて設けた請求項4乃至6のいずれかに記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項8】
前記マーキング装置のマーカを、エア圧でマーキング端子を下方へ突き出して、前記中子のフランジ面に逐次彫り込みを入れるものとした請求項4乃至7のいずれかに記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項9】
前記マーカのマーキング端子を、前記中子のフランジ面に対して、中子側の前方へ斜めに突き出すようにした請求項8に記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項10】
回転する鋳型内に溶湯を注湯する遠心鋳造で製造され、中子のフランジ面に付与された凹の鏡像マークによって、受口の端面に凸のマークが鋳出される鋳出しマーク付鋳鉄管において、請求項1乃至9のいずれかに記載の製造方法で製造したことを特徴とする鋳出しマーク付鋳鉄管。
【請求項1】
回転する鋳型内に溶湯を注湯する遠心鋳造で製造され、中子のフランジ面に付与された凹の鏡像マークによって、受口の端面に凸のマークが鋳出される鋳出しマーク付鋳鉄管の製造方法において、前記中子のフランジ面の凹の鏡像マークを、前記中子の造形後に、フランジ面に彫り込みを入れて付与するようにしたことを特徴とする鋳出しマーク付鋳鉄管の製造方法。
【請求項2】
前記遠心鋳造を、前記鋳型を金型として、その外周から水冷する水冷式金型遠心鋳造とした請求項1に記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項3】
前記マークを、前記遠心鋳造の1サイクル毎に連続した異なる製造番号を含むものとした請求項1または2に記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項4】
前記鏡像マークを、前記フランジ面に逐次彫り込みを入れるマーカを有するマーキング装置によって付与するようにした請求項1乃至3のいずれかに記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項5】
前記マーキング装置を、前記鋳鉄管のマークの形態を指示するマーキング情報に基づいて、前記中子のフランジ面に逐次彫り込みを入れるマーカの作動を数値制御するものとした請求項4に記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項6】
前記マーキング装置を、前記鋳鉄管を遠心鋳造する作業場に配置した請求項4または5に記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項7】
前記マーキング装置のマーカを、マーキング装置の本体の下側から前記中子側の前方へ水平に延び、水平面内で前後左右に駆動されるアームの先端に、前記本体の前方へ突出させて設けた請求項4乃至6のいずれかに記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項8】
前記マーキング装置のマーカを、エア圧でマーキング端子を下方へ突き出して、前記中子のフランジ面に逐次彫り込みを入れるものとした請求項4乃至7のいずれかに記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項9】
前記マーカのマーキング端子を、前記中子のフランジ面に対して、中子側の前方へ斜めに突き出すようにした請求項8に記載の鋳出しマーク付鋳鉄管の製造方法。
【請求項10】
回転する鋳型内に溶湯を注湯する遠心鋳造で製造され、中子のフランジ面に付与された凹の鏡像マークによって、受口の端面に凸のマークが鋳出される鋳出しマーク付鋳鉄管において、請求項1乃至9のいずれかに記載の製造方法で製造したことを特徴とする鋳出しマーク付鋳鉄管。
【図1】


【図2】

【図3】
【図4】
【図5】
【図2】
【図3】
【図4】
【図5】
【公開番号】特開2011−177749(P2011−177749A)
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願番号】特願2010−44130(P2010−44130)
【出願日】平成22年3月1日(2010.3.1)
【出願人】(000142595)株式会社栗本鐵工所 (566)
【Fターム(参考)】
【公開日】平成23年9月15日(2011.9.15)
【国際特許分類】
【出願日】平成22年3月1日(2010.3.1)
【出願人】(000142595)株式会社栗本鐵工所 (566)
【Fターム(参考)】
[ Back to top ]