
鋳型反転移載装置
【課題】鋳造ラインにおいて鋳物素材の入った鋳型を、落下の衝撃により傷つけることなく反転することができる鋳型反転移載装置を提供する。
【解決手段】
前記鋳型を箱型パレットに載置して搬送し、該箱型パレットを支持し、反転させる反転機構と、該反転機構を正逆回転させる反転駆動機構と、反転時に前記箱型パレットから前記鋳型を案内して排出する排出シュート部および、該排出シュート部を開閉駆動させる排出駆動部からなる排出機構と、前記反転駆動機構および前記排出駆動部を制御する制御装置と、前記反転機構内に前記箱型パレットがきたことを検知するパレット検出手段と、該パレット検出手段からの信号に基づいて前記排出シュート部が閉じ、前記箱型パレットが上下反転し、水平状態に達したことを検出する第1検出手段と、前記排出シュート部が開き、鋳型を排出したのち、前記箱型パレットが元の位置に達したことを検出する第2検出手段とを具備する。
【解決手段】
前記鋳型を箱型パレットに載置して搬送し、該箱型パレットを支持し、反転させる反転機構と、該反転機構を正逆回転させる反転駆動機構と、反転時に前記箱型パレットから前記鋳型を案内して排出する排出シュート部および、該排出シュート部を開閉駆動させる排出駆動部からなる排出機構と、前記反転駆動機構および前記排出駆動部を制御する制御装置と、前記反転機構内に前記箱型パレットがきたことを検知するパレット検出手段と、該パレット検出手段からの信号に基づいて前記排出シュート部が閉じ、前記箱型パレットが上下反転し、水平状態に達したことを検出する第1検出手段と、前記排出シュート部が開き、鋳型を排出したのち、前記箱型パレットが元の位置に達したことを検出する第2検出手段とを具備する。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は、鋳型反転移載装置に関する。特に、箱型パレットに入っている鋳物素材の入った鋳型を、反転時の落下による打痕で、傷つけることなく上下180°反転させる鋳型反転移載装置に関する。
【背景技術】
【0002】
鋳造ラインにおいて、注湯したのち鋳枠から鋳型を抜き出した鋳型に入った鋳物素材の打痕防止のため、素材を上下180°反転することで、湯口、揚がり側を下面にして、搬送、移し換えをしたいという要求がある。しかし、コンパクトかつ、容易に反転時の打痕を防止できる装置はなかった。
反転装置は、食品ラインなどの様々なラインにおいて使用されている。鋳造ラインにおいても鋳型や金枠、鋳枠などを反転させる装置が数多くある。従来の反転機の構造の一つとして、反転前ラインから、反転後ラインへと、水平方向にスペースを必要とするものがある。特許文献1の鋳造装置の鋳枠反転装置では、反転機ラインから、水平方向にあるもう一つのラインに移すことにより反転している。これは、鋳枠を反転させて中にある製品を取り出すもので、これは落下によって打痕が付く恐れがある。また、反転機構が鋳枠を垂直方向に持ち上げることで反転させる構造となっており、垂直方向に多くのスペースを必要としている。
また、鋳型を反転させる装置としては、特許文献2の鋳型反転装置及び鋳型の製作方法が挙げられる。この機構を用いて鋳型の反転をする場合、実際のラインでは様々な方向を向いた鋳型がパレット上に乗った状態で流れて来ると共に、複雑形状や、鋳型サイズ、重量も多種多様であるため、非常に難しい。
また、これまでに当社にて発案された、特許文献3の鋳造品の反転移し替え装置は、製品を反転するものであるが、これは、左右対称に鋳造された製品、例えばシリンダブロックの反転に限られたものである。また、反転させられた製品は90°回転しているのみである。
【0003】
【特許文献1】特公平6−69599号公報、図1、図2
【特許文献2】特開2004−90061号公報
【特許文献3】実開平6−63523号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、鋳造ラインにおける比較的重量の大きくまた、形状や大きさが様々な鋳型を、落下などの衝撃により傷つけることなく、素早く上下面を180°反転すること、装置の小型化および鋳造ラインのレイアウトにおいて省スペース化を図ることができる鋳造ラインにおける鋳型反転移載装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
鋳造ラインにおいて枠抜きされた鋳型を、両側部に突出し搬送方向に対して平行に形成される突起を有する箱型パレットに載置して搬送し、前記箱型パレットと共に鋳型を反転させ、砂ばらしラインに搬出させる反転ステーションに用いられる鋳型反転移載装置であって、一対の反転リング、該反転リングを互いに連結し前記突起を貫入保持するローラ部を内側の側面上下に有する一対のローラフレームおよび、前記反転リングをそれぞれ下部で支える一対のリング支持ローラからなる前記箱型パレットを支持し、反転させる反転機構と、該反転機構を正逆回転させる反転駆動機構と、反転時に前記箱型パレットから鋳型を案内して排出する排出シュート部および、前記ローラフレームのうち、一方の外側に取り付けられるとともに該排出シュート部を前記箱型パレットの開口部の上方を開閉自在に駆動させる排出駆動部からなる排出機構と、前記反転駆動機構の正逆回転動作および前記排出駆動部の開閉動作を制御する制御装置と、前記反転機構内に前記箱型パレットがきたことを検知するパレット検出手段と、該パレット検出手段からの信号に基づいて前記排出シュート部が閉動作し、前記反転機構が回転され、前記箱型パレットが上下反転し、水平状態に達したことを検出する第1検出手段と、前記排出シュート部が開動作し、鋳型を排出したのち、前記反転機構が逆回転され、前記箱型パレットが上下反転し、元の位置に達したことを検出する第2検出手段とを具備する鋳型反転移載装置。
【発明の効果】
【0006】
本発明によれば、鋳型を箱型パレットに載置し、それを滑落式反転させることにより、形状や大きさに左右されることなく、反転、移載することができ、かつ反転時の打痕による不良を低減するという効果を得ることができる。
【0007】
また、装置の回転により鋳型を反転させ、かつ垂直方向に移載するため、装置を小型化でき、また鋳造ラインのレイアウトにおいて、省スペース化を図ることができる。
【発明を実施するための最良の形態】
【0008】
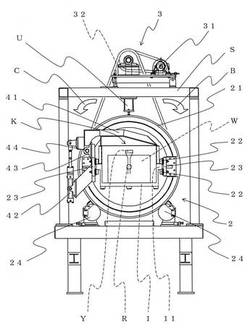
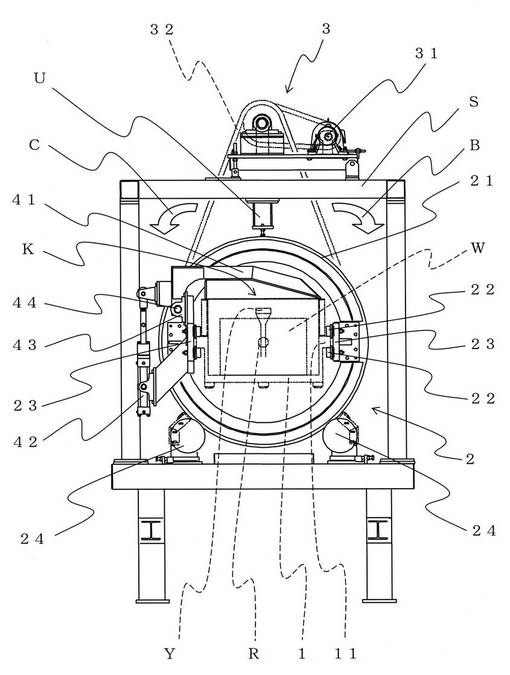
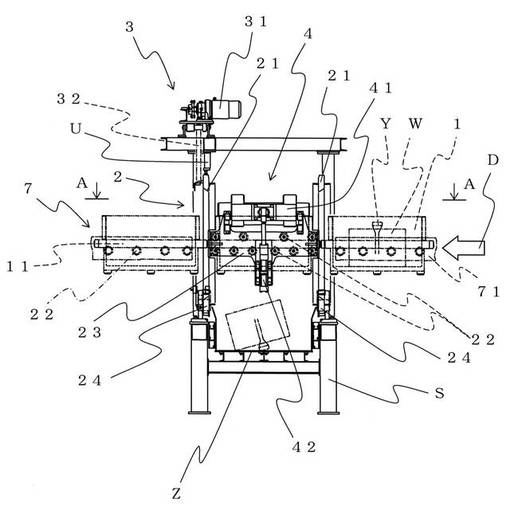
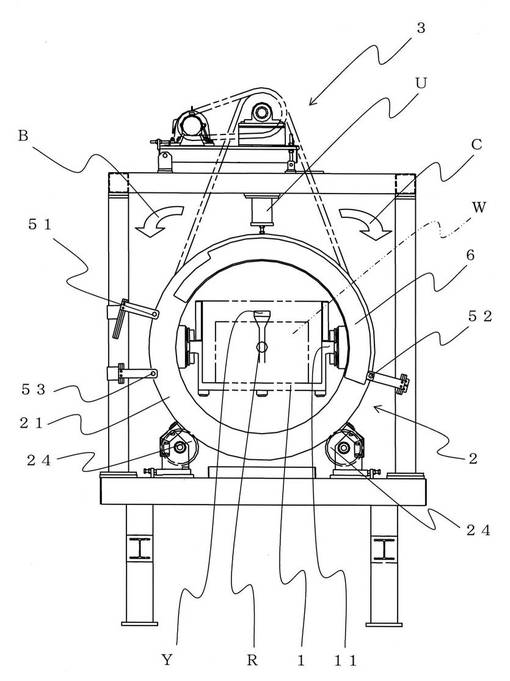
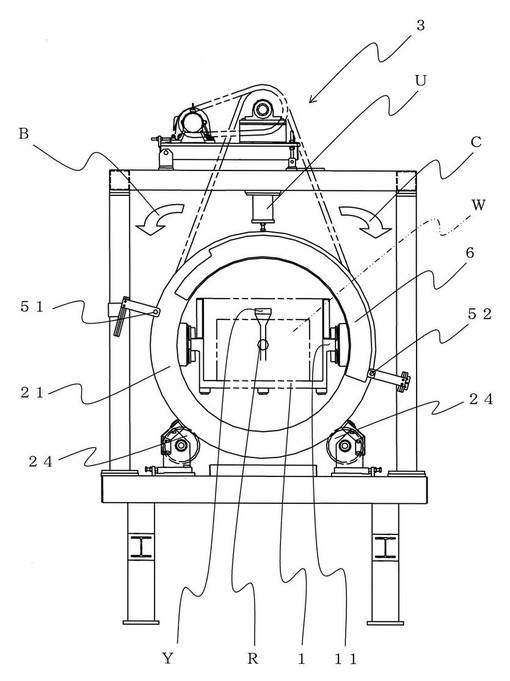
以下、添付図面に基づいて本発明の鋳型反転移載装置を説明する。図1は本発明による鋳型反転移載装置の切欠き正面図である。図2は本発明による鋳型反転移載装置を、図1の左側から見た側面図である。また、図3は、図2のA−A断面図である。なお、図3においては、排出シュート部および鋳型を省き、かつ鋳型の搬入搬出に関わる装置も示している。
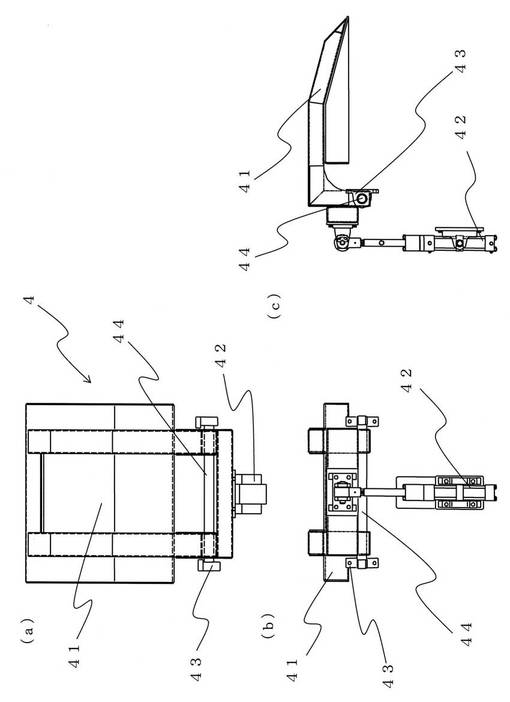
図4の(a)、(b)、(c)はそれぞれ本発明に用いられる排出機構の三面図である。
本発明の実施の形態1にかかわる鋳型反転移載装置は、鋳造ラインにおいて、注湯したのち枠抜きされ、湯口が上面に突出している状態の鋳型Wを、両側部に突出し搬送方向Dに対して平行に形成される突起11を有する箱型パレット1に載置してローラコンベア7上を方向Dに向かって搬送し、前記箱型パレット1と共に鋳型Wを反転させ、該鋳型WをテーブルZに移載したのち、次の砂ばらしラインに搬出させる反転ステーションに用いられるものである。
【0009】
反転機構2は、搬送方向に沿って対向する一対の反転リング21と、該反転リング21を互いに対向して連結し前記突起11を貫入保持するローラ部22を内側の側面上下に有する一対のローラフレーム23と、支持フレームS上で前記反転リング21をそれぞれの下部で支える一対の振れ止めのついたリング支持ローラ24とからなっている。また、前記反転機構5は、前記ローラ部22で前記突起6を有する箱型パレット1を支持し、正逆回転させている。
【0010】
反転駆動機構3は、前記支持フレームS上部にあるサーボモータ31による動力を、ローラチェーン32を介することで該反転機構3の前記反転リング21を回動させる。また、該反転駆動機構3の起動時には前記反転リング21に上への大きな力がかかる。その力によって前記反転リング21が前記リング支持ローラ24から持ち上げられ、上に外れてしまわないように前記支持フレームSの前記サーボモータ31の約裏側に前記反転リング21と接しない程度の隙間をあけてハズレ止めUが配置されている。
【0011】
前記ローラコンベア7は、ローラコンベアフレーム71とローラ部22によって構成されている。このローラ部22と前記ローラフレーム23にあるローラ部22は同じものである。
【0012】
排出機構4は、反転時に前記箱型パレット1から前記鋳型Wを案内して排出する排出シュート部41と、前記ローラフレーム23のうち、一方の外側(ローラ部22のある側面の反対側)に取り付けられるとともに、前記排出シュート部41を前記箱型パレット1の開口部Kの上方を開閉自在に駆動させる排出駆動部42とからなっている。
【0013】
前記排出シュート部41は、前記箱型パレットの開口部K全体を覆うような形状をしている。また、図4に示すように、前記ローラフレーム23に取り付けられた軸受43で保持された軸44を回転中心として、排出駆動部42によって開閉する。
【0014】
制御装置(図示していない)は、前記反転駆動機構3による前記反転機構2の正逆回転動作および前記排出駆動部42による前記排出シュート部41の開閉動作を制御する。
【0015】
パレット検出手段(図示していない)は、前記反転機構2内に方向Dから前記箱型パレット1が送られてきたことを検知し信号を制御装置に送る。
【0016】
図5は、図2を左側からみた図であり、前記反転機構2と第1検出手段51、第2検出手段52、第3検出手段53およびアテ6の位置関係を示す図である。前記アテ6は、前記反転リング21に取り付けられており、前記第1、2、3検出手段51、52、53は、前記アテ6を検知することで前記反転リング21の角度、位置を検知している。
【0017】
図5に示すように、第1検出手段51は、前記ローラコンベア7を流れてくる前記箱型パレット1が前記反転機構2内にきたとき前記パレット検出手段からの信号に基づいて前記排出シュート部41が閉動作(箱型パレットの開口部Kに当接)し、前記反転機構2が回転され、前記箱型パレット1が反転機構回転中心Rを中心にして上下反転し、水平状態に達したことを検出する。
【0018】
第2検出手段52は、前記排出シュート部41が開動作(前記箱型パレットの開口部Kから離れる)し、鋳型Wを排出したのち、前記反転機構2が方向Cに逆回転され、前記箱型パレット1が反転機構回転中心Rを中心にして上下反転し、元の位置に達したことを検出する。
【0019】
第3検出手段53は、前記反転機構2が前記水平状態よりさらに回転した状態に達したことを検出する。
【0020】
本発明において、前記第1、2、3検出手段51、52、53は、近接スイッチを使い、前記アテ6の位置を検知しているが、前記反転機構2の角度、位置が検出できるものであれば特にこれに限定されるものではない。
【0021】
以下、これらの構成による動作について図を用いて説明する。
なお、図6〜8において、図面簡略化のため、前記反転機構2を省略している。
図2に示すように、反転させる鋳型Wの入った前記箱型パレット1が前記ローラコンベヤ2のライン上を方向Dに向かって流れてくる。
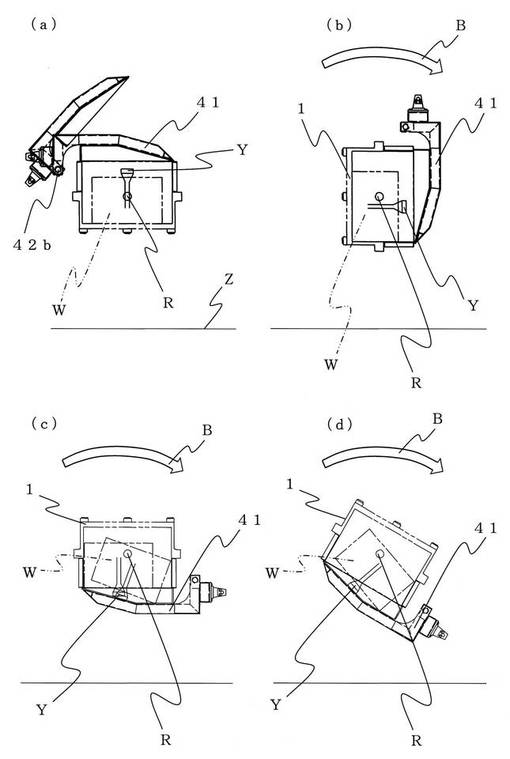
図6(a)、(b)は、前記排出シュート部41を閉じ、その後、図1に示される前記反転機構2が約90°正回転した際の様子を示している。なお、図中の符号Zは、テーブルである。このとき前記箱型パレット1内では、鋳型Wが、湯口Yを水平方向に向けた状態になっている。
(1)前記箱型パレット1が前記反転機構2内にきたとき、前記パレット検出手段が検知し、該パレット検出手段からの信号に基づいて、前記排出駆動部42を作動させ前記排出シュート部41が前記箱型パレットの開口部Kを閉じる。
(2)前記排出シュート部41が前記箱型パレットの開口部Kを閉じたとき、閉じた状態で、前記反転駆動機構3を作動させ前記反転機構2を正回転させる。
【0022】
図6(c)、(d)は、前記反転機構2が約180°および約210°正回転した状態を示す。約180°の状態では前記箱型パレット1内部の鋳型Wは不安定な状態にある。そこで、約210°まで回転させ、前記箱型パレット1内部の鋳型Wを前記箱型パレット1の側面に接触させた状態にすることで鋳型Wの位置および姿勢を安定させる。
(3)前記反転機構2が水平状態よりさらに回転した状態に達したことを前記第3検出手段53で検出したのち、前記反転駆動機構3を作動させ前記反転機構2を逆回転させる。
【0023】
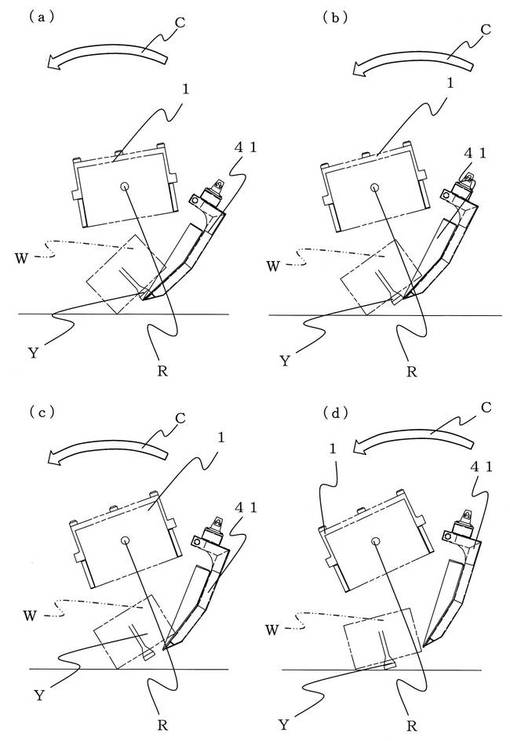
図7(a)、(b)は、前記箱型パレット1が水平状態となる様に、前記反転機構2を約30°逆回転させ、前記排出シュート部41が開動作を開始する様子を示す。
(4)前記反転機構2が方向Cに逆回転され水平状態に達したことを前記第1検出手段51で検出したのち、前記反転駆動機構3の作動を停止することで反転途中に回転を停止する。
(5)前記反転駆動機構3が反転途中に停止したのち、前記排出駆動部42を作動させ前記排出シュート部41が前記箱型パレットの開口部Kを開く。
【0024】
図7(c)、(d)は、前記排出シュート部41が全開になった状態および前記反転機構2が逆回転を開始した状態を示す。
(6)前記排出シュート部41が前記箱型パレットの開口部Kを開いたとき、前記反転駆動機構3を作動させ前記反転機構2を逆回転させる。
このとき鋳型Wは、前記排出シュート部41の上を滑落開始する。前記排出シュート部41が全開した後、前記反転機構2が逆回転を開始し、鋳型Wは徐々に滑落していく。
【0025】
図8(a)、(b)は、鋳型Wが接地した状態で前記反転機構2が逆回転している様子を示す。図8(c)、(d)は、前記反転機構2がさらに逆回転した状態で鋳型Wの反転移し替えが完了した状態を示す。
(7)前記反転機構2が元の位置に達したことを前記第2検出手段52で検出したのち、前記反転駆動機構3の作動を停止することで前記反転機構2の逆回転を停止する。
そして、図6(a)に示される状態に戻る。
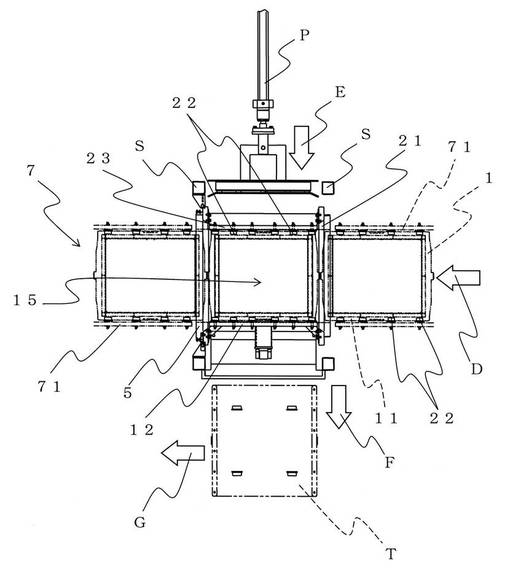
前記テーブルZへ鋳型Wの移し替えが完了し前記箱型パレット1が逆転しているとき、図3にある搬出用シリンダPが方向Eに向け伸長し、前記テーブルZに載っている鋳型Wを方向Fに押し出し次の砂ばらしラインTへ搬出する。搬出された鋳型Wの載った前記砂ばらしラインTは、次工程に向かって方向Gに動いていく。
【0026】
上記(1)〜(7)の動作を繰り返すことで次々と前記箱型パレット1に入った製Wを反転し、移し替えることができる。
また、前記(1)〜(7)の動作を制御する制御部として、前記反転駆動機構3の正回転動作制御部が、(2)正回転回路からなり、前記反転駆動機構3の逆回転動作制御部が(3)逆回転回路と、(4)反転途中停止回路と、(6)逆回転再開回路と、(7)逆回転停止回路とからなり、前記排出駆動部42の閉動作制御部が(1)閉回路からなり前記排出駆動部42の開動作制御部が、(5)開回路からなっている。
前記制御部が制御装置に組み込まれることで、前記反転駆動機構3による前記反転機構2の正逆回転および、前記排出駆動部42による前記排出シュート部41の
開閉動作を制御している。
この構成、動作により、前記箱型パレット1に入った前記鋳型Wの姿勢、位置が不安定でも、打痕なく前記鋳型Wを反転させることができる。
【0027】
次に、本発明による実施の形態2を説明する。
本実施の形態2は、実施の形態1から前記第3検出手段53を省くことで反転、移載することができる。その動作を以下で説明する。
【0028】
ここで、図9に示されるように第3検出手段53が省かれているので図6(d)および図7(a)に相当する動作は行わない。図6(a)、(b)、(c)までの動作(1)、(2)は、同様である。
前記(1)、(2)の動作の次には以下の通りである。
(4a)前記反転機構2が水平状態に達したことを前記第1検出手段51で検出したのち、前記反転駆動機構3の作動を停止する。
(5a)前記反転駆動機構3の正回転が停止したのち、前記排出駆動部42を作動させ前記排出シュート部41が前記箱型パレットの開口部Kを開く。
そして、次に実施の形態1と同様に動作(6)、(7)と続いていく。
【0029】
実施の形態2においては、前記(1)(2)(4a)(5a)(6)(7)の動作を制御する制御部として、前記反転駆動機構の正回転動作制御部が、(2)正回転回路と(4a)正回転停止回路とからなり、前記反転駆動機構の逆回転動作制御部が(6)逆回転回路と、(7)逆回転停止回路とからなり、前記排出駆動部の閉動作制御部が(1)閉回路からなり前記排出駆動部の開動作制御部が、(5a)開回路からなっている。
前記制御部が制御装置に組み込まれることで、前記反転駆動機構3による前記反転機構2の正逆回転および、前記排出駆動部42による前記排出シュート部41の
開閉動作を制御している。
【0030】
前記実施の形態1、2では、上述した動作にて打痕無く、反転させ、砂ばらしラインに移し換え可能となる。また、さらに様々な製品の反転に対して所望の適切な角度調節を行い、製品を滑落させることにより、打痕を防止した製品反転が可能となる。
【図面の簡単な説明】
【0031】
【図1】本発明による鋳型反転移載装置の一部切欠き正面図である。
【図2】本発明による鋳型反転移載装置の一部切欠き側面図及び平面図である。
【図3】図2のA−A断面矢視図である。
【図4】(a)排出機構の平面図である。(b)排出機構の正面図である。(c)排出機構の側面図である。
【図5】図2の左側面図である。
【図6】(a)排出シュート部を閉じた状態を表した図である。(b)反転機構が約90°正回転した状態を表した図である。(c)反転機構が約180°正回転した状態を表した図である。(d)反転機構が約210°正回転した状態を表した図である。
【図7】(a)箱型パレットが水平状態となる様に、反転機構を約30°逆回転させ状態を表した図である。(b)排出シュート部が開動作を開始する様子を表した図である。(c)排出シュート部が全開になった状態を表した図である。(d)反転機構が逆回転を開始した状態を表した図である。
【図8】(a)鋳型が接地した状態で反転機構が逆回転している状態を表した図である。(b)反転機構が図8(a)よりさらに逆回転した状態を表した図である。(c)反転機構が図8(b)よりさらに逆回転した状態を表した図である。(d)鋳型の反転移し替えが完了した状態を表した図である。
【図9】本発明の実施の形態2にかかわる各検出手段の位置を示す図である。
【符号の説明】
【0032】
1 箱型パレット
2 反転機構
3 反転駆動機構
4 排出機構
6 アテ
7 ローラコンベア
11 突起
21 反転リング
22 ローラ部
23 ローラフレーム
24 リング支持ローラ
31 サーボモータ
32 ローラチェーン
41 排出シュート部
42 排出駆動部
43 軸受
44 軸
51 第1検出手段
52 第2検出手段
53 第3検出手段
71 ローラコンベアフレーム
B 反転機構が正回転する方向
C 反転機構が逆回転する方向
D ローラコンベア上にある箱型パレットの進行方向
E 搬出用シリンダが鋳型を押し出す方向
F 上下反転された鋳型の搬出方向
G 搬出された鋳型の載った砂ばらしラインの進行方向
K 箱型パレットの開口部
P 搬出用シリンダ
R 反転機構回転中心
S 支持フレーム
T 砂ばらしライン
U ハズレ止め
W 鋳型
Y 湯口
Z テーブル
【技術分野】
【0001】
本発明は、鋳型反転移載装置に関する。特に、箱型パレットに入っている鋳物素材の入った鋳型を、反転時の落下による打痕で、傷つけることなく上下180°反転させる鋳型反転移載装置に関する。
【背景技術】
【0002】
鋳造ラインにおいて、注湯したのち鋳枠から鋳型を抜き出した鋳型に入った鋳物素材の打痕防止のため、素材を上下180°反転することで、湯口、揚がり側を下面にして、搬送、移し換えをしたいという要求がある。しかし、コンパクトかつ、容易に反転時の打痕を防止できる装置はなかった。
反転装置は、食品ラインなどの様々なラインにおいて使用されている。鋳造ラインにおいても鋳型や金枠、鋳枠などを反転させる装置が数多くある。従来の反転機の構造の一つとして、反転前ラインから、反転後ラインへと、水平方向にスペースを必要とするものがある。特許文献1の鋳造装置の鋳枠反転装置では、反転機ラインから、水平方向にあるもう一つのラインに移すことにより反転している。これは、鋳枠を反転させて中にある製品を取り出すもので、これは落下によって打痕が付く恐れがある。また、反転機構が鋳枠を垂直方向に持ち上げることで反転させる構造となっており、垂直方向に多くのスペースを必要としている。
また、鋳型を反転させる装置としては、特許文献2の鋳型反転装置及び鋳型の製作方法が挙げられる。この機構を用いて鋳型の反転をする場合、実際のラインでは様々な方向を向いた鋳型がパレット上に乗った状態で流れて来ると共に、複雑形状や、鋳型サイズ、重量も多種多様であるため、非常に難しい。
また、これまでに当社にて発案された、特許文献3の鋳造品の反転移し替え装置は、製品を反転するものであるが、これは、左右対称に鋳造された製品、例えばシリンダブロックの反転に限られたものである。また、反転させられた製品は90°回転しているのみである。
【0003】
【特許文献1】特公平6−69599号公報、図1、図2
【特許文献2】特開2004−90061号公報
【特許文献3】実開平6−63523号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
本発明は、鋳造ラインにおける比較的重量の大きくまた、形状や大きさが様々な鋳型を、落下などの衝撃により傷つけることなく、素早く上下面を180°反転すること、装置の小型化および鋳造ラインのレイアウトにおいて省スペース化を図ることができる鋳造ラインにおける鋳型反転移載装置を提供することを目的とする。
【課題を解決するための手段】
【0005】
鋳造ラインにおいて枠抜きされた鋳型を、両側部に突出し搬送方向に対して平行に形成される突起を有する箱型パレットに載置して搬送し、前記箱型パレットと共に鋳型を反転させ、砂ばらしラインに搬出させる反転ステーションに用いられる鋳型反転移載装置であって、一対の反転リング、該反転リングを互いに連結し前記突起を貫入保持するローラ部を内側の側面上下に有する一対のローラフレームおよび、前記反転リングをそれぞれ下部で支える一対のリング支持ローラからなる前記箱型パレットを支持し、反転させる反転機構と、該反転機構を正逆回転させる反転駆動機構と、反転時に前記箱型パレットから鋳型を案内して排出する排出シュート部および、前記ローラフレームのうち、一方の外側に取り付けられるとともに該排出シュート部を前記箱型パレットの開口部の上方を開閉自在に駆動させる排出駆動部からなる排出機構と、前記反転駆動機構の正逆回転動作および前記排出駆動部の開閉動作を制御する制御装置と、前記反転機構内に前記箱型パレットがきたことを検知するパレット検出手段と、該パレット検出手段からの信号に基づいて前記排出シュート部が閉動作し、前記反転機構が回転され、前記箱型パレットが上下反転し、水平状態に達したことを検出する第1検出手段と、前記排出シュート部が開動作し、鋳型を排出したのち、前記反転機構が逆回転され、前記箱型パレットが上下反転し、元の位置に達したことを検出する第2検出手段とを具備する鋳型反転移載装置。
【発明の効果】
【0006】
本発明によれば、鋳型を箱型パレットに載置し、それを滑落式反転させることにより、形状や大きさに左右されることなく、反転、移載することができ、かつ反転時の打痕による不良を低減するという効果を得ることができる。
【0007】
また、装置の回転により鋳型を反転させ、かつ垂直方向に移載するため、装置を小型化でき、また鋳造ラインのレイアウトにおいて、省スペース化を図ることができる。
【発明を実施するための最良の形態】
【0008】
以下、添付図面に基づいて本発明の鋳型反転移載装置を説明する。図1は本発明による鋳型反転移載装置の切欠き正面図である。図2は本発明による鋳型反転移載装置を、図1の左側から見た側面図である。また、図3は、図2のA−A断面図である。なお、図3においては、排出シュート部および鋳型を省き、かつ鋳型の搬入搬出に関わる装置も示している。
図4の(a)、(b)、(c)はそれぞれ本発明に用いられる排出機構の三面図である。
本発明の実施の形態1にかかわる鋳型反転移載装置は、鋳造ラインにおいて、注湯したのち枠抜きされ、湯口が上面に突出している状態の鋳型Wを、両側部に突出し搬送方向Dに対して平行に形成される突起11を有する箱型パレット1に載置してローラコンベア7上を方向Dに向かって搬送し、前記箱型パレット1と共に鋳型Wを反転させ、該鋳型WをテーブルZに移載したのち、次の砂ばらしラインに搬出させる反転ステーションに用いられるものである。
【0009】
反転機構2は、搬送方向に沿って対向する一対の反転リング21と、該反転リング21を互いに対向して連結し前記突起11を貫入保持するローラ部22を内側の側面上下に有する一対のローラフレーム23と、支持フレームS上で前記反転リング21をそれぞれの下部で支える一対の振れ止めのついたリング支持ローラ24とからなっている。また、前記反転機構5は、前記ローラ部22で前記突起6を有する箱型パレット1を支持し、正逆回転させている。
【0010】
反転駆動機構3は、前記支持フレームS上部にあるサーボモータ31による動力を、ローラチェーン32を介することで該反転機構3の前記反転リング21を回動させる。また、該反転駆動機構3の起動時には前記反転リング21に上への大きな力がかかる。その力によって前記反転リング21が前記リング支持ローラ24から持ち上げられ、上に外れてしまわないように前記支持フレームSの前記サーボモータ31の約裏側に前記反転リング21と接しない程度の隙間をあけてハズレ止めUが配置されている。
【0011】
前記ローラコンベア7は、ローラコンベアフレーム71とローラ部22によって構成されている。このローラ部22と前記ローラフレーム23にあるローラ部22は同じものである。
【0012】
排出機構4は、反転時に前記箱型パレット1から前記鋳型Wを案内して排出する排出シュート部41と、前記ローラフレーム23のうち、一方の外側(ローラ部22のある側面の反対側)に取り付けられるとともに、前記排出シュート部41を前記箱型パレット1の開口部Kの上方を開閉自在に駆動させる排出駆動部42とからなっている。
【0013】
前記排出シュート部41は、前記箱型パレットの開口部K全体を覆うような形状をしている。また、図4に示すように、前記ローラフレーム23に取り付けられた軸受43で保持された軸44を回転中心として、排出駆動部42によって開閉する。
【0014】
制御装置(図示していない)は、前記反転駆動機構3による前記反転機構2の正逆回転動作および前記排出駆動部42による前記排出シュート部41の開閉動作を制御する。
【0015】
パレット検出手段(図示していない)は、前記反転機構2内に方向Dから前記箱型パレット1が送られてきたことを検知し信号を制御装置に送る。
【0016】
図5は、図2を左側からみた図であり、前記反転機構2と第1検出手段51、第2検出手段52、第3検出手段53およびアテ6の位置関係を示す図である。前記アテ6は、前記反転リング21に取り付けられており、前記第1、2、3検出手段51、52、53は、前記アテ6を検知することで前記反転リング21の角度、位置を検知している。
【0017】
図5に示すように、第1検出手段51は、前記ローラコンベア7を流れてくる前記箱型パレット1が前記反転機構2内にきたとき前記パレット検出手段からの信号に基づいて前記排出シュート部41が閉動作(箱型パレットの開口部Kに当接)し、前記反転機構2が回転され、前記箱型パレット1が反転機構回転中心Rを中心にして上下反転し、水平状態に達したことを検出する。
【0018】
第2検出手段52は、前記排出シュート部41が開動作(前記箱型パレットの開口部Kから離れる)し、鋳型Wを排出したのち、前記反転機構2が方向Cに逆回転され、前記箱型パレット1が反転機構回転中心Rを中心にして上下反転し、元の位置に達したことを検出する。
【0019】
第3検出手段53は、前記反転機構2が前記水平状態よりさらに回転した状態に達したことを検出する。
【0020】
本発明において、前記第1、2、3検出手段51、52、53は、近接スイッチを使い、前記アテ6の位置を検知しているが、前記反転機構2の角度、位置が検出できるものであれば特にこれに限定されるものではない。
【0021】
以下、これらの構成による動作について図を用いて説明する。
なお、図6〜8において、図面簡略化のため、前記反転機構2を省略している。
図2に示すように、反転させる鋳型Wの入った前記箱型パレット1が前記ローラコンベヤ2のライン上を方向Dに向かって流れてくる。
図6(a)、(b)は、前記排出シュート部41を閉じ、その後、図1に示される前記反転機構2が約90°正回転した際の様子を示している。なお、図中の符号Zは、テーブルである。このとき前記箱型パレット1内では、鋳型Wが、湯口Yを水平方向に向けた状態になっている。
(1)前記箱型パレット1が前記反転機構2内にきたとき、前記パレット検出手段が検知し、該パレット検出手段からの信号に基づいて、前記排出駆動部42を作動させ前記排出シュート部41が前記箱型パレットの開口部Kを閉じる。
(2)前記排出シュート部41が前記箱型パレットの開口部Kを閉じたとき、閉じた状態で、前記反転駆動機構3を作動させ前記反転機構2を正回転させる。
【0022】
図6(c)、(d)は、前記反転機構2が約180°および約210°正回転した状態を示す。約180°の状態では前記箱型パレット1内部の鋳型Wは不安定な状態にある。そこで、約210°まで回転させ、前記箱型パレット1内部の鋳型Wを前記箱型パレット1の側面に接触させた状態にすることで鋳型Wの位置および姿勢を安定させる。
(3)前記反転機構2が水平状態よりさらに回転した状態に達したことを前記第3検出手段53で検出したのち、前記反転駆動機構3を作動させ前記反転機構2を逆回転させる。
【0023】
図7(a)、(b)は、前記箱型パレット1が水平状態となる様に、前記反転機構2を約30°逆回転させ、前記排出シュート部41が開動作を開始する様子を示す。
(4)前記反転機構2が方向Cに逆回転され水平状態に達したことを前記第1検出手段51で検出したのち、前記反転駆動機構3の作動を停止することで反転途中に回転を停止する。
(5)前記反転駆動機構3が反転途中に停止したのち、前記排出駆動部42を作動させ前記排出シュート部41が前記箱型パレットの開口部Kを開く。
【0024】
図7(c)、(d)は、前記排出シュート部41が全開になった状態および前記反転機構2が逆回転を開始した状態を示す。
(6)前記排出シュート部41が前記箱型パレットの開口部Kを開いたとき、前記反転駆動機構3を作動させ前記反転機構2を逆回転させる。
このとき鋳型Wは、前記排出シュート部41の上を滑落開始する。前記排出シュート部41が全開した後、前記反転機構2が逆回転を開始し、鋳型Wは徐々に滑落していく。
【0025】
図8(a)、(b)は、鋳型Wが接地した状態で前記反転機構2が逆回転している様子を示す。図8(c)、(d)は、前記反転機構2がさらに逆回転した状態で鋳型Wの反転移し替えが完了した状態を示す。
(7)前記反転機構2が元の位置に達したことを前記第2検出手段52で検出したのち、前記反転駆動機構3の作動を停止することで前記反転機構2の逆回転を停止する。
そして、図6(a)に示される状態に戻る。
前記テーブルZへ鋳型Wの移し替えが完了し前記箱型パレット1が逆転しているとき、図3にある搬出用シリンダPが方向Eに向け伸長し、前記テーブルZに載っている鋳型Wを方向Fに押し出し次の砂ばらしラインTへ搬出する。搬出された鋳型Wの載った前記砂ばらしラインTは、次工程に向かって方向Gに動いていく。
【0026】
上記(1)〜(7)の動作を繰り返すことで次々と前記箱型パレット1に入った製Wを反転し、移し替えることができる。
また、前記(1)〜(7)の動作を制御する制御部として、前記反転駆動機構3の正回転動作制御部が、(2)正回転回路からなり、前記反転駆動機構3の逆回転動作制御部が(3)逆回転回路と、(4)反転途中停止回路と、(6)逆回転再開回路と、(7)逆回転停止回路とからなり、前記排出駆動部42の閉動作制御部が(1)閉回路からなり前記排出駆動部42の開動作制御部が、(5)開回路からなっている。
前記制御部が制御装置に組み込まれることで、前記反転駆動機構3による前記反転機構2の正逆回転および、前記排出駆動部42による前記排出シュート部41の
開閉動作を制御している。
この構成、動作により、前記箱型パレット1に入った前記鋳型Wの姿勢、位置が不安定でも、打痕なく前記鋳型Wを反転させることができる。
【0027】
次に、本発明による実施の形態2を説明する。
本実施の形態2は、実施の形態1から前記第3検出手段53を省くことで反転、移載することができる。その動作を以下で説明する。
【0028】
ここで、図9に示されるように第3検出手段53が省かれているので図6(d)および図7(a)に相当する動作は行わない。図6(a)、(b)、(c)までの動作(1)、(2)は、同様である。
前記(1)、(2)の動作の次には以下の通りである。
(4a)前記反転機構2が水平状態に達したことを前記第1検出手段51で検出したのち、前記反転駆動機構3の作動を停止する。
(5a)前記反転駆動機構3の正回転が停止したのち、前記排出駆動部42を作動させ前記排出シュート部41が前記箱型パレットの開口部Kを開く。
そして、次に実施の形態1と同様に動作(6)、(7)と続いていく。
【0029】
実施の形態2においては、前記(1)(2)(4a)(5a)(6)(7)の動作を制御する制御部として、前記反転駆動機構の正回転動作制御部が、(2)正回転回路と(4a)正回転停止回路とからなり、前記反転駆動機構の逆回転動作制御部が(6)逆回転回路と、(7)逆回転停止回路とからなり、前記排出駆動部の閉動作制御部が(1)閉回路からなり前記排出駆動部の開動作制御部が、(5a)開回路からなっている。
前記制御部が制御装置に組み込まれることで、前記反転駆動機構3による前記反転機構2の正逆回転および、前記排出駆動部42による前記排出シュート部41の
開閉動作を制御している。
【0030】
前記実施の形態1、2では、上述した動作にて打痕無く、反転させ、砂ばらしラインに移し換え可能となる。また、さらに様々な製品の反転に対して所望の適切な角度調節を行い、製品を滑落させることにより、打痕を防止した製品反転が可能となる。
【図面の簡単な説明】
【0031】
【図1】本発明による鋳型反転移載装置の一部切欠き正面図である。
【図2】本発明による鋳型反転移載装置の一部切欠き側面図及び平面図である。
【図3】図2のA−A断面矢視図である。
【図4】(a)排出機構の平面図である。(b)排出機構の正面図である。(c)排出機構の側面図である。
【図5】図2の左側面図である。
【図6】(a)排出シュート部を閉じた状態を表した図である。(b)反転機構が約90°正回転した状態を表した図である。(c)反転機構が約180°正回転した状態を表した図である。(d)反転機構が約210°正回転した状態を表した図である。
【図7】(a)箱型パレットが水平状態となる様に、反転機構を約30°逆回転させ状態を表した図である。(b)排出シュート部が開動作を開始する様子を表した図である。(c)排出シュート部が全開になった状態を表した図である。(d)反転機構が逆回転を開始した状態を表した図である。
【図8】(a)鋳型が接地した状態で反転機構が逆回転している状態を表した図である。(b)反転機構が図8(a)よりさらに逆回転した状態を表した図である。(c)反転機構が図8(b)よりさらに逆回転した状態を表した図である。(d)鋳型の反転移し替えが完了した状態を表した図である。
【図9】本発明の実施の形態2にかかわる各検出手段の位置を示す図である。
【符号の説明】
【0032】
1 箱型パレット
2 反転機構
3 反転駆動機構
4 排出機構
6 アテ
7 ローラコンベア
11 突起
21 反転リング
22 ローラ部
23 ローラフレーム
24 リング支持ローラ
31 サーボモータ
32 ローラチェーン
41 排出シュート部
42 排出駆動部
43 軸受
44 軸
51 第1検出手段
52 第2検出手段
53 第3検出手段
71 ローラコンベアフレーム
B 反転機構が正回転する方向
C 反転機構が逆回転する方向
D ローラコンベア上にある箱型パレットの進行方向
E 搬出用シリンダが鋳型を押し出す方向
F 上下反転された鋳型の搬出方向
G 搬出された鋳型の載った砂ばらしラインの進行方向
K 箱型パレットの開口部
P 搬出用シリンダ
R 反転機構回転中心
S 支持フレーム
T 砂ばらしライン
U ハズレ止め
W 鋳型
Y 湯口
Z テーブル
【特許請求の範囲】
【請求項1】
鋳造ラインにおいて枠抜きされた鋳型を、両側部に突出し搬送方向に対して平行に形成される突起を有する箱型パレットに載置して搬送し、前記箱型パレットと共に鋳型を反転させ、砂ばらしラインに搬出させる反転ステーションに用いられる鋳型反転移載装置であって、
一対の反転リング、該反転リングを互いに連結し前記突起を貫入保持するローラ部を内側の側面上下に有する一対のローラフレームおよび、前記反転リングをそれぞれ下部で支える一対のリング支持ローラからなる前記箱型パレットを支持し、反転させる反転機構と、
該反転機構を正逆回転させる反転駆動機構と、
反転時に前記箱型パレットから鋳型を案内して排出する排出シュート部および、前記ローラフレームのうち、一方の外側に取り付けられるとともに該排出シュート部を前記箱型パレットの開口部の上方を開閉自在に駆動させる排出駆動部からなる排出機構と、
前記反転駆動機構の正逆回転動作および前記排出駆動部の開閉動作を制御する制御装置と、
前記反転機構内に前記箱型パレットがきたことを検知するパレット検出手段と、
該パレット検出手段からの信号に基づいて前記排出シュート部が閉動作し、前記反転機構が回転され、前記箱型パレットが上下反転し、水平状態に達したことを検出する第1検出手段と、
前記排出シュート部が開動作し、鋳型を排出したのち、前記反転機構が逆回転され、前記箱型パレットが上下反転し、元の位置に達したことを検出する第2検出手段と
を具備する鋳型反転移載装置。
【請求項2】
前記制御装置において、
前記反転駆動機構の正回転動作制御部が、
前記排出シュート部が前記箱型パレットの開口部を閉じたとき、前記反転駆動機構を作動させ前記反転機構を正回転させる正回転回路と、
前記反転機構が水平状態に達したことを前記第1検出手段で検出したのち、前記反転駆動機構の作動を停止する正回転停止回路とからなり、
前記反転駆動機構の逆回転動作制御部が、
前記排出シュート部が前記箱型パレットの開口部を開いたとき、前記反転駆動機構を作動させ前記反転機構を逆回転させる逆回転回路と、
前記反転機構が元の位置に達したことを前記第2検出手段で検出したのち、前記反転駆動機構の作動を停止する逆回転停止回路とからなるとともに、
前記排出駆動部の閉動作制御部が、
前記パレット検出手段からの信号に基づいて、前記排出駆動部を作動させ前記排出シュート部が前記箱型パレットの開口部を閉じる閉回路からなり、
前記排出駆動部の開動作制御部が、
前記反転駆動機構の正回転が停止したのち、前記排出駆動部を作動させ前記排出シュート部が前記箱型パレットの開口部を開く開回路
からなる請求項1記載の反転ステーションにおける鋳型反転移載装置。
【請求項3】
前記反転機構が前記水平状態よりさらに回転した状態に達したことを検出する第3検出手段をさらに具備する請求項1記載の鋳型反転移載装置。
【請求項4】
前記制御装置において、
前記反転駆動機構の正回転動作制御部が、
前記排出シュート部が前記箱型パレットの開口部を閉じたとき、前記反転駆動機構を作動させ前記反転機構を正回転させる正回転回路からなり、
前記反転駆動機構の逆回転動作制御部が、
前記反転機構が前記水平状態よりさらに回転した状態に達したことを前記第3検出手段で検出したのち、前記反転駆動機構を作動させ前記反転機構を逆回転させる逆回転回路と、
前記反転機構が逆回転され再び水平状態に達したことを第1検出手段で検出したのち前記反転駆動機構の作動を停止する反転途中停止回路と、
前記排出シュート部が前記箱型パレットの開口部を開いたとき、前記反転駆動機構を作動させ前記反転機構を逆回転させる逆回転再開回路と、
前記反転機構が元の位置に達したことを前記第2検出手段で検出したのち、前記反転駆動機構の作動を停止する逆回転停止回路とからなるとともに、
前記排出駆動部の閉動作制御部が、
前記パレット検出手段からの信号に基づいて、前記排出駆動部を作動させ前記排出シュート部が前記箱型パレットの開口部を閉じる閉回路からなり、
前記排出駆動部の開動作制御部が、
前記反転駆動機構が反転途中に停止したのち、前記排出駆動部を作動させ前記排出シュート部が前記箱型パレットの開口部を開く開回路
からなる請求項3記載の鋳型反転移載装置。
【請求項1】
鋳造ラインにおいて枠抜きされた鋳型を、両側部に突出し搬送方向に対して平行に形成される突起を有する箱型パレットに載置して搬送し、前記箱型パレットと共に鋳型を反転させ、砂ばらしラインに搬出させる反転ステーションに用いられる鋳型反転移載装置であって、
一対の反転リング、該反転リングを互いに連結し前記突起を貫入保持するローラ部を内側の側面上下に有する一対のローラフレームおよび、前記反転リングをそれぞれ下部で支える一対のリング支持ローラからなる前記箱型パレットを支持し、反転させる反転機構と、
該反転機構を正逆回転させる反転駆動機構と、
反転時に前記箱型パレットから鋳型を案内して排出する排出シュート部および、前記ローラフレームのうち、一方の外側に取り付けられるとともに該排出シュート部を前記箱型パレットの開口部の上方を開閉自在に駆動させる排出駆動部からなる排出機構と、
前記反転駆動機構の正逆回転動作および前記排出駆動部の開閉動作を制御する制御装置と、
前記反転機構内に前記箱型パレットがきたことを検知するパレット検出手段と、
該パレット検出手段からの信号に基づいて前記排出シュート部が閉動作し、前記反転機構が回転され、前記箱型パレットが上下反転し、水平状態に達したことを検出する第1検出手段と、
前記排出シュート部が開動作し、鋳型を排出したのち、前記反転機構が逆回転され、前記箱型パレットが上下反転し、元の位置に達したことを検出する第2検出手段と
を具備する鋳型反転移載装置。
【請求項2】
前記制御装置において、
前記反転駆動機構の正回転動作制御部が、
前記排出シュート部が前記箱型パレットの開口部を閉じたとき、前記反転駆動機構を作動させ前記反転機構を正回転させる正回転回路と、
前記反転機構が水平状態に達したことを前記第1検出手段で検出したのち、前記反転駆動機構の作動を停止する正回転停止回路とからなり、
前記反転駆動機構の逆回転動作制御部が、
前記排出シュート部が前記箱型パレットの開口部を開いたとき、前記反転駆動機構を作動させ前記反転機構を逆回転させる逆回転回路と、
前記反転機構が元の位置に達したことを前記第2検出手段で検出したのち、前記反転駆動機構の作動を停止する逆回転停止回路とからなるとともに、
前記排出駆動部の閉動作制御部が、
前記パレット検出手段からの信号に基づいて、前記排出駆動部を作動させ前記排出シュート部が前記箱型パレットの開口部を閉じる閉回路からなり、
前記排出駆動部の開動作制御部が、
前記反転駆動機構の正回転が停止したのち、前記排出駆動部を作動させ前記排出シュート部が前記箱型パレットの開口部を開く開回路
からなる請求項1記載の反転ステーションにおける鋳型反転移載装置。
【請求項3】
前記反転機構が前記水平状態よりさらに回転した状態に達したことを検出する第3検出手段をさらに具備する請求項1記載の鋳型反転移載装置。
【請求項4】
前記制御装置において、
前記反転駆動機構の正回転動作制御部が、
前記排出シュート部が前記箱型パレットの開口部を閉じたとき、前記反転駆動機構を作動させ前記反転機構を正回転させる正回転回路からなり、
前記反転駆動機構の逆回転動作制御部が、
前記反転機構が前記水平状態よりさらに回転した状態に達したことを前記第3検出手段で検出したのち、前記反転駆動機構を作動させ前記反転機構を逆回転させる逆回転回路と、
前記反転機構が逆回転され再び水平状態に達したことを第1検出手段で検出したのち前記反転駆動機構の作動を停止する反転途中停止回路と、
前記排出シュート部が前記箱型パレットの開口部を開いたとき、前記反転駆動機構を作動させ前記反転機構を逆回転させる逆回転再開回路と、
前記反転機構が元の位置に達したことを前記第2検出手段で検出したのち、前記反転駆動機構の作動を停止する逆回転停止回路とからなるとともに、
前記排出駆動部の閉動作制御部が、
前記パレット検出手段からの信号に基づいて、前記排出駆動部を作動させ前記排出シュート部が前記箱型パレットの開口部を閉じる閉回路からなり、
前記排出駆動部の開動作制御部が、
前記反転駆動機構が反転途中に停止したのち、前記排出駆動部を作動させ前記排出シュート部が前記箱型パレットの開口部を開く開回路
からなる請求項3記載の鋳型反転移載装置。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図7】

【図8】
【図9】
【図2】
【図3】
【図4】
【図5】
【図6】
【図7】
【図8】
【図9】
【公開番号】特開2009−214125(P2009−214125A)
【公開日】平成21年9月24日(2009.9.24)
【国際特許分類】
【出願番号】特願2008−58772(P2008−58772)
【出願日】平成20年3月7日(2008.3.7)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
【公開日】平成21年9月24日(2009.9.24)
【国際特許分類】
【出願日】平成20年3月7日(2008.3.7)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
[ Back to top ]