
鋳型搬送設備および該鋳型搬送設備を用いる鋳型造型設備
【課題】定盤台車トラバーサやリフタなどのイニシャルコストを低減するとともに、造型機側での模型置き場(段取り場)と分離し、反造型機側のスペースを中子置き場として有効活用することができる鋳型搬送設備を提供する。
【解決手段】鋳型搬送設備が、定盤台車に載置される注湯済枠付鋳型から鋳型を抜き出すステーションをもつ解枠ラインと、解枠後、前記定盤台車に載置される上下鋳枠を造型ラインに搬出するとともに、該上下鋳枠が搬出された前記定盤台車を搬送する定盤台車返しラインと、該定盤台車返しラインの下流側に搬送された定盤台車に、前記鋳型のうち造型された下鋳枠を載置し、中子をセット可能とした中子セットラインとが直列に配置されており、前記解枠ラインへの搬入側の位置と前記中子セットラインの下流側の位置にそれぞれ設置されるプッシャー手段とクッション手段にて1ピッチ毎枠送りを行うように構成されている。
【解決手段】鋳型搬送設備が、定盤台車に載置される注湯済枠付鋳型から鋳型を抜き出すステーションをもつ解枠ラインと、解枠後、前記定盤台車に載置される上下鋳枠を造型ラインに搬出するとともに、該上下鋳枠が搬出された前記定盤台車を搬送する定盤台車返しラインと、該定盤台車返しラインの下流側に搬送された定盤台車に、前記鋳型のうち造型された下鋳枠を載置し、中子をセット可能とした中子セットラインとが直列に配置されており、前記解枠ラインへの搬入側の位置と前記中子セットラインの下流側の位置にそれぞれ設置されるプッシャー手段とクッション手段にて1ピッチ毎枠送りを行うように構成されている。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は鋳型搬送設備および該鋳型搬送設備を用いる鋳型造型設備に関する。さらに詳しくは、鋳型造型設備で使用している定盤台車返しラインの一部を中子セットラインとして使用するラインレイアウトに設定した鋳型搬送設備および該鋳型搬送設備を用いる鋳型造型設備に関する。
【背景技術】
【0002】
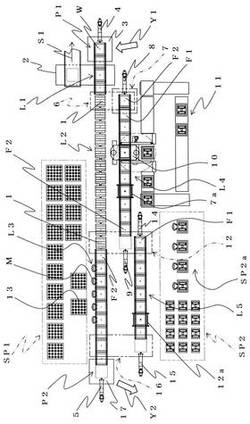
重い中子をセットする場合、造型した下鋳枠に定盤台車を配置した状態で中子をセットすることが多く、たとえば、図2に示されるように、造型ライン101に配置される造型機102により上鋳枠F1と下鋳枠F2を交互に造型された状態のまま、中子セットライン(造型ライン上にて中子をセットするライン)103へ流すレイアウトとした鋳型造型設備Aがある。この鋳型造型設備Aでは、まず、注湯冷却ラインから矢印Y1の方向へ搬送されて来た注湯済枠付鋳型Wの上鋳枠F1と下鋳枠F2は、解枠ライン104上の鋳型ばらし装置105により製品を内蔵する鋳型が抜き出されたのち、前記造型ライン101に併設される定盤台車返しライン106から空枠トラバーサ107と上下枠分離装置108を用いて前記造型ライン101に順次送り出される。ついで、造型された下鋳枠F2は、前記定盤台車返しライン106から定盤台車トラバーサ109とリフタ(図示せず)とにより移し替えられる定盤台車110に載置されて、上下鋳枠とも前記中子セットライン103へ流される。そして、該下鋳枠F2に中子111がセットされたのち、上下鋳枠F1、F2は矢印Y2の方向の注湯冷却ラインへと搬出される。なお、図2において、矢印S1は鋳型ばらし装置105からの鋳型の搬出方向であり、矢印S2は一対のプッシャー手段112とクッション手段113にて1ピッチ毎送られる定盤台車110の送り方向であり、および矢印S3は一対のプッシャー手段114とクッション手段115にて1ピッチ毎送られる上下鋳枠F1、F2の送り方向である。また、符号116、117は鋳型エレベータであり、符号118は上下枠反転機であり、符号119は上枠反転機であり、および符号120は模型交換装置である。
【0003】
また、図3に示されるように、造型機102により交互に造型された上下鋳枠F1、F2をそれぞれ専用ライン(上枠ライン201と前記造型ライン101を介して該上枠ライン201に併設される中子セットライン202)にしたレイアウトの鋳型造型設備Bがある。この鋳型造型設備Bでは、定盤台車返しライン106の下流位置(移し替え位置)と中子セットライン202の上流位置(定盤台車110の搬入位置)とのあいだに造型ライン101を介した定盤台車トラバーサ203が設置され、上枠ライン201の上流位置(搬入位置)と中子セットライン202の上流位置(搬入位置)とのあいだに上下枠移替装置204が設置されるとともに、上枠ライン201の下流位置(搬出位置)と下枠ライン202の下流位置(枠合せ位置)とのあいだに枠合せ装置205が設置されている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、前記鋳型造型設備Aのように、造型ライン101に沿って移送される定盤台車110を中子セットライン103の上流位置で移し替えるための定盤台車トラバーサ109や該トラバーサ109とともに使用されるリフタ機能を持った装置(リフタ)を取り付けて対応しているため、設備のイニシャルコストが高くなるという問題がある。また、前記鋳型造型設備Bについても同じ問題がある。
【0005】
また、図2および図3に示されるように、造型ライン101側での作業は中子セットだけではなく、造型機102へセットする造型用模型の準備のための模型置き場(段取り場)301と、中子置き場302のスペースが隣接するため、模型と中子を置いておくスペースが少なくなり、別の模型置き場と中子置き場へ何度も取りに行くという作業が必要という問題がある。
【0006】
さらに、前記鋳型造型設備Bでは、定盤台車返しライン106と中子セットライン202がズレているため、定盤台車110と下鋳枠F2を送るためのプッシャー手段206とクッション手段207が1セット多いという問題もある。
【0007】
そこで、本発明は、叙上の事情に鑑み、定盤台車を移し替える装置(定盤台車トラバーサ)やリフタなどのイニシャルコストを低減するとともに、造型機側での模型置き場(段取り場)と分離し、反造型機側のスペースを中子置き場として有効活用することができる鋳型搬送設備および該鋳型搬送設備を用いる鋳型造型設備を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の請求項1記載の鋳型搬送設備は、定盤台車に載置される注湯済枠付鋳型から鋳型を抜き出すステーションをもつ解枠ラインと、解枠後、前記定盤台車に載置される上下鋳枠を造型ラインに搬出するとともに、該上下鋳枠が搬出された前記定盤台車を搬送する定盤台車返しラインと、該定盤台車返しラインの下流側に搬送された定盤台車に、前記鋳型のうち造型された下鋳枠を載置し、中子をセット可能とした中子セットラインとが直列に配置されており、前記解枠ラインへの搬入側の位置と前記中子セットラインの下流側の位置にそれぞれ設置されるプッシャー手段とクッション手段にて1ピッチ毎枠送りを行うように構成されてなることを特徴としている。
【0009】
また、本発明の請求項2記載の鋳型造型設備は、請求項1記載の鋳型搬送設備に沿って、造型ラインと鋳型のうち造型された上鋳枠のみを搬送する上枠ラインとが順次併設されてなることを特徴としている。
【発明の効果】
【0010】
本発明によれば、定盤台車を移し替える装置(定盤台車トラバーサ)やリフタなどの設備のイニシャルコストを低減することができる。また、造型機側での模型置き場(段取り場)と分離し、反造型機側のスペースを中子置き場として有効活用することができる。
【発明を実施するための最良の形態】
【0011】
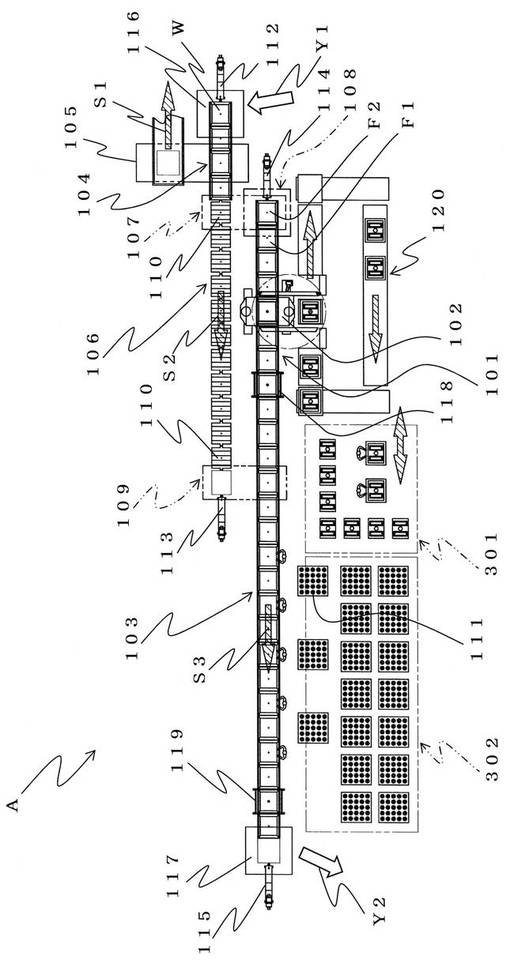
以下、添付図面に基づいて、本発明の鋳型搬送設備および該鋳型搬送設備を用いる鋳型造型設備を説明する。本発明の一実施の形態にかかわる鋳型造型設備は、図1に示されるように、解枠ラインL1、定盤台車返しラインL2および中子セットラインL3が直列に配置される鋳型搬送設備に沿って(対向して)造型ラインL4と上枠ラインL5とを順次併設し、定盤台車返しラインL2の下流側の一部を中子セットラインL3として使用している。
【0012】
前記解枠ラインL1には、注湯冷却ラインから矢印Y1の方向へ搬送されて来た、定盤台車1に載置される注湯済枠付鋳型Wから鋳型を抜き出すステーションをもつ鋳型ばらし装置2が配置されている。注湯済枠付鋳型Wから抜き出された鋳型は矢印S1の方向へ搬出される。この注湯済枠付鋳型Wは、上鋳枠F1と、下鋳枠F2と、この上下鋳枠に内包された前記鋳型(注湯済鋳型)とにより構成され、該鋳型は製品を内蔵している。なお、図1において、符号3は注湯済枠付鋳型Wを注湯冷却ラインの搬出部から解枠ラインL1の搬入部に位置付けするための鋳型エレベータである。
【0013】
前記定盤台車1は、たとえばレールを用いた搬送コンベヤに載置されており、前記解枠ラインL1への搬入側の位置P1に設置されるプッシャー手段4と、前記中子セットラインL3の下流側の位置P2に設置されるクッション手段5とにより1ピッチ毎枠送りされる。これにより、定盤台車1のみが順次前記中子セットラインL3へと搬送される。なお、前記プッシャー手段4およびクッション手段5のアクチュエータとしては、たとえばエアシリンダー、油圧シリンダーまたは電動シリンダーなどを用いることができる。
【0014】
前記定盤台車返しラインL2と造型ラインL4とのあいだには、空枠トラバーサ6が配置されており、解枠後の空枠である上下鋳枠(F1、F2)を定盤台車1から持ち上げて造型ラインL4に搬出する。そして、該造型ラインL4に搬出された上下鋳枠(F1、F2)は、搬入部に設置される上下枠分離装置7により上鋳枠F1と下鋳枠F2とに分離され、たとえばローラコンベヤ上に載置されたのち、該造型ラインL4の搬入部の位置と下流部の位置にそれぞれ設置されるプッシャー手段8とクッション手段9とにより1ピッチ毎枠送りされ、造型機10へと搬送される。なお、符号7aは上下枠反転機である。また、前記プッシャー手段8とクッション手段9としては、前記プッシャー手段4およびクッション手段5のアクチュエータと同じものを用いることができる。また、前記造型ラインL4には、模型交換装置11が配置されている。
【0015】
前記造型ラインL4の下流位置(搬出部の位置)は、前記定盤台車返しラインL2の下流位置および前記上枠ラインL5の上流位置(搬入部の位置)に対向するように設置されており、該造型ラインL4の搬出部を跨いで、前記定盤台車返しラインL2の下流位置および前記上枠ラインL5の搬入部とのあいだに上下枠移替装置12が設置されている。前記造型ラインL4の搬出部に搬送された下鋳枠F2は、前記上下枠移替装置12により、該定盤台車返しラインL2の下流位置に送られてきた定盤台車1に載置されたのち、中子セットラインL3へと搬入される。この中子セットラインL3には、作業者Mが下鋳枠F2に中子13をセット可能に待機している。この中子13は、中子セットラインL3に対して、造型ラインL4とは反対側のスペースに配置される中子置き場SP1に置かれている。また、前記造型ラインL4の搬出部に搬送された上鋳枠F1は、前記上下枠移替装置12により、上枠ラインL5の搬入部に移し替えられると、該上枠ラインL5の搬入部と搬出部にそれぞれ設置されるプッシャー手段14とクッション手段15とにより、たとえばローラコンベヤ上を1ピッチ毎枠送りされる。なお、符号12aは上枠反転機である。また、前記プッシャー手段14とクッション手段15についても、前記プッシャー手段4およびクッション手段5のアクチュエータと同じものを用いることができる。また、前記上枠ラインL5に対向するスペースには、前記模型交換装置11のための模型段取りスペースSP2aを備えた模型置き場SP2が配置されている。
【0016】
前記中子セットラインL3と上枠ラインL5とのあいだには、枠合せ装置16が設置されている。この枠合せ装置16は、前記上枠ラインL5の搬出部から搬送される上鋳枠F1を前記中子セットラインL3上にて中子13がセット完了した下鋳枠F2に被せる機構を備えている。そして、枠合わせが終了した注湯前の枠付鋳型は、搬送エレベータ17により矢印Y2の方向の注湯冷却ラインへと搬出される。
【0017】
このように構成されたものの作動について説明する。図1に示されるように、まず、造型機10により上下鋳枠F1、F2内に交互に造型された鋳型をプッシャー手段8とクッション手段9にて1ピッチ毎送られたのち、上下枠移替装置12にて手前側の上枠ラインL5に上鋳枠F1を移し替え、後方の中子セットラインL3の上流位置に返された定盤台車1に下鋳枠F2を移し替える。
【0018】
ついで、定盤台車1にセットされた下鋳枠F2は、プッシャー手段4とクッション5にて1ピッチ毎送られ、中子セットラインL3に入ると、中子セット作業者Mにより中子置き場SP1にある中子13がセットされる。
【0019】
ついで、中子13がセットされた下鋳枠F2には、上枠ラインL5を経由し枠合わせ装置16により搬送されて来た上鋳枠F1を被せて注湯可能な鋳型として、さらに前記プッシャー手段4とクッション5にて1ピッチ毎送られる。
【0020】
ついで、注湯可能な鋳型は、鋳型エレベータ17にて別ステーションにある矢印Y2方向の注湯冷却ラインへ搬送される。
【0021】
ついで、注湯冷却ラインにて注湯作業および冷却を完了した注湯済枠付鋳型Wは、鋳型エレベータ3にて前記解枠ラインL1、定盤台車返しラインL2および中子セットラインL3が直列に配置される鋳型搬送設備へ戻される。
【0022】
ついで、注湯作業および冷却した鋳型Wをプッシャー手段4とクッション手段5にて1ピッチ毎送り、鋳型ばらし装置2により上下鋳枠内の鋳型と製品を上下鋳枠より分離する。
【0023】
ついで、空枠となった上下鋳枠はプッシャー手段4とクッション手段5にて1ピッチ毎送り、空枠トラバーサ6により造型ラインL4へ移し替えられたのち、上下枠分離装置7により上鋳枠F1と下鋳枠F2とに分離する。そして、分離された上鋳枠F1と下鋳枠F2をプッシャー手段8とクッション手段9により1ピッチずつ造型機10へ送り込み、前述の動作を繰り返す。
【0024】
本実施の形態では、上下鋳枠の専用ラインに分離することで、中子セットラインで上下鋳枠を交互に搬送する従来の鋳型造型設備Aと比較して長さ方向での設置スペースを大きく削減できる。また、従来の鋳型造型設備A、Bでは、造型機での模型段取り作業スペースと中子置き場が隣接するため、双方のスペースが狭くなっていたが、本実施の形態では、反造型機側のスペースを中子置き場として有効活用でき、模型段取り作業スペースと中子置き場のスペースを大きく確保することができる。
【0025】
さらに、従来の鋳型造型設備Bでは、定盤台車返しラインと中子セットラインがズレているため、定盤台車と鋳枠を送るためのプッシャーとクッションが1セット多くなっており、またそれらのライン間を繋ぐ定盤台車トラバーサも1セット多いのに対して、本実施の形態では、定盤台車返しラインと中子セットラインが同一ラインで行うため、1セットのプッシャーおよびクッションと定盤台車トラバーサを省くことができ、設備のイニシャルコストを抑えることができる。
【図面の簡単な説明】
【0026】
【図1】本発明の一実施の形態にかかわる鋳型造型設備の平面概略図である。
【図2】従来の鋳型造型設備の平面概略図である。
【図3】他の従来の鋳型造型設備の平面概略図である。
【符号の説明】
【0027】
F1 上鋳枠
F2 下鋳枠
L1 解枠ライン
L2 定盤台車返しライン
L3 中子セットライン
L4 造型ライン
L5 上枠ライン
SP1 中子置き場
SP2 模型置き場
SP2a 模型段取りスペース
W 注湯済枠付鋳型
1 定盤台車
2 鋳型ばらし装置
3、17 鋳型エレベータ
4、8、14 プッシャー手段
5、9、15 クッション手段
6 空枠トラバーサ
7 上下枠分離装置
7a 上下枠反転機
10 造型機
11 模型交換装置
12 上下枠移替装置
12a 上枠反転機
13 中子
16 枠合せ装置
【技術分野】
【0001】
本発明は鋳型搬送設備および該鋳型搬送設備を用いる鋳型造型設備に関する。さらに詳しくは、鋳型造型設備で使用している定盤台車返しラインの一部を中子セットラインとして使用するラインレイアウトに設定した鋳型搬送設備および該鋳型搬送設備を用いる鋳型造型設備に関する。
【背景技術】
【0002】
重い中子をセットする場合、造型した下鋳枠に定盤台車を配置した状態で中子をセットすることが多く、たとえば、図2に示されるように、造型ライン101に配置される造型機102により上鋳枠F1と下鋳枠F2を交互に造型された状態のまま、中子セットライン(造型ライン上にて中子をセットするライン)103へ流すレイアウトとした鋳型造型設備Aがある。この鋳型造型設備Aでは、まず、注湯冷却ラインから矢印Y1の方向へ搬送されて来た注湯済枠付鋳型Wの上鋳枠F1と下鋳枠F2は、解枠ライン104上の鋳型ばらし装置105により製品を内蔵する鋳型が抜き出されたのち、前記造型ライン101に併設される定盤台車返しライン106から空枠トラバーサ107と上下枠分離装置108を用いて前記造型ライン101に順次送り出される。ついで、造型された下鋳枠F2は、前記定盤台車返しライン106から定盤台車トラバーサ109とリフタ(図示せず)とにより移し替えられる定盤台車110に載置されて、上下鋳枠とも前記中子セットライン103へ流される。そして、該下鋳枠F2に中子111がセットされたのち、上下鋳枠F1、F2は矢印Y2の方向の注湯冷却ラインへと搬出される。なお、図2において、矢印S1は鋳型ばらし装置105からの鋳型の搬出方向であり、矢印S2は一対のプッシャー手段112とクッション手段113にて1ピッチ毎送られる定盤台車110の送り方向であり、および矢印S3は一対のプッシャー手段114とクッション手段115にて1ピッチ毎送られる上下鋳枠F1、F2の送り方向である。また、符号116、117は鋳型エレベータであり、符号118は上下枠反転機であり、符号119は上枠反転機であり、および符号120は模型交換装置である。
【0003】
また、図3に示されるように、造型機102により交互に造型された上下鋳枠F1、F2をそれぞれ専用ライン(上枠ライン201と前記造型ライン101を介して該上枠ライン201に併設される中子セットライン202)にしたレイアウトの鋳型造型設備Bがある。この鋳型造型設備Bでは、定盤台車返しライン106の下流位置(移し替え位置)と中子セットライン202の上流位置(定盤台車110の搬入位置)とのあいだに造型ライン101を介した定盤台車トラバーサ203が設置され、上枠ライン201の上流位置(搬入位置)と中子セットライン202の上流位置(搬入位置)とのあいだに上下枠移替装置204が設置されるとともに、上枠ライン201の下流位置(搬出位置)と下枠ライン202の下流位置(枠合せ位置)とのあいだに枠合せ装置205が設置されている。
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、前記鋳型造型設備Aのように、造型ライン101に沿って移送される定盤台車110を中子セットライン103の上流位置で移し替えるための定盤台車トラバーサ109や該トラバーサ109とともに使用されるリフタ機能を持った装置(リフタ)を取り付けて対応しているため、設備のイニシャルコストが高くなるという問題がある。また、前記鋳型造型設備Bについても同じ問題がある。
【0005】
また、図2および図3に示されるように、造型ライン101側での作業は中子セットだけではなく、造型機102へセットする造型用模型の準備のための模型置き場(段取り場)301と、中子置き場302のスペースが隣接するため、模型と中子を置いておくスペースが少なくなり、別の模型置き場と中子置き場へ何度も取りに行くという作業が必要という問題がある。
【0006】
さらに、前記鋳型造型設備Bでは、定盤台車返しライン106と中子セットライン202がズレているため、定盤台車110と下鋳枠F2を送るためのプッシャー手段206とクッション手段207が1セット多いという問題もある。
【0007】
そこで、本発明は、叙上の事情に鑑み、定盤台車を移し替える装置(定盤台車トラバーサ)やリフタなどのイニシャルコストを低減するとともに、造型機側での模型置き場(段取り場)と分離し、反造型機側のスペースを中子置き場として有効活用することができる鋳型搬送設備および該鋳型搬送設備を用いる鋳型造型設備を提供することを目的とする。
【課題を解決するための手段】
【0008】
本発明の請求項1記載の鋳型搬送設備は、定盤台車に載置される注湯済枠付鋳型から鋳型を抜き出すステーションをもつ解枠ラインと、解枠後、前記定盤台車に載置される上下鋳枠を造型ラインに搬出するとともに、該上下鋳枠が搬出された前記定盤台車を搬送する定盤台車返しラインと、該定盤台車返しラインの下流側に搬送された定盤台車に、前記鋳型のうち造型された下鋳枠を載置し、中子をセット可能とした中子セットラインとが直列に配置されており、前記解枠ラインへの搬入側の位置と前記中子セットラインの下流側の位置にそれぞれ設置されるプッシャー手段とクッション手段にて1ピッチ毎枠送りを行うように構成されてなることを特徴としている。
【0009】
また、本発明の請求項2記載の鋳型造型設備は、請求項1記載の鋳型搬送設備に沿って、造型ラインと鋳型のうち造型された上鋳枠のみを搬送する上枠ラインとが順次併設されてなることを特徴としている。
【発明の効果】
【0010】
本発明によれば、定盤台車を移し替える装置(定盤台車トラバーサ)やリフタなどの設備のイニシャルコストを低減することができる。また、造型機側での模型置き場(段取り場)と分離し、反造型機側のスペースを中子置き場として有効活用することができる。
【発明を実施するための最良の形態】
【0011】
以下、添付図面に基づいて、本発明の鋳型搬送設備および該鋳型搬送設備を用いる鋳型造型設備を説明する。本発明の一実施の形態にかかわる鋳型造型設備は、図1に示されるように、解枠ラインL1、定盤台車返しラインL2および中子セットラインL3が直列に配置される鋳型搬送設備に沿って(対向して)造型ラインL4と上枠ラインL5とを順次併設し、定盤台車返しラインL2の下流側の一部を中子セットラインL3として使用している。
【0012】
前記解枠ラインL1には、注湯冷却ラインから矢印Y1の方向へ搬送されて来た、定盤台車1に載置される注湯済枠付鋳型Wから鋳型を抜き出すステーションをもつ鋳型ばらし装置2が配置されている。注湯済枠付鋳型Wから抜き出された鋳型は矢印S1の方向へ搬出される。この注湯済枠付鋳型Wは、上鋳枠F1と、下鋳枠F2と、この上下鋳枠に内包された前記鋳型(注湯済鋳型)とにより構成され、該鋳型は製品を内蔵している。なお、図1において、符号3は注湯済枠付鋳型Wを注湯冷却ラインの搬出部から解枠ラインL1の搬入部に位置付けするための鋳型エレベータである。
【0013】
前記定盤台車1は、たとえばレールを用いた搬送コンベヤに載置されており、前記解枠ラインL1への搬入側の位置P1に設置されるプッシャー手段4と、前記中子セットラインL3の下流側の位置P2に設置されるクッション手段5とにより1ピッチ毎枠送りされる。これにより、定盤台車1のみが順次前記中子セットラインL3へと搬送される。なお、前記プッシャー手段4およびクッション手段5のアクチュエータとしては、たとえばエアシリンダー、油圧シリンダーまたは電動シリンダーなどを用いることができる。
【0014】
前記定盤台車返しラインL2と造型ラインL4とのあいだには、空枠トラバーサ6が配置されており、解枠後の空枠である上下鋳枠(F1、F2)を定盤台車1から持ち上げて造型ラインL4に搬出する。そして、該造型ラインL4に搬出された上下鋳枠(F1、F2)は、搬入部に設置される上下枠分離装置7により上鋳枠F1と下鋳枠F2とに分離され、たとえばローラコンベヤ上に載置されたのち、該造型ラインL4の搬入部の位置と下流部の位置にそれぞれ設置されるプッシャー手段8とクッション手段9とにより1ピッチ毎枠送りされ、造型機10へと搬送される。なお、符号7aは上下枠反転機である。また、前記プッシャー手段8とクッション手段9としては、前記プッシャー手段4およびクッション手段5のアクチュエータと同じものを用いることができる。また、前記造型ラインL4には、模型交換装置11が配置されている。
【0015】
前記造型ラインL4の下流位置(搬出部の位置)は、前記定盤台車返しラインL2の下流位置および前記上枠ラインL5の上流位置(搬入部の位置)に対向するように設置されており、該造型ラインL4の搬出部を跨いで、前記定盤台車返しラインL2の下流位置および前記上枠ラインL5の搬入部とのあいだに上下枠移替装置12が設置されている。前記造型ラインL4の搬出部に搬送された下鋳枠F2は、前記上下枠移替装置12により、該定盤台車返しラインL2の下流位置に送られてきた定盤台車1に載置されたのち、中子セットラインL3へと搬入される。この中子セットラインL3には、作業者Mが下鋳枠F2に中子13をセット可能に待機している。この中子13は、中子セットラインL3に対して、造型ラインL4とは反対側のスペースに配置される中子置き場SP1に置かれている。また、前記造型ラインL4の搬出部に搬送された上鋳枠F1は、前記上下枠移替装置12により、上枠ラインL5の搬入部に移し替えられると、該上枠ラインL5の搬入部と搬出部にそれぞれ設置されるプッシャー手段14とクッション手段15とにより、たとえばローラコンベヤ上を1ピッチ毎枠送りされる。なお、符号12aは上枠反転機である。また、前記プッシャー手段14とクッション手段15についても、前記プッシャー手段4およびクッション手段5のアクチュエータと同じものを用いることができる。また、前記上枠ラインL5に対向するスペースには、前記模型交換装置11のための模型段取りスペースSP2aを備えた模型置き場SP2が配置されている。
【0016】
前記中子セットラインL3と上枠ラインL5とのあいだには、枠合せ装置16が設置されている。この枠合せ装置16は、前記上枠ラインL5の搬出部から搬送される上鋳枠F1を前記中子セットラインL3上にて中子13がセット完了した下鋳枠F2に被せる機構を備えている。そして、枠合わせが終了した注湯前の枠付鋳型は、搬送エレベータ17により矢印Y2の方向の注湯冷却ラインへと搬出される。
【0017】
このように構成されたものの作動について説明する。図1に示されるように、まず、造型機10により上下鋳枠F1、F2内に交互に造型された鋳型をプッシャー手段8とクッション手段9にて1ピッチ毎送られたのち、上下枠移替装置12にて手前側の上枠ラインL5に上鋳枠F1を移し替え、後方の中子セットラインL3の上流位置に返された定盤台車1に下鋳枠F2を移し替える。
【0018】
ついで、定盤台車1にセットされた下鋳枠F2は、プッシャー手段4とクッション5にて1ピッチ毎送られ、中子セットラインL3に入ると、中子セット作業者Mにより中子置き場SP1にある中子13がセットされる。
【0019】
ついで、中子13がセットされた下鋳枠F2には、上枠ラインL5を経由し枠合わせ装置16により搬送されて来た上鋳枠F1を被せて注湯可能な鋳型として、さらに前記プッシャー手段4とクッション5にて1ピッチ毎送られる。
【0020】
ついで、注湯可能な鋳型は、鋳型エレベータ17にて別ステーションにある矢印Y2方向の注湯冷却ラインへ搬送される。
【0021】
ついで、注湯冷却ラインにて注湯作業および冷却を完了した注湯済枠付鋳型Wは、鋳型エレベータ3にて前記解枠ラインL1、定盤台車返しラインL2および中子セットラインL3が直列に配置される鋳型搬送設備へ戻される。
【0022】
ついで、注湯作業および冷却した鋳型Wをプッシャー手段4とクッション手段5にて1ピッチ毎送り、鋳型ばらし装置2により上下鋳枠内の鋳型と製品を上下鋳枠より分離する。
【0023】
ついで、空枠となった上下鋳枠はプッシャー手段4とクッション手段5にて1ピッチ毎送り、空枠トラバーサ6により造型ラインL4へ移し替えられたのち、上下枠分離装置7により上鋳枠F1と下鋳枠F2とに分離する。そして、分離された上鋳枠F1と下鋳枠F2をプッシャー手段8とクッション手段9により1ピッチずつ造型機10へ送り込み、前述の動作を繰り返す。
【0024】
本実施の形態では、上下鋳枠の専用ラインに分離することで、中子セットラインで上下鋳枠を交互に搬送する従来の鋳型造型設備Aと比較して長さ方向での設置スペースを大きく削減できる。また、従来の鋳型造型設備A、Bでは、造型機での模型段取り作業スペースと中子置き場が隣接するため、双方のスペースが狭くなっていたが、本実施の形態では、反造型機側のスペースを中子置き場として有効活用でき、模型段取り作業スペースと中子置き場のスペースを大きく確保することができる。
【0025】
さらに、従来の鋳型造型設備Bでは、定盤台車返しラインと中子セットラインがズレているため、定盤台車と鋳枠を送るためのプッシャーとクッションが1セット多くなっており、またそれらのライン間を繋ぐ定盤台車トラバーサも1セット多いのに対して、本実施の形態では、定盤台車返しラインと中子セットラインが同一ラインで行うため、1セットのプッシャーおよびクッションと定盤台車トラバーサを省くことができ、設備のイニシャルコストを抑えることができる。
【図面の簡単な説明】
【0026】
【図1】本発明の一実施の形態にかかわる鋳型造型設備の平面概略図である。
【図2】従来の鋳型造型設備の平面概略図である。
【図3】他の従来の鋳型造型設備の平面概略図である。
【符号の説明】
【0027】
F1 上鋳枠
F2 下鋳枠
L1 解枠ライン
L2 定盤台車返しライン
L3 中子セットライン
L4 造型ライン
L5 上枠ライン
SP1 中子置き場
SP2 模型置き場
SP2a 模型段取りスペース
W 注湯済枠付鋳型
1 定盤台車
2 鋳型ばらし装置
3、17 鋳型エレベータ
4、8、14 プッシャー手段
5、9、15 クッション手段
6 空枠トラバーサ
7 上下枠分離装置
7a 上下枠反転機
10 造型機
11 模型交換装置
12 上下枠移替装置
12a 上枠反転機
13 中子
16 枠合せ装置
【特許請求の範囲】
【請求項1】
定盤台車に載置される注湯済枠付鋳型から鋳型を抜き出すステーションをもつ解枠ラインと、
解枠後、前記定盤台車に載置される上下鋳枠を造型ラインに搬出するとともに、該上下鋳枠が搬出された前記定盤台車を搬送する定盤台車返しラインと、
該定盤台車返しラインの下流側に搬送された定盤台車に、前記鋳型のうち造型された下鋳枠を載置し、中子をセット可能とした中子セットライン
とが直列に配置されており、
前記解枠ラインへの搬入側の位置と前記中子セットラインの下流側の位置にそれぞれ設置されるプッシャー手段とクッション手段にて1ピッチ毎枠送りを行うように構成されてなる鋳型搬送設備。
【請求項2】
請求項1記載の鋳型搬送設備に沿って、造型ラインと鋳型のうち造型された上鋳枠のみを搬送する上枠ラインとが順次併設されてなる鋳型造型設備。
【請求項3】
前記解枠ラインから搬出される上下鋳枠を前記造型ラインに搬出する空枠トラバーサと、
前記造型ラインに搬出される上下鋳枠から上鋳枠と下鋳枠とに分離する上下枠分離装置と、
前記造型ラインの下流位置から、造型された下鋳枠を前記定盤台車返しライン上の定盤台車に載置するとともに、造型された上鋳枠を前記上枠ライン上に移し替える上下枠移替装置と、
前記中子セットライン上にて中子がセット完了した下鋳枠に前記上枠ラインの下流位置から搬送される上鋳枠を被せる枠合せ装置
とを具備してなる請求項2記載の鋳型造型設備。
【請求項1】
定盤台車に載置される注湯済枠付鋳型から鋳型を抜き出すステーションをもつ解枠ラインと、
解枠後、前記定盤台車に載置される上下鋳枠を造型ラインに搬出するとともに、該上下鋳枠が搬出された前記定盤台車を搬送する定盤台車返しラインと、
該定盤台車返しラインの下流側に搬送された定盤台車に、前記鋳型のうち造型された下鋳枠を載置し、中子をセット可能とした中子セットライン
とが直列に配置されており、
前記解枠ラインへの搬入側の位置と前記中子セットラインの下流側の位置にそれぞれ設置されるプッシャー手段とクッション手段にて1ピッチ毎枠送りを行うように構成されてなる鋳型搬送設備。
【請求項2】
請求項1記載の鋳型搬送設備に沿って、造型ラインと鋳型のうち造型された上鋳枠のみを搬送する上枠ラインとが順次併設されてなる鋳型造型設備。
【請求項3】
前記解枠ラインから搬出される上下鋳枠を前記造型ラインに搬出する空枠トラバーサと、
前記造型ラインに搬出される上下鋳枠から上鋳枠と下鋳枠とに分離する上下枠分離装置と、
前記造型ラインの下流位置から、造型された下鋳枠を前記定盤台車返しライン上の定盤台車に載置するとともに、造型された上鋳枠を前記上枠ライン上に移し替える上下枠移替装置と、
前記中子セットライン上にて中子がセット完了した下鋳枠に前記上枠ラインの下流位置から搬送される上鋳枠を被せる枠合せ装置
とを具備してなる請求項2記載の鋳型造型設備。
【図1】



【図2】
【図3】

【図2】
【図3】
【公開番号】特開2007−301608(P2007−301608A)
【公開日】平成19年11月22日(2007.11.22)
【国際特許分類】
【出願番号】特願2006−133327(P2006−133327)
【出願日】平成18年5月12日(2006.5.12)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
【公開日】平成19年11月22日(2007.11.22)
【国際特許分類】
【出願日】平成18年5月12日(2006.5.12)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
[ Back to top ]