
鋳型鋳造設備
【課題】さらに設置スペースを小さくするとともに、こぼれ砂の箇所を少なくしてこぼれ砂の回収処理作業を容易にできる鋳型鋳造設備を提供する。
【解決手段】
鋳型および注湯済の鋳型を搬送する鋳型搬送ラインと該注湯済の鋳型を冷却する一次冷却ラインとが上下二段に敷設されるとともに、前記鋳型搬送ラインに沿って二次冷却ラインが併設されている。また、前記鋳型搬送ラインに沿って鋳型造型ステーションおよび注湯ステーション、該鋳型搬送ラインの下流端部に注湯済の鋳型を移すダウン昇降ステーション、前記一次冷却ラインの下流部に注湯済の鋳型を移すアップ昇降ステーション、該アップ昇降ステーションと前記鋳型造型ステーションとのあいだに注湯済の鋳型を移し替える鋳型の移し替えステーション、および該移し替えステーションと前記鋳型造型ステーションとのあいだにジャケットおよび重りの移し替えステーションを配設している。
【解決手段】
鋳型および注湯済の鋳型を搬送する鋳型搬送ラインと該注湯済の鋳型を冷却する一次冷却ラインとが上下二段に敷設されるとともに、前記鋳型搬送ラインに沿って二次冷却ラインが併設されている。また、前記鋳型搬送ラインに沿って鋳型造型ステーションおよび注湯ステーション、該鋳型搬送ラインの下流端部に注湯済の鋳型を移すダウン昇降ステーション、前記一次冷却ラインの下流部に注湯済の鋳型を移すアップ昇降ステーション、該アップ昇降ステーションと前記鋳型造型ステーションとのあいだに注湯済の鋳型を移し替える鋳型の移し替えステーション、および該移し替えステーションと前記鋳型造型ステーションとのあいだにジャケットおよび重りの移し替えステーションを配設している。
【発明の詳細な説明】
【技術分野】
【0001】
本発明は鋳型鋳造設備に関する。さらに詳しくは、設置スペースを小さくするとともに、こぼれ砂の回収処理作業を容易にできる鋳型鋳造設備に関する。
【背景技術】
【0002】
従来より、鋳造設備においては、注湯工程と鋳型ばらし工程とのあいだに注湯済の鋳型を一定期間プールして、鋳型内の溶湯を冷却硬化させるために冷却ラインを設けるようにしている。たとえば、特許文献1記載の鋳造設備では、造型機により型込めされた枠付鋳型を枠合わせ装置へ送り、重りを乗せたのち、注湯し、そして一次冷却ラインへ搬送する。ついで該一次冷却ラインの途中で重りを取り外すとともに、鋳型と鋳枠を分離する。そして、該鋳型を上下二段に敷設した二次冷却ラインへ搬送させたのち、鋳型ばらしを行うようにしている。
【0003】
【特許文献1】特開昭59−24570号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の鋳造設備においては、造型ラインから注湯ラインおよび注湯ラインから一次冷却ラインへの鋳型の移動装置を備え、また、一次冷却ラインにおいて鋳型と鋳枠を分離したのち、該一次冷却ラインから鋳枠を造型機に移し替える装置などを備える平面水平移動方式の鋳造ラインに別途二次冷却ラインを併設する構成にされている。
【0005】
したがって、従来の鋳造設備においては、前記平面水平移動方式の鋳造ラインのため、設置スペースがまだ広いという問題がある。また、移動装置による枠付鋳型のライン間の移動(受け渡し)、鋳枠分離および二次冷却ラインへの鋳型の移動に際し、鋳型に振動が掛かるため、こぼれ砂が床上に落ちる箇所が多く、そのこぼれ砂をピットを掘って、床下より砂を回収している。
【0006】
そこで、本発明は、叙上の事情に鑑み、さらに設置スペースを小さくするとともに、こぼれ砂の箇所を少なくしてこぼれ砂の回収処理作業を容易にできる鋳型鋳造設備を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の鋳型鋳造設備は、鋳型および注湯済の鋳型を搬送する鋳型搬送ラインと該注湯済の鋳型を冷却する一次冷却ラインとが上下二段に敷設されるとともに、前記鋳型搬送ラインに沿って二次冷却ラインが併設されてなることを特徴としている。また、前記鋳型搬送ラインに沿って配設される鋳型造型ステーションおよび注湯ステーションと、該鋳型搬送ラインの下流端部に配設される該鋳型搬送ラインから前記一次冷却ラインへ注湯済の鋳型を移すダウン昇降ステーションと、前記一次冷却ラインの下流部に配設される該一次冷却ラインから前記鋳型搬送ラインへ注湯済の鋳型を移すアップ昇降ステーションと、該アップ昇降ステーションと前記鋳型造型ステーションとのあいだに配設される前記鋳型搬送ラインから前記二次冷却ラインへ注湯済の鋳型を移し替える鋳型の移し替えステーションと、該移し替えステーションと前記鋳型造型ステーションとのあいだに配設されるジャケットおよび重りの移し替えステーションとを備えているのが好ましい。
【発明の効果】
【0008】
本発明によれば、さらに設置スペースを小さくすることができる。また、ライン間を跨いで鋳型を受け渡す箇所が鋳型の移し替えステーションだけであるため、床上に落ちるこぼれ砂の箇所が少なくなり、回収作業が容易になる。
【発明を実施するための最良の形態】
【0009】
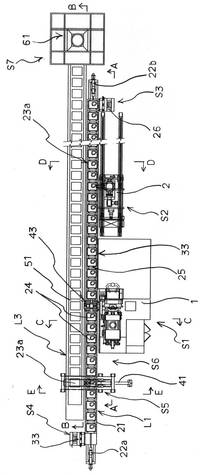
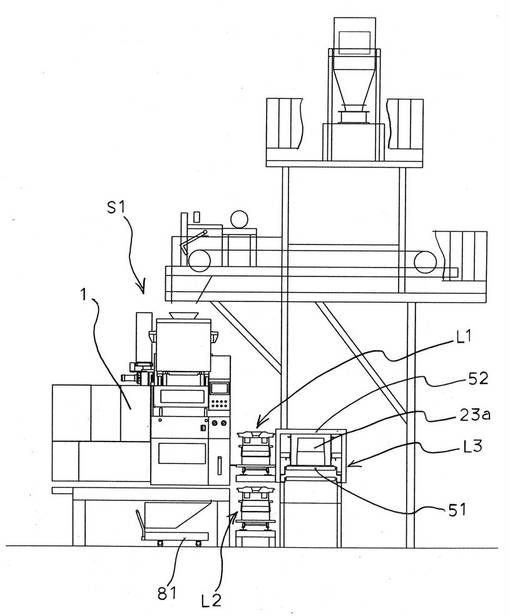
以下、添付図面に基づいて本発明の鋳型鋳造設備を説明する。本発明の一実施の形態にかかわる鋳型鋳造設備は、図1〜6に示されるように、鋳型および注湯済の鋳型を搬送する鋳型搬送ラインL1と該注湯済の鋳型を冷却する一次冷却ラインL2とが上下二段に敷設されているとともに、該鋳型搬送ラインL1に沿って二次冷却ラインL3が併設されている。そして、前記鋳型搬送ラインL1と一次冷却ラインL2に沿って鋳型造型ステーションS1および注湯ステーションS2が配設されている。該鋳型搬送ラインL1から前記一次冷却ラインL2への鋳型の移動および該一次冷却ラインL2から前記鋳型搬送ラインL1への鋳型の移動は、それぞれダウン昇降ステーションS3とアップ昇降ステーションS4にて行われる。また、前記鋳型搬送ラインL1から二次冷却ラインL2への鋳型の移し替えは、鋳型造型ステーションS1の位置より上流側の位置で行うように、移し替えステーションS5が鋳型造型ステーションS1とアップ昇降ステーションS4とのあいだに配設されている。また、該移し替えステーションS5と前記鋳型造型ステーションS1とのあいだには、ジャケットおよび重りの移し替えステーションS6が配設され、さらに前記二次冷却ラインL3の下流端部に鋳型ばらしステーションS7が配設されている。
【0010】
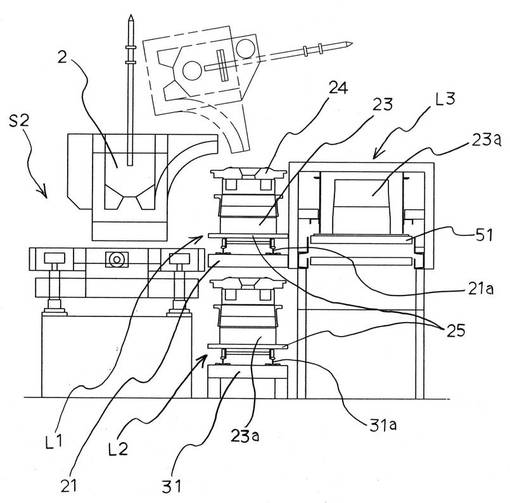
前記鋳型造型ステーションS1および注湯ステーションS2には、それぞれ造型機1および注湯機2が配置されており、該造型機1としては、本発明において、とくに限定されるものではないが、たとえば上下の鋳型を造型機内で造型し、上下合わせ鋳型のみの状態で定盤上に押し出す機能を備えるものを用いることができる。なお、造型機における鋳型押し出し装置の押し出し水平面が定盤と同一平面にされていると、鋳型の乗り移しを滑らかにすることができる。
【0011】
また、前記注湯機2としては、自動および手動を問わず、鋳型内へ注湯できる装置および手段を有するもので注湯できれば、とくに限定されるものではないが、たとえば自動注湯機、手動注湯方式、傾動トリベ方式またはポット式により注湯できるものを用いることができる。
【0012】
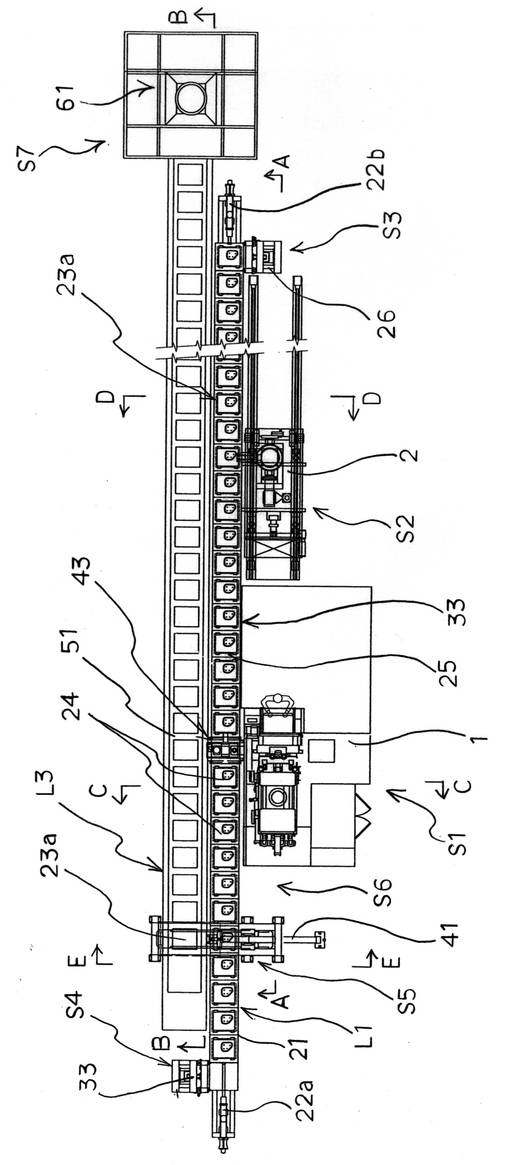
また、前記鋳型搬送ラインL1は、上段ベース21の上に左右(図1の紙面上下方向)に所定の間隔で、長手方向に敷設される一対のレール21a(図5参照)と、該ラインL1の始端(上流側の位置P1)に配置されるプッシャー手段22aと、該プッシャー手段22aに対向して該ラインL1の終端(下流側の位置P2)に配置されるクッション手段22bとを具備している。該鋳型搬送ラインL1において、プッシャー手段22aおよびクッション手段22bは、このプッシャー手段22aの伸長作動とクッション手段22bの縮引作動を繰り返して、該鋳型搬送ラインL1に連なる、前記鋳型造型ステーションS1にて造型された鋳型23、前記注湯ステーションS2にて注湯された鋳型23a、および該鋳型23に被せられるジャケットおよび重り24を戴置するローラ付定盤25を前記レールに沿って順次、1ピッチずつ搬送させるためのアクチュエータである。このプッシャー手段22aおよびクッション手段22bのアクチュエータとしては、たとえばエアシリンダー、油圧シリンダーまたは電動シリンダーなどを用いることができる。
【0013】
前記定盤25に戴置される注湯済の鋳型23aは、前記鋳型搬送ラインL1の下流端部(下流側の位置P2)に搬送されると、該下流端部に配設される鋳型のダウン昇降ステーションS3に配置されるダウン専用リフタ26により、該鋳型搬送ラインL1から前記一次冷却ラインL2へ移動される。このリフタ26としては、鋳型搬送ラインL1から定盤25を乗り移しできるようにレールが設けられたテーブル26aを昇降自在にできる装置であれば、とくに限定されるものではない。
【0014】
前記一次冷却ラインL2は、下段ベース31の上に左右に所定の間隔で、長手方向に敷設される一対のレール31a(図5参照)と、該ラインL2の始端(前記鋳型搬送ラインL1の下流側の位置P2に相当する上流側の位置)に配置されるプッシャー手段32aと、該プッシャー手段32aに対向して該ラインL2の終端(前記鋳型搬送ラインL1の上流側の位置P1に相当する下流側の位置)に配置されるクッション手段32bとを具備している。該一次冷却ラインL2において、プッシャー手段32aおよびクッション手段32bは、このプッシャー手段32aの伸長作動とクッション手段32bの縮引作動を繰り返して、該一次冷却ラインL2に連なる、注湯済の鋳型23aを戴置する定盤25を前記レールに沿って順次、1ピッチずつ搬送させるためのアクチュエータである。このプッシャー手段32aおよびクッション手段32bとしては、前記プッシャー手段22aおよびクッション手段22bと同じアクチュエータを用いることができる。
【0015】
前記一次冷却ラインL2の下流部に搬送された注湯済の鋳型23aは、該下流部に配設される鋳型のアップ昇降ステーションS4に配置されるアップ専用リフタ33により、該一次冷却ラインL2から前記鋳型搬送ラインL1へ移動される。このリフタ33は、前記リフタ26と同等の装置とすることができる。
【0016】
前記移し替えステーションS5は、前記一次冷却ラインL2から鋳型搬送ラインL1に戻された注湯済の鋳型23aを二次冷却ラインL3に移し替えて、さらに冷却するために設けられているとともに、この移し替えステーションS5には、該鋳型搬送ラインL1上の鋳型の搬送方向とは直交する方向に位置付けられたプッシャー手段41が配置されている。
【0017】
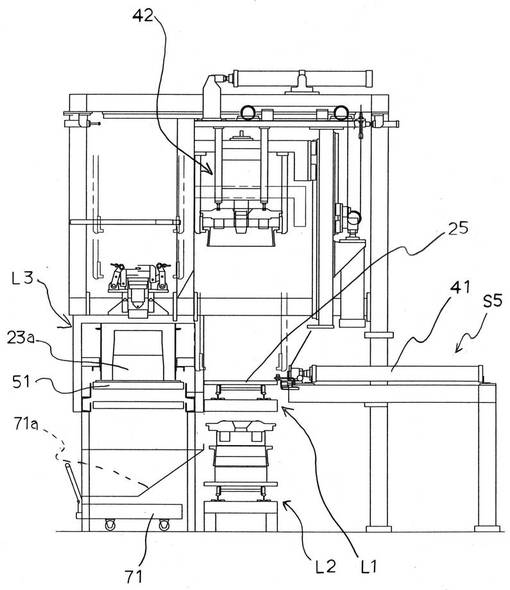
また、このプッシャー手段41の上方には、注湯済の鋳型23aからジャケットおよび重り24を外すためのジャケット外し機構42が設けられている。このジャケットおよび重り24が外された鋳型23aは、前記プッシャー手段41の伸長作動により二次冷却ラインL3上に押し出される(図6参照)。ここで、前記外されたジャケットおよび重り24は、前記押し出された鋳型23aを搬送していた定盤25上に戴置される。そして、この定盤25が順次搬送されたのち、前記外されたジャケットおよび重り24が前記鋳型造型ステーションS1に配置される造型機1の近傍位置に配置されるジャケット被せ機構43により吊り上げられて一時保持される。そして、該造型機1により造型された鋳型23が前記外されたジャケットおよび重り24を戴置していた定盤25に戴置されると、前記ジャケット被せ機構43により該鋳型23にジャケットおよび重り24が被せられる。すなわち、前記ジャケット外し機構42とジャケット被せ機構43とにより、定盤25とジャケットおよび重り24との組み合わせが対応付けられるようにされている。
【0018】
なお、前記プッシャー手段41としては、限定されるものではないが、たとえばエアシリンダー、油圧シリンダーまたは電動シリンダーにて注湯済の鋳型23aを定盤25から二次冷却ラインL3のベルトコンベヤ51へ移動させる機能を備えるものを用いることができる。
【0019】
また、前記ジャケット外し機構42としては、限定されるものではないが、たとえばエアシリンダー、油圧シリンダーまたは電動シリンダーにて注湯済の鋳型23aに被せているジャケットおよび重り24を上部から外し、プッシャー手段41にて鋳型を移動させた定盤25上にジャケットおよび重り24を乗せる機能を備えるものを用いることができる。
【0020】
さらに、ジャケット被せ機構43としては、限定されるものではないが、たとえばエアシリンダー、油圧シリンダーまたは電動シリンダーにて定盤25上よりジャケットおよび重り24を持ち上げ、造型機1より出された新しい鋳型23にジャケットおよび重り24を被せる機能を備えるものを用いることができる。
【0021】
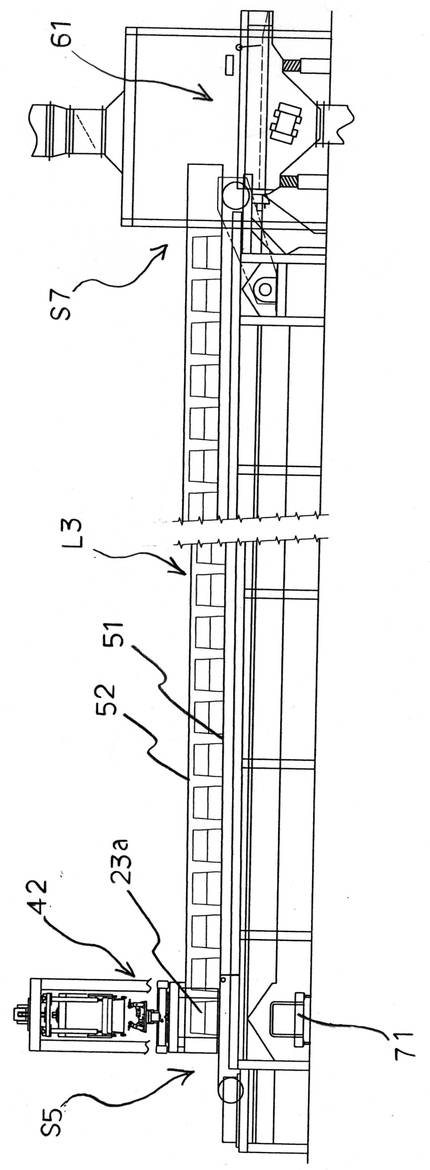
ついで、前記二次冷却ラインL3は、ベルトコンベヤ51と、該ベルトコンベヤ51を三方から囲む形状のケース52と、該ベルトコンベヤ51を駆動する駆動モータなどの駆動手段を具備しており、該ベルトコンベヤ51は前記鋳型搬送ラインL1の搬送速度に同期して、前記押し出された鋳型23aを順次下流部に配設される鋳型ばらしステーションS7へと搬送する。そして、この鋳型ばらしステーションS7には、自動および手動を問わず、鋳型の中から製品を取り出し、砂と製品を分離するスペースがあり、本実施の形態では、振動を加えて鋳型を壊し、製品を分離する鋳型ばらし装置61が配置されている。なお、本発明においては、鋳型ばらしステーションS7を二次冷却ラインL3と分離し、別の場所に配設することもできる。
【0022】
本実施の形態では、造型された鋳型23が鋳型搬送ラインL1上を移動する定盤25上に押し出される。そして、この鋳型23にジャケットおよび重り24を被せたのち、注湯機2へと搬送される。ついで、この注湯機2にて鋳型23へ注湯したのち、この注湯済の鋳型23aを一次冷却をするためにダウン専用リフタ26にて下段の一次冷却ラインL2へ移動する。ついで、この一次冷却された鋳型23aをアップ専用リフタ33にて再び上段の鋳型搬送ラインL1へ移す。そして、この鋳型23aからジャケットおよび重り24を取り外したのち、プッシャー手段41により鋳型搬送ラインL1から二次冷却ラインL3のベルトコンベヤ51に移し替え、鋳型ばらし装置61にて製品を取り出す。また、前記取り外されたジャケットおよび重り24は再度同じ定盤25に乗せたのち、造型機1へと搬送される。
【0023】
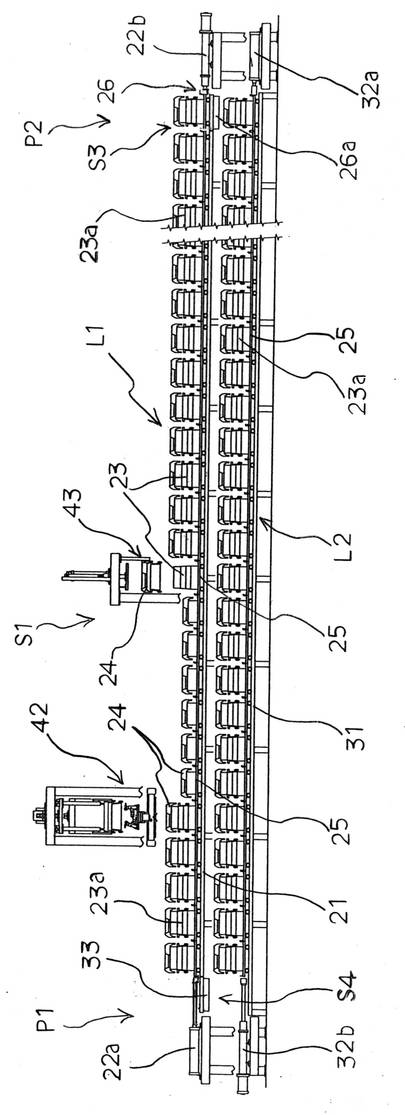
なお、本実施の形態では、図3および図6に示されるように、前記移し替えステーションS5における鋳型移し替えの際に、こぼれ落ちる砂を受けるための砂受け手段が前記二次冷却ラインL3の下部に配設されている。この砂受け手段としては、たとえば鋳型搬送ラインL1から二次冷却ラインL3に向けて傾斜する砂受け面71aを有する箱状の回収台車71や、こぼれ砂回収用コンベヤなどとすることができる。これにより、こぼれ砂を床上の台車で回収したのち、廃棄することができるため、こぼれ砂の回収処理作業を容易にすることができる。
【0024】
また、本実施の形態では、図4に示されるように、前記造型機1からのこぼれ砂を該造型機1の下部に配設される砂受け手段としての回収台車81またはこぼれ砂回収用コンベヤなどで回収することにより、造型機1からのこぼれ砂の回収処理作業を容易にすることもできる。
【図面の簡単な説明】
【0025】
【図1】本発明の一実施の形態にかかわる鋳型鋳造設備の要部横断面図である。
【図2】図1のA−A断面矢視図である。
【図3】図1のB−B断面矢視図である。
【図4】図1のC−C断面矢視図である。
【図5】図1のD−D断面矢視図である。
【図6】図1のE−E断面矢視図である。
【符号の説明】
【0026】
1 造型機
2 注湯機
21 上段ベース
22a プッシャー手段
22b クッション手段
23 鋳型
23a 注湯済の鋳型
24 ジャケットおよび重り
25 ローラ付定盤
26 ダウン専用リフタ
26a テーブル
31 下段ベース
32a プッシャー手段
32b クッション手段
33 アップ専用リフタ
41 プッシャー手段
42 ジャケット外し機構
43 ジャケット被せ機構
51 ベルトコンベヤ
61 鋳型ばらし装置
71、81 回収台車
L1 鋳型搬送ライン
L2 一次冷却ライン
L3 二次冷却ライン
S1 鋳型造型ステーション
S2 注湯ステーション
S3 ダウン昇降ステーション
S4 アップ昇降ステーション
S5 鋳型の移し替えステーション
S6 ジャケットおよび重りの移し替えステーション
S7 鋳型ばらしステーション
【技術分野】
【0001】
本発明は鋳型鋳造設備に関する。さらに詳しくは、設置スペースを小さくするとともに、こぼれ砂の回収処理作業を容易にできる鋳型鋳造設備に関する。
【背景技術】
【0002】
従来より、鋳造設備においては、注湯工程と鋳型ばらし工程とのあいだに注湯済の鋳型を一定期間プールして、鋳型内の溶湯を冷却硬化させるために冷却ラインを設けるようにしている。たとえば、特許文献1記載の鋳造設備では、造型機により型込めされた枠付鋳型を枠合わせ装置へ送り、重りを乗せたのち、注湯し、そして一次冷却ラインへ搬送する。ついで該一次冷却ラインの途中で重りを取り外すとともに、鋳型と鋳枠を分離する。そして、該鋳型を上下二段に敷設した二次冷却ラインへ搬送させたのち、鋳型ばらしを行うようにしている。
【0003】
【特許文献1】特開昭59−24570号公報
【発明の開示】
【発明が解決しようとする課題】
【0004】
しかしながら、従来の鋳造設備においては、造型ラインから注湯ラインおよび注湯ラインから一次冷却ラインへの鋳型の移動装置を備え、また、一次冷却ラインにおいて鋳型と鋳枠を分離したのち、該一次冷却ラインから鋳枠を造型機に移し替える装置などを備える平面水平移動方式の鋳造ラインに別途二次冷却ラインを併設する構成にされている。
【0005】
したがって、従来の鋳造設備においては、前記平面水平移動方式の鋳造ラインのため、設置スペースがまだ広いという問題がある。また、移動装置による枠付鋳型のライン間の移動(受け渡し)、鋳枠分離および二次冷却ラインへの鋳型の移動に際し、鋳型に振動が掛かるため、こぼれ砂が床上に落ちる箇所が多く、そのこぼれ砂をピットを掘って、床下より砂を回収している。
【0006】
そこで、本発明は、叙上の事情に鑑み、さらに設置スペースを小さくするとともに、こぼれ砂の箇所を少なくしてこぼれ砂の回収処理作業を容易にできる鋳型鋳造設備を提供することを目的とする。
【課題を解決するための手段】
【0007】
本発明の鋳型鋳造設備は、鋳型および注湯済の鋳型を搬送する鋳型搬送ラインと該注湯済の鋳型を冷却する一次冷却ラインとが上下二段に敷設されるとともに、前記鋳型搬送ラインに沿って二次冷却ラインが併設されてなることを特徴としている。また、前記鋳型搬送ラインに沿って配設される鋳型造型ステーションおよび注湯ステーションと、該鋳型搬送ラインの下流端部に配設される該鋳型搬送ラインから前記一次冷却ラインへ注湯済の鋳型を移すダウン昇降ステーションと、前記一次冷却ラインの下流部に配設される該一次冷却ラインから前記鋳型搬送ラインへ注湯済の鋳型を移すアップ昇降ステーションと、該アップ昇降ステーションと前記鋳型造型ステーションとのあいだに配設される前記鋳型搬送ラインから前記二次冷却ラインへ注湯済の鋳型を移し替える鋳型の移し替えステーションと、該移し替えステーションと前記鋳型造型ステーションとのあいだに配設されるジャケットおよび重りの移し替えステーションとを備えているのが好ましい。
【発明の効果】
【0008】
本発明によれば、さらに設置スペースを小さくすることができる。また、ライン間を跨いで鋳型を受け渡す箇所が鋳型の移し替えステーションだけであるため、床上に落ちるこぼれ砂の箇所が少なくなり、回収作業が容易になる。
【発明を実施するための最良の形態】
【0009】
以下、添付図面に基づいて本発明の鋳型鋳造設備を説明する。本発明の一実施の形態にかかわる鋳型鋳造設備は、図1〜6に示されるように、鋳型および注湯済の鋳型を搬送する鋳型搬送ラインL1と該注湯済の鋳型を冷却する一次冷却ラインL2とが上下二段に敷設されているとともに、該鋳型搬送ラインL1に沿って二次冷却ラインL3が併設されている。そして、前記鋳型搬送ラインL1と一次冷却ラインL2に沿って鋳型造型ステーションS1および注湯ステーションS2が配設されている。該鋳型搬送ラインL1から前記一次冷却ラインL2への鋳型の移動および該一次冷却ラインL2から前記鋳型搬送ラインL1への鋳型の移動は、それぞれダウン昇降ステーションS3とアップ昇降ステーションS4にて行われる。また、前記鋳型搬送ラインL1から二次冷却ラインL2への鋳型の移し替えは、鋳型造型ステーションS1の位置より上流側の位置で行うように、移し替えステーションS5が鋳型造型ステーションS1とアップ昇降ステーションS4とのあいだに配設されている。また、該移し替えステーションS5と前記鋳型造型ステーションS1とのあいだには、ジャケットおよび重りの移し替えステーションS6が配設され、さらに前記二次冷却ラインL3の下流端部に鋳型ばらしステーションS7が配設されている。
【0010】
前記鋳型造型ステーションS1および注湯ステーションS2には、それぞれ造型機1および注湯機2が配置されており、該造型機1としては、本発明において、とくに限定されるものではないが、たとえば上下の鋳型を造型機内で造型し、上下合わせ鋳型のみの状態で定盤上に押し出す機能を備えるものを用いることができる。なお、造型機における鋳型押し出し装置の押し出し水平面が定盤と同一平面にされていると、鋳型の乗り移しを滑らかにすることができる。
【0011】
また、前記注湯機2としては、自動および手動を問わず、鋳型内へ注湯できる装置および手段を有するもので注湯できれば、とくに限定されるものではないが、たとえば自動注湯機、手動注湯方式、傾動トリベ方式またはポット式により注湯できるものを用いることができる。
【0012】
また、前記鋳型搬送ラインL1は、上段ベース21の上に左右(図1の紙面上下方向)に所定の間隔で、長手方向に敷設される一対のレール21a(図5参照)と、該ラインL1の始端(上流側の位置P1)に配置されるプッシャー手段22aと、該プッシャー手段22aに対向して該ラインL1の終端(下流側の位置P2)に配置されるクッション手段22bとを具備している。該鋳型搬送ラインL1において、プッシャー手段22aおよびクッション手段22bは、このプッシャー手段22aの伸長作動とクッション手段22bの縮引作動を繰り返して、該鋳型搬送ラインL1に連なる、前記鋳型造型ステーションS1にて造型された鋳型23、前記注湯ステーションS2にて注湯された鋳型23a、および該鋳型23に被せられるジャケットおよび重り24を戴置するローラ付定盤25を前記レールに沿って順次、1ピッチずつ搬送させるためのアクチュエータである。このプッシャー手段22aおよびクッション手段22bのアクチュエータとしては、たとえばエアシリンダー、油圧シリンダーまたは電動シリンダーなどを用いることができる。
【0013】
前記定盤25に戴置される注湯済の鋳型23aは、前記鋳型搬送ラインL1の下流端部(下流側の位置P2)に搬送されると、該下流端部に配設される鋳型のダウン昇降ステーションS3に配置されるダウン専用リフタ26により、該鋳型搬送ラインL1から前記一次冷却ラインL2へ移動される。このリフタ26としては、鋳型搬送ラインL1から定盤25を乗り移しできるようにレールが設けられたテーブル26aを昇降自在にできる装置であれば、とくに限定されるものではない。
【0014】
前記一次冷却ラインL2は、下段ベース31の上に左右に所定の間隔で、長手方向に敷設される一対のレール31a(図5参照)と、該ラインL2の始端(前記鋳型搬送ラインL1の下流側の位置P2に相当する上流側の位置)に配置されるプッシャー手段32aと、該プッシャー手段32aに対向して該ラインL2の終端(前記鋳型搬送ラインL1の上流側の位置P1に相当する下流側の位置)に配置されるクッション手段32bとを具備している。該一次冷却ラインL2において、プッシャー手段32aおよびクッション手段32bは、このプッシャー手段32aの伸長作動とクッション手段32bの縮引作動を繰り返して、該一次冷却ラインL2に連なる、注湯済の鋳型23aを戴置する定盤25を前記レールに沿って順次、1ピッチずつ搬送させるためのアクチュエータである。このプッシャー手段32aおよびクッション手段32bとしては、前記プッシャー手段22aおよびクッション手段22bと同じアクチュエータを用いることができる。
【0015】
前記一次冷却ラインL2の下流部に搬送された注湯済の鋳型23aは、該下流部に配設される鋳型のアップ昇降ステーションS4に配置されるアップ専用リフタ33により、該一次冷却ラインL2から前記鋳型搬送ラインL1へ移動される。このリフタ33は、前記リフタ26と同等の装置とすることができる。
【0016】
前記移し替えステーションS5は、前記一次冷却ラインL2から鋳型搬送ラインL1に戻された注湯済の鋳型23aを二次冷却ラインL3に移し替えて、さらに冷却するために設けられているとともに、この移し替えステーションS5には、該鋳型搬送ラインL1上の鋳型の搬送方向とは直交する方向に位置付けられたプッシャー手段41が配置されている。
【0017】
また、このプッシャー手段41の上方には、注湯済の鋳型23aからジャケットおよび重り24を外すためのジャケット外し機構42が設けられている。このジャケットおよび重り24が外された鋳型23aは、前記プッシャー手段41の伸長作動により二次冷却ラインL3上に押し出される(図6参照)。ここで、前記外されたジャケットおよび重り24は、前記押し出された鋳型23aを搬送していた定盤25上に戴置される。そして、この定盤25が順次搬送されたのち、前記外されたジャケットおよび重り24が前記鋳型造型ステーションS1に配置される造型機1の近傍位置に配置されるジャケット被せ機構43により吊り上げられて一時保持される。そして、該造型機1により造型された鋳型23が前記外されたジャケットおよび重り24を戴置していた定盤25に戴置されると、前記ジャケット被せ機構43により該鋳型23にジャケットおよび重り24が被せられる。すなわち、前記ジャケット外し機構42とジャケット被せ機構43とにより、定盤25とジャケットおよび重り24との組み合わせが対応付けられるようにされている。
【0018】
なお、前記プッシャー手段41としては、限定されるものではないが、たとえばエアシリンダー、油圧シリンダーまたは電動シリンダーにて注湯済の鋳型23aを定盤25から二次冷却ラインL3のベルトコンベヤ51へ移動させる機能を備えるものを用いることができる。
【0019】
また、前記ジャケット外し機構42としては、限定されるものではないが、たとえばエアシリンダー、油圧シリンダーまたは電動シリンダーにて注湯済の鋳型23aに被せているジャケットおよび重り24を上部から外し、プッシャー手段41にて鋳型を移動させた定盤25上にジャケットおよび重り24を乗せる機能を備えるものを用いることができる。
【0020】
さらに、ジャケット被せ機構43としては、限定されるものではないが、たとえばエアシリンダー、油圧シリンダーまたは電動シリンダーにて定盤25上よりジャケットおよび重り24を持ち上げ、造型機1より出された新しい鋳型23にジャケットおよび重り24を被せる機能を備えるものを用いることができる。
【0021】
ついで、前記二次冷却ラインL3は、ベルトコンベヤ51と、該ベルトコンベヤ51を三方から囲む形状のケース52と、該ベルトコンベヤ51を駆動する駆動モータなどの駆動手段を具備しており、該ベルトコンベヤ51は前記鋳型搬送ラインL1の搬送速度に同期して、前記押し出された鋳型23aを順次下流部に配設される鋳型ばらしステーションS7へと搬送する。そして、この鋳型ばらしステーションS7には、自動および手動を問わず、鋳型の中から製品を取り出し、砂と製品を分離するスペースがあり、本実施の形態では、振動を加えて鋳型を壊し、製品を分離する鋳型ばらし装置61が配置されている。なお、本発明においては、鋳型ばらしステーションS7を二次冷却ラインL3と分離し、別の場所に配設することもできる。
【0022】
本実施の形態では、造型された鋳型23が鋳型搬送ラインL1上を移動する定盤25上に押し出される。そして、この鋳型23にジャケットおよび重り24を被せたのち、注湯機2へと搬送される。ついで、この注湯機2にて鋳型23へ注湯したのち、この注湯済の鋳型23aを一次冷却をするためにダウン専用リフタ26にて下段の一次冷却ラインL2へ移動する。ついで、この一次冷却された鋳型23aをアップ専用リフタ33にて再び上段の鋳型搬送ラインL1へ移す。そして、この鋳型23aからジャケットおよび重り24を取り外したのち、プッシャー手段41により鋳型搬送ラインL1から二次冷却ラインL3のベルトコンベヤ51に移し替え、鋳型ばらし装置61にて製品を取り出す。また、前記取り外されたジャケットおよび重り24は再度同じ定盤25に乗せたのち、造型機1へと搬送される。
【0023】
なお、本実施の形態では、図3および図6に示されるように、前記移し替えステーションS5における鋳型移し替えの際に、こぼれ落ちる砂を受けるための砂受け手段が前記二次冷却ラインL3の下部に配設されている。この砂受け手段としては、たとえば鋳型搬送ラインL1から二次冷却ラインL3に向けて傾斜する砂受け面71aを有する箱状の回収台車71や、こぼれ砂回収用コンベヤなどとすることができる。これにより、こぼれ砂を床上の台車で回収したのち、廃棄することができるため、こぼれ砂の回収処理作業を容易にすることができる。
【0024】
また、本実施の形態では、図4に示されるように、前記造型機1からのこぼれ砂を該造型機1の下部に配設される砂受け手段としての回収台車81またはこぼれ砂回収用コンベヤなどで回収することにより、造型機1からのこぼれ砂の回収処理作業を容易にすることもできる。
【図面の簡単な説明】
【0025】
【図1】本発明の一実施の形態にかかわる鋳型鋳造設備の要部横断面図である。
【図2】図1のA−A断面矢視図である。
【図3】図1のB−B断面矢視図である。
【図4】図1のC−C断面矢視図である。
【図5】図1のD−D断面矢視図である。
【図6】図1のE−E断面矢視図である。
【符号の説明】
【0026】
1 造型機
2 注湯機
21 上段ベース
22a プッシャー手段
22b クッション手段
23 鋳型
23a 注湯済の鋳型
24 ジャケットおよび重り
25 ローラ付定盤
26 ダウン専用リフタ
26a テーブル
31 下段ベース
32a プッシャー手段
32b クッション手段
33 アップ専用リフタ
41 プッシャー手段
42 ジャケット外し機構
43 ジャケット被せ機構
51 ベルトコンベヤ
61 鋳型ばらし装置
71、81 回収台車
L1 鋳型搬送ライン
L2 一次冷却ライン
L3 二次冷却ライン
S1 鋳型造型ステーション
S2 注湯ステーション
S3 ダウン昇降ステーション
S4 アップ昇降ステーション
S5 鋳型の移し替えステーション
S6 ジャケットおよび重りの移し替えステーション
S7 鋳型ばらしステーション
【特許請求の範囲】
【請求項1】
鋳型および注湯済の鋳型を搬送する鋳型搬送ラインと該注湯済の鋳型を冷却する一次冷却ラインとが上下二段に敷設されるとともに、前記鋳型搬送ラインに沿って二次冷却ラインが併設されてなる鋳型鋳造設備。
【請求項2】
前記鋳型搬送ラインに沿って配設される鋳型造型ステーションおよび注湯ステーションと、
該鋳型搬送ラインの下流端部に配設される該鋳型搬送ラインから前記一次冷却ラインへ注湯済の鋳型を移すダウン昇降ステーションと、
前記一次冷却ラインの下流部に配設される該一次冷却ラインから前記鋳型搬送ラインへ注湯済の鋳型を移すアップ昇降ステーションと、
該アップ昇降ステーションと前記鋳型造型ステーションとのあいだに配設される前記鋳型搬送ラインから前記二次冷却ラインへ注湯済の鋳型を移し替える鋳型の移し替えステーションと、
該移し替えステーションと前記鋳型造型ステーションとのあいだに配設されるジャケットおよび重りの移し替えステーション
とを備えてなる請求項1記載の鋳型鋳造設備。
【請求項3】
前記二次冷却ラインの下流端部に鋳型ばらしステーションが配設されている請求項2記載の鋳型鋳造設備。
【請求項4】
前記鋳型の移し替えステーションにおける前記二次冷却ラインの下部に砂受け手段が配設されてなる請求項2または3記載の鋳型鋳造設備。
【請求項5】
前記鋳型造型ステーションに配置される造型機の下部に砂受け手段が配設されてなる請求項4記載の鋳型鋳造設備。
【請求項1】
鋳型および注湯済の鋳型を搬送する鋳型搬送ラインと該注湯済の鋳型を冷却する一次冷却ラインとが上下二段に敷設されるとともに、前記鋳型搬送ラインに沿って二次冷却ラインが併設されてなる鋳型鋳造設備。
【請求項2】
前記鋳型搬送ラインに沿って配設される鋳型造型ステーションおよび注湯ステーションと、
該鋳型搬送ラインの下流端部に配設される該鋳型搬送ラインから前記一次冷却ラインへ注湯済の鋳型を移すダウン昇降ステーションと、
前記一次冷却ラインの下流部に配設される該一次冷却ラインから前記鋳型搬送ラインへ注湯済の鋳型を移すアップ昇降ステーションと、
該アップ昇降ステーションと前記鋳型造型ステーションとのあいだに配設される前記鋳型搬送ラインから前記二次冷却ラインへ注湯済の鋳型を移し替える鋳型の移し替えステーションと、
該移し替えステーションと前記鋳型造型ステーションとのあいだに配設されるジャケットおよび重りの移し替えステーション
とを備えてなる請求項1記載の鋳型鋳造設備。
【請求項3】
前記二次冷却ラインの下流端部に鋳型ばらしステーションが配設されている請求項2記載の鋳型鋳造設備。
【請求項4】
前記鋳型の移し替えステーションにおける前記二次冷却ラインの下部に砂受け手段が配設されてなる請求項2または3記載の鋳型鋳造設備。
【請求項5】
前記鋳型造型ステーションに配置される造型機の下部に砂受け手段が配設されてなる請求項4記載の鋳型鋳造設備。
【図1】


【図2】
【図3】
【図4】
【図5】
【図6】
【図2】
【図3】
【図4】
【図5】
【図6】
【公開番号】特開2007−69238(P2007−69238A)
【公開日】平成19年3月22日(2007.3.22)
【国際特許分類】
【出願番号】特願2005−258838(P2005−258838)
【出願日】平成17年9月7日(2005.9.7)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
【公開日】平成19年3月22日(2007.3.22)
【国際特許分類】
【出願日】平成17年9月7日(2005.9.7)
【出願人】(000191009)新東工業株式会社 (474)
【Fターム(参考)】
[ Back to top ]